

Совершенствование операций брусковой абразивной обработки деталей типа коленчатых валов на основе локализации энергетического взаимодействия инструмента и обрабатываемой поверхности
На правах рукописи
ТЮРИН АНАТОЛИЙ НИКОЛАЕВИЧ
СОВЕРШЕНСТВОВАНИЕ ОПЕРАЦИЙ
БРУСКОВОЙ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ
ТИПА КОЛЕНЧАТЫХ ВАЛОВ НА ОСНОВЕ
ЛОКАЛИЗАЦИИ ЭНЕРГЕТИЧЕСКОГО ВЗАИМОДЕЙСТВИЯ
ИНСТРУМЕНТА И ОБРАБАТЫВАЕМОЙ ПОВЕРХНОСТИ
Специальность 05.02.08.– Технология машиностроения
А В Т О Р Е Ф Е Р А Т
диссертации на соискание ученой степени
доктора технических наук
Саратов 2009
Работа выполнена в ГОУ ВПО
«Саратовский государственный технический университет»
| Научный консультант: | доктор технических наук, профессор Королев Альберт Викторович |
| Официальные оппоненты – | доктор технических наук, профессор Зверовщиков Владимир Зиновьевич |
| доктор технических наук, профессор Полянчиков Юрий Николаевич | |
| доктор технических наук, профессор Загородских Борис Павлович | |
| Ведущая организация – | ГОУ ВПО «Донской государственный технический университет» г. Ростов-на-Дону |
Защита состоится 24 декабря 2009 г. в 15 часов, ауд. 1/319 на заседании диссертационного совета Д 212.242.02 в Саратовском государственном техническом университете по адресу: Саратов, ул. Политехническая, 77.
С диссертацией можно ознакомиться в научно-технической библиотеке Саратовского государственного технического университета.
Автореферат разослан ноября 2009 г.
| Ученый секретарь диссертационного совета | А.А. Игнатьев |
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность работы. Для обеспечения высокой конкурентоспособности на мировом рынке отечественных автотракторных двигателей необходимо существенно повысить их надежность и ресурс работы. Весьма важными направлениями в решении этой проблемы являются повышение качества опор трения, технологическое обеспечение рациональной геометрической формы их рабочих поверхностей.
В работах В.М. Александрова, О.Ю. Давиденко, А.В. Королева, А.А. Королева, А.А. Лурье, А.В. Орлова, А.М. Чистякова и других убедительно показано, что придание рабочим поверхностям контактирующих деталей механизмов и машин рациональной геометрической формы позволяет существенно улучшить параметры упругого контакта и значительно повысить эксплуатационные свойства узлов трения. Этого можно достигнуть совершенствованием операций брусковой абразивной обработки.
Применяемые в автотракторном машиностроении технологии суперфиниширования, основанные на равномерном воздействии инструмента на обрабатываемую поверхность, не в состоянии устранить в должной мере погрешности геометрической формы. Поэтому весьма важным направлением в совершенствовании операций суперфиниширования деталей автотракторных двигателей является создание технологических процессов, позволяющих локализовать технологическое воздействие абразивного инструмента на обрабатываемую поверхность и обеспечить возможность избирательного ее воздействия на различные участки заготовки. Тем самым обеспечивается возможность более эффективно исправлять исходные погрешности формы заготовки и в более полной мере обеспечивать требуемое качество деталей.
Совершенствование такого сложного процесса, как процесс суперфиниширования, невозможно без осуществления его моделирования. При моделировании процесса суперфиниширования обычно используется кинематический подход, при котором анализируется траектория движения инструмента. Но ввиду действия множества факторов (характеристика бруска, износ, засаливание инструмента и др.) предлагаемые модели получаются громоздкими, при их построении вводится множество допущений, значимость которых бывает трудно оценить. Использование энергетического подхода позволяет построить более простые модели суперфинишной обработки и изучить более глубокие закономерности процесса.
Поэтому тема диссертации, направленная на совершенствование операций брусковой абразивной обработки деталей типа коленчатых валов на основе локализации энергетического взаимодействия инструмента и обрабатываемой поверхности, является актуальной.
Цель работы – совершенствование операций брусковой абразивной обработки деталей типа коленчатых валов на основе локализации энергетического взаимодействия инструмента и обрабатываемой поверхности, что позволяет повысить эффективность процесса и увеличить ресурс работы коленчатых валов.
Научная новизна работы заключается в создании технологических основ энергетического взаимодействия рабочей поверхности инструмента и обрабатываемой поверхности при брусковой абразивной обработке и заключается в следующем:.
1. Научное обоснование эффективности энергетического подхода к исследованию процесса брусковой абразивной обработки.
2. Математическая модель стохастического процесса разрушения связки инструмента под действием сил резания и энергии деформирования зерен.
3. Математическая модель процесса формирования единичных срезов на основе обоснования обобщенной траектории резания, отражающая связь основных параметров срезов с энергией перемещения абразивных зерен по обрабатываемой поверхности.
4. Математическая модель механизма энергетического взаимодействия инструмента и шероховатой поверхности заготовки, отражающая влияние энергии резания и засаливания инструмента на величину съема припуска, формирование профиля заготовки и микрорельефа ее поверхности.
5. Численное моделирование процесса суперфиниширования шеек коленчатых валов, результаты анализа влияния различных технологических факторов на основные показатели обработки.
6. Способ остроугольного многобрускового суперфиниширования коренных и шатунных шеек коленчатых валов, результаты теоретического и экспериментального исследования рациональных условий осуществления процесса остроугольного многобрускового суперфиниширования.
7. Способ суперфиниширования коренных и шатунных шеек коленчатых валов с криволинейной осцилляцией инструмента, результаты теоретического и экспериментального исследования рациональных условий осуществления этого процесса, обеспечивающих исправление погрешностей формы исходной заготовки.
Практическая ценность результатов работы.
1. Предложены новые способы брусковой абразивной обработки коренных и шатунных шеек коленчатых валов, получено решение ФИПС о выдаче патента на изобретение по заявке (№ 2008109695/02(010485) от 11.03.08 г. «Способ чистовой обработки».
2. Разработаны методика, алгоритм и программа определения рациональных условий брусковой абразивной обработки шеек коленчатых валов.
3. Предложена технология брусковой абразивной обработки с остроугольной многобрусковой и криволинейной осцилляцией инструмента, обеспечивающая существенное исправление погрешностей формы деталей после операций шлифования и повышающая ресурс работы двигателей.
4. Разработана и изготовлена инструментальная головка с изменяющимся углом осцилляции бруска.
5. Разработана и изготовлена инструментальная головка, обеспечивающая криволинейную осцилляцию инструмента.
6. Результаты исследований внедрены на предприятиях: ТОО «Уральский механический завод», изготавливающем два типа коленчатых валов, АО «Западно-Казахстанская машиностроительная компания», АО «Уральский завод Зенит», АО «НИИ «Гидроприбор», АО «НИИ микрографии», АО Омега»
7. Материалы исследований используются в учебном процессе при чтении лекций по курсам: «Обработка металлов резанием», «Ремонт машин» и др., а также при подготовке аспирантами и магистрантами кандидатских и магистерских работ.
Методы и средства исследования. Теоретические исследования выполнены на основе математического аппарата, теории вероятностей и математической статистики, методов математического анализа с учетом достижений теории абразивной обработки, технологии машиностроения, теории резания металлов. Для получения количественной оценки влияния технологических факторов обработки на параметры качества обрабатываемой поверхности применялось математическое моделирование на основе многофакторных планируемых экспериментов. Рациональные условия осуществления процессов определялись с помощью симплексного метода линейного программирования и с использованием программы МachCad.
Экспериментальные исследования новых способов брусковой абразивной обработки шеек коленчатых валов проводились в лабораторных и производственных условиях ТОО « Уральский механический завод». Отработка и производственные испытания предложенных технологий осуществлялись на суперфинишных полуавтоматах модели 3875КН19 с модернизированными, разработанными автором инструментальными головками для остроугольного многобрускового суперфиниширования и суперфиниширования с криволинейной осцилляцией инструмента и с использованием современных средств измерения и контроля.
Апробация работы. Основные положения и результаты работы доложены и обсуждены на международных и республиканских конференциях, в том числе: международной научно-практической конференции «Индустриально-инновационная политика: состояние и перспективы развития» (г. Орал, 2006 г.); межрегиональной выставке товаропроизводителей приграничных районов Казахстана и России (г. Уральск, 2006 г.); международной научной конференции «Наука и образование – ведущий фактор стратегии «Казахстан-2030» (г. Караганда, 2006 г.); международной научно-технической конференции «Машиностроение и техносфера ХХI века» (г. Донецк, 2007 г.); международной научной конференции молодых ученых «Наука и образование 2007», Евразийский национальный университет им. Л.Н. Гумилева (г. Астана, 2007 г.); международной практической конференции – выставке «Технологии ремонта, восстановления и упрочнения деталей машин, механизмов, оборудования, инструмента и технологической оснастки» (г. Санкт-Петербург, 2006-2009 гг.); международной научно-практической конференции «Ресурсосберегающие технологии технического сервиса» (г. Уфа, 2007 г.); международной конференции, посвященной 95-летию со дня рождения профессора А.Б. Лурье (г. Санкт-Петербург – Пушкин, 2008 г.); научно-практической конференции «Трибология – машиностроению», посвященной 70-летию Института машиноведения Российской Академии наук (г. Москва, 2008 г.).
В полном объеме диссертация заслушана и одобрена на расширенном заседании кафедры «Технология машиностроения» Саратовского государственного технического университета, на расширенном заседании совета машиностроительного факультета Западно-Казахстанского аграрно-технического университета имени Жангир хана, на расширенном заседании Ученого совета Западно-Казахстанского инженерно-технологического университета, на заседании НТС ТОО «Уральский механический завод», НТС «Западно-Казахстанская машиностроительная компания», НТС АО «Уральский завод Зенит», НТС АО «НИИ «Гидроприбор», НТС АО «НИИ микрографии», НТС АО «Омега», НТС АО «Уральскагрореммаш».
Публикации. По теме диссертации опубликовано 46 печатных работ, из них 14 статей, изданных в журналах, рекомендованных ВАК Российской Федерации, одно положительное решение о выдаче патента на изобретение, 3 монографии, 2 учебных пособия.
Структура и объем работы. Диссертация содержит 474 с. (в том числе 363 страницы текста, 127 рисунков, 48 таблиц). Работа состоит из введения, 6 глав, заключения, списка использованной литературы из 300 наименований и 14 приложений.
ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ
Во введении обоснована актуальность темы, сформулированы цель и задачи исследования, научная новизна, а также научные положения и результаты, выносимые на защиту.
В первой главе представлен аналитический обзор существующих способов финишной обработки прецизионных поверхностей деталей и конструктивные особенности используемого при этом оборудовании.
Рассмотрены работы А.В. Королева, А.В. Орлова, М.А. Галахова, О.Ю. Давиденко, В.А. Рахчеева, А.А. Королева, В.М. Шумячера, Ю.Н. Полянчикова и др., посвященные теоретическим и экспериментальным исследованиям в области оптимизации геометрической формы контактирующих поверхностей деталей опор трения и ее формирования на операциях суперфиниширования, что позволяет значительно повысить их эксплуатационные показатели. Однако отсутствие надежных методов формирования профилей деталей рациональной формы на финишных операциях обработки коленчатых валов сдерживает внедрение прогрессивных конструкций опор трения в производство.
