

Разработка замкнутой системы водного хозяйства основного производства текстильного предприятия
На правах рукописи
![]()
ЩЕЛОЧКОВА АЛЛА АНАТОЛЬЕВНА
разработка ЗАМКНУТОЙ СИСТЕМЫ
ВОДНОГО ХОЗЯЙСТВА основного производства ТЕКСТИЛЬНого предприятия
05.23.04 Водоснабжение, канализация, строительные системы
охраны водных ресурсов
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Волгоград - 2012
Работа выполнена в Федеральном государственном бюджетном образовательном учреждении высшего профессионального образования «Волгоградский государственный архитектурно-строительный университет».
| Научный руководитель: доктор технических наук, профессор | МОСКВИЧЕВА ЕЛЕНА ВИКТОРОВНА |
| Официальные оппоненты: | |
| доктор технических наук, профессор | ЖЕЛТОБРЮХОВ ВЛАДИМИР ФЕДОРОВИЧ ФГБОУ ВПО «Волгоградский государственный технический университет», заведующий кафедрой «Промышленная экология и безопасность жизнедеятельности» |
| кандидат технических наук | СТЕПКИНА ЮЛИЯ АЛЕКСЕЕВНА ЗАО Компания по защите природы «Экотор», генеральный директор |
| Ведущая организация: | ВВ ГАОУ АО ВПО «Астраханский инженерно-строительный институт» |
Защита состоится 10 мая 2012 г. в 1400 часов на заседании диссертационного совета ДМ 212.026.05 при ФГБОУ ВПО «Волгоградский государственный архитектурно–строительный университет» по адресу: 400074, г. Волгоград, ул. Академическая, 1 (корп. Б ауд. 203).
С диссертацией можно ознакомиться в библиотеке ФГБОУ ВПО «Волгоградский государственный архитектурно–строительный университет».
Автореферат разослан 10 апреля 2012 г.
| Ученый секретарь диссертационного совета |  | Юрьев Ю.Ю. |
Общая характеристика работы
Актуальность работы. Увеличение потребности в воде, повышение требований к ее качеству диктуют поиск эффективных технологий водоподготовки и очистки сточных вод.
Текстильное производство среди предприятий легкой промышленности лидирует по водопотреблению. Наиболее водоемкими и загрязненными являются сточные воды красильно-печатного и прядильно-ткацкого производств.
При большом разнообразии высокотехнологичных решений очистки сточных вод текстильных предприятий отсутствуют варианты, позволяющие с низкими затратами качественно очищать производственные стоки для повторного их использования, а также выделять и использовать по назначению компоненты. Существующие технологии локальной очистки, предусматривающие частичное снижение загрязнения общего стока, малоэффективны и не обеспечивают переориентацию на малоотходные технологии.
В реальных условиях при высоких требованиях к качеству используемой и очищаемой воды необходимо вводить модифицированные системы оборотного водоснабжения на основе малоотходных технологий за счет использования компактных установок, снижающих концентрации загрязнений сточных вод отдельных цехов до нормативов используемой воды на производстве.
Практика убеждает, что определяющими моментами в создании и успешной эксплуатации замкнутой системы водоснабжения (ЗСВ) являются выбор и устройство «хвостовых установок». В рассматриваемой отрасли на предприятиях отсутствуют ЗСВ на основе малоотходных технологий, позволяющих не только многократно использовать в производстве очищенную воду, а также по назначению выделенные загрязнители.
Данная работа рассматривает и решает обозначенные проблемы, что подтверждает ее актуальность.
Работа проводилась в соответствии с комплексной Федеральной целевой программой «Экология и природные ресурсы России» (2002 – 2010 г.г.), и тематическим планом научно-исследовательских работ ФГБОУ ВПО Волгоградского государственного архитектурно-строительного университета.
Цель работы. Разработка замкнутой системы водного хозяйства основного производства текстильного предприятия (ТП), включающая извлечение из сточных вод и дальнейшую переработку содержащихся загрязнителей.
