

Совершенствование базовых элементов технологии прокатки и о своение производства железнодорожных рельсов повышенной эксплуатационной стойкости
На правах рукописи
МУХАТДИНОВ НАСИБУЛЛА ХАДИАТОВИЧ
СОВЕРШЕНСТВОВАНИЕ БАЗОВЫХ ЭЛЕМЕНТОВ ТЕХНОЛОГИИ ПРОКАТКИ И О СВОЕНИЕ ПРОИЗВОДСТВА ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ ПОВЫШЕННОЙ ЭКСПЛУАТАЦИОННОЙ СТОЙКОСТИ
Специальность 05.16.05 - «Обработка металлов давлением»,
05.16.01 - «Металловедение и термическая обработка металлов»
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Москва - 2011
Работа выполнена в Федеральном государственном унитарном
предприятии «Центральный научно-исследовательский институт
черной металлургии им. И.П. Бардина»
| Научный руководитель | - доктор технических наук Филиппов Георгий Анатольевич |
| Официальные оппоненты: | - доктор технических наук, профессор Никитин Георгий Семенович - кандидат технических наук Галкин Михаил Петрович |
| Ведущая организация: | - ОАО «Выксунский металлургический завод» |
Защита состоится 31 мая 2011г. в 15 ч на заседании диссертационного совета Д217.035.02 при Федеральном государственном унитарном предприятии «Центральный научно-исследовательский институт черной металлургии им. И.П. Бардина» по адресу: 105005, Москва, 2-я Бауманская ул., д.9/23.
Отзывы в двух экземплярах, заверенные печатью, просьба направлять
по адресу: 105005, Москва, 2-я Бауманская ул., д. 9/23.
С диссертацией можно ознакомиться в библиотеке и на сайте ФГУП «ЦНИИчермет им. И.П.Бардина»[email protected]
Автореферат разослан 29 апреля 2011г.
Ученый секретарь
диссертационного советаД217.035.02,
кандидат технических наук Т.П.Москвина
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность проблемы
Стратегия развития железнодорожного транспорта России предусматривает увеличение грузоподъемности составов и скорости их движения. Все это требует улучшения качества и повышения уровня механических свойств рельсов как основного элемента железнодорожного пути. Для повышения качества и уровня эксплуатационных характеристик рельсов необходимо освоение на металлургических заводах-производителях рельсов (ОАО «Новокузнецкий металлургический комбинат» и ОАО «Нижнетагильский металлургический комбинат») новых металлургических технологий и оборудования. В частности, освоение новых технологий производства рельсов из конвертерной и электростали, обеспечивающих повышенную степень чистоты по примесям и неметаллическим включениям, а также совершенствование технологии прокатки.
Это связано с тем, что эксплуатационные свойства рельсов зависят не только от качества стали, но и в значительной мере от стабильности и точности геометрических параметров готовых рельсов – прямолинейности, точности профиля, концевой кривизны и др. Улучшение геометрических параметров рельсов может быть осуществлено только путем совершенствования технологии горячей деформации, в процессе которого происходит формирование профиля проката.
Решение этой актуальной проблемы возможно путем разработки новых и совершенствования существующих технологий горячей деформации и прокатного оборудования с использованием современных средств математического моделирования для оптимизации технологических режимов прокатки и охлаждения в зависимости от марочного сортамента стали для железнодорожных рельсов. Моделирование режимов прокатки, в основу которого заложены современные представления по вопросам формоизменения (калибровки), формирования структуры и механических свойств, позволит оперативно управлять технологическими параметрами прокатки и охлаждения и производить рельсы с гарантированным уровнем качества. Повышение качества проката, как основополагающего фактора развития производства рельсов, является актуальным направлением работы, поскольку позволит обеспечить снижение материальных затрат, рост металло- и энергосбережения при производстве готовой продукции, повысить ее конкурентоспособность на мировом рынке.
С другой стороны, повышение эксплуатационных свойств рельсов в условиях повышенных нагрузок и скоростей движения может быть осуществлено за счет создания новых марок рельсовых сталей, обеспечивающих, прежде всего, требуемый уровень механических свойств (твердости, пластичности, вязкости). Для этого необходима разработка химического состава рельсовой стали по легирующим и микролегирующим элементам, обеспечивающим получение мелкодисперсной структуры.
Цель работы и задачи исследования
Целью данной диссертационной работы является разработка технологических режимов и узлов оборудования, обеспечивающих массовое производство железнодорожных рельсов, в том числе и из новых марок стали. Для достижения поставленной цели необходимо решить следующие задачи:
- На базе анализа и обобщения опыта производства рельсовой продукции разработать методы повышения операционной эффективности технологических процессов, обеспечивающих получение заданного профиля рельса и его прямолинейности, качества поверхности и необходимых механических свойств при снижении затрат на производство.
- Разработать эффективную технологическую схему прокатки при снижении температуры нагрева заготовки на 300С с использованием математической модели определения энергосиловых и температурно-скоростных параметров прокатки заготовки в реверсивной клети.
- Разработать новую технологию упрочнения чистового калибра с изменением калибровки чистовой клети рельсобалочного стана, обеспечивающую стабильность профиля рельса, повышение ресурса валков и снижение веса погонного метра рельса.
4. Разработать и опробовать новые составы рельсовых сталей с повышенными эксплуатационными характеристиками:
- высокоуглеродистая (заэвтектоидная) рельсовая сталь повышенной износостойкости с содержанием углерода до 0,90%;
- микролегированная ванадием и азотом сталь для рельсов повышенной хладостойкости;
- низколегированная рельсовая сталь типа Э75ХГФ, обеспечивающая в горячекатаном состоянии уровень механических свойств термообработанных рельсов.
Методы исследования
Экспериментальная часть работы выполнена с применением методов металлографии, электронной микроскопии, методов логистического и математического моделирования процесса на базе современных средств вычислительной техники, а также проведения промышленного опробования различных марок стали и новых конструкций узлов оборудования в условиях действующего производства. Основными методами исследования опытных и новых разработок явились испытания механических свойств (ударной вязкости, работы разрушения, вязкости разрушения и усталостной прочности), в том числе полнопрофильных рельсовых проб на копре и усталостном стенде.