В обзоре подробно проанализированы известные методы формообразования обрабатываемых поверхностей на стадии абразивной доводки, представленные в работах С.Г. Редько, А.В. Королева, О.Ю. Давиденко, Д.Г. Евсеева, А.Я. Чихирева, С.Н. Корчака, З.И. Кремня, Е.И. Фрагина, Л.В. Худобина, П.И. Ящерицина и др.
Показано, что вопросы повышения производительности и снижения погрешностей геометрической формы в процессе брусковой абразивной обработки решались за счет увеличения интенсивности резания единичным бруском путем сообщения ему различных дополнительных
движений.
Отмечено, что в области окончательной абразивной обработки деталей автотракторных двигателей во многих случаях все еще используются традиционные технологии брусковой обработки, которые не обеспечивают устранение с обрабатываемой поверхности гармоник низких номеров (овальность, конуснообразность, вогнутость), особенно при доводке цилиндрических поверхностей, ограниченных бортами, таких как коренные и шатунные шейки коленчатых валов.
Для совершенствования процессов брусковой абразивной обработки деталей автотракторных двигателей необходимо дальнейшее совершенствование теории абразивной обработки, которое следует осуществлять на основе последних достижений в этой области. Обработка коленчатых валов имеет свои особенности и поэтому при исследовании процессов брусковой обработки этих деталей необходимо использовать новые подходы. В работах А.В. Королева и А.М. Чистякова показано, что так как в основе любого процесса механической обработки лежит энергетическое взаимодействие, то энергетический подход к исследованию процессов механической, в том числе брусковой обработки, позволяет наиболее полно обобщить ранее выполненные исследования и получить новые результаты, направленные на решение проблем окончательной абразивной обработки деталей автотракторных двигателей.
На основании вышеизложенного сформулирована цель и определены следующие задачи исследований:
1. Обосновать систему связи основных показателей процесса суперфиниширования с энергетическими параметрами процесса.
2. Выполнить математический анализ вероятностных параметров энергии удержания абразивных зерен связкой инструмента.
3. Разработать математическую модель, отражающую затраты энергии резания единичными абразивными зернами в условиях самозатачивания инструмента и с учетом особенностей кинематики его перемещения.
4. Выполнить математическое моделирование механизма энергетического взаимодействия инструмента и детали в процессе формирования обрабатываемой поверхности при брусковой абразивной обработке.
5. Разработать алгоритм и программы расчетов по энергетическим критериям рациональных условий осуществления процесса брусковой абразивной обработки.
6. Предложить новые высокоэффективные технологии брусковой обработки деталей типа валов, обеспечивающих повышение точностных и качественных показателей обработки и исправление исходной погрешности геометрической формы профиля заготовки.
7. Выполнить исследование эффективности предложенных технологий и определить рациональные условия их осуществления на операциях суперфиниширования коренных и шатунных шеек коленчатых валов.
8. Разработать практические рекомендации по промышленному применению результатов выполненной работы.
Во второй главе анализируются механизм энергетического взаимодействия инструмента и заготовки и его связь с результатами процесса обработки.
Сущность всех процессов механической обработки заготовок, включая процесс брусковой абразивной обработки, заключается в процессе преобразования энергии из одного вида в другой. В процессе брусковой абразивной обработки энергия привода оборудования преобразуется в энергию резания отдельными абразивными зернами и энергию трения стружки и шлама об обрабатываемую поверхность.
На рис. 1 показана схема взаимосвязи энергетических параметров процесса брусковой абразивной обработки с основными показателями результата обработки заготовок.
Как видно, все энергетические показатели брусковой абразивной обработки делятся на единичные и обобщенные. Единичные показатели отражают воздействие на обрабатываемую поверхность единичных абразивных зерен.
Наиболее общим единичным показателем является единовременная энергия единичного среза. К числу обобщенных энергетических параметров процесса брусковой абразивной обработки относятся энергия резания и энергия трения.
Среди немногочисленных аналитических исследованиий прочности удержания зерен связкой можно выделить работы А.В. Королева. Но эти работы основаны на предположении, что каждый мостик связки имеет определенные геометрические параметры и на поверхности зерна отделены один от другого. Это может привести к погрешности результатов расчета, так как на самом деле мостики связки могут пересекаться, а их число и распределение по поверхности контакта являются случайными. В данном случае ставится задача определения энергии удержания связкой отдельных абразивных зерен, выступающих над связкой абразивного инструмента, с учетом случайного расположения мостиков связки на поверхности контакта с абразивными зернами. На глубину врезания абразивных зерен в обрабатываемую поверхность, при которой они выпадают из связки инструмента, оказывают влияние два фактора – прочность удержания зерен в связке инструмента и силы резания.

Рис. 1. Система связи основных показателей процесса суперфиниширования
с энергетическими параметрами процесса
Как известно, абразивные зерна связаны между собой мостиками связки (рис. 2). Абразивные зерна, расположенные внутри массы инструмента, могут иметь связи со всеми окружающими его соседними зернами. Таким образом, вокруг этих зерен может располагаться четырнадцать мостиков связки.
Число связей со связкой выступающего на поверхности инструмента абразивного зерна зависит от величины его погружения в связку. Чем на меньшую глубину ![]() зерно погружено в связку (рис. 3), тем его связывает меньшее число мостиков связки. Под действием нормальной силы
зерно погружено в связку (рис. 3), тем его связывает меньшее число мостиков связки. Под действием нормальной силы ![]() (Н) мостики связки деформируются и центр зерна перемещается по направлению действия этой силы на величину
(Н) мостики связки деформируются и центр зерна перемещается по направлению действия этой силы на величину ![]() (мм).
(мм).
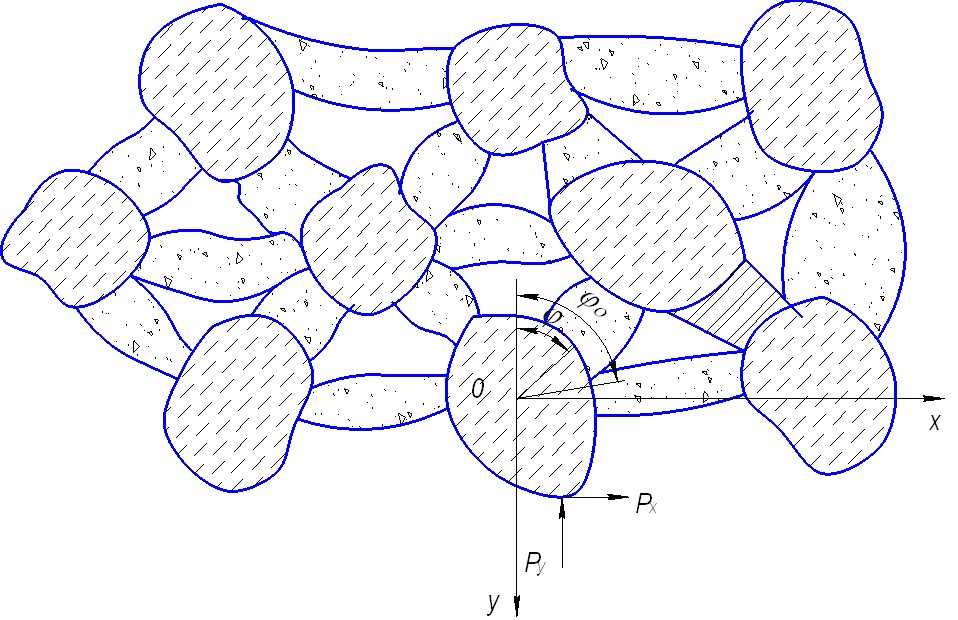 Рис. 2. Поперечное сечение Рис. 2. Поперечное сечение абразивного бруска | 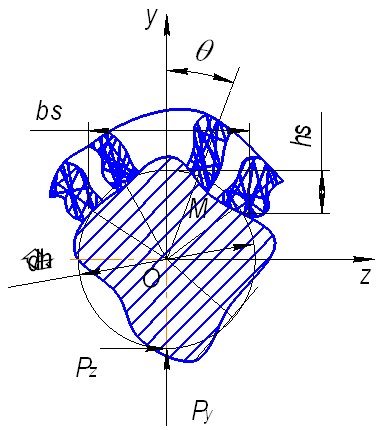 Рис. 3. Единичное зерно на поверхности Рис. 3. Единичное зерно на поверхности абразивного инструмента |
Произвольный мостик связки, находящийся в т. М под углом ![]() к направлению действия силы
к направлению действия силы ![]() , воспримет часть этой нагрузки, равную
, воспримет часть этой нагрузки, равную
 , , | (1) |
где ![]() – составляющая нормальной силы воздействия зерна на мостик связки, Н, расположенный в т.
– составляющая нормальной силы воздействия зерна на мостик связки, Н, расположенный в т. ![]() , в направлении оси
, в направлении оси ![]() ;
; ![]() – средневероятная длина мостика связки, мм:
– средневероятная длина мостика связки, мм: ![]() ;
; ![]() – средневероятное значение площади поперечного сечения мостика связки, мм2;
– средневероятное значение площади поперечного сечения мостика связки, мм2; ![]() – модуль упругости связки, МПа;
– модуль упругости связки, МПа; ![]() – доля зерен в единице объема инструмента;
– доля зерен в единице объема инструмента; ![]() – средний размер абразивных зерен, мм.
– средний размер абразивных зерен, мм.
В этом мостике связки возникнет напряжение сжатия, равное:
 . . | (2) |
С равной вероятностью данный мостик связки может находиться в любой точке поверхности контакта зерна со связкой. Поэтому математическое ожидание значения силы ![]() равно:
равно:
 , , | (3) |
где ![]() – область контакта зерна со связкой;
– область контакта зерна со связкой; ![]() – плотность вероятностей распределения положения мостика связки в
– плотность вероятностей распределения положения мостика связки в ![]() :
: ![]() при 0 max и 0 2; m = arcsin (
при 0 max и 0 2; m = arcsin (![]() );
); ![]() – глубина погружения зерна в связку, мм;
– глубина погружения зерна в связку, мм; ![]() – математическое ожидание размеров зерен, выступающих над связкой на величину
– математическое ожидание размеров зерен, выступающих над связкой на величину ![]() , мм.
, мм.
Вероятность того, что зерно будет взаимодействовать с ![]() мостиками связки, найдем, исходя из распределения Пуассона:
мостиками связки, найдем, исходя из распределения Пуассона:
 , , | (4) |
где ![]() – математическое ожидание числа мостиков связки на поверхности контакта данного зерна со связкой, равное
– математическое ожидание числа мостиков связки на поверхности контакта данного зерна со связкой, равное ![]() .
.
