

Разработка отраслевых стандартных образцов химического и фазового состава электролита алюминиевых электролизеров для калибровки рентгеновских измерительных приборов
На правах рукописи
Дубинин Петр Сергеевич
Разработка отраслевых стандартных образцов химического и фазового состава электролита алюминиевых электролизеров для калибровки рентгеновских измерительных приборов
05.11.13 – Приборы и методы контроля природной среды, веществ, материалов и изделий
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Красноярск 2009
Работа выполнена в Институте цветных металлов и материаловедения
Сибирского федерального университета
Научный руководитель: кандидат технических наук, профессор кафедры
«Физико-химия процессов и материалов» СФУ Якимов Игорь Степанович
Официальные оппоненты: доктор физ.-мат. наук, профессор кафедры
«Теоретические основы электротехники» СФУ
Черемисин Александр Алексеевич
доктор физ.-мат. наук, профессор кафедры
«Физики» СибГАУ, заслуженный работник ВШ РФ
Тропин Юрий Дмитриевич
Ведущая организация: Инженерно-технологический центр,
ООО "РУСИНЖИНИРИНГ", РУСАЛ
Защита диссертации состоится «18» сентября 2009 г. В 14 часов на заседании диссертационного совета ДМ 212.099.05 при Сибирском федеральном университете по адресу: 660074, г. Красноярск, ул. академика Киренского, 26, УЛК 115
С диссертацией можно ознакомиться в библиотеке Сибирского федерального университета по адресу: г. Красноярск, ул. академика Киренского, 26, Г 274
Автореферат разослан « » августа 2009 г.
Ученый секретарь
диссертационного совета Е.А. Вейсов
Общая характеристика работы
Актуальность работы. Россия является крупнейшим мировым производителем алюминия. Промышленным способом производства алюминия служит его электролитическое восстановление из окиси алюминия (глинозема), растворенной в криолитовом электролите - расплаве фторидов натрия, алюминия, кальция и магния. Последняя добавка является отличительной чертой Российской технологии. Соотношение фторидных компонент в электролите является важнейшей характеристикой технологического процесса алюминиевого производства. Поддержание этого соотношения в оптимальном интервале технологических значений обеспечивается в результате периодического введения в электролизные ванны добавок фторидов, количество которых рассчитывается по данным оперативного аналитического контроля охлажденных проб электролита. В прошлом столетии аналитический контроль на Российских алюминиевых заводах выполнялся кристаллооптическим методом анализа. Однако в последнее десятилетие, в ходе энергосберегающей технологической модернизации алюминиевой отрасли, потребовалась замена кристаллооптического анализа на более точный и автоматизированный рентгеновский анализ.
Современный аналитический контроль электролита основан на комбинации двух неразрушающих методов: рентгеновского дифракционного фазового анализа (РФА) и рентгеновского спектрального флуоресцентного анализа (РСА) и выполняется на специально разработанных для анализа электролита рентгеновских измерительных приборах – дифрактометрах с флуоресцентным каналом или флуоресцентных спектрометрах с дифракционным каналом. Охлажденные пробы электролита имеют переменный химический и фазовый состав и микрокристаллическую структуру, влияющие на результаты РФА и РСА, и могут содержать одновременно до 8-ми минералогических фторидных фаз. Для точной калибровки (градуирования) рентгеновских измерительных приборов должны применяться стандартные образцы с аттестованным химическим и фазовым составом, удовлетворяющие требованию элементного баланса между химическим и фазовым составом, и адекватные пробам промышленного электролита по составу и микрокристаллической структуре. До выполнения представленной работы такие стандартные образцы отсутствовали, в результате фактическая погрешность рентгеновского контроля состава электролита, определенная по данным межлабораторного межзаводского сравнения, оказалась вдвое хуже технологически требуемой.
Таким образом, задача разработки и метрологической аттестации отраслевых стандартных образцов (ОСО) электролита с точно определенным химическим и фазовым составом является актуальной для Российской алюминиевой отрасли. Значение решения данной научно-технической проблемы для народного хозяйства состоит в повышении качества и эффективности технологического процесса электролиза алюминия за счет повышения точности рентгеновского контроля и поддержания на этой основе оптимального состава электролита в электролизерах, что приведет к увеличению выхода металла, а также создаст возможность стандартизации систем контроля электролита.
Основными препятствиями при разработке многофазных ОСО электролита являлись невозможность получения образцов, полностью адекватных пробам промышленного электролита, путем смешения и сплавления синтетических компонент, и отсутствие методов количественного анализа их фазового состава, обладающих удовлетворительной точностью. По этой причине, потребовалась разработка трех прецизионных методов бесстандартного количественного рентгенофазового анализа, позволивших, в совокупности с межлабораторным химическим анализом, выполнить разработку ОСО непосредственно из проб промышленного электролита разных заводов и достоверно определить и аттестовать их химический и фазовый состав.
Разработанные методы бесстандартного количественного рентгенофазового анализа (КРФА) являются универсальными и могут использоваться для анализа разнообразных многофазных поликристаллических веществ и материалов. Объективные результаты нескольких международных конкурсов по КРФА, проведенные в последние 10 лет комиссией по дифракционным данным международного союза кристаллографов (Round Robin on QPA of CPD IUCr) и американским обществом глинистых минералов (Reynolds Cup competition), показали не достаточно высокую точность бесстандартного КРФА. Например, стандартное отклонение результатов КРФА 5-ти простейших 3-х фазных смесей минералов с концентрациями от 13 до 55% масс., определенное по результатам анализа в полусотне лабораторий мира, составляет около 3% масс./фазу (~9 %отн.), что в 3-4 раза хуже методов КРФА, основанных на применении стандартных образцов. В случае же сложных многофазных смесей с включением глинистых минералов точность КРФА в разы хуже. Таким образом, разработка методов бесстандартного КРФА, обладающих повышенной точностью по сравнению с прототипами, также является актуальной научной задачей.
Цель работы состояла в разработке и метрологической аттестации комплекта отраслевых стандартных образцов химического и фазового состава электролита алюминиевых электролизеров, обеспечивающих точную калибровку рентгеновских измерительных приборов в системах аналитического контроля состава промышленного электролита на Российских алюминиевых заводах.
В соответствии с этим, задачами работы являлись.
- Разработка прецизионных методов бесстандартного КРФА: метода групповой обратной калибровки и регуляризированного мульти- рефлексного метода ссылочных интенсивностей.
- Разработка метода КРФА электролита на базе дифференциально-разностного метода DDM полнопрофильного структурного анализа (нового варианта метода Ритвельда).
- Реализация разработанных методов в форме соответствующего программно-методического обеспечения и оценка их точности на международно-признанных тестовых экспериментальных данных.
- Исследования по разработке ОСО непосредственно из проб электролита алюминиевых электролизеров разных алюминиевых заводов на базе перечисленных методов бесстандартного КРФА и данных химического анализа.
- Создание и метрологическая аттестация со статусом «отраслевые» комплекта стандартных образцов фазового и химического состава электролита алюминиевых электролизеров.
- Внедрение комплекта ОСО на ряде алюминиевых заводов для калибровки рентгеновских измерительных приборов.
Научная новизна. Научная новизна работы состоит в следующем.
- Предложена система уравнений и итерационных алгоритмов уточнения калибровочных коэффициентов фаз и массовых коэффициентов поглощения образцов по методу наименьших квадратов и симплекс-методу, обеспечивших разработку метода «групповой обратной калибровки» для бесстандартного КРФА групп образцов.