Научная новизна
На базе анализа и обобщения опыта производства качественной металлопродукции разработана комплексная методика операционных улучшений металлургического процесса для повышения эффективности технологических режимов и параметров оборудования. Показано, что в условиях устойчивой современной технологии металлургического передела рельсов определяющим и ключевым процессом является прокатное производство, обеспечивающее получение рельсов с заданными геометрическими параметрами прямолинейности, профиля и др.
В диссертации получены следующие результаты, характеризующиеся научной новизной:
- разработаны математические модели для определения энергосиловых параметров и температуры в реверсивной клети и непрерывной группе клетей рельсобалочных станов, что позволило провести анализ процесса прокатки рельсов при различных температурах и снизить температуру деформации в клети «900» в среднем на 30°С;
- разработана новая форма чистового калибра рельсобалочного стана, позволяющая обеспечить стабильность размера профиля рельса, снижение погонного веса рельса и повышение стойкости калибра;
- по результатам исследования структуры и механических свойств разработаны и опробованы составы новых рельсовых сталей с повышенными эксплуатационными характеристиками:
- высокоуглеродистая (заэвтектоидная) рельсовая сталь с содержанием углерода до 0,90% повышенной износостойкости;
- микролегированная ванадием и азотом рельсовая сталь для рельсов повышенной хладостойкости;
-низколегированная рельсовая сталь типа Э75ХГФ, обеспечивающая в горячекатаном состоянии уровень механических свойств термообработанных рельсов;
- показано, что по комплексу характеристик рельсы из новых марок сталей превосходят показатели стандартных рельсов общего назначения: износостойкость рельсов из высокоуглеродистой стали на 35…40%, хладостойкость рельсов низкотемпературной надежности в 1,5…2,0 раза, усталостная прочность рельсов из низколегированной стали на 10%.
Практическая ценность и реализация работы. По результатам проведенных исследований в массовое производство на ОАО «НТМК» и ОАО «НКМК» внедрен комплекс технологических ресурсо- и энергосберегающих мероприятий в области сталеплавильного производства, непрерывной разливки и прокатки рельсовой стали, обеспечивший снижение энергозатрат на 1,7%, увеличение ресурса прокатных валков на 0,2 кг/т, уменьшение отбраковки рельсов по поверхностным дефектам на 0,7%, снижение технологических отходов на 0,3 кг/т, а также повышение уровня механических свойств готовых рельсов.
Внедрение новых марок рельсовых сталей специального назначения с повышенной износостойкостью, хладостойкостью и низколегированных без финишной термообработки позволило повысить уровень твердости головки рельса до 400-415 НВ, увеличить износостойкость на 35-40%, хладостойкость до KCU = 25-60 Дж/см2 при -600С, усталостную прочность на 10%, а также довести срок эксплуатации рельсов до уровня мировых стандартов, т.е. обеспечить наработку более 1 млрд. т брутто.
Суммарный экономический эффект от внедрения разработок составил более 150млн. рублей.
Основные научные положения, выносимые на защиту
1.Результаты разработки технологии прокатки рельсов на базе математической модели процесса горячей деформации заготовки.
2. Расчеты новых калибровок, обеспечивающих улучшение геометрических параметров профиля рельса и повышение ресурса калибров.
3. Технологические элементы совершенствования процессов выплавки и непрерывной разливки новых марок рельсовой стали.
4. Создание или исследование новых марок рельсовых сталей специального назначения, обеспечивающих при дальнейшем переделе формирование структуры, стойкой к разрушению при повышенных механических нагрузках и низких температурах, а также обеспечивающих требуемый уровень свойств рельсов без термообработки.
Апробация работы
Основные результаты и положения диссертационной работы доложены и обсуждены на ежегодных конференциях Некоммерческого партнерства «Рельсовая комиссия», состоявшихся 26-27 октября 2007 года в г. Новокузнецке (ОАО «НКМК»), 25-26 июня 2008 года в г. Нижнем Тагиле (ОАО «НТМК»), 01-02 октября 2009 года в г. Калуге (ОАО «Калужский завод «Ремпутьмаш»), 26-29 октября 2010 года в г. Новокузнецке (ОАО «НКМК»), ХП Международном конгрессе сталеплавильщиков 2-6 октября 2010 года в г. Магнитогорске (ОАО «ММК»), а также отраслевых конференциях и координационных совещаниях.
Публикации. Основное содержание диссертации опубликовано в трех учебных пособиях, 14 журналах и сборниках научных трудов, в том числе опубликовано пять статей в журналах, входящих в список изданий, рекомендованных ВАК. Получено 19 патентов РФ на изобретения.
Структура и объем диссертации. Диссертация состоит из введения, четырех глав, общих выводов, списка литературы из 112 наименований. Работа изложена на 193 страницах машинописного текста, содержит 62 рисунка и 35 таблиц.
ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ
Во введении раскрыта актуальность и обоснована цель проведенных исследований, сформулированы задачи, научная новизна и практическое значение диссертационной работы.
В первой главе рассмотрено современное состояние технологий производства и качества металлопродукции железнодорожного назначения, приведен анализ мирового и российского рынков металлопродукции железнодорожного назначения, выполнен анализ технологий и состава оборудования, используемых для производства рельсов за рубежом и в России.
Сравнительный анализ показателей качества рельсов ОАО «НКМК» и зарубежных производителей показал, что качество рельсов отечественных и ведущих зарубежных производителей по многим основным показателям сопоставимо с рельсами. Основной задачей является дальнейшее совершенствование технологии и оборудования для достижения более высоких механических характеристик рельсов. Однако стремление к достижению предельно высоких прочности и твердости может привести к потере пластичности и ударной вязкости и, как следствие, привести к хрупким разрушениям рельсов.
Анализ как эффективности систем управления качеством в производственном процессе, так и применения интегрированных схем прогнозирования качества металлопродукции показал, что для оптимизации производственного цикла предприятия и повышения эффективности технологических режимов и параметров оборудования на базе обобщения опыта производства качественной металлопродукции необходима разработка комплексной методики операционных улучшений металлургического процесса производства рельсов. Показано, что в условиях современного металлургического передела ключевым процессом является прокатное производство, обеспечивающее получение заданных параметров.
