

Разработка технологии очистки и формирования полуфабрикатов и пряжи в пневмопрядении
На правах рукописи
ПАВЛОВ Кирилл Ювенальевич
РАЗРАБОТКА ТЕХНОЛОГИИ ОЧИСТКИ И ФОРМИРОВАНИЯ
ПОЛУФАБРИКАТОВ И ПРЯЖИ В ПНЕВМОПРЯДЕНИИ
Специальность 05.19.02 – Технология и первичная обработка текстильных
материалов и сырья
Автореферат
диссертации на соискание ученой степени
доктора технических наук
Иваново 2011
Работа выполнена в государственном образовательном учреждении высшего профессионального образования «Ивановская государственная текстильная академия» (ИГТА).
| Научный консультант | доктор технических наук, профессор Чистобородов Григорий Ильич |
| Официальные оппоненты: | доктор технических наук, профессор Фролов Вениамин Дмитриевич |
| доктор технических наук, профессор Мовшович Павел Михайлович | |
| доктор технических наук, профессор Жуков Владимир Иванович | |
| Ведущая организация | государственное образовательное учреждение высшего профессионального образования «Санкт-Петербургский государственный университет технологии и дизайна» (СПбГУТД) |
Защита состоится «____» _________ 2011 г. в ___ часов на заседании диссертационного совета Д.212.061.01 при Ивановской государственной текстильной академии по адресу: 153000, г. Иваново, пр. Ф. Энгельса, 21.
С диссертацией можно ознакомиться в библиотеке государственного образовательного учреждения высшего профессионального образования «Ивановская государственная текстильная академия» (ИГТА).
Автореферат разослан «___» __________ 2011 г.
Ученый секретарь
диссертационного совета Кулида Н.А.
Аннотация
В диссертации на базе предложенной концепции впервые теоретически и экспериментально обоснована и разработана технология обеспыливания полуфабриката на всех машинах технологического процесса пневмопрядения – от разборки кипы до операций формирования пряжи.
Разработаны, теоретически и экспериментально обоснованы операции обеспыливания на разрыхлительно-очистительном агрегате. Разработана и теоретически обоснована методика замера параметров поля разрежения при удалении пыли, пуха и мелких сорных примесей из рабочей зоны машин разрыхлительно-очистительного агрегата. Теоретически и экспериментально изучено поле скоростей воздушных потоков в зоне пылеудаления. Определен оптимальный скоростной режим воздуха для эффективного обеспыливания. Найдены оптимальные параметры перфорированной поверхности и параметры ее установки для эффективного обеспыливания полуфабриката. Изучены и установлены оптимальные параметры для наиболее эффективного пылеудаления на машинах разрыхлительного агрегата. Теоретически и экспериментально обоснованы операции обеспыливания на чесальных и ленточных машинах. Разработаны и обоснованы операции обеспыливания ленты в зоне питания пневмопрядильных машин. Разработаны и обоснованы технологические операции обеспыливания волокнистого потока в роторе прядильной камеры с применением пылеулавливающих канавок, пылеотводящих каналов и обеспыливающей чаши. Разработана и обоснована технология обеспыливания и очистки нити в пряжевыводной трубке с использованием интенсификаторов крутки. Усовершенствована технологическая операция очистки и формирования пряжи в роторе с использованием контролирующей планки. Разработаны и обоснованы технологические операции очистки, улучшения структуры пряжи и выравнивания натяжения при наматывании ее на бобину.
Автор защищает на базе предложенной концепции впервые разработанную научно обоснованную технологию очистки и обеспыливания полуфабриката непрерывно на всех машинах технологической цепочки пневмопрядения с использованием теоретически и экспериментально разработанных характеристик и режимов воздушных потоков для очистки и обеспыливания волокнистой массы по всей глубине рабочей зоны в секторе перфорированной поверхности.
Общая характеристика работы
Актуальность
Основной помехой технологического процесса на пневмопрядильной машине являются пыль, пух и мелкие сорные примеси, оседающие в желобе прядильной камеры, поэтому пневмомеханическое прядение предъявляет повышенные требования к чистоте питающей ленты.
Теоретические и экспериментальные исследования, а также практика работы текстильных предприятий показали, что путем механических воздействий на волокнистую массу эффективно выделяются крупный сор и другие примеси, обладающие достаточно высокой инерционной массой. Пух, пыль, мелкие сорные примеси и другие фракции, обладающие очень малой инерционной массой, невозможно удалить из смеси путем механических ударных воздействий. В этом случае необходимо использовать другие способы воздействия на волокнистую массу, например, более эффективен аэродинамический способ воздействия.
Вводимые в состав разрыхлительно-очистительных агрегатов обеспыливающие машины позволяют существенно повысить эффективность очистки от пыли и пуха, но не обеспечивают полное решение проблемы обеспыливания.
Это объясняется тем, что по ходу технологического процесса, наряду с частичным удалением сорных примесей, в результате механических воздействий на волокнистую массу происходит дополнительное образование хлопковой пыли, пуха и мелких сорных примесей из-за разрыва волокон, дробления органических примесей (кожица с волокном, фрагменты стеблей, листьев), а также отслаивания слипающейся пыли, осевшей на волокнах.
Основным направлением уменьшения содержания пыли, пуха и мелких сорных примесей является совершенствование существующих и создание качественно новых технологических процессов обеспыливания волокнистой массы.
Решению этих задач посвящена настоящая работа.
Цель работы состояла в повышении эффективности пневмомеханического прядения и улучшении качества пряжи путем совершенствования технологических операций подготовки полуфабриката и улучшения условий формирования пряжи на базе создания общей концепции обеспыливания, а также в разработке на этой основе научнообоснованной технологии обеспыливания, очистки и формирования полуфабриката на протяжении всего технологического процесса пневмопрядения – от разборки кипы хлопка до формирования готовой пряжи.
Для достижения поставленной цели в работе решены следующие задачи:
1. Разработаны, теоретически и экспериментально обоснованы технологические операции обеспыливания волокнистой массы на машинах разрыхлительно-очистительного агрегата.
2. Разработаны, теоретически и экспериментально обоснованы оптимальные конструктивные параметры и параметры установки устройств аэродинамического обеспыливания на машинах разрыхлительно-очистительного агрегата.
3. Разработаны, теоретически и экспериментально обоснованы технологические операции и устройства аэродинамического обеспыливания с использованием неподвижных вьюрков на чесальных и ленточных машинах.
4. Разработаны, теоретически и экспериментально обоснованы технологические операции аэродинамического обеспыливания полуфабриката в зонах питания и формирования пряжи на пневмопрядильной машине.
Основные методы исследования
Поставленные в работе задачи решались теоретически и экспериментально. В теоретических исследованиях использовались методы дифференциального и интегрального исчислений, дифференциальной геометрии, теории вероятностей, математической статистики, теоретической механики, механики нити, аэродинамики. Экспериментальные исследования осуществлялись с помощью общепринятых и специальных средств измерения на лабораторном и действующем производственном оборудовании по стандартным и специально разработанным методикам. Обработка результатов эксперимента выполнялась на ПЭВМ с использованием методов математической статистики и теории вероятностей. Достоверность экспериментальных и теоретических результатов исследования обеспечивалась корректным использованием методов оценки погрешности измерения и подтверждалась экспериментально.
Значение для науки
В диссертации представлены результаты теоретических и экспериментальных исследований, определены характеристики и режимы воздушных потоков для обеспыливания волокнистой массы по всей глубине рабочей зоны в секторе перфорированной поверхности, что позволило установить оптимальный режим воздушных потоков для максимального обеспыливания и очистки полуфабриката на всем протяжении технологического процесса прядения – от разборки кипы до формирования пряжи.
Новые научные результаты, полученные в работе лично автором
1. Установлены оптимальные режимы скорости воздушных потоков для эффективного обеспыливания волокнистой массы в рабочей зоне.
2. Научно обоснованы технологические операции обеспыливания на машинах разрыхлительно-очистительного агрегата.
3. Разработана и научно обоснована методика замера параметров воздушных потоков при удалении пыли, пуха и мелких сорных примесей из рабочей зоны машины.
4. Теоретически и экспериментально обоснованы оптимальные параметры обеспыливающего аэродинамического устройства на машинах разрыхлительно-очистительного агрегата.
5. Усовершенствована методика расчета обеспыливающих неподвижных вьюрков существующих и вновь разрабатываемых типов.
6. Теоретически и экспериментально обоснованы операции обеспыливания в зоне выпуска чесальных и ленточных машин с использованием обеспыливающих неподвижных вьюрков.
7. Усовершенствованы методики оценки уровня обрывности нитей при ограниченном фронте наблюдения.
8. Теоретически и экспериментально обоснованы технологические операции обеспыливания и очистки ленты в зоне питания пневмопрядильной машины с использованием обеспыливающих петлеразъединителей.
9. Теоретически и экспериментально обоснованы технологические операции обеспыливания и очистки прядильной камеры с применением пылеотводящих каналов, обеспыливающих канавок, обеспыливающей чаши.
10. Теоретически и экспериментально разработана технологическая операция очистки пряжи в пряжевыводной трубке.
11. Теоретически и экспериментально разработана и обоснована технология формирования пряжи с использованием контролирующей планки, снижающая негативное влияние сорных отложений в желобе ротора
12. Теоретически и экспериментально обоснованы технологические операции очистки, улучшения структуры пряжи и выравнивания натяжения при наматывании ее на бобину.
Практическая значимость работы
1. На основе теоретических и экспериментальных исследований разработана технология обеспыливания полуфабриката на машинах разрыхлительно-очистительного агрегата.
2. Разработаны и исследованы обеспыливающий осевой чиститель, наклонный очиститель, горизонтальный рыхлитель, обеспыливающий вентилятор (патенты РФ №№ 30755, 30754, 42826, 38771, 42531).
3. Разработаны технологические операции обеспыливания ленты в зонах выпуска чесальных и ленточных машин с применением обеспыливающих неподвижных вьюрков (патенты РФ №№ 47898, 29725, 15995, 32117, 38774).
4. Разработаны технологические операции обеспыливания в зоне питания пневмопрядильной машины с использованием обеспыливающих петлеразъединителей (патенты РФ №№ 15996, 38775).
5. Разработаны технологические операции обеспыливания в роторе прядильной камеры с применением пылеулавливающих канавок, пылеотводящих каналов и обеспыливающей чаши (патенты РФ № 17370, № 26798).
6. Разработана технологическая операция очистки пряжи в пряжевыводной трубке пневмопрядильной машины (патенты РФ №№ 1803482, 26797).
7. Разработаны технологические операции очистки и формирования пряжи с использованием в прядильной камере контролирующей планки (патент РФ № 1372995).
8. Разработаны технологические операции очистки пряжи, улучшения ее структуры и условий наматывания на бобину (патент РФ № 38773).
9. Предложен ряд принципиально новых устройств для выполнения технологических операций обеспыливания волокнистой массы (патенты РФ №№ 2318933, 2339749, 2353719, 16927, 34546, 49827, 37992, 64635).
10. На базе всех вышеперечисленных разработок создана и исследована в производственных условиях технология непрерывного обеспыливания волокнистой массы и полуфабриката на протяжении всего технологического процесса – от разборки кипы хлопка до операций формирования и наматывания пневмомеханической пряжи.
Содержание работы
Во введении и общей характеристике работы обоснована актуальность разрабатываемой проблемы, поставлена цель и сформулированы задачи, изложены основные результаты исследований, их научная и практическая значимость, приведены основные положения, выносимые на защиту.
В первой главе проанализированы свойства и структура пыли, пуха и мелких сорных примесей, влияние засоренности полуфабриката мелкими фракциями на количество отложений в желобе ротора, влияние отложений в желобе ротора на процесс прядения и свойства пряжи. Выполнен анализ современного состояния процесса подготовки полуфабриката к прядению. Установлено, что в пневмопрядении негативное влияние при формировании пряжи оказывают пыль, пух и мелкие сорные примеси. Механические способы воздействия на волокнистую массу достаточно хорошо обеспечивают очистку и удаление крупных сорных примесей, обладающих значительно большей инерционной массой. Однако механическое (ударное) воздействие не обеспечивает удаление мелких сорных примесей, пуха и пыли. Здесь необходимо искать другие способы воздействия на волокно.
Использование в составе очистительного агрегата обеспыливающих машин позволяет частично удалять мелкие фракции сора, но не приводит к желаемому результату, так как мелкие сорные фракции образуются в процессе дальнейшей механической обработки.
Таким образом, на основании проведенного анализа следует вывод о том, что удаление мелких сорных фракций (пух, пыль) необходимо вести на протяжении всего технологического процесса прядения.
Во второй главе разработаны отдельные методики, которые в дальнейшем были использованы при выполнении основной части работы.
Так, за меру обрывности в производственных условиях принято число обрывов на единицу оборудования за единицу времени. Для определения этого показателя необходим большой фронт наблюдения в течение продолжительного времени.
В исследованиях при создании новых образцов оборудования и совершенствовании существующих большой фронт наблюдения иногда создать невозможно. Поэтому вышеназванный показатель неприемлем. Следовательно, в настоящей работе усовершенствован показатель вероятности обрыва Ро нити Ро = Р(F<T) и разработан показатель вероятностной обрывности Ов. Здесь F - разрывная нагрузка нити; Т - натяжение нити. Этот показатель определяется на основе анализа композиции двух законов распределения: закона распределения разрывной нагрузки нити (F) с плотностью распределения ![]() и закона распределения натяжения нити (Т) с плотностью распределения
и закона распределения натяжения нити (Т) с плотностью распределения ![]() .
.
В результате анализа композиции двух законов распределения получим
 , (1)
, (1)
где  и
и  . (2)
. (2)
Здесь ![]() - коэффициент вариации разрывной нагрузки.
- коэффициент вариации разрывной нагрузки.
Предложен показатель вероятностной обрывности (Ов). Разработана номограмма для оперативного определения показателя вероятности обрыва при выработке пневмомеханической пряжи (рис. 1). Этот показатель в дальнейшем использовался для оценки новых технических и технологических решений и результатов исследования в том случае, когда необходимый фронт наблюдения за обрывностью отсутствовал.
Рис. 1 Номограмма для расчета показателя вероятности
обрыва в пневмопрядении
Кроме того, разработана методика исследования и проектирования неподвижных вьюрков, которым придана дополнительная технологическая функция – функция обеспыливания полуфабриката. Уточнено расположение продукта прядения на поверхности неподвижного вьюрка. Установлены пункты входа продуктов прядения на поверхность неподвижного вьюрка, в которых эффективность работы неподвижных вьюрков возрастает, то есть ложная крутка продукта прядения и эффект пылеудаления становятся максимальными. Разработаны принципы расчета основных характеристик неподвижных вьюрков.
На основании проведенного анализа установлено, что для всех известных групп неподвижных вьюрков (цилиндрические, кольцевые, скобообразные, спиральные, геликоидные) зона входа нити на поверхность вьюрка однотипна. На ограниченном участке этой зоны можно считать, что ось продукта прядения располагается по винтовой линии, естественное кручение (![]() ), которое определяет величину ложной крутки (К), постоянно и рассчитывается по формуле
), которое определяет величину ложной крутки (К), постоянно и рассчитывается по формуле
![]() , (3)
, (3)
здесь ![]() - радиус условного цилиндра, по винтовой линии которого расположена ось нити;
- радиус условного цилиндра, по винтовой линии которого расположена ось нити; ![]() - коэффициент подъема винтовой линии;
- коэффициент подъема винтовой линии; ![]() - угол наклона винтовой линии к образующей условного цилиндра.
- угол наклона винтовой линии к образующей условного цилиндра.
Полученный результат существенно упрощает расчет всех неподвижных вьюрков.
В третьей главе разработаны и исследованы технологические операции обеспыливания волокнистой массы на машинах разрыхлительно-очистительного агрегата (осевой чиститель, наклонный очиститель, горизонтальный рыхлитель, двухрядный чиститель-рыхлитель).