Умножая равенство (3) на число взаимодействующих с данным зерном мостиков связки ![]() и приравнивая полученное выражение внешней нагрузки Py, определим деформацию абразивного зерна. Учитывая также, что произведение
и приравнивая полученное выражение внешней нагрузки Py, определим деформацию абразивного зерна. Учитывая также, что произведение ![]() представляет собой фактическую площадь контакта зерна со связкой, равную
представляет собой фактическую площадь контакта зерна со связкой, равную  , где
, где ![]() и
и ![]() – соответственной доли связки и пор в инструменте, получим:
– соответственной доли связки и пор в инструменте, получим:
 . . | (5) |
Подставляя (5) в (2), при ![]() после преобразования найдем критическую нормальную нагрузку
после преобразования найдем критическую нормальную нагрузку ![]() , при которой связка разрушается, а по теореме Клапейрона определим критическую энергию деформации зерна в связке
, при которой связка разрушается, а по теореме Клапейрона определим критическую энергию деформации зерна в связке ![]() . После преобразований определим:
. После преобразований определим:
 , , | (6) |
где ![]() и
и ![]() – соответственно коэффициент структуры инструмента и коэффициент выступания зерна над уровнем связки.
– соответственно коэффициент структуры инструмента и коэффициент выступания зерна над уровнем связки.
Под действием тангенциальной силы ![]() (рис.3) в связке возникает момент сил относительно оси, находящейся внутри связки. Если центр зерна сместится под действием силы
(рис.3) в связке возникает момент сил относительно оси, находящейся внутри связки. Если центр зерна сместится под действием силы ![]() в направлении действия этой силы на величину
в направлении действия этой силы на величину ![]() , то мостик связки, взаимодействующий с поверхностью зерна в произвольной точке
, то мостик связки, взаимодействующий с поверхностью зерна в произвольной точке ![]() , будет иметь деформацию, равную:
, будет иметь деформацию, равную:
 , , | (7) |
где ![]() и
и ![]() – полярные координаты т. М.
– полярные координаты т. М.
Используя равенство (7) аналогично (2) найдем величину напряжения в связке:
 . . | (8) |
В центре площадки контакта зерна со связкой (при ![]() или
или ![]() ) напряжения равны нулю, при
) напряжения равны нулю, при ![]() положительном напряжения являются сжимающими, при
положительном напряжения являются сжимающими, при ![]() отрицательном напряжения являются растягивающими.
отрицательном напряжения являются растягивающими.
Деформация мостика связки (7) вызывается силой воздействия зерна на данный мостик связки, определяемой аналогично (1). Разложим эту силу на три составляющие. Составляющая, действующая вдоль ![]() , вызывает момент реакции связки, частично уравновешивающий момент от силы
, вызывает момент реакции связки, частично уравновешивающий момент от силы ![]() и равный:
и равный:
 . . | (9) |
Так как положение т. М равновероятно в пределах площадки взаимодействия зерна со связкой, то исходя из (9) среднее значение момента сил равно:
  . . | (10) |
Умножив равенство (10) на число математического ожидания числа мостиков связки ![]() и приравняв полученное равенство моменту, возникающему от внешней силы
и приравняв полученное равенство моменту, возникающему от внешней силы ![]() , после преобразования найдем деформацию зерна в связке:
, после преобразования найдем деформацию зерна в связке:
 . . | (11) |
Подставив (11) в (8), найдем распределение напряжений в мостиках связки по поверхности их контакта с абразивным зерном:
 . . | (12) |
Наиболее опасными для мостиков связки являются растягивающие напряжения. Максимальное значение растягивающих напряжений имеет место при ![]() и
и ![]() . Поэтому из равенства (12) найдем критическое значение тангенциальной силы, а из равенства (11) по теореме Клапейрона определим критическую энергию деформацию зерна:
. Поэтому из равенства (12) найдем критическое значение тангенциальной силы, а из равенства (11) по теореме Клапейрона определим критическую энергию деформацию зерна:
| (13) |
где ![]() – предел прочности связки на растяжение, МПа;
– предел прочности связки на растяжение, МПа; ![]() и
и ![]() – коэффициенты выступания зерна над уровнем связки.
– коэффициенты выступания зерна над уровнем связки.
Совместное действие нормальной и тангенциальной сил создает напряжение в связке, которое складывается из двух составляющих – (2) и (8). Наибольшие значения напряжений возникают вдоль оси ![]() (
(![]() и
и ![]() ). Выражая полярные координаты через прямоугольные, получим величину напряжений в мостиках связки вдоль оси OZ:
). Выражая полярные координаты через прямоугольные, получим величину напряжений в мостиках связки вдоль оси OZ:
 , , | (14) |
где ![]() – коэффициент влияния нормальной силы Py.
– коэффициент влияния нормальной силы Py.
| На рис. 4 показано распределение напряжений (14) в связке в отношении к максимальному значению напряжения | 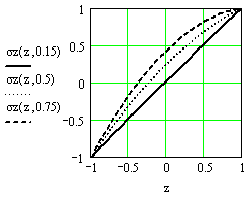 Рис. 4. Зависимость Рис. 4. Зависимость относительных напряжений в связке от относительного значения ординаты при относительных значениях глубины погружения зерна в связку: |
практических целях при определении прочности и энергии удержания зерен связкой использовать равенства (13).
На основе выполненных исследований установлено, что на расстоянии ![]() средневероятностное число мостиков связки, удерживающих абразивные зерна, меньше единицы. Это означает, что на этом расстоянии от уровня появление вершин зерен маловероятно. Поэтому за начало отсчета наиболее выступающих вершин зерен взято это значение y. Тогда, используя данные саратовской научной школы, предложена аппроксимирующая зависимость для расчета функции расположения абразивных зерен над связкой инструмента:
средневероятностное число мостиков связки, удерживающих абразивные зерна, меньше единицы. Это означает, что на этом расстоянии от уровня появление вершин зерен маловероятно. Поэтому за начало отсчета наиболее выступающих вершин зерен взято это значение y. Тогда, используя данные саратовской научной школы, предложена аппроксимирующая зависимость для расчета функции расположения абразивных зерен над связкой инструмента:
 , , | (15) |
где ![]() – расстояние от наиболее выступающих вершин зерен на рабочей поверхности инструмента;
– расстояние от наиболее выступающих вершин зерен на рабочей поверхности инструмента; ![]() – показатель степени функции распределения абразивных зерен над связкой инструмента (
– показатель степени функции распределения абразивных зерен над связкой инструмента (![]() ).
).
Ранее предлагавшиеся подобные зависимости давали необоснованно завышенные значения плотности вероятности распределения положения вершин зерен над связкой инструмента.
Как отмечалось ранее, наиболее общим единичным показателем процесса абразивной обработки является единовременная энергия единичного среза. Для обеспечения наибольшего обобщения результата исследования выполнен анализ самых разнообразных схем процесса брусковой абразивной обработки. Найдено универсальное выражение для определения мгновенной глубины среза как для классических, так и для прогрессивных схем ее осуществления:
 , , | (16) |
где ![]() – максимально возможная кинематическая глубина внедрения зерна в обрабатываемую поверхность, мм;
– максимально возможная кинематическая глубина внедрения зерна в обрабатываемую поверхность, мм; ![]() – радиус профиля абразивного бруска, мм;
– радиус профиля абразивного бруска, мм; ![]() – величина смещения центра бруска относительно центра его возвратно-поступательных перемещений, мм;
– величина смещения центра бруска относительно центра его возвратно-поступательных перемещений, мм; ![]() – амплитуда возвратно-поступательных перемещений бруска, мм;
– амплитуда возвратно-поступательных перемещений бруска, мм; ![]() – максимальный угол осцилляции бруска, рад.;
– максимальный угол осцилляции бруска, рад.; ![]() – угол расположения данного зерна относительно плоскости симметрии бруска, рад.;
– угол расположения данного зерна относительно плоскости симметрии бруска, рад.; ![]() – безразмерный коэффициент, учитывающий кривизну профиля обрабатываемой поверхности;
– безразмерный коэффициент, учитывающий кривизну профиля обрабатываемой поверхности; ![]() и
и ![]() – максимально возможные для данного зерна начальное и конечное положения
– максимально возможные для данного зерна начальное и конечное положения ![]() бруска, при котором он находится в контакте с обрабатываемой поверхностью, в том числе с учетом его возможного выпадения из связки инструмента, мм.
бруска, при котором он находится в контакте с обрабатываемой поверхностью, в том числе с учетом его возможного выпадения из связки инструмента, мм.
Дифференциальное уравнение движения абразивного бруска вдоль обрабатываемой поверхности имеет следующий вид:
 , , | (17) |
где ![]() – частота возвратно-поступательных движений бруска, Гц;
– частота возвратно-поступательных движений бруска, Гц; ![]() – время, с.
– время, с.
Работу, затрачиваемую на резание одним зерном за элементарный промежуток времени (Дж), можно найти из выражения:
| (18) |
где ![]() - скорость резания, м/с;
- скорость резания, м/с; ![]() - тангенциальная сила резания в направлении скорости резания, Н.
- тангенциальная сила резания в направлении скорости резания, Н.
Используя равенства (16) и (17), равенства для расчета сил резания единичным зерном проф. А.В. Королева и выражая время ![]() через ординату положения бруска
через ординату положения бруска ![]() , найдем энергию единичного полного или неполного среза:
, найдем энергию единичного полного или неполного среза:
  , , | (19) |
где ![]() – касательные напряжения сдвига, МПа;
– касательные напряжения сдвига, МПа; ![]() – усадка стружки;
– усадка стружки; ![]() – коэффициент трения;
– коэффициент трения; ![]() и
и ![]() – соответственно окружная скорость заготовки и максимальная скорость возвратно-поступательного движения бруска, мм/с.
– соответственно окружная скорость заготовки и максимальная скорость возвратно-поступательного движения бруска, мм/с.
Приравнивая критическую тангенциальную силу удержания зерна связкой  и тангенциальную силу резания
и тангенциальную силу резания ![]() , получим критическую глубину резания для наиболее выступающих зерен:
, получим критическую глубину резания для наиболее выступающих зерен:
 . . | (20) |
Далее показано, что все параметры среза – средняя глубина, длина, площадь среза, связаны с энергией среза (19). Особенно важной является зависимость от энергии среза объема среза, который равен:
 . . |
Из данного равенства следует, что объем снимаемого припуска ![]() (мм3) за время
(мм3) за время ![]() (с) при брусковой обработке, равный сумме объемов срезов, прямо пропорционален энергии резания
(с) при брусковой обработке, равный сумме объемов срезов, прямо пропорционален энергии резания ![]() (Дж10–3). Искомое значение величины снимаемого припуска за время
(Дж10–3). Искомое значение величины снимаемого припуска за время ![]() получим, разделив объем
получим, разделив объем ![]() на площадь обрабатываемой поверхности, равную
на площадь обрабатываемой поверхности, равную ![]() , и умножив на число двойных рабочих ходов, равное
, и умножив на число двойных рабочих ходов, равное ![]() . При этом следует учесть, что в начальный момент времени осуществляется удаление исходных неровностей поверхности заготовки. Поэтому наиболее точную модель съема припуска можно построить на основе теории непрерывных дробей. С достаточной для практики точностью съем припуска определяется зависимостью:
. При этом следует учесть, что в начальный момент времени осуществляется удаление исходных неровностей поверхности заготовки. Поэтому наиболее точную модель съема припуска можно построить на основе теории непрерывных дробей. С достаточной для практики точностью съем припуска определяется зависимостью:
 при при  при при | (21) |
где ![]() – длина обрабатываемой поверхности, мм;
– длина обрабатываемой поверхности, мм; ![]() – энергия резания, затраченная за один двойной рабочий ход инструмента, Дж10–3;
– энергия резания, затраченная за один двойной рабочий ход инструмента, Дж10–3; ![]() – среднее арифметическое отклонение профиля исходной поверхности заготовки, мм; u – время удаления исходного шероховатого слоя, с.