Во второй главе представлено обоснование выбранных аспектов и методов выявления фокусов внимания для операционных улучшений технологических процессов производственного цикла, обеспечивающего получение заданных геометрических показателей по профилю, прямолинейности и др. Разработана и представлена методика выявления и внедрения поэтапных операционных улучшений производства металлопродукции. Сформирован комплект нормативных документов и регламентов для управления процессом модернизации массового производства металлопродукции, в котором обобщены методики и опыт построения регулярной системы операционных улучшений деятельности предприятия. Методы организации интеллектуального производства и улучшения бизнес-процессов в целях повышения его операционной эффективности оказались востребованными российскими предприятиями и в настоящее время внедрены на ОАО «НТМК» и ОАО «НКМК». Обобщенные методики системы операционных улучшений легли в основу лекций для дистанционного корпоративного обучения специалистов Нижнетагильского металлургического комбината, а также курсов «Операционный менеджмент» и «Управление изменениями» программ MBA Государственного университета управления и Московского института инженеров транспорта. Система операционных улучшений задокументирована и состоит из регламентов, представляющих компактную подборку полезных методик для построения архитектуры ключевых компонент системы. Регламенты отражают приемы поиска, позиционирования, проработки, интеграции операционных улучшений. Описание практик применения методов операционных улучшений выполнено для условий металлургического комбината полного цикла.
Представлена концепция эффективного производства металлопродукции железнодорожного назначения. Для выбора технологических режимов прокатки в зависимости от марочного и размерного сортамента продукции использованы современные средства математического моделирования, и разработаны модели для определения энергосиловых параметров и температуры в реверсивной и непрерывной группе клетей. При прокатке в реверсивной клети расчеты велись по программе, алгоритм которой представлен на рисунке 1.
При прокатке в реверсивной обжимной клети расчет энергосиловых параметров и температуры металла проводился по разработанной программе с учетом разницы температуры переднего и заднего конца раската, а расчет потерь тепла на излучение и конвекцию ведётся по длине раската с учётом вытяжки в каждом проходе:
![]()
где Ti – 1– температура заднего конца раската после i-го прохода, °С;
TЛ – снижение температуры за счет лучеиспускания, °С;
TВ – снижение температуры за счет теплоотдачи при контакте металла с валками, °С;
TК – снижение температуры за счет конвекции, °С;
TД – повышение температуры за счет тепловыделения от работы деформации, °С.
Рисунок 1 – Блок-схема алгоритма расчета энергосиловых параметров
Фактическое сопротивление пластической деформации определялось на основе данных о температурно-скоростных и деформационных условиях процесса. Расчет параметров проводился по кривым (рисунок 2), построенным на основе экспериментальных данных.

Рисунок 2 – Кривые деформационного упрочнения рельсовой стали при непрерывном деформировании
Для определения разогрева металла за счет пластической деформации использовалась следующая зависимость:
где H0![]() – высота проката до пропуска, мм;
– высота проката до пропуска, мм;
H1 ![]() – высота проката после пропуска, мм;
– высота проката после пропуска, мм;
рср – среднее контактное давление, МПа;
– плотность, кг/м3;
с – удельная теплоемкость, кДж/(кг·К);
– коэффициент, учитывающий потери теплоты в окружающую среду.
Результаты расчета температуры раската после прокатки в обжимной клети (5 проходов) при начальной температуре 1200°С и 1170°С представлены в таблице 1.
Таблица1 – Результаты расчета энергосиловых параметров в обжимной клети
| Начальная температура, °С | № прохода | Усилие прокатки, кН | Момент прокатки, кНм | Твх, °С | Твых, °С | Скорость прокатки, м/мин | Цикл перемещения балки в ПШБ, сек |
| 1200 | 1 | 5552,01 | 1001,72 | 1200,00 | 1204,2 | 4 | 54 |
| 2 | 6485,08 | 1075,10 | 1200,72 | 1206,6 | |||
| 3 | 4661,87 | 1155,60 | 1201,07 | 1209,7 | |||
| 4 | 6445,63 | 1069,56 | 1202,55 | 1212,8 | |||
| 5 | 2138,10 | 429,21 | 1203,88 | 1208,2 | |||
| 1170 | 1 | 6039,50 | 1089,68 | 1170,00 | 1174,7 | 51 | |
| 2 | 6941,34 | 1150,74 | 1171,47 | 1177,9 | |||
| 3 | 4933,57 | 1222,95 | 1172,74 | 1182,0 | |||
| 4 | 6656,21 | 1104,50 | 1175,31 | 1186,1 | |||
| 5 | 2283,46 | 458,39 | 1177,72 | 1182,5 |
По результатам анализа сделан вывод о возможности снижения начальной температуры прокатки в клети «900» до 1170°С. Это позволило уменьшить расход энергии на нагрев на 1,7% и увеличить темп нагрева в методической печи на 6%.
Одним из способов улучшения геометрических параметров профиля рельсов является повышение твердости поверхностного слоя чистовых калибров валков рельсобалочного стана, позволяющее стабилизировать форму чистового калибра с целью обеспечения формоизменения на минусовых допусках.
В связи с этим в работе был предложен способ поверхностного упрочнения прокатных валков. Предложение реализовано в промышленных условиях для упрочнения валков чистовой клети рельсобалочного цеха на вальцетокарном станке модели 1К826. Между поверхностью валка и вольфрамовым электродом, находящимся под напряжением, посредством искрового высокочастотного разряда возбуждали электрическую дугу обратной полярности. Для защиты электрода и нагретого металла валка от окисления в дуговой промежуток подавали инертный газ аргон. Для рассредоточения тепловой мощности дуги, регулирования формы и площади пятна нагрева на поверхности валка использовали электромагнитное управление дугой. Упрочнение поверхности с заданной площадью осуществляли путем перемещения пятна нагрева по поверхности валка с наложением упрочненных участков по прямой или винтовой линии. Необходимый упрочненный слой получали путем изменения силы тока дуги от 250 до 300 А, напряжения от 18 до 30 В, скорости перемещения дуги от 1 до 1,3 м/мин, а также регулирования зазора между электродом и упрочняемой поверхностью от 10 до 12 мм. При этом расход аргона изменяли от 600 до 700 л/ч.