Поставленная цель предопределила постановку следующих задач:
– анализ и обобщение отечественных и зарубежных научных достижений в области водоснабжения и водоотведения предприятий ТП;
– теоретическое исследование факторов, снижающих эффективность очистки сточных вод предприятий ТП;
– выбор метода очистки сточных вод прядильно-ткацкого и красильно-печатного цехов текстильного предприятия;
– разработка способа извлечения кубового красителя из сточных вод красильно-печатного производства ТП;
– разработка способа извлечения продуктов переработки хлопка из сточных вод прядильно-ткацкого производства ТП.
Основная идея работы состоит в снижении водопотребления на предприятиях текстильной промышленности за счет внедрения локальной замкнутой системы водоснабжения основного производства с использованием разработанной технологии.
Методы исследований включали: аналитическое обобщение известных научных и технических результатов, лабораторные и полупромышленные исследования с использованием физико-химических методов анализа, обработку экспериментальных данных математическими методами с применением ПЭВМ.
Достоверность полученных результатов подтверждена экспериментальными исследованиями по стандартным методикам с применением приборов и оборудования, обеспечивающих требуемую точность и надежность результатов измерений, а также результатами внедрения в производство.
Научная новизна:
– аналитически обоснована схема раздельной очистки сточных вод прядильно-ткацкого и красильно-печатного цехов текстильного предприятия;
– исследованы условия концентрирования сточных вод прядильно-ткацкого и красильно-печатного цехов текстильного предприятия;
– исследованы и выявлены свойства концентрата прядильно-ткацкого производства (ПТП) для дальнейшей их переработки;
– выявлены условия выделения из сточных вод КПП красителей электрохимической обработкой постоянным током;
– для расчета экономической эффективности предлагаемой ЗСВ впервые предложен коэффициент использования воды и выделенных загрязнений.
Практическое значение работы:
– предложена блок-схема ЗСВ основного производства текстильного предприятия с раздельной очисткой сточных вод на основе малоотходной технологии;
– представлена технология очистки сточных вод ПТП ТП;
– разработан способ получения гидроизоляционного кровельного материала с использованием концентрата ПТП;
– представлена технология очистки сточных вод КПП ТП с полным извлечением содержащихся красителей;
– дана эколого-экономическая оценка предложенной блок-схемы ЗСВ: более 90% очищенной воды возвращается на повторное использование и полностью исключается антропогенное воздействие на окружающую среду вредных загрязнителей ТП.
Реализация результатов работы. Результаты диссертационной работы использованы кафедрой «Водоснабжение и водоотведение» ФГБОУ ВПО Волгоградского государственного архитектурно-строительного университета в учебном процессе при подготовке инженеров по специальностям 270112 «Водоснабжение и водоотведение», 280202 «Инженерная защита окружающей среды», как пример комплексной технологии очистки сточных вод текстильных предприятий.
Разработанная технология апробирована и внедрена в производство, внедрена отдельными блоками (в силу поэтапной реконструкции предприятия).
Основные научные положения, выносимые на защиту:
– разработанная технология ЗСВ основного производства ТП;
– обоснование выбора метода очистки сточных вод ПТП и КПП текстильного предприятия;
– результаты исследований процесса электрохимической обработки концентрата сточных вод КПП;
– эколого-экономическая оценка разработанной технологии очистки сточных вод.
Апробация работы. Основные положения и результаты работы докладывались на:
– IX региональной конференция молодых исследователей Волгоградской области. Направление № 16 "Экология, охрана среды, стр-во " Волгоград, 9-12 ноября 2004 г.
– Ежегодной научно-практической конференции профессорско-преподавательского состава и студентов ВолгГАСУ, 24-27 апреля 2007 г.
– Международная научно-практическая конференция. Малоэтажное строительство в рамках национального проекта "Доступное и комфортное жилье гражданам России": технологии и материалы, проблемы и перспективы развития в Волгоградской области, Волгоград 15-16 дек. 2009 г.