Для выполнения технологических операций обеспыливания на каждой из вышеперечисленных машин разработаны и изготовлены узлы обеспыливания. Предварительные исследования технологических операций обеспыливания в лабораторных и производственных условиях показали улучшение качества пряжи: снижение отложений пыли в прядильном роторе машины, снижение обрывности.
В качестве примера на рис. 2 приведена технологическая схема обеспыливающего осевого чистителя.
Здесь основной рабочий орган – два колковых барабана 1, нижний сектор которых закрыт колосниковой решеткой 2, отделяющей рабочую зону от угарной камеры 3.
Модернизация осевого чистителя заключается в том, что над колковыми барабанами концентрично им размещен перфорированный лист 4 с образованием вакуумной камеры 5. Вакуум создается в результате отвода воздуха через патрубок 6. В результате такого решения вводится дополнительная операция обеспыливания за счет удаления через перфорированную решетку вместе с воздухом пыли, пуха и других мелких сорных примесей.
Предварительные исследования показали, что засоренность ленты снижается на 7,9%, количество отложений в желобе ротора пневмопрядильной машины – на 10,4%, обрывность в прядении сокращается на 9,2%.
Аналогичные решения по реализации новой технологической операции разработаны и для других машин разрыхлительно-очистительного агрегата.
Принцип работы узла обеспыливания основан на законах аэродинамики. В данном случае через перфорированную поверхность отбирается воздух из зоны обработки волокнистой массы. Всасывающие факелы, создаваемые в отверстиях перфорированной решетки, образуют поле разрежения в зоне обработки материала, в результате чего мелкие фракции (пыль, пух и мелкий сор) отводятся из зоны обработки волокнистой массы через перфорированную поверхность. Для определения оптимальных параметров перфорированной поверхности и аэродинамики в поле разряжения построена математическая модель процесса обеспыливания продукта в поле разрежения, создаваемого всасывающим факелом.
На основании математической модели получаем, что расход воздуха, необходимый для захвата частиц по всей площади перфорированной поверхности, составляет:
![]() , (4)
, (4)
а необходимая скорость воздушного потока на перфорированной поверхности определяется:
![]() , (5)
, (5)
где ![]() - расход воздуха;
- расход воздуха; ![]() - средняя скорость воздуха в отверстиях решетки;
- средняя скорость воздуха в отверстиях решетки; ![]() - сила тяжести сорной частицы;
- сила тяжести сорной частицы; ![]() - плотность воздуха;
- плотность воздуха; ![]() - коэффициент сопротивления;
- коэффициент сопротивления; ![]() - площадь миделева сечения.
- площадь миделева сечения.