Рисунок 3 – Схема экспериментальной установки упрочнения прокатных валков электродуговой закалкой поверхности валка пульсирующей дугой
1 – прокатный валок, 2 – патрон передней бабки, 3 – вальцетокарный станок, 4 – закалочная головка, 5 – суппорт, 6 – вольфрамовый электрод, 7 – обрабатываемая поверхность калибра
Промышленное внедрение на ОАО «НКМК» предложенного способа упрочнения обеспечило на прокатных валках получение упрочненного слоя глубиной 460-500 мкм с твердостью 7500-8000 МПа. При этом стойкость валков повысилась от 1500 т до 2500 т. Снижение расхода валков составило 0,2 кг/т.
При реализация предложенного способа упрочнения прокатных валков были оптимизированы режимы формоизменения металла следующим образом:
- чистовой калибр для прокатки рельсовой стали спроектирован на минусовых допусках с учетом коэффициента термического расширения прокатываемой марки стали;
- обжимные калибры ящичного типа были пересчитаны с учетом увеличения выпуска калибра, что привело к уменьшению площади поперечного сечения проката на выходе из черновой группы клетей;
- были изменены углы наклона сопряженных частей калибров в местах разъема рабочих валков таким образом, что уменьшилась разница скоростей очага деформации, что стабилизировало кинематические режимы и минимизировало локальный износ калибров рабочих валков.
Таким образом, на основе математической модели для определения энергосиловых параметров и температуры в реверсивной клети «дуо» рельсобалочного стана проведен анализ процесса прокатки рельсов при различных температурах, и внедрена технология пластической деформации в клети «900» в условиях снижения температуры с 12000С до 11700С и сокращения цикла перемещения балки ПШБ с 54 до 51 с, что позволило увеличить производительность на 100 тыс.т/год.
Разработанные способ упрочнения рабочей поверхности валков электродуговой закалкой и новая форма чистового калибра рельсобалочного стана позволили обеспечить снижение расхода валков на 0,2 кг/т, стабильность размера профиля рельса, его симметричность, а также снижение веса погонного метра рельса на 0,3 кг.
В третьей главе изложены результаты разработки и внедрения новых технических решений и промышленного освоения технологии производства железнодорожных рельсов из новых марок стали, совершенствование технологии выплавки и металлургические аспекты повышения качества высокоуглеродистой стали. Рассмотрены технологические приемы, позволяющие регулировать содержание неметаллических включений и перспективные структурные состояния высокоуглеродистой стали, обеспечивающие повышенный запас вязкости. Разработана и опробована технология рационального раскисления и модифицирования неметаллических фаз при внепечной обработке высокоуглеродистой стали с целью обеспечения повышенных требований по микрочистоте оксидных и сульфидных неметаллических включений. Сравнительный анализ чистоты высокоуглеродистой стали текущего и опытного производства показал, что степень чистоты, как по среднему показателю, так и по наиболее загрязненному участку опытного металла существенно ниже, чем в металле текущего производства по сульфидам более чем в 2 раза, а по оксидам в 1,2-1,5 раза. Разработаны улучшенные составы шлакообразующих смесей, используемых для теплоизоляции и защиты зеркала металла в промежуточном ковше от вторичного окисления при непрерывной разливке стали. Шлакообразующая смесь, в состав которой входит углеродсодержащий материал, пегматит тонкомолотый, плавиковый шпат, флюоритовый концентрат имеет следующий химический состав, мас.%: 5,0-17,0 С; 33,0-45,0 СаО; 28,9-37,0 SiО2; 6,5-9,0 А12О3; 2,0 F; >1,0 Na20; >0,7 К20. Показано, что при отношении CaO/SiO2=0,9-l,4 достигаются повышение теплоизолирующей способности смеси, снижение поверхностных дефектов литой заготовки за счет стабилизации температурно-скоростного режима разливки, а также снижение общей загрязненности неметаллическими включениями.
Одной из технических задач при непрерывной разливке является повышение надежности системы регулирования уровня металла в кристаллизаторе, обеспечение стабильности процесса разливки, повышение коэффициента серийности разливки и исключение аномалий качества слитка, вызванных смещением потока стали вследствие зарастания погруженного стакана. Предложена новая функциональная схема регулирования уровня металла в кристаллизаторе (рисунок 4). Система регулирования металла в кристаллизаторе содержит: датчик уровня металла 1, датчик позиции стопора 2, датчик скорости разливки 3, исполнительный механизм привода стопора 4, регулятор положения стопора 5, блок сравнения 6, регулятор уровня металла 7, блок сравнения 8, задатчик уровня металла 9, блок вычисления скорости изменения уровня металла в кристаллизаторе 10, блок вычисления адаптивного коэффициента усиления регулятора уровня 11, кристаллизатор 12.

Рисунок 4 – Блок-схема системы регулирования уровня металла в
кристаллизаторе
Система включает блок вычисления скорости изменения уровня металла в кристаллизаторе и блок вычисления адаптивного коэффициента усиления регулятора уровня. Блок вычисления скорости изменения уровня на входе связан с датчиком уровня металла, а на выходе – с блоком вычисления адаптивного коэффициента усиления регулятора уровня. Регулятор уровня соединен на входе с датчиком позиции стопора и датчиком скорости разливки, а на выходе через регулятор уровня металла – с блоком сравнения, который, в свою очередь, связан с регулятором положения стопора и исполнительным механизмом привода стопора.
В качестве примера стабилизации химического состава стали представлена динамика значений стандартных отклонений (Рисунок 5) для углерода, марганца и кислорода, приведенных к уровню 2004 г., которая за период ввода и освоения технологии массового производства рельсовой стали на ОАО «НКМК» указывает на наличие положительной тенденции по стабилизации химического состава металла.
