

Черепенько аркадийанатольевич теоретическиеосновы комплекснойтехнологии окончательной влажно-тепловой обработки верхней мужскойодежды

На правах Рукописи
ЧЕРЕПЕНЬКО АРКАДИЙАНАТОЛЬЕВИЧ
теоретическиеосновы комплекснойтехнологии окончательной влажно-тепловой обработки
верхней мужскойодежды
Специальность 05.19.04«Технология швейных изделий»
А В Т О Р Е Ф Е Р А Т
диссертации на соисканиеученой степени
доктора техническихнаук
ШАХТЫ – 2011
Работа выполнена вГосударственном образовательном
учреждении высшегопрофессионального образования «Орловскийгосударственный технический университет»(ОрелГТУ) и Государственномобразовательном учреждении высшегопрофессионального образования«Южно-Российский государственныйуниверситет экономики и сервиса»(ЮРГУЭС)
Научный консультант: доктортехнических наук, профессор
Жаворонков А. И.
Официальные оппоненты: доктортехнических наук, профессор
Бекмурзаев ЛемаАбдулхажиевич
доктор технических наук,профессор
Сурженко ЕвгенийЯковлевич
доктор технических наук,профессор
Железняков АлександрСеменович
Ведущая организация: ГОУ ВПО «Орловскийгосударственный
университет», г.Орел
Защита состоится 29апреля 2011г. в 10 часов на заседаниидиссертационного совета Д212.313.01 при Южно-Российскомгосударственном университете экономики исервиса по адресу:
346500, г. Шахты, Ростовскойобл., ул. Шевченко, д.147, ауд. 2247.
С диссертацией можноознакомиться в библиотекеЮжно-Российского государственногоуниверситета экономики и сервиса.
Текст авторефератаразмещен на сайте ЮРГУЭС: http://www.sssu.ru
Автореферат разослан 15февраля 2011 года.
Ученый секретарь
диссертационногосовета
кандидат техническихнаук, профессор Куренова С.В.
ОБЩАЯ ХАРАКТЕРИСТИКАРАБОТЫ
Актуальностьтемы:
Существенное значение насовременном этапе развития швейной промышленности приобретает увеличение темпов иэффективности производства. Совершенствотехнологии влажно-тепловой обработки (ВТО)и техническийуровеньоборудования обуславливаютрост производительности и улучшениекачествашвейных изделий.
При этом стадии разработкитехнологических процессовокончательнойВТО являютсяопределяющим фактором формирования качества готовой продукции, увеличения спросанаселения и эффективностипроизводства.
Исследования ученых,а также специалистов в области ВТОпозволили решить ряд задач по вопросамсовершенствования технологии и соответствующего оборудования.Ими разработаны общие теоретическиеосновы и требования к операциям ВТО, рабочим органам иоборудованию в целом.
Однако, недостаточная изученностьтеплофизических и физико-механическихпроцессов, а также разновидностьспособов, технологий и их неадаптированность кконкретным условиям управления являютсясдерживающимифакторами развития швейногопроизводства.
В ранееопубликованных работахпредставлены вопросы, обобщающиепроизводственный опыт ивозможное направление ВТОбез системной увязки. Вместе сэтим локальный подход кфункционированию оборудования итехнологии, атакже отсутствие научной базы по данной проблеме непозволяют разработать новыеспособы иэффективныетехнологические процессы окончательной ВТО.
Анализ основных положенийокончательной ВТО показал, что донастоящеговремени отсутствуют современные теоретические основытеплофизического воздействия на обрабатываемыйполуфабрикат, в том числе не разработаныматематические модели и алгоритмы расчетатехнологических режимов тепловых параметровперевода волокон тканей ввысокоэластическое состояние, при механическомвоздействии на изделие, а также при егосушке и переводе волокон тканей в застеклованноесостояние.
Отсюда видно, чтоисследованиятеоретических итехнологических основтеплофизическихпроцессов, а также созданиеэффективных технологических процессов окончательной ВТОшвейных изделий являются актуальной проблемой.
Решению этой проблемы посвященапредставленная к защите диссертационная работа.
Цель работы:
Цель работызаключается в повышении производительностиизготовления и улучшениикачества швейных изделий на основе развитиятеориипроектирования высокоэффективных технологий окончательной ВТО.
Для достижения поставленной цели вдиссертации решены следующие основные задачи:
- Систематизация методовпроектирования технологическихпроцессови практических методов ВТО.
- Определение направленийисследований и путей ихреализации.
- Теоретические и экспериментальныеисследования теплофизических процессов ВТО.
- Разработка математических моделейи алгоритмов расчета параметров и показателейокончательной ВТО, необходимых длясоздания эффективного технологического процесса, атакже для управления теплофизическимипроцессами.
- Разработка нового способа иэффективного технологического процессаокончательной ВТО мужскогопиджака.
- Разработка исходных требований длясоздания центра обрабатывающего дляокончательной ВТО мужского пиджака.
Объектисследований:
Методы проектированиятехнологии ВТО, в том числетеплофизических процессов воздействия наполуфабрикат.
Общая характеристика методовисследований:
При проведении теоретическихисследований использованы методы системного анализа,макромолекулярной теории полимеров,термодинамики, в том числе тепломассопереносав капиллярно-пористых телах, тепловойкинетики, аэродинамики, теории исследованияопераций, теории случайных чисел, методовоптимизации параметров объектов ипроцессов, математического моделирования ипрограммирования.
При выполнении экспериментальныхисследований использовались термодинамическиеметоды исследований материалов, методы математическогопланирования и анализаэкспериментов необходимая вычислительнаятехника.
В работе применялись следующиепрограммные продукты: MathCad, Maple,STATISTICA Industrial System, Stratum-2000, Компас,Corel Draw, T-Flex, Word, Excell.
Достоверность научных положений,выводов и рекомендаций основывается на лабораторныхнатурных экспериментах и подтвержденаматематическими методами, а такжепроизводственной апробацией результатовработы.
Научая новизнаработы:
Разработанытеоретические и технологическиеосновы теплофизических процессовокончательнойвлажно-тепловой обработки швейных изделийи оценки ихэффективности в томчисле:
- Разработаны математические моделитеплофизических процессов ВТО,позволяющие оптимизировать параметрытеплового воздействия на полуфабрикат;
- Получены системы дифференциальных уравнений, позволяющие определять необходимоеколичество тепла, температуру слоевконструктивных элементов полуфабриката идлительность процессов перевода волоконтканей в высокоэластическое состояние,теплового воздействия на полуфабрикат припрессовании и виброформовании, сушке ипереводе волокон тканей в застеклованноесостояние;
- Получены аналитическиезависимости, позволяющие оптимизироватькачество идлительность процессов влажно-тепловойобработки и рассчитывать их эффективность;
- Разработаны способы, защищенные 5патентами РФ и алгоритмы расчетатеплофизических параметроввлажно-тепловой обработки швейныхизделий;
- Разработаны способы, защищенные 7патентами РФ и алгоритмы управлениятеплофизическими процессамивлажно-тепловой обработки.
Значимость для теории:
- Разработанные автороманалитические схемы зависимостейтеплофизического воздействия на полуфабрикатявляются вкладом в общую теориювлажно-тепловой обработки швейныхизделий.
- Обоснована концепцияпроектирования технологических процессовокончательной влажно-тепловойобработки с учетом использованияматематических моделей теплофизическихпроцессов и математических моделейуправления данными процессами.
- Система алгоритмов определениярежимов и управления влажно-тепловойобработкой позволила реализоватьконцепцию единого комплексного методологическогоподхода к проектированию технологиивлажно-тепловой обработки швейных изделийв зависимости от теплофизических и другихсопутствующих воздействий наполуфабрикат.
- Новая база знаний в областипроектирования технологии и управлениявлажно-тепловой обработкой.
Практическаязначимость работы:
- Разработаны методы решения задачпроектирования высокоэффективных способов итехнологических процессов окончательнойВТО швейных изделий (на примере мужского пиджака),позволяющие прогнозировать иоптимизировать их параметры иэффективность, в том числе алгоритмы длярасчета на ЭВМ теплофизических процессов иуправления данными процессами.
- Разработаны новые эффективныетехнологические процессы и экспериментальнаяустановка для окончательной ВТО мужскогопиджака.
- Разработано и защищеносвидетельством о государственнойрегистрации программы для ЭВМ«Программное обеспечение для системыавтоматизированной оценки эффективностиэтапа прессования в процессе окончательнойвлажно-тепловой обработкиполуфабриката».
- Улучшено качество швейных изделий путемвыполнения операций отделки с одногонавешивания, а также исключения растяженияволокон обрабатываемых тканей наобъемных участках полуфабриката иприменения научно-обоснованных режимов ипараметровВТО.
- Улучшены санитарно-гигиеническиеусловия труда за счет введения в технологическийпроцесс ВТО операции удаленияотработанного технологического пара итепла (аспирация) и отделения зонызагрузки от зоны обработки прозрачным теплозащитнымэкраном.
- Разработанные исходные требованияпозволяют создать обрабатывающий центр для окончательной ВТО всегоразмерно-ростового ряда мужскогопиджака.
Автор защищает:
Научно-обоснованныетехнические и технологические решения поповышениюпроизводительности изготовления иулучшения качества швейных изделий за счет новыхтехнологий влажно-тепловой обработки,внедрение которых вносит значительныйвклад в развитие экономики страны,связанные с конкурентоспособностью отечественнойшвейной промышленности в том числе:
- Концепцию проектированиятехнологических процессовокончательной ВТО, интегрированнуюв САПР;
- Математические модели и алгоритмыдля определения и оптимизации параметровтеплофизических процессов окончательнойВТО;
- Математические модели и алгоритмыдля управления теплофизическими процессами окончательнойВТО;
- Результаты исследований наматематических моделях ипоследующих натурныхэкспериментах, положены в основуразработанного нового способа и созданиятехнологического процессаокончательной ВТО;
- Аналитические методы оценкиэффективности технологических процессовокончательной ВТО;
- Исходные инженерные требования посозданию обрабатывающего центра для внедрения в швейноепроизводство полученных результатовдиссертационной работы;
Апробация результатовработы:
Основные положения и результатыдиссертационной работы докладывались на 20конференциях различного уровня, в томчисле: международной научно–техническойконференции «Современные наукоемкиетехнологии и перспективные материалы текстильной илегкой промышленности – Прогресс», ИГТА, г.Иваново, 2001; международной научно–техническойконференции «Фундаментальные иприкладные проблемы технологиимашиностроения – Технология», ОрелГТУ, г. Орел, 2001,2002, 2003; межвузовской научно-техническойконференцииаспирантов и студентов «Молодые ученыеразвитию текстильной и легкой промышленности– Поиск»,ИГТА. Иваново, 2003; международнойнаучно–технической конференции«Фундаментальные и прикладные проблемытехнологиимашиностроения – Технология», ОрелГТУ, г. Орел (Россия)Сиде (Турция), 2006; международной научно-практическойконференции «Метрологическое обеспечение,стандартизация и сертификация в сфереуслуг». Шахты, ЮРГУЭС, 2006;
Работа выполнена погранту федеральной целевой программы НТПТОО – 10.4-2477«Разработка теоретических итехнологических основ окончательной влажно-тепловойобработки (ВТО) мужского пиджака» (номергос. регистрации 01.2.00.101809).
Автор монографииизданной по результатам диссертационнойработы является Лауреатом конкурса Минобразования РФна лучшую научную книгу 2008 года.
Внедрение результатовисследований:
- Способ и технологический процессокончательной ВТО мужского пиджака внедренОрловским ООО «Радуга» при изготовлениикителя для военнослужащих (100 штук).
- Полученные результаты внедрены вучебный процесс теоретических и практических курсов подисциплинам «Оборудованиедля ВТО», «Технология швейных изделий».
- Результаты исследований вошли вмонографию «Теоретические и технологические основытеплофизических процессов окончательнойВТО швейных изделий» авторы Черепенько А.А., ЧерепенькоА. П. (г. Москва, издательство «Прогресс», 2008,- 173 с.).
Публикации:
Всего по материаламдиссертации опубликовано 66 печатных работы,среди которыхстатьи в материалах и сборниках научныхтрудов и конференций различного уровня, втом числе 17 вреферируемых журналах центральной печати,рекомендованных ВАК,14 патентов и 1 свидетельствона программу ЭВМ, 2 монографии. Работа выполнялась погранту федеральной целевой программы НТПТОО – 10.4-2477а результат изложен в отчете«Разработка теоретических итехнологических основ окончательнойвлажно-тепловой обработки (ВТО) мужского пиджака»(номер гос. регистрации 01.2.00.101809).
Личное участие вполучении изложенных в диссертациирезультатов:
Обоснование и постановка целиисследований, формулировказадач, научной концепции, определение методови направлений исследований, системный анализпроблемы, анализ и систематизацияполученных результатов, теоретические исследования изаключения, положения и выводы по работе,организация инепосредственное участие в широкомкомплексе экспериментальныхисследованийпринадлежатлично автору.
Ряд положений методологического,теоретического и экспериментального характера вразработке методов проектированияэффективных технологических процессов ВТОиспользованы при выполнении и защитедиссертационных работ на соискание ученойстепени кандидата технических наукЗубовой Н. П. Стебаковой Т. Г. МанжулойЕ. В. под руководством автора.
Автору принадлежатосновные идеи подавляющего большинстваизобретений,опубликованных и использованных вдиссертационной работе.
