

Совершенствование технологических процессов влажно-тепловой обработки деталей и узлов верхней одежды
На правах рукописи
ГУЩИНА ГАЛИНА ДМИТРИЕВНА
СОВЕРШЕНСТВОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ВЛАЖНО-ТЕПЛОВОЙ ОБРАБОТКИ ДЕТАЛЕЙ И УЗЛОВ ВЕРХНЕЙ ОДЕЖДЫ
Специальность 05.19.04 — Технология швейных изделий
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Шахты — 2012
Работа выполнена на кафедре «Технология и конструирование швейных изделий» в Федеральном государственном бюджетном образовательном учреждении высшего профессионального образования «Госуниверситет — учебно-научно-производственный комплекс» (ФГБОУ ВПО «Госуниверситет — УНПК»)
| Научный руководитель: | доктор технических наук, доцент Черепенько Аркадий Анатольевич |
| Официальные оппоненты: | Жаворонков Александр Иванович доктор технических наук, профессор, ФГБОУ ВПО «Южно-Российский государственный университет экономики и сервиса», каф. «Моделирование, конструирование и дизайн», профессор Андросова Галина Михайловна кандидат технических наук, профессор, ФГБОУ ВПО «Омский государственный институт сервиса», каф. «Сервиса и технологий изделий лёгкой промышленности», профессор |
| Ведущая организация: | «Юго-Западный государственный университет», г. Курск |
Защита состоится 29 июня 2012 г. в 10 час. 00 мин. на заседании диссертационного совета Д 212.313.01 при Федеральном государственном бюджетном образовательном учреждении высшего профессионального образования «Южно-Российский государственный университет экономики и сервиса» (ФГБОУ ВПО «ЮРГУЭС») по адресу: 346500, г. Шахты, Ростовская область, ул. Шевченко, д. 147, ауд. 2247.
С диссертацией можно ознакомиться в библиотеке Федерального государственного бюджетного образовательного учреждения высшего профессионального образования «Южно-Российский государственный университет экономики и сервиса».
Текст автореферата размещён на сайте ЮРГУЭС: http: www.sssu.ru
Автореферат разослан «28» мая 2012 г.
Ученый секретарь

