

Использование рапсового масла в качестве основы рабочей жидкости для повышения ресурса гидросистем тракторов
На правах рукописи
Бугаев Александр Михайлович
ИСПОЛЬЗОВАНИЕ РАПСОВОГО МАСЛА В КАЧЕСТВЕ ОСНОВЫ РАБОЧЕЙ ЖИДКОСТИ ДЛЯ ПОВЫШЕНИЯ РЕСУРСА ГИДРОСИСТЕМ ТРАКТОРОВ
Специальность 05.20.03 – Технологии и средства технического обслуживания в сельском хозяйстве
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Москва 2010
Работа выполнена в ФГОУ ВПО "Московский государственный агроинженерный университет им. В.П. Горячкина"
Научный руководитель: доктор технических наук, профессор
Стрельцов Владимир Васильевич
Официальные оппоненты: доктор технических наук, доцент
Девянин Сергей Николаевич
кандидат технических наук
Мамыкин Сергей Михайлович
Ведущее предприятие: ГНУ «Всероссийский научно-
исследовательский институт
механизации сельского хозяйства»
Россельхозакадемии
Защита состоится 08 февраля 2010 года в 13.00 часов на заседании диссертационного совета Д 220.044.01 при ФГОУ ВПО "Московский государственный агроинженерный университет им. В.П. Горячкина" по адресу: 127550, г.Москва, ул. Лиственничная аллея, д. 16А, корпус 3, конференц-зал.
С диссертацией можно ознакомиться в библиотеке ФГОУ ВПО "Московский государственный агроинженерный университет им. В.П. Горячкина".
Автореферат разослан 29 декабря 2009 года и размещен на сайте ФГОУ ВПО МГАУ http://www.msau.ru 28 декабря 2009 года
| Ученый секретарь диссертационного совета доктор технических наук, профессор |  | Левшин А.Г. |
Общая характеристика работы
Актуальность темы. В настоящее время гидравлические системы широко применяются в самых различных отраслях сельского хозяйства. Практически все тракторы, применяемые в сельскохозяйственном производстве, оснащены гидросистемами. Гидравлическая система не может действовать без рабочей жидкости, являющейся необходимым ее элементом. Рабочие жидкости в гидросистемах передают энергию, выполняют функции охлаждения и смазки, защиты деталей от коррозии, а также выносят из гидроагрегатов продукты износа. В связи с этим работоспособность гидросистем, их надежность и долговечность в значительной степени зависит от типа применяемой жидкости, ее вязкостно-температурных характеристик, противозадирных и противоизносных свойств, а также состояния в процессе эксплуатации. Несмотря на имеющиеся методы диагностики и средства технического обслуживания гидравлических систем, на практике этому вопросу уделяется недостаточное внимание, что снижает эксплуатационные показатели как гидравлических систем, так и машин в целом. Потери минеральных масел из гидравлических систем сельскохозяйственной техники экологически загрязняют почву и снижают ее плодородие. Улучшение подобной ситуации возможно при использовании растительных масел в качестве альтернативных рабочих жидкостей для гидравлических систем сельскохозяйственной техники. Необходимость применения растительных масел в технике обусловлена растущим дефицитом нефтяных масел, их удорожанием. В такой ситуации использование масел растительного происхождения становится экономически оправданным.
Приоритетным с точки зрения использования в сельскохозяйственной технике является рапсовое масло, трибологические и физико-химические свойства которого способны обеспечить функции рабочей жидкости гидравлической системы без потери ее эксплуатационных показателей. Однако, на данный момент мало исследованы особенности использования растительного и, в частности, рапсового масла в гидравлических системах сельскохозяйственной техники. Отсутствует научно обоснованный состав рабочей жидкости для гидросистем сельскохозяйственной техники на основе рапсового масла, недостаточно изучено влияние подобных масел на трибологические свойства трущихся деталей.
Цель исследований – повышение ресурса гидросистем тракторов, а также улучшение их экологических показателей путем использования рабочей жидкости на основе рапсового масла, обеспечивающей улучшение триботехнических свойств поверхностей трения.
Объект исследований – гидросистемы тракторов.
Предмет исследований – рабочая жидкость для гидросистем тракторов.
Методика исследований основана на применении современных методов, технических средств, измерительных приборов. Методика включает лабораторные исследования трибологических свойств деталей гидросистем с использованием многофункциональных присадок и рапсового масла; стендовые испытания агрегатов гидросистемы; эксплуатационные испытания в условиях сельскохозяйственного производства.
Научная новизна заключается в определении триботехнических свойств поверхностей трения деталей гидросистем при использовании рабочей жидкости на основе рапсового масла с многофункциональной присадкой «Валена».
