

Разработка технологии очистки нефтесодержащих сточных вод с использованием смешанного реагента
На правах рукописи

СТРЕПЕТОВ ИГОРЬ ВАСИЛЬЕВИЧ
Разработка технологии очистки нефтесодержащих сточных вод с использованием смешанного реагента
| 05.23.04 | Водоснабжение, канализация, строительные системы охраны водных ресурсов |
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Волгоград - 2012
Работа выполнена в Федеральном государственном бюджетном образовательном учреждении высшего профессионального образования Волгоградском государственном архитектурно-строительном университете
| Научный руководитель: доктор технических наук, профессор | МОСКВИЧЕВА ЕЛЕНА ВИКТОРОВНА |
| Официальные оппоненты: доктор технических наук, профессор | СЕРПОКРЫЛОВ НИКОЛАЙ СЕРГЕЕВИЧ ФГБОУ ВПО «Ростовский государственный строительный университет» |
| кандидат технических наук | ХАРИН КОНСТАНТИН СЕРГЕЕВИЧ ОАО «Водоканал Волгоградской области» |
| Ведущая организация: | ФГБОУ ВПО «Воронежский государственный архитектурно-строительный университет» |
Защита состоится 24 февраля 2012 г. в 1400 часов на заседании диссертационного совета ДМ 212.026.05 при ФГБОУ ВПО Волгоградском государственном архитектурно–строительном университете по адресу: 400074, г. Волгоград, ул. Академическая, 1 (корп. Б ауд. 203).
С диссертацией можно ознакомиться в библиотеке ФГБОУ ВПО «Волгоградский государственный архитектурно–строительный университет».
Автореферат разослан 23 января 2012 г.
| Ученый секретарь диссертационного совета |  | Юрьев Ю.Ю. |
Общая характеристика работы
Актуальность работы. Увеличение потребностей в воде, повышение требований к ее качеству диктует поиск эффективных технологий водоподготовки и очистки сточных вод.
Применяемые в настоящее время сооружения по очистке воды обременительны в обслуживании, массивны, имеют большую открытую площадь испарения. Данные проблемы по очистке сточных вод особенно характерны для предприятий по переработке и транспортировке нефти и нефтепродуктов. Нефть и нефтепродукты, по данным Юнеско, относятся к числу самых распространенных и опасных загрязнителей окружающей среды. Для эффективной очистки нефтесодержащих сточных вод используются многоступенчатые установки, насыщенные дорогими фильтровальными, сорбционными материалами, коагулянтами, флокулянтами.
Не менее важной проблемой на сегодняшний день является поиск технологических решений по использованию промышленных отходов, в частности, отходов нефтепереработки, в качестве вторичного сырья.
В представленной работе рассматривается решение обозначенных проблем, в чем и состоит ее актуальность.
Работа выполнялась в соответствии с задачами, обозначенными в Федеральной целевой программе «Экология и природные ресурсы России» (2002-2010 гг.), программах ОАО «ЛУКОЙЛ» «Экологическая безопасность» (2004-2013 гг.), и тематическим планом научно-исследовательских работ ФГБОУ ВПО Волгоградского государственного архитектурно-строительного университета.
Цель работы. Повышение эффективности работы очистных сооружений нефтеперерабатывающих предприятий путем разработки метода очистки нефтесодержащих сточных вод с использованием смешанного реагента, полученного из промышленных отходов.
Поставленная цель предопределила постановку следующих задач:
- анализ существующих технологий и поиск новой технологии очистки нефтесодержащих сточных вод с использованием недорогих, но эффективных материалов;
- определение параметров получения нового класса смешанных веществ, обладающих сорбционными свойствами по отношению к нефтепродуктам, из отходов нефтепереработки и производства полимеров;
- определение параметров работы флотационной и фильтровальной установок для очистки сточных вод от нефтепродуктов с использованием разработанного смешанного реагента (СР) в лабораторных условиях;
- применение разработанного СР на очистных сооружениях нефтеперерабатывающих предприятий с целью повышения эффективности их работы и снижения отрицательного их влияния на окружающую среду.
Основная идея работы – совершенствование методов очистки нефтесодержащих сточных вод за счет применения дешевых и эффективных реагентов.
Методы исследований включали: аналитическое обобщение известных научных и технических результатов, лабораторные и промышленные исследования с использованием физико-химических методов анализа, обработку экспериментальных данных математическими методами с применением ПЭВМ.
Достоверность полученных результатов обоснована применением классических положений теорий сорбции, фильтрования, флотации; подтверждена экспериментальными исследованиями по стандартным методикам с применением приборов и оборудования, обеспечивающих требуемую точность и надежность результатов измерений, а также результатами внедрения в производство.
Научная новизна:
- исследованы закономерности очистки нефтесодержащих сточных вод новым СР, полученным из отходов 2-х производств, на флотационной и фильтровальной установках;
- выявлены закономерности модификации отходов нефтепереработки полимерным отходом для получения нового СР для очистки нефтесодержащих сточных вод;
- изучены физико-химические показатели и сорбционные свойства полученного модифицированного материала на основе отхода нефтепереработки и полимерного отхода, необходимые для использования его в качестве СР для очистки нефтесодержащих сточных вод;
- определены кинетические параметры флотационного процесса с использованием нового СР с различным фракционным составом;
- получена зависимость времени защитного действия от высоты слоя СР для процесса фильтрования сточных вод с использованием нового СР.
Практическое значение:
- разработан и защищен патентом РФ способ модификации отхода нефтепереработки полимерным отходом, позволяющий получать сорбционный материал (СР) для очистки сточных вод от нефти и нефтепродуктов;
- разработана эффективная и экономичная технология очистки нефтесодержащих сточных вод с использованием нового СР;
- дана эколого-экономическая оценка разработанной технологии очистки сточных вод, включающей использование нового СР.
Реализация результатов работы. Результаты диссертационной работы использованы кафедрой «Водоснабжение и водоотведение» ФГБОУ ВПО Волгоградского государственного архитектурно-строительного университета в учебном процессе при подготовке инженеров по специальностям 270112 «Водоснабжение и водоотведение», 280202 «Инженерная защита окружающей среды», как пример технологии очистки нефтесодержащих сточных вод с использованием материалов, полученных из промышленных отходов. Разработанная технология очистки воды с использованием СР апробирована на предприятии ООО «ЛУКОЙЛ-Волгограднефтепереработка».
На защиту выносятся:
– рекомендации к выбору метода очистки нефтесодержащих сточных вод;
– результаты изучения химического состава, свойств отхода нефтепереработки до и после модификации полистиролом, определившие его применение в качестве СР в технологии очистки нефтесодержащих сточных вод;
– результаты экспериментальных исследований флотационного процесса и процесса фильтрования с использованием нового СР;
– схема очистки нефтесодержащих сточных вод с использованием СР и ее эколого-экономическая оценка.