– IV Всероссийская научно-практическая конференция. Водохозяйственный комплекс России: состояние, проблемы, перспективы Пенза октябрь 2006 г.
– Всероссийская научно-практическая конференция. Производство пищевых продуктов в соответствии с требованиями концепции здорового питания и другие вопросы г. Волгоград 8 июня 2004 г.
Публикации. По результатам работы опубликовано 11 печатных работ, в том числе – 3 в изданиях, рекомендованных ВАК РФ, 1 патент.
Структура и объем диссертации. Диссертация состоит из введения, четырех глав, общих выводов, списка используемой литературы, приложения. Работа изложена на 148 страницах машинописного текста, включает 25 таблиц, 31 рисунков, список литературы из 152 наименований.
Основное содержание работы
Во введении обоснована актуальность темы диссертационной работы, определены цель работы, научная новизна, практическая значимость и сведения об апробации результатов работы.
В первой главе приведен литературный обзор, в котором проанализированы отечественные и зарубежные работы в области создания малоотходных технологий очистки сточных вод с замкнутой системой водопользования на текстильном предприятии (ТП).
Отмечено, что большой вклад в разработку современных методов очистки сточных вод внесен отечественными учеными, имеющими огромный теоретический и производственный опыт работы в области водоснабжения и водоотведения – Ю.М. Ласков, О.Г. Примин, В.И. Аксенов, И.Г. Краснобородько, В.И. Кичигин, Н.С. Серпокрылов, В.И. Швецов, Ю.А. Галкин, Г.В. Васильев и многие другие.
Анализ современного состояния водного хозяйства предприятий текстильной промышленности показал следующее, что на сегодняшний момент является целесообразным:
– проектирование раздельных сетей с отведением стоков от конкретных технологических операций;
– проектирование локальных сооружений для каждой раздельной сети канализации с целью их повторного использования, что позволяет создать замкнутые системы для конкретных технологических процессов, обеспечивает достаточное качество воды, используемой в технологическом процессе, с потреблением свежей воды только для подпитки системы.
– снижение водопотребления предприятия на 90% за счет устройства оборотной системы водоснабжения.
Теоретически перечисленные выше мероприятия должны быть ориентированы на материалосберегающие малоотходные технологии, исключающие выброс компонентов-загрязнителей.
На основании выводов, сформулированы цель работы, задачи исследований.
Во второй главе проводится описание методов исследования, средств измерений, методики обработки экспериментальных данных. Исследования выполнялись в лабораторных условиях и апробировались на пилотных установках в производственных условиях.
Пилотные установки изготавливались ОАО компанией «Амазон» (лицензия прилагается).
Состав растворов изучали на основе методов электротермического разложения и хроматографического анализа с использованием лабораторного оборудования: фотометр фотоэлектрический КФК 3-01, анализатор флюорат 02-3М, хроматограф «1022 LC PLUS»; масс–спектрометр «Varian MAT–111», спектрофотометр ПЭ 5300В, портативный измеритель минерализации, иономер лабораторный И 160, рН–метр рН-410.
Производственной площадкой для испытаний и последующего внедрения полученных результатов, являлась текстильная компания ООО «Камышинский ХБК».
Полученные экспериментальные данные обработаны известными методами статистики и планирования эксперимента с помощью лицензионного программного обеспечения на ЭВМ.
Третья глава посвящена экспериментальным исследованиям в соответствии с поставленными задачами. На первом этапе исследовали объемы и условия образования химического состава сточных вод ПТП и КПП. Анализ растворов был проведен в трех лабораториях (с целью чистоты эксперимента): ТП, кафедры ВиВ ВолгГАСУ, городских очистных сооружений канализации города Камышин.
На основании анализа собранных данных, установлено: в рассматриваемых СВ содержатся хлопок, шлихта, натриевая соль лейкосоединений (растворенная форма кубового красителя) и др. загрязнители, в концентрациях превышающих соответствующие нормы в десятки раз.