– среднее арифметическое отклонение профиля исходной поверхности заготовки, мм; u – время удаления исходного шероховатого слоя, с.
Энергия резания выражается равенством:
 , , | (22) |
где ![]() – тангенциальная сила резания абразивным бруском, Н;
– тангенциальная сила резания абразивным бруском, Н; ![]() – время начала рабочего хода, с;
– время начала рабочего хода, с; ![]() – время окончания рабочего хода, с;
– время окончания рабочего хода, с; ![]() – мгновенная скорость перемещения бруска относительно заготовки, мм/с, равная:
– мгновенная скорость перемещения бруска относительно заготовки, мм/с, равная:
 . . | (23) |
Так как ![]() , то из (22) и (23)
, то из (22) и (23)
 . . | (24) |
Нормальная нагрузка на брусок уравновешивается нормальной силой резания и силой прижима к обрабатываемой поверхности стружки и шлама. На основе данных проф. А.А. Королева получена зависимость:
 , , |
где ![]() – нормальная сила резания бруском, Н;
– нормальная сила резания бруском, Н; ![]() – ширина бруска, мм.
– ширина бруска, мм.
Подставляя это значение ![]() в (24), определим:
в (24), определим:
 , , | (25) |
где ![]() – коэффициент засаливания рабочей поверхности бруска:
– коэффициент засаливания рабочей поверхности бруска:
 , , | (26) |
![]() – коэффициент структуры инструмента.
– коэффициент структуры инструмента.
Из равенств (25) и (26) видно, что многие факторы (![]() ,
, ![]() ,
, ![]() , s, ) оказывают на процесс брусковой обработки противоречивое влияние. Например, с одной стороны, при увеличении нагрузки на брусок, как следует из равенства (25), съем припуска возрастает. Но эта зависимость справедлива лишь до некоторого значения силы прижима. При значительном возрастании силы прижима
, s, ) оказывают на процесс брусковой обработки противоречивое влияние. Например, с одной стороны, при увеличении нагрузки на брусок, как следует из равенства (25), съем припуска возрастает. Но эта зависимость справедлива лишь до некоторого значения силы прижима. При значительном возрастании силы прижима ![]() , особенно при малых
, особенно при малых ![]() , как следует из равенства (26), уменьшается коэффициент засаливания инструмента и съем припуска снижается. При больших значениях нагрузки коэффициент засаливания инструмента может настолько уменьшиться, что съем припуска может оказаться близким к нулю. И раньше многие исследователи отмечали противоречивое влияние факторов на съем припуска. Но в данной работе впервые наиболее полно определена совокупность условий процесса брусковой обработки, в которых проявляется это влияние, что позволяет оптимизировать условия обработки.
, как следует из равенства (26), уменьшается коэффициент засаливания инструмента и съем припуска снижается. При больших значениях нагрузки коэффициент засаливания инструмента может настолько уменьшиться, что съем припуска может оказаться близким к нулю. И раньше многие исследователи отмечали противоречивое влияние факторов на съем припуска. Но в данной работе впервые наиболее полно определена совокупность условий процесса брусковой обработки, в которых проявляется это влияние, что позволяет оптимизировать условия обработки.
Если ![]() , где
, где ![]() –- расстояние центра возвратно-поступательного движения инструмента от обрабатываемой поверхности;
–- расстояние центра возвратно-поступательного движения инструмента от обрабатываемой поверхности; ![]() – длина площадки контакта инструмента и заготовки в направлении оси заготовки, то в конце каждого хода инструмента его рабочая поверхность очищается от стружки и шлама и инструмент работает в режиме самозатачивания. В этом случае в равенстве (26)
– длина площадки контакта инструмента и заготовки в направлении оси заготовки, то в конце каждого хода инструмента его рабочая поверхность очищается от стружки и шлама и инструмент работает в режиме самозатачивания. В этом случае в равенстве (26) ![]() , а коэффициент засаливания инструмента приближается к единице.
, а коэффициент засаливания инструмента приближается к единице.
Чтобы проследить влияние условий обработки на съем припуска в каждом конкретном поперечном сечении заготовки, в равенстве (22) в качестве пределов интегрирования следует использовать время начала контакта рабочей поверхности инструмента с заданным поперечным сечением ![]() и время окончания такого контакта
и время окончания такого контакта ![]() , где
, где ![]() . Тогда из (25)
. Тогда из (25)
  | (27) |
где
![]() – длина контакта рабочей поверхности бруска с обрабатываемой поверхностью, мм;
– длина контакта рабочей поверхности бруска с обрабатываемой поверхностью, мм; ![]() - ордината сечения поверхности заготовки, в которой определяется съем припуска, мм.
- ордината сечения поверхности заготовки, в которой определяется съем припуска, мм.
Подставляя (27) в (21), можно определить съем припуска в каждом конкретном поперечном сечении обработанной поверхности. Как видно из (27), энергия резания по центру и по краю профиля заготовки различна, а, следовательно, различен съем припуска. Чем меньше размер площадки контакта ![]() , тем большее различие получается между съемом в центре и по краю профиля заготовки.
, тем большее различие получается между съемом в центре и по краю профиля заготовки.
Механизм образования микрорельефа при брусковой абразивной обработке достаточно полно исследован саратовской научной школой, которая показала, что относительная опорная длина профиля ![]() и среднее арифметическое отклонение профиля
и среднее арифметическое отклонение профиля ![]() при условии многопроходного образования профиля определяются зависимостями:
при условии многопроходного образования профиля определяются зависимостями:
 ; ;  , , | (28) |
где
 , , | (29) |
![]() – расстояние от линии впадин микронеровностей (рис. 5), мм;
– расстояние от линии впадин микронеровностей (рис. 5), мм; ![]() – средняя линия профиля, мм;
– средняя линия профиля, мм; ![]() – расстояние от линии впадин до средней линии между выступами профиля, мм;
– расстояние от линии впадин до средней линии между выступами профиля, мм; ![]() – показатель расположения зерен над связкой инструмента (6);
– показатель расположения зерен над связкой инструмента (6); ![]() – показатель формы абразивных зерен (
– показатель формы абразивных зерен (![]() ).
).
После несложных преобразований определим:
![]() .
.
 Рис. 5. Профиль шероховатости обрабатываемой поверхности заготовки Рис. 5. Профиль шероховатости обрабатываемой поверхности заготовки | ||
Далее исследователи обычно вычисляют величину ![]() исходя из характера расположения абразивных зерен и режимов обработки. Но по определению величина
исходя из характера расположения абразивных зерен и режимов обработки. Но по определению величина ![]() представляет собой величину наиболее глубоких впадин. При работе инструмента в режиме самозатачивания
представляет собой величину наиболее глубоких впадин. При работе инструмента в режиме самозатачивания ![]() . Поэтому шероховатость поверхности при брусковой абразивной обработке, как и критическая глубина среза (20), определяется не столько условиями обработки, сколько характеристикой инструмента и условиями срезов – механическими свойствами материала заготовки (
. Поэтому шероховатость поверхности при брусковой абразивной обработке, как и критическая глубина среза (20), определяется не столько условиями обработки, сколько характеристикой инструмента и условиями срезов – механическими свойствами материала заготовки (![]() ,
,![]() ) и смазочными свойствами технологической жидкости (
) и смазочными свойствами технологической жидкости (![]() ):
):
 . . | (30) |
Этот вывод подтверждается практикой, хотя ранее при моделировании это редко принималось во внимание. Но главной особенностью брусковой абразивной обработки, которая также обычно не учитывается при моделировании данного процесса, является то, что инструмент длительное время работает в исходном шероховатом слое. По мере удаления припуска шероховатость поверхности уменьшается, так как содержит не только вновь образуемые неровности, но и следы предшествующей обработки.
Из равенства (28) найдем:
 при  при | (31) |
где ![]() – уровень сечения профиля, отсчитанный от линии выступов, мм;
– уровень сечения профиля, отсчитанный от линии выступов, мм; ![]() – съем припуска, мм;
– съем припуска, мм; ![]() и
и ![]() – соответственно исходное и образуемое (28) значения среднего арифметического отклонения профиля, мм.
– соответственно исходное и образуемое (28) значения среднего арифметического отклонения профиля, мм.
Суммарное значение образуемой и остаточной шероховатости определяется из выражения:
 , , | (32) |
где ![]() – относительная опорная длина профиля (31) в зависимости от значения
– относительная опорная длина профиля (31) в зависимости от значения ![]() при
при ![]() .
.
Так как съем припуска связан с энергией резания, то, подставив в равенство (31) значение удаляемого припуска из равенства (21), можно связать получаемое значение шероховатости с энергией резания.
Таким образом, энергетический подход к исследованию процесса суперфиниширования позволил связать в единое целое все факторы, оказывающие влияние на показатели этого процесса, в единую математическую модель, позволяющую эффективно совершенствовать этот сложный противоречивый процесс обработки.
В третьей главе представлены алгоритм и программа расчетов сьема припуска, неравномерности съема припуска по длине обрабатываемой поверхности, величины шероховатости обработанной поверхности для различных видов брусковой обработки и проведен численный эксперимент влияния условий процесса суперфиниширования на показатели брусковой обработки коренных и шатунных шеек коленчатого вала.
Адекватность математических моделей подтверждена сопоставлением расчетных значений съема припуска и шероховатости получаемой поверхности при суперфинишировании деталей вращения с экспериментальными значениями, полученными А.В. Королевым, О.Ю. Давиденко, А.М. Чистяковым и А.А. Королевым (рис. 6 и 7). Расчетные значения находятся внутри доверительного интервала рассеивания экспериментальных значений, построенных при доверительной вероятности 0,95.
 |  |
| Рис. 6. Зависимость съема припуска (мкм) от частоты вращения заготовки | Рис. 7. Зависимость шероховатости поверхности вращения заготовки экспериментальная зависимости; и |
Численный эксперимент осуществлялся для условий, близких к реальному процессу обработки. Поэтому использовались следующие значения переменных факторов: сила прижима брусков к обрабатываемой поверхности ![]() = (100-1000) Н, окружная скорость обрабатываемой поверхности
= (100-1000) Н, окружная скорость обрабатываемой поверхности ![]() = 470 мм/с, частота осцилляции брусков
= 470 мм/с, частота осцилляции брусков ![]() = 3-5 Гц, зернистости инструмента М7 - М28, материал зерен КЗ, керамическая связка, структура 5, радиус профиля брусков rb = 40, 140 и 329 мм.
= 3-5 Гц, зернистости инструмента М7 - М28, материал зерен КЗ, керамическая связка, структура 5, радиус профиля брусков rb = 40, 140 и 329 мм.
На рис. 8 приведены зависимости энергии резания, затраченной за 8 с обработки, от частоты осцилляции инструмента при различной зернистости брусков. Как видно из графика с увеличением частоты осцилляции ![]() от 3 до 30 Гц, при трех значениях зернистости инструмента величина затрачиваемой энергии снижается почти на 700 Дж, что связано с лучшими условиями очистки пор от срезанной стружки.