Апробация работы. Основные положения и результаты работы:
- докладывались на межрегиональных выставках «Энергосбережение. Химия. Металлургия. Машиностроение» по проблемам ресурсосбережения (Волгоград, 2004-2005 гг.); на ежегодных конференциях профессорско-преподавательского состава ВолгГАСУ (Волгоград, 2004-2008 гг.); на Региональных Конференциях молодых исследователей Волгоградской области по направлениям «Архитектура, градостроительство, строительство и экологические проблемы», «Экология, охрана среды, строительство» в ВолгГАСУ (Волгоград, 2004-2007 гг.); на VIII Конкурсе молодых ученых и специалистов ООО «ЛУКОЙЛ-Волгограднефтепереработка» (Волгоград, 2007 г.); на VII научно-технической конференции молодых ученых и специалистов организаций Группы «ЛУКОЙЛ» (Болгария, Бургас, 2007 г.); на Конкурсе на лучшую молодежную научно-техническую разработку по проблемам топливно-энергетического комплекса ТЭК-2008 (Москва, 2008 г.); на VIII научно-технической конференции, посвященной 80-летию РГУ нефти и газа имени И.М. Губкина (Москва, 2010 г.); на международной конференции «Нанотехнологии – производству 2010» (Москва 2010 г.); на Круглом столе Волгоградского отделения Российского химического общества им Д.И. Менделеева в ВолгГТУ (Волгоград, 2010 г.);
- отмечены Благодарностью от администрации Волгоградской области на XII Региональной Конференции молодых исследователей Волгоградской области по направлению «Архитектура, градостроительство, строительство и экологические проблемы» (Волгоград, 2007 г.); Дипломом за третье место в Конкурсе молодых ученых и специалистов ОАО «ЛУКОЙЛ» на лучшую научно-техническую разработку (Болгария, Бургас, 2007 г.); Дипломом и первой премией победителя Конкурса на лучшую молодежную научно-техническую разработку по проблемам топливно-энергетического комплекса ТЭК (Москва, 2008 г.); Благодарностью от Министерства промышленности и энергетики Российской Федерации (приказ от 25 января 2008 года № 36п); Грантом Волгоградской области «Исследование и разработка новых перспективных материалов и технологий наноуровня. Лот № 5. Использование нанотехнологических процессов в проблеме повышения качества питьевой воды и очистки сточных вод» (Волгоград, 2009 г.).
Публикации. По результатам работы опубликовано 15 печатных работ, в том числе – 3 в изданиях, рекомендованных ВАК РФ, 1 патент РФ, 1 монография.
Структура и объем диссертации. Диссертация состоит из введения, четырех глав, общих выводов, списка используемой литературы, приложения. Работа изложена на 173 страницах машинописного текста, включает 25 таблиц, 26 рисунков, список литературы из 151 наименований.
Основное содержание работы
Во введении обосновывается актуальность темы исследования, сформулированы цель и задачи, раскрыты научная новизна и практическая значимость работы, представлены основные положения, которые выносятся на защиту, определены основные направления исследований.
В первой главе диссертации проведен анализ работы существующих сооружений по очистке сточных вод от нефти и нефтепродуктов, рассмотрены методы доочистки сточных вод и проведен анализ публикаций и патентной литературы по применению сорбционных и фильтровальных материалов в технологии очистке сточных вод, подробно рассмотрены смешанные реагенты.
Значительный вклад в развитие теории по методам глубокой очистки вод (флотации, сорбции, фильтрования) внесли многие ученые: Мацнев А.И., Рулев Н.Н., Андреев С.Ю., Жужиков В.А., Лукиных Н.А., Минц Д.М., Неймарк И.Е., Петров Е.Г., Смирнов А.Д., Тарасевич Ю.И., Когановский A.M. и др.
Анализ работы очистных сооружений предприятий по переработке и транспортировке нефти и нефтепродуктов показал, что при очистке нефтесодержащих сточных вод в настоящее время имеется целый ряд проблем: низкая степень очистки от нефти и нефтепродуктов – 75-85 %; большой объем сточных вод, обусловленный несовершенством технологических процессов производств и применением малоэффективных, устаревших методов очистки; высокий объем водопотребления; сброс загрязненных сточных вод в естественные водоемы; загрязнение атмосферного воздуха вследствие существования огромных открытых поверхностей действующих очистных сооружений (отстойники, пруды дополнительного отстоя, пруды-испарители); использование минеральных коагулянтов на стадии флотации, приводящее к вторичному загрязнению уже очищенных сточных вод. Для снижения поступления углеводородов нефти и нефтепродуктов в окружающую среду необходимо уменьшать площадь, занимаемую в настоящее время очистными сооружениями, и, соответственно, уменьшать открытую площадь испарения, искать пути более эффективной организации работы очистных сооружений и систем оборотного водоснабжения.
Как показывает анализ литературных данных, основным реагентом в методах доочистки остается дорогостоящий активированный уголь. В последнее время в технологии глубокой очистки сточных вод стали применяться смешанные реагенты (СР), состоящие из нескольких компонентов (например, минеральной матрицы и органического компонента, нанесенного на эту матрицу) и сочетающие в себе ряд уникальных свойств, полезных для очистки воды. Однако, эти вещества дорогие, целесообразно проводить научный поиск более доступных, но не менее эффективных заменителей.
Во второй главе были определены объекты исследований, выбраны методики и аппаратура исследований.
В качестве основы для получения СР для очистки нефтесодержащих сточных вод были выбраны отработанные материалы (нефтеотход), которые образуются в количестве 200 т и более на предприятии ООО «ЛУКОЙЛ-Волгограднефтепереработка» при фильтрации масел и не находят дальнейшего применения, что позволяет значительно удешевить получаемый реагент.
Изучение процесса очистки проводилось на реальных сточных водах и модельных растворах. Для исследования были взяты сточные воды с 1-й системы очистки (1, 2 очередь) ООО «ЛУКОЙЛ-Волгограднефтепереработка», прошедшие механическую очистку на решетках, песколовках, нефтеловушках, сепараторах перед прудами дополнительного отстоя. Мониторинг состава этих сточных вод, проводившийся в течение месяца, показал, что эти стоки характеризуются значительными колебаниями концентраций нефтепродуктов – 150-600 мг/л. Они нейтральны (рН = 6,5-7,5), имеют малое солесодержание (содержание сульфатов – менее 130 мг/л, содержание хлоридов – 40-80 мг/л) и при хорошей очистке от нефтепродуктов (до 1,5 мг/л по нормативным требованиям) могут использоваться в оборотном водоснабжении завода. Модельные растворы готовились путем создания эмульсии нефтепродуктов в дистиллированной воде.