- Предложена математическая модель и алгоритм аппроксимации экспериментального дифракционного спектра ссылочными спектрами идентифицированных фаз с помощью регуляризированного МНК и данных о количественном элементном составе, обеспечившие разработку регуляризированного мульти- рефлексного варианта метода ссылочных интенсивностей КРФА.
- Разработан методический подход, обеспечивающий создание стандартных образцов химического и фазового состава из проб промышленного электролита с использованием методов бесстандартного КРФА, полнопрофильного структурного анализа и межлабораторного химического анализа.
- Впервые выполнена метрологическая разработка отраслевых стандартных образцов химического и фазового состава кальций- и магний– содержащего электролита алюминиевых электролизеров, предназначенных для калибровки рентгеновских измерительных приборов в системах аналитического контроля.
Практическая значимость. Отраслевые стандартные образцы обеспечивают точную и идентичную калибровку рентгеновского оборудования, что позволяет существенно повысить точность и стандартизовать оперативный технологический контроль состава электролита на алюминиевых заводах, и, тем самым, стабилизировать технологический процесс электролиза алюминия и повысить выход металла по току. Комплекс исследований и разработок в вопросе количественного контроля состава промышленных электролитов в производстве алюминия найдет дальнейшее широкое практическое применение в алюминиевой отрасли. Разработанные методы КРФА не требуют калибровки по стандартным образцам и, поэтому, могут применяться в различных исследовательских и производственных рентгеновских лабораториях для оперативного рентгенофазового анализа разнообразных многокомпонентных порошковых материалов, в т.ч. в комплексе с методами элементного анализа.
Внедрение результатов исследований. Комплект из 30-ти ОСО электролита к настоящему времени внедрен на Красноярском, Саянском, Новокузнецком и Братском алюминиевых заводах. Мульти- рефлексный метод ссылочных интенсивностей внедрен в лаборатории рентгеновских методов исследования Центра коллективного пользования СФУ.
Достоверность полученных результатов. Определение характеристик химического состава ОСО выполнено по данным межлабораторного химического анализа в 7-ми лабораториях в соответствии с ГОСТ 8.532-2002. Достоверность определения фазового состава ОСО бесстандартными методами КРФА установлена по соответствию значений аттестованного и расчетного (из фазовых концентраций) химического состава, совпадающих в пределах погрешности аттестации. Точность определения аттестованных характеристик состава и отсутствие систематической межметодической погрешности подтверждено независимым методом полнопрофильного рентгеноструктурного анализа. Соответствие метрологических характеристик ОСО требованиям технического задания и ГОСТ 8.532-2002 подтверждено Сертификатом соответствия № РОСС RU. МУ01.0011, выданным ФГУП "Уральский научно-исследовательский институт метрологии". Точность бесстандартных методов КРФА оценена по результатам фазового анализа дифрактограмм тестовых смесей минералов, разработанных комиссией по дифракционным порошковым данным международного союза кристаллографов.
На защиту выносятся:
- Теоретические положения, лежащие в основе «метода групповой обратной калибровки» и «регуляризированного мульти- рефлексного метода ссылочных интенсивностей», и экспериментальные данные оценки точности этих методов.
- Теоретические и эмпирические положения, обеспечивающие разработку стандартных образцов химического и фазового состава алюминиевого электролита с помощью комбинации химического анализа, разработанных бесстандартных методов КРФА и дифференциально-разностного метода полнопрофильного анализа на основе данных о кристаллической структуре фаз электролита.
- Результаты разработки, метрологической аттестации, меж методической оценки погрешности и внедрения комплекта отраслевых стандартных образцов кальций- и магний – содержащего электролита алюминиевых электролизеров.
Апробация работы. Основные результаты работы были представлены и обсуждены на международной конференции «Алюминий Сибири» (Красноярск, 2004, 2005, 2006, 2008); 16 международном совещании по кристаллохимии и рентгенографии кристаллов (Миасс, 2007); 2 международном форуме «Аналитика и аналитики» (Томск, 2008); 11 European Powder Diffraction Conference (Warsaw, Poland, 2008).
Публикации. Результаты работы изложены в 9 статьях, из них в 3-х в журналах, рекомендуемых ВАК, а также в 12-ти тезисах докладов.
Объем и структура работы. Диссертация изложена на 155 страницах, содержит 36 рисунков, 23 таблицы. Работа состоит из введения, 3-х глав, выводов, списка использованной литературы из 82 наименований и приложения с актами внедрения ОСО.
ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ
Во введении обоснована актуальность, сформулированы цель, практическая ценность, научная новизна и основные научные результаты, выносимые на защиту.
В главе 1 рассмотрены физические принципы и приведен обзор литературных данных о современном состоянии методов бесстандартного КРФА поликристаллов. Делается вывод о не достаточной точности существующих методов бесстандартного КРФА поликристаллов и определяются перспективные направления развития этих методов. В частности, подробно рассматриваются реализации КРФА по методу Ритвельда, являющегося потенциально наиболее точным и универсальным.
Рассматривается и анализируется применение методов КРФА для технологического контроля электролита алюминиевых электролизеров на криолитовое отношение (КО) и содержание добавок фтористого кальция и магния, выполняемого в ЦЗЛ на основе комбинирования КРФА с рентгеноспектральным анализом на кальций и магний. Показано, что фактическая точность анализа алюминиевого электролита на отечественных заводах около 0,06 ед. КО (для Р=0,95). Это примерно вдвое хуже, чем на ведущих зарубежных заводах и приводит к потерям эффективности производства. Выявлены факторы, влияющие на точность контроля состава алюминиевого электролита. Одним из основных факторов снижения точности является отсутствие надежных СО электролита, необходимых для градуирования измерительных приборов РСА и РФА. В связи с этим формулируется цель разработки и метрологической аттестации отраслевого комплекта стандартных образцов фазового и химического состава электролита.
В главе 2 приведено описание разработки методического и математического обеспечения бесстандартного количественного рентгенофазового анализа, необходимого для определения фазового состава стандартных образцов электролита и его уточнения по данным межлабораторного химического анализа.
Метод групповой обратной калибровки разработан для одновременного автоматического КРФА групп проб одинакового качественного, но существенно разного количественного фазового состава по изменению интенсивности аналитических рентгеновских линий кристаллических фаз в разных пробах. Метод использует интенсивности рентгеновских линий и, возможно, данные о количественном элементном составе проб, и позволяет определять концентрации в пробах кристаллических и аморфных фаз известного химического состава. Метод группового КРФА заключается в поочередном итерационном уточнении массовых абсорбционных коэффициентов проб и калибровочных коэффициентов фаз по схеме, представленной на рис. 1.
Первоначально, из системы (1) вычисляются калибровочные коэффициенты фаз Lj и коэффициенты aia, используемые для определения аморфных фаз. Затем, через калибровочные коэффициенты фаз по (2) рассчитываются массовые коэффициенты поглощения *i анализируемых проб, с помощью которых из системы уравнений фазового и элементного балансов (3) снова вычисляются коэффициенты Lj и aia, и т.д. Итерационные циклы J повторяются пока понижается квадрат невязки ФJ(Lj,aia) суммарного фазового баланса, используемый в качестве критерия сходимости. По завершении итерационного уточнения концентрации фаз вычисляются по формулам (5).