Структура иобъем:
Диссертационная работаизложена на 306страницах машинописного текста, состоит из введения, 5глав, 2 таблиц, 112 рисунков, заключения ибиблиографического списка насчитывающего 257наименований, а также приложений,изложенных на15 страницах.
СОДЕРЖАНИЕ РАБОТЫ
Во введенииобоснована актуальность темыисследования, сформулирована цель,определены задачи исследований и основныепути их решения, выявлен объектисследований, отмечена научная новизна,теоретическая и практическая значимостьработы, представлены сведения об апробацииработы и внедрении результатовисследований
В первой главе проведен анализфизико-механических и теплофизическихпроцессов ВТО швейных изделий. Уточненыоптимальные температурные параметрывлажно тепловой обработки с учетом свойствразличных текстильных материалов.
Классифицированы способы силовоговоздействия на полуфабрикат, как длястатического, так и для динамическоговидов механической обработки с учетомнаправленности силовоговоздействия.
Однако рассмотренныеработы в основном касались изученияфизико-механических и теплофизическихпроцессов внутрипроцессной ВТО. При этомзадачи внутрипроцессной и окончательнойВТО отличаются друг от друга. Привнутрипроцессной ВТО в общем случаеосуществляется придание плоской ткани вдетали объемной формы. При окончательнойВТО осуществляется восстановлениеполученной ранее формы без заметныхизменений составных частей, а такжепридание поверхности изделия гладкости(устранение различного рода помятостей).
Кроме того, установлено,что окончательная ВТО производится путемпереукладки и перенавешиванияполуфабриката с использованием различногоколичества гладильных прессов и установок,что существенно снижаетпроизводительность и качество обработки,ухудшая товарный вид изделия.
Подтвержденанеобходимость и своевременность развитиянаучных исследований перспективногонаправления в технологии швейногопроизводства по совершенствованию методоврасчета и управления теплофизическимипроцессами окончательной ВТО во времени иобработки изделия с одного навешивания.Для чего необходимо создание научных основтеплофизических процессов окончательнойВТО, разработка методов проектированияпроцессов окончательной ВТО, изучениемеханизма теплового воздействия наполуфабрикат при переводе волокон тканей ввысокоэластическое состояние, прессованиии виброформовании, а также при сушке ипереводе волокон тканей в застеклованноесостояние и разработка метода управлениятеплофизическими процессамиокончательной ВТО.
Это определяетнеобходимость разработки новых способов исоздание новой технологии окончательнойВТО мужского пиджака, формализованногометода определения эффективноститехнологических процессов на стадии ихпроектирования и подготовки исходныхтехнологических требований длясовременного оборудования окончательнойВТО мужского пиджака с одногонавешивания.
Во второй главе представлены теоретические основыпроектирования процессов окончательнойВТО швейных изделий. Разработка методовпроектирования процессов ВТО являетсяпроблемой, вызванной трудностямианалитических исследований текстильныхматериалов, представляющих собой сложнуюсистему. Кроме того, решение этих вопросовсвязано с учетом положенийфизико-механических свойств имакромолекулярной теории полимеров,термодинамики, в том числе теориитепломассопереноса в капиллярно-пористыхтелах, тепловой кинетики иаэродинамики.
Решить эту проблемуможно только путем примененияформализованного метода анализа, основнымметодологическим приемом которого являетсясистемный подход. Согласно системномуподходу разработку необходимо рассматривать какцелостную упорядоченную систему, состоящую изряда подсистем. На первом этапе системногоподхода проведен качественный анализобъекта разработки, позволившийустановить подсистемы и их целевыефункции: при переводе волокон тканей ввысокоэластическое и застеклованноесостояния, прессования, виброформования исушки швейных изделий. При этом реализацияпроблемы разработки методовпроектирования процессов ВТОнепосредственно связана с решением задачипрогнозирования и определения ихэффективности. Взаимосвязь целевыхфункций подсистем, их параметры итребованияобуславливают необходимостьсоответствующих исследований,направленных на решение задач разработкипроцессов ВТО и их реализации впромышленности.
Выполненныйкачественный анализ позволил выявитьструктурнуюсхему количественного этапа работы(рисунок 1).

Рисунок 1 - Структурнаясхема количественного этапа разработкитехнологического процесса окончательнойВТО швейного изделия
Окончательнаявлажно-тепловая обработка (ВТО)характеризуется циклическимитеплофизическими нагрузками,обусловливающими знание соответствующихпараметров следующих этапов:
переводволокон тканей изделия ввысокоэластическое состояние;
статическое механическое воздействие наотдельные участки изделия;
динамическое механическое воздействие наизделие;
сушкаизделия;
переводволокон тканей изделия в застекленноесостояние.
При этом:
переводволокон тканей в высокоэластическоесостояние осуществляется технологическимпаром, подаваемым как с лицевой, так и сизнаночной сторон швейного изделия;
сушкапроизводится нагретым воздухом сизнаночной стороны изделия;
переводволокон тканей в застеклованное состояниепроизводится воздухом из окружающей средыпросасыванием через изделие.
Для эффективногопроведения вышеупомянутых этаповокончательной ВТО швейных изделийразработаны математические модели,описывающие теплофизические процессы вовремени.
В качестве основногообъекта математического моделирования вдиссертации принят мужской пиджак какнаиболее сложное швейное изделие.
Моделирование процессаперевода волокон тканей ввысокоэластическое состояниепроизводится с учетом распределения теплапо элементам изделия. При этом в качествеосновного теплоносителя и пластификатораиспользуется технологический пар.
В начальный моментпропаривания температура ткани  и воды
и воды ![]() принята меньше 100°С ипроисходит передача тепла паром нитямтканей и его конденсация.
принята меньше 100°С ипроисходит передача тепла паром нитямтканей и его конденсация.
Пар характеризуется:плотностью ![]() , скоростьюраспространения
, скоростьюраспространения ![]() ,давлением
,давлением ![]() . Состояние воды иткани характеризуются: плотностью ткани -
. Состояние воды иткани характеризуются: плотностью ткани -![]() ; плотностью воды -
; плотностью воды -![]() ; температурой ткани
; температурой ткани![]() ; температурой воды -
; температурой воды -![]() .
.
Обозначим  некоторую трехмерную область ткани,через которую происходит передачатепловой энергии от пара к ткани.
некоторую трехмерную область ткани,через которую происходит передачатепловой энергии от пара к ткани.
Пусть ![]() ,
,![]() - теплоемкость иплотность ткани,
- теплоемкость иплотность ткани, ![]() -плотность воды в ткани,
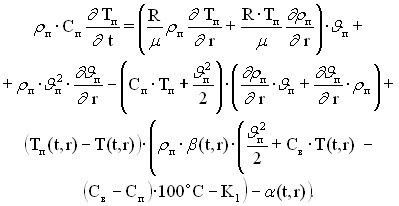
-плотность воды в ткани, ![]() -теплоемкость воды, тогда уравнениетеплового баланса будет иметь вид:
-теплоемкость воды, тогда уравнениетеплового баланса будет иметь вид:
В силу произвольностиобласти ![]() и непрерывностиподынтегральной функции приходим куравнению:
и непрерывностиподынтегральной функции приходим куравнению:
 (1)
(1)
Будем характеризоватьпроцесс образования воды из проходящегопара коэффициентом конденсации  , считая, что:
, считая, что:
![]() (2)
(2)
где: ![]() -плотность пара;
-плотность пара;
С учетом неразрывностипотока пара получим.
 (3)
(3)
где: -  .
.
Уравнение (3) определяетизменение плотности пара во времени ипространстве и является искомымуравнением неразрывности потока пара иопределяет изменение скорости пара вовремени и пространстве:
![]() . (4)
. (4)
Для вывода уравнений,характеризующих температуру  проходящего пара, проанализируемизменение полной энергии единицы объемапара
проходящего пара, проанализируемизменение полной энергии единицы объемапара ![]() :
:
![]() ,
,
где: ![]() -внутренняя энергия единицы объемапара;
-внутренняя энергия единицы объемапара;
В результате рядапреобразований получим:
 (5)
(5)
Таким образом, дляданного процесса ВТО при  имеем уравнения (1-5), (уравнение (4) -векторное, для трех компонент скорости) длянахождения неизвестных:
имеем уравнения (1-5), (уравнение (4) -векторное, для трех компонент скорости) длянахождения неизвестных:  и
и![]() .
.
Пусть теперьтемпература волокон 100°С. При этомпроисходит нагревание волокон и испарениеводы. В этих условиях температуры воды иткани будут различными,  .
.
Уравнение (1) примет вид сучетом нагревания ткани:
 (6)
(6)
Уравнение (2) такжеизменится:
![]() (7)
(7)
где: ![]() -коэффициент теплопередачи от пара кводе;
-коэффициент теплопередачи от пара кводе;
В уравнении (2.3) следуетположить, ![]() и тогда получимобычное уравнение непрерывности:
и тогда получимобычное уравнение непрерывности:
![]() (8)
(8)
В уравнении (5) следуетположить ![]() и убрать члены,описывающие конденсацию пара. Тогдаполучим:
и убрать члены,описывающие конденсацию пара. Тогдаполучим:
 (9)
(9)
Уравнение Эйлера (4) неизменится. Запишем его с учетом  . Тогда имеем:
. Тогда имеем:
 (10)
(10)
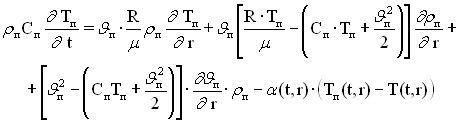
Таким образом, дляданного процесса ВТО при  имеем уравнения (6) - (10), для нахождения 7неизвестных:
имеем уравнения (6) - (10), для нахождения 7неизвестных: ![]() где:
где:  . Для уравнений (1) и (6) граничныеусловия выглядят так:
. Для уравнений (1) и (6) граничныеусловия выглядят так:
 (11)
(11)
где: ![]() -температура внешней среды;
-температура внешней среды;
 - поверхность ткани, прилегающей книжней подушке;
- поверхность ткани, прилегающей книжней подушке;
 - поверхность ткани, не прилегающаяк нижней подушке.
- поверхность ткани, не прилегающаяк нижней подушке.
Начальные условия для уравнения(1):
![]() , (12)
, (12)
где: ![]() -первоначальная температура ткани.
-первоначальная температура ткани.
Пусть ![]() -момент времени, при котором
-момент времени, при котором  , начиная с момента,
, начиная с момента, ![]() происходит переход от системы уравнений (1 -5), к системе уравнений (6 - 10).
происходит переход от системы уравнений (1 -5), к системе уравнений (6 - 10).
Уравнения (6 - 10) решаютсядо момента ![]() (
(![]() -момент перехода волокон ввысокоэластичное состояние):
-момент перехода волокон ввысокоэластичное состояние):  , где
, где ![]() - температураперехода волокон в высокоэластическоесостояние.
- температураперехода волокон в высокоэластическоесостояние.
Системы квазилинейныхдифференциальных уравнений в частныхпроизводных (1 - 5), и (6 - 10) могут быть решенычисленным методом по неявной схеме (дляобеспечения устойчивости) с применениемметода факторизации, или жепрогонки.
Уравнения (1 - 5) вцилиндрической системе координатприобретают следующий вид:
 (13)
(13)
![]() ; (14)
; (14)
 ; (15)
; (15)
 ; (16)
; (16)
 (17)
(17)
Граничные условия дляуравнений (13 - 17) такие же, как и дляуравнений (1 - 5), только при  следует положить r = 0, а при
следует положить r = 0, а при  следует положить r = Н, где Н - толщина ткани.В начальных условиях следует положить х =rmin + r.Уравнения (6 - 10) выглядят следующимобразом:
следует положить r = Н, где Н - толщина ткани.В начальных условиях следует положить х =rmin + r.Уравнения (6 - 10) выглядят следующимобразом:
 ; (18)
; (18)
![]() ; (19)
; (19)
![]() ; (20)
; (20)
 ; (21)
; (21)
 . (22)
. (22)
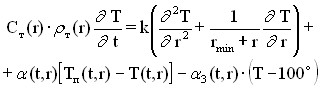
Граничные и начальныеусловия для уравнений (18 - 22) преобразуютсятак же, как и для уравнений (13 - 17). (Уравнение(16) остается без изменений).
В кратком виде дляоблегчения написания разностных схем,реализующих численный алгоритм расчетауравнения (13 - 17) приобретут вид:
 (23)
(23)
Коэффициенты А0, В0, C, D, E0 зависят от состоянияпроцессов ВТО. Введем обозначения:

где rк, tj - узлывычислительной сетки для переменных (r,t).
Запишем системуразностных уравнений для системы (23):
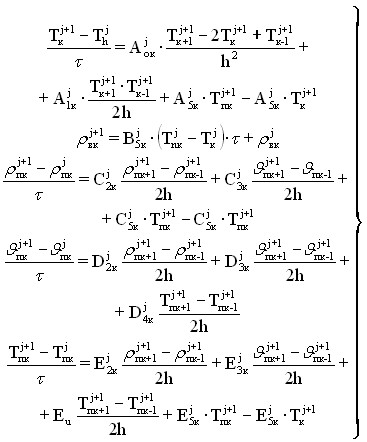 (24)
(24)
где: h - шаг по переменнойr;
- шаг по переменнойt.
