

Технология изготовления и исследование кварцевых волокон с модифицированными свойствами и параметрами для информационно – измерительных приборов
На правах рукописи
ЗАМЯТИН АЛЕКСАНДР АЛЕКСАНДРОВИЧ
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ И ИССЛЕДОВАНИЕ
КВАРЦЕВЫХ ВОЛОКОН С МОДИФИЦИРОВАННЫМИ
СВОЙСТВАМИ И ПАРАМЕТРАМИ
ДЛЯ ИНФОРМАЦИОННО – ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ
Специальность 05.11.14 – Технология приборостроения
Автореферат диссертации
на соискание ученой степени
кандидата технических наук
Москва – 2009 г.
Работа выполнена в Учреждении Российской академии наук Институте радиотехники и электроники им. В. А. Котельникова РАН (Фрязинский филиал)
Научный руководитель: доктор химических наук,
старший научный сотрудник Г. А. Иванов
Официальные оппоненты: доктор технических наук,
профессор В. Ш. Берикашвили
кандидат технических наук П. Б. Басков
Ведущая организация: ОАО «Всероссийский научно-исследовательский, проектно-конструкторский и технологический институт кабельной промышленности», г. Москва
Защита диссертации состоится “____” “__________” 2009 г. в ___ на заседании Диссертационного совета Д 409.007.01 в ОАО «Центральный научно-исследовательский технологический институт «Техномаш» по адресу 121108, г. Москва, ул. Ивана Франко, д. 4
С диссертацией можно ознакомиться в библиотеке ОАО «ЦНИТИ «Техномаш»
Автореферат разослан “____” “___________” 2009 г.
Отзывы просим направлять по адресу: 121108, г. Москва, ул. Ивана Франко, д.4, ОАО «ЦНИТИ «Техномаш», ученому секретарю Диссертационного совета.
Ученый секретарь Диссертационного совета
кандидат технических наук, доцент Э.А. Сахно
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность темы
В последние годы кварцевые оптические волокна (ОВ) находят широкое применение не только в волоконно-оптических линиях связи, но и в оптических информационно-измерительных приборах и устройствах. При этом, в зависимости от характера этих приборов и устройств, требуются не стандартные телекоммуникационные ОВ, а волокна, обладающие специальными модифицированными свойствами и параметрами. Так, например, в хромотографии, вискозиметрии, при создании оптических разъемов, разветвителей, в юстировочных устройствах при стыковке ОВ, в составе чувствительных элементов волоконно-оптических датчиков физических величин используются кварцевые капилляры различных размеров, которые невозможно получить простой перетяжкой кварцевых труб, имеющих ограниченные типоразмеры. Это побуждает разработать технологию изготовления капилляров различных размеров перетяжкой имеющихся кварцевых труб стандартных типоразмеров с их подсхлопыванием во время вытяжки.
В настоящее время объектом интенсивных исследований являются микроструктурированные оптические волокна (МОВ), называемые часто также фотонно-кристаллическими (photonic band gap fibers) или дырчатыми (holey fibers) ОВ. Такие МОВ состоят из чисто кварцевой (или легированной кварцевой) сердцевины, окруженной регулярным образом размещенными кварцевыми капиллярами с воздушными отверстиями [1]. Структура МОВ приводит к волноводным свойствам и параметрам, недостижимым для обычных телекоммуникационных кварцевых ОВ. В частности, воздушно-кварцевые МОВ могут быть одномодовыми в широком диапазоне длин волн и иметь длину волны нулевой дисперсии, существенно сдвинутую в сторону видимого спектрального диапазона, что может быть использовано как в линиях дальней связи для расширения полосы пропускания, так и в тех областях оптического приборостроения, где существенны динамические характеристики передающих систем. Эти обстоятельства, а также перспективы их использования в лазерной технике, нелинейной оптике, импульсной спектроскопии, оптической томографии, датчиках физических величин, и определили интерес к разработке микроструктурированных волокон.
Технология изготовления таких волокон обычно включает в себя создание капиллярных сборок – заготовок, состоящих из опорной кварцевой трубы и размещенных в ней определенным образом кварцевых капилляров и кварцевого стержня необходимых размеров. Затем эти сборки перетягиваются в МОВ.
Конусные оптические волокна (КОВ) (tapered optical fibers), обладающие свойствами, отличающимися от свойств стандартных ОВ, применяют для использования в измерительных приборах и для эффективной передачи мощного оптического излучения от лазера к объекту [2]. При этом засветка световода излучением источника света может производиться как в торец цилиндрического участка КОВ, так и в торец конического. В первом случае, за счет действия конического участка, на выходе КОВ получают излучение меньшей (чем у цилиндрического участка КОВ) угловой расходимости, что важно для ряда применений, в частности, в измерительных приборах, где требуется малая расходимость пучка света, например, в эллипсометрии. Во втором случае, за счет увеличения размера торца ослабляется влияние случайных смещений луча по торцу КОВ (реально происходящих на практике) и тем самым повышается стабильность ввода излучения в КОВ, а также уменьшается плотность вводимого излучения на входном торце. Конкретные свойства этих волокон определяются их геометрическими размерами.
ОВ с большим диаметром световедущей сердцевины (более 100 мкм) применяются в датчиках физических величин, например, волоконно-оптических датчиках температуры, а также в спектроскопии, измерениях флуоресценции и медицине, где все большее развитие получают лазерные методы проведения лечебных, хирургических и косметологических процедур. Кварцевые ОВ предназначены для доставки лазерного излучения с длиной волны до 2,0 мкм к месту проведения оперативного вмешательства. ОВ для применений в лазерной медицине должны удовлетворять ряду требований: быть изготовленными из биосовместимых с живой тканью материалов; передавать оптическое излучение мощностью до нескольких сотен ватт с высокой лучевой прочностью; обладать высокой механической (изгибной) прочностью [3]. Как правило, используются ОВ с диаметром световедущей сердцевины (0,251,2) мм и длиной до нескольких десятков метров в зависимости от конкретных приборов и устройств.
Таким образом, диссертационная работа, посвященная созданию технологии изготовления и исследованию специальных кварцевых волокон с модифицированными свойствами и параметрами для различных информационно-измерительных приборов является актуальной как с научной, так и с практической точек зрения.
Цель работы
Основная цель работы состояла в разработке технологии изготовления и исследовании кварцевых волокон с модифицированными свойствами и параметрами для датчиков физических величин, систем передачи информации, лазерной медицины.
Для достижения поставленной цели решался следующий комплекс задач:
-- теоретическое и экспериментальное исследование условий вытягивания кварцевых капилляров с подсхлопыванием исходной трубки для изготовления оптических разъемов, стыковочных элементов, волоконно – оптических ответвителей и т.п.;
-- экспериментальное исследование процессов раздутия запаянных кварцевых капилляров, используемых для получения сборок-заготовок микроструктурированных оптических волокон;
-- теоретический анализ условий формирования конусных оптических волокон и разработка технологии их вытягивания;
-- исследование свойств материалов защитного покрытия конусных оптических волокон для выбора оптимального материала в зависимости от параметров волокна;
-- конструирование устройств и исследование процесса нанесения на кварц-кварцевые и кварц-полимерные оптические волокна с большим диаметром световедущей сердцевины вторичного защитного покрытия из термопластичных полимеров фильерным способом непосредственно на установке во время вытягивания оптического волокна.