Системы (1) и (3) могут решаться с помощью МНК или симплекс-метода. Для решения систем этими методами число уравнений m(t+1) должно превосходить число неизвестных (n-na)+mna, что определяет количество проб в группе. При отсутствии аморфных фаз (na=0) правые слагаемые отсутствуют и число неизвестных ![]() равно п. При отсутствии данных о количественном элементном составе (t=0) первые уравнения (1.1) системы (1) исчезают, а число уравнений становится равным m. Итерационная схема, основанная на системе (3), в этом случае не применима и решение находится непосредственно из (1.1). При наличии аморфных фаз подсистема (1.1) без (1.2) однозначно не решается. Однако, если во всех образцах концентрации аморфных фаз
равно п. При отсутствии данных о количественном элементном составе (t=0) первые уравнения (1.1) системы (1) исчезают, а число уравнений становится равным m. Итерационная схема, основанная на системе (3), в этом случае не применима и решение находится непосредственно из (1.1). При наличии аморфных фаз подсистема (1.1) без (1.2) однозначно не решается. Однако, если во всех образцах концентрации аморфных фаз ![]() пропорциональны некоторой концентрации
пропорциональны некоторой концентрации ![]() с известными коэффициентами пропорциональности
с известными коэффициентами пропорциональности![]() , то
, то ![]() , и тогда во всех формулах
, и тогда во всех формулах ![]() заменяется на
заменяется на ![]() .
.

где: k=1…t, j=1…n-na, a =1…na, i=1…m; t – количество химических элементов,
n – общее количество фаз, na – количество аморфных фаз, m – количество проб;
Eik – концентрация элемента k в образце i,
Pkj – атомная доля элемента k в фазе j;
*j, *a - массовые абсорбционные коэффициенты фаз j и а;
Lj – неизвестные калибровочные коэффициенты для определения кристаллических фаз;
aia – неизвестные коэффициенты пропорциональности для определения аморфных фаз.
Рис. 1. Итерационная схема метода групповой обратной калибровки
В последнем случае общее число неизвестных Lj и ![]() будет равно количеству фаз и подсистема (1.1) решается по МНК при количестве образцов больше n. Это возможно, например, при синтезе образцов из исходных компонентов, содержащих аморфные фазы.
будет равно количеству фаз и подсистема (1.1) решается по МНК при количестве образцов больше n. Это возможно, например, при синтезе образцов из исходных компонентов, содержащих аморфные фазы.
При вычислении итерационной схемы по МНК производится минимизация функционала
 где wk – весовая схема, отражающая точность элементного анализа,
где wk – весовая схема, отражающая точность элементного анализа,
а система уравнений МНК имеет вид:
 (6)
(6)
При вычислении итерационной схемы по симплекс-методу производится минимизация целевой функции:
 , (7)
, (7)
при линейных ограничениях:
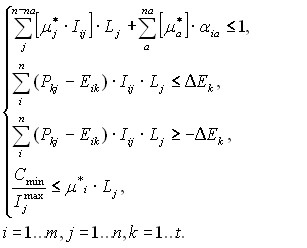
где первое неравенство - ограничения по балансу фаз в пробах,
второе и третье - ограничения по погрешности элементного анализа проб,
последнее - ограничения по пределу чувствительности фазового анализа (Cmin~0,1%).
Для оценки стандартных отклонений КРФА и межметодической погрешности элементного и фазового анализа используется построение соответствующих регрессионных калибровочных графиков:
![]() и (8)
и (8)
 .
.
Разработан также аналогичный вариант метода групповой обратной калибровки для случая с внутренним стандартом. Метод групповой обратной калибровки реализован в виде компьютерной программы, позволяющей выполнять следующие варианты КРФА:
- с использованием только рентгенодифрактометрических (РД) данных (интенсивностей) без итерационной схемы;
- с дополнительным к РД использованием данных о количественном элементном составе, (а) без - и (б) с применением итерационной схемы;
- с известным содержанием одной из фаз (внутренним стандартом), (а) без - и (б) с применением итерационной схемы;
- с присутствием в пробах аморфных или дифрактометрически нерегистрируемых фаз известного элементного состава, (а) без - и (б) с применением итерационной схемы.
Некоторые результаты тестирования метода групповой обратной калибровки на дифрактограммах 8-ми искусственных смесей a-h минералов Round Robin on QPA представлены в таблице 1. В верхней части таблицы указан истинный (весовой) состав смесей, ниже – отклонения вычисленных концентраций фаз Cj от их истинного состава: j=Сj(измеренное)–Сj(взвешенное), слева для каждой из фаз приведены значения стандартных отклонений от истинного состава (далее, СКО).
Таблица 1 - КРФА по варианту I: только РД данные
| Образец | a | b | c | d | e | f | g | h | СКО |
| фаза | Истинный фазовый состав, %масс. | ||||||||
| CaF2 | 95,49 | 4,51 | 1,77 | 55,26 | 30,14 | 18,93 | 35,48 | 35,98 | |
| ZnO | 3,54 | 1,59 | 92,58 | 30,81 | 13,94 | 52,91 | 32,02 | 28,22 | |
| Al2O3 | 0,96 | 93,89 | 5,63 | 13,91 | 55,91 | 28,14 | 32,49 | 35,78 | |
| отклонения КРФА по варианту I от истинного состава, %масс. | |||||||||
| CaF2 | 0,68 | 0,18 | 0,41 | 1,68 | 0,52 | 1,21 | 1,06 | 1,29 | 1,07 |
| ZnO | -0,5 | 0,23 | -1,01 | -2,08 | -1,31 | -2,31 | -2,19 | -1,97 | 1,75 |
| Al2O3 | -0,19 | -0,42 | 0,59 | 0,38 | 0,79 | 1,08 | 1,12 | 0,66 | 0,77 |
| отклонения КРФА по варианту IIб от истинного состава, %масс. | |||||||||
| CaF2 | 0,26 | 0,09 | 0,24 | -0,39 | -0,28 | 0,01 | -0,44 | -0,1 | 0,28 |
| ZnO | -0,1 | 0,38 | -0,37 | 0,26 | -0,15 | 0,17 | 0,07 | 0,14 | 0,25 |
| Al2O3 | -0,25 | -0,48 | 0,13 | 0,12 | 0,36 | -0,19 | 0,35 | -0,05 | 0,30 |
| отклонения КРФА по варианту IIIб от истинного состава, %масс. | |||||||||
| CaF2 | -0,54 | 0,04 | 0,29 | -0,67 | 0,05 | -0,12 | -0,17 | 0,31 | 0,37 |
| ZnO | -0,25 | 0,2 | 0,11 | 0,87 | 0,56 | 1,38 | 1,16 | 0,96 | 0,88 |
| Al2O3 | 0,79 | -0,24 | -0,39 | -0,21 | -0,6 | -1,26 | -0,99 | -1,27 | 0,88 |
| отклонения КРФА по варианту IVб от истинного состава, %масс. | |||||||||
| CaF2 | 0,13 | -0,23 | 0,25 | -0,23 | 0,01 | 0,02 | -0,19 | -0,05 | 0,18 |
| ZnO | -0,12 | 0,25 | -0,23 | 0,24 | 0,01 | -0,01 | 0,2 | 0,07 | 0,18 |
| Al2O3 | -0,02 | -0,03 | -0,02 | -0,02 | -0,03 | -0,03 | -0,03 | -0,03 | 0,03 |
Регуляризированный мульти- рефлексный метод «ссылочных интенсивностей» разработан для автоматического КРФА образцов в результате их качественного РФА, заканчиваемого построением модельного спектра экспериментальной рентгенограммы образца из ссылочных спектров идентифицированных фаз как:
![]() (10)
(10)
где Iэксп.(2j) – полный экспериментальный спектр анализируемого образца, Ii(2j) – ссылочный спектр i-й фазы (например, из базы данных PDF2 ICDD), 2j – дифракционный угол положения j-й спектральной линии, Si - масштабный коэффициент приведения эталонного спектра i-й фазы к экспериментальному спектру.