Если ввести многомерныйвектор ![]() , то уравнениясистемы (24) могут быть записаны ввиде:
, то уравнениясистемы (24) могут быть записаны ввиде:
![]() (25)
(25)
где матрицы  получаются из коэффициентовсистемы (24) при приведении ее к виду (25).Система (25) эффективно решается при помощиметода факторизации, или метода прогонки,согласно формулам:
получаются из коэффициентовсистемы (24) при приведении ее к виду (25).Система (25) эффективно решается при помощиметода факторизации, или метода прогонки,согласно формулам:
 (26)
(26)
при условии  , к = 1, 2,..., n.
, к = 1, 2,..., n.
Окончательно получимразностное уравнение вида (25), котороерешается методом факторизации (26).
Рассматриваемыеразностные аппроксимации имеют первыйпорядок точности по временной переменной ивторой порядок точности попространственной переменной.
Таким образом, полученаматематическая модель перевода волоконтканей в высокоэластическое состояние впроцессе пропаривания при окончательнойВТО, позволяющая оптимизироватьсоответствующие параметры.
Расчет параметровосуществляется на ПК, согласноразработанному алгоритму (рисунок 2).
В результате расчетаполучены значения функции температурыТ(tк, хj) в моменты времениtк = к0,1 на множестветочек xj =j0,1 (х -толщина ткани).
Аналогичные расчетыбыли проведены для всех этапов ВТО.
Результатытеоретических исследований, позволяютполучить математические моделирегулировки и управления теплофизическимипроцессами ВТО, включающими:
- перевод волокон тканейв высокоэластическое состояние;
- состояние тепловыхпараметров полуфабриката привиброформовании;
- состояние тепловыхпараметров полуфабриката припрессовании;
- сушка полуфабрикатанагретым воздухом;
- перевод волокон тканейв застеклованное состояние.
Для примера нижеприведена математическая модельуправления процессом перевода волоконтканей в высокоэластическоесостояние
Процесс переводаволокон тканей в высокоэластическоесостояние характеризуется следующимипараметрами: температурой ткани ![]() ,плотностью пара
,плотностью пара ![]() ,скоростью пара
,скоростью пара ![]() ,температурой воды
,температурой воды ![]() ,плотностью воды
,плотностью воды ![]() . Этипараметры представляются функциями
. Этипараметры представляются функциями ![]() ,
,  ,
,![]() ,
,  , где
, где![]() – текущее время, ирассчитываются системой управлениясогласно уравнениям, полученнымпредставленным выше.
– текущее время, ирассчитываются системой управлениясогласно уравнениям, полученнымпредставленным выше.
 (27)
(27)
![]() (28)
(28)
![]() (29)
(29)
![]() .(30)
.(30)
 (31)
(31)
 (32)
(32)
![]() (33)
(33)
![]() (34)
(34)
 (35)
(35)
 (36)
(36)
В процессе переводаволокон в высокоэластичное состояние вкаждый момент времени t измеряютсяреализуемые значения ![]() ,
, ![]() ,
, ![]() ,
,![]() , которыесравниваются со значениями
, которыесравниваются со значениями  ,
, ![]() ,
, ![]() ,
,![]() ,
, ![]() ,вычисленными системой управления. Прирасхождении величин реального процесса ивеличин, вычисленных системой управлениядо 10%, подается команда онеудовлетворительном качестве данногопроцесса ВТО, и процесс останавливается сцелью анализа причин плохого качествапроцесса. Функции
,вычисленными системой управления. Прирасхождении величин реального процесса ивеличин, вычисленных системой управлениядо 10%, подается команда онеудовлетворительном качестве данногопроцесса ВТО, и процесс останавливается сцелью анализа причин плохого качествапроцесса. Функции ![]() ,
, ![]() ,
, ![]() ,
,![]() позволяютопределять момент окончания процессаперевода волокон в высокоэластичноесостояние и подавать на регуляторпредварительную команду о моментепереходе на другой режим. Следует такжеучесть, что функции
позволяютопределять момент окончания процессаперевода волокон в высокоэластичноесостояние и подавать на регуляторпредварительную команду о моментепереходе на другой режим. Следует такжеучесть, что функции ![]() ,
, ![]() ,
, ![]() ,
,![]() будут зависеть отхарактеристик ткани: плотности ткани
будут зависеть отхарактеристик ткани: плотности ткани![]() , коэффициентатеплопроводности
, коэффициентатеплопроводности ![]() , чтопозволяет рассчитать функции
, чтопозволяет рассчитать функции  ,
, ![]() ,
, ![]() ,
,![]() ,
, ![]() дляразличного вида тканей и учестьхарактеристики тканей длярассматриваемого процесса ВТО.
дляразличного вида тканей и учестьхарактеристики тканей длярассматриваемого процесса ВТО.
Управление процессомперевода волокон тканей ввысокоэластическое состояниеосуществляется системой управлениясогласно разработанной блок - схеме(рисунок 3).
Проведенный системныйанализ проблемы разработки методовпроектирования процессов окончательнойВТО позволил выявить подсистемы и ихэлементы, установить целевые функции иопределить структуру технологическогопроцесса окончательной ВТО– метод,последовательность и условия
обработки, а такжеспособ обработки.
При этом установлено, что параметрытеплового воздействия на полуфабрикат вовремени изучены не в полной мере.
В результате данного анализаразработана структурная схемапроектирования и разработки новогоспособа и эффективного технологическогопроцесса окончательной ВТО на примеремужского пиджака.
Установлено, что предпочтительной втехнологическом плане являетсяокончательная ВТО мужского пиджака содного навешивания.
Получены теоретическиематематические модели, в том числеалгоритмы для расчета параметровтеплофизических процессов и блок-схемыуправления теплофизическими процессамипри окончательной ВТО.
В третьей главе представленырезультаты экспериментальныхисследований теплофизических процессовокончательной влажно-тепловой обработкишвейных изделий для проверки сходимости результатов, стеорией, представленной в предыдущейглаве, а также оптимизация температурных ивременных параметров окончательнойВТО.
Объектом исследованийбыл выбран мужской пиджак, как наиболеесложное изделие. В процессе исследованийиспытывались пакеты 38 видов тканей сразличным содержанием искусственных исинтетических волокон.
Ниже приведеныэкспериментальные данные для пакетатканей исследуемого мужского пиджакасостоящего из ткани камвольной, арт. 218(шерсть 55%, полиэстер 45%), подкладки из тканиподкладочной арт. 2С2КВ, ГОСТ 20272-83 (вискоза100%) и ткани прокладочной с регулярнымклеевым точечным покрытием, арт. 86040 (лавсан67%, вискоза 33%, клеевой порошок П548).
Экспериментальныеисследования осуществлялись на специальноразработанном и изготовленном стенде(рисунок 4). При этом регистрация и записьтемпературных показателей ВТОпроизводились одновременно в 18 точкахпосредством малоинерционных термопар ХК0,2. Длякаждого конструктивного элемента мужскогопиджака были разработаны индивидуальныесхемы размещения термопар, как дляизмерения температурного градиента, так идля измерения температурного поля.Предложенный стенд позволяет моделироватьс достаточной точностью процессокончательной ВТО мужского пиджака ипроводить экспериментальные исследованияпроцессов теплового воздействия на егоосновные конструктивные элементы.

Рисунок 4 – Стенд дляисследований температурных параметроввлажно-тепловой обработки при прессованииконструктивных элементов мужского пиджакагде: 1 –установка для ВТО мужского пиджака; 2–парогенератор; 3 – компрессор; 4 – осциллограф с блоком питания
Полученные в результатеэкспериментальных исследований данныепозволили разработать математическиемодели перевода волокон тканей ввысокоэластическое состояние, а такжемодели тепловых процессов при прессовании,виброформовании и переводе взастеклованное состояние, для определениязначений температуры во времени вразличных точках по толщине пакетов тканейконструктивных элементов мужскогопиджака, а построенные графикиустанавливать характер распределениятемпературы в процессе ВТО.
При этом аппроксимация иее оценка проводились в процессе обработкиполученных данных с использованиемматематического аппарата программ «MathCad и Maple».
Для всех конструктивныхэлементов пиджака разработаныматематические модели процесса переводаволокон тканей в высокоэластическоесостояние, а также модели тепловыхпроцессов при прессовании,виброформовании и переводе волокон ткани взастеклованное состояние. Ниже для примераприведены некоторые из них. При переводеволокон тканей в высокоэластическоесостояние технологическим паром стемпературой Тпара 135оС:
Зависимость температурыот толщины пакета тканей во времени припропаривании спинки (рисунок 5):
1 - при t =0; T = 20,00 0,01b + 0,07b2 0,13b3 + 0,07b4;(37)
2 - при t =2; T = 102,16 68,91b + 96,59b2 99,05b3 + 46,92b4;(38)
3 - при t =4; T = 132,38 94,25b + 132,09b2 135,43b3 + 64,16b4;(39)
4 - при t =6; T = 143,50 103,58b + 145,16b2 148,82b3 + 70,50b4. (40)
где: b – толщина пакетатканей в мм;
t– длительностьобработки в секундах.
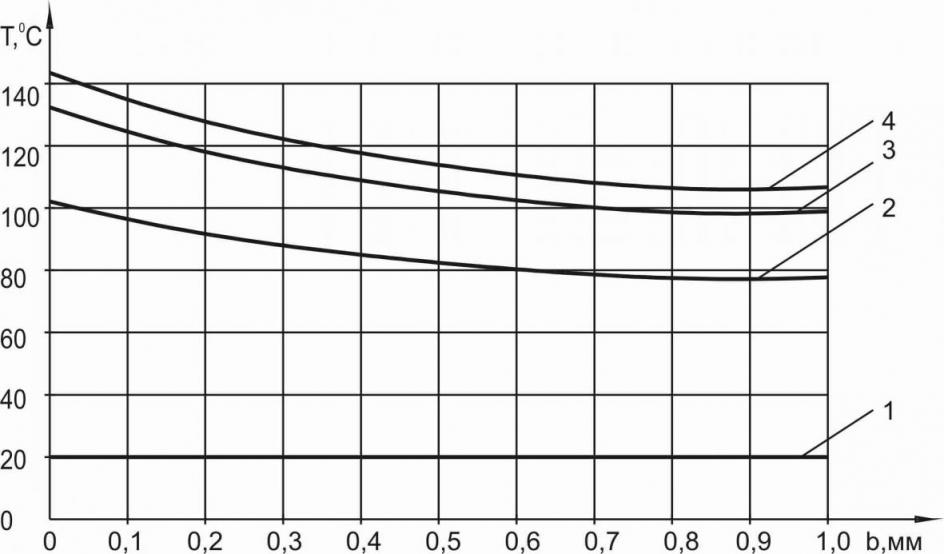
Рисунок 5 Распределениетемпературы по толщине пакета тканей припропаривании спинки. 1-до пропаривания,2-4 через 2, 4, 6, с пропаривания.
Зависимость температурыот времени по толщинам пакетов тканей припропаривании спинки (рисунок 6):
1- при b =0; T = 19,33+ 72,75t 24,41t2 + 4,55t3 0,32t4; (41)
2 - при b =0,6; T = 19,51 + 53,16t 17,83t2 + 3,33t3 0,24t4. (42)
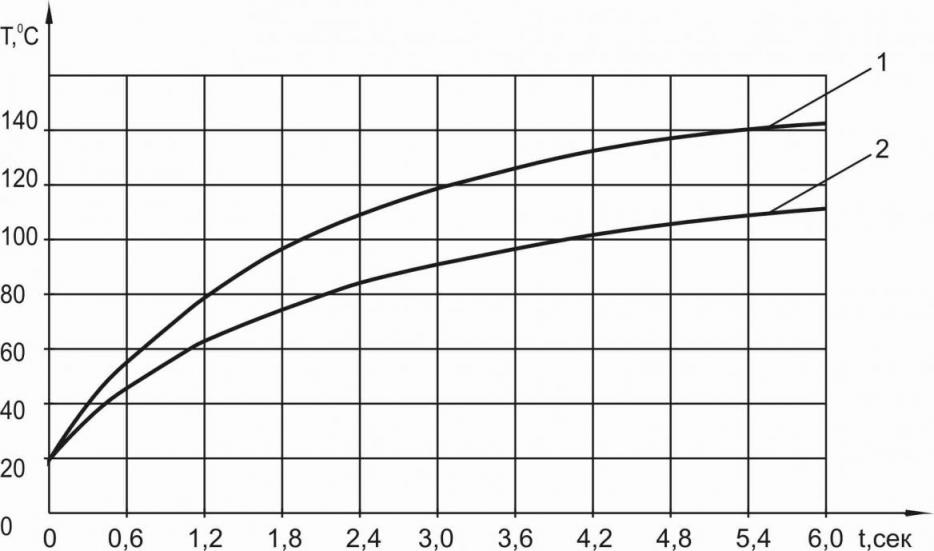
Рисунок 6Распределение температуры во времени потолщинам пакета тканей при пропаривании спинки 1-на лицевойповерхности, 2-на толщине 0,6 мм
После перевода волоконтканей в высокоэластическое состояниестойка воротника, верх каждого рукава, верхрукавов ниже подокатников и клапаныкарманов одновременно прессуются,пропариваются с двух сторон с последующимпрессованием без пропаривания, а плечевыеокаты и лацканы одновременно прессуются ипропариваются со стороны лицевой частиизделия с последующим прессованием безпропаривания.
При этом: температурапара Тпара 135оС, температурарабочих поверхностей гладильных подушекТпод 150оС, температурарабочей части манекена Тман 110оС.