Научная новизна работы
При выполнении диссертационной работы получены следующие новые научные результаты:
- Впервые разработана лабораторная технология вытяжки кварц-кварцевых и кварц-полимерных оптических волокон с большим диаметром световедущей сердцевины с нанесением вторичного защитного термопластичного покрытия на вытяжной установке фильерным способом одновременно с процессом вытяжки световода.
- Теоретически обоснованы условия вытягивания конусных оптических волокон и разработана технология вытяжки кварцевых конусных оптических волокон с соотношением большего и меньшего диаметров конуса до 5:1, величиной большего диаметра конуса (4,281,05) мм, покрытых УФ-отверждаемым защитным покрытием.
- Разработана технология вытяжки кварцевых капилляров из труб-заготовок с их подсхлопыванием во время вытяжки, что позволило варьировать параметры капилляров в широких пределах. Вытянуты образцы таких капилляров.
- Исследован процесс раздутия запаянных кварцевых капилляров для капиллярных сборок-заготовок микроструктурированных оптических волокон. Из спеченных капиллярных сборок вытянуты образцы микроструктурированных оптических волокон.
Научные положения, выносимые на защиту
- Разработана технология изготовления кварцевых капилляров с внешним диаметром DК = (0,54,0) мм, отношением внешнего диаметра к внутреннему диаметру DК/dК = (1,39,6) из труб-заготовок стандартных типоразмеров с внешним диаметром DТ = (1622) мм и отношением внешнего диаметра к внутреннему DТ/dТ = (1,21,4), основанная на вытяжке данных капилляров с подсхлопыванием исходных труб-заготовок и предназначенная для изготовления капилляров для волоконно-оптических ответвителей и нестандартных оптических разъемов.
- В результате исследования процесса раздутия одиночных запаянных кварцевых капилляров с внешним диаметром DК = (300800) мкм, отношением внешнего диаметра к внутреннему диаметру DК/dК = (1,25,0) разработана технология спекания капиллярных сборок, из которых вытянуты образцы микроструктурированных ОВ с одним и двумя слоями воздушных микрокапилляров.
- Разработана технология вытяжки из цилиндрических кварцевых заготовок диаметром (520) мм конусных оптических волокон с бльшим диаметром конуса (4,281,05) мм, соотношением большего диаметра конуса к меньшему до 5:1, длинами конусных участков (15155) см, предназначенных для применений в медицинских и технологических целях, а также в измерительных устройствах.
- Разработана лабораторная технология изготовления кварц-кварцевых и кварц-полимерных ОВ с диаметром световедущей сердцевины (0,251,2) мм, длиной до 500 м, с термопластичным вторичным защитным покрытием толщиной (50120) мкм, наносимым фильерным способом на вытяжной установке непосредственно во время вытягивания волокна, предназначенных для применений в измерительных устройствах, а также в медицинских и технологических целях.
Достоверность полученных результатов подтверждается удовлетворительным согласием теоретических оценок и экспериментальных результатов, а также непротиворечивостью полученных данных и сделанных выводов с результатами других исследователей, опубликованными в научно-технической литературе.
Практическая ценность работы
- Разработана лабораторная технология вытягивания кварц-кварцевых и кварц-полимерных ОВ с диаметром световедущей сердцевины (0,251,2) мм с защитным покрытием из термопластичных полимеров, наносимых на вытяжной установке фильерным способом одновременно с процессом вытягивания световодов. Такой способ обеспечивает наибольшее сохранение исходной прочности волокна.
- По разработанной технологии были вытянуты конусные оптические волокна с соотношением большего диаметра конуса к меньшему до 5:1 и бльшим диаметром конуса до 4,28 мм, используемые в качестве согласующих элементов ряда измерительных приборов.
- Изготовленные ОВ с большим диаметром световедущей сердцевины, а также конусные оптические волокна использовались для передачи лазерного излучения мощностью, в зависимости от источника излучения и типа волокна, от единиц мВт до 300 Вт в диапазоне длин волн от 0,33 мкм до 1,1 мкм.
- Вытянутые по разработанной технологии капилляры применялись при создании волоконно-оптических ответвителей, нестандартных оптических разъемов.
- Разработанные устройства и образцы кварцевых волокон использованы в ФИРЭ им. В. А. Котельникова РАН, ЗАО «ЦНИТИ «Техномаш-ВОС», ЗАО «Центр-ВОСПИ», ООО «Научно Технический Центр Волоконно-оптических Устройств».
Апробация работы
Материалы диссертационной работы докладывались и обсуждались на международных научно - практических конференциях «ПРОТЭК» (г. Москва, сентябрь 2001 г., сентябрь 2002 г.), на LVII, LIX и LXIII научных сессиях РНТОРЭС им. Попова (г. Москва, май 2002 г., май 2004 г., май 2008 г.), на международной конференции «Слабые и сильные поля и излучения» (г. Мытищи, июнь 2005 г.), на конференции «Лазеры для медицины, биологии и экологии – 2006» (г. Санкт - Петербург, январь 2006 г.), на конференциях «Лазеры, измерения, информация» (г. Санкт – Петербург, июнь 2006 г., июнь 2007 г., июнь 2009 г.), на_международной конференции «Квантовая электроника» (г. Минск, октябрь 2008 г.)
Публикация результатов работы
По результатам выполненных исследований опубликовано 31 научная работа, в том числе 16 статей, из них 11 в рекомендованных ВАК журналах, 2 авторских свидетельства на изобретение, 1 заявка на изобретение, 12 тезисов докладов.
Структура и объем диссертации
Диссертация состоит из введения, четырех глав, заключения, списка использованной литературы и приложения с 4 актами использования результатов работы автора. Диссертация содержит 151 страницу машинописного текста, из них 56 рисунков, 13 таблиц, ссылки на 160 библиографических источника.
Личный вклад автора
В диссертации изложены результаты работ, в которых автор принимал непосредственное участие. В части работ [5, 23], включенных в диссертацию, автор является инициатором проведенных работ (выдвигал идею, формулировал задачу, намечал пути ее решения) и внес определяющий вклад в проведение экспериментов, разработку конструктивно-технологических решений и методик исследований, проведение необходимых расчетов. Кроме того, автор осуществлял обработку, анализ и обобщение результатов. Экспериментальные результаты, включенные в диссертацию, были получены автором совместно с к.ф.-м.н. А. А. Маковецким.
ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ
Во введении показана актуальность работы, сформулирована ее цель, показана научная новизна исследований и их практическая ценность, приведены научные положения, выносимые на защиту.
Первая глава обзорно – аналитическая. В ней представлены результаты исследований, изложенных в работах, опубликованных в научной периодике и посвященных изготовлению и исследованию микроструктурированных кварцевых волокон, конусных оптических волокон и оптических волокон с большим (> 100 мкм) диаметром световедущей сердцевины, покрытых термопластичными полимерами. Дается анализ характеристик этих волокон, предназначенных для применения в системах связи, измерительных приборах и устройствах.