Коэффициенты приведения определяются с помощью регуляризированного «по Тихонову» МНК в результате минимизации функционала:
 , (11)
, (11)
где Wj – весовая схема, a – оптимизируемый параметр регуляризации.
В случае наличия данных о количественном элементном составе в функционал МНК (11) добавляется член, включающий систему уравнений элементного баланса:
 (12)
(12)
Для варианта RIR с внутренним стандартом функционал МНК принимает вид:
 (13)
(13)
где Ek – концентрация элемента k в образце, Pkj – атомная доля элемента k в фазе j, L – число элементов образца с известным количественным составом, wк – весовые коэффициенты, отражающие точность определения элементного состава, - весовой коэффициент, регулирующий вклад в (12) дифракционных и химических данных.
Нормальная система уравнений МНК строится путем дифференцирования (12) или (13):
![]() (14)
(14)
В классическом методе ссылочных интенсивностей (RIR) интенсивности линий с помощью накапливаемых в базе данных PDF2 ICDD корундовых чисел фаз приводятся к общему масштабу (корундовое число представляет отношение интенсивности максимальной линии фазы к максимальной линии корунда в смеси 1:1). В результате, концентрация каждой фазы рассчитывается как отношение приведенной интенсивности ее аналитической линии к сумме приведенных интенсивностей аналитических линий всех фаз образца (либо через отношение приведенных интенсивностей линий фазы и внутреннего стандарта). В регуляризированном мульти- рефлексном методе ссылочных интенсивностей (RRIR) вместо интенсивностей одиночных аналитических линий используются масштабные коэффициенты фаз, вычисленные по (10) - (14) с использованием всех линий спектра, а расчет концентраций Сj фаз j анализируемого образца производится по следующим формулам:
(а) в варианте с внутренним стандартом
![]() , (15)
, (15)
(б) в варианте нормализованных корундовых чисел
 , (16)
, (16)
где Ki - корундовое число фазы i.
Параметр регуляризации определяется на основе метода невязки Морозова и вычисляется в точке экстремума отношения:
![]() , где
, где  (17)
(17)
Для КРФА по методу RRIR разработан и программно реализован следующий алгоритм, позволяющий определять близкие к оптимуму значения параметров и.
- Оцениваем стандартное отклонение SDchemэксп. экспериментальных данных элементного анализа образца (если таковые имеются).
- Задаем интервал и шаг изменения.
- Для каждого по (11) вычисляем коэффициенты Sj().
- Рассчитываем зависимость D(S(),) / от и определяем точку ее максимума мах.
- Задаем интервал и шаг изменения.
- Для каждого по (12) вычисляем коэффициенты Sj(,), по (16) рассчитываем фазовые концентрации Сj(,) и, затем, из них и данных элементного анализа - стандартные отклонения SDchem(,).
- Для каждого вычисляем зависимости SDchem(,) от и по ним определяем min, для которого min(SDchem(мах,min)) ~ SDchemэксп..
- По (16) рассчитываем искомые фазовые концентрации Сj((мах,min).
- Контроль сходимости КРФА выполняем по неравенству:
SDchem(мах,min) < SDchem(мах,0) < SDchem(0,0) < SDchemRIR (18)
где SDchemRIR - стандартное отклонение элементного состава, вычисленного из фазовых концентраций Сj, рассчитанных по классическому методу RIR.
В случае отсутствия сходимости оценивается правильность выбора исходных данных. При отсутствии данных элементного анализа исключаются шаги, связанные с расчетом.
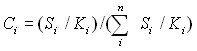
Работа алгоритма иллюстрируется на рис. 2, где приведены типичные зависимости от при различных фиксированных значениях для значений D(S(, ),, ) / и величин стандартных отклонений SD(,) расчетных фазовых концентраций Сj(,) от истинного фазового состава и SDchem(,) элементного состава неметаллов, вычисленного из расчетных фазовых концентраций, от данных их рентгеноспектрального анализа (SDРСА ~ 0.2% масс. показано на правой части рисунка пунктиром). Можно отметить, что в точках =-0,22 и =200 соответствующее значение SD=0,58 близко к минимуму.
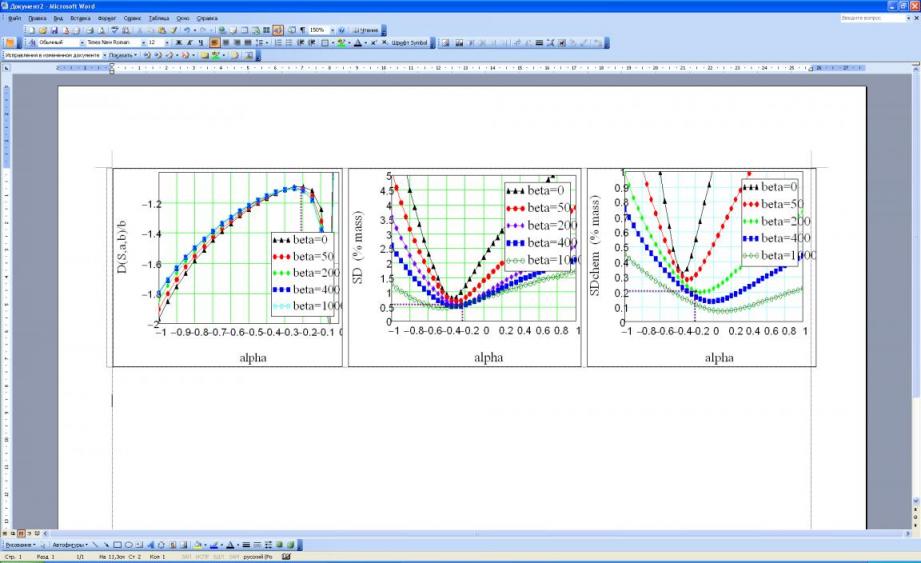
Рис. 2. Слева: зависимость D(S,, ) /, в центре: зависимость SD от и,
справа: зависимость SDchem от при = 0, 50, 200, 400, 1000 для смеси «е»
Некоторые результаты тестирования описанного метода на дифрактограммах искусственных смесей минералов, подготовленных комиссией международного союза кристаллографов для RR on QPA, приведены в таблице 2.
Таблица 2 – Стандартные отклонения КРФА для различных вариантов метода RIR, полученные на тестах CPD IUCr
| № | Классический метод RIR | Мульти-рефлекс-ный RIR без регуляризации | Мульти- рефлексный RIR с регуляризацией без элементного состава | Мульти- рефлексный RIR с регуляризацией и данными РСА неметаллов |
| d | 1,47 | 1,30 | 1,28 = -0,1 | 0,90 = -0,1; = 35 |
| e | 2,91 | 2,20 | 1,12 = -0,22 | 0,58 = -0,22; = 200 |
| f | 1,83 | 1,54 | 0,90 = -0,15 | 0,57 = -0,15; = 70 |
| g | 1,47 | 1,77 | 1,22 = -0,15 | 0,74 = -0,15; = 65 |
| h | 1,78 | 1,66 | 1,11 = -0,15 | 0,68 = -0,15; = 70 |
Разработанные варианты метода RIR интегрированы в информационно-поисковую систему рентгенофазовой идентификации и использованы при решении различных научно-исследовательских задач, в частности, при изучении восстановительных процессов в медных и никелевых сульфидных системах.