Объемы условно очищенных СВ после заводских очистных сооружений практически полностью сбрасываются в городскую сеть водоотведения. Предприятие теряет в основном производстве более 90% используемой воды.
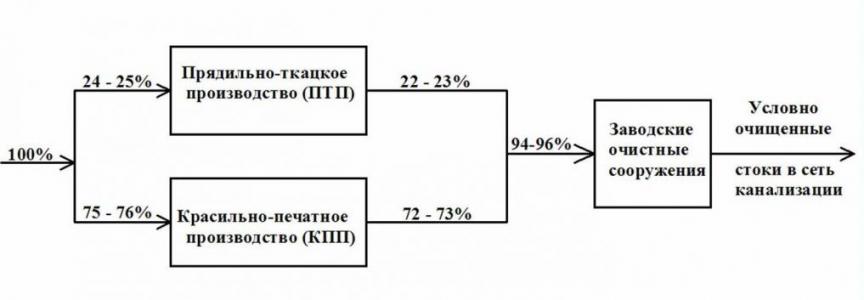
Рис.1. Усредненная балансовая схема водопотребления ТП.
В силу обозначенных факторов на первом этапе исследования осуществлен экспериментальный поиск условий, позволяющий повторно использовать очищенные стоки и содержащиеся компоненты-загрязнителя. Прежде всего все дальнейшие исследования проводились только с раздельными стоками ПТП и КПП.
В лабораторных условиях поиск осуществлялся с использованием модельных и реальных растворов текстильной компании ООО «Камышинский ХБК», являющейся производственной площадкой в данном эксперименте. На основании полученных данных сформулированы технические требования к потенциальному методу очистки стоков до норм ЗСВ: независимость качества очистки сточных вод от структурного состава молекул-загрязнителей; возможность получения очищенной воды и отдельной фракции с загрязнителями без дополнительных реагентов, предварительной подготовки исходной сточной воды. После тщательного экспериментального отбора в соответствии со сформулированными признаками за основу взят метод концентрирования стоков упариванием с получением высококачественного дистиллята, возвращаемого в систему оборотного водоснабжения ЗСВ и концентратов для дальнейшей переработки.
Как указывалось ранее, установлено, что в обоих потоках не меняется химический состав компонентов, кроме серосодержащих, что было взято за основу разработки способа использования содержащихся компонентов. Это легло в основу разработки «хвостовых установок», которые позволяют полностью реализовать ЗСВ на основе малоотходной технологии.
Значительная часть эксперимента посвящена определению концентраций загрязнителя в предполагаемом конечном продукте, в процессе очистки воды их назвали концентратами. Исследования проводились на модельных и реальных растворах. Оптимальный состав концентратов представлен в таблице 1.
Таблица 1 – Химический состав концентратов, используемый для дальнейшей переработки.
| Загрязнитель | Ед. изм. | Количество | ||
| до концентрирования | концентрат | |||
| прядильно-ткацкое производство | ||||
| Хлопок | г/л | 42,0-52,4 | 290,0-366,0 | |
| Шлихта | г/л | 16,4-23,3 | 115,0-160,5 | |
| Неорганические | г/л | 3,0-7,0 | 21,0-49,0 | |
| ПАВ | г/л | 6,0-8,0 | 48,0-56,0 | |
| красильно-печатное производство | ||||
| Краситель: растворенный нерастворенный | г/л г/л | 0,012-0,018 0,027-0,034 | 0,12-0,18 0,27-0,34 | |
| Сульфаты | г/л | 0,01 – 0,017 | 0,1 – 0,17 | |
| рН | - | 8,0 – 8,5 | 9,5 – 10,0 | |
Дополнительно проведен поиск по снижению основного недостатка метода – высокой энергоемкости. Как известно общими способами удешевления технологии являются: поиск новых технических решений в конструировании выпарных аппаратов; применение современных, недорогих конструкционных аппаратов. Однако на конкретных предприятиях возможны частные варианты значительного снижения энергозатрат: например, выгодно использовать отработанный пар, или вторичный пар и оборудование собственного изготовления*.