Во второй главе изложены результаты разработки технологии вытяжки кварцевых капилляров с подсхлопыванием исходной трубки-заготовки. Технологам, занимающимся вытяжкой кварцевых ОВ, часто ставится задача вытяжки кварцевых капилляров различных размеров, которые находят широкое применение в приборостроении. Обычно, для вытяжки капилляров с нужным соотношением внешнего и внутреннего диаметров используются кварцевые
трубки с соответствующими размерами. Вытяжка капилляров осуществляется методом геометрического подобия. В процессе исследований и экспериментов более разумным представляется использование кварцевых труб стандартных типоразмеров, которые надо перетянуть в капилляры с подсхлопыванием исходной трубы, т.е. отношение величин внешнего (DК) и внутреннего (dК) диаметров у капилляра DК/dК должно быть большим, чем соответствующее отношение DТ/dТ у трубы-заготовки. Подсхлопывание происходит в «луковице» (neck-dоwn) трубы-заготовки за счет действия сил поверхностного натяжения расплавленного стекла. На практике данная задача сводится к тому, чтобы для заданных размеров кварцевой трубы, нагревательного элемента (НЭ) высокотемпературной печи (ВТП) и требуемых размеров капилляра подобрать рабочие режимы вытяжки – скорость подачи заготовки, скорость вытяжки капилляра и температуру НЭ ВТП. В данной работе для поиска рабочих режимов вытяжки капилляров был использован экспериментальный метод последовательных приближений. Мы исследовали зависимости величины подсхлопывания = (Dк/dк)/(Dт/dт) от трех параметров процесса вытяжки: температуры Т НЭ (размеры НЭ – 30/30 мм/мм, в числителе указан внутренний диаметр, в знаменателе – высота), скорости подачи трубы VЗ и скорости вытяжки VВ (рис. 1). Полученные зависимости были в дальнейшем использованы в алгоритме поиска рабочих режимов вытяжки капилляров с заданными размерами. Отметим основные качественные свойства построенных кривых зависимости коэффициента подсхлопывания от температуры НЭ на рис. 1. а). При низких значениях температуры вытяжки (1750 С < Т < 1850 С) величина (Т) = 1 = const, т. е. происходит геометрически подобная перетяжка трубки, когда влияние поверхностного натяжения на процесс вытяжки капилляров пренебрежимо мало. При Т > ~ 1850 С функция (Т) - монотонно возрастающая, причем (Т) при Т ТСХЛ. Температура схлопывания данного вытягиваемого капилляра ТСХЛ составляла ~ 2080 С.
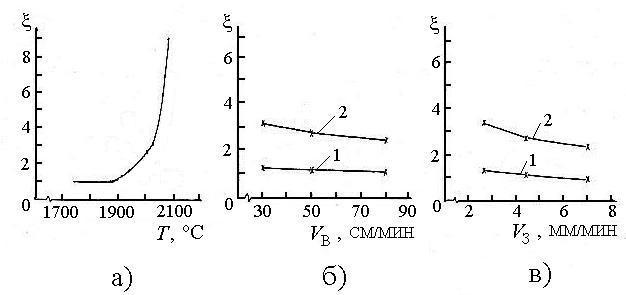
Из приведенных кривых на рис. 1б) видно, что с увеличением скорости
вытяжки коэффициент подсхлопывания «луковицы» уменьшается. Это можно объяснить тем, что с увеличением величины VВ уменьшается время пребывания участков кварцевого стекла в расплавленном состоянии, т. е. уменьшается время подсхлопывания «луковицы».
Как и кривые (VВ) на рис. 1б) кривые (VЗ) на рис. 1в) – монотонно убывающие функции, но с большей скоростью их изменения. Это связано с различием в изменении времени подсхлопывания «луковиц». Действительно, при увеличении скорости подачи заготовки VЗ не только уменьшается время подсхлопывания «луковицы», но и увеличивается масса «луковицы» в единицу времени, которую необходимо подсхлопнуть.
Проведенные экспериментальные исследования процесса подсхлопывания «луковицы» позволили разработать алгоритм поиска рабочего режима вытяжки капилляра с наперед заданными размерами. С помощью данного алгоритма нами было вытянуто семейство кварцевых капилляров для различных применений. Внешний диаметр капилляров составлял от 0,5 мм до 4,5 мм, отношение внешнего диаметра к внутреннему – от 1,3 до 9,6, коэффициент подсхлопывания – от 1,0 до 7,7.
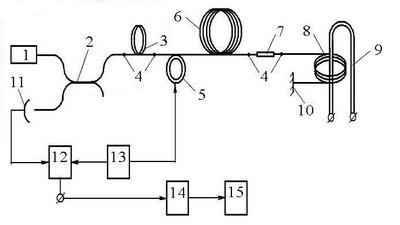
В последнее время кварцевые капилляры стали использоваться в капиллярных сборках-заготовках микроструктурированных оптических волокон (МОВ). Последние стали применяться в волоконно – оптических датчиках физических величин. В качестве примера на рис. 2 приведена схема волоконно – оптического датчика тока, созданного в ФИРЭ им. В. А. Котельникова РАН, в котором в качестве чувствительного элемента используется микроструктурированное ОВ [4].
Одним из методов получения заготовок для МОВ является метод капиллярной сборки. Капиллярная сборка представляет собой плотно упакованные в опорную кварцевую трубу центральный кварцевый стержень и расположенные вокруг него запаянные кварцевые капилляры. После предварительного спекания капиллярной сборки в единое целое из полученной сборки – заготовки осуществляется вытяжка МОВ. В данной работе спекание сборок осуществлялось путем раздутия находящихся в них запаянных капилляров при их подаче в ВТП вытяжной установки. В связи с этим были проведены: 1) исследование процессов раздутия одиночных запаянных капилляров; 2) отработка технологи спекания капиллярных сборок; 3) вытяжка
из спеченных сборок – заготовок опытных образцов МОВ.
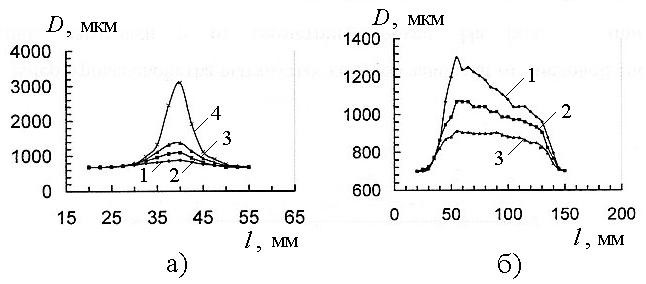
Для запаянного капилляра, неподвижно зафиксированного в ВТП, на рис. 3а) приведены осевые профили запаянных капилляров (т. е. изменение наружного диаметра по длине капилляра) раздутых при температуре Т 1430 С, но при разных временах выдержки капилляра в зоне нагрева. Исходные капилляры имели D0/d0 = 800/685 мкм/мкм и длину l = 25 см, Отметим, что ширина раздутого участка оказалась уже зоны раздутия ВТП, равной = 26 мм. Это связано с тем, что более нагретые (менее вязкие) участки капилляра раздуваются сильнее менее нагретых.