диссертационного совета Куренова С.В.
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность темы. Современный этап развития швейного производства характеризуется повышением его эффективности и улучшением качества выпускаемой одежды. Это обуславливает дальнейшее совершенствование технологических процессов изготовления одежды.
При этом повышение эффективности производства и качества швейных изделий в значительной степени зависит от влажно-тепловой обработки (ВТО), существенно влияющей на производительность процесса, товарный вид и износоустойчивость одежды. По трудоемкости изготовления одежды процессы ВТО занимают более 30%, что свидетельствует об их весомости в технологическом цикле.
Важность и значительный удельный вес операций ВТО при изготовлении швейных изделий обусловили большое количество исследований. При этом работы отечественных и зарубежных исследователей И.В. Орлова, С.С. Эппеля, Л.Д. Дябловой, Э.Х. Меликова, Н.П. Березненко, А.П. Черепенько и других ученых позволили решить ряд задач по созданию технологии и оборудования для ВТО. Этими учеными разработаны теоретические основы и определены основные требования к операциям ВТО и применяемому оборудованию, созданы способы, технологические процессы и оборудование для их реализации, средства контроля и управления.
Вместе с тем, при разработке технологических процессов ВТО существующие аналитические и экспериментальные методы определения показателей и параметров ВТО не позволяют в полной мере оптимизировать режимы обработки. Приведенные в данной работе теоретические и экспериментальные исследования совершенствования технологии внутрипроцессной влажно-тепловой обработки на примере мужского пиджака решают эту задачу.
Вышесказанное позволяет утверждать актуальность научной проблемы, направленной на исследование и совершенствование технологии внутрипроцессной ВТО деталей и узлов верхней одежды.
Критерии оценки эффективности технологических процессов ВТО с учетом тепловых параметров ранее не разрабатывались, таким образом, представляется актуальной адекватная оценка качества операций внутрипроцессной ВТО.
Цель диссертационной работы заключается в повышении эффективности производства и качества швейных изделий посредством совершенствования технологий внутрипроцессной влажно-тепловой обработки деталей и узлов верхней одежды.
Для достижения указанной цели были поставлены и решены следующие научные и практические задачи:
- изучение общей характеристики проблемы;
- проведение системного анализа проблемы;
- теоретические и экспериментальные исследования тепловых процессов внутрипроцессной ВТО деталей и узлов верхней одежды (на примере мужского пиджака);
- разработка критериев оценки эффективности тепловых процессов внутрипроцессной ВТО деталей и узлов верхней одежды;
- разработка новых способов теплового воздействия на полуфабрикат внутрипроцессной ВТО деталей и узлов верхней одежды;
- разработка эффективных технологических процессов внутрипроцессной ВТО деталей и узлов верхней одежды.
Объекты исследований. Тепловые процессы при ВТО деталей и узлов швейных изделий.
Методы исследований. Основным методологическим приемом исследований является системный подход, сочетающий теоретические и экспериментальные методы. Исследования тепловых процессов при внутрипроцессной ВТО осуществлялись на основе математической модели с учетом временных параметров, что позволило получить гладкие зависимости динамики распределения температуры по толщине пакета тканей. Расчет тепловых параметров осуществляется на персональном компьютере (ПК), согласно разработанному алгоритму.
Теория «исследование операций» использована при разработке критериев оценки эффективности тепловых процессов при внутрипроцессной ВТО.
Экспериментальные исследования проводились на стенде, обеспечивающем необходимые условия ВТО. Результаты исследований обработаны методом наименьших квадратов на ПК.
Экспериментальные математические модели использованы при построении зависимостей распределения температуры во времени и по толщине пакета тканей.
Научная новизна работы:
- разработаны пути и структура процесса совершенствования технологии ВТО деталей и узлов швейных изделий на основе системного подхода;
- определены метод и последовательность передачи тепла, условия теплопередачи и способ нагрева полуфабриката на основе качественного анализа тепловых процессов внутрипроцессной ВТО;
- разработана математическая модель тепловых процессов при внутрипроцессной ВТО деталей и узлов верхней одежды, позволяющая прогнозировать, посредством полученного алгоритма на ПК, значения температуры по слоям полуфабриката и длительности ее воздействия на стадии проектирования технологического процесса;
- в результате экспериментальных исследований тепловых процессов при внутрипроцессной ВТО деталей и узлов верхней одежды (на примере мужского пиджака) получены уравнения регрессии, позволяющие прогнозировать характер распределения температуры внутри пакета тканей во времени и по его толщине.
Практическая значимость результатов работы заключается:
- в разработке математической модели и алгоритма расчета параметров теплового воздействия на полуфабрикат при внутрипроцессной ВТО деталей и узлов верхней одежды, необходимых для создания эффективных технологических процессов.
- в разработке новых способов тепловой обработки полуфабриката при внутрипроцессной ВТО деталей и узлов верхней одежды.
- в разработке новых эффективных технологических процессов при внутрипроцессной ВТО деталей и узлов верхней одежды, позволяющих сократить длительность обработки за счет ликвидации ряда операций внутрипроцессной ВТО и улучшить качество швейных изделий.
- в разработке критериев оценки эффективности, позволяющих оптимизировать показатели внутрипроцессной ВТО на стадии проектирования технологического процесса.
Апробация работы. Основные теоретические положения и результаты диссертационной работы докладывались и получили положительную оценку на 44-той научно-технической конференции ФГБОУ ВПО «Госуниверситет — УНПК» «Неделя науки 2011», (г. Орел 2011), на II Международной научно-практической конференции «Текстиль, одежда, обувь, средства индивидуальной защиты в ХХI веке», (г. Шахты 2011), на 45-той научно-технической конференции ФГБОУ ВПО «Госуниверситет — УНПК» «Неделя науки 2012», (г. Орел 2012).