Практическая ценность работы. Исследуемая рабочая жидкость для гидросистем тракторов на основе рапсового масла сокращает износ деталей на 7,5 % по сравнению с минеральным маслом. Повышение ресурса для исследованных агрегатов при работе с гидравлической жидкостью на основе рапсового масла составило до 1,2 раз.
Рабочая жидкость на основе рапсового масла практически полностью разлагается в почве, в отличие от минерального масла.
Экономический эффект замены минеральных рабочих жидкостей на биологически разлагаемую рабочую жидкость на основе рапсового масла на один трактор за 1000 моточасов работы составит 670 рублей.
Реализация результатов исследований. Материалы исследований приняты к производству на «Кусковском заводе консистентных смазок»-филиале ОАО «РЖД», а также внедрены в производство СПК «Новая жизнь» Бежецкого района Тверской области. Кроме того, результаты данных исследований могут быть использованы в учебном процессе агроинженерных вузов при изучении дисциплины "Триботехника".
Апробация работы. Основные положения и результаты работы были представлены, обсуждены и одобрены на:
международной научно-практической конференции «Роль молодых ученых в реализации национального проекта «Развитие АПК», ФГОУ ВПО МГАУ, 2007 г.;
международной научно-технической конференции «Научные проблемы развития ремонта, обслуживания машин, восстановления и упрочнения деталей», ГНУ ГОСНИТИ, 2007 г.;
международной научно-практической конференции «Перспективы развития агропромышленного комплекса России», ФГОУ ВПО МГАУ, 2008 г.;
VII Всероссийской выставке научно-технического творчества молодежи, ВВЦ, 2007 г.;
VIIІ Всероссийской выставке научно-технического творчества молодежи, ВВЦ, 2008 г.;
XI Всероссийской агропромышленной выставке «Золотая осень», ВВЦ, 2009 г.
Публикации. По теме диссертации опубликовано 9 работ, в том числе 2 работы опубликованы в изданиях, рекомендованных ВАК РФ.
Структура и объем работы. Диссертация состоит из введения, шести глав, общих выводов, списка использованной литературы (содержит 135 наименований, включая 10 зарубежных авторов). Работа представлена на 175 страницах, содержит 23 таблицы, 25 рисунков, включает в себя одно приложение.
Научные положения и результаты работы, выносимые на защиту:
анализ рабочих жидкостей, применяемых в гидросистемах тракторов, а также условий работы деталей гидросистем;
теоретическое обоснование улучшения триботехнических свойств поверхностей трения деталей гидросистем при использовании рабочей жидкости на основе рапсового масла;
результаты исследований трибологических и физико-химических свойств рабочей жидкости на основе рапсового масла с маслорастворимой многофункциональной металлоплакирующей присадкой «Валена»;
технико-экономическая оценка применения рабочей жидкости на основе рапсового масла взамен минерального масла.
Содержание работы
Во введении обоснована актуальность темы; изложена общая характеристика работы; поставлены цель и задачи исследований; приведена структура и объем работы; сформулированы основные научные положения и результаты, выносимые на защиту.
В первой главе работы проведен анализ конструкций гидросистем, применяемых в сельскохозяйственной технике, а также условий работы гидросистем в целом и их деталей. Изучены износы, причины отказов и наработки на отказ основных агрегатов гидросистем. Анализ отказов гидросистем показал, что их ресурс определяется износостойкостью соединения "шестерня – торец платика".
Проведен анализ работ ведущих отечественных ученых в областях изнашивания деталей и использования растительных масел в технике, среди которых следует отметить исследования Балабанова В.И., Гаркунова Д.Н., Девянина С.Н., Дудко П.П., Дураджи В.Н., Ерохина М.Н., Пучина Е.А., Карпенкова В.Ф., Кривенко П.М., Ленивцева Г.А., Мамыкина С.М., Некрасова С.С., Носихина П.И., Погодаева Л.И., Стрельцова В.В. и др.
Проанализированы применяемые в гидросистемах сельскохозяйственной техники рабочие жидкости и их основные физико-химические свойства. Установлено, что основными рабочими жидкостями, рекомендуемыми заводами-производителями к использованию в гидравлических системах тракторов, являются моторные масла.
В последнее время появился интерес к использованию масел на растительной основе. В качестве основы или компонента смазочного материала оптимальным вариантом по доступности, стоимости и физико-химическим характеристикам является рапсовое масло. Вместе с тем рапсовое масло не обеспечивает в достаточной мере снижение трения и износа узлов трения в течение длительного периода работы. Физико-химические и эксплуатационные свойства рабочей жидкости можно улучшить при введении в нее функциональных присадок - антиокислительных, антикоррозионных, противоизносных, противозадирных, противопенных и др.