Основываясь на теории всасывающего факела, принимаем, что захват пуха и пыли возможен тогда, когда минимальная скорость (Vmin) воздушного потока для удаления пуха и пыли будет больше, чем скорость витания (Vвит) этих фракций: Vmin>Vвит. Из справочных данных скорость витания короткого волокна Vвит = 0,06 м/с. Следовательно, необходимое и достаточное условие для обеспыливания волокнистой смеси Vmin>Vвит=0,06 м/с. Для изучения скорост-
ного режима в зоне обеспыливания разработана методика проведения эксперимента по определению оптимальных параметров перфорированной поверхности. Схема для проведения эксперимента дана на рис. 3. Здесь 1 – перфорированная поверхность; 2 – труба пневмоотсоса; 3 – вакуумная камера; 4 – термоанемометры. По предложенной методике проводилось измерение скорости воздуха и разряжения в вакуумной камере и зоне пылеудаления у перфорированной решетки, при этом термоанемометр устанавливается в зоне пылеудаления с возможностью регулирования его расстояния от перфорированной решетки. В результате эксперимента установлены оптимальная протяженность перфорированной поверхности, площадь живого сечения, диаметр круглых отверстий на перфорированной решетке, параметры их расположения.
Проведено изучение скоростного режима воздушных потоков по всей площади перфорированной поверхности и на различных расстояниях точки замера от перфорированной поверхности при различной скорости воздуха в плоскости отверстий поверхности.
Примеры графиков скоростного режима приведены на рис. 4 и 5.


| Рис. 4. Скоростной режим воздушных потоков по ширине перфорированного листа | Рис. 5. Скоростной режим воздушных потоков по протяженности перфорированного листа |
Здесь Vo - скорость воздуха в плоскости отверстия поверхности; Vh - скорость воздуха на расстоянии h от перфорированной поверхности; а - ширина перфорированной поверхности; b - протяженность перфорированной поверхности;
h - расстояние точки замера от перфорированной поверхности.
Как видно из рисунка, в поле разряжения скорость воздуха по всей поверхности остается постоянной. У края поверхности она несколько снижается.
По результатам эксперимента были построены графики, которые представлены на рис. 6, 7, 8, 9.

| Рис. 6. Зависимость скорости воздушного потока от высоты точки замера | Рис. 7. Зависимость максимальной высоты (hmax) точки замера, соответствующей минимальной скорости воздушного потока Vmin = Vвит. = 0,06 м/с, необходимой для выделения пыли, от скорости воздуха в плоскости перфорированной поверхности |

| Рис. 8. Зависимость скорости воздуха Vh в поле разряжения от высоты точки замера (h) | Рис. 9. Изотахи поля разряжения в зоне обработки волокна |
На графике рис. 6 приведены зависимости скоростного режима всасывающего факела от высоты точки замера. Анализ представленных зависимостей показывает, что при скорости всасывающего факела в плоскости отверстий 0,2-0,3 м/с обеспечивается скоростной режим факела не менее 0,06 м/с на расстоянии точки замера от перфорированной поверхности 40-50 мм.
На графике рис. 7 дана зависимость максимальной высоты всасывающего факела hmax, на которой обеспечивается минимально необходимый скоростной режим Vmin = Vвит = 0,06 м/с, от скоростного режима(Vо) факела в плоскости отверстий. Из графика видно, что при Vо = 0,2-0,3 м/с обеспечивается необходимый скоростной режим (Vh = Vвит = 0,06 м/с) для удаления пуха и пыли на высоте h = 40-50 мм. По конструктивным особенностям разрыхлительных машин это вполне достаточно, т.к. разводка в зоне очистки составляет 10-15 мм.
На графике рис. 8 показаны скорости воздушных потоков в зоне разряжения в зависимости от расстояния h точки замера от перфорированной поверхности, где 1 – зависимость при Vо = 0,2 м/с, 2 – зависимость при Vо = 0,3 м/с, 3 – скорость витания (Vвит =Vmin), R - разводка между ножами и перфорированной поверхностью. Из графика видно, что скоростной режим всасывающих факелов в зоне обработки материала Vh выше скорости витания пуха Vвит = 0,06 м/с на высоте факела h = 35-50 мм.
На рис. 9 построены изотахи поля скоростей воздушных потоков в зоне очистки волокнистого материала. Здесь 1 – перфорированный лист; 2 - ножевой барабан; 3 – ножи; 4,5,6,7 – изотахи на расстоянии от перфорированной решетки 10; 20; 30; 50 мм, которым соответствует скорость воздуха Vh = 0,24; 0,16; 0,12; 0,08 м/с при Vо = 0,3 м/с. Как видно из рисунка, во всех случаях наблюдается условие пылеотделения, т.е. Vh>Vвит=0,06 м/с. Захват в пневмоотсосе пыли и пуха возможен не только на расстоянии разводки (R=10мм), но и значительно глубже.
Экспериментальные кривые зависимости скоростного режима в рабочей зоне над перфорированной поверхностью от высоты носят гиперболический характер. Они практически совпадают с кривыми, построенными на базе теоретических законов аэродинамики для всасывающего факела, получаемых по формуле М.Ф. Бромлея:
![]() ,
,
где К = 7,7 (b/a)0,34;
Vо – скорость воздуха в плоскости отверстий;
h – расстояние точки замера от плоскости по оси факела;
Vh – скорость воздуха на расстоянии h от плоскости отверстий;
F – площадь прямоугольника решетки;
b, а – соответственно малая и большая стороны прямоугольника.
Это дает основание использовать теоретические законы, известные в аэродинамике всасывающего факела (формула М.Ф. Бромлея), для изучения скоростного режима воздушных потоков над перфорированной поверхностью, что вместе с дополнительно разработанными технологическими операциями дает основание использовать эти выводы в дальнейшем для проектирования и расчета операций обеспыливания, очистки и формирования полуфабрикатов и пряжи на всех машинах технологического процесса пневмопрядения.
На основании исследований предложены перспективы дальнейшего совершенствования технологии очистки и обеспыливания волокнистой массы на начальных стадиях обработки.
| Рис. 10. Зависимость количества выделяемых отходов от скорости воздуха в отверстиях перфорированной решетки | Рис. 11. Зависимость количества выделяемых отходов от протяженности b перфорированной поверхности |
На рис. 10, 11 представлена зависимость количества выделенной пыли соответственно от скорости (Vо) движения воздуха в плоскости отверстий и протяженности решетки (b).
Как видно, с увеличением скорости воздуха и протяженности перфорированной решетки пылеотделение вначале растет, затем при скорости воздуха Vо = 0,2-0,3 м/с и протяженности перфорированной решетки 200-300 мм затухает. Видимо, эти показатели скорости воздуха Vо и протяженности перфорированной решетки следует считать необходимыми и достаточными для успешного пылеотделения.
Проведено комплексное исследование пылеотделения на разрыхлительно-очистительном агрегате путем сравнения двух вариантов. В контрольном варианте исследован существующий состав разрыхлительно-очистительного агрегата. В опытном варианте разрыхляющие машины оснащены узлами обеспыливания с оптимальными параметрами функционирования (геометрические характеристики перфорации, скорость воздуха в плоскости отверстий решетки Vo и протяженность перфорированной решетки (b)).
Результаты исследования сведены в табл. 1 и графически представлены на рис. 12, 13, 14, 15.
Здесь показаны сравнительные данные по количеству сорных примесей, выделяемых на агрегате, засоренность смеси, эффективность очистки и количество мелких фракций, отводимых в пневмоотсос.
Из таблицы и графиков видно преимущество разрыхлительно-очистительного агрегата, состоящего из машин, оснащенных технологической операцией обеспыливания перед агрегатом, состоящим из машин в стандартном оснащении.
Таблица 1
Эффективность работы машин разрыхлительно-очистительного агрегата
| Засоренность смеси | ПС ПГ | ОН-6-3 | ЧО | ОН-6-4 | ГР-8 | ЦВ | МТ | Эффективность работы агрегата | Засоренность холстов | Улучшения показателя, % | |
| Количество отходов из угарных камер от смеси, % | |||||||||||
| Контрольный вариант | 0,05 | 1,53 | 1,05 | 1,15 | 1,10 | - | 1,23 | ||||
| Опытный вариант | 0,05 | 1,54 | 1,07 | 1,17 | 1,12 | 0,05 | 1,25 | ||||
| Количество сора в отходах на машинах агрегата от смеси, % | |||||||||||
| Контрольный вариант | 3,4 | 0,03 | 0,5 | 0,35 | 0,34 | 0,30 | - | 0,4 | 1,92 | 1,48 | 16,9 |
| Опытный вариант | 3,4 | 0,03 | 0,56 | 0,38 | 0,38 | 0,37 | 0,05 | 0,4 | 2,17 | 1,23 | |
| Количество сорных примесей на машинах агрегата по нарастающей от смеси, % | |||||||||||
| Контрольный вариант | 3,4 | 0,03 | 0,53 | 0,88 | 1,22 | 1,52 | 1,52 | 1,92 | 1,92 | 1,48 | |
| Опытный вариант | 3,4 | 0,03 | 0,59 | 0,97 | 1,35 | 1,72 | 1,77 | 2,17 | 2,17 | 1,23 | |
| Засоренность смеси на машинах агрегата, % | |||||||||||
| Контрольный вариант | 3,4 | 3,37 | 2,87 | 2,52 | 2,18 | 1,88 | 1,88 | 1,48 | 1,48 | 1,48 | 16,9 |
| Опытный вариант | 3,4 | 3,37 | 2,81 | 2,43 | 2,05 | 1,68 | 1,63 | 1,23 | 1,23 | 1,23 | |
| Долевое участие машин в эффективности очистки на агрегате, % | |||||||||||
| Контрольный вариант | 3,4 | 0,9 | 14,7 | 10,3 | 10,0 | 8,8 | - | 11,8 | 56,5 | 1,48 | 16,9 |
| Опытный вариант | 3,4 | 0,9 | 16,5 | 11,2 | 11,2 | 10,9 | 1,4 | 11,8 | 63,8 | 1,23 | |
| Эффективность очистки на агрегате по нарастающей, % | |||||||||||
| Контрольный вариант | 3,4 | 0,9 | 15,6 | 25,9 | 35,9 | 44,7 | 44,7 | 56,5 | 56,5 | 12,9 | |
| Опытный вариант | 3,4 | 0,9 | 17,4 | 28,6 | 39,8 | 50,7 | 52,1 | 63,8 | 63,8 | ||
| Количество отходов в пневмоотсосе от количества сора на агрегате, % | |||||||||||
| Опытный вариант по машине | 0,27 | 0,37 | 0,26 | 0,36 | 0,34 | ||||||
| Опытный вариант по нарастающей | 0,27 | 0,64 | 0,90 | 1,26 | 1,60 | 1,60 | |||||


| Рис. 12. Количество сорных примесей, выделяемых на машине агрегата, по нарастающей в процентах от смеси: 1 – контрольный вариант, 2 – опытный вариант | Рис. 13. Засоренность смеси на машинах агрегата, %: 1 – контрольный вариант, 2 – опытный вариант |


| Рис. 14. Эффективность очистки на агрегате по нарастающей: 1 – контрольный вариант, 2 – опытный вариант | Рис. 15. Количество отходов в пневмоотсосе в процентах от количества сора: 1 – опытный вариант, 2 – опытный вариант по нарастающей |
В четвертой главе приведены исследования технологии обеспыливания полуфабриката на чесальных и ленточных машинах.
Обоснована целесообразность введения технологических операций обеспыливания в цепочке пневматического распределения хлопка по чесальным машинам. Особенностью предлагаемой системы распределения является наличие обеспыливающего центробежного вентилятора. Кроме того, в предлагаемой системе на участке между питателем и обеспыливающим центробежным вентилятором установлен дополнительный узел колосникового обеспыливания. Таким образом, волокнистая масса, поступающая из питателя, подвергается обеспыливанию последовательно: сначала на колосниковом обеспыливателе, затем на обеспыливающем вентиляторе. Проведенные исследования в лабораторных и производственных условиях показали достаточно высокую эффективность этих операций.
Использование колосникового обеспыливателя и обеспыливающего вентилятора позволяет снизить количество отложений в желобе ротора на 12,0% и 8,3%, обрывность в прядении на 7,7% и 5,3% соответственно.
Для зон выпуска чесальных и ленточных машин разработаны и исследованы обеспыливающие узлы в форме геликоидных поверхностей, которые наряду с основной функцией по образованию ложной крутки для уплотнения и упрочнения ленты обеспечивают ее обеспыливание. С целью получения максимального кручения и обеспыливания проведен расчет геликоидных вьюрков. Для достижения максимального эффекта необходимо, чтобы шаг витка (hг) геликоида был равен разности длин окружностей сечения ленты и внутреннего канала геликоида ![]() плюс диаметр ленты (dл), т.е.
плюс диаметр ленты (dл), т.е. ![]() .
.