Зависимость температурыот толщины пакета тканей во времени припрессовании (рисунок 7):
1-при t = 1 с;T=121,69-18,979·b+5,382·b2-0,654·b3+0,0284·b4;(43)
2-при t = 2 с;T=129,04-16,838·b+3,965·b2-0,424·b3+0,0166·b4;(44)
3-при t = 3 с;T=140,68-20,117·b+4,471·b2-0,458·b3+0,0175·b4;(45)
4-при t = 4 с;T=144,58-6,047·b-0,176·b2+0,091·b3-0,0049·b4;(46)
5-при t = 5 с;T=147,79-7,471·b+0,525·b2-0,029·b3+0,0018·b4;(47)
6-при t = 6 с;T=149,75-7,418·b+0,606·b2-0,051·b3+0,0031·b4;(48)
где: b – толщина пакетатканей в мм;
t– длительностьобработки в секундах.

Рисунок 7– Распределениетемпературы по толщине пакета тканей припрессовании плечевых окатов. 1…3- через 1, 2, 3с пропаривания и прессования; 4…6– через 4, 5, 6 спрессования.
Зависимость температурыот времени по толщинам пакетов тканей(рисунок 8):
1-приb=0мм;Т=130,50-22,85·t+17,850·t2-3,8739·t3+0,27074·t4; (49)
2-приb=0,9мм; Т=108,51-6,68·t+7,576·t2-1,2945·t3+0,06271·t4;(50)
3-приb=1,8мм;Т=111,03-21,85·t+14,404·t2-2,4228·t3+0,12543·t4; (51)
4-приb=2,7мм;Т=111,87-24,55·t+14,108·t2-2,1965·t3+0,10464·t4; (52)
5-приb=3,6мм;Т=106,20-15,42·t+8,495·t2-1,0110·t3+0,02129·t4;(53)
6-приb=4,5мм; Т=100,52-7,37·t+4,418·t2-0,2964·t3-0,02049·t4;(54)
7-приb=5,4мм;Т=104,02-14,11·t+8,323·t2-1,2643·t3+0,05856·t4;(55)
8-приb=6,3мм; Т=99,09-5,89·t+3,943·t2-0,4158·t3+0,00226·t4;(56)
9-приb=7,2мм;Т=101,68-10,89·t+6,754·t2-1,0540·t3+0,05015·t4;(57)
10-при b=8,1мм;Т=101,93-11,58·t+7,051·t2-1,1274·t3+0,05639·t4;(58)
11-при b=9,0мм;Т=98,84-6,45·t+4,249·t2-0,5799·t3+0,02093·t4;(59)
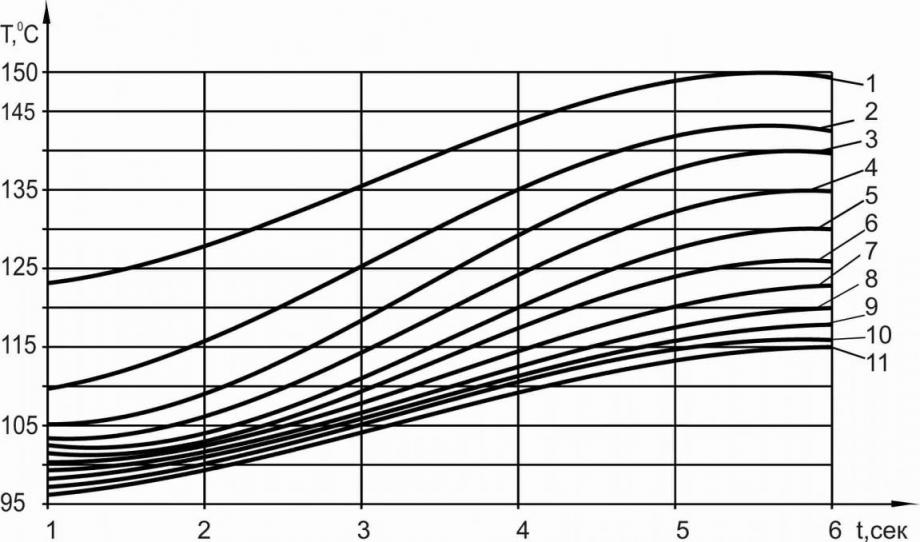
Рисунок 8– Распределениетемпературы во времени по толщине пакетатканей при прессовании плечевых окатов. 1 -на лицевой поверхности;
2…10 – на толщинах (0,9; 1,8; 2,7;3,6; 4,5; 5,4; 6,3; 7,2; 8,1; 9 мм)
Виброформование спинкии полочек швейного изделия проводилосьодновременно с пропариванием изделия, состороны манекена в течение 6 сек ипоследующим действием, нагретым воздухомпри непрерывном воздействии вибрацией втечение 8 сек. Заключительным этапомобработки является предварительная сушка(удаление конденсата) в процессевибровормования в течение 4 сек. При этомтемпература пара Тпара135оС,температура манекена Тпара110оС.
Зависимость температурыот толщины пакетов тканей вовремени:
В процессепропаривания полочек (рисунок 9):
1-при t = 1 с; Т=95,18 – 22,569b – 9,100b2 + 28,763b3 – 12,9564018b4; (60)
2-при t = 2 с; Т=108,02 – 30,099b + 14,647b2 – 5,274b3 + 1,9544b4;(61)
3-при t = 3 с; Т=118,84 – 38,047b + 22,653b2 – 14,378b3 + 6,8405b4;(62)
4-при t = 4 с; Т=126,84 – 35,339b – 2,058b2 + 20,213b3 – 7,8158b4;(63)
5-при t = 5 с; Т=133,77 – 42,456b + 13,478b2 – 0,955b3 + 1,6114b4;(64)
6-при t = 6 с; Т=139,85 – 43,854b + 6,220b2 + 5,261b3 – 0,8428b4; (65)
где: b – толщина пакетатканей в мм;
t– длительностьобработки в секундах.
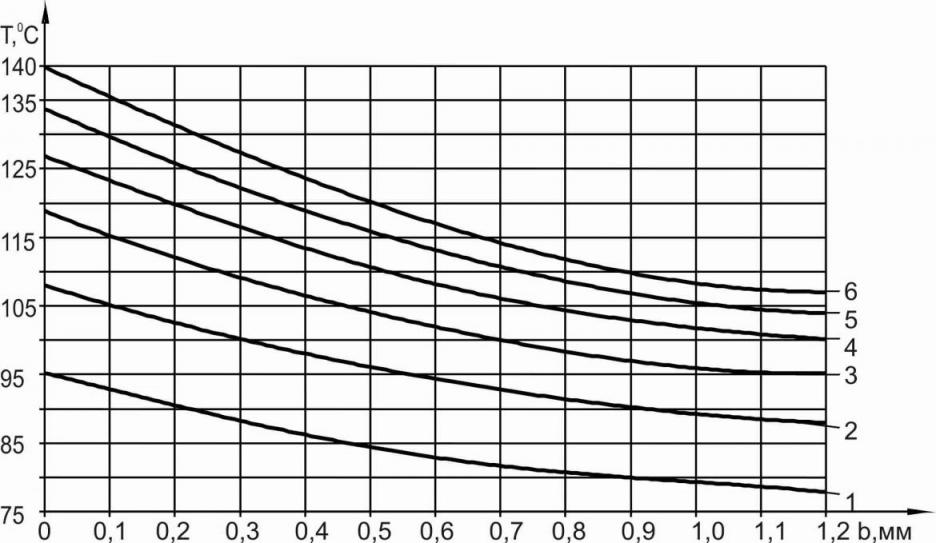
Рисунок 9 - Распределениетемпературы по толщине пакета тканей впроцессе пропаривания при виброобработкеполочек 1…6 –через 1, 2, 3, 4, 5, 6 с пропаривания ивиброформования
В процессе обработкинагретым воздухом полочек (рисунок10):
1-при t = 2 с; Т=142,05 – 45,061b + 32,026b2 – 22,611b3 + 9,6639b4;(66)
2-при t = 4 с; Т=144,94 – 26,887b + 20,751b2 + 41,021b3 – 15,27191b4; (67)
3-при t = 6 с; Т=147,17 – 26,787b + 10,352b2 – 3,186b3 + 1,6914b4;(68)
4-при t = 8 с; Т=149,97 – 17,417b – 17,220b2 + 29,992b3 – 11,16192b4; (69)
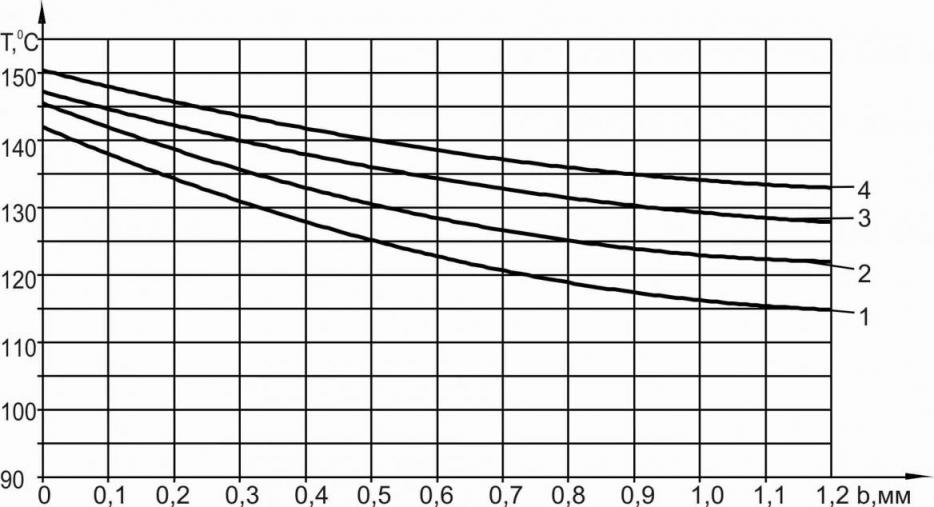
Рисунок 10 - Распределениетемпературы по толщине пакета тканей впроцессе обработки нагретым воздухомпри виброформовании полочек
1…4– через 2, 4, 6, 8 с обработки нагретымвоздухом и виброформования
В процессе охлажденияполочек (рисунок 11):
1-при t = 1 с; Т=147,26 – 26,687b + 11,541b2 + 4,074b3 – 3,8836b4;(70)
2-при t = 2 с; Т=143,81 – 36,904b + 40,663b2 – 29,842b3 + 9,3989b4;(71)
3-при t = 3 с; Т=138,06 – 34,108b + 25,384b2 – 14,752b3 + 4,6895b4;(72)
4-при t = 4 с; Т=131,84 – 35,833b + 11,479b2 + 8,108b3 – 5,0788b4;(73)
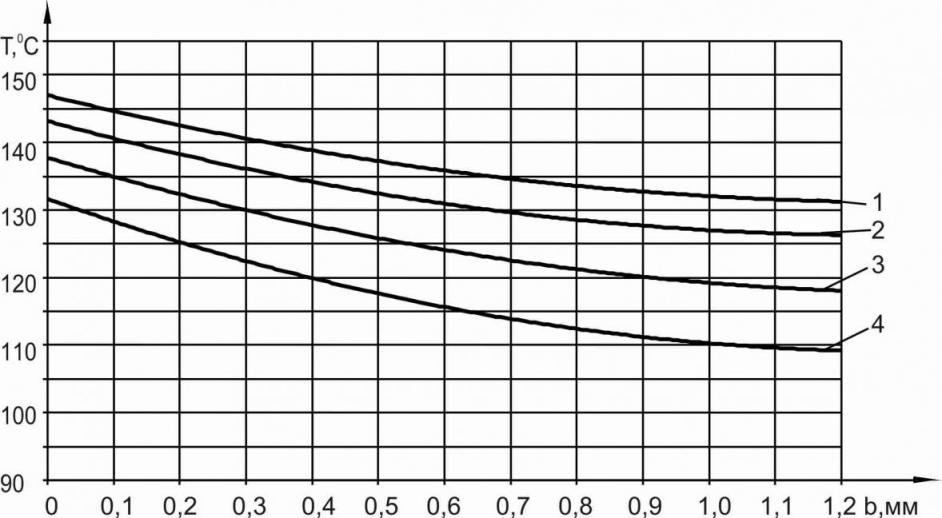
Рисунок 11 - Распределениетемпературы по толщине пакета тканей впроцессе охлаждения привиброформовании полочек 1…4– через 1, 2, 3, 4 секохлаждения и виброформования
Зависимость температурыот времени по толщинам пакетовтканей:
В процессепропаривания полочек (рисунок 12):
1-приb=0мм; Т=1,04 + 143,20t – 65,606t2 + 12,9142t3 – 0,88637t4; (74)
2-при b=0,1мм;Т=1,05 + 140,43t – 64,709t2 + 12,7501t3 – 0,87501t4;(75)
3-при b=0,2мм;Т=0,99 + 139,01t – 63,811t2 + 12,5859t3 – 0,86364t4;(76)
4-при b=0,3мм;Т=0,88 + 134,26t – 62,379t2 + 12,3839t3 – 0,8560t4; (77)
5-при b=0,4мм;Т=0,93 + 129,63t – 59,209t2 + 11,5834t3 – 0,79167t4;(78)
6-при b=0,5мм;Т=0,90 + 126,63t – 57,697t2 + 11,2374t3 – 0,76516t4;(79)
7-при b=0,6мм;Т=0,87 + 126,03t – 58,193t2 + 11,4369t3 – 0,78410t4;(80)
8-при b=0,7мм;Т=0,81 + 125,48t – 58,424t2 + 11,5455t3 – 0,79546t4;(81)
9-при b=0,8мм;Т=0,77 + 124,66t – 58,341t2 + 11,5455t3 – 0,79546t4;(82)
10-при b=0,9мм;Т=0,86 + 121,93t – 56,796t2 + 11,2172t3 – 0,77273t4;(83)
11-при b=1мм;Т=0,88 + 119,75t – 55,368t2 + 10,8713t3 – 0,74622t4;(84)
12-при b=1,1мм;Т=0,85 + 119,05t – 55,336t2 + 10,5804t3 – 0,73864t4;(85)
13-при b=1,2мм;Т=0,82 + 118,65t – 54,936t2 + 10,7804t3 – 0,73864t4;(86)
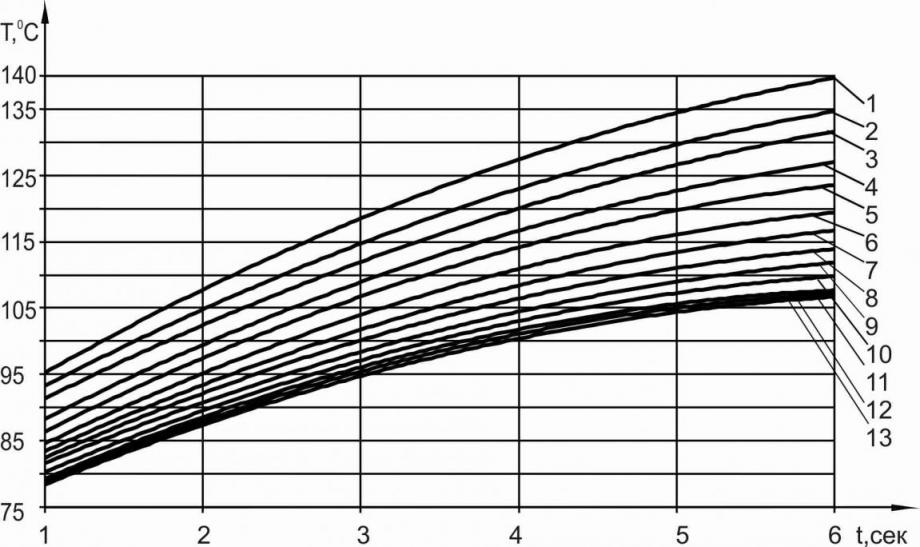
Рисунок 12 - Распределениетемпературы во времени по толщине пакетатканей в процессе пропаривания привиброобработке полочек. 1 – на изнаночнойповерхности; 2…13 – на соответствующих толщинах (0,1 - 1,3мм)
В процессе обработкинагретым воздухом полочек (рисунок13):
1-приb=0мм; Т=0 + 145,75t – 50,210t2 + 7,1253t3 – 0,35418t4;(87)
2-при b=0,1мм;Т=0 + 141,17t – 48,501t2 + 6,8961t3 – 0,34377t4;(88)
3-при b=0,2мм;Т=0 + 135,92t – 46,210t2 + 6,5211t3 – 0,32293t4;(89)
4-при b=0,3мм;Т=0 + 133,34t – 45,585t2 + 6,4794t3 – 0,32293t4;(90)
5-при b=0,4мм;Т=0 + 130,75t – 44,960t2 + 6,4377t3 – 0,32293t4;(91)
6-при b=0,5мм;Т=0 + 126,67t – 43,147t2 + 6,1461t3 – 0,30731t4;(92)
7-при b=0,6мм;Т=0 + 126,09t – 43,605t2 + 6,2919t3 – 0,31772t4;(93)
8-при b=0,7мм;Т=0 + 124,54t – 43,345t2 + 6,3023t3 – 0,32033t4;(94)
9-при b=0,8мм;Т=0 + 121,50t – 41,897t2 + 6,0627t3 – 0,30731t4;(95)
10-при b=0,9мм;Т=0 + 117,79t – 39,866t2 + 5,6773t3 – 0,28387t4; (96)
11-приb=1мм; Т=0 + 116,75t – 39,501t2 + 5,6252t3 – 0,28126t4; (97)
12-при b=1,1мм;Т=0 + 116,23t – 39,319t2 + 5,5992t3 – 0,27996t4; (98)
13-при b=1,2мм;Т=0 + 115,71t – 39,137t2 + 5,5731t3 – 0,27866t4; (99)

Рисунок 13 - Распределениетемпературы во времени по толщине пакетатканей в процессе обработки нагретымвоздухом при виброформовании полочек 1– наизнаночной поверхности; 2…13 – на соответствующихтолщинах (0,1 - 1,3 мм)
В процессе охлажденияполочек (рисунок 14):
1-приb=0мм; Т=0 + 307,00t – 214,50447t2 + 60,5019t3 – 6,00023t4; (100)
2-при b=0,1мм;Т=0 + 308,00t – 219,67105t2 + 63,0018t3 – 6,33356t4;(101)
3-при b=0,2мм;Т=0 + 302,75t – 214,87927t2 + 61,2518t3 – 6,12522t4;(102)