В связи с положительными отзывами о применении металлоплакирующих присадок, целесообразно провести исследование триботехнических свойств деталей гидросистем при использовании рабочих жидкостей на основе рапсового масла, содержащих металлоплакирующие присадки.
Для решения поставленной цели были определены следующие задачи:
1. Провести анализ существующих рабочих жидкостей для гидросистем;
2. Дать теоретическое обоснование применения рабочих жидкостей для гидросистем на основе рапсового масла с металлоплакирующими присадками;
3. Разработать состав рабочей жидкости на основе рапсового масла для гидросистем тракторов;
4. Провести лабораторные, стендовые и эксплуатационные испытания основных узлов гидросистемы с использованием разработанной рабочей жидкости;
5. Внедрить разработанную рабочую жидкость на основе рапсового масла в производство и дать технико-экономическую оценку результатов исследований.
Во второй главе рассмотрен механизм действия металлоплакирующих присадок, реализующих эффект избирательного переноса, обоснована возможность применения подобных присадок совместно с рапсовым маслом, основу которого составляют жиры, а также предельные и непредельные жирные кислоты, в отличие от минеральных масел. Теоретическое обосновано использование металлоплакирующих присадок для повышения триботехнических характеристик разрабатываемой рабочей жидкости и улучшения триботехнических свойств поверхностей трения деталей гидросистем тракторов. Наиболее подходящей для этих целей признана металлосодержащая маслорастворимая композиция «Валена», имеющая в своем составе в качестве активных компонентов медные соли органических кислот.
В рапсовом масле содержатся продукты органического происхождения, которые в процессе работы могут распадаться на жирные кислоты и спирты, в том числе глицерин. Как известно, многие предельные и непредельные жирные кислоты являются поверхностно-активным веществами. В процессе трибодеструкции смазки и разрушения поверхностного слоя металла происходит взаимодействие органических кислот и глицерина с медью и одновременно с поверхностью трущихся деталей. Происходит образование комплексных и металлорганических соединений, приводящее к накоплению в смазке металлсодержащих соединений, участвующих в процессе переноса меди. По достижении предельных концентраций медьсодержащих продуктов износа, накапливающихся в смазочной среде в результате электрохимического окисления и механического износа сплава меди, происходит реакция трибоэлектровосстановительного распада, формирующая на поверхности трения стальных деталей металлическую (сервовитную) пленку с особой структурой и свойствами:
| CuLx + Fe Cu + FeLx Fe | (1) |
где L – компоненты смазочной среды; x– коэффициент.
Продукты трибоокисления, деструкции и трибополимеризации компонентов смазочной среды формируют на поверхности медной пленки серфинг-пленку.
Согласно молекулярно-механической (адгезионно-деформационной) теории трения, внешнее трение состоит из двух компонент: молекулярной (адгезионной) Fм и механической (деформационной) Fд:
| (2) |
По литературным данным, для материалов, имеющих высокий модуль упругости, таких как металлы, деформационной составляющей коэффициента трения можно пренебречь. Тогда после преобразований и интегрирования коэффициент трения можно определить по формулам:
для упругого контакта:
 ; ; | (3) |
| для пластического контакта: | |
 , , | (4) |
где 0 – касательные напряжения на срез, сдвиг поверхностного слоя, МПа; – коэффициент упрочнения адгезионных связей; рс – контурное давление, МПа; – коэффициент Пуассона; Е – модуль упругости МПа; – комплексный параметр шероховатости; эф – коэффициент гистерезисных потерь; к1 – постоянная интегрирования; - параметр кривой опорной поверхности; НV – твердость материала.
Из выражений, определяющих коэффициент трения как для упругого, так и для пластического ненасыщенных контактов, коэффициент трения пропорционален фрикционным параметрам 0 и, которые в свою очередь связаны с касательными напряжениями между частицами, составляющими поверхностный слой твердого тела:
| (5) |
где n – нормальные напряжения на контакте, МПа.
Как известно, сервовитная пленка, покрывающая детали трибосоединения имеет очень малые касательные напряжения. Таким образом, при создании сервовитной пленки снижается коэффициент трения f.
Анализ интенсивности изнашивания, определяемой по формуле
 , , | (6) |
где k > 1 – коэффициент, учитывающий реальный деформированный объем; n – число циклов нагружений поверхностных слоев, приводящих к отделению частиц износа; h – толщина изношенного слоя, м; R – радиус кривизны шероховатости, м,
показывает, что число циклов нагружений поверхностных слоев увеличивается при создании сервовитной пленки:
 , , | (7) |
где t – усталостная характеристика; k - коэффициент, учитывающий материал; в – растягивающее напряжение, приводящее к разрушению при однократном воздействии (предел прочности металла), МПа.