В дальнейшем при расчете и проектировании геликоидных вьюрков это условие будет обязательным.
Для повышения эффективности обеспыливания геликоидный вьюрок капсулирован (рис. 16).
Здесь 1 – геликоидный крутильный элемент размещен в капсуле 2.
Для удобства заправки и обслуживания капсула 2 и крутильный элемент выполнены разъемными по оси геликоида АА. Основание (3) капсулы соединено с пневмоотсосом (4), а в крышке (5) капасулы выполнены щели (6) для движения воздуха. При движении ленты (7) по крутильному органу она пронизывается воздухом. В результате этого усиливается эффект удаления пуха и пыли из ленты. Эффективность технологической операции обеспыливания зависит от скорости воздушного потока, проходящего через ленту.
На чесальной машине исследовались скоростные режимы потоков воздуха, проходящего через ленту в капсуле геликоидного вьюрка. Результаты исследования приведены на графике рис. 17.
| Рис. 17. Зависимость количества выделенных отходов от скорости воздуха в капсуле чесальных машин | Рис. 18. Зависимость количества отходов от скорости воздуха в капсуле ленточных машин |
Как видно из графика, количество выделяемых отходов достигает практически максимальной величины при скорости воздуха в канале пылеотведения (4) Vк = 0,2-0,3 м/с. Такую скорость воздушного потока следует считать оптимальной.
Сравнительные технологические испытания 4 типов неподвижных вьюрков (кольцевой, скобообразный, спиральный, геликоидный в капсуле) показали значительное преимущество капсулированных геликоидных вьюрков перед другими. В частности, их применение по сравнению с контрольным вариантом дает снижение засоренности ленты на 11,3%, вес ленты в тазу возрастает на 10,3%, количество отложений в желобе камеры снижается на 9,5%, обрывность снижается на 8,6%.
На ленточной машине исследовались скоростные режимы воздушных потоков, проходящих через ленту в капсуле геликоидного неподвижного вьюрка (рис. 18). Как видно из графика, количество выделяемых отходов достигает практически максимальных значений при скорости воздуха Vк = 0,2-0,3 м/с. Следовательно, такой скоростной режим воздуха следует считать оптимальным.
Сравнительные технологические испытания 3 видов неподвижных вьюрков (S-образный, с открытыми кольцами, капсулированный геликоид) показали значительное преимущество капсулированных геликоидных вьюрков перед другими. В частности, их применение в сравнении с контрольным вариантом дает повышение прочности ленты в 3,4 раза, снижение обрывности на 12,9%, снижение количества отложений в желобе ротора на 16,7%.
Сравнительные испытания технологических операций обеспыливания и кручения неподвижными вьюрками различных конструкций показали преимущества капсулированных геликоидных вьюрков перед другими.
В пятой главе приведены результаты исследования технологии обеспыливания и формирования пряжи на пневмопрядильной машине. Исследованы причины обрывности пряжи в пневмопрядении. Установлено, что около 50% всей обрывности происходит из-за присутствия в желобе прядильного ротора пыли, пуха и мелких сорных примесей. Примерно 30-35% всех обрывов нитей происходит из-за неудовлетворительной структуры питающей ленты. В работе исследовано состояние узла питания, получены зависимости количества камер с разрушенными уплотнителями от времени эксплуатации и зависимость количества отложений в желобе ротора и засоренности пряжи от времени эксплуатации.
Разработаны и исследованы технологические операции петлеразъединения в зоне питания пневмопрядильных машин.
Разработана конструкция обеспыливающего петлеразъединителя (рис. 19). Устройство работает следующим образом. Волокнистая лента поступает в отверстие усеченной вершины 1 и движется по каналу устройства, ограниченному внутренней рабочей гранью 2. Наличие рабочих бортиков 3 обеспечивает закручивание и упрочнение ленты. При этом выделяющиеся мелкий сор и пыль выпадают из ленты и с помощью пневмоотсоса выводятся из устройства через канал 4.
Эффективному выделению пыли способствует наличие щелевых отверстий 5 на гранях 2 и 6 устройства, через которые воздух поступает во внутреннюю полость устройства, пронизывает волокнистую ленту и вместе с пылью удаляется в пневмоотсос.
Рис. 19. Конструкция обеспыливающего петлеразъединителя
(патенты №№ 15996, 38775)
Установлено, что угол наклона рабочей грани (![]() ) к оси петлеразъединителя определяется формулой
) к оси петлеразъединителя определяется формулой
![]() ,
,
где ![]() - коэффициент трения между петлей и питающей лентой;
- коэффициент трения между петлей и питающей лентой;
![]() - коэффициент трения между петлей и конической поверхностью.
- коэффициент трения между петлей и конической поверхностью.
Экспериментально установлены зависимости линейной плотности питающей ленты (Т), силы протягивания ленты через петлеразъединитель (F), коэффициента вариации ленты на длинных и коротких отрезках (С1 и С2), распрямленности волокон в ленте () и скрытой вытяжки ленты (Е) от угла конусности рабочей грани () петлеразъединителя, его длины (![]() ) и входного диаметра (d). Определены оптимальные конструктивные параметры обеспыливающего петлеразъединителя.
) и входного диаметра (d). Определены оптимальные конструктивные параметры обеспыливающего петлеразъединителя.
Разработан ряд технологических операций обеспыливания в роторе пневмопрядильной камеры:
- операция обеспыливания с использованием пылеулавливающих канавок 1; 2; 3 (рис. 21);
- операция обеспыливания с использованием пылеотводящих каналов 1 (рис. 22);
- операция обеспыливания с использованием пылеулавливающей чаши 1 (рис. 23).



| Рис. 21. Прядильный ротор с пылеулавливающими канавками | Рис. 22. Прядильный ротор с пылеотводящими каналами (патент № 47370) | Рис. 23. Прядильная камера с пылеулавливающей чашей (патент № 26798) |
На рис. 21 на сборной поверхности нанесены пылеулавливающие канавки 1,2,3, на рис. 22 в желобе прядильного ротора – пылеотводящие каналы 1, на рис. 23 на днище прядильного ротора – пылеулавливающая чаша 1, снабженная пылеотводящими отверстиями 2. Теоретически обоснован угол конусности чаши.
Для всех операций обеспыливания проведено исследование влияния конструктивных характеристик пылеулавливающих устройств на количество улавливаемой и отводимой пыли.

| Как видно из рис. 24, оптимальная глубина канавки h = 0,6 мм. Из рис. 25, 26 видно, что оптимальные значения диаметра пылеотводящего канала 1,2-1,3 мм, а шаг между ними 3-5 мм. |


| Рис. 25. Зависимость количества отложений в желобе от диаметра канала в желобе ротора: 1 – контрольный вариант без обеспыливания, 2 – опытный вариант | Рис. 26. Зависимость количества отложений в желобе от шага кана- лов в желобе ротора: 1 – конт- рольный вариант без обеспылива- ния, 2 – опытный вариант |


| Рис. 27. Зависимость количества отложений пыли в желобе от диаметра отверстий в чаше ротора: 1 – контрольный вариант без обеспыливания, 2 – опытный вариант | Рис. 28. Зависимость количества отложений в желобе от шага каналов в чаше ротора: 1 – контрольный вариант без обеспыливания, 2 – опытный вариант |
Как видно из рис. 27 и 28, оптимальные значения диаметра и шага отверстий равны: d = 1,2 мм, h = 4 мм.
Проведены исследования стержневого и геликоидного интенсификаторов крутки (рис. 29, 30), устанавливаемых в пряжевыводной трубке.