В 3-м разделе описывается метод КРФА промышленного электролита на базе дифференциально-разностного метода полнопрофильного структурного анализа (derivative difference minimization - DDM). Отличием DDM относительно известного метода Ритвельда является то, что в нем вместо классического функционала нелинейного МНК используется функционал, составленный из производных разности профилей расчетной и экспериментальной рентгенограмм:
 ,
,
где Y0i и YCi – экспериментальная и расчетная интенсивность на i-том шаге; w1, w2 – весовые коэффициенты, отражающие надежность проведенного измерения.
Критерием сходимости служит взвешенная разность между расчетом и экспериментом - профильный Rwp-DDM фактор. Достоинством метода DDM является то, что он не требует моделирования фона, это позволяет выполнять анализ образцов с аморфной составляющей с большей точностью. Промышленный электролит всегда содержит рентгеноаморфный глинозем, поэтому для его анализа выбран именно метод DDM. Оценка точности КРФА по методу DDM на дифрактограммах указанных в таблице 1 смесей характеризуется СКО ~0.4%масс. Метод DDM требует для работы две большие группы данных: профильные и структурные параметры. Профильные параметры содержат уточняемые характеристики аналитической модели дифрактограммы для каждой из фаз (форму, ширину, асимметрию пиков и т.п.) Структурные параметры содержат кристаллические модели фаз, включающие параметры решетки, координаты и тепловые параметры атомов, и т.п. При одновременном уточнении всех параметров столь сложных многофазных объектов как электролит процесс минимизации расходится. Поэтому выработана методика КРФА проб электролита по методу DDM, определяющая модельные функции профиля и последовательность уточнения профильных и структурных параметров. Исходные структурные модели фаз электролита берутся из базы структурных данных ICSD. По достижении глобального минимума (Rwp-DDM около 5-8%) концентрации фаз вычисляются аналогично КРФА по методу Ритвельда - через расчетные профильные масштабные коэффициенты фаз. На рис. 3 показан типичный графический результат уточнения дифрактограммы образца С460 электролита ОАО «САЗ».
Рис. 3. Сравнение экспериментальной (точки) и расчетной (профиль) дифрактограмм образца С460 (RwpDDM = 4,6 %); внизу их разность (волнистая составляющая - фон от аморфной фазы)
В результате исследований различных образцов алюминиевого электролита по разработанной методике показано, что кристаллическая структура фаз-компонентов может несколько изменяться от образца к образцу. Это обусловлено процессом неравновесной кристаллизации проб при их отборе из ванн в металлические конусные изложницы (масса пробы ~ 40г) и вызвано такими переменными факторами пробоотбора, как состав и температура электролита, температура и масса изложницы, масса пробы, время от момента запитки ванны глиноземом и т.д. В таблицах 3 – 5 приведены сравнительные данные по уточнению параметров решетки и параметров структуры основных фаз для двух типичных образцов С460 (RwpDDM = 4,6 %), С363 (RwpDDM = 5,8 %) алюминиевого электролита ОАО «САЗ». Значимые отклонения выделены.
Таблица 3 – Данные по уточнению параметров решетки фаз образцов C363 и C460
| фаза | Параметры решетки образца 363 | Параметры решетки образца 460 | ||||||
| a | b | c | a | b | c | |||
| Криолит (SG: P21/n) | 5,408 | 5,587 | 7,771 | 90,13 | 5,407 | 5,588 | 7,768 | 90,16 |
| Хиолит (SG: P4/mnc) | 7,029 | 10,386 | 7,028 | 10,384 | ||||
| Na2Ca3Al2F14 (SG: I213) | 10,253 | 10,248 | ||||||
Таблица 4 – Данные по уточнению структуры криолита в образцах С460 и C363
| Образец ОСО | Координаты атомов в общих позициях элементарной ячейки фазы криолита | |||||||||||
| F1 | F2 | F3 | Na2 | |||||||||
| x | y | z | x | y | z | x | y | z | x | y | z | |
| С460 | 0,100 | 0,047 | 0,218 | 0,226 | 0,326 | 0,55 | 0,164 | 0,263 | 0,94 | -0,013 | 0,452 | 0,249 |
| С363 | 0,091 | 0,049 | 0,215 | 0,213 | 0,328 | 0,55 | 0,179 | 0,259 | 0,932 | -0,022 | 0,454 | 0,239 |
На рис. 4 изображена кристаллическая атомная структура криолита и указаны ее основные различия между образцами C363 и C460. Основные структурные вариации проявляются в изменениях угла наклона и геометрических размеров октаэдров [AlF6]-3, и соответствующих сдвигов атома Na, расположенного в общей позиции (Na2). Это отражается и в вариации параметров решетки: величине оси с и угла моноклинности.
 | Рис. 4. Структура криолита и ее основные различия в образцах C363 и C460, соответственно: - угол наклона оси октаэдров относительно оси с: 18.69о и 19.51 о; - ребра и угол параллелограмма в основании октаэдров: 2.484, 2.727, 88.50 о и 2.513, 2.569, 89.04 о; - расстояние Na2 - Na1: 3.249 и 3.188. |
Разница в параметрах решетки, указанных в таблице 3, приводит к заметному сдвигу дифракционных аналитических линий соответствующих фаз на величину 2 порядка 0,02О - 0,03О, а разница в координатах атомов к изменению интенсивности линий. В частности, в таблице 4 приведены отношения интегральных интенсивностей 2-х сильнейших аналитических линий криолита образца С363 к соответствующим линиям образца C460, рассчитанных из уточненных кристаллических структур таблицы 4. Относительное изменение интенсивности между этими линиями доходит до 3.7%отн.
Таблица 5 - Отношение расчетных относительных интегральных интенсивностей
аналитических линий криолита для образцов С363 и C460
| hkl | (1 1 0) | (1 1 -2) |
| 2Theta (Cu K) | 22,86 | 32,54 |
| ratio (% отн.) | 0,980 | 0,963 |
Таким образом, результаты анализа криолита по применяемым на алюминиевых заводах методикам с использованием индивидуальных рентгеновских аналитических линий могут отличаться, в зависимости от выбора аналитической линии, на величину ~2-4% отн. из-за различий в структуре. При анализе стандартного электролита с криолитовым отношением (20) КО~2,5 это приведет к значимой ошибке 0,01-0,02 ед.КО.
Глава 3 посвящена разработке, метрологической аттестации и внедрению комплекта отраслевых стандартных образцов химического и фазового состава электролита алюминиевых электролизеров, предназначенных для калибровки (градуировки) рентгеновского оборудования на алюминиевых заводах.
Электролиты алюминиевых электролизных ванн по своему составу отвечают расплавам шестерной системы Na-Al-Ca-Mg-F-O, находящимся в концентрационной области близи следующего элементного состава: Al~12%, Na~25%, F~55%, Ca~4%, Mg~2%, O~2% при температуре 930-960оС. Выбор химического состава ванны представляет собой результат компромисса между рядом показателей, среди которых снижение тепловых потерь (энергетические затраты), сохранение высоких показателей электролитического процесса (выход металла), расход фтористых солей, срок службы оборудования и другие. Компоненты задают температуру ликвидуса и концентрацию растворенного глинозема. Оптимизация состава повышает выход металла по току на величину до 10 процентов и приводит к большому экономическому эффекту. Однако часть компонентов (преимущественно, фторид алюминия) непрерывно испаряется из ванн и сдвигает состав электролита от точки оптимума в сторону увеличения КО. Это вызывает технологическую потребность в регулярной корректировке состава электролизных ванн по данным рентгеновского анализа, выполняемого на охлажденных пробах.