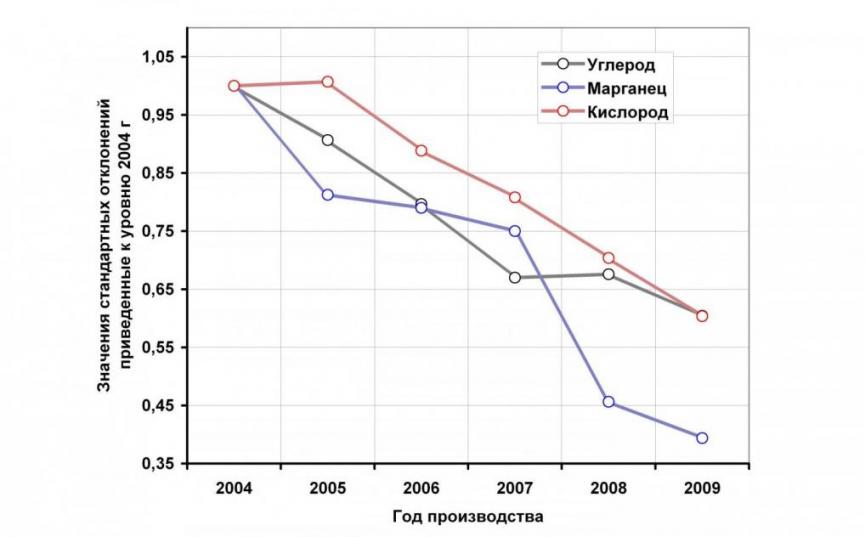
Рисунок 5 – Динамика значений стандартных отклонений среднего содержания углерода, марганца и общего кислорода, приведенных к уровню 2004 г.
Таким образом, комплекс разработанных и внедренных технологических мероприятий в области сталеплавильного производства рельсовой стали позволил существенно улучшить качество и стабильность химического состава рельсовой стали, что создало предпосылки для разработки составов новых рельсовых сталей.
В четвёртой главе приведены результаты научных исследований, экспериментов в промышленных условиях, а также освоение производства рельсов из непрерывнолитой заготовки (НЛЗ) электростали, в том числе рельсов специального назначения из новых марок сталей.
На основе комплексных сравнительных исследований рельсов из электростали, слитка мартеновской стали отечественного производства и рельсов зарубежных производителей показано, что металл рельсов из электростали Э76Ф отличается более высокой чистотой по неметаллическим включениям, особенно по силикатам от рельсов из мартеновской стали и близок к рельсам ведущих зарубежных производителей. Рельсы из электростали обладают более однородным распределением структуры и механических свойств по длине и сечению. Установлено, что рельсы из электростали в термообработанном состоянии обладают более высоким уровнем ударной вязкости, чем рельсы мартеновского производства (рисунок 6). Показана местная анизотропия ударной вязкости на образцах с острым надрезом этих рельсов, что является следствием повышенной степени чистоты и меньшей степени деформации при прокатке. Усталостная прочность рельсов из электростали находится на уровне рельсов мартеновского производства. Однако, усталостная долговечность рельсов из электростали несколько выше.
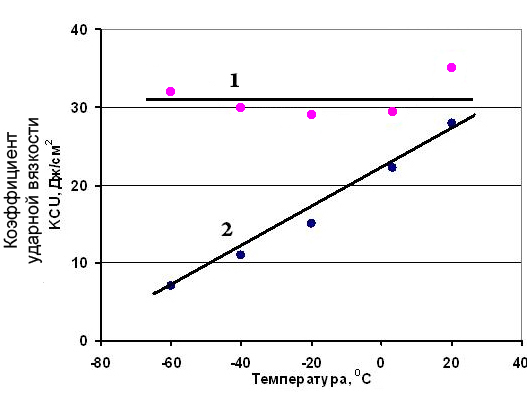
Рисунок 6 – Зависимость ударной вязкости от температуры испытаний для рельсов из НЛЗ электростали (I) и слитка мартеновской стали (2)
Таким образом, высокая степень чистоты, однородность свойств по длине и сечению, запас вязкости и пластичности рельсовой стали, полученной с применением современных металлургических технологий позволяет совершенствовать химический состав с целью повышения эксплуатационных характеристик рельсов.
В частности, с учетом условий эксплуатации российских железных дорог работы по созданию новых рельсовых сталей проводились в трёх основных направлениях. Во-первых, для повышения эксплуатационной стойкости рельсов, особенно в кривых участках пути малого радиуса, необходима разработка рельсовых сталей, обладающих повышенной износостойкостью. Во-вторых, эксплуатационная надежность рельсов, особенно в районах с низкими климатическими температурами, зависит от их хладостойкости, что требует создания рельсовых сталей повышенной низкотемпературной надежности. Наконец, в третьих, увеличение скоростей движения, введение в эксплуатацию участков путей со смешанным и скоростным движением ставит задачу создания рельсов повышенной прямолинейности, в том числе из низколегированных марок сталей, обеспечивающих получение требуемого уровня механических свойств без завершающей объемной закалки рельсов в масле.
Разработана технология производства рельсов повышенной износостойкости из стали с содержанием углерода до 0,90 % и микролегирующими добавками ванадия (0,07 - 0,08 %) и азота (0,012 - 0,017 %) (таблица 2). В ходе эксплуатационных наблюдений на перевальном участке Иркутск – Слюдянка Восточно-Сибирской железной дороги, отличающемся большим числом кривых малого радиуса, выявили высокую износостойкость рельсов из стали заэвтектоидного состава: их удельный боковой износ составил на 1 млн. т брутто-груза 0,076 - 0,072 мм, в то время как для стандартных рельсов он достигает 0,124 мм (рисунок 7). Дальнейшее увеличение содержания углерода лимитируется образованием структурно-свободного цементита по границам зерен перлитных колоний в виде сетки, что приводит к резкому снижению ударной вязкости стали и динамической прочности рельсов.
Существенное значение имеет создание рельсов низкотемпературной надежности. Новая технология производства таких рельсов позволила обеспечить безопасность движения при температурах минус 40°С и ниже. По данным служб пути на дорогах, расположенных в районах с суровыми климатическими условиями, одиночные изъятия по дефектам в 2,0 - 2,5 раза больше зимой, чем летом. Низкие температуры особенно неблагоприятно сказываются на развитии усталостных трещин в головке рельсов, уложенных на бесстыковом пути, а также на пластичности и вязкости, в результате чего возможно хрупкое разрушение рельса.