Для определения показателя рН исследуемых сточных вод применялся иономер И-160. Содержание нефтепродуктов в анализируемых водах и модельных растворах определяли гравиметрическим и спектрофотометрическим методами анализа. Содержание взвешенных веществ, сульфатов и хлоридов в сточных водах определяли гравиметрическим, спектрофотометрическим и титриметрическим методами анализа. Для изучения процесса очистки воды были разработаны флотационная и фильтровальная лабораторные установки.
Возможность использования отходов нефтепереработки для очистки промышленных сточных вод рассматривалось, прежде всего, с точки зрения их химического, фракционного состава. Для определения состава и свойств выбранного нефтяного отхода и полученного СР применялись различные физико-химические методы анализа: атомно-абсорбционный, спектрофотометрический, рентгенофлуоресцентный, газовая пикнометрия, ИК-спектрометрия, экстракция, газовая хроматография и др., использовалось современное лабораторное оборудование (GBS-932, MiniPal, AccuPyc-1330 и др.). Органическую часть отхода нефтепереработки для исследований отделяли путем ее экстракции бензолом и последующей сушкой бензольного раствора. Фракционный состав данного материала определяли просеиванием через ряд механических лабораторных сит. Нефтеемкость отходов нефтепереработки и полученного на их основе СР, определяли в статических условиях путем помещения сита с тонким слоем материала в нефтепродукты.
Целью третьей главы являлась разработка экономичной и эффективной технологии очистки нефтесодержащих сточных вод, включающая проведение лабораторных исследований по: выбору метода очистки сточных вод, разработке СР для очистки сточных вод; определению условий эффективной очистки сточных вод; математическую обработку результатов экспериментов для определения параметров очистки сточных вод.
Как показали экспериментальные данные, выбранный для получения СР
нефтяной отход представляет собой мелкодисперсный порошок серого цвета, имеющий фракционный состав (% масс.): менее 0,1 мм – 64, (0,10,25) мм – 21, (0,250,5) мм – 13, более 0,5 мм – 2 и обладающий высокой удельной поверхностью – до 800-1000 м2/кг. Минеральная часть отхода представлена преимущественно оксидами металлов (таблица 1). Органическая часть отхода составляет 10-15 масс. % от его общей массы. Ее анализ показал присутствие в больших количествах обедненных водородом смолообразных продуктов (около 40%). Таким образом, по составу рассматриваемый отход близок к органо-минеральным материалам с большим содержанием оксидов кремния и алюминия в минеральной части.Таблица 1 – Состав минеральной части отхода нефтепереработки
| Массовое содержание оксидов в минеральной части отхода, % | ||||||||
| SiO2 | Al2O3 | ZnO | Fe2O3 | MgO | CaO | Na2O | K2O | Прочее |
| 72,81 | 14,69 | 0,91 | 1,32 | 0,14 | 0,96 | 2,83 | 3,03 | 3,31 |
Анализ основных физико-химических свойств исследуемого нефтеотхода (таблица 2), показал, что данный материал очень легкий (имеет небольшую насыпную плотность – 400-500 кг/м3), обладает большим количеством пор, до 50 % частиц не тонет в воде. Кроме того, этот отход обладает способностью к поглощению нефтепродуктов, о чем говорит величина его нефтеемкости.
Таблица 2 – Физико-механические свойства отхода нефтепереработки до и после тепловой обработки
| Наименование показателя | Отход (без сушки) | Отход после высушивания при 25-30 0С в течение 600 мин | Отход после прокаливания при 100-120 0С в течение 160-200 мин | Отход после прокаливания при 500-600 0С в течение 200 мин |
| Насыпная плотность, кг/м3 | 440-460 | 420 | 360 | 90-160 |
| Размер частиц, мм | 0-0,5 | 0-0,5 | 0-0,5 | 0-0,5 |
| Массовая доля всплывающих в воде частиц, % | 45-48 | 51-55 | 61-66 | 91-96 |
| Массовая доля влаги, %, не более | 1,0 | 1,0 | 1,0 | 1,0 |
| Пористость, % | 45-55 | 50-55 | 53-60 | 87-91 |
| Нефтеемкость, кг/кг | 0,9 | 1,3 | 1,6 | 5,8 |
Установлена целесообразность температурной обработки отходов в течение 3-4 часов (таблица 2). После температурной обработки отходов или выдерживания их при комнатной температуре снижается насыпная плотность отхода, повышается пористость, уменьшается набухаемость в воде, повышается доля всплывающих в воде частиц – что связано с недостаточной просушенностью, неоднородностью данного отхода по окончании производственного цикла. При высокотемпературной обработке отхода (500-600 0С) происходит сильное снижение насыпной плотности (до 90-160 кг/м3) и повышение его нефтеемкости, так как при данных температурах удаляется основная часть молекулярно связанной воды и гидроксильных групп, выгорает большая часть углеводородов нефтеотхода. Но высокотемпературная обработка значительно повышает стоимость получаемого реагента.
Была проведена работа по поиску модификатора для придания данному отходу дополнительных водоотталкивающих свойств, улучшению сорбционных свойств. На основании проведенного экспериментально поиска в качестве модификатора выбран полимерный отход – полистирол, что обусловлено как ориентированной структурой модификатора, так и наличием в его макромолекуле СбН5-радикала с ярко выраженной гидрофобностью, позволяющей одновременно повысить сорбционную емкость и гидрофобность получаемого СР.
Для проведения модификации предложено растворять высокомолекулярные отходы (пенополистирол) в полярном органическом растворителе – ацетоне или смеси ацетона с метилтретбутиловым эфиром при комнатной температуре и интенсивном перемешивании в течение 2-3 минут до получения однородных растворов. Затем в полученный раствор полимера при перемешивании добавляется отход нефтепереработки в количестве примерно 1-2 кг на 1 л раствора полимера. Полученную смесь, представляющую собой вязкую суспензию, перемешивают и нагревают до 80-100 0С. При указанной температуре отгоняется растворитель. Использование ацетона в качестве растворителя дает возможность экстрагировать воду, гидроксильные соединения, содержащиеся в нефтеотходе, которые в дальнейшем отгоняются вместе с растворителем под вакуумом. Это обстоятельство дополнительно способствует повышению гидрофобности отхода. После охлаждения, сушки образуется хрупкая твердая смесь, которая легко разделяется на небольшие фракции. При измельчении можно получить материал разного фракционного состава, что позволяет регулировать свойства СР и работу очистного оборудования в широком диапазоне.
Таким образом, модификация нефтеотхода полистиролом осуществляется в мягких температурных условиях, позволяет получать СР с высокими рабочими характеристиками (таблица 3), а также убрать возможные токсичные проявления нефтеотхода. В результате был разработан способ получения нового сорбционного материала, защищенный впоследствии патентом.