4-при b=0,3мм;Т=0 + 294,59t – 207,62919t2 + 58,9184t3 – 5,87522t4;(103)
5-при b=0,4мм;Т=0 + 290,67t – 205,17074t2 + 58,3350t3 – 5,83355t4;(104)
6-при b=0,5мм;Т=0 + 289,42t – 204,71232t2 + 58,0850t3 – 5,79187t4;(105)
7-при b=0,6мм;Т=0 + 287,59t – 203,71224t2 + 57,9183t3 – 5,79187t4;(106)
8-при b=0,7мм;Т=0 + 285,50t – 202,25389t2 + 57,5016t3 – 5,75020t4;(107)
9-при b=0,8мм;Т=0 + 283,42t – 200,79553t2 + 57,0849t3 – 5,70853t4;(108)
10-при b=0,9мм;Т=0 + 280,00t – 197,00384t2 + 55,5016t3 – 5,50020t4;(109)
11-при b=1мм;Т=0 + 278,17t – 196,00373t2 + 55,3349t3 – 5,50019t4;(110)
12-при b=1,1мм;Т=0 + 277,13t – 195,27456t2 + 55,1265t3 – 5,47936t4;(111)
13-при b=1,2мм;Т=0 + 276,09t – 194,5453t2 + 54,9182t3 – 5,45853t4;(112)
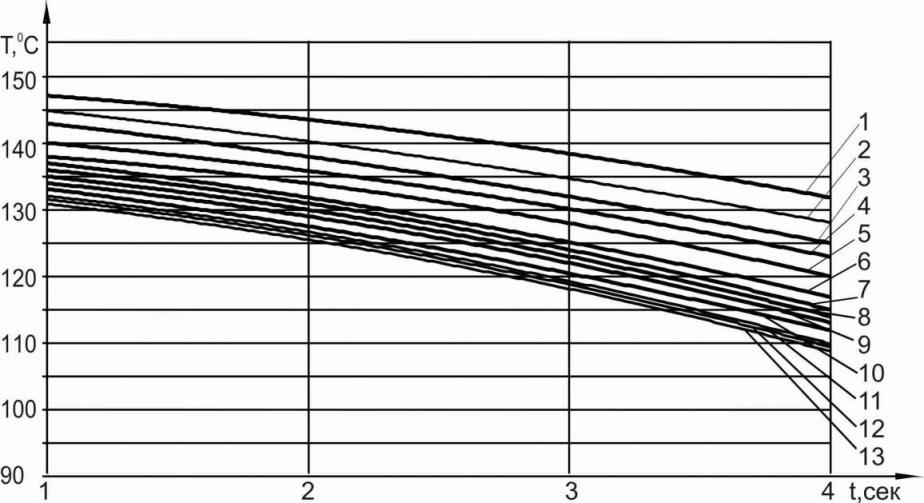
Рисунок 14 - Распределениетемпературы во времени по толщине пакетатканей в процессе охлаждения привиброформовании полочек 1 – на изнаночнойповерхности; 2…13 – на соответствующих толщинах (0,1 - 1,3мм)
Результатыэкспериментальных исследованийтеплофизических процессов окончательнойВТО подтвердили адекватность результатамтеоретических исследований. При этомкритерий Фишера составил не менее0,95.
Полученныематематические модели позволилиразработать эффективный метод определенияи оптимизации режимов тепловоговоздействия на полуфабрикат приокончательной ВТО конструктивныхэлементов мужского пиджака.
В четвертой главе представлены результаты проектированиятехнологии окончательной ВТО швейныхизделий.
Существенным фактором,определяющим внешний вид и качествошвейных изделий, является разработка исовершенствование методов оценкиэффективности окончательнойвлажно-тепловой обработки на стадиипроектирования технологического процесса.В настоящее время задача определениякачества ВТО решается двумя методами:качественным и количественным.Качественный учитывает только эффектобработки. При этом данный метод неучитывает частные показатели качестватехнологического процесса. Болееперспективный – количественный метод, оценивающийкачество ВТО по обобщенному показателю,однако известные количественные методынаправлены на определение комплексногопоказателя эффективности окончательнойВТО и не учитывают эффективность тепловыхпроцессов в отдельности.
В данной работерассмотрены новые методы определенияэффективности тепловых процессов при:переводе волокон тканей ввысокоэластическое состояние; прессованиии виброформовании.
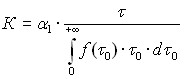
Для оценки предложенысоответствующие аналитическиезависимости в виде критериев оценкиэффективности, полученные на базе научногометода выработки количественнообоснованных рекомендаций по принятиюрешений - "исследование операций". При этомважность количественного фактора ицеленаправленность вырабатываемыхрекомендаций является теория принятияоптимальных решений описываемых системойчисел в виде критерия оптимальности. Так,при переводе волокон тканей ввысокоэластическое состояние учитываютсямеханическая износостойкость тканишвейного изделия до и после обработки,неровности поверхности (помятость),искажение геометрической формы до и послеВТО. Кроме того, критерий оценкиэффективности учитывает расчетное время ивремя выполнения операции.
В данном случаечисленные значения критерия определяютсяполученным уравнением:
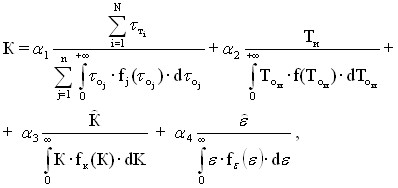 (113)
(113)
где ![]() -расчетное время выполнениятехнологической операции (перехода) сномером i, ч;
-расчетное время выполнениятехнологической операции (перехода) сномером i, ч;
N -расчетное число технологических операций(переходов);
![]() - плотностьраспределения величины
- плотностьраспределения величины ![]() ;
;
Ти -механическая износостойкость тканишвейного изделия до ВТО, ч;
![]() - механическаяизносостойкость ткани швейного изделияпосле ВТО, ч;
- механическаяизносостойкость ткани швейного изделияпосле ВТО, ч;
![]() - плотностьраспределения величины
- плотностьраспределения величины ![]() ;
;
![]() - коэффициентнеровностей после ВТО;
- коэффициентнеровностей после ВТО;
fк(К) - плотностьраспределения величины К;
f() - плотностьраспределения величины ;
- коэффициентискажения формы до ВТО;
1,2, 3, 4 -коэффициенты взвешенностикритериев.
Выбор этихкоэффициентов определяется их важностью:1 + 2 +3+4 = 1.
Для оценкиэффективности тепловых процессов припрессовании учитываются длительностьтеплового воздействия на полуфабрикат,влажность и температура пакета тканей впроцессе статического и механическоговоздействия. Численные значения критерияопределяются уравнением:
 +
+ +
+ ,(114)
,(114)
где: ![]() -расчетная длительность тепловоговоздействия на полуфабрикат в процессепрессования, ч;
-расчетная длительность тепловоговоздействия на полуфабрикат в процессепрессования, ч;
![]() - длительностьтеплового воздействия на полуфабрикат впроцессе прессования, ч;
- длительностьтеплового воздействия на полуфабрикат впроцессе прессования, ч;
![]() - температурапакета тканей швейного изделия до процессапрессования, 0С;
- температурапакета тканей швейного изделия до процессапрессования, 0С;
![]() - температурапакета тканей швейного изделия послепроцесса прессования, 0С;
- температурапакета тканей швейного изделия послепроцесса прессования, 0С;
![]() - влажность пакетатканей швейного изделия до процессапрессования, %;
- влажность пакетатканей швейного изделия до процессапрессования, %;
![]() - влажность пакетатканей швейного изделия после процессапрессования, %;
- влажность пакетатканей швейного изделия после процессапрессования, %;
![]() ;
;
![]() >0, где
>0, где
![]() - коэффициентыважности критериев.
- коэффициентыважности критериев.
Для определенияэффективности тепловых процессов привиброформовании предложен критерий,характеризующийся длительностьютеплового воздействия на полуфабрикатвлажностью и температурой пакета тканей.Численные значения критерия определяютсяуравнением:
 +
+ +
+ ,(115)
,(115)
где: ![]() -расчетная длительность тепловоговоздействия на полуфабрикат в процессевиброформования, ч;
-расчетная длительность тепловоговоздействия на полуфабрикат в процессевиброформования, ч;
![]() - длительностьтеплового воздействия на полуфабрикат впроцессе виброформования, ч;
- длительностьтеплового воздействия на полуфабрикат впроцессе виброформования, ч;
![]() - температурапакета тканей швейного изделия до процессавиброформования, 0С;
- температурапакета тканей швейного изделия до процессавиброформования, 0С;
![]() - температурапакета тканей швейного изделия послепроцесса виброформования, 0С;
- температурапакета тканей швейного изделия послепроцесса виброформования, 0С;
![]() - влажность пакетатканей швейного изделия до процессавиброформования, %;
- влажность пакетатканей швейного изделия до процессавиброформования, %;
![]() - влажность пакетатканей швейного изделия после процессавиброформования, %;
- влажность пакетатканей швейного изделия после процессавиброформования, %;
![]() ;
;
![]() >0, где
>0, где
![]() - коэффициентыважности критериев.