Видно, что профили раздутых капилляров имеют колоколообразную форму. Отметим, что при дальнейшем увеличении времени выдержки данные капилляры можно раздуть еще больше. Однако в этом случае толщина стенок раздутого участка капилляра уменьшалась настолько, что капилляры лопались.
Для увеличения длины раздуваемого участка капилляра и получения более равномерного по длине раздутого участка была использована подача капилляра в ВТП с постоянной скоростью. На рис. 3б) приведены осевые профили капилляров, раздутых при температуре Т 1430 С и размерах НЭ 24/26 мм/мм, но при различных скоростях их подачи. Геометрические параметры капилляров такие же, как для случая неподвижного раздутия (рис. 3а). Длины раздутых участков оказались существенно большими, чем при неподвижном раздутии. Левые и правые фронты осевых раздутых профилей соответствуют начальному и конечному положениям капилляров. По достижению некоторого наибольшего значения внешний диаметр монотонно уменьшался, стремясь к исходному значению для нераздутого капилляра. Видно, что чем больше была скорость подачи капилляра, тем меньше раздувался капилляр, и профиль раздутого капилляра получался более равномерным.
На основе экспериментов по раздутию одиночных запаянных капилляров были опробованы режимы спекания капиллярных сборок. При спекании сборки, за счет раздутия капилляров происходит вытеснение воздуха из межкапиллярных полостей и вся сборка превращается в единое целое – заготовку для вытяжки МОВ.
Были опробованы различные капиллярные сборки как с одним слоем капилляров, так и с двумя слоями. Для получения МОВ с двумя слоями капилляров одна из исходных капиллярных сборок состояла из опорной кварцевой трубы с размерами поперечного сечения 6,0/3,5 мм/мм, двух слоев капилляров, вытянутых с подсхлопыванием исходной трубы – заготовки, с размерами 420/300 мкм/мкм, и центрального кварцевого стержня диаметром 1,7 мм. Из спеченной капиллярной сборки - заготовки были вытянуты образцы микроструктурированных волоконных световодов с внешним диаметром от 150 до 220 мкм с первичным защитным покрытием из УФ отверждаемого уретанакрилата. Для примера на рис. 4 приведена фотография поперечного сечения многомодового МОВ с внешним диаметром 220 мкм; диаметр
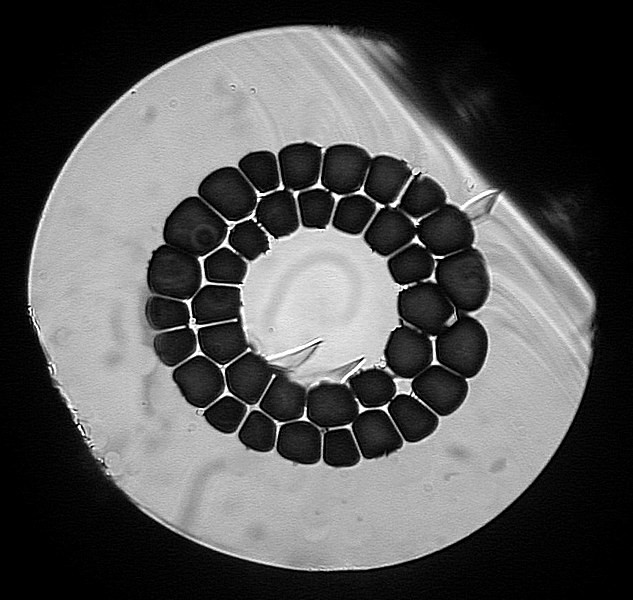
световедущей жилы составлял ~ 60 мкм, ширина кварцевых мостиков между воздушными отверстиями – (1,52,0) мкм.
В волокне с двумя слоями микрокапилляров были измерены числовая апертура и оптические потери. Поскольку в данной работе исследовали основы технологии, а не стремились получать качественные МОВ, то использовались недостаточно оптически чистые, но относительно дешевые, трубы для вытяжки капилляров и кварцевые стержни, изготовленные на Гусь-Хрустальном заводе ОЧКС. Вследствие этого вытянутые МОВ имели относительно большие оптические потери ( 0,2 дБ/м на = 1,06 мкм) и относительно невысокую числовую апертуру NA (от ~ 0,5 при длине световода 5 см до ~ 0,12 при длине световода ~ 5 м). Указанные оптические параметры можно в дальнейшем значительно улучшить выбором качественных исходных кварцевых труб и стержней и оптимизацией структуры поперечного сечения МОВ.
Третья глава посвящена теоретическим и экспериментальным исследованиям процессов вытяжки конусных оптических волокон (КОВ), а также исследованиям защитных полимерных покрытий для них.
Эти волокна находят широкое применение в физических и медицинских приборах и устройствах.
При использовании, засветка КОВ источником света может производиться как в торец цилиндрического участка, так и в торец конического. В первом случае, за счет действия конусного участка, на выходе КОВ получают излучение меньшей (чем у исходной цилиндрической части) угловой расходимости, что важно для ряда применений. Во втором случае, за счет увеличения размера торца ослабляется влияние случайных смещений луча по торцу КОВ (реально происходящих на практике) и тем самым повышается стабильность ввода излучения в него.
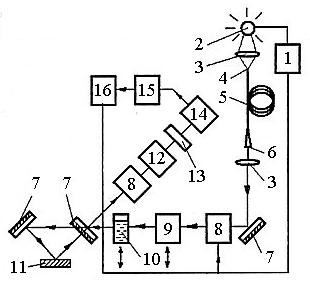
В качестве примера на рис. 5 приведена схема компактного многоканального спектроэллипсометра, созданного в ФИРЭ им. В. А. Котельникова РАН, использующего в своей оптической схеме КОВ и предназначенного для измерения спектров оптического пропускания и отражения, кругового и линейного дихроизма и спектров эллипсометрических параметров [5].
Как известно, стационарный режим вытяжки волокон из цилиндрических заготовок определяется стационарным законом сохранения объема стекла: VBdB2 = VЗdЗ2, где VB - скорость вытяжки цилиндрического ОВ; VЗ - скорость подачи заготовки; dB - диаметр волокна; dЗ - диаметр заготовки. Вытяжка волокна с переменным по длине диаметром представляет собой нестационарный процесс, поэтому в каждый момент времени t этот закон, вообще говоря, не выполняется. Но для упрощения задачи в качестве первого приближения мы предположим, что он справедлив и для нестационарной вытяжки, т.е.: VВ(t)dB2(t) = VЗdЗ2, где через VВ(t) обозначена текущая скорость вытяжки, а через dB(t) – текущий диаметр КОВ, соответствующие моменту времени t от начала вытяжки.