Таблица 2 – Химический состав новых марок рельсовой стали
| Марка стали | Содержание элементов, % масс. | |||||||||
| C | Mn | Si | V | N | Cr | Ni,Cu | Nb | S | P | |
| Э90АФ | 0,75-0,90 | 0,75-1,25 | 0,25-0,65 | 0,03-0,15 | 0,007-0,020 | 0,20-0,60 | 0,30 | 0,001-0,12 | 0,020 | 0,025 |
| НЭ | 0,71-0,82 | 0,75-1,15 | 0,25-0,60 | 0,05-0,15 | 0,005-0,015 | 0,2 | 0,03-0,15 | 0,005-0,025 | 0,020 | 0,025 |
| Э75ХГФ | 0,65-0,75 | 0,85-1,20 | 0,30-0,55 | 0,07-0,15 | 0,007-0,020 | 0,40-0,95 | 0,03-0,30 | 0,05-0,15 | 0,020 | 0,025 |
| Э76Ф | 0,71-0,82 | 0,75-1,05 | 0,25-0,45 | 0,03-0,15 | - | - | 0,30 | - | 0,025 | 0,030 |

Рисунок 7 – Износостойкость рельсов из заэвтектоидной стали по результатам пробеговых испытаний на перевальном участке Восточно-Сибирской железной дороги
Чтобы повысить низкотемпературную надежность рельсового металла, необходимо обеспечить формирование мелкокристаллической структуры за счет образования карбонитридов ванадия, что возможно при достаточном количестве ванадия и азота в стали. Установлено, что гарантированное получение необходимой ударной вязкости рельсов низкотемпературной надежности обеспечивается при содержании азота 0,010 - 0,020 % и ванадия 0,07 - 0,08 %.
Благодаря оптимизации химического состава углеродистой рельсовой электростали и применению технологии карбонитридного упрочнения достигнуто значительное повышение эксплуатационной стойкости рельсов до уровня мировых стандартов, обеспечившее наработку более 1 млрд. т брутто (рисунок 8).

Рисунок 8 – Эксплуатационная стойкость рельсов повышенной низкотемпературной надежности
Производство рельсов из низколегированной стали позволяет при достаточно высоком уровне прочности улучшить геометрические параметры за счет исключения завершающей термообработки.
В связи с этим важным является разработка и промышленное опробование производства рельсов из низколегированной стали без термообработки, комплексная оценка качества, уровня механических свойств и сопротивления разрушению, в том числе при стендовых испытаниях полнопрофильных рельсовых проб.
Установлено, что макро- и микроструктура рельсов непосредственно после прокатки, а также механические свойства рельсов удовлетворяют требованиям ГОСТ Р 51685. Крупных включений длиной более 4 мм, не допустимых по ГОСТ Р 51685 для рельсов группы Т1, в исследуемых рельсах не обнаружено. Работа зарождения и распространения трещины горячекатаных рельсов из стали типа Э75ХГФ составляет 2,2 и 13,9 Дж/см2, что близко к значениям этих характеристик для термообработанных рельсов из углеродистой стали Э76Ф – 2,6 и 15,0 Дж/см2 соответственно (таблица 3).
Вязкость разрушения К1с для рельсов из стали Э75ХГФ такая же, как для термообработанных рельсов из стали Э76Ф и составляет 73 МПам.
Таким образом, механические свойства горячекатаных рельсов из низколегированной стали находятся на уровне объемнозакаленных рельсов из простой углеродистой стали.
Таблица 3 – Механические свойства и параметры сопротивления разрушению рельсов из стали Э75ХГФ в горячекатаном состоянии
| Завод изготовитель | в, | 0,2 | НВ | KCU | f, мм (копровые испытания) | ||
| Н/мм2 | % | Дж/см2 | |||||
| ОАО «НКМК» | 1200 | 840 | 8,0 | 25,0 | 341 | 30,8 | 30 (Н=7,3м) (Т=20°С) |
| ГОСТ Р 51685 (рельсы категории Т1) | 1200 | 840 | 8,0 | 25 | 341 | 25 | |
| Марка стали | Состояние | р | от | fпл | Аз | Ар | А | KIC, МПам |
| Н/мм2 | мм | Дж/см2 | ||||||
| Э75ХГФ | горячекатаное | 1893 | 1705 | 0,07 | 2,2 | 13,9 | 16,1 | 73 |
| Э76Ф | горячекатаное | 1485 | 1373 | 0,055 | 1,7 | 11 | 12,7 | 50 |
| Э76Ф | термообработанные | 2130 | 1850 | 0,08 | 2,6 | 15 | 17,6 | 73 |
| М76Ф | термообработанные | 2300 | 2005 | 0,07 | 2,7 | 18,2 | 20,9 | 53 |
Испытания рельсовых проб длиной 1,2 м проводили на базе 2х106 циклов при асимметричном цикле нагружения с коэффициентом асимметрии 0,1 и частоте нагружения 300 цикл/мин. Испытания показали, что рельсы из низколегированной стали обладают более высокой усталостной прочностью, чем объёмнозакалённые рельсы из углеродистой стали (рисунок 8).

Рисунок 9 – Изменение усталостной прочности при натурных испытаниях рельсов из стали Э75ХГФ в горячекатаном (2) и отожженном (1) состояниях и стали М76В после объемной закалки и отпуска
Таким образом, разработаны и запатентованы химический состав и технология производства рельсов из низколегированной стали Э76ХГФ. Эти рельсы в горячекатаном состоянии имеют удовлетворительное качество по неметаллическим включениям, макро- и микроструктуре, копровой прочности, механическим характеристикам и усталостной прочности.
Внедрение новых марок рельсовых сталей специального назначения – повышенной износостойкости, хладостойкости и низколегированных без финишной термообработки позволило повысить уровень твердости головки рельса до 400-415 НВ, увеличить износостойкость на 35-40%, хладостойкость до KCU = 25-60 Дж/см2 при -600С, усталостную прочность на 10% и довести срок эксплуатации рельсов до уровня мировых стандартов, т.е. обеспечить наработку более 1 млрд. т брутто.