Разработанные новые способы тепловой обработки полуфабриката при внутрипроцессной ВТО деталей и узлов верхней одежды прошли апробацию и внедрение в производственный процесс ООО «Швейная фабрика «Радуга» г. Орел. Результаты диссертационной работы используются в учебном процессе на кафедре «Технология и конструирование швейных изделий» ФГБОУ ВПО «Госуниверситет — УНПК» в лекционном курсе, а так же для практических работ по дисциплинам: «Технология подготовительно-раскройного производства и влажно-тепловой обработки», «Оборудование подготовительно-раскройного производства и влажно-тепловой обработки», при выполнении курсового и дипломного проектирования научно-исследовательского характера для студентов специальности 260901 «Технология швейных изделий».
Апробация и внедрение разработанных способов и технологических процессов деталей и узлов верхней одежды обусловила достоверность полученных результатов.
Публикации. Основные результаты диссертационной работы опубликованы в восьми печатных работах, в том числе пять — в журналах центральной печати и в изданиях, рекомендованных ВАК, а так же патенте на изобретение.
Структура и объем диссертационной работы. Работа состоит из введения, основной части из четырех глав, основных выводов и результатов, списка используемой литературы, включающего 105 источников и трех приложений. Диссертация изложена на 119 странице печатного текста, содержит 21 рисунок, 2 таблицы.
СОДЕРЖАНИЕ РАБОТЫ
Во введении обоснована актуальность темы диссертационной работы, определена ее цель, сформулированы основные задачи, отражены научная новизна и практическая значимость работы.
В первой главе проведен анализ теплофизических характеристик процесса влажно-тепловой обработки полуфабриката, рассмотрены физико-механические характеристики процесса влажно-тепловой обработки полуфабриката, изучена сущность процесса ВТО, его стадии и параметры. Анализ существующих способов и технологических процессов позволил выявить ряд недостатков, связанных с отсутствием научно обоснованного подхода к изучению теплотехнических процессов ВТО, и определить пути совершенствования известных способов и техпроцессов с целью улучшения качества швейных изделий и повышения эффективности технологий внутрипроцессной влажно-тепловой обработки.
Кроме того, в первой главе определены существующие методы оценки эффективности технологических процессов ВТО.
Вторая глава посвящена теоретическим исследованиям влажно-тепловой обработки деталей и узлов верхней одежды.
Проведен качественный анализ тепловых процессов, как функциональной системы, позволяющий сформулировать цель и основную задачу формализованных исследований.
При этом установлено целевое назначение тепловых процессов объекта (ВТО): равномерное распределение тепла по обрабатываемому полуфабрикату; обеспечение передачи детали требуемого количества тепла с определенной температурой, последовательность и длительность теплового воздействия на пакет тканей при пропаривании, виброформовании, прессовании и сушке, разрежение, производительность и длительность процесса отбора тепла (стабилизации полуфабриката).
Решение основной задачи данного анализа позволило выделить подсистемы и их элементы, а также установить их целевые функции.
В результате исследований получена математическая модель увлажнения и нагрева полуфабриката при влажно-тепловой обработке деталей швейных изделий.
При этом процесс влажно-тепловой обработки включает три стадии. На первой стадии осуществляется увлажнение и пластификация материала технологическим паром; вторая стадия заключается в деформировании материала; третья — сушка и стабилизация полуфабриката.
Такая дифференциация предопределила проведение теоретических исследований и разработку соответствующей математической модели, позволяющей аналитическим путем определить тепловые параметры ВТО.
На примере первой стадии ВТО в автореферате рассмотрен процесс перевода волокон тканей в высокоэластическое состояние технологическим паром. В процессе пропаривания полуфабриката происходит передача тепла от технологического пара к ткани, а также конденсация пара. В начале процесса температура ткани Т и воды (конденсата) Тв меньше 100оС. При этом считается, что температура ткани Т и температура воды Тв равны, т.е. Т=Тв.
Состояние пара характеризуется: плотностью ![]()
![]() , давлением
, давлением ![]()
![]() и начальной температурой
и начальной температурой ![]()
![]() . Состояние воды и ткани характеризуется плотностью
. Состояние воды и ткани характеризуется плотностью ![]()
![]() ,
, ![]()
![]() , а также температурой Тв, Т. Для моделирования процесса перевода волокон тканей в высокоэластическое состояние рассмотрим элементарный участок волокна длиной
, а также температурой Тв, Т. Для моделирования процесса перевода волокон тканей в высокоэластическое состояние рассмотрим элементарный участок волокна длиной ![]()
![]() X с поперечным сечением
X с поперечным сечением ![]()
![]() S, представленный на рисунке 1.
S, представленный на рисунке 1.
Тепло ![]()
![]()
![]()
Рисунок 1– Элементарный участок волокна длиной ![]()
![]() X с поперечным сечением
X с поперечным сечением ![]()
![]() S
S
Для определения количества тепловой энергии передаваемой от пара к ткани за время ![]()
![]() t элементарному участку волокна длиной
t элементарному участку волокна длиной ![]()
![]() X с поперечным сечением
X с поперечным сечением ![]()
![]() S (рис.1) получено уравнение:
S (рис.1) получено уравнение:
![]()
![]()
![]()
![]() в
в![]()
![]() ) (1)
) (1)
где: ![]()
![]() – теплоемкость ткани
– теплоемкость ткани
![]()
![]() плотность ткани
плотность ткани
![]()
![]() теплоемкость воды
теплоемкость воды
![]()
![]() в
в![]()
![]() плотность воды
плотность воды
K – коэффициент теплопроводности ткани
![]()
![]() коэффициент теплопередачи от пара к ткани
коэффициент теплопередачи от пара к ткани
![]()
![]() – температура пара
– температура пара
Для характеристики процесса образования воды из проходящего пара обозначим коэффициент конденсации ![]()
![]() , считая, что
, считая, что