Снижение интенсивности изнашивания ведет к повышению ресурса детали.
В третьей главе представлена программа и общая методика исследований и обработки полученной информации, дано описание экспериментальных установок и применяемой контрольно-измерительной аппаратуры.
Программа исследований включала: лабораторные, стендовые и эксплуатационные испытания, целью которых являлись поиск оптимального состава рабочей жидкости на основе рапсового масла и определение основных физико-химических и эксплуатационных показателей данной жидкости, а также возможности ее использования в гидросистемах тракторов.
 |
| Рисунок 1 - Установка для трибологических испытаний МТУ - 01 |
Лабораторные испытания проводили на машине трения МТУ-01 ТУ 4271-001-29034600-2004 (рисунок 1).
Метод испытаний основан на взаимном перемещении прижатых друг к другу с заданным усилием испытываемых образцов в среде смазочных материалов.
В процессе испытания регистрируются: коэффициент трения с графическим отображением его изменения, температура в зоне контакта, нагрузка. Износ определяли по потере массы образцов на лабораторных электронных весах модели Sartorius 1201 с точностью измерений 1х10-4 г. Испытания каждого состава проводили в трехкратной повторности. Момент силы трения регистрировали с помощью тензодатчика. Регистрируемые параметры фиксировали и обрабатывали с использованием ПЭВМ.
Исследования по выбору оптимальной концентрации присадки проводили с использованием теории многофакторного математического планирования экспериментов. Проведены четыре опыта на машине трения МТУ-01 в трехкратной повторности. Изменение температуры поверхностей трения оценивали по температуре смазочной среды с помощью инфракрасного пирометра модели «Салют С-210» с пределами измерения -20 …600 С и точностью измерения ±1С. Для измерения шероховатости поверхностей образцов до и после испытаний использовали профилограф мод. 301 завода "ПРОТОН-МИЭТ".
Определение основных физико-химических характеристик рабочей жидкости на основе рапсового масла осуществляли по стандартным методикам. Были определены: коррозионность рабочей жидкости по ГОСТ 20502-75; температура вспышки в открытом тигле по ГОСТ 4333-87; температура
 |
| Рисунок 2 - Общий вид установки при испытаниях гидронасоса 1-гидронасос; 2-нагнетательный штуцер; 3-напорный шланг; 4-гидробак; 5-рабочий стол станка; 6-дроссель; 7-шпиндель станка; 8-кнопочная станция; 9-манометр |
застывания по ГОСТ 20287-91; кинематическая вязкость и индекс вязкости альтернативной рабочей жидкости на основе рапсового масла по ГОСТ 33-2000 и ГОСТ 25371-82 соответственно.
Сравнительные стендовые испытания рабочей жидкости на основе рапсового масла проводили на установке, смонтированной на базе сверлильного станка модели 2С132 (рисунок 2), на рабочем столе которого устанавливаются испытываемые узлы, масляный бак, шланги подачи масла.
Привод агрегата осуществлялся от шпинделя станка. Испытания проводили в два этапа. На первом этапе – сравнительные испытания рабочей жидкости на основе рапсового масла и минерального масла М-10-В2 проводили на лабораторном стенде с последующим микрометражом соединения «золотник – корпус гидрораспределителя». На втором этапе испытания рабочей жидкости на основе рапсового масла проводили с использованием шестеренного насоса НШ-32У с последующей проверкой основных рабочих показателей на стенде КИ-4815М и микрометражом соединения «шестерня – торец платика». После испытаний определяли вязкость рабочей жидкости. Результаты микрометража заносили в таблицы, по данным которых рассчитывали средние значения скоростей изнашивания деталей гидронасоса для каждого образца рабочей жидкости. Полученные скорости изнашивания сравнивали с максимально допустимыми скоростями изнашивания для данного соединения.
Оценку противоизносных свойств проводили по изменению износа деталей гидрораспределителя и гидронасоса, а также по изменению подачи шестеренного насоса после испытания, которую проверяли на стенде КИ-4815М. Износ корпуса гидрораспределителя и деталей шестеренного насоса определяли микрометражом при помощи индикаторного нутромера с электронно-цифровым индикатором с точностью измерения 0,001 мм и оптиметра с точностью измерения 0,001 мм.
После завершения стендовых испытаний определяли вязкость рабочих жидкостей с целью установления их пригодности к дальнейшей работе.