| Рис. 29. Интенсификатор крутки в форме стержня (патент № 1803482) | Рис. 30. Интенсификатор крутки в форме геликоида (патент № 26797) |


| Рис. 31а. Зависимость количества отложений в желобе от радиуса ребра геликоида: 1 – контрольный вариант; 2 – гели- коид без чаши; 3 – геликоид и пы- леулавливающая чаша | Рис 31б. Зависимость засоренности пряжи от радиуса ребра геликоида: 1 – контрольный вариант; 2 – опытный вариант |
На рис. 31а видно, что использование геликоидного интенсификатора крутки позволяет снизить засоренность пряжи. Пылеотложение в желобе ротора происходит более интенсивно при дополнительной установке пылеулавливающей чаши. Это объясняется тем, что сор, снятый с пряжи интенсификатором, не попадает в желоб ротора, а выводится в отходы пылеулавливающей чаши. В этом случае пряжа получается более чистой (рис. 31б).
Предложена и исследована новая технологическая операция формирования пряжи (рис. 32) с использованием в прядильном роторе 1 контролирующей планки 2, снабженной опорами 3.
Такая технологическая операция формирования пряжи позволяет избавиться от отрицательного влияния отложения в желобе ротора (рис. 33, 34). На рис. 35 представлены зависимости разрывной нагрузки пряжи от расстояния h между опорным штырем контролирующей планки и ребром сборного желоба. Из графика видно, что оптимальное значение h составляет 2-3 мм. Аналогичные зависимости получены для распрямленности волокон (рис. 36), относительного удлинения и обрывности.
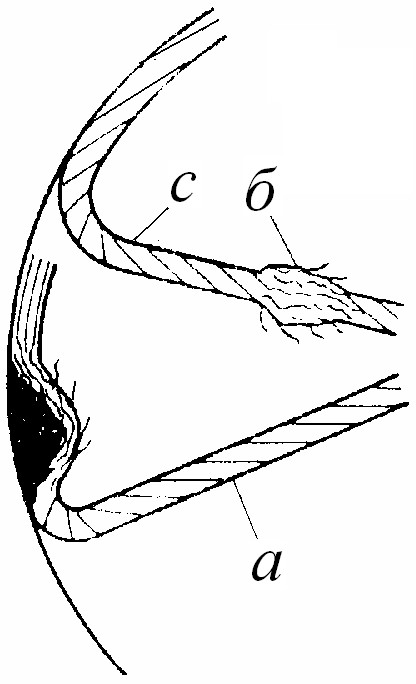

| Рис. 32. Прядильная камера с контролирующей планкой (патент № 1372995) | Обтекание нитью сорных скоплений | |||
| Рис. 33. Контрольный вариант | Рис. 34. Опытный вариант с контролирующей планкой | |||


| Рис. 35. Зависимость разрывной нагрузки от положения опоры: 1 – контрольный вариант, 2 – опытный вариант | Рис. 36. Зависимость распрямленности волокон от положения опоры: 1 – контрольный вариант, 2 – опытный вариант |

Разработана и исследована новая технологическая операция формирования и наматывания пряжи (рис. 37).
Здесь на водилке установлена упругая консольная балочка, на оконечности которой укреплен неподвижный вьюрок. При движении нити по ребру неподвижного вьюрка происходит отделение сорных примесей с поверхности нити, т.е. ее очистка. Кроме того, неподвижный вьюрок частично раскручивает нить на участке оттяжная пара – вьюрок. В этом случае имеет место контролируемая вытяжка первого рода без сдвига волокон, что приводит к некоторому распрямлению волокон и повышению компактности пряжи. За счет прогиба балочки происходит выравнивание натяжения нити при возвратно-поступательном движении водилки. Исследованиями установлено снижение засоренности пряжи, определены оптимальные параметры предложенного устройства. Результаты исследования разрывной нагрузки и распрямленности волокон пряжи в зависимости от величины частной вытяжки в этой зоне представлены графически на рис. 38 и 39. Анализ графиков показывает, что оптимальная частная вытяжка в этой зоне составляет е = 1,03-1,04.

Выполненные срезы пряжи контрольного и опытного вариантов (рис. 40) показывают, что в опытном варианте пряжа получается более компактной.