- коэффициентыважности критериев.
Критерии оценкиэффективности позволяют оптимизироватьпараметры тепловых процессов, априведенные уравнения определятьаналитическим путем соответствующиечисловые значения на стадии разработкитехнологии окончательной ВТО.Предложенный подход позволяет улучшитькачество и товарный вид, повыситьизносостойкость изделия и экономическиепоказатели процесса.
Анализ известныхспособов и технологий окончательной ВТО, ирезультаты проведенных исследованийпозволили разработать новый способокончательной ВТО швейных изделий сприоритетным учетом тепловых процессовпри: переводе волокон тканей ввысокоэластическое состояние, прессованиии виброформовании.
Отличительнойособенностью предлагаемого способаявляется то, что обработка стойкиворотника, верха рукавов, боковых карманов,плечевых окатов, лацканов осуществляется сдвухсторонним их пропариванием ипоследующим пропариванием только состороны подкладки. При этом областьбоковых карманов пропаривается только состороны лицевой части.
Кроме того, участкиполуфабриката пропаривают с нагреваниемего лицевой части до температуры не более160 0С. Через длительности пропариванияосуществляют прессование в течение длительности пропаривания.Одновременно с прекращением пропаривания,полуфабрикат выдерживают под нагрузкой,воздействуя на него рабочей поверхностьюверхней подушки, нагретой до 2000С, дляпредварительной сушки с ее окончаниемвначале разгружения. Второе пропариваниеполуфабриката начинают одновременно свиброформованием. После пропариванияполуфабрикат подвергают тепловомувоздействию нагретым до 2000С воздухом. Через длительности теплового воздействияпродолжают обрабатывать вибрацией, атепловое воздействие продолжают до длительности процессавиброобработки.
При этом введенаоперация аспирации, которую начинаютодновременно с операцией первогопропаривания и заканчивают одновременно сначалом стабилизации вакуумнымотсосом.
На базе нового способаразработаны основные приемы окончательнойВТО мужского пиджака, представленные нарисунке 15.
Существующиетехнологиипроведения влажно-тепловой обработкиобуславливают проведение дополнительныхопераций по утюжке и снятию лас, что не обеспечиваетзаданных требований к качествуизготовленныхизделий и снижает производительность технологическихпроцессов.
Предложенный способвлажно-тепловой обработки позволилразработать перспективныйтехнологический процесс окончательнойвлажно-тепловой обработки мужскогопиджака исключающий проведениедополнительных операций. При этом посленавешивания пиджака на манекен и подводашаблонов подлацканы, клапаны боковых карманов и воротник, обработкаосуществляется в автоматическомрежиме.
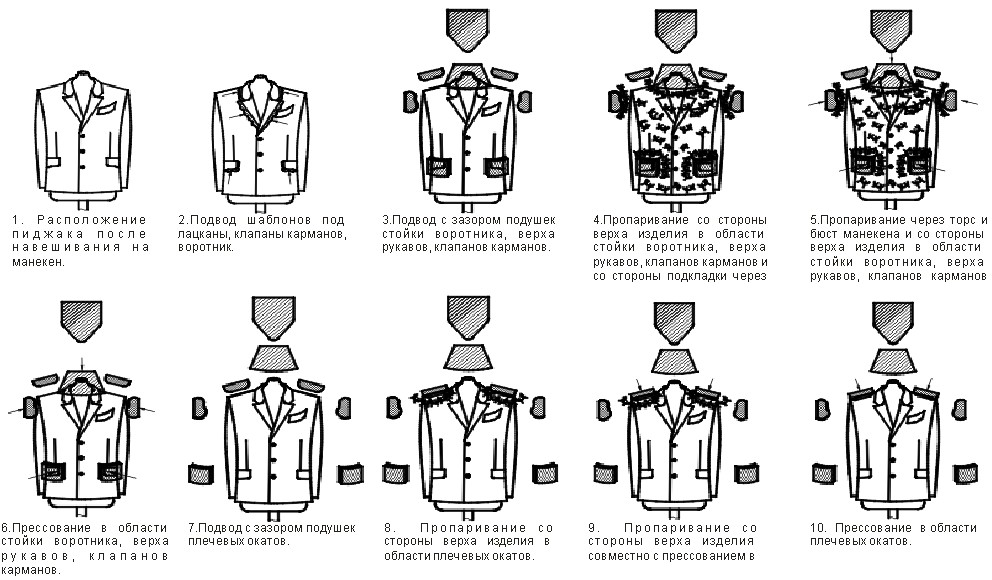

Рисунок 15 - основныеприемы окончательной ВТО мужскогопиджака
Затем верхниеподушки стойки воротника, верхарукавов, клапанов боковых кармановподводят к изделию с зазором 5...10 мм ичерез них, а также через бюст манекенапроизводят пропариваниетехнологическим паром. При этом Тпара135°С, Твп 150°С, Тман110°С.
Через длительности пропариванияосуществляют одновременное прессование стойкиворотника, верха рукавов и клапановбоковых карманов с последующим прессованием безпропаривания. При этом Pmax= 0,04 МПа, Твп 200°С.
По окончании процессапрессования и отвода подушеквышеупомянутых участков мужскогопиджака в исходное положение дляобработки плечевых окатов подводятподушки с зазором 5...10 мм с помощью которыхосуществляют пропаривание при температурепара 135°С, азатем прессование при давлении 0,04 МПа,после чего подушки отводят в исходноеположение. Затем подводят с зазором 5...10 ммподушки для обработки лацканов, пропаривают их притемпературе пара 135°С, а затем прессуют давлением 0,04МПа.
После отводасоответствующих подушек в исходное положение изделиепропаривают через бюст и торс манекена состороны подкладки паром (Тпара135°С) с одновременным виброформованием.
После пропариванияизделие подвергают продуванию нагретым до2000С воздухом, ачерез длительности продувания егопродолжают обрабатывать вибрацией. Приэтом длительность продувания равна длительности виброобработки.Частота вибрации равна 3 - 20 Гц, аамплитуда – 0,5мм.
Операцию вибрационноговоздействияпроводят до придания изделию заданнойгеометрической формы с амплитудой,значения которой изменяются погармоническому закону.
Стабилизацияпроизводится вакуумным отсосом черезизделие в области бюста и торса манекена.Производительность отсасываемого воздухасоставляет 0,11 м3/(см2) при разрежении 49 Па.
Кроме того,дополнительно введена операция аспирации(удаления) отработанного технологического пара,воздуха и тепла, которую начинают одновременно с операциейпропаривания изделия со стороны лицевойчасти изаканчивают с началом стабилизацииизделия вакуумным отсосом.
Съем обработанногополуфабрикатапроизводят вручную.
На рисунке 16 в табличнойформе представлен эффективныйтехнологический процесс окончательной ВТОмужского пиджака (где: h3– величиназазора между верхней подушкой и манекеном;Тман – температура рабочей поверхностиманекена; Тпара –температура технологического пара;Твп – температура рабочейповерхности верхней подушки; Pmax –удельное механическое давление наполуфабрикат; f – частота вибраций; А – амплитуда вибраций;Твозд – температуранагретого воздуха ; Р –перепад статического давления(разрежение); Рв –давление сжатого воздуха).
При этом разработаннаятехнология позволяет осуществлятьокончательную ВТО комбинированнымвоздействием прессования и вибрации безперенавешивания и переукладки пиджака, чтообеспечиваеттребуемое качество изделия и оптимальнуюпроизводительность.
Эффективностьразработанного технологического процессаокончательной ВТО мужского пиджакапредставлена на рисунке 17.
| № п/п | Наименование операций | Последовательность операций | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Время всекундах | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 | 29 | 30 | 31 | 32 | 33 | 34 | 35 | 36 | 37 | 38 | 39 | 40 | 41 | 42 | 43 | 44 | 45 | 46 | 47 | 48 | 49 | 50 | 51 | 52 | 53 | 54 | 55 | 56 | 57 | ||
| 1 | Навешивание пиджака наманекен | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2 | Подвод шаблонов под лацканы,клапаны карманов, воротник | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3 | Перемещение манекена в рабочуюзону | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4 | Закрытие дверок ограждения | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5 | Опускание верхней опорыманекена | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 6 | Подвод с зазором подушки стойкиворотника | h3=5...10мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 7 | Подвод с зазором подушек верхарукава | h3=5...10мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 8 | Подвод с зазором подушек клапановкарманов | h3=5...10мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9 | Пропаривание через подушку стойкиворотника | Тпара1350С, Твп1500С | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10 | Пропаривание через подушки верхарукавов | Тпара1350С, Твп1500С | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 11 | Пропаривание через подушкиклапанов карманов | Тпара1350С, Твп1500С | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 12 | Пропаривание через бюстманекена | Тпара1350С, Тман1100С | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 13 | Прессование стойкиворотника | Твп2000С, Pmax= 0,04 МПа | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 14 | Прессование верха рукавов | Твп2000С, Pmax= 0,04 МПа | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 15 | Прессование клапановкарманов | Твп2000С, Pmax= 0,04 МПа | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 16 | Отводподушки стойки воротника в исходноеположение | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 17 | Отводподушек верха рукавов в исходноеположение | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 18 | Отводподушек клапанов карманов в исходноеположение | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 19 | Подвод с зазором подушек плечевыхокатов | h3=5...10мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 20 | Пропаривание через подушкиплечевых окатов | Тпара1350С, Твп1500С | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Рисунок 16 -Технологический процесс окончательной ВТОмужского пиджака
| Время в секундах | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 32... | 58 | 59 | 60 | 61 | 62 | 63 | 64 | 65 | 66 | 67 | 68 | 69 | 70 | 71 | 72 | 73 | 74 | 75 | 76 | 77 | 78 | 79 | 80 | 81 | 82 | 83 | 84 | 85 | 86 | 87 | 88 | 89 | 90 | 91 | 92 | 93 | 94 | 95 | 96 | 97 | 98 | 99 | 100 | 101 | 102 | 103 | 104 | 405 | 406 | 107 | 108 | 109 | 110 | 111 | 112 | 113 | 114 | 115 | 116 | 117 | |||||||||||||||||||||||||||||||||||||
| 20 | Пропаривание через подушкиплечевых окатов | Тпара1350С, Твп1500С | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 21 | Прессование плечевых окатов | Твп2000С, Pmax= 0,04 МПа | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 22 | Отвод подушек плечевых окатов висходное положение | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 23 | Подвод с зазором подушкилацканов | h3=5...10мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 24 | Пропаривание через подушкулацканов | Тпара1350С, Твп1500С | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 25 | Прессование лацканов | Твп2000С, Pmax= 0,04 МПа | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 26 | Отвод подушки лацканов в исходноеположение | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 27 | Подъем верхней опорыманекена | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 28 | Вывод шаблонов из-под лацканов,клапанов карманов и воротника | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 29 | Расфиксация манекена и подъем сопоры | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 30 | Пропаривание через бюст и торсманекена | Тпара1350С | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 31 | Виброформование | f=3…20 Гц, A=0,5мм. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 32 | Обработка нагретым воздухом черезторс и бюст манекена | Твозд2000С | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 33 | Аспирация | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 34 | Стабилизация вакуумным отсосомчерез бюст и торс манекена | Р=49 Па | Q=0,11м3/(см2) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 35 | Фиксация манекена и опускание егона опору | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 36 | Открытие дверок ограждения | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 37 | Перемещение манекена в зонусъема | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 38 | Поддув пиджака воздухом | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 39 | Съемпиджака с манекена | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Продолжение рисунка16
Рисунок 17 – Эффективностьразработанного технологического процессаокончательной ВТО мужского пиджака
Разработанныйаналитический метод оценки эффективностипозволяет оптимизировать длительность икачество ВТО на стадии проектированиятехнологического процесса.
Полученный новый способокончательной ВТО обусловил разработкуперспективного технологического процессана одном манекене без перенавешиваний,позволивший улучшить качествоокончательной ВТО и почти в 3 раза повыситьпроизводительность труда.
При этом улучшенысанитарно-гигиенические условия труда засчет удаления из зоны обработкиотработанного технологического пара,нагретого воздуха и тепла.
В пятой главе разработанытехнологические и технические требованияпо созданию обрабатывающего центраокончательной ВТО мужского пиджака дляшвейных предприятий по серийному имассовому производству (пошиву) пиджаковмужских костюмов и пиджаков ведомственныхформ (военной, железнодорожной, налоговой,милицейской и т.п.).
Центр обрабатывающийпризван заменить используемые на швейныхпредприятиях страны длительное времямалоэффективные линии окончательной ВТО,состоящие из изношенного иморально-устаревшего оборудования.
При этом трудоемкостьокончательной ВТО мужского пиджака наоборудовании фирмы “Goffman”(Германия)составляет 403 секунды, а на предлагаемом- 100 сек. Таким образом, ростпроизводительности труда (РПТ):
![]()
Высокая эффективностьразработки обеспечивается посредствомконцентрации операций окончательной ВТОна одной единице оборудования,использования манекенных рабочих органоввнутренней формы одежды и применениякомбинированных методов силовоговоздействия на материал пиджака -прессования в сочетании с вибрацией.