от 3 до 30 Гц, при трех значениях зернистости инструмента величина затрачиваемой энергии снижается почти на 700 Дж, что связано с лучшими условиями очистки пор от срезанной стружки.
При увеличении силы прижима по всем исследуемым зернистостям инструмента происходит и увеличение энергетических затрат на резание, которое связано с увеличением глубины резания и большим объемом снимаемой стружки, так увеличение силы прижима инструмента с 200 до 1000 Н дает прирост затрачиваемой энергии на резание в 1600 Дж, что говорит о значительном влиянии данного параметра на формирование величины общих энергетических затрат.
Как отмечалось выше, большое значение на величину съема припуска и шероховатость обрабатываемой поверхности оказывает величина коэффициента засаливания рабочей поверхности бруска, на которую существенное влияние оказывают как характеристики бруска, так и технологические режимы обработки. Проведенные исследования зависимости коэффициента засаливания от технологических режимов обработки показали, что при увеличении силы прижима бруска значение коэффициента засаливания значительно снижается (рис. 9), что влечет за собой уменьшение интенсивности съема припуска. Существенное влияние на коэффициент засаливания инструмента оказывает его зернистость. Так как при увеличении силы прижима инструмента от 100 до 1000 Н коэффициент засаливания у бруска зернистостью М28 снизился с 0,9 до 0,65, то при зернистости бруска М7 это снижение составило значительно большую величину – от 0,83 до 0,33, что непосредственно сказывается на величине съема припуска в сторону уменьшения.
 |  |
| Рис. 8. Зависимость энергии резания (Дж) от частоты осцилляции инструмента nb(Гц) при различной зернистости бруска: 1 – М 7, 2 – М14, 3 – М28 | Рис. 9. Зависимость коэффициента засаливания Kzb от силы прижима бруска при различной его зернистости: 1 – М7, 2 – М14, 3 – М28 |
Обратная картина наблюдается при увеличении частоты осцилляции бруска. В этом случае значение коэффициента засаливания возрастает в связи с более благоприятными условиями очистки рабочей поверхности инструмента, и как результат, происходит увеличение съема припуска, причем наиболее рациональное значение частоты осцилляции для увеличения съема припуска при различной зернистости инструмента находится в пределах от 10 до 30 Гц, а для обеспечения шероховатости обработанной поверхности в пределах ![]() мкм частота осцилляции должна быть менее 10 Гц.
мкм частота осцилляции должна быть менее 10 Гц.
Таким образом, коэффициент засаливания характеризует процесс резания при брусковой обработке, и управляя им через силу прижима инструмента и частоту осцилляции бруска, при заданной зернистости инструмента можно регулировать величину съема припуска или величину шероховатости обрабатываемой поверхности.
Одним из основных показателей эффективности брусковой обработки является съем припуска. Определение зависимости съема припуска от величины затрачиваемой энергии при различной зернистости инструмента и различных радиусах профиля бруска является важной задачей. На рис.10 приведены зависимости съема припуска от затраченной энергии резания и силы прижима инструмента при использовании брусков зернистостью М14, радиусом профиля равным 140 мм, частотой осцилляции 4 Гц, время обработки 15 с.
С увеличением зернистости инструмента увеличивается съем припуска и растут энергетические затраты, причем с увеличением силы прижима инструмента и зернистости бруска энергия резания возрастает в связи с большим объемом снимаемой стружки, так, на съем припуска в 0,020 мм при зернистости бруска М7 и силе прижима 640 Н необходимо затратить энергию 1000 Дж, а при зернистости бруска М28 и силе прижима 640 Н необходимо 2200 Дж. Как показали исследования, при увеличении силы прижима инструмента на 54% съем припуска возрастает с увеличением зернистости до 50%.
Значительное влияние на величину съема припуска оказывают частота осцилляции бруска и радиус профиля бруска. С увеличением частоты осцилляции бруска с 3 до 30 Гц съем припуска возрастает с 0,005 до 0,08 мм, а при изменении радиуса профиля от 40 до 329 мм съем припуска возрастает в среднем на 40% за счет увеличения площадки контакта.
Проведенный анализ показывает, что рассмотренные параметры технологического процесса можно использовать в качестве управляющих при выборе режимов суперфинишной обработки для получения необходимой величины съема припуска и требуемой шероховатости обработанной поверхности.
Как отмечалось выше, при брусковой обработке из-за разности скоростей инструмента в середине и на краях обрабатываемой поверхности происходит неравномерный съем припуска, что приводит к формированию криволинейного профиля заготовки. Анализ предложенных моделей показал, что все факторы, которые способствуют увеличению съема припуска в процессе суперфиниширования, способствуют формированию выпуклого профиля заготовки.
Проведенные исследования показали (Py =640 Н, rb = 140 мм), что при изменении силы прижима от 520 до 800 Н величина выпуклости колеблется от 0,003 до 0,012 мм, при изменении зернистости бруска в пределах от М7 до М28, значение выпуклости находится в пределах 0,005-0,007 мм. При изменении радиуса профиля бруска от 40 до 329 мм величина выпуклости изменяется в пределах 0,004-0,01 мм, с увеличением частоты осцилляции от 3 до 30 Гц выпуклость увеличивается от 0,0034 до 0,0090 мм.
На рис. 11 приведены графические зависимости величины формируемой выпуклости обрабатываемой поверхности от величины съема припуска при радиусе выпуклости рабочей поверхности инструмента равном 140 мм и силе прижима инструмента равной 640 Н и различной зернистости инструмента. Как видно из полученных данных, с увеличением зернистости инструмента возрастает съем припуска и величина выпуклости обрабатываемой поверхности и, как результат, увеличение затрачиваемой энергии резания.
 |  |
| Рис. 10. Зависимость съема припуска ql (мм) от затрачиваемой энергии при различной силе прижима инструмента: 1 – 520 Н, 2 – 640 Н, 3 – 800 Н | Рис. 11. Зависимость выпуклости профиля (мм) от съема припуска ql (мм) при различной зернистости инструмента: 1 – М7, 2 – М14, 3 – М28 (Py =640 Н) |
Полученные статистические данные и графические зависимости исследуемых параметров позволяют, используя графоаналитический метод расчетов, определить рациональные значения параметров настройки технологического оборудования (силу прижима инструмента, частоту осцилляции бруска, время осцилляции и др.) с учетом оптимальных энергетических затрат.
Важным является и вопрос влияния на формирование конечного профиля и шероховатости обрабатываемой поверхности – шероховатости получаемой после предыдущих технологических операций.
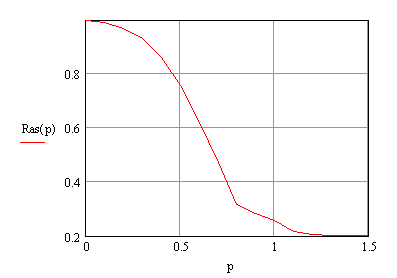
На рис. 12 в качестве примера приведена зависимость суммарного среднего арифметического отклонения профиля в зависимости от величины удаляемого припуска ![]() , взятых в отношении к
, взятых в отношении к ![]() , при формируемом значении шероховатости
, при формируемом значении шероховатости ![]() .
.
Как видно из графика, шероховатость поверхности сложно изменяется во времени, но при удалении основной части припуска плавно стремится к формируемому инструментом значению.
Расчеты также показали, что весьма эффективной является брусковая обработка в два технологических перехода, как это обычно принято при классическом суперфинишировании, но без смены инструмента. На основе предложенных нами зависимостей становится реальным осуществить обработку заготовки на одной позиции мелкозернистым инструментом, обеспечив и удаление необходимого припуска и обеспечив требуемую шероховатость поверхности. Это существенно повышает производительность обработки и упрощает применяемые технологические средства.
В четвертой главе рассмотрено совершенствование операций брусковой абразивной обработки наружных поверхностей деталей при использовании способа остроугольного многобрускового суперфиниширования, приведены результаты его экспериментального исследования.
Весь цикл экспериментов проводился на серийном многобрусковом суперфинишном полуавтомате модели 3875КН19 позволяющем в широких пределах варьировать значениями исследуемых факторов.
В качестве объекта исследований использовали коренные и шатунные шейки коленчатого вала 240-1005020, как наиболее типичного представителя продукции, используемой в дизельных двигателях тракторов среднего класса. Коленчатые валы изготовлены из стали 45Х ГОСТ-4543-71 и термически обработаны до твердости HВ 207-255. Твердость поверхности коренных и шатунных шеек составляет HRC 53-63.
Режимы обработки имели следующие значения: частота вращения изделия – 70-120 об/мин, сила прижима брусков к обрабатываемой поверхности изменяется от 520 до 800 Н, угол скрещивания осей вращения заготовки и инструмента –0-2,0°, частота осцилляции коленчатого вала – 35 Гц.
Время цикла обработки устанавливали с помощью реле времени. Измерение твердости абразивных брусков производили на приборе Роквелла ГОСТ 13407-67 по методике, изложенной в ГОСТ 18202-73.
Контроль диаметрального съема металла производили путем замера диаметра шеек коленчатого вала до и после обработки на приборе Д422М микрокаторами модели 1ПГП ГОСТ 6933-72 с ценой деления 0,0005 мм при постоянной температуре 20°С. Шероховатость обрабатываемой поверхности определяли как среднее значение из пяти измерений в пяти сечениях каждой из обработанных шеек. Исследования проводились методом многофакторного эксперимента по плану Хартли с обработкой результатов на ЭВМ.
При существующей технологии суперфинишной обработки только 42% шеек имеют после операции суперфиниширования отклонения геометрического профиля от цилиндричности в пределах нормы (0,006 мкм), при этом наиболее часто встречающиеся погрешности составляют вогнутость и конусообразность (до 60%).
В данной работе предложен способ остроугольной осцилляции суперфинишной головки, содержащей 3 абразивных бруска, расположенных под острым углом к оси обрабатываемой детали (рис. 13).
 |   |
| Рис. 12. График изменения относительных значений среднего арифметического отклонения профиля поверхности от величины удаляемого припуска | Рис. 13. Инструментальная головка и схема остроугольного многобрускового суперфиниширования шеек коленчатого вала |
Отличие этого способа от прототипов заключается в том, что все три бруска перемещаются по различной траектории и выполняют различные функции: верхний брусок движется по касательной к обрабатываемой поверхности, обеспечивая интенсивное и равномерное удаление припуска вдоль профиля заготовки, а два других бруска движутся по винтовой поверхности, обеспечивая повышенный съем припуска по краям профиля заготовки – один брусок по одному краю, а другой брусок – по другому краю. Это, с одной стороны, обеспечивает эффективное удаление припуска и исправление погрешности исходной формы поверхности, а с другой стороны, обеспечивает повышенный съем припуска по краям профиля заготовки, создавая благоприятную форму для повышения работоспособности поверхности детали.
Результаты исследований показали (рис. 14), что при угле осцилляции от 0,5 до 2,0 градусов при увеличении частоты осцилляции бруска съем припуска возрастает в 1,2-1,8 раза, т.к. условия для очистки пор от стружки благоприятные и не происходит засаливание инструмента, однако при увеличении времени осцилляции от 10 до 27 с рост величины съема припуска несколько снижается из-за частичного засаливания рабочей поверхности инструмента.