Основным технологическим параметром, характеризующим состав ванны, является интегральная величина: КО - криолитовое отношение, выражающее величину мольного отношения фторида натрия к фториду алюминия:
![]() (20)
(20)
Дополнительно, контролируются концентрации фторидов кальция и магния. Необходимая частота контроля каждой ванны - раз в 2 дня, время на анализ пробы около 3-х минут (до 1000 проб в сутки на больших заводах).
Для оценки фактической погрешности химического и рентгеновского технологического анализа электролита в ЦЗЛ отечественных алюминиевых заводах был проведен межлабораторный Round Robin, выявивший недостаточную прецизионность этих методов (в два с лишним раза хуже, чем на передовых западных заводах). Характеристики аналитического контроля электролита сведены в таблице 6, некоторые результаты Round Robin представлены на рис. 5.
Таблица 6 – Характеристики аналитического контроля промышленного электролита
| Характеристики контроля состава электролита, стандартные отклонения | КО (ед. КО) | CaF2 (% масс.) | MgF2 (% масс.) |
| Интервал значений контролируемых технологических величин | 1.67-3.3 | 3-10 | 0.5-5 |
| СКО рентгеновского технологического контроля на Российских заводах (по данным Round Robin) | 0.04 | 0.35 | 0.3 |
| СКО арбитражного химического анализа на Российских заводах (по данным Round Robin) | 0.024 | 0.25 | 0.2 |
| СКО рентгеновского технологического контроля на ведущих западных заводах (по данным лит.обзора) | 0.015 | 0.2 | нет |
| СКО метода химического анализа (по данным разработчика - ВАМИ) | 0.01 | 0.15 | 0.15 |
Для анализа состава используются различные варианты КРФА по методу внешнего эталона в комбинации с РСА кальция и магния. В результате, КО может быть рассчитано по эквивалентной (20) формуле:
 (21)
(21)
где Сi – концентрации фаз i (% масс.); i, i – мольные доли, соответственно, NaF и AlF3.
Для измерения концентраций фаз и химических элементов используются калибровочные регрессионные зависимости от интенсивности их рентгеновских рефлексов, получаемые с помощью набора стандартных образцов. Из данных таблицы 6 и рис. 5 следует, что стандартное отклонение КО в стандартных образцах для обеспечения удвоенной точности рентгеновского технологического контроля не должно, в среднем, превышать 0,01 ед.КО, а для аттестации градуировочных образцов электролита в качестве стандартных с помощью химического метода анализа может использоваться только ~ 25% результатов.
Подготовка градуировочных образцов с достаточно точным химическим и фазовым составом являлась нерешенной научно-технической проблемой из-за отсутствия адекватных фаз-компонентов, существенных различий микрокристаллической структуры проб промышленного электролита относительно синтетического и распределением химического состава проб одновременно по нескольким группам фаз (в т.ч. 3 кальций- и 2 магний- содержащих, см. ниже таблицу 9). Поэтому, было принято решение о создании комплекта отраслевых стандартных образцов непосредственно из проб промышленного электролита нескольких алюминиевых заводов с определением химического состава с помощью межлабораторного химического анализа, а фазового состава с помощью описанных во 2-й главе бесстандартных методов КРФА.
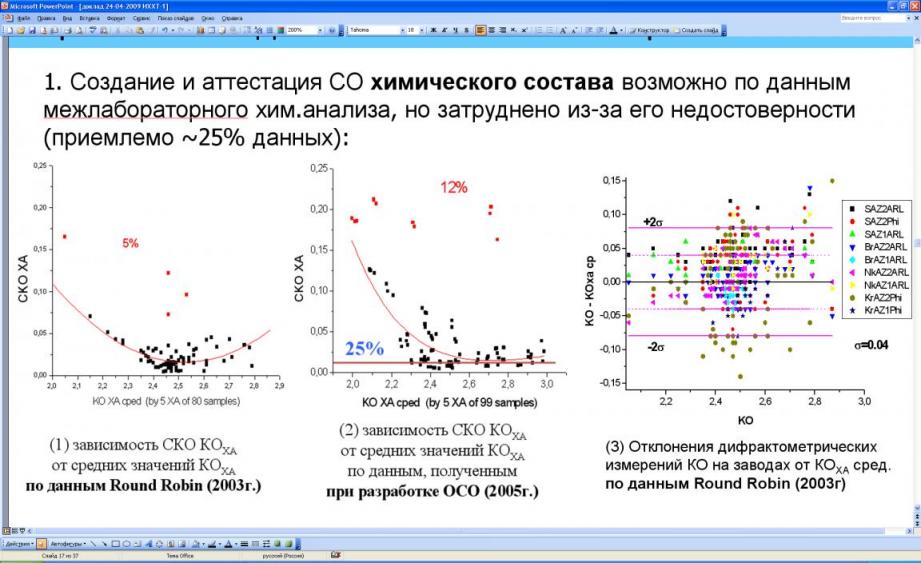
Рис. 5. Результаты оценки межлабораторной прецизионности
химического и дифрактометрического анализа электролита на ОАО САЗ, БрАЗ, НкАЗ и КрАЗ
Для компенсации вышеотмеченных проблем разработана следующая методика создания и аттестации комплекта ОСО из проб промышленного электролита:
- Отбирается представительная и существенно избыточная выборка проб электролита не менее чем с 4-х различных алюминиевых заводов.
- Выполняется первичный химический и рентгеновский анализ КО и фторидов Са и Mg в ЦЗЛ.
- Выполняется фазовая идентификация и КРФА проб по регуляризированному методу ссылочных интенсивностей с расчетом КО по (21).
- На основе соответствия межметодических результатов анализа отбирается представительный по фазовому и элементному составу избыточный набор проб–кандидатов в СО.
- Пробы шифруются и направляются на межлабораторный химический анализ КО, СaF2, MgF2, Al2O3 (не менее, чем в 7 различных сертифицированных лабораторий).
- Результаты (по 7 измерений каждой пробы в 2 параллели в условиях воспроизводимости) с СКО >0,02 ед.КО - исключаются.
- Остаточный набор проб аттестуется по данным межлабораторного химического анализа на химический состав с установлением характеристик погрешности.
- Выполняется КРФА набора СО по регуляризированному методу ссылочных интенсивностей и групповой обратной калибровки с «подгонкой» фазового состава к аттестованным характеристикам химического состава (КО, СaF2, MgF2).
- Строятся регрессионные градуировочные графики: содержания фаз (с поправкой на аморфную составляющую Al2O3) от интенсивности линий, расчетных содержаний КО, СaF2, MgF2 от их аттестованных значений.
- Отклонения фазового состава и КО от соответствующих градуировочных графиков, связанные, как правило, с микроструктурными или структурными факторами СО, уточняются с помощью метода «полнопрофильного анализа», рассчитывается содержание фаз.
- В качестве интегрального критерия достоверности строится регрессионный график зависимости КО, рассчитанного из фазового состава, от аттестованных значений.
- Расчетный по уравнениям регрессии фазовый состав включается в паспорт СО в дополнении к аттестованным характеристикам хим. состава; характеристиками погрешности служат регрессионные СКО градуировочных графиков фаз.