В ходе эксплуатационных испытаний изучали влияние исследуемой рабочей жидкости на основе рапсового масла на работоспособность гидросистем сельскохозяйственной техники. Испытания проводили применительно к гидросистемам тракторов МТЗ-80/82, работавших на предприятиях Тверской области. В процессе испытаний трактора выполняли различные сельскохозяйственные и транспортные работы. Испытания проводили до достижения тракторами наработки в 1000 моточасов.
В ходе наблюдений за тракторами регистрировали их наработку и сни-мали следующие характеристики: объемную подачу насоса; усадку поршня цилиндра; давление срабатывания автоматов золотников и предохранитель-ного клапана распределителя при помощи устройства КИ-1097-1. В ходе эксплуатационных испытаний производили отбор проб альтернативной рабочей жидкости через каждые 100 моточасов работы техники. После эксплуатации определяли вязкость полученных проб.
В четвертой главе представлены результаты лабораторных исследований рассматриваемых рабочих жидкостей для гидросистем. Важным свойством присадок к маслам является их растворимость в маслах и стабильность при хранении. Испытания показали, что добавление к рапсовому маслу металлсодержащей маслорастворимой композиции «Валена» дает стабильный коллоидный раствор в масле.
По результатам экспериментов определены коэффициенты и получено уравнение регрессии:
y = 0,15 + 0,015х1 – 0,035х2, (8)
где y - износ образцов, мг; x1 - нагрузка, Н; x2 – концентрация присадки, %.
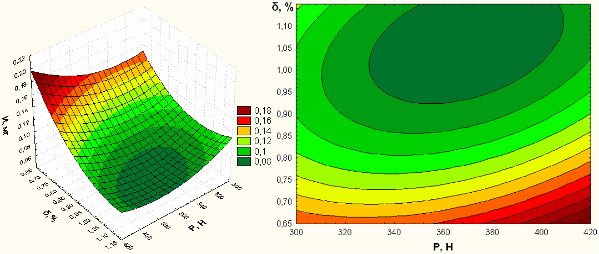
Анализ показал, что все коэффициенты значимые, модель адекватна. Поиск оптимальной концентрации способом крутого нисхождения по градиенту, а также исследование области оптимума при помощи модели второго порядка, построенной при помощи ортогонального центрального композиционного плана, в ходе чего была построена поверхность функции отклика, приведенная на рисунке 3, позволил получить стабильно низкий износ при концентрации присадки от 0,9 %.
а б
Рисунок 3 – График зависимости износа образцов от нагрузки и концентрации присадки: а - график отклика функции; б - проекция графика на плоскость Р-
Дальнейшее увеличение концентрации присадки не дает существенного снижения износа, а следовательно, нецелесообразно, так как ведет к значительному повышению стоимости рабочей жидкости в целом.
Исследования коэффициента трения проведены, на машине трения МТУ-01 в течение двух часов с частотой вращения 650 мин-1 под нагрузкой 300 Н. Исследовались пары трения "золотник – корпус гидрораспределителя" и "шестерня – торец платика". В качестве исследуемых рабочих жидкостей использовались: М-10-В2; рапсовое масло; рапсовое масло + 0,9 % МСК «Валена». Зависимости изменения коэффициента трения при использовании исследуемых образцов масел приведены на рисунке 4.


а б
Рисунок 4 - Зависимость коэффициента трения от времени испытаний для пар трения "золотник – корпус гидрораспределителя" (а) и "шестерня – торец платика" (б) на рабочей жидкости: 1- масло М-10-В2; 2 - рапсовое масло; 3 - рапсовое масло + 0,9 % МСК«Валена»
Лучшие результаты для обеих пар трения получены на рапсовом масле с МСК «Валена». Так, коэффициент трения уменьшился с 0,04 до 0,025, что более чем в 2 раза ниже, чем на масле М-10-В2. Таким образом, для пар трения "золотник – корпус гидрораспределителя" и "шестерня – торец платика" наиболее эффективной рабочей жидкостью с точки зрения антифрикционных свойств является рапсовое масло с добавлением 0,9 % МСК«Валена».
Анализ износов образцов за 120 минут эксперимента показал, что в паре трения "золотник – корпус гидрораспределителя" при работе на рапсовом масле износ составил 37,5% от износа на масле М-10-В2; на рапсовом масле + 0,9% МСК«Валена» - 25 %. В паре трения "шестерня – торец платика" ситуация аналогична: на рапсовом масле - 30 %; на рапсовом масле + 0,9% МСК«Валена» износ составил также 30 % от величины износа при работе на масле М-10-В2 (рисунок 5).