 (2)
(2)
где: ![]()
![]() п(t,х) – плотность пара
п(t,х) – плотность пара
Для определения изменения плотности пара во времени и пространстве при ![]()
![]() получено уравнение непрерывности потока пара:
получено уравнение непрерывности потока пара:

 (3)
(3)
где: ![]()
![]() п – скорость пара
п – скорость пара
Затем с учетом вышеприведенных уравнений оставим производные в левой части, а все остальное перенесем вправо:
![]()
![]() п
п![]()
![]()
![]()
![]() T,
T, ![]()
![]() ) (4)
) (4)
где: ![]()
![]()

где: ![]()
![]() количество тепла, проходящего через рассматриваемый участок (рис. 1) за время
количество тепла, проходящего через рассматриваемый участок (рис. 1) за время ![]()
![]() .
.
Таким образом, для определения четырех неизвестных Т,![]()
![]() ,
, ![]()
![]() ,
, ![]()
![]() при T
при T![]()
![]() в начальный момент ВТО осуществляется приведенными уравнениями (1…4).
в начальный момент ВТО осуществляется приведенными уравнениями (1…4).
Продолжение процесса ВТО характеризуется нагреванием ткани и испарением воды за счет роста температуры T![]()
![]() . В этих условиях температура ткани обрабатываемого полуфабриката и воды будут различны (
. В этих условиях температура ткани обрабатываемого полуфабриката и воды будут различны (![]()
![]() ). При этом уравнение (1) примет вид:
). При этом уравнение (1) примет вид:

 (5)
(5)
где: ![]()
![]() коэффициент теплопередачи от ткани к воде
коэффициент теплопередачи от ткани к воде
Вместо уравнения (2) получим:
![]()
![]() (6)
(6)
где: ![]()
![]() коэффициент теплопередачи от пара к воде
коэффициент теплопередачи от пара к воде
В уравнении (4) следует положить ![]()
![]() , тогда получим:
, тогда получим:
![]()
![]() п
п![]()
![]() (7)
(7)
Таким образом, определение ![]()
![]() при установившемся тепловом режиме ВТО производится приведенными выше уравнениями (5…7).
при установившемся тепловом режиме ВТО производится приведенными выше уравнениями (5…7).
Расчет параметров тепловых процессов ВТО осуществляется на ПК согласно разработанному алгоритму (рис. 2)
Рисунок 2 – Алгоритм расчета тепловых процессов влажно-тепловой
обработки деталей и узлов швейных изделий.
Третья глава посвящена экспериментальным исследованиям тепловых процессов влажно-тепловой обработки деталей и узлов верхней одежды (на примере мужского пиджака).
Объектом исследований принят трехслойный пакет, который занимает наибольшую площадь в мужском пиджаке с учетом фронтального дублирования.
В процессе исследований испытывались пакеты из 38 тканей с различным содержанием искусственных и синтетических волокон и два варианта ткани камвольной, что позволило выбрать оптимальный вариант их сочетания для данного вида швейных изделий.
Пакет тканей исследуемого полуфабриката включает: ткань камвольную, арт. 218 (шерсть 55%, полиэстер 45%); ткань прокладочную с регулярным клеевым точечным покрытием, арт. 86040 (лавсан 67%, вискоза 33%, клеевой порошок П548); ткань подкладочную, арт. 2С2КВ, ГОСТ 20272-83 (вискоза 100%).
Экспериментальные исследования проводились на разработанном стенде (рис. 3), включающем установку для ВТО – 1, подключенную к централизованным магистралям: пневматической с рабочим давлением – 0,6 МПа; паровой с максимальным рабочим давлением до 0,6 МПа; вакуумной, обеспечивающей разрежение не менее 49 Па и производительность 0,11 м3/(см2) и осциллограф 2 – светолучевой 18-ти канальный Н117/1.
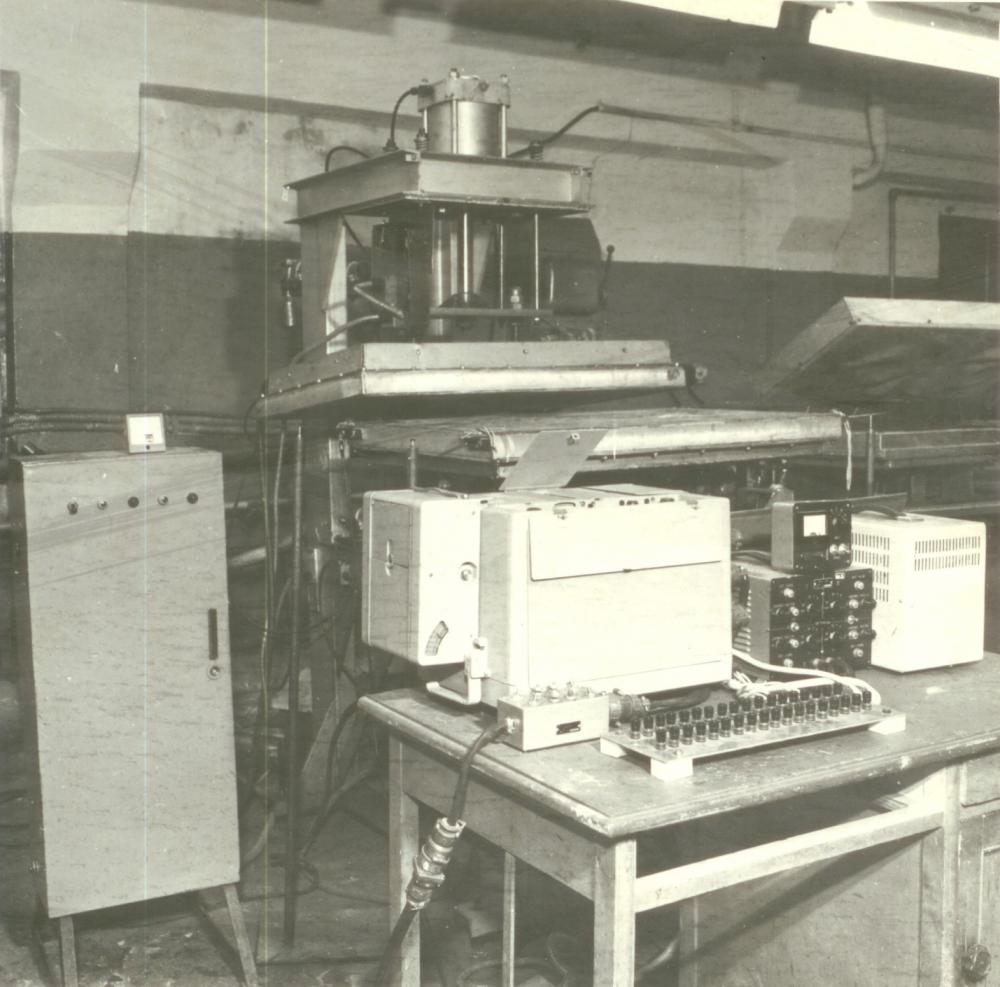
Рисунок 3 – Стенд для исследований тепловых процессов влажно-тепловой обработки (ВТО) деталей и узлов швейных изделий.
1 – установка для ВТО; 2 – осциллограф светолучевой 18-ти канальный
Регистрация и запись температурных показателей во времени проводились одновременно в 18-ти точках посредством малоинерционных термопар ХК 0,2 по схеме, представленной на рисунке 4.
Рисунок 4 – Схема измерения температурного поля и градиента
в процессе влажно-тепловой обработки
Схема расположения термопар для измерения температурного поля и градиента представлена на рисунке 5.
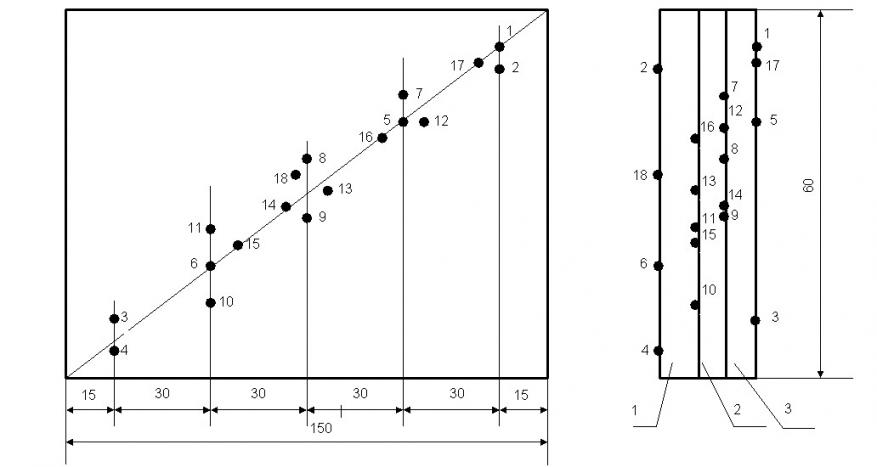
Рисунок 5 – Схема расположения точек для измерения температурного поля и градиента.
1 – ткань верха, 2 – ткань прокладочная, 3 – ткань подкладочная
В результате анализа экспериментальных данных распределения температуры во времени по толщинам пакета тканей в процессе пропаривания полуфабриката, при сушке рабочими поверхностями гладильных подушек, при прессовании и стабилизации холодным воздухом, обработанных методом наименьших квадратов на ПК, получены уравнения регрессии и построены соответствующие графики зависимостей.
Для примера ниже приведены уравнения регрессии, позволяющие определять значения температуры при заданной длительности пропаривания полуфабриката:
- при t = 0,0 сек;
Т
 ; (8)
; (8)
- при t = 2,0 сек;