Из данного предположения, опустив промежуточные преобразования, описанные в работе [5], получим искомый закон регулировки скорости вытяжки VВ(t):
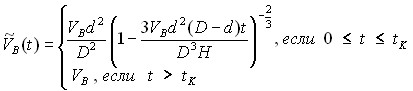
где tK = (D2 + Dd + d2)H / (3VBd2) – время формирования собственно конусного участка.
Заметим, что это соотношение описывает процесс «безынерционной» вытяжки так называемых «прямых» конусов, когда сначала вытягивают конический участок ОВ, затем – цилиндрический. Закон регулировки скорости вытяжки VВ(t) «обратных» конусов, когда сначала вытягивается цилиндрический участок ОВ, а затем – конический, определяется выражением:

где t0 – момент окончания вытяжки цилиндрического участка ОВ.
Опираясь на результаты теоретического анализа, нами была отработана технология вытяжки кварцевых ОВ с конусами различных геометрических размеров. Все вытянутые КОВ были, как правило, получены путем регулировки скорости вытяжки в соответствии с формулой для регулировки скорости вытяжки «прямых» конусов.
Экспериментально были исследованы зависимости осевого профиля конуса от: диаметра заготовки (рис. 6а); размеров НЭ (рис. 6б); одновременное влияние диаметра заготовки и размеров НЭ (рис. 6в).
Для некоторых типоразмеров, в частности, для КОВ 2,1/1,05 мм/мм мы применяли вытяжку сдвоенных конусов, когда непрерывным образом сначала вытягивался обратный конус, а затем – прямой. Этот прием приводил к более экономному расходованию заготовок КОВ.
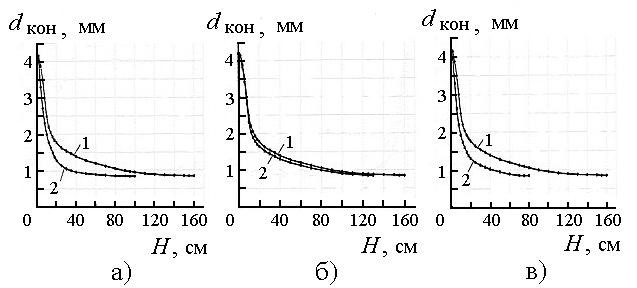
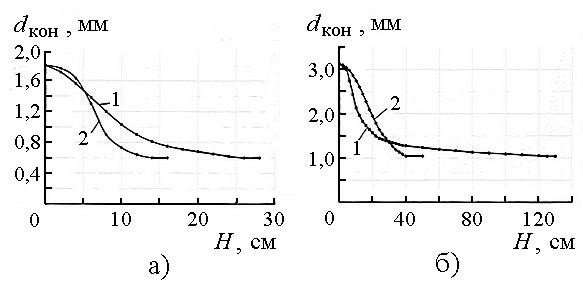
Рис. 7 иллюстрирует различие в геометрии «прямого» и «обратного» конусов. Качественно различие в длинах конусов можно объяснить тем, что при формировании «прямого» конуса «луковица» перетягивается с относительно большого стационарного объема на меньший. В этом случае, помимо собственно времени перестройки «луковицы», приходится тратить время и на вытяжку дополнительной ее массы, что приводит к удлинению конуса.
Основное ограничение в вытяжке сдвоенных конусов, а также «обратных» конусов, – возможное «бусообразование» наносимого жидкого полимерного покрытия при вытяжке цилиндрической части «обратного» конуса. Это происходит из-за значительного уменьшения скорости вытяжки при формирования конуса в то время, как цилиндрическая часть еще проходит через фильеру для нанесения полимерного покрытия, а также большого диаметра отверстия фильеры (больше максимального диаметра конуса).
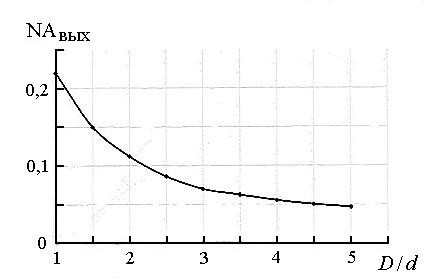
Апертурные свойства вытянутых конусов зависели от числовой апертуры исходной заготовки и от геометрии конуса. На рис. 8 приведена экспериментальная зависимость выходной апертуры NAВЫХ ОВ с расширяющимся конусным участком от отношения диаметров конуса D/d. Величину D/d варьировали, делая сколы в соответствующем сечении конуса. Вытянутое КОВ имело конус с размерами D/d = 1,05/0,21 мм/мм.
Таким образом, на основании проведенного теоретического анализа процесса вытяжки конусных оптических волокон отработана технология и создано семейство КОВ различных типоразмеров из заготовок разного состава. Для «прямых» конусов размеры большего диаметра конуса D = (4,281,05) мм, отношение большего диаметра конуса к меньшему D/d = (5,02,0), длина конического участка КОВ – (25155) см.
На КОВ во время их вытяжки наносится однослойное среднемодульное УФ-отверждаемое уретанакрилатное покрытие. Т. к. размеры отверстия фильеры для нанесения покрытия должны быть большими, чем максимальный диаметр КОВ, то в некоторых случаях могут возникать проблемы с нанесением таких покрытий. Если соотношение D/d > 2,5, а D > 3 мм, то, при небольшой скорости вытяжки ( 0,3 м/мин), полимерная композиция может самопроизвольно «подтекать» из фильеры во время прохождения через нее цилиндрического участка КОВ, приводя к неоднородному покрытию. Поэтому нами были проведены исследования вязкости и спектральной чувствительности различных уретанакрилатных композиций с целью поиска наиболее оптимальных для нанесения на КОВ покрытий.
Для исследования вязкости жидких композиций для защитных покрытий КОВ нами был разработан и реализован свой вариант капиллярной методики измерения вязкости, основанный на наблюдении за движением столба жидкости в капилляре под действием приложенного к нему разрежения [4]. Для оценки величины достаточно измерить время t, за которое жидкость поднимется в данном капилляре радиусом R до выбранного уровня l под действием разрежения р, и затем вычислить вязкость по формуле (R/2l)2рt. В качестве исходных материалов для композиций использовались олигоуретанакрилаты в смеси с мономером – акрилатом пропиленгликоля (АПГ). В зависимости от длины цепи, разделяющей функциональные группы, олигомеры в композиции делятся на низкомолекулярные и высокомолекулярные. Оптимальным среди первых является,-акрил (бис-пропиленгликоль)-2,4-толуилендиуретан (АПГТ), среди вторых – олигомер ОУА-2000Т. В зависимости от соотношения компонент ОУА-2000Т и АПГТ получают материалы для первичных (мягких), однослойных (среднемодульных) и вторичных (жестких) покрытий. Мономер АПГ используется в композициях в качестве активного разбавителя для уменьшения ее вязкости. В качестве фотоинициаторов в указанных композициях использовались фотоинициаторы фирмы «Ciba» – «Darocur».
Значения вязкости исследованных композиций приведены в таблице.