а б
Рисунок 5 - Износ образцов в ходе испытаний для пар трения "золотник - корпус гидрораспределителя" (а) и "шестерня – торец платика" (б) на рабочей жидкости: 1- рапсовое масло; 2 - рапсовое масло + 0,9% МСК «Валена»; 3 - масло М-10-В2
В работе определяли шероховатость поверхностей пары трения «золотник – корпус гидрораспределителя» в среде исследуемых рабочих жидкостей. Исходная шероховатость поверхностей трения образцов составляла Ra = 0,63 мкм. В таблице 1 приведены данные изменения шероховатости поверхности трения образцов из серого чугуна на различных рабочих жидкостях за время испытаний.
Таблица 1 - Результаты изменения шероховатости образца Ra, мкм
| Рабочая жидкость | Значение параметра Ra, мкм | |
| начальное | конечное | |
| М-10-В2 | 0,63 | 0,30 |
| Рапсовое масло | 0,63 | 0,24 |
| Рапсовое масло+0,9 % «Валена» | 0,63 | 0,13 |
Так, через 120 минут испытаний на рапсовом масле с добавлением многофункциональной присадки «Валена» шероховатость составила 0,13 мкм, что на 57 % меньше, чем на минеральном масле М-10-В2.
Изменение температуры при работе на масле М-10-В2 происходит постепенно и стабилизации температуры за время испытания не происходит (рисунок 6).

Рисунок 6 - Зависимость температуры рабочих жидкостей от времени
испытаний: 1 - рапсовое масло; 2 - рапсовое масло + 0,9 % МСК«Валена»; 3 - минеральное масло М-10-В2
При использовании в качестве смазочной среды рабочей жидкости на основе рапсового масла происходит более плавное повышение температуры и быстрый переход к постоянному температурному режиму 34…35 °С. Связано это с наличием присадки, которая взаимодействует с поверхностью металла, образуя сервовитную пленку. Это приводит к снижению температуры за счет наличия меди, обладающей большей теплопроводностью, что способствует отводу тепла.
Показатели основных физико-химических характеристик рабочих жидкостей приведены в таблице 2.
Таблица 2 - Основные физико-химические характеристики исследуе-
мых рабочих жидкостей
| Рабочая жидкость Показатель | М-10-В2 | Альтернативная рабочая жидкость |
| Коррозионность на пластинках из свинца, г/м2 | 2,9 | 6,7 |
| Температура вспышки в открытом тигле, не ниже, °С | 205 | 210 |
| Температура застывания, не выше, °С | -15 | -24 |
| Вязкость кинематическая, мм2/с, при: 100°С 40°С 0°С | 11 43 1200 | 8 35 218 |
| Индекс вязкости | 85 | 162 |
Результаты экспериментов показали, что рабочая жидкость на основе рапсового масла по сравнению с маслом М-10-В2 имеет лучшие вязкостно-температурные и низкотемпературные свойства; более высокую температуру вспышки. Коррозионность рабочей жидкости на основе рапсового масла на пластинках из свинца в 2,3 раза выше, чем минерального масла, но находится в пределах, установленных ГОСТ 8581-78.
В пятой главе представлены результаты стендовых и эксплуатационных испытаний. При сравнительных стендовых испытаниях установлено влияние рабочей жидкости на основе рапсового масла на износ корпуса гидрораспределителя при работе на режимах, близких к эксплуатационным. Результаты микрометража приведены в таблице 3
Таблица 3 - Износ корпуса гидрораспределителя
| Рабочая жидкость | Золотник №1 | Золотник №2 | ||
| А-А | Б-Б | А-А | Б-Б | |
| На основе рапсового масла | 0,019 | 0,020 | 0,019 | 0,021 |
| 0,017 | 0,018 | 0,019 | 0,019 | |
| 0,018 | 0,020 | 0,018 | 0,019 | |
| 0,018 | 0,019 | 0,018 | 0,020 | |
| М-10-В2 | 0,021 | 0,022 | 0,022 | 0,023 |
| 0,020 | 0.020 | 0,021 | 0,021 | |
| 0,019 | 0,020 | 0,021 | 0,020 | |
| 0,019 | 0,019 | 0,020 | 0,019 | |
Анализ показал, что применение рабочей жидкости на основе рапсового масла снижает износ корпуса гидрораспределителя в 1,1 раза.
Изменения контролируемых размеров гидронасоса приведены в таблице 4.