Суммарный экономический эффект от внедрения комплекса операционных улучшений технологии массового производства рельсов и освоения производства новых марок рельсовой стали в условиях ОАО «НКМК» составил более 150 млн. рублей.
Общие выводы:
1. На основании комплексных исследований усовершенствована технология прокатки рельсов в черновой и чистовой клетях рельсобалочного стана, обеспечивающая повышение качества и уровня потребительских свойств рельсов, а также увеличивающая производительность стана. Разработаны и прошли промышленное опробование новые марки рельсовых сталей специального назначения.
2. На базе анализа и обобщения опыта производства качественной металлопродукции разработана комплексная методика операционных улучшений металлургического процесса производства рельсов для повышения эффективности технологических режимов и параметров оборудования. Показано, что на современном этапе развития сталеплавильного производства, когда его технология устойчива и стабильна, ключевым моментом в повышении качества железнодорожных рельсов должно стать совершенствование технологии прокатного производства, которое обеспечит получение требуемой формы, прямолинейности и профиля.
3. На основе математической модели для определения энергосиловых параметров и температуры в реверсивной клети «дуо» рельсобалочного стана проведен анализ процесса прокатки рельсов при различных температурах и снижена температура деформации в клети «900» до 11700С взамен 12000С, при сокращении цикла перемещения балки ПШБ с 54 до 51 с и увеличению производительности на 100 тыс.т./год.
4. Разработан способ упрочнения электродуговой закалкой, и рассчитана новая форма чистового калибра рельсобалочного стана, позволяющие обеспечить снижение расхода валков на 0,2 кг/т, а также стабильность размера профиля рельса, его симметричность и снижение веса погонного метра рельса на 0,3 кг.
5. Разработаны технологические режимы выплавки рельсовой стали в электропечах, обеспечивающие повышение комплекса физико-механических свойств стали, уменьшение загрязненности неметаллическими включениями и газами, снижение массовой доли остаточных элементов, снижение отбраковки металла по поверхностным дефектам на 0,7%, повышение серийности разливки в среднем на 0,5 плавки. Разработана и внедрена автоматизированная система регулирования уровня металла в кристаллизаторе, обеспечивающая повышение стабильности процесса разливки и исключение аномалий качества слитка.
6. Проведено исследование структуры, механических свойств и сопротивления разрушению, в том числе при испытаниях полнопрофильных рельсовых проб, рельсов из НЛЗ стали Э76Ф, мартеновской стали и рельсов зарубежного производства. По загрязненности неметаллическими включениями рельсы из НЛЗ электростали значительно чище, чем рельсы из мартеновской стали и находятся на уровне лучших зарубежных аналогов. Механические свойства рельсов из НЛЗ электростали обладают высокой однородностью по начальным и конечным заготовкам по ходу непрерывной разливки и по сечению рельса.
7. Разработаны составы и освоены технологии производства новых рельсовых сталей повышенной эксплуатационной стойкости:
- заэвтектоидная рельсовая сталь с повышенным содержанием углерода до 0,90%, твердость рельсов из которой достигает 400-415 НВ, а износостойкость на 30% выше, чем стандартных рельсов;
- микролегированная ванадием и азотом рельсовая сталь повышенной низкотемпературной надежности, хладостойкость которой в 1,5…2,0 раза выше, чем стандартных рельсов и составляет KCU = 25-60 Дж/см2 при -600С.
8. Разработана и опробована комплексная технология выплавки, внепечной обработки, непрерывной разливки и прокатки рельсов из низколегированной стали типа Э75ХГФ, и проведено исследование качества, механических свойств и сопротивления разрушению, в том числе, при стендовых испытаниях полнопрофильных рельсовых проб. Сопоставление с рельсами других способов производства показало, что уровень прочности и пластичности горячекатаных рельсов из низколегированной стали близок к свойствам термообработанных рельсов из углеродистой стали и удовлетворяет требованиям ГОСТ Р 51685 для объемнозакаленных рельсов; хладостойкость и трещиностойкость рельсов из низколегированной стали в горячекатаном состоянии находится на уровне термообработанных рельсов из углеродистой стали – вязкость разрушения К1с для тех и других рельсов равна 73 МПа. Предел выносливости при стендовых циклических испытаниях полнопрофильных рельсов из новой стали выше, чем для объемнозакаленных рельсов из углеродистой стали.
Суммарный экономический эффект от внедрения разработок составил более 150 млн. рублей.
Основное содержание диссертационной работы изложено в следующих публикациях:
- Мухатдинов Н.Х, Основные направления развития производства рельсов в ОАО "НКМК" / А.Б.Юрьев, Н.Х. Мухатдинов, Н.А.Козырев, Л.В.Корнева // Сталь. - 2010. -№ 1.-С. 99-100.
- Мухатдинов Н.Х Результаты производства и качество рельсов ОАО "НКМК" / В.В. Могильный, Н.Х. Мухатдинов, Н.А. Козырев // Промышленный транспорт XXI века.2009.-N4.-С. 40-43.
- Мухатдинов Н.Х. К вопросу повышения надежности сварного стыка объемно-закаленных рельсов из электростали / А.Б. Юрьев, Н.Х. Мухатдинов, Н.А. Козырев, Л.В. Корнева, А.Л. Никулина // Сталь. - 2010. - № 2. - С. 72 - 78.
- Мухатдинов Н.Х. Результаты производства и качество рельсов на ОАО «НКМК» за 2007-2009гг. /В.В. Могильный, Н.Х Мухатдинов, Н.А. Козырев. Улучшение качества и условий эксплуатации рельсов и рельсовых скреплений: В сб. научных докладов.- Екатеринбург: ОАО «УИМ», 2010, 31с : ил.
- Мухатдинов Н.Х. О необходимости внесения изменений в «Регламент внесения изменений в технологический процесс производства рельсовой продукции» /В.В.Могильный, Г.В.Мохов, Н.Х. Мухатдинов, А.А.Дерябин. Улучшение качества и условий эксплуатации рельсов и рельсовых скреплений: В сб. научных докладов.- Екатеринбург: ОАО «УИМ», 2010, 125с : ил.