Вязкости уретанакрилатных композиций и их составных частей
| Материал | ОУА-2000Т | АПГТ | АПГ | Перв. № 1 | Односл. №1 | Односл.№2 | Односл.№3 | Односл.№4 | Односл.№5 | Втор. №1 | Втор. №2 | DS-5471-3-14 |
| , Пас | 5,6 | 12050 | 0,014 | 6,1 | 4,0 | 7,8 | 10,8 | 27,1 | 42,0 | 8,05 | 17,7 | 12,9 |
Также была исследована степень отвеждения приведенных в таблице однослойных уретанакрилатных композиций под воздействием излучения ртутной лампы высокого давления ДРТ-400 (УФ-облучатель содержит 4 лампы ДРТ-230). Исследовались композиции с разными фотоинициаторами и разным их содержанием. Наилучшие результаты показало применение фотоинициатора «Darocur-4265», содержание которого в композициях составляло 2,9 %. Такие композиции позволяют оптимальное отверждение покрытий КОВ больших толщин [7].
В зависимости от D и соотношения D/d нами в качестве защитных УФ-отверждаемых покрытий для КОВ выбирались композиции с содержанием 2,9% фотоинициатора «Darocur-4265»: однослойная № 3; уретанакрилатный полимер «DS-5471-3-14» фирмы «DeSolite»; однослойная № 4; однослойная №5.
В четвертой главе излагаются результаты разработки технологии вытяжки кварц-кварцевых и кварц-полимерных ОВ с диаметром световедущей сердцевины (0,251,2) мм с вторичным защитным покрытием из термопластичных полимеров, нанесенных на ОВ непосредственно на вытяжной установке фильерным способом во время вытяжки. В качестве термопластичных полимеров использовались полиамиды П-610, П-12Э и сополимер тетрафторэтилена с этиленом (TefzelТМ). Эти ОВ широко применяются для передачи оптического излучения в измерительных, медицинских, технологических и научных целях.
В качестве первичных покрытий в таких ОВ используются покрытия из мягких кремнийорганических эластомеров. В случае кварц - кварцевых ОВ первичное покрытие является буферным, в кварц - полимерных ОВ оно формирует светоотражающую оболочку. В традиционной технологии вторичные термопластичные покрытия (в дальнейшем – термопласты) наносятся с помощью экструдера, расположенного после механизма вытягивания ОВ вытяжной установки. Т. к. первичное покрытие достаточно мягкое (модуль Юнга Е - единицы МПа), оно недостаточно защищает поверхность волокна от абразивного воздействия тянущих роликов, что может уменьшить механическую прочность ОВ, особенно большого диаметра.
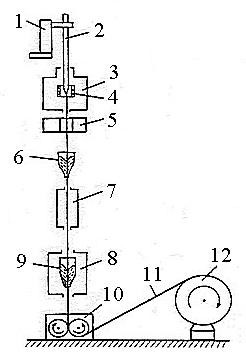
Нами была разработана лабораторная технология вытяжки кварц – кварцевых и кварц – полимерных ОВ с диаметром световедущей сердцевины (0,251,2) мм, при которой на вытягиваемое волокно вторичное защитное покрытие наносится из расплава термопласта фильерным способом непосредственно на вытяжной установке [14] (рис. 9). В силу достаточной жесткости покрытий из термопластов (модуль Юнга E = 9802000 МПа) они надежно защищают ОВ от абразивного воздействия механизма вытягивания и тем самым сохраняют исходную прочность вытягиваемого ОВ.
Данный способ нанесения покрытий не обладает высокой производительностью, так как длина покрываемого волокна ограничена объемом расплава в фильере. Однако, он позволяет легко переходить от одного термопласта к другому, для этого достаточно заменить одну фильеру другой, а также является энергосберегающим, т. к. мощность печи плавления термопласта не превышает 100 Вт.
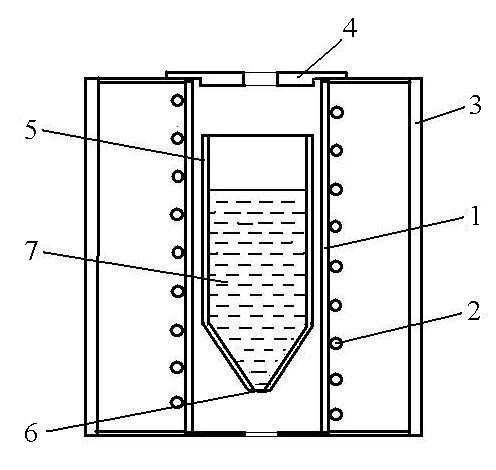
Для плавления термопластов на вытяжной установке стоит разработанная нами прозрачная трубчатая термопечь сопротивления (для возможности наблюдения за процессами, происходящими в фильере) (рис. 10). Плавление гранул термопласта происходит в стеклянной фильере, установленной в термопечи. В дальнейшем расплав термопласта используется для нанесения вторичного защитного покрытия.
Для нанесения первичного покрытия мы использовали кремнийорганические эластомеры фирмы «ООО «СИЭЛ» (ГНИИХТЭОС, г. Москва). В качестве светоотражающего полимера использовался двухкомпонентный кремнийорганический эластомер марки «СИЭЛ 159-305» с показателем преломления 1,395 и модулем Юнга Е 2,5 МПа. В качестве буферного (светопоглощающего) полимера применялся также двухкомпонентный кремнийорганический эластомер марки «СИЭЛ МФ-1,51» с показателем преломления 1,51 и Е 0,7 МПа.
Заметим, что полимерное покрытие из термопластов, таких, как полиамиды П-610Э и П-12Э с Е 2000 МПа, а также фторсодержащий термопласт «Tefzel» (Е 1000 МПа), наносилось на ОВ фильерным способом впервые. Поэтому в работе были исследованы зависимости вязкости термопластов от температуры и толщины покрытий от диаметра вытягиваемого волокна.
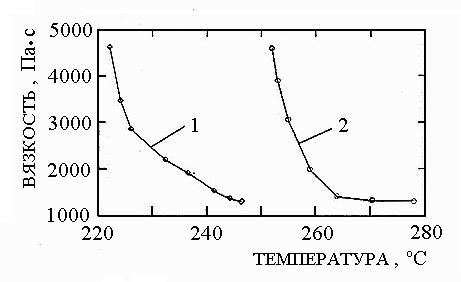
Для выбора рабочих температур плавления и нанесения покрытия были проведены измерения температурных зависимостей вязкости расплавов термопластов описанным выше капиллярным методом (рис. 11).
Из анализа температурных зависимостей вязкости и вероятности наступления деструкции термопластов при длительном процессе вытяжки были выбраны рабочие температуры нанесения покрытия: для П-12Э – 240 С, для «Tefzel» – 270 С.