Таблица 3 – Характеристики модифицированного отхода (СР)
| Наименование показателя | Значение показателя | ||
| Размер частиц, мм | |||
| 0,03-0,1 | 0,1-0,5 | 1,0-5,0 | |
| Насыпная плотность, кг/м3 | 240-410 | 410-480 | 490-510 |
| Массовая доля всплывающих в воде частиц, % | 97-99 | 88-93 | 78-86 |
| Массовая доля влаги, %, не более | 1,0 | 1,0 | 1,0 |
| Пористость, % | 74 | 72 | 65 |
| Нефтеемкость, кг/кг | 3,0-6,0 | 2,2 | 1,4 |
После разработки нового СР нами были проведены испытания по определению возможности его использования для очистки воды от нефти и нефтепродуктов на флотационной и фильтровальной установках на модельных растворах, в качестве нефтепродуктов использовалось отработанное масло.
С помощью различного ввода СР в колонку, в которой осуществляли флотацию, и изменения расхода диспергируемого воздуха создавали три различных гидродинамических режима флотации: нанесенный на поверхность эмульсии СР оставался на плаву в течение всего периода флотации, часть плавающего СР подавалась с приповерхностным слоем эмульсии и циркулировала во всем ее объеме, и наконец, СР вводили в потоке засасываемого воздуха. Лучшие результаты получены при введении СР в потоке диспергируемого воздуха (таблица 4).
Таблица 4 – Влияние метода введения СР в эмульсию на остаточную концентрацию нефтепродукта (время флотации – 10 мин)
| Способ введения СР в эмульсию | Начальная концентрация нефтепродукта (масла), мг/л | Средний радиус капель масла r, мкм | ||
| 300 | 200 | 100 | ||
| Остаточная концентрация нефтепродукта (масла), мг/л | ||||
| Плавает на поверхности | 35-40 | 30 | 25-30 | 2-3 |
| Подается с приповерхностным слоем эмульсии | 20 | 21 | 18-20 | 1-1,5 |
| Вводится в потоке диспергируемого воздуха | 9-12 | 8-9 | 5-8 | 0,5-1 |
Был определен оптимальный расход СР во флотатор, который составил 100-150 мг/л (см. рис. 1). Следует отметить, что превышение расхода СР сверх оптимальной дозы не сопровождается ухудшением характеристик процесса флотации.
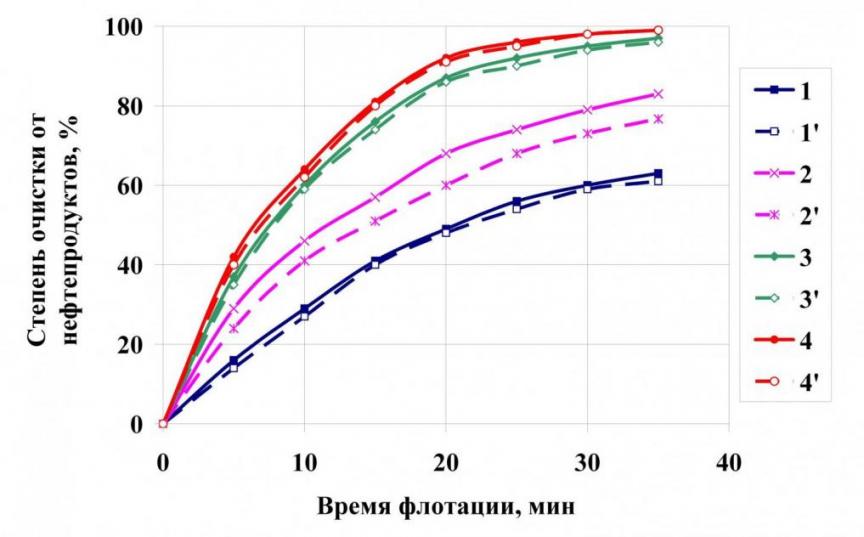 | Рис.1. Флотационное выделение масла при расходе СР 0 (1), 50 (2), 100 (3), 200 (4) мг/л и начальной концентрации масла 300 мг/л (–––) и 150 мг/л (– – –) |
Были получены кинетические зависимости при использовании СР во флотации (представлены на рис. 2). Результаты исследований показывают, что остаточное содержание нефтепродуктов снижается при переходе от СР с низкой удельной поверхностью (размер частиц – 0,5-2,0 мм) к СР с высокой удельной поверхностью (размер частиц – 0,03-0,5 мм).
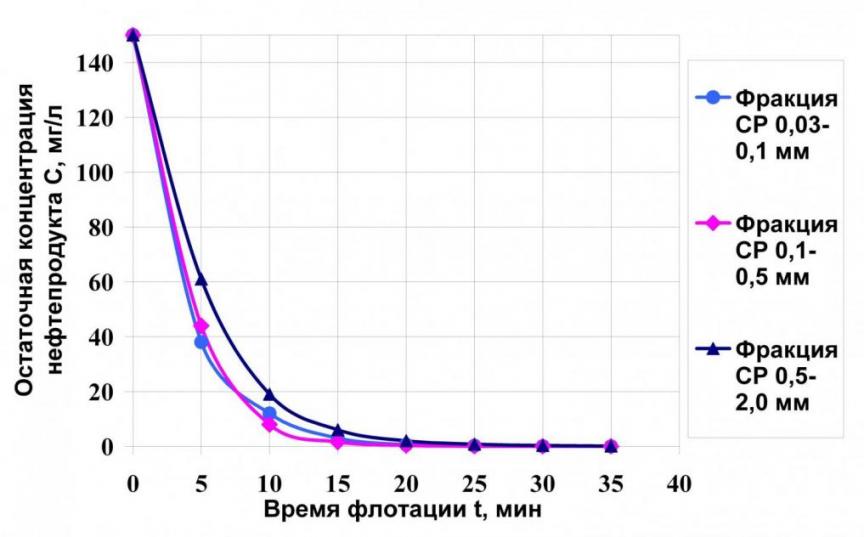 | 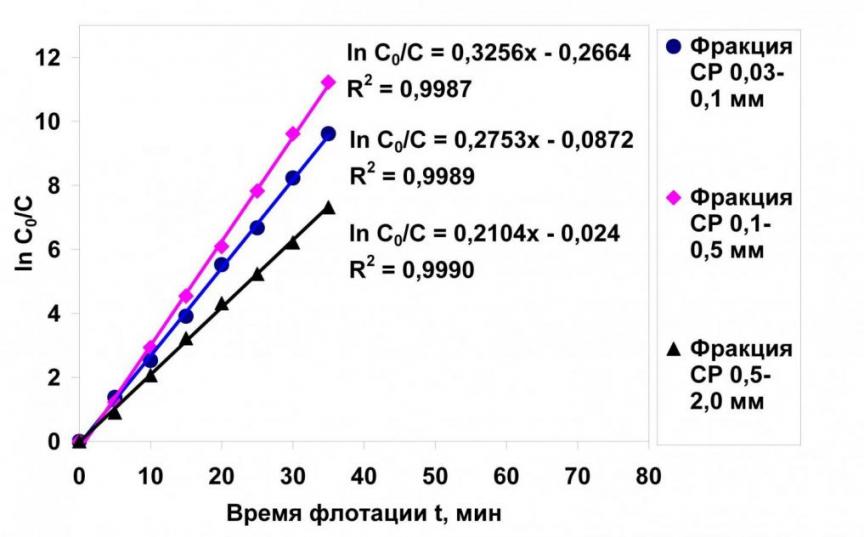 |
| Рис. 2. Кинетические зависимости флотационного процесса очистки нефтестоков с использованием разных фракций СР | Рис. 3. Математическая обработка кинетических зависимостей флотационного процесса очистки нефтестоков с использованием СР |
Полученные зависимости были использованы для установления механизма флотации и определения констант флотации с использованием СР.