Определение аттестованных значений и характеристик погрешности состава СО проводится в соответствии с ГОСТ 8.532-2002, исследование однородности - в соответствии с ГОСТ 8.531-2002. Основным фактором неоднородности является ликвация, обусловленная существенно различными температурами кристаллизации криолита и хиолита и градиентом температур в изложнице. Поэтому для оценки однородности КО был разработан способ «компонент-индикаторов», основанный на упрощенном расчете КО* по фазам криолита и хиолита, определенным по методу ссылочных интенсивностей:
KO* = 2 (0.6Ccry+ 0,455Cchi) / (0.4Ccry+ 0,545Cchi). (22)
Итоговые характеристики погрешностей КО и содержания фторидов Ca и Mg следующие:
- характеристика погрешности межлабораторной аттестации СО:
D A = Bf SA, (23)
где SA - СКО межлабораторной аттестации, коэффициенты Bf для оценивания доверительного интервала Р=0.95 определены по табл. Б.1 Гост 8.532-2002, f=N-1.
- погрешность аттестованного значения СО:
D Aт = (D2 A + 4 S2н )1/2, (24)
где S2н - СКО погрешности СО от неоднородности.
На основании аттестации комплекта ОСО получен паспорт и сертификат соответствия. В соответствии с методикой разработки ОСО характеристиками оценки точности фазового состава служат регрессионные СКО градуировочных графиков фаз. Значения СКО для основных компонентов ОСО представлены в таблице 7.
Таблица 7 – Значения регрессионных СКО для основных компонентов ОСО
| Компонент электролита | Криолит | Хиолит | Флюорит | Фторид кальция | Фторид магния |
| СКО (%масс.) | 2,2 | 1,5 | 0,1 | 0,08 | 0,09 |
| СКО (%отн.) | 3,3 | 5,3 | 3,3 | 1,6 | 4,0 |
В таблице 8 приведены интервалы химического состава и средние значения аттестованной погрешности (Р=0,95) КО и добавок фторида кальция и магния комплекта ОСО алюминиевого электролита. Полный список ОСО с аттестованными значения и характеристиками погрешности приводится в диссертации и в паспорте на комплект ОСО. В виду отсутствия аттестованных методик для анализа фазового состава электролита в соответствии с ГОСТ 8.532-2002 фазовый состав включен в паспорт ОСО качестве дополнительной характеристики комплекта ОСО.
Таблица 8 - Интервалы химического состава и средние значения аттестованной погрешности (Р=0,95) комплекта ОСО
| Химический состав OCO | Интервал KO (ед.КО) | KO среднее (ед.КО) | Интервал CaF2 (%масс.) | CaF2 среднее (%масс.) | Интервал MgF2 (%масс.) | MgF2 среднее (%масс.) |
| среднее | 1,9-3,3 | 0,017 | 4,5-9,6 | 0,23 | 0,5-4,0 | 0,15 |
Важнейшей задачей разработки ОСО является подтверждение достоверности аттестованных характеристик независимым методом анализа. В качестве такового использован дифференциально-разностный метод DDM полнопрофильного анализа. На рис. 6 показан регрессионный график соответствия расчетного КО, определенного по вышеописанной методике анализа электролита по DDM методу от аттестованных значений КО.
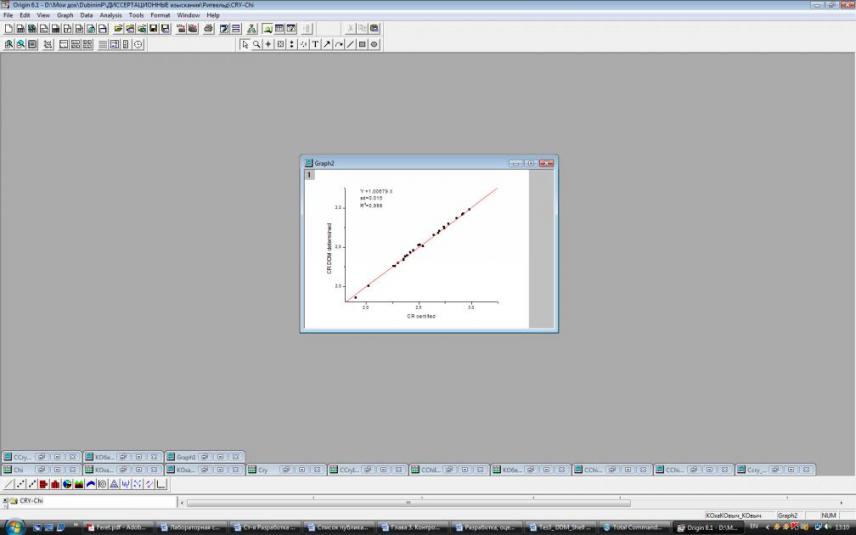 | Рис. 6. График соответствия вычисленных по методу DDM (CR DDM determined) и аттес-тованных значений КО (CR certified) отраслевых стандартных образцов электролита |
Расчетные КО соответствуют аттестованным значениям с точностью, характеризуемой стандартным отклонением 0,015 ед.КО, отражающим совокупную точность измерительного метода и аттестации. Таким образом, данные аттестации являются вполне достоверными. Поскольку КО, вычисленное по методу DDM, и КО аттестации – независимы, а стандартное отклонение данных аттестации составляет, в среднем, 0,0085 ед.КО, можно оценить стандартное отклонение определения КО по методу DDM, составляющее ~ 0,012 ед.КО. Достигнутая точность позволяет в будущем использовать методику DDM для арбитражного анализа электролита вместо химического анализа.
Комплект ОСО внедрен на 4-х алюминиевых заводах: Красноярском, Братском, Новокузнецком, Саяногорском. В таблице 9, в качестве примера, приведены результаты анализа независимых контрольных проб электролита одного из заводов рентгеновским методом, откалиброванным с помощью ОСО.
Таблица 9 - Результаты анализа контрольных проб электролита ОАО «САЗ»
| Тестовые пробы | Данные CubiX Philips (2.06.2006) | Данные меж лабораторного химического анализа | CubiX - XA | |||
| №№ | KO | CaF2, %масс. | KO | CaF2,%масс. | KO | CaF2,%масс. |
| 233 | 2,34 | 5,8 | 2,36 | 6,0 | -0,02 | -0,2 |
| 234 | 2,35 | 5,7 | 2,33 | 5,6 | 0,02 | 0,1 |
| 236 | 2,33 | 5,7 | 2,33 | 5,7 | 0 | 0 |
| 238 | 2,47 | 6,2 | 2,49 | 6,2 | -0,02 | 0 |
| 243 | 2,54 | 6,0 | 2,54 | 5,7 | 0 | 0,3 |
| 245 | 2,32 | 6,2 | 2,3 | 6,3 | 0,02 | -0,1 |
| 250 | 2,34 | 6,4 | 2,34 | 6,4 | 0 | 0 |
| 253 | 2,38 | 6,5 | 2,36 | 6,2 | 0,02 | 0,3 |
| 257 | 2,38 | 5,8 | 2,38 | 5,6 | 0 | 0,2 |
| 260 | 2,42 | 6,2 | 2,41 | 6,1 | 0,01 | 0,1 |
| Среднее | 0,003 | 0,07 | ||||
| СКО | 0,015 | 0,16 | ||||
Выводы и основные результаты работы
В результате проведенных исследований разработаны методы бесстандартного КРФА, обладающие повышенной точностью анализа по сравнению с прототипами. С использованием разработанных методов КРФА и межлабораторного химического анализа выполнена научно-техническая разработка отраслевых стандартных образцов кальций- и магний – содержащего электролита алюминиевых электролизеров, имеющая существенное значение для алюминиевой отрасли страны.