 ; (9)
; (9)
- при t = 4,0 сек;

 ; (10)
; (10)
- при t = 6,0 сек;

 (11)
(11)
- при t = 8,0 сек;

 . (12)
. (12)
Используя уравнения (8)…(12) для наглядности построены графики (рис. 6) распределения температуры по толщине пакета тканей при пропаривании полуфабриката.
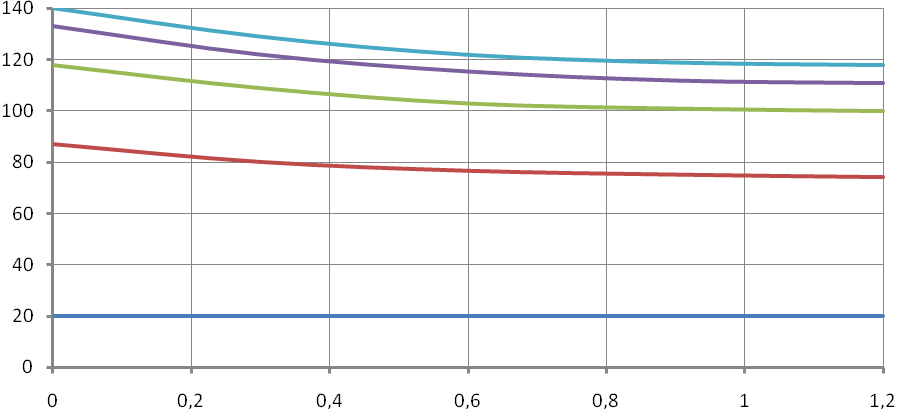
Рисунок 6 – Распределение температуры по толщине пакета тканей при пропаривании полуфабриката: 1– до пропаривания; 2…5 – через 2, 4, 6, 8 секунд пропаривания
Для примера ниже представлены уравнения регрессии, позволяющие определять распределение температуры по толщине пакета тканей при пропаривании полуфабриката:
- при b = 0