Анализ различных кинетических подходов к описанию флотации позволяет представить уравнение кинетики флотации в общем виде следующим образом:
dC/dt = KФ · C, (1)
в интегральном виде:
ln (C0/C) = – Кф · (t – t0), (2)
где KФ – константа скорости флотации; C0 и C – концентрация дисперсной фазы эмульсии в начальный момент t0 и момент времени t соответственно.
Проведенные экспериментальные исследования показали применимость этого уравнения для различных случаев флотации, из рассмотрения которых следует, что кинетические зависимости разложения нефтяных эмульсий в воде с использованием СР подчиняются уравнению первого порядка (рис.3). Значения констант флотации при использовании СР увеличиваются с уменьшением размера частиц СР и составляют 0,2104-0,2753 мин-1, что примерно в 2-6 раз больше, чем при использовании солей (хлорида натрия и сульфата алюминия, использующегося традиционно в качестве коагулянта при очистке воды).
Исследования флотации со СР (фракция 0,03-0,5 мм, расход 100-150 мг/л) на лабораторной установке на реальных сточных водах с концентрацией по нефтепродуктам 150-300 мг/л показали, что остаточная концентрация нефтепродуктов составляет через 20 мин – 5-6 мг/л, через 40 мин – 2-4 мг/л.
В дальнейшем было проведено изучение процесса фильтрования модельных растворов с концентрацией по нефтепродуктам до 20 мг/л на лабораторной установке через слой разработанного СР.
Изучение влияния температуры модельной сточной воды на процесс фильтрования показало, что при понижении температуры (в экспериментах с 50 0С на 10 0С) повышается эффективность удаления нефтепродуктов (см. рис.4). Это можно объяснить тем, что при повышении температуры воды снижается вязкость нефтепродукта и облегчается его стекание при фильтровании в последующие по направлению потока слои СР. Тем самым, более полно используется весь объем фильтрующего слоя, но при этом происходит снижение эффективности очистки.
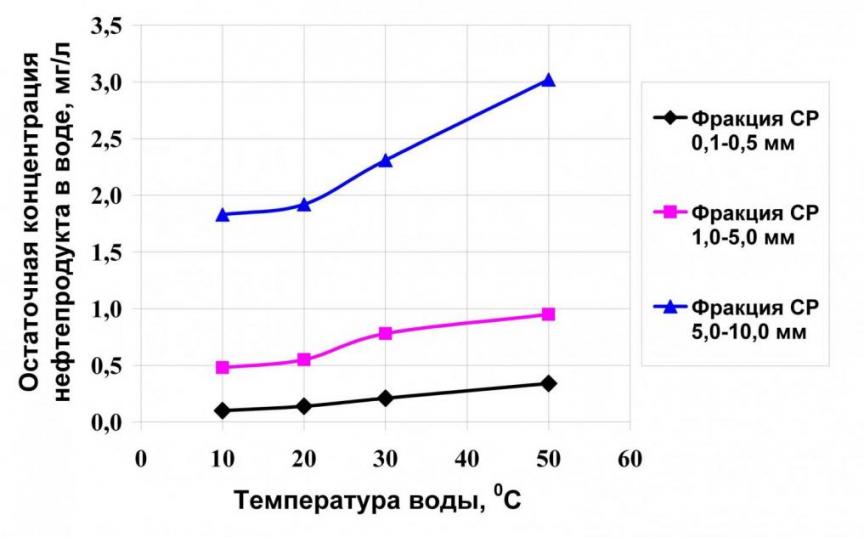 | Рис.4. Зависимость концентрации нефтепродуктов в отфильтрованной воде от температуры при использовании различных фракций СР и начальной концентрации нефтепродуктов в воде 20 мг/л |
Измерения гидравлического сопротивления слоя СР показали (таблица 5), что по мере возрастания удельного расхода загрязненной воды и с увеличением дисперсности используемого СР оно незначительно возрастает. Для дальнейших исследований была взята фракции СР 1,0-5,0 мм.
Таблица 5 – Показатели гидравлического сопротивления фильтрующего слоя СР при различных расходах модельной сточной воды
| № опыта | Удельный расход воды, м3/(м2ч) | Сопротивление СР, мм вод. ст. | ||
| Размер фракции СР: 0,1-0,5 мм | Размер фракции СР: 1,0-5,0 мм | Размер фракции СР: 5,0-10,0 мм | ||
| 1 | 6,4 | 380 | 330 | 317 |
| 2 | 5,5 | 277 | 240 | 228 |
| 3 | 4,6 | 245 | 221 | 212 |
| 4 | 3,5 | 232 | 208 | 201 |
Были проведены две серии экспериментов: в первой меняли удельный расход воды при постоянном значении высоты загрузки СР 40 мм, во второй – варьировали высоту загрузки СР при постоянном значении удельного расхода воды 5,5 м3/(м2ч) (рисунки 5,6). Анализируя зависимости, представленные на рисунке 5, можно сделать вывод, что эффективность очистки при расходах воды 3,5; 4,6 и 5,5 м3/(м2ч) практически одинакова. С увеличением расхода до 6,4 м3/(м2ч) эффективность очистки снижается, поэтому оптимальным можно считать расход воды 5-6 м3/(м2ч). В начальный момент (V < 7 л) при всех расходах воды достигалась эффективность очистки более 98 %. Полученные результаты свидетельствуют о высокой эффективности использования СР в фильтрах для очистки нефтесодержащих сточных вод.