- Разработан метод «групповой обратной калибровки», обладающий повышенной точностью анализа за счет комплексного использования дифракционных интенсивностей и данных о количественном элементном составе, и применения итерационных способов уточнения на основе МНК и симплекс-метода, и обеспечивающий автоматизированный бесстандартный КРФА кристаллических и аморфных фаз известного химического состава в группах образцов.
- Разработан регуляризированный мульти-рефлексный вариант метода ссылочных интенсивностей, обладающий повышенной точностью анализа за счет использования регуляризированного МНК, данных о количественном элементном составе и совмещающий автоматизированный бесстандартный КРФА с процедурой рентгенофазовой идентификации.
- На базе дифференциально-разностного метода полнопрофильного структурного анализа разработан интерактивный метод КРФА промышленного электролита, обладающий повышенной точностью анализа за счет уточнения атомных кристаллических структур минералогических фаз в охлажденных пробах электролита.
- Выполнено исследование точности существующих методов анализа электролита, в частности, проведен межлабораторный Round Robin по оценке погрешности химического и рентгеновского технологического анализа электролита на алюминиевых заводах, показавший их недостаточную прецизионность и необходимость разработки отраслевых стандартных образцов для калибровки измерительного рентгеновского оборудования.
- Разработан методический подход, обеспечивший создание стандартных образцов химического и фазового состава из проб промышленного электролита алюминиевых электролизеров, основанный на применении методов бесстандартного КРФА и использовании данных межлабораторного химического анализа.
- Выполнена метрологическая аттестация со статусом «отраслевые» комплекта стандартных образцов электролита алюминиевых электролизеров с достоверно установленным количественным химическим и фазовым составом; надежность определения аттестованных характеристик подтверждена независимым методом полнопрофильного структурного КРФА.
- Отраслевые стандартные образцы внедрены на Красноярском, Саянском, Братском и Новокузнецком алюминиевых заводов.
Основное содержание диссертации изложено в следующих работах:
- Якимов И.С., Дубинин П.С. / Программа безэталонного рентгенофазового анализа многокомпонентных материалов // Сб. научн. статей «Перспективные материалы, технологии, конструкции, экономика». Вып. 10.- Красноярск. – 2004г.-с.3.
- Якимов И.С., Дубинин П.С. / Система рентгенофазовой идентификации для контроля состава минерального сырья и технических материалов // Сб. научн. статей «Алюминий Сибири».- Красноярск. – 2004г.-с.4.
- Якимов И.С., Кирик С.Д., Дубинин П.С., Подвязный О., Ружников С.Г. / Модернизация технологического контроля электролита // Сб. научн. статей «Алюминий Сибири».- 2005.-с. 168-172.
- Дубинин П.С., Владимиров А.Ю. / Расчет точности безэталонного количественного рентгенофазового анализа по данным анализа тестовых многофазовых смесей // Молодежь и наука – третье тысячелете: Сб. материалов Всероссийской научной конференции студентов, аспирантов и молодых ученых. – Красноярск. – 2005.-с.620-623.
- Дубинин П.С., Якимов И.С. / Безэталонный рентгенофазовый анализ многокомпонентных поликристаллических материалов с использованием данных элементного состава проб // Молодежь и наука – третье тысячелете: Сб. материалов Всероссийской научной конференции студентов, аспирантов и молодых ученых. – Красноярск. – 2006.-с.363-371.
- Якимов И.С., Дубинин П.С. / Методика разработки стандартных образцов фазового состава с использованием количественного безэталонного рентгенофазового и элементного анализа // Тезисы докладов Всероссийской конференции «Стандартные образцы в измерениях и технологиях».- Екатеринбург. – 2006г.-с.2.
- Якимов И.С., Кирик С.Д., Дубинин П.С. / Разработка отраслевых стандартных образцов для технологического контроля состава вещества // Сб. научн. статей «Алюминий Сибири».- 2006.-с. 132-143.
- Дубинин П.С., Рабчун Д.И. / Возможности безэталонного количественного рентгенофазового анализа по методу фундаментальных параметров Ритвельда // Тезисы докладов Межрегиональной научно-технической конференции «Совершенствование технологий производства цветных металлов».- Красноярск. – 2007г.- с.3.
- Якимов И.С., Дубинин П.С. / Standardless quantitative phase analysis into retrieve QQPA // Тезисы докладов Международного совещания по кристаллохимии и рентгенографии кристаллов.- Миасс. – 2007г.- с.3.
- Якимов И.С., Дубинин П.С. / Group standardless quantitative phase analysis // Тезисы докладов Международного совещания по кристаллохимии и рентгенографии кристаллов.- Миасс. – 2007г.- с.1.
- Кирик С.Д., Якимов И.С., Дубинин П.С. / Анализ состояния контроля состава электролита в России // Тезисы докладов Международной конференции «Алюминий Сибири».- Красноярск. – 2007г.-с.1.
- Якимов И.С., Дубинин П.С. / Безстандартный групповой рентгенофазовый анализ // Заводская лаборатория. Диагностика материалов.- Москва.- 2008.- с.28-32.
- Якимов И.С., Дубинин П.С. / Информационно-поисковая система качественного и бесстандартного количественного рентгенофазового анализа // Тезисы докладов Всероссийской научной конференции «Аналитика Сибири и Дальнего Востока».- Томск. – 2008г. с.1.
- Якимов И.С., Кирик С.Д., Дубинин П.С. / Отраслевые стандартные образцы химического и фазового состава электролита алюминиевых электролизеров // Тезисы докладов Всероссийской научной конференции «Аналитика Сибири и Дальнего Востока».- Томск. – 2008г. с.1.
- Якимов И.С., Дубинин П.С., Кирик С.Д. / Bath quantitative XRD control at Russia aluminum smelters // Тезисы докладов XX1 Congress of the International Union of Crystallography.- Osaka, Japan. – 2008г.-p.1.
- Якимов И.С., Дубинин П.С., Залога А.Н., Пиксина О.Е., Якимов Я.И. / Retrieve for XRD phase and structure analysis of powder patterns // Тезисы докладов 11th European Powder Diffraction Conference.- Warsaw, Poland. – 2008г.-p.64.
- Якимов И.С., Дубинин П.С., Залога А.Н., Пиксина О.Е., Кирик С.Д., Ружников С.Г., Шиманский А.Ф., Озерский М.А. / Лабораторная система рентгеновского анализа состава электролита // Сб. научн. статей «Алюминий Сибири».- 2008.-с. 222-225.
- И.С.Якимов, Дубинин П.С., А.Н.Залога, О.Е.Пиксина, С.Д.Кирик / Разработка отраслевых стандартных образцов электролита алюминиевых электролизеров // Стандартные образцы.-2008.-с.34-42.
- Чекушин В.С., Олейникова Н.В., Дубинин П.С., Донцова А.В. / Восстановительные процессы в системе никелевый концентрат разделения файнштейна–каустическая сода // Технология металлов, Вып.10.- Москва.- 2008.-с. 5.
- Чекушин В.С., Олейникова Н.В., Дубинин П.С., Шубакова М. А. / Восстановительные пpоцессы в системе сульфид меди — NaOH // Технология металлов, Вып. 11.- Москва.- 2008.-с. 5.
- Якимов И.С., Дубинин П.С., Пиксина О.Е. / Регуляризация метода ссылочных интенсивностей для количественного рентгенофазового анализа поликристаллов // Журнал СФУ. Серия химия 1.- Красноярск.-2009.-с.71-80.