Таблица 4 - Изменение основных параметров гидронасоса НШ-32У в
процессе испытания
| Рабочая жидкость Показатели | М-10-В2 | Рабочая жидкость на основе рапсового масла | ||||
| До испытаний | После испытаний | Изменение показателя | До испытаний | После испытаний | Изменение показателя | |
| Длина зуба шестерен, мм: ведущей ведомой | 22,038 22,039 | 22,033 22,034 | 0,005 0,005 | 22,033 22,034 | 22,029 22,029 | 0,004 0,005 |
| Ширина платиков, мм: нижней ведущей шестерни верхней ведущей шестерни нижней ведомой шестерни верхней ведомой шестерни | 10,512 10,510 10,512 10,512 | 10,500 10,497 10,499 10,500 | 0,012 0,013 0,013 0,012 | 10,500 10,497 10,499 10,500 | 10,490 10,487 10,488 10,490 | 0,010 0,010 0,011 0,010 |
| Кпд объемной подачи | 0,91 | 0,90 | 0,01 | 0,90 | 0,89 | 0,01 |
Как видно из представленных данных, средние значения износов платиков составили 0,0125 мм и 0,0103 мм при работе на масле М-10-В2 и рабочей жидкости на основе рапсового масла, что соответствует скоростям изнашивания 4,1710-5 мм/ч и 3,4210-5 мм/ч соответственно. Для шестерен те же показатели составили 0,005 мм и 0,0045 мм; 1,6710-5 и 1,510-5 мм/ч соответственно. Полученные таким образом значения скоростей изнашивания сравнивались с максимально допустимыми скоростями изнашивания для данного ресурсоопределяющего соединения. Анализ показывает, что ресурс данного соединения при работе с гидравлической жидкостью на основе рапсового масла в 1,13…1,2 раза выше нормируемого.
Вязкость рабочей жидкости на основе рапсового масла при температуре 40 °С за время испытания изменилась с 35,06 до 41,17 мм2/с (прирост вязкости составил 14,8 %) в то время как вязкость минерального масла изменилась незначительно (прирост вязкости составил 1,6 %) (рисунок 7).

Рисунок 7 - Изменение вязкостей рабочих жидкостей
Эксплуатационные испытания проводили на гидросистемах четырех тракторов МТЗ-80 и двух тракторов МТЗ-82. В процессе испытаний при выполнении тракторами различных сельскохозяйственных работ наблюдаемые гидросистемы тракторов работали без отказов в течение всего срока испытания. Все контролируемые параметры находились в пределах, установленных нормативно-технической документацией и были значительно ниже аналогичных параметров гидросистем, работавших на минеральном масле. Так, усадка поршня гидроцилиндра после испытаний была в среднем на 62 % ниже максимально допустимого значения; давления срабатывания автоматов золотников и предохранительного клапана распределителя после испытаний превышали минимально допустимое значение на 29 % и 10 % соответственно; подача шестеренных насосов после испытаний превышала минимально допустимое значение в среднем на 62 %.
В результате отбора в процессе испытания проб рабочей жидкости на основе рапсового масла с последующим определением кинематической вязкости была получена зависимость изменения вязкости рабочей жидкости при 40 °С от наработки трактора, представленная на рисунке 8.

Рисунок 8 - Зависимость кинематической вязкости исследуемой рабочей жидкости от наработки
В шестой главе приведены результаты расчета экономического эффекта от замены минеральных гидравлических жидкостей на биологически разлагаемую рабочую жидкость на основе рапсового масла.
Результаты экономической оценки показали, что более низкая стоимость исследуемой рабочей жидкости на основе рапсового масла по сравнению с минеральным маслом, меньшее загрязнение почвы, а также повышение ресурса агрегатов гидросистемы трактора позволили получить экономический эффект в размере 670 рублей за 1000 моточасов работы трактора.
Общие выводы
1. На основе аналитического обзора научно-технической литературы установлено, что с современной точки зрения в качестве основы или компонента смазочного материала оптимальным вариантом по доступности, стоимости и физико-химическим характеристикам является рапсовое масло. Вместе с тем рапсовое масло без присадок не обеспечивает в достаточной мере снижение трения и износа современных узлов трения в течение длительного периода работы. Оно обладает температурой застывания -15 С; коэффициент трения за 60 минут испытаний увеличивается с 0,05 до 0,08. Рапсовое масло в гидравлических системах сельскохозяйственных машин и тракторов может быть использовано в случае улучшения его физико-химических и триботехнических свойств путем введения многофункциональных присадок.
2. Теоретически обосновано использование многофункциональных присадок, реализующих эффект избирательного переноса для улучшения трибологических свойств поверхностей трения деталей гидросистем за счет образования на них пористой квазижидкой пленки меди. Объяснены поверх-ностные явления при образовании антифрикционных пленок.
3. Установлено, что коэффициент трения на различных парах трения, полученный на альтернативной рабочей жидкости на основе рапсового мас-ла, равен 0,025-0,04. Рабочая жидкость на основе рапсового масла снижает износ образцов на 70-75 % по сравнению с маслом М-10-В2. Температура вспышки разрабатываемой рабочей жидкости на 2,4 % выше аналогичного показателя минерального масла; температура застывания на 60 % ниже температуры застывания масла М-10-В2; индекс вязкости разработанной жидкости в 1,9 раза выше индекса вязкости минерального масла.