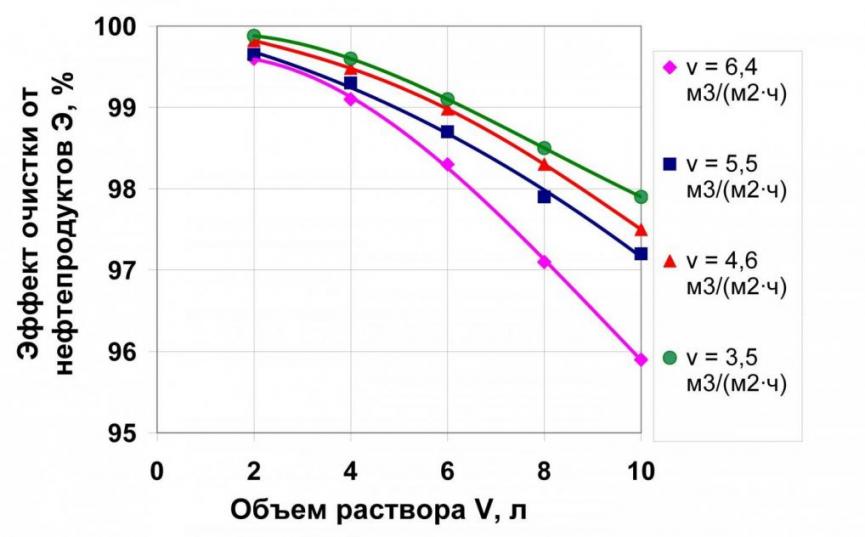 | 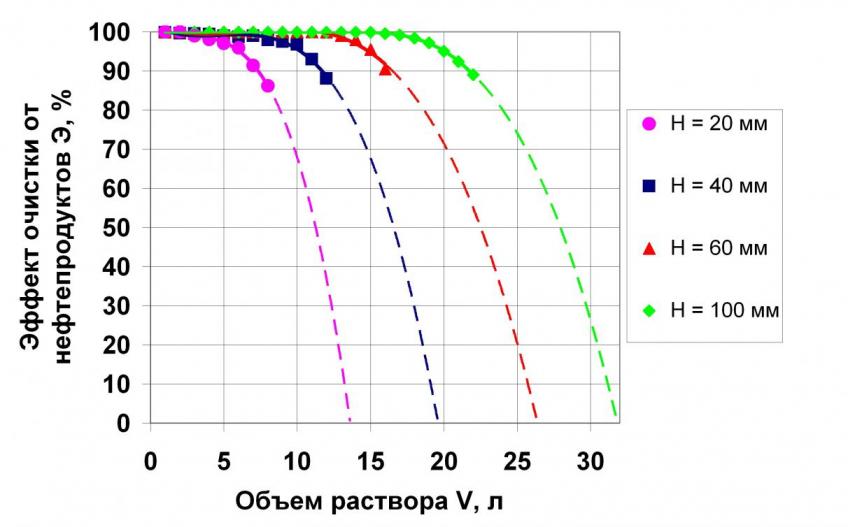 |
| Рис.5. Зависимость эффекта очистки нефтестоков Э, от объема раствора V, пропущенного через слой СР (фракция 1,0-5,0 мм) при различном удельном расходе воды v | Рис.6. Зависимость эффекта очистки нефтестоков Э, от объема раствора V, пропущенного через слой СР (фракция 1,0-5,0 мм) при различной высоте слоя загрузки H |
Используя различную высоту слоя СР в колонке: 20, 40, 60 и 100 мм (рис.6), мы убедились в том, что по истечении некоторого промежутка времени профиль фронта адсорбции становится практически неизменным и перемещается по направлению потока. Задавшись требуемой эффективностью 98 % при различных высотах слоя СР (фракция 1,0-5,0 мм), мы определяли соответствующие объемы фильтрата и тем самым время защитного действия при различных высотах. Графическая зависимость времени защитного действия T от высоты слоя загрузки СР (H) представлена на рисунке 7. В результате математической обработки этой зависимости получено уравнение зависимости времени защитного действия фильтра от высоты слоя СР:
T = 1,85H – 7,73 (3)

Рис.7. Зависимость времени защитного действия слоя (Т) от высоты слоя загрузки СР (H)
Было определено распределение сорбированных нефтепродуктов на СР (фракция 1,0-5,0 мм) в фильтровальной установке. При удельном расходе 5-6 м3/(м2ч) до проскока нефтепродуктов в фильтрат было отфильтровано 25 л модельной сточной воды. Перед разборкой слоев через фильтр была пропущена дистиллированная вода. Анализ показал отсутствие в ней нефтепродуктов, что говорит о достаточной прочности связывания нефтепродуктов с СР.
Таким образом, при высоте слоя загрузки СР (фракция 1,0-5,0 мм) в фильтре более 100 мм, расходе загрязненной воды 5-6 м3/(м2·ч) время защитного действия фильтра составляет более 175 мин, достигается степень очистки от нефтепродуктов более 98 % при достаточно высокой прочности связывания нефтепродуктов в слое СР, что подтверждает выводы о хороших сорбционных свойствах СР по нефтепродуктам.
Четвертая глава посвящена практическому применению полученных результатов, в ней представлены технологические решения использования СР на очистных сооружениях ООО «ЛУКОЙЛ-Волгограднефтепереработка» и дана их эколого-экономическая оценка.
Предложена схема флотационной очистки с вводом СР в напорный флотатор ФЛ-1 для собирания нефтепродуктов (рис.8), позволяющая отказаться от использования коагулянта сульфата алюминия и прудов дополнительного отстоя (ПДО) перед флотатором. После напорного флотатора предлагается использовать 3 напорно-насыпных фильтра Ф-1,2,3 диаметром 5400 мм производительностью 120 м3/ч при удельном расходе воды 5-6 м3/(м2ч) со СР в качестве загрузки для более глубокой очистки сточных вод, направляемых после флотации на подпитку систем оборотного водоснабжения нефтеперерабатывающего завода.