 ; (13)
; (13)
- при b = 0,3

 ; (14)
; (14)
- при b = 0,6

 ; (15)
; (15)
- при b = 0,9

 (16)
(16)
- при b = 1,2

 . (17)
. (17)
Используя уравнения (13)…(17) для наглядности построены графики, представленные на рисунке 7.
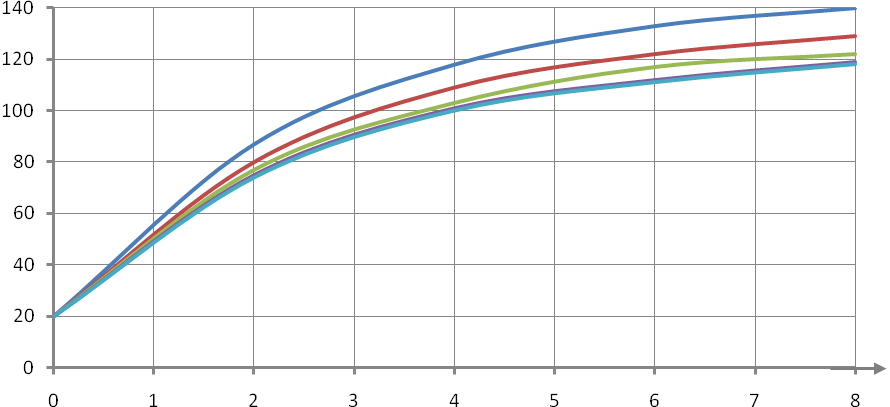
Рисунок 7 – Распределение температуры во времени по толщинам пакета тканей при пропаривании полуфабриката: 1 – на лицевой части; 2…5 – на соответствующих толщинах – 0,3; 0,6; 0,9; 1,2 мм
Кроме того получены уравнения регрессии и построены соответствующие графики распределения температуры во времени по толщинам пакета тканей при сушке рабочими поверхностями гладильных подушек, при прессовании, при стабилизации холодным воздухом.
Четвертая глава посвящена разработке эффективной технологии влажно-тепловой обработки деталей и узлов верхней одежды. При этом проведенный системный анализ известных технологий ВТО, а также теоретические и экспериментальные исследования позволили разработать новые способы и технологические процессы влажно-тепловой обработки деталей и узлов швейных изделий, а также методы определения эффективности на стадии их разработки.
Отличительной особенностью первого нового способа и технологического процесса виброформования и прессования полуфабриката является то, что перевод волокон тканей в застеклованное состояние проводят в два этапа.
На первом этапе полуфабрикат сушат воздухом, нагретым до 160оС с лицевой стороны, начинают сушку через длительности вибровоздействия и продолжают до длительности прессования.
На втором этапе после окончания прессования полуфабриката, его со стороны изнаночной части стабилизируют холодным воздухом из окружающей среды в течение не более суммарной длительности виброформования и прессования.
Способ позволяет управлять процессом сушки и стабилизации, что обусловливает повышение производительности и улучшение качества ВТО.
Технологический процесс, базирующийся на данном способе, в табличной форме представлен на рисунке 8.
Отличительной особенностью второго нового способа прессования деталей и узлов является то, что сушка и стабилизация производится после пропаривания в три этапа.
На первом этапе после пропаривания сушку производят до достижения равновесной влажности и температуры полуфабриката не менее 100![]()
![]() посредством нагретых до температуры 150
посредством нагретых до температуры 150![]()
![]() рабочих поверхностей при расстоянии между ними 5…10 мм контактным путем теплоотдачи и эжекторным отсосом через нижнюю гладильную подушку, а также конвективным путем посредством выделяемого тепла в зону обработки верхней гладильной подушкой.
рабочих поверхностей при расстоянии между ними 5…10 мм контактным путем теплоотдачи и эжекторным отсосом через нижнюю гладильную подушку, а также конвективным путем посредством выделяемого тепла в зону обработки верхней гладильной подушкой.
На втором этапе сушки в процессе прессования полуфабрикат, зажатый между нагретыми рабочими поверхностями, испаряет оставшуюся влагу и эжекторным отсосом удаляют ее.
На третьем этапе полуфабрикат охлаждают до температуры окружающей среды путем подачи в зону обработки сжатого воздуха, давлением ориентировочно 0,5 МПа.
Технологический процесс, базирующийся на способе прессования деталей и узлов верхней одежды, в табличной форме представлен на рисунке 9.