Анализ остроугольного многобрускового суперфиниширования коренных и шатунных шеек коленчатого вала показал (рис. 15), что в процессе обработки интенсивно снижается исходная погрешность в виде конусообразности на 27%, вогнутость поверхности на 20%. На основе проведенных исследований с использованием теории линейного программирования выполнена оптимизация режима суперфиниширования, при этом рациональные режимы обработки составляют: ![]() = 600-700 Н, Т= 6/3 с,
= 600-700 Н, Т= 6/3 с, ![]() = 4 Гц, угол осцилляции равен = 0,5-1,5°.
= 4 Гц, угол осцилляции равен = 0,5-1,5°.
 |  |
| Рис. 14.Зависимость cъема припуска шеек коленчатого вала от частоты nb (Гц) и угла осцилляции: 1 – 3 Гц, 2 -4 Гц, 3 – 5 Гц (зернистость инструмента М14) | Рис. 15. Зависимость геометрической формы шеек коленчатого вала от угла осцилляции |
В результате экспериментальных исследований получены эмпирические модели влияния режимных факторов обработки на съем припуска q, овальность, и вогнутость V при остроугольном многобрусковом суперфинишировании:
q = 0,00624 + 0,0033![]() + 0,0069
+ 0,0069![]() + 0,0012 + 0,0028
+ 0,0012 + 0,0028 ![]() ;
;
= 0,0064 + 0,0013![]() – 0,002
– 0,002![]() ; (33)
; (33)
![]()
![]() .
.
Таким образом, способ остроугольного многобрускового формообразующего суперфиниширования деталей типа валов обеспечивает достаточно высокую исправляющую способность технологической операции, так как позволяет снижать количество шеек коленчатого вала, имеющих конусообразный и вогнутый профиль обработанной поверхности, при этом величина вогнутости и конусообразности в среднем равна 0,007 мм.
В пятой главе рассмотрены вопросы влияния технологических факторов на качество обрабатываемой поверхности шеек коленчатого вала при использовании способа с криволинейной осцилляцией инструмента. Сущность способа заключается в следующем (рис. 16). К детали 1, установленной на шпинделе изделия (не показан) и вращающейся вокруг своей оси с частотой ![]() , поджимают с силой
, поджимают с силой ![]() прямоугольный абразивный брусок 2, закрепленный в инструментальной головке 4 с помощью державки 3. Державка 3 установлена в инструментальной головке 4 шарнирно с возможностью свободного поворота вокруг оси 5, расположенной перпендикулярно оси вращения детали 1. Инструментальной головке 4 сообщают возвратно-поступательное (осциллирующее) движение с амплитудой
прямоугольный абразивный брусок 2, закрепленный в инструментальной головке 4 с помощью державки 3. Державка 3 установлена в инструментальной головке 4 шарнирно с возможностью свободного поворота вокруг оси 5, расположенной перпендикулярно оси вращения детали 1. Инструментальной головке 4 сообщают возвратно-поступательное (осциллирующее) движение с амплитудой ![]() . Сила прижима
. Сила прижима ![]() не дает возможность поворачиваться бруску под действием тангенциальной силы вокруг оси 5. Но в конце каждого хода головки 4 державка 3 упирается в упор 6, под действием чего державка 3 вместе с бруском 2 поворачивается вокруг оси 5 относительно образующей поверхности детали 1 на угол
не дает возможность поворачиваться бруску под действием тангенциальной силы вокруг оси 5. Но в конце каждого хода головки 4 державка 3 упирается в упор 6, под действием чего державка 3 вместе с бруском 2 поворачивается вокруг оси 5 относительно образующей поверхности детали 1 на угол ![]() . На крайних участках обрабатываемой поверхности при повороте бруска возникает повышенное давление, что препятствует образованию заусенцев и обеспечивает образование выпуклого профиля. Кроме того, брусок периодически очищается от стружки и шлама и поэтому на протяжении всей операции сохраняет высокую работоспособность. На основе данного способа с криволинейной осцилляцией инструмента была разработана конструкция инструментальной головки для криволинейного суперфиниширования.
. На крайних участках обрабатываемой поверхности при повороте бруска возникает повышенное давление, что препятствует образованию заусенцев и обеспечивает образование выпуклого профиля. Кроме того, брусок периодически очищается от стружки и шлама и поэтому на протяжении всей операции сохраняет высокую работоспособность. На основе данного способа с криволинейной осцилляцией инструмента была разработана конструкция инструментальной головки для криволинейного суперфиниширования.
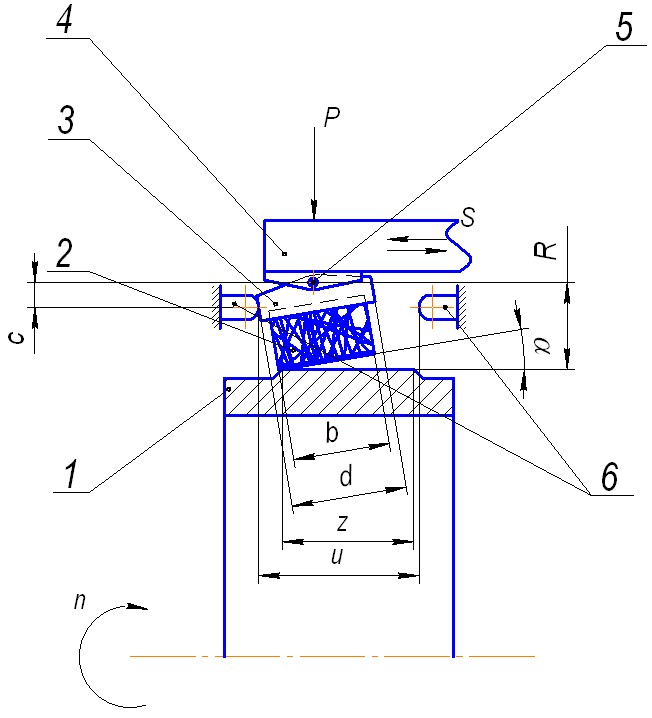 Рис. 16. Способ суперфиниширования Рис. 16. Способ суперфиниширования с криволинейной осцилляцией инструмента |  Рис. 17. Зависимость съема припуска Рис. 17. Зависимость съема припуска от способа суперфиниширования: 1 – обычное с/ф, 2 – остроугольное многобрусковое суперфиниширование, 3 – с криволинейной осцилляцией инструмента (зернистость М14); 4 – с криволинейной осцилляцией инструмента (зернистость М28) (экспериментальные кривые) |
Проведенные экспериментальные исследования процесса с криволинейной осцилляцией инструмента подтвердили теоретические предпосылки использования энергетического показателя в качестве универсального показателя качества обработки поверхности при суперфинишировании.
Так, при обработке второй коренной шейки коленчатого вала брусками зернистостью М14 с радиусом профиля rb = 140 мм, в режимах d = 470 мм/с, ![]() = 691 мм/с,
= 691 мм/с, ![]() = 4 Гц, время обработки 15 с, средние значения съема припуска металла составляют при: Py = 520 Н ql = 0,0139 мм,
= 4 Гц, время обработки 15 с, средние значения съема припуска металла составляют при: Py = 520 Н ql = 0,0139 мм, ![]() = 640 Н ql =0,0172 мм и при
= 640 Н ql =0,0172 мм и при ![]() = 800 Н ql= 0,022 мм (рис. 17), расчетные показатели съема припуска (рис.10) с использованием энергетического показателя резания при этих же режимах настройки параметров технологического процесса отличаются на 1,5-2%.
= 800 Н ql= 0,022 мм (рис. 17), расчетные показатели съема припуска (рис.10) с использованием энергетического показателя резания при этих же режимах настройки параметров технологического процесса отличаются на 1,5-2%.
Кроме этого, проведенные экспериментальные исследования подтвердили возможность корректировки геометрического профиля обрабатываемой поверхности при суперфинишировании с криволинейной осцилляцией инструмента.
На рис. 18 показано, что при классическом суперфинишировании после процесса шлифования количество шеек, имеющих величину вогнутости от 0 до 0,006 мм, составляет 42%, а 58% имеют вогнутость в пределах от 0,006 до 0,015 мм. При суперфинишировании с криволинейной осцилляцией инструмента процент шеек, имеющих величину вогнутости в пределах допуска, составляет 88%, что в 2,1 раза выше, чем при классическом суперфинишировании, и только у 12% шеек величина вогнутости и конусообразности превышает допускаемое значение.
Важным является и то, что при использовании данного способа суперфиниширования количество шеек, имеющих вогнутый и конусообразный профиль, значительно уменьшилось, а имеющих профиль площадка увеличилось на 37%, по сравнению с профилями шеек после шлифования.
В результате экспериментальных исследований получена эмпирическая модель влияния режимных факторов обработки на съем припуска q при суперфинишировании с криволинейной осцилляцией инструмента:
![]() (34)
(34)
и подтверждена ее адекватность при изменении частоты осцилляции коленчатого вала и силы прижима брусков (при rb = 140 мм, зернистости бруска М14 и Т = 6/3 с), регулируя которые, можно существенно управлять процессом, исходя из наиболее экономичных режимов работы оборудования, оцениваемые универсальным энергетическим показателем – энергией резания.
В шестой главе даны практические рекомендации по результатам выполненных исследований. Выполненные исследования и предложенная технология суперфинишной обработки деталей явилась основой для модернизации суперфинишного полуавтомата 3875КН19. Модернизация состояла в оснащении оборудования двумя суперфинишными инструментальными головками моделей 3875КН19У и 3875КН19К, разработаyными при участии автора специалистами Саратовского Научно-производственного предприятия нестандартных изделий машиностроения (НПП НИМ).
Частота вращения заготовки на полуавтоматах составляет 70-120 об/мин. Частота осцилляции коленчатого вала регулируется в пределах 47 Гц. Державки, на который крепится брусок, выполнены сменными. В полуавтомате 3875КН19У, они обеспечивают угол пересечения осей брусков суперфинишной головки и шейки коленчатого вала, в пределах от 0 до 2°, в полуавтомате 3875КН19К ползун с державкой совершает принудительные колебательные движения, по обрабатываемой поверхности шейки, при этом радиус профиля бруска равен 40, 140 и 329 мм.
В результате производственных испытаний указанных полуавтоматов установлено, что предлагаемые технологии суперфинишной обработки шеек коленчатого вала после технологической операции шлифования в зависимости от способа суперфиниширования, позволяют сформировать или скорректировать геометрический профиль шеек коленчатого вала. После классической операции суперфиниширования количество шеек, имеющих вогнутый профиль, увеличилось на 5%, а количество шеек, имеющих конусообразный профиль, уменьшилось на 16%, при этом количество шеек, имеющих профиль «площадка», увеличилось на 13%. При использовании остроугольного многобрускового суперфиниширования количество шеек, имеющих вогнутый профиль, уменьшилось на 20%, конусообразность уменьшилась на 27%, профиль «площадка» увеличился на 24% по сравнению с исходными значениями. Наиболее эффективной исправляющей способностью обладает способ с криволинейной осцилляцией инструмента. Производственные испытания показали, что при этом способе на 25% снижается количество шеек, имеющих вогнутый профиль, и на 12% – имеющих конусообразный профиль, при этом на 37% увеличивается количество шеек, имеющих профиль «площадка», что несомненно отличает этот способ от классического и остроугольного многобрускового суперфиниширования.