4. Стендовые испытания показали, что износы деталей гидрораспреде-лителя и шестеренного насоса уменьшились до 17 %. Повышение ресурса для данных соединений при работе с гидравлической жидкостью на основе рапсового масла составило до 1,2 раз.
5. Эксплуатационные испытания показали, что гидросистемы не имели отказов в течение срока испытания. Все контролируемые параметры гидросистем находились в пределах, установленных нормативно-технической документацией. Усадка поршня гидроцилиндра после испытания в среднем увеличилась на 11 %; давление срабатывания автоматов золотников распределителя, давление срабатывания предохранительного клапана, подача шестеренных насосов и колебания кинематической вязкости рабочей жидкости в процессе испытаний оставались в допустимых пределах и были ниже аналогичных параметров гидросистем, работавших на минеральном масле.
6. В результате замены минерального масла М-10-В2 на рабочую жидкость на основе рапсового масла благодаря ее более низкой стоимости по сравнению с минеральным маслом, меньшему загрязнению почвы, а также повышению ресурса агрегатов гидросистемы трактора, получен экономический эффект в размере 670 рублей на один трактор за 1000 моточасов его работы.
Основные положения диссертации опубликованы в следующих работах:
1. Бугаев, А.М. Влияние многофункциональной присадки "Валена" на трибологические свойства рапсового масла [Текст] / А.М. Бугаев // Вестник ФГОУ ВПО МГАУ Агроинженерия.- М.: ФГОУ ВПО МГАУ. - 2008. - № 4.- С. 99-101 (0,2 п.л.).
2. Бугаев, А.М. Заменит ли в гидросистеме рапсовое масло минеральное [Текст] / А.М. Бугаев // Сельский механизатор. - 2007. - № 8.– С. 11 (0,1 п.л.).
3. Бугаев, А.М. Использование рапсового масла в качестве альтернативного смазочного материала [Текст] /А.М. Бугаев//Сборник материалов международной научно-практической конференции "Роль молодых ученых в реализации национального проекта "Развитие АПК". - М.: МГАУ им.В.П. Горячкина. – 2007. - Ч.1 – С. 149 - 152 (0,2 п.л.).
4. Бугаев, А.М. Влияние рапсового масла на износ деталей пары трения "золотник - корпус гидрораспределителя" [Текст] /А.М. Бугаев// Труды ГОСНИТИ. - 2008. - Т.101 - С. 174-176 (0,2 п.л.).
5. Бугаев, А.М. Влияние различных концентраций многофункциональной присадки "Валена" на износ деталей пары трения "золотник - корпус гидрораспределителя" в среде рапсового масла. [Текст] /А.М. Бугаев//Сборник материалов Всероссийской научно-практической конференции. Перспективы развития агропромышленного комплекса России. - М.: МГАУ им.В.П.Горячкина – 2008. – Ч.1., - С. 12-14 (0,1 п.л.).
6. Бугаев, А.М. Смазочные материалы на основе рапсового масла [Текст] /А.М. Бугаев// Всероссийский конкурс научно-технического творчества молодёжи. Сборник материалов. - М.: ОАО «ГАО ВВЦ» - 2008. - С. 114 (0,05 п.л.).
7. Бугаев, А.М. О влиянии рапсового масла на износ деталей гидросистем сельскохозяйственной техники [Текст] / А.М. Бугаев // Международный научный журнал. - 2008. - № 1. - С. 23-25 (0,2 п.л.).
8. Бугаев, А.М. Влияние рапсового масла на износ деталей машин [Электронный ресурс] / А.М. Бугаев // Агрожурнал МГАУ. - 2008. - № 9 - 11 (0,2 п.л.).
9. Бугаев, А.М. Износные испытания шестеренного насоса НШ-32У с использованием альтернативной рабочей жидкости на основе рапсового масла [Электронный ресурс] / А.М. Бугаев // Агрожурнал МГАУ. - 2009. - № 11 (0,2 п.л.)
Автор выражает благодарность генерал-майору Середе В.В., полковнику Вижанкову Е.М. и всему коллективу отдела специальных жидкостей ФГУП 25 Государственный научно-исследовательский институт.
Подписано к печати 24.12.2009
Формат 6084/16.
Печать трафаретная
Уч.-изд. л. 1,2
Тираж 100 экз.
Заказ № 421
Отпечатано в издательском центре
ФГОУ ВПО МГАУ
127550, Москва, Тимирязевская, 58