Аналоги предлагаемому кразработке оборудованиюотсутствуют.
Центр обрабатывающийдолжен изготавливаться в 2-хисполнениях:
Оба исполнениясоставляют комплекс оборудования дляокончательной ВТО пиджаков 44 - 58 размеров,который обслуживается одним оператором.При этом в комплект входят обаисполнения.
Таблица 1 -Конструктивные и технологическиепараметры
| Наименование показателей | Норма | |
| Исполнение1 | Исполнение2 | |
| 1 | 2 | 3 |
| Обрабатываемое изделие | Мужской пиджак (костюмный,ведомственной формы) | |
| Размерыобрабатываемого изделия | 48 - 50; 52 - 54 | 44 - 46; 56 - 58 |
| Количествопозиций | 4 (2загрузки и 2 обработки) | 4 (2загрузки и 2 обработки |
| Количествотипоразмеров манекенных рабочихорганов | 2 (48 - 50 и 52 - 54) | 2 (44 - 46 и 56 - 58) |
| Расположение манекенных рабочих органов | Вертикальное | |
| Температуратехнологического пара, 0С | 135 | |
| Температуранагрева воздуха, 0С | 200 | |
| Параметрывакуумного отсоса: разрежение, Па производительность,м3/см2 | 49 0,11 | |
| Давлениевоздуха, МПа | 0,5…0,6 | |
| Температуравоздуха окружающей среды, 0С | 20 | |
| Температурарабочей поверхности манекена, 0С | 110 | |
| Температурарабочих поверхностей верхних гладильныхподушек, 0С | 150…200 | |
| Максимальное удельное давлениепрессования, МПа | 0,04 | |
| Вибровоздействие на обрабатываемыйпиджак | Черезманекенный рабочий орган | |
| Параметрывибрации: частота, Гц амплитуда, мм | 3 20 0 5 | |
| Основныерабочие среды | Водяной пар, воздух окружающейсреды | |
| Система управления | Микропроцессорная | |
| Количествооператоров | Один(на комплекс) | |
ОСНОВНЫЕ ВЫВОДЫ ИРЕЗУЛЬТАТЫ
- Научно обоснованы технические итехнологические решения по повышениюпроизводительности изготовления иулучшения качества швейных изделий.
- Установлено, что процессы тепловоговоздействия на полуфабрикат изучены не вполной мере, а окончательная ВТО плечевыхизделий проводится на ряде единицоборудования с переукладкой иперенавешиванием полуфабриката.
- Уточнено целевое назначение иосновные функции окончательной ВТО,выявить подсистемы и их элементы,определить структуру технологическогопроцесса, условия и способ обработки, атакже метод проектирования. При этомопределена система параметров и ихчисловые значения.
- Проведено теоретическоеобоснование и выполнены исследования поразработке методов проектированиятехнологических процессов окончательнойВТО с учетом теплового воздействия наполуфабрикат, а также управлениятеплофизическими процессами.
Разработанныематематические модели перевода волоконтканей в высокоэластическое состояние,теплового воздействия на изделие припрессовании, виброформовании, сушкенагретым воздухом и переводе волоконтканей в застеклованное состояние, а такжеуправление данными процессами позволяютпроизводить расчеты по оптимизациитепловых параметров ВТО и управленияпроцессом теплового воздействия наполуфабрикат.
- Проведенные экспериментальныеисследования по совершенствованию методовпроектирования технологических процессовокончательной ВТО показали адекватностьтеоретических и экспериментальных работ(критерий Фишера 0,95).
При этом разработанметод проектирования и расчетатеплофизических параметров во времени сучетом толщины конструктивных элементовполуфабриката.
- На основе результатов теоретическихи экспериментальных исследованийразработан новый способ окончательной ВТОплечевой одежды с одного навешивания и сучетом оптимального воздействия тепла наизделие во времени.
- Разработана новая технологияокончательной ВТО мужского пиджака,обеспечивающая существенное улучшениекачества и повышение производительностиза счет исключения многократныхпереукладок и перенавешиваний изделия впроцессе обработки и оптимизации тепловыхпроцессов.
- Результаты, полученные при выпускепартии плечевых швейных изделий в условияхООО «Радуга» г. Орел показалиэффективность разработанной технологии.При этом повышена производительность на 286%и существенно улучшено качествопродукции.
- Внедрение новых технологийокончательной ВТО вносит значительныйвклад в развитие экономики страны,связанные с конкурентоспособностьюотечественной швейнойпромышленности.
- Результаты научноисследовательских работ и промышленнаяапробация технологического процессапозволили разработать исходныетехнологические и технические требованияна создание обрабатывающего центра дляокончательной ВТО мужского пиджака.
- Инновационность научноисследовательских и опытноконструкторских разработок подтвержденапатентами РФ.
- Всего по материалам диссертацииопубликовано 66 печатных работы, средикоторых статьи в материалах и сборникахнаучных трудов и конференций различногоуровня, в том числе 17 в реферируемыхжурналах центральной печати,рекомендованных ВАК, 14 патентов и 1свидетельство на программу ЭВМ, 2монографии.
Работа выполнена погранту федеральной целевой программы НТПТОО – 10.4-2477«Разработка теоретических итехнологических основ окончательнойвлажно-тепловой обработки (ВТО) мужскогопиджака» (номер гос. регистрации01.2.00.101809).
Основное содержаниедиссертационной работы отражено вследующих публикациях:
1. Публикациив рецензируемых журналах из спискаВАК:
- Черепенько А.А. Установка длявлажно-тепловой обработки полочек сотрезными подбортами и спинок [Текст] / А.А.Черепенько, А.П. Черепенько, Г.В. Калмыков,Д.И. Болотских // Швейная промышленность.– 2003. – № 3. – с. 42 – 43.
- Черепенько А.А. Разработкаэффективного способа окончательной ВТОмужского пиджака [Текст] / А.А. Черепенько,Т.Г.Стебакова, А.П. Черепенько // Швейнаяпромышленность. – М., 2005. –№ 3. – с. 42– 43.
- Черепенько А.А. Теоретическиеисследования процесса динамическоговоздействия на полуфабрикат привлажно-тепловой обработке [Текст] / А.А.Черепенько, Т.Г.Стебакова, А.П. Черепенько,В.И. Малько // Теоретические и прикладныепроблемы сервиса. – М., 2005. –№ 4. – с. 16– 19.
- Черепенько А.А. Теоретические основыавтоматизации влажно-тепловой обработкишвейных изделий [Текст] / А.А. Черепенько,А.П. Черепенько // Швейная промышленность.– 2008. – № 3. – с. 25 – 27.
- Черепенько А.А. Перспективныйтехнологический процесс окончательнойвлажно-тепловой обработки [Текст] / А.А.Черепенько, А.П. Черепенько // Швейнаяпромышленность. – 2008. – №4. – с. 42 – 43.
- Черепенько А.А. Комплекснаяматематическая модель теплофизическихпроцессов влажно-тепловой обработкидеталей швейных изделий [Текст] / А.А.Черепенько, Д.И. Болотских, А.П. Черепенько //Швейная промышленность. – 2008. – № 5. – с. 47 – 48.
- Черепенько А.А. Аналитический методпостадийного вычисления тепловыхпараметров влажно-тепловой обработкидеталей швейных изделий [Текст] / А.А.Черепенько, Д.И. Болотских, А.П. Черепенько //Швейная промышленность. – 2008. – № 6. – с. 30 – 32.
- Черепенько А.А. Теоретические основытеплофизических процессов влажно-тепловойобработки при динамическом воздействии наполуфабрикат [Текст] / А.А. Черепенько, А.П.Черепенько // Известия ВУЗов – Иваново: ИГТА – 2008. – № 6. – с. 76 – 79.
- Черепенько А.А. Определениепараметров процесса пропаривания привнутрипроцессной ВТО деталей швейныхизделий [Текст] / Д.И. Болотских, А.А.Черепенько, А.П. Черепенько // Швейнаяпромышленность. – М., 2009. –№ 2. – с. 34– 36.
- Черепенько А.А. Эффективные способыи технологические процессывнутрипроцессной ВТО деталей швейныхизделий [Текст] / Д.И. Болотских, А.А.Черепенько, А.П. Черепенько // Швейнаяпромышленность. – М., 2009. –№ 3. – с. 45– 46.
- Черепенько А.А. Системный анализтепловых процессов ВТО деталей швейныхизделий [Текст] / Д.И. Болотских, А.А.Черепенько, А.П. Черепенько // Швейнаяпромышленность. – 2009. – №5. – с. 24 – 26.
- Черепенько А.А. Метод определенияэффективности тепловых процессов ВТОшвейных изделий [Текст] / Д.И. Болотских, А.А.Черепенько, А.П. Черепенько // Швейнаяпромышленность. – М., 2009. –№ 6. – с. 22.
- Черепенько А.А. Определениепараметров процесса перевода волоконтканей в высокоэластическое состояние привнутрипроцессной ВТО деталей швейныхизделий [Текст] / Д.И. Болотских, А.А.Черепенько, А.П. Черепенько // Швейнаяпромышленность. – М., 2010. –№ 1. – с 36 -37.
- Черепенько А.А. Метод определенияпараметров процессов сушки и стабилизациипри внутрипроцессной ВТО деталей швейныхизделий [Текст] / Д.И. Болотских,А.А. Черепенько, А.П. Черепенько // Швейнаяпромышленность. – М., 2010. –№ 1. – с 50-52.
- Черепенько А.А. Математическаямодель деформации нитей стежков в процессепрессования полуфабриката привлажно-тепловой обработке [Текст] / Е.Г.Данилова, А.А. Черепенько, А.П. Черепенько //Швейная промышленность. – М., 2010. – № 4. – с 44- 45.
- Черепенько А.А. Анализ процессапрессования при окончательнойвлажно-тепловой обработке мужскогопиджака [Текст] / Е.Г. Данилова, А.А.Черепенько, А.П. Черепенько // Швейнаяпромышленность. – М., 2010. –№ 5. – с 40-42.
- Черепенько А.А. Экспериментальныеисследования процесса прессования приокончательной влажно-тепловой обработкеосновных участков мужского пиджака [Текст]/ Е.Г. Данилова, А.А. Черепенько, А.П.Черепенько // Швейная промышленность.– М., 2010. – № 6. – с 41- 43.
2.Монографии:
- Черепенько А. А., Внутрипроцесснаямалооперационная влажно-тепловаяобработка швейных изделий: Монография /А.А.Черепенько, Е. Х Меликов, С. С. ИвановА.П.Черепенько - М., Машиностроение, 2000. -172с.
- Черепенько А.А. Теоретические итехнологические основы теплофизическихпроцессов окончательной влажно-тепловойобработки швейных изделий [Текст]:Монография / А.П. Черепенько, А.А.Черепенько. –М.: ООО «Прогресс ИД», 2008. – 176с.
3. Патенты, авторскиесвидетельства, свидетельства огосударственной регистрациипрограмм:
- А.с. № 1680840 МКИ D06F 71/00 Пресс длявлажно-тепловой обработки швейных изделий/ А.П. Черепенько, А.А. Черепенько,Г.В.Калмыков –заяв. 22.08.88; опубл. 01.06.91, бюл. № 36.
- Патент РФ № 2193083, МКИ D06F 71/00 // А41Н43/00Способ перевода волокон тканейполуфабриката в застеклованное состояниепри влажно-тепловой обработке / А.П.Черепенько, А.А. Черепенько, С.А.Лукьянчикова, В.И. Малько – заяв. 06.12.01; опубл.20.11.02, бюл. № 32.
- Патент РФ № 2191857, МКИ D06F 71/04 Способперевода волокон тканей полуфабриката ввысокоэластическое состояние привлажно-тепловой обработке / А.П. Черепенько,А.А. Черепенько, В.И. Малько – заяв. 06.12.01; опубл.27.10.02, бюл. № 30.
- Патент РФ № 2194105, МКИ D06F 71/00 //А41Н43/00 Способ тепловой обработкиполуфабриката в процессе виброформования /А.П. Черепенько, А.А. Черепенько, Н.П. Зубова,В.И. Малько –заяв. 06.12.01; опубл. 10.12.02, бюл. № 34.
- Патент РФ № 2193082, МКИ D06F 71/00 // А41Н43/00Способ теплового воздействия наполуфабрикат в процессе прессования / А.П.Черепенько, А.А. Черепенько, Н.П. Зубова, В.И.Малько – заяв.06.12.01; опубл. 20.11.02, бюл. № 32.
- Патент РФ № 2239682, МКИ D06F 73/00 //Установка для окончательнойвлажно-тепловой обработки мужскогопиджака / А.П. Черепенько, А.А. Черепенько,Т.Г. Стебакова – заяв. 03.04.03; опубл. 10.11.04, бюл. №31.
- Патент РФ № 2239681, МКИ D06F 71/18 // Способдинамического механического воздействияна полуфабрикат в процессе влажно-тепловойобработки / А.П. Черепенько, А.А. Черепенько,Т.Г. Стебакова – заяв. 03.04.03; опубл. 10.11.04, бюл. №31.
- Патент РФ № 2275448, МКИ D06F 71/18 // Способмеханического воздействия на полуфабрикатиз пористой ткани в процессевлажно-тепловой обработки / А.П. Черепенько,А.А. Черепенько, Т.Г. Стебакова – заяв. 10.11.04; опубл.27.04.06, бюл. № 12.