- Мухатдинов Н.Х. Техническое обслуживание и ремонты оборудования. Решения НКМК-НТМК-ЕВРАЗ: учеб. пособие / под ред. В.В. Кондратьева, Н.Х. Мухатдинова, А.Б. Юрьева. — М.: ИНФРА-М, 2010. — 128 с. + СО-К. — (Управление производством).
- Операционные улучшения. Решения системы НТМК-ЕВРАЗ: учеб, пособие / под ред. В.В. Кондратьева, А.В. Кушнарева. — М.: ИНФРА-М, 2010. — 96 с. + СО-К. — (Управление производством). [Материал к печати подготовили : Н.Х. Мухатдинов и.др.].
- Организация энергосбережения (энергоменеджмент). Решения ЗСМК-НКМК-НТМК-ЕВРАЗ: учеб, пособие / под ред. В.В. Кондратьева. — М.: ИНФРА-М, 2010. — 108 с. + СО-К. — (Управление производством). [Авторы разработки решений, представленных в издании: Н.Х. Мухатдинов и др.].
- Мухатдинов Н.Х Об опыте взаимодействия со структурными подразделениями ОАО "РЖД" / В.В. Могильный, Г.В. Мохов, Н.Х. Мухатдинов // Промышленный транспорт XXI века. - 2009. - № 5 - 6. - С. 25 - 26.
- Мухатдинов Н.Х. Рынок диктует свои требования / Н.Х. Мухатдинов // Сталь 2000. - № 7. - С. 70 - 72.
- Опыт прокатки слитков из легированных сталей на блюминге 1250. // РЖ Металлургия. - 1999. - №5 - Д73.
- Устройство для перемещения проката: патент 2129928. Россия. В21В 39/00//РЖ Металлургия. - 1999. - №10 - Д34П.
- Патент РФ 2130348, МПК В21В27/03, Составной прокатный валок. ОАО Челябинский металлургический комбинат "Мечел" // № 97110025; заявл. 20.06.1997; опубл.20.05.1999;
- Патент РФ 2129928, МПК В21В39/00, Устройство для перемещения проката. Челябинский государственный технический университет // № 98105064; заявл.03.03.1998; опубл. 10.05.1999;
- Патент РФ 2009125063, Способ выплавки стали, Юрьев А.Б., Мухатдинов Н.Х., Козырев Н.А., Кузнецов Е.П., Бойков Д. В., Тяпкин Е.С.
- Патент РФ 2009125070, Сталь, Юрьев А. Б., Мухатдинов Н.Х., Атконова О.П., Козырев Н.А., Корнева Л. В.
- Патент РФ 2009125072, 2393050, Теплоизолирующая смесь для сталеразливочного ковша, Юрьев А.Б., Мухатдинов Н.Х., Козырев Н.А., Бойков Д.В., Токарев А.В., Шишин А.Г
- Патент РФ 2009129777, Способ калибровки дублирующих косорасположен-ных калибров, Юрьев А.Б., Мухатдинов Н.Х., Дорофеев В. В., Каретников А.Ю., Дорофеев С.В., Лапченко А.В., Сапелкин О.И.
- Патент РФ, 2009129779, Способ производства рельсового профиля из нержавеющей марки стали, Юрьев А. Б., Мухатдинов Н.Х., Дорофеев В. В., Добрянский А.В., Каретников А.Ю., Дорофеев С. В., Лапченко А.В., Мезенцев А. В.
- Патент РФ 2009129781, Рельсовая сталь, Юрьев А.Б., Мухатдинов Н.Х., Козырев Н.А., Корнева Л. В., Никулина А.Л.
- Патент РФ 2009129782, Рельсовая сталь, Орьев А.Б., Мухатдинов Н.Х., Степашин А.М., Козырев Н.А., Корнева Л. В., Никулина А.Л., Бойков Д. В.
- Патент РФ 2009129786, Рельсовая сталь, Юрьев А.Б., Мухатдинов Н.Х., Степашин А.М., Козырев Н.А., Корнева Л. В., Атконова О.П.
- Патент РФ 2009133555, Способ поверхностного упрочнения прокатных валков, Юрьев А.Б., Мухатдинов Н.Х., Козырев Н.А., Закаулов Е.Г., Мезенцев А. В., Корнева Л. В.
- Патент РФ 2009133573, Способ прокатки рельсов типа Р50, Юрьев А. Б., Мухатдинов Н.Х., Козырев Н.А., Закаулов Е.Г., Мезенцев А. В. Кожеурова Л. Т., Горбунова Е.А., Корнева Л. В., СапелкинО.И.
- Патент РФ 2009136797, Способ закалки деталей, Юрьев А. Б., Мухатдинов Н.Х., Козырев Н.А., Тарасова Г.Н., Корнева Л. В., Закаулов Е.Г., Мезенцев А.В.
- Патент РФ 2009136798, Сталь, Юрьев А. Б., Мухатдинов Н.Х., Атконова О.П., Корнева Л. В., Козырев Н.А. Прокопьева Т.В.
- Патент РФ 2009136799, Сталь, Юрьев А.Б., Мухатдинов Н.Х., Козырев Н.А., Корнева Л. В., Атконова О. П.
- Патент РФ 2009149721, Рельсовая сталь, Мохов Г.В., Мухатдинов Н.Х., Козырев Н.А., Корнева Л. В., Могильный В. В., Никулина А.Л., Бойков Д. В.
- Патент РФ 2010107826, Способ выплавки рельсовой стали, Мухатдинов Н.Х., Козырев Н.А., Тверской А.Б., Бойков Д. В., Лемешевский Д.С., Ботнев К.Е.
- Патент РФ 2010112169. Способ выплавки рельсовой стали, Александров И. В., Мухатдинов Н.Х., Козырев Н.А., Бойков Д. В., Кузнецов Е.П., Захарова Т.П.
- Заявка № 2008115575, Система регулирования уровня металла в кристаллизаторе, Мухатдинов Н.Х., Данилин Ю.А., Виноградов С., Мухранов Н.В., Прохоров А.П., Пилипенко В.Ф.
Все выносимые на защиту научные и практические результаты получены автором лично и в соавторстве.