*Автор искренне благодарит коллективы, главного технолога конструкторского бюро ООО «Камышинский ХБК» за помощь при отработке технологических, конструкторских параметров блока выпаривания при очистке концентрированных стоков.
Концентрации веществ ПТП являются оптимальными для дальнейшего его использования при получении гидроизоляционного кровельного материала и др. строительных материалов. Такой состав концентрата возможно получить при концентрировании стока в 6-8 раз, он не требует дополнительной обработки и срок хранения до 60-70 дней.
На следующем этапе эксперимента добивались получения концентрата КПП, который возможно было бы использовать для извлечения из них кубовых красителей. В основу способа их выделения был использован электрохимический метод, который, прежде всего, отвечал минимальному загрязнению рабочей среды дополнительными реагентами.
Представленный в таблице 1 состав концентрата был исследован с целью определения оптимальных условий электрохимической обработки раствора для выделения кубовых красителей. Определялся материал анода, время и температура обработки, концентрации NaOH и Na2SO3. Обозначенный состав концентрата КПП получается при концентрировании стоков в 10-11 раз. Дальнейшие исследования проводились из концентратов модельных растворов и реальных стоков с концентрациями компонентов, соответствующих составу таблице 1 (концентрация сгущенного стока после предусмотренной в проекте выпарной установки).
Согласно литературным данным, образующаяся для крашения хлопка натриевая соль лейкосоединения (С=ОNa) растворима в воде и обладает сродством к целлюлозному волокну, но при окислении кислородом воздуха (что предусмотрено технологией крашения) она переходит в соответствующий нерастворимый исходный краситель (пигмент).
Анализ химического состава сточной воды КПП показал наличие растворимых и нерастворимых форм, с учетом этого фактора модельные растворы составлены приближенно процентному соотношению реального стока усредненного состава за 30 дней. Далее эти модельные растворы окисляли кислородом воздуха, имитируя окисление при крашении в производственных условиях, что позволило доказать: при существующих исходных концентрациях кубового красителя при крашении в СВ не более 0,018 г/л в исходном стоке присутствует натриевая соль лейкосоединения (растворенная форма) и остальное в нерастворенном виде 0,034 г/л.
При подборе оптимальных факторов электрохимической обработки проводили исследования с модельными растворами, содержащими исследуемые группы кубовых красителей, нерастворимых в кислых средах. Именно этот факт взят за основу выделения его электрохимическим способом из обозначенных стоков. Исследуемый исходный сток имеет рН=8,0-8,5, после концентрирования рН=9,0-9,5. Зная, что в анодном пространстве при существующем составе стока может окисляться только вода, создавая при этом кислую среду, были проведены комплексные исследования, которые позволили рекомендовать не только требуемый состав концентрата, а также все условия максимального выделения кубового красителя.
Лабораторная установка состояла из источника постоянного тока, реостата, амперметра, вольтметра, двух электродов и соединительных проводов. При максимальных значениях электропроводности и максимальной вязкости, электрохимически обрабатывая водную среду, уменьшение pH раствора до 5,0-5,4 в анодном пространстве полностью переводит растворенную натриевую соль лейкосоединения в нерастворенную.
Наиболее важным условием, необходимым для успешного осуществления электрохимического процесса, является выбор материала электродов, который определяется главным образом природой исходного и конечного продуктов электрохимической реакции, а также химической устойчивостью данного электрода и его инертностью по отношению к среде, в которой происходит электролиз.
Основная трудность при этом возникает вследствие того, что большинство металлов термодинамически неустойчивы в условиях анодной поляризации (происходит их растворение или пассивация). Особые условия работы анодов при электролизе разбавленных растворов NaCl связаны с тем, что на них кроме разряда ионов хлора происходит выделение значительного количества кислорода.