- Патент РФ № 2250277, МКИ D06F 71/18 // Способмеханического воздействия на полуфабрикатиз низкопористой ткани в процессевлажно-тепловой обработки / А.П. Черепенько,А.А. Черепенько, Т.Г. Стебакова – заяв. 03.04.03; опубл.10.01.05, бюл. № 11.
- Патент РФ № 2290467, МКИ D06F 71/18. Способавтоматического контроля и управлениявлажно-тепловой обработкой швейныхизделий [Текст] / А.П. Черепенько, А.А.Черепенько –заяв. 07.02.05; опубл. 27.12.06, бюл. № 36.
- Патент РФ № 2290466, МКИ D06F 71/08. Способавтоматического управления процессомвлажно-тепловой обработки швейныхизделий [Текст] / А.П. Черепенько, А.А.Черепенько –заяв. 07.02.05; опубл. 27.12.06, Бюл. № 36.
- Патент РФ № 2290465, МКИ D06F 71/00. Способавтоматического управления процессомвлажно-тепловой обработки швейныхизделий [Текст] / А.П. Черепенько, А.А.Черепенько –заяв. 09.03.05; опубл. 27.12.06, бюл. № 36.
- Патент РФ № 2284385, МКИ D06F 71/18 Способавтоматического управления процессомвлажно-тепловой обработки швейныхизделий [Текст] / А.П. Черепенько, А.А.Черепенько –заяв. 07.02.05; опубл. 27.09.06, бюл. № 27.
- Патент РФ № 2291239, МКИ D06F 71/00. Способавтоматического контроля и управлениявлажно-тепловой обработкой швейныхизделий [Текст] / А.П. Черепенько, А.А.Черепенько –заяв. 07.02.05; опубл. 10.01.07, бюл. № 1.
- Свидетельство о государственнойрегистрации программы для ЭВМ №2008610859[Текст] / С.В Куренова, А.А. Черепенько, Е.В.Манжула, Д.С.Федяшов – заяв. 28.12.07; опубл. 20.02.08.
4. Публикациив изданиях по материалам конференций,круглых столов и сборниках научныхтрудов:
- Черепенько А.А Оборудование ималооперационная ВТО полочек и спинок[Текст] / Г.В. Калмыков, А.П.Черепенько – М., 1999. - 40 с.Деп. вВИНИТИ № 809 В99.
- Черепенько А.А. Оборудование ималооперационная ВТО цельновыкроенныхдеталей брюк [Текст] / Г.В. Калмыков,А.П.Черепенько – М., 1999. - 41 с.Деп. в ВИНИТИ № 810В99.
- Черепенько А.А. Оборудование ималооперационная ВТО цельновыкроенногорукава [Текст] / Г.В. Калмыков, А.П.Черепенько– М., 1999. - 39 с.Деп. в ВИНИТИ № 811 В99.
- Черепенько А.А. Оборудование ималооперационная ВТО цельновыкроенноговоротника [Текст] / Г.В. Калмыков,А.П.Черепенько – М., 1999. - 40 с.Деп. в ВИНИТИ № 812В99.
- Черепенько А.А. Оборудование ималооперационная ВТО низа рукава [Текст] /Г.В. Калмыков, А.П.Черепенько – М., 1999. - 38 с.Деп. вВИНИТИ № 813 В99.
- Черепенько А.А. Оборудование ималооперационная ВТО цельновыкроенныхполочек [Текст] / Г.В. Калмыков,А.П.Черепенько – М., 1999. - 43 с.Деп. в ВИНИТИ № 809В99.
- Черепенько А.А. Теоретические методыопределения тепловых параметроввлажно-тепловой обработки швейных изделий[Текст] / В.И. Малько, А.П.Черепенько – М., 2001. - 62 с.Деп. вВИНИТИ № 582 В01.
- Черепенько А.А. Исследованиепроцесса прессования полуфабриката привлажно-тепловой обработке [Текст] / А.А.Черепенько, Н.П. Зубова, В.И. Малько А.П.Черепенько // Современные наукоемкиетехнологии и перспективные материалытекстильной и легкой промышленности.«Прогресс –2001»: Тезисы докл. межд. науч.-техн. конф.– Иваново:ИГТА, 2001. – с. 233– 234.
- Черепенько А.А. Экспериментальныеисследования тепловых процессовокончательной ВТО мужского пиджака [Текст]/, А.А. Черепенько, Зубова Н.П., А.П.Черепенько, В.И. Малько // Фундаментальные иприкладные проблемы технологиимашиностроения «Технология 2001»: Сб. научн.тр. межд. научн. -техн. конф. – Орел: ОрелГТУ, 2001.– с. 201 – 209.
- Черепенько А.А. Экспериментальныеисследования тепловых процессов ВТОшвейных изделий [Текст] / А.А. Черепенько,А.П. Черепенько, Н.П. Зубова //Фундаментальные и прикладные проблемытехнологии машиностроения «Технология2001»: Сб. научн. тр. межд. научн.-техн. конф.– Орел:ОрелГТУ, 2001. –с. 285 –287.
- Черепенько А.А. Системный анализ дляисследований теплофизических процессовокончательной ВТО швейных изделий [Текст] /А.А. Черепенько, А.П. Черепенько, В.И. Малько// Фундаментальные и прикладные проблемытехнологии машиностроения: Сб. научн. тр.межд. научн.-техн. конф. – Орел: Орел ГТУ.– с. 288. – 294.
- Черепенько А.А. Параметрическийанализ теплофизических процессов пристатическом и динамическом силовыхвоздействиях на полуфабрикат [Текст] / Н.П.Зубова, А.А. Черепенько., А.П. Черепенько //«Наука и образование, новые технологии»:Межвузовский сб. науч. труд. / М.: МГУДТ, 2002.– с. 59. – 67.
- Черепенько А.А. Математическаямодель теплофизических процессов привиброформовании полочек и спинки мужскогопиджака [Текст] / А.А. Черепенько, А.П.Черепенько, Н.П. Зубова, В.И. Малько // «Наукаи образование, новые технологии»:Межвузовский сб. науч. труд. / М.: МГУДТ, 2002.– с. 153 – 157.
- Черепенько А.А. Параметрическийанализ при разработке эффективнойтехнологии окончательной ВТО кителя длявоеннослужащих [Текст] / Д.И. Болотских, А.А.Черепенько., А.П. Черепенько, А.М.Гаврилин // «Технология – 2002»: Материалымеждународной научно-техническойконференции. –Орел: ОрелГТУ. – с. 289 –292.
- Черепенько А.А. Экспериментальныеисследования процесса перевода волоконтканей в высокоэластическое состояние привлажно-тепловой обработке кителя длявоеннослужащих [Текст] / А.П. Черепенько, А.А.Черепенько, Д.И. Болотских //Фундаментальные и прикладные проблемытехнологии машиностроения «Технология2002»: Сб. научн. тр. межд. научн.-техн. конф.– Орел:ОрелГТУ, 2002. –с. 268 –270.
- Черепенько А.А. Математическаямодель теплофизических процессов припрессовании конструктивных элементовмужского пиджака [Текст] / Н.П. Зубова, А.А.Черепенько, А.П. Черепенько, В.И. Малько //Фундаментальные и прикладные проблемытехнологии машиностроения «Технология2002»: Сб. научн. тр. межд. научн.-техн. конф.– Орел:ОрелГТУ, 2002. –с. 213 –218.
- Черепенько А.А. Экспериментальныеисследования статических механическихпроцессов [Текст] / Т.Г.Стебакова, А.А.Черепенько, А.П. Черепенько, В.И. Малько //Фундаментальные и прикладные проблемытехнологии машиностроения «Технология2002»: Сб. научн. тр. межд. научн.-техн. конф.– Орел:ОрелГТУ, 2002. –с. 221 –228.
- Черепенько А.А. Экспериментальныеисследования физико-механическихпроцессов окончательной ВТО пристатическом воздействии на полуфабрикат[Текст] / А.А. Черепенько, Т.Г.Стебакова, А.П.Черепенько // Молодые ученые развитиютекстильной и легкой промышленности.«Поиск – 2003»:Материалы докл. межд. науч.-техн. конф.– Иваново:ИГТА, 2003. – с. 113– 114.
- Черепенько А.А. Экспериментальныеисследования теплофизических процессовпри виброобработке спинки и полочекмужского пиджака [Текст] / Н.П. Зубова, А.А.Черепенько // Известия ВУЗов ОрелГТУ.– 2004. – № 2. – с. 56 – 58.
- Черепенько А.А. Новыйтехнологический процесс окончательнойвлажно-тепловой обработки мужскогопиджака [Текст] / А.П. Черепенько, А.А.Черепенько, Н.П. Зубова // Фундаментальные иприкладные проблемы технологиимашиностроения «Технология – 2003»: Сб. научн. тр.межд. научн.-техн. конф. – Орел: ОрелГТУ, 2003.– с. 316 – 324.
- Черепенько А.А. Параметрическийанализ физико-механических процессов пристатическом и динамическом воздействияхна полуфабрикат [Текст] / А.П. Черепенько,А.А. Черепенько, Т.Г.Стебакова //Фундаментальные и прикладные проблемытехнологии машиностроения «Технология– 2003»: Сб.научн. тр. межд. научн.-техн. конф. – Орел: ОрелГТУ, 2003.– с. 303 – 309.
- Черепенько А.А. Математическаямодель деформации нитей при механическомвоздействии на ткани в процессевлажно-тепловой обработки [Текст] / А.П.Черепенько, А.А. Черепенько, Т.Г.Стебакова,Малько В.И // Фундаментальные и прикладныепроблемы технологии машиностроения«Технология –2003»: Сб. научн. тр. межд. научн.-техн. конф.– Орел:ОрелГТУ, 2003. –с. 297 –302.
- Черепенько А.А. Системный подход кпроектированию технологических процессовокончательной ВТО обмундирования длясотрудников спецподразделений [Текст] / А.П.Черепенько, А.А. Черепенько, А.В. Горышин //Научные исследования в области техники итехнологии: Межвузовский сборник научныхтрудов. –Новочеркасск: ЮРГТУ, 2004. – с. 120 – 124.
- Черепенько А.А. Оценка эффективноститеплофизических процессов при прессованиии виброформовании в процессеокончательной ВТО [Текст] / Н.П. Зубова, А.А.Черепенько, А.П.Черепенько // Известия ВУЗовОрелГТУ. – 2004.– № 1. – с. 43 – 46.
- Черепенько А.А. Методика определениятехнологических параметров окончательнойвлажно-тепловой обработки одеждысотрудников силовых структур [Текст] / А.П.Черепенько, А.А. Черепенько, А.В. Горышин// Межвузовскийсборник научных трудов. – Новочеркасск: ЮРГТУ,2004. – с. 333 –336.
- Черепенько А.А. Системный подход кпроектированию технологических процессовокончательной ВТО форменной одеждысотрудников силовых структур [Текст] / А.А.Черепенько, А.П. Черепенько, А.В. Горышин //Научные исследования в области техники итехнологии: Межвузовский сборник научныхтрудов. –Новочеркасск: ЮРГТУ, 2004. – с. 130 – 137.
- Черепенько А.А. Теоретическиеисследования процесса перевода волоконтканей в высокоэластическое состояние приокончательной влажно-тепловой обработкекителя военнослужащих / Е.В. Манжула, А.В.Горышин, А.П. Черепенько, А.А. Черепенько.- М.,2005.- 39с.- Деп. в ВИНИТИ, № 1636 – В2005.
- Черепенько А.А. Теплофизическиепроцессы влажно-тепловой обработкишвейных изделий / Е.В. Манжула, А.В. Горюшкин,А.П. Черепенько, А.А. Черепенько.- М., 2005.- 37с.-Деп. в ВИНИТИ, № 1637 – В2005.
- Черепенько А.А. Экспериментальныеисследования процесса перевода волоконтканей в высокоэластическое состояние приокончательной ВТО обмундированиясотрудников спецподразделений [Текст] / А.П.Черепенько, А.А. Черепенько, А.В. Горышин //Сб. научных трудов филиала ГОУВПОМосковский государственный университетсервиса. –Сочи: ООО Сочи-Дизайн, МГУС, 2005. – с. 157.
- Черепенько А.А. Теоретические основыпроцесса перевода волокон тканей ввысокоэластическое состояние привлажно-тепловой обработке [Текст] / А.А.Черепенько, А.П. Черепенько // Индустриядизайна и технологии – РеспубликаКазахстан, Академия бизнеса моды «Сымбат».,2008. – № 4.– с. 11 – 17.
- Черепенько А.А. Теоретические основытеплового воздействия на полуфабрикат пристатическом механическом нагружении впроцессе влажно-тепловой обработки [Текст]/ А.А. Черепенько, А.И.Жаворонков // Индустриядизайна и технологии – РеспубликаКазахстан, Академия бизнеса моды «Сымбат».,2009. – № 1.– с. 10 – 18.
Личный вклад автора вопубликованных работах:[1-6,12,13,21,24,29,30,32,42-45,50,51,]-общая постановканаучной задачи, разработка методоврешения, [7,8,15,22,23,31,41,52-66]-постановка задачи,разработка алгоритмов решения, выполнениерасчетов и обобщение полученныхрезультатов, [9-11,14,16-20,25-28,33-40,46-49,]-разработкаматематической модели, реализацияалгоритмов, экспериментальная и расчетныечасти,