| Рис. 38. Зависимость относительной разрывной нагрузки от частной вытяжки е: 1 – контрольный вариант, 2 – опытный вариант | Рис. 39. Зависимость распрямления волокон от частной вытяжки е: 1 – контрольный вариант, 2 – опытный вариант |
Результаты комплексных сравнительных исследований операций обеспыливания на пневмопрядильной машине приведены в табл. 2, 3.
Анализ таблицы показывает высокую эффективность операций обеспыливания на пневмопрядильной машине.
Производственные исследования разработанной технологии обеспыливания, проведенные на ряде предприятий, показали высокую эффективность предложенных решений. В среднем экономический эффект от использования обеспыливающий техники составляет 800-1300 руб. на тонну изготовленной пряжи.
Опытный вариант
Контрольный вариант
Рис. 40. Срезы пряжи
Таблица 2
Эффективность технологических операций по обеспыливанию
на пневмопрядильной машине
| Показатели пряжи | Технология обеспыливания | |||||||
| Контрольный вариант (без дополнительного обеспыливателя) | Обеспыливающий петлеразъединитель | Обеспыливающие канавки | Обеспыливающие каналы | Обеспыливающая чаша | Обеспыливающий геликоид | Все операции обеспыливания одновременно | Процент улучшения показателя | |
| 1. Линейная плотность пряжи, текс | 18,5 | 18,5 | 18,5 | 18,5 | 18,5 | 18,5 | 18,5 | |
| 2. Разрывная нагрузка пряжи, сН/текс | 9,2 | 9,5 | 9,5 | 9,8 | 9,9 | 9,7 | 10,3 | 12,0 |
| 3. Коэффициент вариации, % | 12,1 | 11,0 | 11,1 | 11,2 | 1,0 | 11,1 | 10,6 | 12,4 |
| 4. Вероятностная обрывность | 0,13 | 0,12 | 0,11 | 0,11 | 0,10 | 0,10 | 0,09 | 30,7 |
| 5. Количество отложений в желобе камер, мг | 8,4 | 7,9 | 5,2 | 5,3 | 5,9 | 8,0 | 4,1 | 51,2 |
| 6. Чистота пряжи | 29 | 27 | 26 | 26 | 23 | 22 | 18 | 37,9 |
Таблица 3
Физико-механические показатели пряжи
| № | Показатели | Пряжа 50 текс | Пряжа 28,5 текс | Пряжа 25 текс | Пряжа 18,5 текс | Пряжа 15 текс | ||||||||||||
| контр. | опыт. | процент улучш. | контр. | опыт. | процент улучш. | контр. | опыт. | процент улучш. | контр | опыт. | процент улучш. | контр. | опыт. | процент улучш. | ||||
| 1. | Линейная плотность, текс | 49,8 | 49,7 | 28,7 | 28,7 | 24,0 | 24,0 | 18,5 | 18,5 | 15,1 | 15,1 | |||||||
| 2. | Номер N | 20,1 | 20,1 | 34,9 | 34,9 | 41,6 | 41,7 | 54,0 | 54,0 | 66,1 | 66,2 | |||||||
| 3. | Относительная разрывная нагрузка, сН/текс | 8,7 | 8,8 | 8,2 | 8,4 | 8,7 | 8,9 | 11,5 | 11,6 | 9,9 | 10,2 | |||||||
| 4. | Коэффициент вариации, % | 12,5 | 11,3 | 8,8 | 14,7 | 12,7 | 13,0 | 13,3 | 12,1 | 8,3 | 14,8 | 13,1 | 10,8 | 17,6 | 15,6 | 10,8 | ||
| 5. | Показатель качества | 0,70 | 0,79 | 11,5 | 0,56 | 0,65 | 14,3 | 0,66 | 0,73 | 10,8 | 0,76 | 0,87 | 12,1 | 0,57 | 0,65 | 16,1 | ||
| 6. | Сорт пряжи | 2 | 2 | 3 | 2 | 2 | 1 | 2 | 1 | 2 | 1 | |||||||
| 7. | Обрывность | 99 | 82 | 17,3 | 116 | 99 | 14,8 | 131 | 104 | 20,6 | 151 | 113 | 25,4 | 141 | 112 | 20,8 | ||
Общие выводы по работе
- На основании источников литературы и опыта работы текстильных предприятий установлено, что на современных разрыхлительно-очистительных агрегатах эффект очистки составляет 75%. Такой высокий результат достигается за счет ударных воздействий рабочих органов, в результате чего хорошо удаляются крупные сорные примеси, обладающие большой инерционной массой. Однако пух, пыль и мелкий сор невозможно удалить из смеси путем механических воздействий. В этом случае необходимо использовать другие способы удаления легких примесей, например аэродинамический способ.
Из опыта работы текстильных предприятий установлено, что вводимые в состав разрыхлительно-очистительного агрегата обеспыливающие машины для удаления пыли и пуха позволяют существенно повысить эффективность очистки, но не обеспечивают полного решения проблемы обеспыливания волокнистой массы, т.к. по ходу технологического процесса, наряду с удалением сора, в результате механических воздействий на волокнистую массу происходит дополнительное образование хлопковой пыли и пуха из-за разрыва волокон, дробления органических примесей, а также отслаивания пыли, склеенной с волокном, т.к. хлопковая пыль относится к категории слипающей пыли.
На основании вышеизложенного в диссертации предложена новая общая концепция, заключающаяся в обеспыливании волокнистой массы не только на агрегате, но и на протяжении всего технологического процесса, начиная от разборки кипы хлопка, и заканчивая операцией формирования пряжи.
2. На базе предложенной математической модели обеспыливания волокнистой массы разработана специальная методика для изучения аэродинамики воздушных потоков в рабочих зонах машин.
3. Теоретически и экспериментально установлены характеристики и режимы воздушных потоков для обеспыливания волокнистой массы по всей глубине рабочей зоны в секторе перфорированной поверхности, что позволяет установить оптимальные режимы воздушных потоков для наиболее эффективного обеспыливания полуфабрикатов.
На базе установленных режимов воздушных потоков в рабочих зонах машин разработана научнообоснованная технология обеспыливания волокнистой массы хлопка на протяжении всего технологического процесса пневмо-прядения - от разборки кипы хлопка до формирования готовой пряжи.
4. На основании полученных данных построена экспериментальная кривая изменения скорости воздуха в рабочей зоне. Сравнение полученной экспериментальной кривой с кривой изменения скорости по оси единичного всасывающего факела, известного из аэродинамики, показывает их идентичность. Этот результат дал основание использовать теоретические расчеты единичного всасывающего факела (формула Н.Ф. Бромлея) для расчета воздушных потоков над перфорированной поверхностью в рабочей зоне машины.
- Принимая во внимание, что для отделения пыли и пуха от волокнистой массы и вывода отходов из рабочей зоны очистки скорость воздуха в зоне всасывания должна быть больше скорости витания пуха и пыли (Vвит= 0,06 м/с), установлена зависимость между скоростью воздуха в плоскости всасывающих отверстий и расстоянием точки от перфорированной поверхности, в которой минимально необходимая для пылеотделения скорость воздуха равна скорости витания.
- По экспериментальным данным скорости воздуха в зоне всасывания (Vh) в рабочей зоне разрыхления и очистки графически были построены изотахи. Анализ зависимостей показывает, что при скорости воздуха в плоскости отверстий перфорированной решетки Vо = 0,2-0,3 м/с скорость воздуха на расстоянии разводки рабочий орган – перфорированная поверхность (R=10 мм) составляет Vh = 0,18-0,24 м/с, а минимальная скорость воздуха, необходимая для выделения пуха и пыли Vh = Vвит, находится на расстоянии от перфорированной поверхности, равном h = 40-50 мм, что соответствует практически длине ножа ножевого барабана. Следовательно, для обеспечения эффективного пылеотделения скорость воздуха в плоскости перфорированной поверхности Vо = 0,2-0,3 м/с следует считать необходимой и достаточной. По этой скорости надо рассчитывать расход воздуха для успешного обеспыливания.
- На основании экспериментальных исследований получены зависимости количества выделяемых пуха, пыли и мелких сорных примесей от скорости воздуха (Vо) в плоскости перфорированной поверхности и протяженности перфорированной поверхности (b). Анализ полученных зависимостей показывает, что оптимальной скоростью воздуха Vо в плоскости отверстий следует считать Vо = 0,2-0,3 м/с и оптимальной протяженностью перфорированной решетки (b) при этих условиях является b = 200-300 мм.
- Сравнительные экспериментальные исследования, проведенные на агрегате, составленном из обеспыливающих машин (опытный вариант), и обычном агрегате (контрольный вариант), позволили получить характеристики зажгученности смеси, количества сорных примесей, засоренности смеси, эффективности очистки, количества отходов пыли, пуха и мелких сорных примесей в пневмоотсосе на машинах агрегата. Анализ полученных результатов показывает преимущества обеспыливающего агрегата. Так, количество выделяемого сора в опытном варианте увеличивается на 16,9%, засоренность смеси снижается на 16,9%. Эффективность очистки агрегата возрастает на 12,9%, значительно снижается запыленность смеси.
- Разработана технологическая операция обеспыливания и ложного кручения ленты на чесальной машине с использованием капсулированного обеспыливающего геликоидного вьюрка, которому в дополнение к основной функции кручения придана важная функция обеспыливания чесальной ленты. Теоретические исследования позволили установить оптимальные параметры для выполнения операций кручения. Экспериментальные исследования зависимости количества выделяемых отходов от скорости воздуха в капсуле позволили установить оптимальные параметры обеспыливания. Сравнительные технологические испытания обеспыливающего геликоидного вьюрка и ранее известных позволили установить его преимущества в выполнении технологических операций.
- Разработаны технологические операции обеспыливания ленты в зоне выпуска ленточной машины с использованием обеспыливающего геликоидного вьюрка в разъемной капсуле. Экспериментальными исследованиями установлена зависимость количества выделяемых из ленты отходов от скорости воздуха в капсуле, что позволило оптимизировать технологическую операцию обеспыливания. Сравнительные технологические испытания обеспыливающего геликоидного вьюрка и ранее известных конструкций установили его преимущества по всем показателям.
- Разработана технологическая операция обеспыливания ленты в зоне питания пневмопрядильной машины. Разработанные для выполнения этой операции обеспыливающие петлеразъединители позволяют снизить количество отложений в желобе ротора прядильной машины.
- Разработана технологическая операция обеспыливания дискретного потока в прядильной камере с помощью обеспыливающих канавок, пылеотводящих каналов, обеспыливающей чаши. Экспериментальные исследования зависимости количества отложений в желобе камеры от параметров конструкции позволили оптимизировать разработанные технологические операции обеспыливания в роторе прядильной камеры.
- Разработана технологическая операция очистки формируемой нити на обеспыливающем интенсификаторе крутки в форме геликоида. Теоретические исследования обеспыливающего геликоида позволили установить оптимальные его размеры. Сравнительные экспериментальные исследования обеспыливающего геликоида с другими видами интенсификаторов крутки выявили его преимущества по всем показателям. Экспериментальные исследования зависимости количества отложений пыли в желобе прядильной камеры от радиуса рабочего ребра обеспыливающего геликоида позволили установить оптимальные технологические параметры очистки.