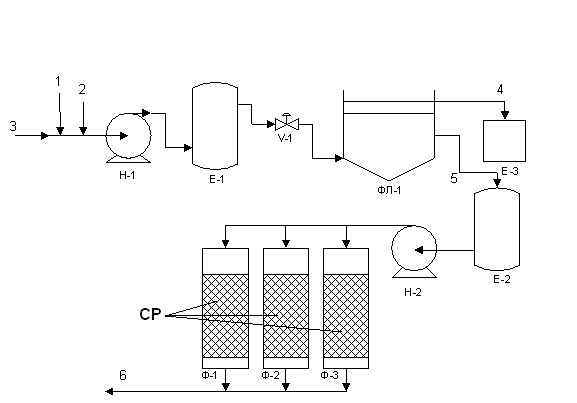
Рис. 8. Схема очистки стоков НПЗ с использованием разработанного СР: потоки – 1-воздух; 2-СР; 3-сточные воды с сепараторов на флотацию; 4-отработанный СР; 5-сточные воды с флотатора на фильтрацию; 6-очищенные стоки на подпитку систем оборотного водоснабжения; оборудование: Н-1; Н-2-насосы; Е-1-напорные резервуар; Е-2-емкость; Е-3-шламонакопитель; ФЛ-1-флотатор; Ф-1,2,3-насыпные фильтры
Схема очистки сточных вод НПЗ с использованием СР во флотации (взамен коагулянта сульфата алюминия) с последующей доочисткой сточных вод в фильтре позволяет значительно улучшить качество оборотной воды и довести ее качество до нормативных требований (рис.9).
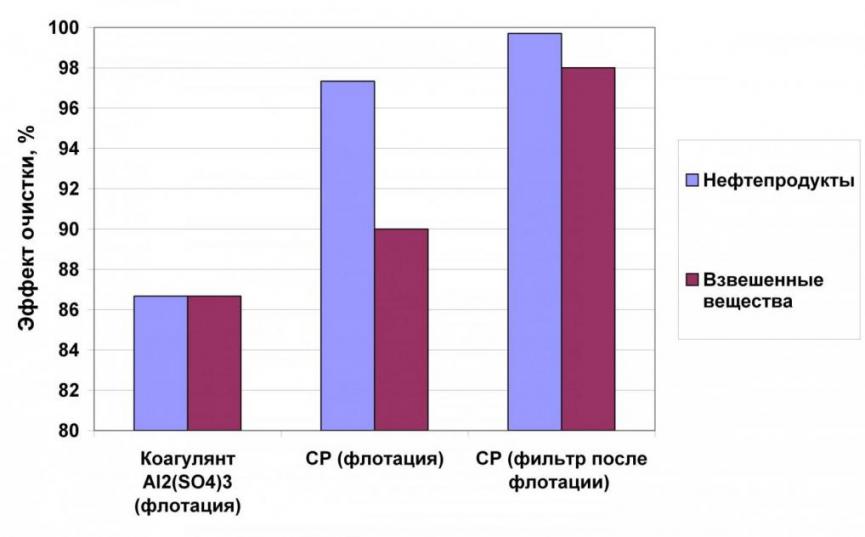
Рис. 9. Эффект очистки стоков ООО «ЛУКОЙЛ-Волгограднефтепереработка» до и после введения СР в схему очистки
Использование технологии очистки сточных вод с применением СР позволяет отказаться от использования коагулянта сульфата алюминия, и, соответственно, избежать проблемы остаточного содержания ионов токсичного алюминия в очищенной воде, снизить выбросы углеводородов в атмосферу до 600 т/год, уменьшить площадь очистных сооружений на 8448 м2 за счет ликвидации прудов дополнительного отстоя перед флотаторами, улучшения очистки сточных вод от нефтепродуктов на флотаторах в системе очистных сооружений, приводит к повышению эффективности работы систем оборотного водоснабжения; дает возможность за счет вовлечения большего объема очищенной воды в оборотную систему уменьшить объем потребляемой свежей воды из реки Волга и снизить объемы сточных вод, идущие на биологическую очистку, и, соответственно, платы за них.
Определена эффективность проекта создания поточного производства СР, которая, обеспечивается тем, что при производстве данных материалов используется дешевое сырье. Общая стоимость проекта оценивается в 2 050 тыс. руб, срок окупаемости проекта составляет 2,0 года, затраты на производство СР составляют 1 548 тыс. руб/год. Успешное применение разработанного СР в качестве сорбционного материала с эколого-экономической точки зрения во многом зависит от решения вопросов его регенерации и утилизации. Основные направления регенерации, использования отработанного СР следующие: регенерация путем отмывки органическими растворителями (бензином и др.); термическая обработка паром для извлечения из него нефти и нефтепродукта; использование в качестве твердого топлива в небольших котельных; в строительстве. Максимальные затраты на регенерацию, утилизацию отработанного реагента составят 200 тыс. руб/год. Экономическая прибыль от применения СР для очистки воды составляет 4 173 тыс. руб/год. Общий экономический эффект применения СР в очистке сточных вод ООО «ЛУКОЙЛ-Волгограднефтепереработка» составляет 2 425 тыс. руб/год.
Заключение
В диссертационной работе на основе проведенных исследований дано новое технологическое решение актуальной научно-технической проблемы повышения эффективности очистки нефтесодержащих сточных вод путем использования в технологии очистки смешанного реагента, полученного из отходов промышленного производства, что обеспечивает высокую эколого-экономическую эффективность предлагаемой схемы очистки сточных вод.
Основные выводы по работе
1. Проведен анализ работы современных очистных сооружений по очистке нефтесодержащих сточных вод, исследовано их влияние на окружающую среду, намечены пути улучшения их работы за счет использования нового класса веществ – СР, получаемого синтезом из дешевых материалов.
2. Изучены химический состав, физико-химические свойства и характеристики отходов нефтепереработки, определены закономерности их модификации пенополистиролом (получен патент РФ) для получения нового СР для очистки нефтесодержащих сточных вод; найдены физико-химические и технологические показатели полученного СР, необходимые для его использования для очистки воды от нефтепродуктов.
3. Определены параметры флотационной очистки сточных вод с использованием СР в качестве загрузки: ввод СР в флотатор целесообразно осуществлять в потоке засасываемого воздуха; размер фракции СР 0,03-0,5 мм; концентрация СР 100-150 мг/л; найдены константы флотации при различных режимах работы флотационной установки.
4. Определены параметры фильтровальной очистки сточных вод с использованием СР в качестве загрузки: получено уравнение, позволяющее определить время защитного действия СР при различной его высоте; при высоте слоя загрузки СР (фракция 1,0-5,0 мм) более 100 мм, расходе загрязненной воды 5-6 м3/(м2·ч) время защитного действия фильтра составляет более 175 мин, достигается степень очистки от нефтепродуктов более 98 % при достаточно высокой прочности связывания нефтепродуктов в слое СР.
5. Предложена технологическая схема использования СР на действующих очистных сооружениях ООО «ЛУКОЙЛ-Волгограднефтепереработка», позволяющая: отказаться от использования коагулянта сульфата алюминия, и, соответственно, избежать проблемы остаточного содержания ионов токсичного алюминия в очищенной воде; снизить выбросы углеводородов в атмосферу за счет отказа от сооружений с открытой областью испарения и повышения качества воды до 600 т/год; уменьшить площадь очистных сооружений за счет отказа от ПДО-1,2 перед флотатором на 8448 м2; очищать сточные воды, поступающие на подпитку систем оборотного водоснабжения, до нормативных требований, что приводит к повышению эффективности работы систем оборотного водоснабжения; уменьшить объем потребляемой свежей воды из реки Волга и снизить объемы сточных вод (и, соответственно, платы за них), идущих на биологическую очистку, за счет вовлечения большего объема очищенной воды в оборотную систему; снизить стоимость очистки сточных вод (общий экономический эффект применения разработанного СР в очистке сточных вод ООО «ЛУКОЙЛ-Волгограднефтепереработка» составляет 2 425 тыс. руб/год).