Важным результатом применения предлагаемых способов суперфиниширования является снижение величины вогнутости и конусообразности. Если после традиционного процесса суперфиниширования только 42% обработанных шеек имели величину отклонения в пределах допуска, то при остроугольном многобрусковом суперфинишировании этот процент составляет 75, а при суперфинишировании с криволинейной осцилляцией инструмента – около 88%. Таким образом, предложенная технология суперфиниширования обеспечивает увеличение количества шеек, имеющих величину вогнутости в пределах допуска, в два с лишним раза. Это подчеркивает высокую эффективность предложенной технологии.
Как отмечалось выше, важным также является вопрос получения при суперфинишной обработке необходимой шероховатости обрабатываемой поверхности. На рис. 19 представлена зависимость получаемой шероховатости при исследуемых способах суперфиниширования, по сравнению со шлифованием.
При классическом суперфинишировании шероховатость снижается на 20-25%, остроугольном многобрусковом суперфинишировании шероховатость снижается на 40%, а при суперфинишировании с криволинейной осцилляцией инструмента на 80% при зернистости инструмента М14.
Выполненные в работе исследования позволяют расширить технологические возможности брусковой обработки в направлении повышения ее эффективности, формообразующих свойств, точностных и качественных показателей, универсальности и технологической гибкости.
 Рис. 18. Гистограмма изменения величины Рис. 18. Гистограмма изменения величины вогнутости при корректировке геометрической формы шейки с вогнутости на площадку при классическом и криволинейном суперфинишировании |  Рис. 19. Зависимость Рис. 19. Зависимость шероховатости поверхности Ra(мкм) от способа суперфиниширования (зернистость М14) |
В настоящее время после классического суперфиниширования шеек коленчатого вала относительная площадь контакта сопряжения шейка вала – вкладыш составляет 0,3-0,5, а после обкатки двигателя – 0,64. Исследования, проведенные проф. Н.С. Ждановским, А.В. Николаенко, И.В. Крагельским, Е.А. Серой и др. показывают, что при нормативном ресурсе двигателя в 10000 моточасов фактическая наработка двигателя до первого капитального ремонта равна 5500 -5900 моточасов, что составляет около 60% от норматива.
Предложенные в работе технологии и оборудование дают возможность изготавливать коленчатые валы с оптимизированными геометрическими параметрами коренных и шатунных шеек, обладающими повышенными эксплуатационными свойствами.
В процессе выполнения работы коленчатые валы, изготовленные с использованием предлагаемых технологий, были внедрены на двух автотранспортных предприятиях: ТОО «Автокомбинат» и ТОО «Трансагентство». Опытные коленчатые валы установлены на трех тракторах марки МТЗ-82, выполняющих транспортные и погрузочно-разгрузочные работы в карьере. Использование в этих условиях модернизированных коленчатых валов позволило повысить ресурс работы тракторов в 1,3 раза, снизить затраты на капитальный ремонт двигателей и уменьшить время простоя транспортных средств.
Экономический эффект от использования результатов данной работы обеспечивается в сфере производства коленчатых валов за счет повышения качества обработанной поверхности шеек коленчатого вала и снижения затрат на капитальный ремонт двигателей. Годовой экономический эффект от внедрения новой технологии и оборудования в условиях ОАО «Уральский механический завод» составлял 1484160 руб. или 7420800 тенге в расчете на один суперфинишный полуавтомат. Автотранспортные предприятия уменьшили затраты на ремонт в сумме 16489 рублей (в ценах 2008 года), или около 83000 тенге, в расчете на один трактор за счет сокращения количества капитальных ремонтов.
Основные выводы
1. На основании комплексных теоретических и экспериментальных исследований решена актуальная научная проблема, имеющая важное народно-хозяйственное значение, заключающаяся в создании теоретических основ прецизионного формообразования рабочих поверхностей деталей на стадии их брусковой обработки, позволяющих обеспечить совершенствование операций брусковой абразивной обработки деталей типа коленчатых валов на основе локализации энергетического взаимодействия инструмента с обрабатываемой поверхностью.
2. Проведен анализ состояния существующей технологии суперфиниширования деталей типа валов и в частности коренных и шатунных шеек коленчатых валов, который показал необходимость ее дальнейшего совершенствования.
3. Предложена концепция энергетического воздействия процесса суперфиниширования на показатели обработки. Дана классификация энергетических параметров процесса. Сформулированы основные требования, предъявляемые к выбору энергетических параметров процесса суперфиниширования.
4. Рассмотрены энергетические параметры абразивного инструмента. Предложены зависимости, определяющие критическую прочность удержания зерна связкой и критическую энергию деформации абразивного зерна, при которых связка разрушается.
5. Определена энергия резания единичным абразивным зерном. Выполнен анализ различных схем осуществления процесса суперфиниширования и различных способов обработки, для которых предложена обобщающая математическая модель перемещения единичного зерна относительно обрабатываемой поверхности. Показана также связь энергии единичного среза с объемом срезанного металла, с длиной и площадью среза.
6. Исследован механизм энергетического взаимодействия инструмента и обрабатываемой поверхности в процессе суперфиниширования. Предложены зависимости, отражающие сложную и противоречивую связь энергии резания абразивным инструментом с условиями обработки. Показана связь энергии резания абразивным инструментом с основными показателями процесса обработки, в том числе с интенсивностью съема припуска, с формированием профиля обрабатываемой поверхности и с шероховатостью получаемой поверхности.
7. Рассмотрен механизм снятия припуска и формирования профиля обрабатываемой поверхности в процессе формообразующего суперфиниширования, теоретически обоснована возможность рационального профилирования обрабатываемой поверхности при обеспечении определенных условий, в том числе заданной степени очистки рабочей поверхности инструмента от стружки и шлама.
8. Разработаны алгоритм и программа расчета съема припуска на диаметр заготовки, шероховатости обработанной поверхности и неравномерности съема припуска по длине обрабатываемой в процессе формообразующего суперфиниширования поверхностей шеек коленчатого вала. Выполнен анализ влияния технологических факторов формообразующего суперфиниширования поверхностей коренных и шатунных шеек коленчатого вала на результаты обработки. Определена область рациональных условий обработки.
9. Выполнены экспериментальные исследования, которые позволили установить зависимости влияния основных технологических факторов на показатели операции формообразующего суперфиниширования при обработке поверхностей коренных и шатунных шеек коленчатого вала.
10. Установлено, что формообразующие остроугольное многобрусковое суперфиниширование и суперфиниширование с криволинейной осцилляцией инструмента не только обеспечивают существенное снижение овальности, но также формируют выпуклую форму обрабатываемой поверхности шейки, что, как известно, благоприятно сказывается на работоспособности коленчатых валов.
11. Выполненные исследования позволили определить рациональные условия обработки шеек коленчатого вала.
При остроугольном многобрусковом суперфинишировании рациональные режимы настройки следующие: Py = 600-700 Н, Т = 6\3 с, nb = 4 Гц, = 0,5-1,5°, при этом съем припуска увеличивается в среднем на 37%, конусность и вогнутость обработанной поверхности снижается на 20-27%, снижение величины шероховатости поверхности составило 40%.
При суперфинишировании с криволинейной осцилляцией инструмента увеличивается съем припуска по сравнению с классическим суперфинишированием в среднем на 65%, конусность и вогнутость получаемой поверхности снижается в целом на 37%, с достижением величины вогнутости у 88% шеек в пределах допустимого значения, при этом величина шероховатости поверхности уменьшилась на 80%. Зернистость брусков в обоих случаях Ml4, твердость СМ2.
12. На основе выполненных исследований предложены новые технологии формообразующего суперфиниширования коренных и шатунных шеек коленчатого вала при остроугольном многобрусковом и при криволинейном перемещении инструмента, разработана соответствующая техника ее осуществления, определена область рационального применения. Практическое использование предложенной технологии позволило снизить брак на операциях суперфиниширования с 58 до 12%.
13. Результаты исследований внедрены на предприятии ТОО «Уральский механический завод», изготавливающем два типа коленчатых валов с годовым экономическим эффектом 1546000 руб. или 7730000 тенге в расчете на один суперфинишный полуавтомат.
Основные публикации по теме диссертации
По теме диссертации опубликовано 46 работ, в том числе следующие, раскрывающие ее основное содержание:
Публикации в изданиях, включенных в перечень периодических изданий ВАК РФ
1. Тюрин, А.Н. Энергия взаимодействия инструмента и заготовки при суперфинишировании / А.Н. Тюрин, А.В. Королев, А.А. Королев // Вестник Саратовского государственного технического университета. - 2007. - Выпуск 1. - № 4(28). - С. 71-81.
2. Тюрин, А.Н. Повышение ресурса контактирующих поверхностей кривошипно-шатунной группы двигателей / А.Н. Тюрин // Ремонт. Восстановление. Модернизация. - 2008. - № 1. -С. 13-16.
3. Тюрин, А.Н. Формирование профиля шеек коленчатого вала при остроугольной суперфинишной обработке / А.Н. Тюрин // Ремонт. Восстановление. Модернизация. - 2008. - № 5. - С. 48-50.
4. Тюрин, А.Н. Увеличение срока службы элементов КШГ двигателей / А.Н. Тюрин // Автомобильная промышленность. - 2008. - № 4. - С. 23-24.
5. Тюрин, А.Н. Концепция энергетического взаимодействия инструмента и заготовки в процессе брусковой обработки / А.Н. Тюрин // Вестник машиностроения. - 2008. - № 5. - С. 52-55.
6. Тюрин, А.Н. Расчет прочности удержания абразивного зерна связкой / А.Н. Тюрин, А.В. Королев // Вестник МГТУ им. Н.Э.Баумана. Серия «Машиностроение». - 2008. - № 3(72). - С. 100-109.
7. Тюрин, А.Н. Оценка качества брусковой обработки деталей энергетическими параметрами процесса / А.Н. Тюрин, А.В. Королев // Вестник МГТУ им. Н.Э.Баумана. Серия «Машиностроение». - 2008. - № 4(73). - С. 65-72.
8. Тюрин, А.Н. Баланс энергии взаимодействия инструмента и заготовки при суперфинишировании / А.Н. Тюрин // Технология машиностроения. - 2008. - № 5. - С. 12-15.
9. Тюрин, А.Н. Единовременная энергия резания единичным абразивным зерном / А.Н. Тюрин // Технология машиностроения. - 2008. - № 6. - С. 16-23.
10. Тюрин, А.Н. Повышение равномерности износа поверхностей шеек коленчатого вала / А.Н. Тюрин // Трение и смазка в машинах и механизмах. - 2008. - № 5. - С. 38-42.
11. Тюрин, А.Н. Суперфиниширование: баланс энергии взаимодействия инструмента и заготовки / А.Н. Тюрин // Автомобильная промышленность. - 2008. - № 7. - С. 28-30.
12. Тюрин, А.Н. Вероятностный расчет величины напряжений мостиков связки абразивного инструмента / А.Н. Тюрин, А.В. Королев, А.А. Королев // Вестник машиностроения. - 2009. - № 1. - С. 58-63.