Для возможности расчетов толщин покрытий из П-12Э и «Tefzel» были проведены технологические вытяжки с нанесением покрытия непосредственно на кварцевое волокно (без слоя первичного покрытия). У полученных образцов были измерены их диаметры волокна и толщины покрытий. Результаты измерений приведены на рис. 12: а) – зависимость толщины покрытия h от диаметра вытягиваемого волокна d; б) – зависимость нормированной толщины покрытия hнорм = h/(dФ – d) от нормированного диаметра волокна dнорм= d/dФ. Диаметр отверстия фильеры dФ составлял 890 мкм, скорость нанесения покрытия - 2,5 м/мин. Для сравнения там же приведены соответствующие
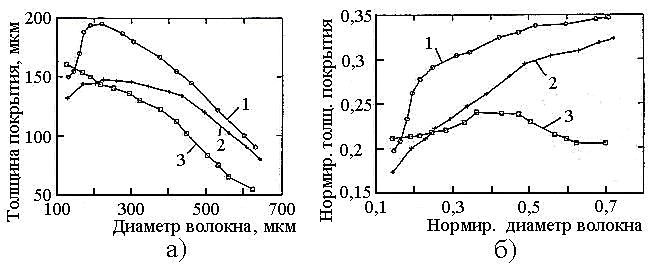
кривые для УФ-отверждаемого среднемодульного уретанакрилата марки «DS-5471-3-14» фирмы «DeSolite», полученные при тех же условиях.
Диапазон изменения диаметров вытягиваемых волокон d от 125 мкм до 625 мкм (dнорм = 0,140,73). При этом для малых значений диаметров вытягиваемого волокна (d < 200 мкм, dнорм < 0,225) наблюдался неустойчивый режим нанесения покрытий из П-12Э и «Tefzel». Покрытие же из уретанакрилата устойчиво наносилось для всего диапазона опробованных диаметров волокна.
Фильерный способ нанесения вторичного защитного покрытия на ОВ из расплава термопласта П-12Э позволяет изготавливать кварц – кварцевые ОВ без использования буферного покрытия из кремнийорганического эластомера, что невозможно в процессе нанесения этого термопласта с помощью экструдера. Такое ОВ является необходимым для изготовления волоконно – оптических жгутов, где требуется плотная упаковка световедущих слоев за счет уменьшения общего диаметра волокна, но при сохранении размеров световедущей сердцевины.
Следует отметить, что используемые нами полимерные покрытия, такие, как кремнийорганический эластомер «СИЭЛ», полиамид П-12Э и сополимер тетрафторэтилена с этиленом «Tefzel», являются биосовместимыми с живой тканью и разрешены для использования в медицинских целях.
ОСНОВНЫЕ РЕЗУЛЬТАТЫ РАБОТЫ
1. Разработана технология вытяжки кварцевых капилляров с подсхлопыванием исходной трубы-заготовки во время вытяжки. Вытянуто семейство капилляров для волоконно-оптических ответвителей, нестандартных оптических разъемов и т. п.
2. Исследованы процессы раздутия одиночных кварцевых капилляров, а также их спекание в сборках-заготовках для микроструктурированных оптических волокон. Вытянуты и исследованы образцы микроструктурированных оптических волокон.
3. Разработана технология вытяжки конусных оптических волокон. Вытянут ряд таких волокон с размерами большего диаметра конуса (4,281,05) мм, отношением большего диаметра конуса к меньшему до 5:1, длиной конического участка (25155) см. Исследованы их оптические свойства. Волокна использованы в измерительных приборах и в медицинских лазерных устройствах.
4. Исследованы вязкостные свойства и спектральная чувствительность УФ-отверждаемых защитных покрытий для конусных оптических волокон. Подобраны полимерные композиции для их нанесения на конусные оптические волокна различных типоразмеров.
5. Впервые разработана лабораторная технология вытяжки кварц-кварцевых и кварц-полимерных оптических волокон с диаметром световедущей сердцевины (0,251,2) мм с одновременным нанесением вторичного защитного покрытия из термопластичных полимеров фильерным способом непосредственно на вытяжной установке. Это позволило значительно упростить процесс изготовления данных волокон, которые нашли применение в медицинских и измерительных приборах.
Цитируемая литература
- J. C. Knight, T. A. Birks, P. St.J. Russell, and D. M. Atkin. “All-silica single-mode ber with photonic crystal cladding” // Opt. Lett., 1996, v. 21, № 19, p. 1547–1549.
- M. Brenci, R. Falciai, A. M. Scheggi. “Tapered enlarged ends in multimode optical fibers” // Appl. Opt., 1982, v. 21, № 2, p. 317-319.
- T. Naruse, Y. Sugawara, K. Masuno. "Nylon-Jacketed Optical Fibre with Silicone Buffer Layer" // Electron. Lett., 1977. v. 13, № 6. р. 153-154.
- В. П. Губин, В. А. Исаев, С. К. Моршнев, А. И. Сазонов, Н. И. Старостин, Ю. К. Чаморовский, А. И. Усов. “Волоконные световоды типа “SPUN” в датчиках тока” // Квантовая электроника, 2006, т. 36, № 3, с. 287-291.
- В. И. Ковалев, А. И. Руковишников. “Компактный многоканальный спектроэллипсометр для ex situ и in situ измерений” // Приборы и техника эксперимента, 2003, № 2, с. 164-165.
Основные положения диссертации изложены в публикациях:
Статьи, опубликованные в журналах, рекомендованных ВАК, а также авторские свидетельства и патенты:
1. В. В. Григорьянц, А. А. Замятин, А. Е. Китаев, И. С. Субботин. “Установка для изготовления стекловолокна” // Авторское свидетельство СССР на изобретение № 1106127, 1984.
2. М. И. Ботвинкин, В. В. Григорьянц, А. А. Замятин, В. В. Сторожев. “Устройство вытяжки волоконных световодов” // Авторское свидетельство СССР на изобретение № 1591393, 1990.
3. В. Б. Гаврилов, А. И. Голутвин, Ю. С. Гернштейн, М. В. Данилов, А. А. Замятин, В. Г. Израелян, В. А. Исаев, В. А. Колосов, С. В. Кулешов, Д. О. Литвинцев, С. К. Моршнев, Ф. Д. Ратников, В. Ю. Русинов, В. А. Столин, А. Л. Ульянов, Ю. К. Чаморовский. “Спектры поглощения волоконных световодов из чистого кварца, облученных гамма-квантами от 60Co” // Приборы и техника эксперимента, 1997, № 4, с. 23-29.
4. А. А. Замятин, А. А. Маковецкий, Ю. С. Милявский. “Об измерении вязкости композиций на основе олигоуретанакрилатов для УФ-отверждаемых защитных покрытий волоконных световодов” // Журнал прикладной химии, 2002, т. 75, № 10, с. 1717-1721.
5. А. А. Замятин, А. А. Маковецкий. “Вытяжка кварцевого волоконного световода с концевым фоконом” // Оптический журнал, 2004, т. 71, № 4, с. 56-60.
6. А. А. Замятин, А. А. Маковецкий, И. П. Шилов. “Кварц-кварцевые и кварц-полимерные силовые волоконные световоды с термопластичным защитным покрытием, наносимым непосредственно в процессе их вытяжки” // Радиотехника и электроника, 2004, т. 49, № 9, с. 1150-1152.
7. А. А. Маковецкий, Ю. С. Милявский, А. А. Замятин, Л.М. Аверина. “Влияние длины волны УФ-облучения на отверждение олигоуретанакрилатных композиций для защитных покрытий волоконных световодов” // Журнал прикладной спектроскопии, 2004, т. 71, № 6, с. 836-840.