- Разработана технологическая операция формирования нити в прядильной камере с использованием контролирующей планки, позволяющая исключить негативное влияние сорных отложений в желобе прядильной камеры, что значительно снижает возможность появления муарового эффекта в ткани. Экспериментальные исследования зависимости разрывной нагрузки нити, распрямленности волокон в нити, относительного удлинения нити от положений опоры контролирующей планки позволяют установить оптимальные условия выполнения технологической операции, что значительно снижает обрывность в прядении и улучшает качество пряжи.
- Разработана технологическая операция очистки, формирования и наматывания нити с использованием устройства для очистки и выравнивания натяжения нити и незначительного кратковременного ее раскручивания. Экспериментальные исследования зависимости относительной разрывной нагрузки нити, распрямленности волокон в нити, относительного удлинения нити от частной вытяжки нити в зоне наматывания позволили установить оптимальные условия вытяжки разработанной технологической операции.
- Проведенные сравнительные исследования предложенных технологических операций обеспыливания на пневмопрядильной машине в комплексе позволили установить несомненные преимущества опытного варианта перед контрольным.
- Производственные испытания технологии обеспыливания на протяжении всего технологического процесса показывают высокую эффективность ее использования. Экономический эффект от использования технологии обеспыливания составляет 800-1300 руб. на 1 т пряжи.
Основные публикации, отражающие содержание работы
Статьи в журнале "Известия вузов. Технология
текстильной промышленности"
- Павлов, К.Ю. Показатель вероятности обрыва нити / К.Ю. Павлов, Ю.В. Павлов // Изв. вузов. Технол. текст. пром-сти. - 2000. - № 1. - С. 135-137.
- Павлов, К.Ю. Определение угла наклона конуса петлеразъединителя / К.Ю. Павлов, М.М. Асташов // Изв. вузов. Технол. текст. пром-сти. - 2000. - № 3. - С. 45-47.
- Павлов, К.Ю. Математическое моделирование процесса бункерного питания / К.Ю. Павлов, В.А. Сухов, Я.М. Красик, Г.А. Хосровян, В.Н. Уржумов // Изв. вузов. Технол. текст. пром-сти. - 2000. - № 4. - С. 40-41.
- Павлов, К.Ю. Расчет показателя вероятности обрыва / К.Ю. Павлов // Изв. вузов. Технол. текст. пром-сти. - 2000. - № 5. - С. 35-37.
- Павлов, К.Ю. Экспериментальные исследования параметров петлеразъединителя питающей ленты пневмопрядильных машин / К.Ю. Павлов, М.М. Асташов // Изв. вузов. Технол. текст. пром-сти. - 2000. - № 6. - С. 100-102.
- Павлов, К.Ю. Критерии оценки обрывности нити / К.Ю. Павлов // Изв. вузов. Технол. текст. пром-сти. - 2001. - № 1. - С. 25-27.
- Павлов, К.Ю. Общие основы классификации и проектирования неподвижных вьюрков / К.Ю. Павлов // Изв. вузов. Технол. текст. пром-сти. - 2001. - № 4. - С. 22-24.
- Павлов, К.Ю. Принципы расчета основных характеристик неподвижных вьюрков / К.Ю. Павлов // Изв. вузов. Технол. текст. пром-сти. - 2001. - № 5. - С. 25-27.
- Павлов, К.Ю. Основы методики исследования неподвижных вьюрков / К.Ю. Павлов, Ю.В. Павлов // Изв. вузов. Технол. текст. пром-сти. - 2002. - № 1. - С. 28-30.
- Павлов, К.Ю. Обеспыливающий осевой чиститель для хлопка / К.Ю. Павлов // Изв. вузов. Технол. текст. пром-сти. - 2003. - № 6. - С. 124-125.
- Павлов, К.Ю. Модернизация разрыхлительного агрегата для дополнительной очистки волокнистого материала /К.Ю. Павлов // Изв. вузов. Технол. текст. пром-сти. - 2004. - № 1. - С. 128-130.
- Павлов, К.Ю. Модернизация зоны выпуска ленточных машин / К.Ю. Павлов // Изв. вузов. Технол. текст. пром-сти. - 2004. - № 2. - С. 120-121.
- Павлов, К.Ю. Совершенствование пневмопрядильной камеры / К.Ю. Павлов // Изв. вузов. Технол. текст. пром-сти. - 2004. - № 3. - С. 132-133.
- Павлов, К.Ю. Совершенствование формирования пневмомеханической пряжи / К.Ю. Павлов // Изв. вузов. Технол. текст. пром-сти. - 2004. - № 5. - С. 102-103.
- Павлов, К.Ю. Разработка технологической операции обеспыливания на наклонном очистителе для хлопка / К.Ю. Павлов // Изв. вузов. Технол. текст. пром-сти. - 2008. - № 2. - С. 142-144.
- Павлов, К.Ю. Разработка технологической операции обеспыливания на наклонном рыхлителе-чистителе / К.Ю. Павлов // Изв. вузов. Технол. текст. пром-сти. - 2008. - № 2С. - С. 139-140.
- Павлов, К.Ю. Определение параметров перфорированной поверхности для обеспылиывания волокнистой массы на машинах разрыхлительно-очистительного агрегата / К.Ю. Павлов // Изв. вузов. Технол. текст. пром-сти. – 2008. – № 4. - С. 45-48.
- Павлов, К.Ю. Методика проведения эксперимента по исследованию аэродинамических характеристик перфорированной поверхности для обеспыливания волокнистой массы на машинах разрыхлительно-очистительного агрегата / К.Ю. Павлов // Изв. вузов. Технол. текст. пром-сти. – 2008. – № 5. - С. 40-45.
- Павлов, К.Ю. Исследование обеспыливающего разрыхлительно-очистительного агрегата / К.Ю. Павлов // Изв. вузов. Технол. текст. пром-сти. – 2008. - № 6. - С. 34-37.
- Павлов, К.Ю. Разработка технологической операции обеспыливания на горизонтальном рыхлителе для хлопка / К.Ю. Павлов // Изв. вузов. Технол. текст. пром-сти. – 2009. - № 1. – С. 125-126.
Патенты, авторские свидетельства
- А.с. 1372995 СССР МКИ D01H 1/135. Устройство для пневмомеханического прядения / Е.Я. Пигалев, К.Ю. Павлов - Опубл. 04.02.86, Бюл. № 11. - 2 с.: ил.
- А.с. 1803482 СССР МКИ D01H 4/08. Устройство для роторного пневмомеханического прядения / Е.Г. Круглов, В.П, Иванов, С.А. Осипова, М.М. Асташов, С.А. Якорева, А.В. Моргунов, К.Ю. Павлов - Опубл. 23.03.93, Бюл. № 11. - 2 с.: ил.
- Пат. 2318933 РФ МПК D01G 9/08, D01G 23/02. Устройство для обеспыливания текстильных волокон / Щепочкин А.М., Павлов К.Ю. – Опубл. 10.03.2008, Бюл. № 7. – 2 с.: ил.
- Пат. 2339749 РФ МПК D01G 9/08, D01G 25/00. Волокноочиститель / Щепочкин А.М., Павлов К.Ю. - Опубл. 27.11.08, Бюл. № 33. - 4 с.: ил.
- Пат. 2353719 РФ МПК D01G 13/00, D01G 9/06. Устройство для аэромеханического смешивания и рыхления клочков текстильных волокон / Щепочкин А.М., Павлов К.Ю. - Опубл. 27.04.09, Бюл. № 12. - 5 с.: ил.
- Свидетельство на полезную модель 15995 РФ МКИ 7D01H 5/72. Устройство для уплотнения и очистки волокнистого материала на текстильных машинах / К.Ю. Павлов, В.С. Лебедев, Г.А. Хосровян, А.Г. Хосровян - Опубл. 27.11.06, Бюл. № 33. - 2 с.: ил.
- Свидетельство на полезную модель 15996 РФ МКИ 7D01H 13/04. Устройство для формирования волокнистых материалов / К.Ю. Павлов, Г.А. Хосровян, А.Г. Хосровян - Опубл. 27.11.00, Бюл. № 33. - 2 с.: ил.
- Свидетельство на полезную модель 16927 РФ МКИ 7D01G 9/08. Очиститель волокнистого материала / А.М. Щепочкин, К.Ю. Павлов - Опубл. 17.02.01, Бюл. № 6. - 2 с.: ил.
- Свидетельство на полезную модель 26797 РФ МКИ 7D01Н 4/08. Устройство для роторного пневмомеханического прядения / К.Ю. Павлов - Опубл. 20.12.02, Бюл. № 35. - 2 с.: ил.
- Свидетельство на полезную модель 26798 РФ МКИ 7D01G 9/08. Прядильная камера / К.Ю. Павлов - Опубл. 20.12.02, Бюл. № 35. -2с.: ил.
- Свидетельство на полезную модель 29725 РФ 7D01G 9/08. Устройство для обеспыливания ленты / А.М. Щепочкин, К.Ю. Павлов - Опубл. 27.05.03, Бюл. № 15. - 2 с.: ил.
- Пат. 30754 РФ МКИ 7D01G 9/08. Устройство для очистки волокнистого материала / Павлов К.Ю. - Опубл.10.07.03, Бюл. № 19. -2с.: ил.
- Пат. 30755 РФ МКИ 7D01G 9/12. Очищающая и обеспыливающая машина для волокнистого материала / Павлов К.Ю. - Опубл. 10.07.03, Бюл. № 19. -2с.: ил.
- Пат. 32117 РФ МКИ 7D01H 5/72. Выпускной механизм ленточной машины / Павлов К.Ю. - Опубл. 10.09.03, Бюл. № 25. - 2 с.: ил.
- Пат. 34546 РФ МКИ 7D01G 9/08. Очиститель волокнистого материала / Аверьянов П.В., Щепочкин А.М., Павлов К.Ю., Андреев В.А. - Опубл. 10.12.03, Бюл. № 34. - 2 с.: ил.
- Пат. 37992 РФ МКИ 7D01H 7/04. Прядильное веретено / Щепочкин А.М., Павлов К.Ю. - Опубл. 20.05.04, Бюл. № 14. - 2 с.: ил.
- Пат. 38771 РФ МКИ 7D01G 9/12. Обеспыливающий горизонтальный разрыхлитель для хлопка / Павлов К.Ю., Сергеев А.М. - Опубл. 10.07.04, Бюл. № 19. - 2 с.: ил.
- Пат. 38773 РФ МКИ 7D01H 4/00. Узел выпуска текстильной машины / Павлов К.Ю. - Опубл. 10.07.04, Бюл. № 19. - 2 с.: ил.
- Пат. 38774 РФ МКИ 7D01H 5/72. Уплотняющее и очищающее устройство для волокнистой ленты / Павлов К.Ю. - Опубл. 10.07.04, Бюл. № 19. - 2 с.: ил.
- Пат. 38775 РФ МКИ 7D01H 13/04. Устройство для формирования и обеспыливания волокнистой ленты / Павлов К.Ю. - Опубл. 10.07.04, Бюл. № 19. - 2 с.: ил.
- Пат. 42531 РФ МКИ 7D01G 9/12. Обеспыливающий рыхлитель-чиститель для волокнистого материала / Сергеев А.М., Павлов К.Ю. - Опубл. 10.12.04, Бюл. № 34. - 2 с.: ил.
- Пат. 42826 РФ МКИ 7D01G 9/12. Обеспыливающий наклонный очиститель для хлопка / Павлов К.Ю. - Опубл. 20.12.04, Бюл. № 35. - 2 с.: ил.
- Пат. 47370 РФ МКИ 7D01H 4/10. Прядильный ротор пневмомеханической прядильной машины / Лебедева Е.Е., Павлов К.Ю. - Опубл. 08.02.05, Бюл. № 24. - 2 с.: ил.
- Пат. 49827 РФ МКИ 7D01G 9/08. Устройство для обеспыливания клочков хлопка / Щепочкин А.М., Павлов К.Ю. - Опубл. 10.12.05, Бюл. № 34. - 2 с.: ил.
- Пат. 47898 РФ МКИ D01G 15/40 A, D01G 23/00 В. Устройство для распределения волокна по чесальным машинам / Павлов К.Ю. - Опубл. 10.09.05, Бюл. № 25. - 2 с.: ил.
- Пат. 64635 РФ МКИ D 01G 9. Конденсор / Щепочкин А.М., Павлов К.Ю. - Опубл. 10.07.07, Бюл. № 19. - 2 с.: ил.
Учебники и монографии
- Асташов, М.М. Совершенствование операций питания и формирования пряжи на пневмопрядильных машинах / М.М. Асташов, С.М. Кабанов, К.Ю. Павлов. - Иваново: ИГТА, 2004. - 79 с.
- Павлов, Ю.В. Теория процессов, технология и оборудование для приготовления крученой, фасонной пряжи и ниток: учебник / Ю.В. Павлов, А.А. Минофьев, А.Б.Шапошников, Б.С. Михайлов, Т.А. Дугинова, К.Ю. Павлов. – Иваново: ИГТА, 1999. - 377 с.
- Павлов, Ю.В. Теория процессов, технология и оборудование прядения хлопка и химических волокон: учебник / Ю.В. Павлов, А.Б. Шапошников, А.Ф. Плеханов, А.А. Минофьев, К.Ю. Павлов. – Иваново: ИГТА, 2000. - 588 с.