Основное содержание работы отражено в следующих публикациях:
Публикации в ведущих рецензируемых научно–технических журналах и изданиях, определенных ВАК РФ по направлению «Строительство»
1. Стрепетов, И.В. Получение сорбентов из алюмосиликатных отходов нефтеперерабатывающего завода [Текст] / Москвичева Е.В., Стрепетов И.В., Москвичев С.С. // Вестник Волгогр. гос. арх.-строит. ун-та. Серия: Строительство и Архитектура. – Волгоград: ВолгГАСУ, 2008. – Вып. 12 (31). – С. 101-104.
2. Стрепетов, И.В. Использование сорбентов на основе отходов полимерных материалов для очистки сточных вод от нефтяных загрязнений [Текст] / Москвичева Е.В., Стрепетов И.В. // Вестник Волгогр. гос. арх.-строит. ун-та. Серия: Политематическая. – Волгоград: Интернет-вестник ВолгГАСУ, 2006. – Вып. 1 (1).
3. Стрепетов, И.В. Использование нефтеотхода в технологии очистки сточных вод [Текст] / Москвичева Е.В., Стрепетов И.В. // Вестник Волгогр. гос. арх.-строит. ун-та. Серия: Технические Науки. – Волгоград: ВолгГАСУ, 2006. – Вып. 6 (20).– С. 133-137.
Патенты
4. Стрепетов, И.В. Патент РФ на изобретение № 2326729. Способ получения сорбента нефти и нефтепродуктов [Текст] / Москвичева Е.В., Стрепетов И.В. // Опубликовано: 20.06.2008, Бюл. №17.
Монографии
5. Стрепетов, И.В. Нанотехнологии получения сорбентов: монография [Текст] / Москвичева Е.В., Юрко А.В., Стрепетов И.В, Москвичев С.С. // Волгогр. гос. арх.-строит. ун-т. – Волгоград: ВолгГАСУ, 2009. – 80 с.
Отраслевые издания и материалы конференций
6. Стрепетов, И.В. Способ получения наносорбента из алюмосиликатных отходов [Текст]/ Стрепетов И.В., Москвичева Е.В., Чуркин Р.А., Романов В.А., Комаров А.Ю. // Сборник трудов конференции «Нанотехнологии – производству 2010».– М.: 2010.– С. 134-138.
7. Стрепетов, И.В. Технологические решения по улучшению очистки сточных вод нефтеперерабатывающего завода и их эколого-экономическая оценка [Текст] / Стрепетов И.В. // Сборник «Актуальные проблемы развития нефтегазового комплекса России». VIII научно-техническая конференция, посвященная 80-летию РГУ нефти и газа имени И.М. Губкина. Тезисы докладов. Часть II, Секция 5-11. – М.: РГУ нефти и газа имени И.М.Губкина, 2010. – С. 131-132.
8. Стрепетов, И.В. Использование алюмосиликатных отходов нефтеперерабатывающего завода в технологии очистки сточных вод [Текст] / Стрепетов И.В., Лучин А.С. // Сборник работ победителей XVI Конкурса научно-технических разработок среди молодежи предприятий и организаций топливно-энергетического комплекса. – М.: Министерство энергетики РФ, НС «Интеграция», 2009. – С. 246-251.
9. Стрепетов, И.В. Проблемы переработки и утилизации сорбентов при очистке нефтесодержащих вод [Текст] / Москвичева Е.В., Стрепетов И.В. // Журнал «Экологический навигатор». – 2008. – № 3 (14). – С. 51-57.
10. Стрепетов, И.В. Очистка сточных вод сорбентами из нефтеотходов [Текст] / Москвичева Е.В., Стрепетов И.В., Литовченко Ф.А. // XII Региональная Конференция молодых исследователей Волгоградской Области. Тезисы докладов. – Волгоград: ВолгГАСУ, 2008. – С. 55-56.
11. Стрепетов, И.В. Использование отработанных алюмосиликатных материалов в технологии очистки сточных вод [Текст] / Москвичева Е.В., Стрепетов И.В. // Журнал «ВодаMagazine». – 2007. – № 3. – С. 59-64.
12. Стрепетов, И.В. Смешанные вещества из отходов нефтеперерабатывающего производства для очистки сточных вод [Текст] / Москвичева Е.В., Стрепетов И.В., Литовченко Ф.А. // X Региональная Конференция молодых исследователей Волгоградской Области. Тезисы докладов. – Волгоград: ВолгГАСУ, 2006. – С. 60-61.
13. Стрепетов, И.В. Очистка нефтесодержащих сточных вод модифицированным нефтеотходом [Текст] / Алексиков А.Е., Стрепетов И.В., Новичков Е.С., Ветютнева Ю.А. // IX Региональная Конференция молодых исследователей Волгоградской Области. Тезисы докладов. – Волгоград: ВолгГАСУ, 2005. – С. 69-70.
14. Стрепетов, И.В. Нефтеотход как смешанный реагент в технологии очистки сточных вод [Текст] / Москвичева Е.В., Стрепетов И.В., Цыбин А.А. // Качество внутреннего воздуха и окружающей среды: материалы III Международной научной конференции. – Волгоград: ВолгГАСУ, 2005. – С. 52-54.
15. Стрепетов, И.В. Решение технологических задач в области водоподготовки [Текст] / Цыбин А.А., Стрепетов И.В., Алексиков А.Е., Барзенко А.С., Аксенов Д.С. // Альманах-2004. – Волгоград: Волгоградское отделение Международной академии авторов научных открытий и изобретений, ВОЕРАН: Изд-во ВолГУ, 2004. – С. 263-268.
СТРЕПЕТОВ ИГОРЬ ВАСИЛЬЕВИЧ
Разработка технологии очистки нефтесодержащих сточных вод с использованием смешанного реагента
05.23.04 Водоснабжение, канализация, строительные системы
охраны водных ресурсов
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Подписано в печать 20.01.2012 г. Формат 60*84/16.
Бумага офсетная. Гарнитура Таймс. Усл. печ. л. 1,0.
Тираж 100 экз. Заказ №11.
Издательство Волгоградского государственного университета.
400062 Волгоград, просп. Университетский, 100.
E-mail: [email protected]