8. В. А. Аксёнов, А. А. Замятин, Г. А. Иванов, В. А. Исаев, А. А. Маковецкий. “Микроструктурированные (дырчатые) кварцевые волоконные световоды, полученные методом капиллярной сборки” // Радиотехника, 2004, № 12, с. 13-14.
9. А. А. Замятин, А. А. Маковецкий. “Раздутие запаянных капилляров в капиллярных сборках” // Оптический журнал, 2006, т. 73, № 1, с. 66-72.
10. А. А. Замятин, А. А. Маковецкий. “Вытяжка кварцевых капилляров с подсхлопыванием исходной трубки – заготовки” // Оптический журнал, 2006, т. 73, № 8, с. 85-89.
11. В. А. Аксёнов, В. Д. Бурков, А. А. Замятин, Г. А. Иванов, В. А. Исаев, А. А. Маковецкий. “Активные и пассивные микроструктурированные (дырчатые) кварцевые волоконные световоды, полученные методом капиллярной сборки” // Вестник МГУЛ - Лесной вестник, 2007, № 2, с. 5-8.
12. А. А. Замятин, Г. А. Иванов, А. А. Маковецкий. “Кварц – полимерные оптические волокна для медицины” // Вестник МГУЛ – Лесной вестник, 2008, № 4, с. 133-135.
13. В. Д. Бурков, В. А. Аксёнов, А. А. Замятин, Г. А. Иванов, А. А. Маковецкий. “Исследование процесса изготовления капиллярных сборок для микроструктурированных оптических волокон” // Вестник МГУЛ – Лесной вестник, 2008, № 6, с. 151-157.
14. А. А. Замятин, Г. А. Иванов, А. А. Маковецкий, И. П. Шилов. “Способ изготовления оптического волокна” // Заявка на изобретение № 2008147430, с приоритетом от 03. 12. 2008.
Статьи и труды конференций:
15. В. В. Григорьянц, В. П. Минкович, А. А. Замятин, Ю. Б. Ильин. “Нанесение полимерного покрытия на световоды” // Инженерно - физический журнал, Минск, 1984, т. XLVIII, № 2, с. 334-335.
16. А. А. Замятин, А. А. Маковецкий, И. П. Шилов, Б. А. Кузяков. “Кварцевые волоконные световоды повышенной прочности для лазерной медицины и технологий” // Сборник трудов Международной научно - практической конференции ПРОТЭК-2001, М., 2001, т. 1, с. 183-184.
17. А. А. Замятин, А. А. Маковецкий, И. П. Шилов. “Кварц-кварцевые и кварц- полимерные силовые волоконные световоды с термопластичным защитным вторичным покрытием, наносимым непосредственно в процессе их вытяжки” // Труды LVII науч. сессии РНТОРЭС им. Попова, М., 2002, т. 1, с. 228-229.
18. А. А. Замятин, А. А. Маковецкий, И. П. Шилов, Б. А. Кузяков. “Кварцевые силовые волоконные световоды с биосовместимым термопластичным покрытием для лазерной медицины” // Сборник трудов Международной научно - практической конференции ПРОТЭК-2002, М., 2002, т. 1, с. 230-231.
19. В. А. Аксёнов, А. А. Замятин, Г. А. Иванов, В. А. Исаев, А. А. Маковецкий. “Микроструктурированные (дырчатые) кварцевые волоконные световоды, полученные методом капиллярной сборки” // Труды LIX науч. сессии РНТОРЭС им. Попова, М., 2004, т. 2, с. 19-20.
20. А. А. Замятин, А. А. Маковецкий. “Кварц – кварцевые и кварц – полимерные волоконные световоды для лазерной медицины” // «Лазеры для медицины, биологии и экологии – 2006», С-Пб., 18-19 января 2006 г., с. 26-27.
21. А. А. Замятин, А. А. Маковецкий. “Кварцевые волоконные световоды с концевыми коническими участками” // «Лазеры, измерения, информация – 2006», С-Пб., 7-8 июня 2006 г., с. 26.
22. А. А. Замятин, Г. А. Иванов, А. А. Маковецкий. “Исследование процессов раздутия запаянных кварцевых капилляров и их спекания в капиллярных сборках для микроструктурированных оптических волокон” // «Лазеры, измерения, информация - 2007», С-Пб., 5 - 7 июня 2007 г., с. 50-51.
23. A. Zamyatin, A. A. Makovetskii. “A Silica Optical Fiber with an Expanding Conical End” // Proc. SPIE, 2007, v. 6594, p. 143-153.
24. А. А. Замятин, Г. А. Иванов, А. А. Маковецкий. “Капиллярные сборки для вытяжки из них микроструктурированных оптических волокон” // Вестник СПбО АИН, 2007, № 3, с. 384-399.
25. A. Zamyatin, G. A. Ivanov, A. A. Makovetskii. “Enlarging and Sintering of the Two Ends Sealed Capillaries in Capillary Stacks for Microstructured Optical Fibers” // Proc. SPIE, 2008, v. 7006, p. 216-226.
26. А. А. Замятин, Г. А. Иванов, А. А. Маковецкий. “Волоконные световоды для лазерной медицины” // Труды LXIII науч. сессии РНТОРЭС им. Попова, М., 2008, с. 158-160.
27. В. А. Аксёнов, А. А. Замятин, Г. А. Иванов, А. А. Маковецкий. “Исследование процессов формирования капиллярных сборок для дырчатых (микроструктурированных) кварцевых оптических волокон” // Труды LXIII науч. сессии РНТОРЭС им. Попова, М., 2008, с. 160-162.
28. И. П. Шилов, В. А. Бабенко, А. А. Замятин, А. А. Маковецкий, Л. Ю. Кочмарев. “Высокоапертурные световоды из кварцевого стекла для исследования биообъектов, полученные с помощью СВЧ-плазмы пониженного давления” // Труды 5-го Симпозиума по теоретической и прикладной плазмохимии, Иваново, 3-8 сентября 2008 г., с. 612-614.
29. В. А. Аксёнов, А. А. Замятин, Г. А. Иванов, А. А. Маковецкий. “Формирование активных микроструктурированных (дырчатых) оптических волокон из капиллярных сборок” // «Квантовая электроника», материалы VII Международной научно - технической конференции, Мн., 2008, с. 131.
30. В. А. Аксёнов, А. А. Замятин, Г. А. Иванов, А. А. Маковецкий. “Формирование активных микроструктурированных (дырчатых) оптических волокон из капиллярных сборок” // Лазерная и оптикоэлектронная техника: Сб. науч. статей. Вып. 11, Минск, 2008, с. 270-280.
31. А. А. Замятин, Г. А. Иванов, А. А. Маковецкий. “Дискретная модель раздутия запаянных капилляров в капиллярных сборках - заготовках для микроструктурированных оптических волокон” // «Лазеры, измерения, информация - 2009», С-Пб., 2 - 4 июня 2009 г., с. 132.