- Павлов, Ю.В. Бизнес-планирование при проектировании хлопкопрядильных фабрик: учебник / Ю.В. Павлов, Н.А. Минофьева, В.Д. Шеманаев, А.К Ефимова., А.А. Минофьев, В.В. Зрюкин, С.Л. Халезов, К.Ю. Павлов, А.М. Осипов, С.Н. Щадрова, А.П. Башков, Н.М. Махов, А.В. Смирнов, Е.Н. Аленцева. – Иваново: ИГТА, 2007. – 521 с.
Статьи в других журналах,
в сборниках научных трудов, депонированные статьи
- Сухов, В.А. Математическое моделирование высоты слоя волокнистой массы в бункерном питателе с учетом засоренности /В.А.Сухов, Я.М. Красик, Г.А. Хосровян, К.Ю. Павлов // Вестник ИГТА. – 2001. – № 1. – С. 26-27.
- Асташов, М.М. Совершенствование операций питания пневмомеханической прядильной машины / М.М. Асташов, В.П. Иванов, К.Ю. Павлов // Вестник ИГТА. - 2003. - № 3. - С. 17-21.
- Павлов, К.Ю. Сравнительные испытания неподвижных вьюрков различных конструкций для текстильной ленты / К.Ю. Павлов // Известия Ивановского отделения Петровской академии наук и искусств. - 2004. - С. 105-109.
- Асташов, М.М. Оптимизация пряжевыводного узла пневмомеханического прядильного устройства / М.М. Асташов, Я.М. Красик, К.Ю. Павлов, Г.А. Хосровян // Современные наукоемкие технологии и перспективные материалы текстильной и легкой промышленности (Прогресс 2000): сборник докладов междунар. науч.-техн. конф./ИГТА. - Иваново, 2000. - С. 26-27.
- Андреев, В.А. Теоретическая зависимость удельного веса выходящего из прямоточного бункерного питателя волокнистого настила от концентрации поступающей в него волокнистой массы / В.А. Андреев, К.Ю.Павлов, А.В. Аверьянов // Теория и практика процессов прядения: сборник научных трудов. - Иваново: ИГТА, 2002. - С. 18-25.
- Пигалев, Е.Я. Формирование основной структуры пневмомеханической пряжи и ее неровнота / Е.Я. Пигалев, Н.Г. Томин, К.Ю. Павлов // Теория и практика процессов прядения: сборник научных трудов. - Иваново: ИГТА, 2002. - С. 46-49.
- Андреев, В.А. Проверка правильности выбора геометрических размеров прямоточных бункерных питателей для транспортировки смеси из отходов хлопкопрядильного производства с засоренностью 10% / В.А. Андреев, А.В. Аверьянов, К.Ю. Павлов // Теория и практика процессов прядения: сборник научных трудов. - Иваново: ИГТА, 2002. - С. 84-87.
- Павлов, К.Ю. Оценка обрывности в прядении / К.Ю. Павлов // Совершенствование технологии прядения: Юбилейный сборник научных трудов. - Иваново: ИГТА, 2003. - С. 62-66.
- Пигалев, Е.Я. О натяжении в пряже в прядильном роторе и по выходе ее из отводящей воронки / Е.Я. Пигалев, К.Ю. Павлов // Совершенствование технологии прядения: юбилейный сборник научных трудов. - Иваново: ИГТА, 2003. - С. 71-73.
- Асташов, М.М. Прядильный ротор с пылеулавливающими канавками / М.М. Асташов, В.П. Иванов, К.Ю. Павлов // Перспективы использования компьютерных технологий в текстильной и легкой промышленности (Пиктел - 2003): Сборник трудов междунар. науч-техн. конф. /ИГТА. - Иваново, 2003. - С. 80-81.
- Савинов, Е.Ю. Натяжение пряжи на пневмомеханической прядильной машине / Е.Ю. Савинов, Ю.К. Бархоткин, К.Ю. Павлов // Перспективы использования компьютерных технологий в текстильной и легкой промышленности (Пиктел - 2003): сборник трудов междунар. науч-техн. конф. /ИГТА. - Иваново, 2003. - С. 42-43.
- Иванов, В.П. Прядильный ротор с пылеотводящими отверстиями / В.П. Иванов, М.М. Асташов, К.Ю. Павлов // Перспективы использования компьютерных технологий в текстильной и легкой промышленности (Пиктел - 2003): сборник трудов междунар. науч-техн. конф./ИГТА. - Иваново, 2003. - С. 73-84.
- Савинов, Е.Ю. Величина и характер натяжения пряжи на пневмомеханической прядильной машине / Е.Ю. Савинов, Ю.К. Бархоткин, К.Ю. Павлов // Молодые ученые - развитию текстильной и легкой промышленности (Поиск -2003): сборник материалов междун. науч.-техн. конф. /ИГТА. - Иваново, 2003. - С. 33-34.
- Асташов, М.М. Многофункциональный петлеразъединитель питающей ленты на пневмопрядильной машине / М.М. Асташов, В.П. Иванов, К.Ю. Павлов // Молодые ученые - развитию текстильной и легкой промышленности (Поиск -2003): сборник материалов межд. науч.-техн. конф. / ИГТА. - Иваново, 2003. - С. 15-16.
- Павлов, К.Ю. Совершенствование зоны питания пневмопрядильной машины / К.Ю. Павлов // Совершенствование процессов текстильного производства: юбилейный сборник научных трудов. - Иваново, 2004. - С. 27-28.
Материалы научно-технических конференций и выставок
- Павлов, К.Ю. Исследование процесса кручения пневмомеханической пряжи в выводном устройстве с интенсификатором крутки / К.Ю. Павлов // Проблемы развития малоотходных ресурсосберегающих экологически чистых технологий в текстильной и легкой промышленности: тез. докл. межд. науч.-техн. конф. /ИГХТУ.- Иваново, 1994. - С. 4.
- Павлов, К.Ю. Оптимизация параметров интенсификатора крутки пневмомеханической пряжи / К.Ю. Павлов, Я.М. Красик // Проблемы развития малоотходных ресурсосберегающих экологически чистых технологий в текстильной и легкой промышленности: тез. докл. междунар. науч.-техн. конф. / ИГХТУ. - Иваново, 1994. - С. 9.
- Павлов, К.Ю. Экономическая эффективность от проведенной модернизации пневмомеханических прядильных машин / К.Ю. Павлов, Я.М. Красик // Теория и практика разработки оптимальных технологических процессов и конструкций в текстильном производстве: тез. докл. междунар. науч.-техн. конф. / ИГТА. - Иваново, 1996. - С. 6.
- Павлов, К.Ю. Разработка и исследование устройств для получения пневмомеханической пряжи пониженной крутки с улучшенными физико-механическими показателями / К.Ю. Павлов, Л.С. Симонов, В.П. Иванов, Я.М. Красик // Шелковый путь: тез. докл. междунар. науч.-техн. конф. /ТИТиЛП. - Ташкент, 1996. - С. 8.
- Сухов, В.А. Изменение удельного веса волокнистого настила на выходе из прямоточного бункерного питателя / В.А. Сухов, В.А. Андреев, К.Ю. Павлов // Современные наукоемкие технологии и перспективные материалы текстильной и легкой промышленности (Прогресс-2000): тез. докл. междунар. науч.-техн. конф. /ИГТА. - Иваново, 2000. - С. 4.
- Павлов, К.Ю. О показателе обрывности нити / К.Ю. Павлов // Современные наукоемкие технологии и перспективные материалы текстильной и легкой промышленности (Прогресс-2000): тез. докл. междунар. науч.-техн. конф. /ИГТА. - Иваново, 2000. - С. 5.
- Павлов, К.Ю. Выбор оптимальных параметров петлеразъединителя / К.Ю. Павлов, М.М. Асташов // Современные наукоемкие технологии и перспективные материалы текстильной и легкой промышленности (Прогресс-2000): тез. докл. междунар. науч.-техн. конф./ИГТА. - Иваново, 2000. - С. 9.
- Хосровян, А.Г. Компьютерная анимация средств описания технологических процессов прядильного производства / А.Г. Хосровян, М.М. Асташов, К.Ю. Павлов // Молодые ученые – развитию текстильной и легкой промышленности (Поиск-2001): тез. докл. междунар. науч.-техн. конф. аспирантов, магистров и студентов / ИГТА. - Иваново, 2001. - С. 8.
- Луговская, Л.В. Результаты испытания технологии "Униклин В 11" при подготовке полуфабрикатов к пневмомеханическому способу прядения / Л.В. Луговская, К.Ю. Павлов, А.А. Латышев // Молодые ученые – развитию текстильной и легкой промышленности (Поиск-2001): тез. докл. междунар. науч.-техн. конф. аспирантов, магистров и студентов / ИГТА. - Иваново, 2001. - С. 7.
- Асташов, М.М. Совершенствование процесса формирования пряжи на пневмомеханической прядильной машине / М.М. Асташов, В.П. Иванов, К.Ю. Павлов // Современные наукоемкие технологии и перспективные материалы текстильной и легкой промышленности (Прогресс-2001): тез. докл. междунар. науч.-техн. конф. / ИГТА. - Иваново, 2001. - С. 6.
- Андреев, В.А. Поточная линия кипа-лента для выработки пряжи из отходов хлопкопрядильного производства / В.А. Андреев, В.А. Сухов, К.Ю. Павлов // Современные наукоемкие технологии и перспективные материалы текстильной и легкой промышленности (Прогресс-2001): тез. докл. междунар. науч.-техн. конф. / ИГТА. - Иваново, 2001. - С. 7.
- Меркулова Т.А. Исследование влияния электромагнитного воздействия на процесс дискретизации / Т.А. Меркулова, С.Н. Хрипунов, К.Ю. Павлов // Современные наукоемкие технологии и перспективные материалы текстильной и легкой промышленности (Прогресс-2001): тез. докл. межд. науч.-техн. конф. / ИГТА. - Иваново, 2001. - С. 4.
- Бархоткин, Ю.К. Методика расчета натяжения нити в камере пневмомеханической прядильной машины / Ю.К. Бархоткин, К.Ю. Павлов // Молодые ученые - развитию текстильной и легкой промышленности (Поиск -2004): тез. докл. межвуз. науч.-практ. конф. аспирантов и студентов / ИГТА. - Иваново, 2004. - С. 5.
- Павлов, К.Ю. Совершенствование зоны питания пневмомеханической прядильной машины / К.Ю. Павлов // Молодые ученые - развитию текстильной и легкой промышленности (Поиск -2004): тез. докл. межвуз. науч.-практ. конф. аспирантов и студентов / ИГТА. - Иваново, 2004. - С. 6.
- Павлов, К.Ю. Способ для уплотнения и очистки чесальной ленты / К.Ю. Павлов // Молодые ученые - развитию текстильной и легкой промышленности (Поиск -2004): тез. докл. межвуз. науч.-практ. конф. аспирантов и студентов. - Иваново, 2004. - С. 8.
- Павлов, К.Ю. Натяжение нити в камере пневмомеханической прядильной машины / К.Ю. Павлов, Ю.К. Бархоткин // Современные наукоемкие технологии и перспективные материалы текстильной и легкой промышленности (Прогресс-2004): тез. докл. междунар. науч.-техн. конф. /ИГТА. - Иваново, 2004. - С. 7.
- Павлов, К.Ю. Испытания неподвижных вьюрков различных конструкций для текстильной ленты / К.Ю. Павлов // Современные наукоемкие технологии и перспективные материалы текстильной и легкой промышленности (Прогресс-2004): тез. докл. междунар. науч.-техн. конф. /ИГТА. - Иваново, 2004. - С. 9.
- Павлов, К.Ю. Исследование прядильного ротора с пылеотводящими отверстиями / К.Ю. Павлов // Студенты и молодые ученые КГТУ - производству: тез. докл. межвуз. научн.-техн. конф. молодых ученых и студентов /КГТУ. - Кострома, 2004. - С. 8.
- Павлов, К.Ю. Исследование прядильного ротора с пылеулавливающими канавками /К.Ю. Павлов // Современные проблемы текстильной и легкой промышленности: тез. докл. межвуз. науч.-техн. конф. /МГТУ. - М., 2004. - С. 9.
| Подписано в печать Формат 1/16 60 х 84. Бумага писчая. Плоская печать. Усл. печ. л. 2,32. Уч.-изд. л. 2,2. Тираж 100 экз. Заказ № |
| Редакционно-издательский отдел Ивановской государственной текстильной академии Копировально-множительное бюро 153000 г. Иваново, пр. Ф. Энгельса, 21 |
Рис. 1. Номограмма для расчета показателя вероятности обрыва в пневмопрядении