13. Тюрин, А.Н. Снижение неравномерности износа трущихся поверхностей / А.Н. Тюрин // Ремонт. Восстановление. Модернизация. - 2009. - № 3. - С. 42-46.
14. Тюрин, А.Н. Связь энергии резания с интенсивностью съема припуска при суперфинишировании абразивным инструментом / А.Н. Тюрин, А.В. Королев, А.А. Королев // Вестник машиностроения. - 2009. - № 5. - С.59-62.
Монографии
15. Тюрин, А.Н. Энергетические параметры процессов суперфинишной обработки / А.Н. Тюрин. - Уральск: Изд-во ЗКАТУ им. Жангир хана, 2007. – 109 с. - ISBN-9965-681-46-5.
16. Тюрин, А.Н. Увеличение ресурса коленчатых валов за счет повышения эффективности суперфинишной обработки / А.Н. Тюрин. - Уральск: Изд-во ЗКАТУ им. Жангир хана, 2008. – 106 с. - ISBN-9965-681-45-7.
17. Тюрин, А.Н. Анализ и перспективы совершенствования брусковой абразивной обработки / А.В. Королев, А.А. Королев. Уральск: ЗКФ АО «НЦНТИ», 2008. – 127 с. - ISBN-9965-9853-7-5.
Авторские свидетельства
18. Положительное решение ФИПС о выдаче патента на изобретение по заявке (№ 2008109695/02(010485) от 11.03.08 г. Способ чистовой обработки / А.В. Королев, А.Н. Тюрин.
Публикации в других изданиях
19. Тюрин, А.Н. Суперфинишная обработка высокоточных деталей машин / А.Н. Тюрин, А.В. Королев, А.А. Королев // Технологии ремонта, восстановления и упрочнения деталей машин, механизмов, оборудования, инструмента и технологической оснастки: материалы 8-й Междунар. практ. конф., 11-14 апреля. – СПб.: Изд-во СПб ГТУ, 2006. - С. 295-299.
20. Тюрин, А.Н. Пути увеличения ресурса времени работы коленчатых валов автотракторных двигателей / А.Н. Тюрин // Технологии ремонта, восстановления и упрочнения деталей машин, механизмов, оборудования, инструмента и технологической оснастки: материалы 8-й Междунар. практ. конф., 11-14 апреля. - СПб.: Изд-во СПб ГТУ, 2006. - С. 288-291.
21. Тюрин, А.Н. Методика рационального профилирования контактирующих поверхностей / А.Н. Тюрин // Индустриально-инновационная политика, состояние и перспективы развития: материалы Междунар. науч.-практ. конф. - Орал: РИО ЗКАТУ им. Жангир хана, 2006. - С.225-228.
22. Тюрин, А.Н. Механизм процесса многобрусковой доводки контактирующих поверхностей / А.Н. Тюрин, А.В.Королев, А.А. Королев // Индустриально-инновационная политика, состояние и перспективы развития: материалы Междунар. науч.-практ. конф. - Орал: РИО ЗКАТУ им. Жангир хана, 2006. - С. 228-231.
23. Тюрин, А.Н. Повышение износостойкости шеек коленчатого вала за счет рационального профилирования контактирующих поверхностей / А.Н. Тюрин, А.В. Королев // Технологии ремонта, восстановления и упрочнения деталей машин, механизмов, оборудования, инструмента и технологической оснастки: материалы 9-й Междунар. практ. конф., 10-13 апреля. – СПб.: Изд-во СПб ГТУ, 2007. - С. 486-490.
24. Тюрин, А.Н. Классификация процессов брусковой абразивной обработки / А.Н. Тюрин // Технологии ремонта, восстановления и упрочнения деталей машин, механизмов, оборудования, инструмента и технологической оснастки: материалы 9-й Междунар. практ. конф., 10-13 апреля. – СПб.: Изд-во СПб ГТУ, 2007. - С. 491-495.
25. Тюрин, А.Н. Повышение износостойкости шатунов автотракторных двигателей / А.Н. Тюрин // Наука и образование- ведущий фактор стратегии «Казахстан-2030»: труды Междунар. науч. конф. Вып. 2. - Караганда: Изд-во КарГТУ, 2006. - С. 323-325.
26. Тюрин, А.Н. Повышение долговечности шеек коленчатого вала / А.Н. Тюрин // Ресурсосберегающие технологии технического сервиса: материалы Междунар. науч.-практ. конф., 26-27 апреля. Ч. 2. - Уфа: Изд-во УИНГ, 2007. - С. 149-153.
27. Тюрин, А.Н. Оптимизация формы поверхностей элементов кривошипно-шатунного механизма автотракторных двигателей / А.Н. Тюрин // Ресурсосберегающие технологии технического сервиса: материалы Междунар. науч.-практ. конф., 2627 апреля. Ч. 2. - Уфа: Изд-во УИНГ, 2007. - С. 189-193.
28. Тюрин, А.Н. Основные схемы брусковой абразивной обработки деталей машин / А.Н. Тюрин // Региональный вестник Востока. - Усть-Каменогорск: Изд-во ВКГУ им. С Аманжолова, 2007. - № 2. - С. 8-13.
29. Тюрин, А.Н. Высокоточная абразивная обработка деталей машин / А.Н. Тюрин // Региональный вестник Востока. - Усть-Каменогорск: Изд-во ВКГУ им. С. Аманжолова, 2007. - № 2. - С. 13-17.
30. Тюрин, А.Н. Прецизионная финишная обработка высокоточных деталей силовых установок транспортных средств / А.Н. Тюрин, А.В. Королев, А.А. Королев // Машиностроение и техносфера ХХI века: материалы Междунар. науч.-техн. конф.: в 4 т., 17-22 сентября. Украина. - Донецк: Изд-во, 2007. Т. 4. - С. 72-78.
31. Тюрин, А.Н. Пути формирования геометрической формы обрабатываемого профиля / А.Н. Тюрин // Наука и образование 2007: труды Междунар. науч. конф. молодых ученых, 20-21 апреля. - Астана, Евразийский национальный университет им. Л.Н. Гумилева, 2007. - С. 143-144.
32. Тюрин, А.Н. Исследование процесса формирования профиля шеек коленчатого вала при суперфинишной обработке / А.Н. Тюрин // Механизация технологических процессов в АПК: ИЗВЕСТИЯ Международной академии аграрного образования. - СПб.: Изд-во СПб ГСА, 2008. – Вып. 6. Т. 1. - С. 101-105.
33. Тюрин, А.Н. Напряжения в мостиках связки абразивного инструмента / А.Н. Тюрин; Карагандинский государственный технический университет // Труды университета. - Караганда: Изд-во КарГТУ, 2008. - № 4. - С. 263 -267.
34. Тюрин, А.Н. Энергетические параметры процесса суперфиниширования / А.Н. Тюрин; Карагандинский государственный технический университет // Труды университета. Караганда: Изд-во КарГТУ, 2008. - № 4. - С. 268 -273.
35. Тюрин, А.Н. Суперфинишная обработка высокоточных деталей двигателей внутреннего сгорания / А.Н. Тюрин // Механизация и электрификация сельского хозяйства. - 2008. - № 2. - С. 24-25.
36. Тюрин, А.Н. Финишная обработка деталей силовых установок транспортных средств / А.Н. Тюрин // Вестник Актюбинского государственного университета. - Актюбинск: Изд-во АГУ им. К. Жубанова, 2008. - № 2 (35). - С. 39-44.
37. Тюрин, А.Н. Профилирование геометрической формы поверхностей шеек коленчатого вала при суперфинишной обработке / А.Н. Тюрин // Вестник Актюбинского государственного университета. - Актюбинск: Изд-во АГУ им. К. Жубанова, 2008. - № 2 (35). - С. 44-50.
38. Тюрин, А.Н. Распределение энергии взаимодействия инструмента и заготовки при абразивной брусковой обработке / А.Н. Тюрин, А.В. Королев // Технологии ремонта, восстановления и упрочнения деталей машин, механизмов, оборудования, инструмента и технологической оснастки: материалы 10-й Междунар. практ. конф., 13-18 апреля. - СПб.: Изд-во СПб ГТУ, 2008. - С. 485-492.
39. Тюрин, А.Н. Повышение эффективности суперфинишной обработки / А.Н. Тюрин // Технологии ремонта, восстановления и упрочнения деталей машин, механизмов, оборудования, инструмента и технологической оснастки: материалы 10-й Междунар. практ. конф., 13-18 апреля. - СПб.: Изд-во СПб ГТУ, 2008. - С. 492-496.
40. Тюрин, А.Н. Интенсивность съема припуска при суперфинишировании и зависимости от энергии резания абразивным инструментом / А.Н. Тюрин, А.В. Королев, А.А. Королев // Материалы Междунар. науч.-практ. конф. посвящ. 100-летию со дня рождения профессора В.В. Красникова, 1-3 октября. - Саратов: Изд-во СГАУ им. Н.И. Вавилова, 2008. - С. 170-173.
41. Тюрин, А.Н. Определение объема снимаемого припуска при обработке абразивным инструментом / А.Н. Тюрин, А.В. Королев, А.А. Королев // Материалы Междунар. науч.-практ. конф. посвящ. 100-летию со дня рождения профессора В.В. Красникова, 1-3 октября. - Саратов: Изд-во СГАУ им. Н.И. Вавилова, 2008. - С. 177-179.
42. Тюрин, А.Н. Исследование нормальной нагрузки на брусок обрабатываемой поверхности детали с учетом стружки и шлама / А.Н. Тюрин, А.В. Королев, А.А. Королев // Материалы Междунар. науч.-практ. конф., посвященной 100-летию со дня рождения профессора В.В. Красникова, 1-3 октября. - Саратов: Изд-во СГАУ им. Н.И. Вавилова, 2008. - С. 177-179.
43. Тюрин, А.Н. Расчет энергетических показателей брусковой обработки деталей / А.Н. Тюрин, А.В. Королев, А.А. Королев // Ресурсосберегающие технологии ремонта, восстановления и упрочнения деталей машин, механизмов, оборудования, инструмента и технологической оснастки от нано- до макроуровня: материалы 11-й Междунар. практ. конф., 14-17 апреля. – СПб.: Изд-во СПб ГТУ, 2009. - С. 288-292.
44. Тюрин, А.Н. Методика расчета съема припуска при суперфинишной обработке с учетом энергетических показателей/ А.Н. Тюрин, А.В. Королев, А.А. Королев // Ресурсосберегающие технологии ремонта, восстановления и упрочнения деталей машин, механизмов, оборудования, инструмента и технологической оснастки от нано- до макроуровня: материалы 11-й Междунар. практ. конф., 14-17 апреля. - СПб.: Изд-во СПб ГТУ, 2009. - С. 293-295.
Подписано в печать 10.11.09 Формат 60х84 1/16
Бум. офсет. Усл. печ. л. 2,0 Уч.-изд. л. 2,0
Тираж 100 экз. Заказ 488 Бесплатно
Саратовский государственный технический университет
410054, Саратов, Политехническая ул., 77
Отпечатано в Издательстве СГТУ. 410054, Саратов, Политехническая ул., 77