Для оптимизации технологических процессов на стадии проектирования, включающих восстановление объемной формы, выравнивание поверхности (выравнивание помятостей), удаление лас, придание формы, восстановление криволинейной формы разработаны критерии эффективности (![]()
![]() ), полученные на базе теории «исследование операций», результатом которой является оптимизация.
), полученные на базе теории «исследование операций», результатом которой является оптимизация.
В качестве примера в автореферате приведен критерий эффективности ![]()
![]() для технологических процессов по восстановлению объемных форм, выравниванию поверхностей (помятостей) и удалению лас, представленный в виде уравнения:
для технологических процессов по восстановлению объемных форм, выравниванию поверхностей (помятостей) и удалению лас, представленный в виде уравнения:
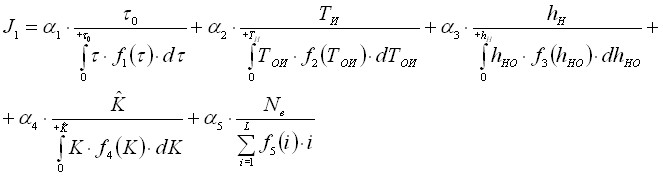 где:
где: ![]()
![]() – расчетное время выполнения технологической операции, ч;
– расчетное время выполнения технологической операции, ч;
![]()
![]() – время выполнения технологической операции, ч;
– время выполнения технологической операции, ч;
![]()
![]() – плотность распределения случайной величины
– плотность распределения случайной величины ![]()
![]() ;
;
![]()
![]() – механическая износостойкость детали швейного изделия до ВТО, ч;
– механическая износостойкость детали швейного изделия до ВТО, ч;
![]()
![]() – механическая износостойкость детали швейного изделия после ВТО,ч;
– механическая износостойкость детали швейного изделия после ВТО,ч;
![]()
![]() – плотность распределения случайной величины
– плотность распределения случайной величины ![]()
![]() ;
;
![]()
![]() – максимальное отклонение от объемной формы после ВТО, мм;
– максимальное отклонение от объемной формы после ВТО, мм;
![]()
![]() – максимальное отклонение от объемной формы до ВТО, мм;
– максимальное отклонение от объемной формы до ВТО, мм;
![]()
![]() – плотность распределения случайной величины
– плотность распределения случайной величины ![]()
![]() ;
;
![]()
![]() – коэффициент помятостей после ВТО;
– коэффициент помятостей после ВТО;
![]()
![]() – плотность распределения случайной величины К;
– плотность распределения случайной величины К;
К – коэффициент помятостей до ВТО;
![]()
![]() – количество лас после ВТО;
– количество лас после ВТО;
![]()
![]() – закон распределения случайной величины;
– закон распределения случайной величины;
![]()
![]() – количество лас до ВТО;
– количество лас до ВТО;
L – максимально-возможное количество лас до ВТО;
![]()
![]() ,
, ![]()
![]() ,
, ![]()
![]() ,
, ![]()
![]() ,
, ![]()
![]() – коэффициенты взвешенности (важности) мер, при этом
– коэффициенты взвешенности (важности) мер, при этом![]()
![]() +
+ ![]()
![]() +
+ ![]()
![]() +
+ ![]()
![]() +
+ ![]()
![]() =1
=1
Кроме того разработан критерий эффективности ![]()
![]() для оптимизации технологических процессов по выравниванию помятостей и удалению лас; критерий эффективности
для оптимизации технологических процессов по выравниванию помятостей и удалению лас; критерий эффективности ![]()
![]() для технологических процессов по выравниванию помятостей; критерий эффективности
для технологических процессов по выравниванию помятостей; критерий эффективности ![]()
![]() для технологических процессов по приданию объемных форм, выравниванию поверхностей и удалению лас; критерий эффективности
для технологических процессов по приданию объемных форм, выравниванию поверхностей и удалению лас; критерий эффективности ![]()
![]() для оптимизации технологических процессов по восстановлению криволинейной формы и выравниванию помятостей.
для оптимизации технологических процессов по восстановлению криволинейной формы и выравниванию помятостей.
ОСНОВНЫЕ ВЫВОДЫ И РЕЗУЛЬТАТЫ
- На примере известных технологий проведен анализ существующих способов и технологических процессов внутрипроцессной ВТО. Выявлено, что технологические режимы тепловых процессов не увязаны во времени, что вызывает непрогнозируемое ухудшение качества, в том числе и ласообразование, требующее дополнительных временных затрат на удаление лас.
- В результате системного анализа тепловых процессов ВТО деталей и узлов швейных изделий, как функциональной системы, определено целевое назначение тепловых процессов, выявлены подсистемы и их элементы.
- Теоретические исследования по совершенствованию технологии ВТО деталей и узлов верхней одежды позволили получить математические модели, позволяющие определять температуру в слоях полуфабриката и длительность ее воздействия.
- В результате экспериментальных исследований тепловых процессов при ВТО трехслойного пакета тканей получены уравнения регрессии в виде полиномов четвертой степени для определения температуры в различных точках пакета тканей во времени, что позволит оптимизировать режимы ВТО.
- Предложены новые способы теплового воздействия на полуфабрикат, в которых:
- в первом способе перевод волокон тканей в застеклованное состояние проводят в два этапа, при этом, на первом этапе полуфабрикат сушат нагретым воздухом, а на втором, после окончания прессования, стабилизируют холодным воздухом;
- во втором способе сушка и стабилизация производятся после пропаривания в три этапа, при этом, на первом этапе сушку производят до достижения равновесной влажности и температуры полуфабриката посредством нагретых рабочих поверхностей контактным путем теплоотдачи и эжекторным отсосом через нижнюю гладильную подушку, а на втором этапе производится сушка полуфабриката, зажатого между нагретыми рабочими поверхностями. Удаляют оставшуюся влагу эжекторным отсосом через нижнюю гладильную подушку.
- Разработаны эффективные технологические процессы ВТО деталей и узлов верхней одежды, базирующиеся на новых способах ВТО.
- Предложенные критерии оценки эффективности тепловых процессов учитывают температуру, механическую износостойкость, максимальное отклонение от объемной формы, помятости, длительность воздействия на полуфабрикат, ласообразование. При этом существенное значение имеют коэффициенты взвешенности (важности) мер, равные в сумме единице.
- Использование разработанных технологий при изготовлении деталей и узлов швейных изделий позволяет ликвидировать операции по дополнительной утюжке и снятию лас, снизить количество операций внутрипроцессной ВТО, тем самым повысить эффективность производства и улучшить качество швейных изделий.
- Результаты определения тепловых параметров аналитическим путем и посредством уравнений регрессии показали их адекватность. При этом расхождение значений не превышало 7%.
ОСНОВНОЕ СОДЕРЖАНИЕ ДИССЕРТАЦИИ ОПУБЛИКРВАНО В РАБОТАХ
В изданиях, рекомендованных экспертным советом ВАК
- Гущина Г.Д. Математическая модель увлажнения и нагрева полуфабриката при влажно-тепловой обработке деталей швейных изделий [текст] / Г.Д. Гущина, А.П. Черепенько, А.А. Черепенько // Швейная промышленность. – М., 2011. – № 1. – с. 40…41.
- Гущина Г.Д. Математическая модель состояния тепловых процессов на второй и третьей стадиях влажно-тепловой обработки деталей швейных изделий [текст] / Г.Д. Гущина, А.П. Черепенько, А.А. Черепенько // Швейная промышленность. – М., 2011. – № 2. – с. 30…31.
- Гущина Г.Д. Оценка эффективности на стадии проектирования технологических процессов внутрипроцессной влажно-тепловой обработки [текст] / Г.Д. Гущина, А.П. Черепенько, А.А. Черепенько // Швейная промышленность. – М., 2011. – № 3. – с. 42…43.
- Гущина Г.Д. Эффективный технологический процесс виброформования и прессования деталей и узлов верхней одежды [текст] / Г.Д. Гущина, А.П. Черепенько, А.А. Черепенько // Фундаментальные и прикладные проблемы техники и технологии. – 2011. – № 4/2 (288). – с. 158…161.
- Гущина Г.Д. Эффективный технологический процесс прессования деталей и узлов верхней одежды [текст] / Г.Д. Гущина, А.П. Черепенько, А.А. Черепенько // Фундаментальные и прикладные проблемы техники и технологии. – 2011. – №4/3 (288). – с. 145…148.
- Положительное решение о выдаче патента на изобретение, МПК D06F 71/00. Способ сушки и стабилизации при виброформовании и прессовании полуфабриката в процессе влажно-тепловой обработке [текст] / Г.Д. Гущина, А.А. Черепенько, А.П. Черепенько. - № 2010150787/12(073341)
В других изданиях
- Гущина Г.Д. Системный анализ тепловых процессов при влажно-тепловой обработке деталей и узлов верхней одежды [текст] / Г.Д. Гущина, А.П. Черепенько, А.А. Черепенько // II Международная научно-практическая конференция «Текстиль, одежда, обувь, средства индивидуальной защиты в XXI веке». – Шахты: ФГБОУ ВПО «ЮРГУЭС», 2011. – с. 216 – 221.
- Гущина Г.Д. Экспериментальные исследования процесса сушки полуфабриката при внутрипроцессной влажно-тепловой обработке [текст] / Г.Д. Гущина, А.П. Черепенько, А.А. Черепенько // II Международная научно-практическая конференция «Текстиль, одежда, обувь, средства индивидуальной защиты в XXI веке». – Шахты: ФГБОУ ВПО «ЮРГУЭС», 2011. – с. 197 – 200.
Личный вклад диссертанта в работах, опубликованных в соавторстве: [1,2,3,4,5,6,7,8] – подготовлен материал и написано 80% работы.
ГУЩИНА ГАЛИНА ДМИТРИЕВНА
Совершенствование технологических процессов
влажно-тепловой обработки деталей и узлов верхней одежды
Автореферат диссертации на соискание ученой степени
кандидата технических наук