Учитывая стоимостные характеристики, в качестве анодного материала выбраны графит и нержавеющая сталь.
Графит является высокоэлектропроводным, электрохимически активным анодным материалом. Сочетание этих свойств с невысокой стоимостью обусловливает его широкое применение, представляет определенный интерес для использования в технологических системах водоочистки. Однако графитовые аноды, вследствие значительной пористости, впитывают большие количества раствора соли, поэтому действие электрического тока проявляется не только на поверхности анода, но и в самом электроде, что создает благоприятные условия для его разрушения. При этом происходит окисление «сгорание» графита продуктами электролиза, а также разрыхление его структуры выделяющимися электролитическими газами, приводящие к механическому осыпанию зерен углерода, что подтверждают данные рисунков 3,5.
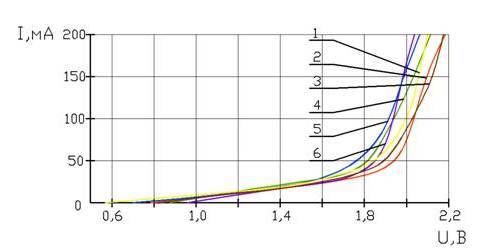 | На графиках мы видим, что при изме-нении напряжения от 0,6В до 1,6В плот-ности тока в растворах красителей меняются прямолинейно. После 1,6В плотности тока начинают увеличи-ваться. Потенциал нержавеющей стали при плотностях тока от 1 до 20 кА/м2 зна-чительно ниже потен-циала графитового анода. Вследствие это-го, напряжения на электролизере с анода-ми нержавеющей ста-ли при одинаковой плотности тока на 0,2-0,3В ниже, чем с гра-фитовыми анодами, что приводит к мень-шим энергозатратам для осуществления этой реакции. Опре-делившись с матери-алом анода, проведем поиск оптимальной его площади. Установ-лено, что является со-отношение Sа : Sк = 10 :1. Таким образом, рекомендуемый для |
| Рис. 2 Поляризационные кривые, снятые на графитовом аноде: 1-кубовый желтый 3Х; 2-кубовый ярко-оранжевый КХ; 3-кубовый коричневый К; 4-кубовый ярко-зеленый 2Ж; 5-кубовый синий О; 6-кубовый алый 2Ж | |
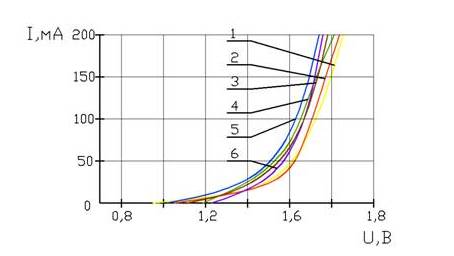 | |
| Рис. 3 Поляризационные кривые, снятые на аноде из нержавеющей стали: 1-кубовый желтый 3Х; 2-кубовый ярко-оранжевый КХ; 3-кубовый коричневый К; 4-кубовый ярко-зеленый 2Ж; 5-кубовый синий О; 6-кубовый алый 2Ж | |
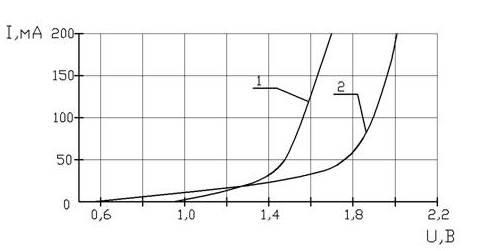 | |
| Рис. 4 Анодные поляризационные кривые в растворе смеси красителей:1-анод из нержавеющей стали; 2-анод из графита |
практического применения материал анода нержавеющая сталь. Рабочая плотность тока 45-80 мА\дм2.
Далее определялось время электрохимической обработки, за которое достигается максимальное значение эффективности выделения кубового
 | красителя. Так как значение рН уменьшается, что благоприятствует переходу растворенной формы красителя в нерастворенную. Таким образом максимальное время электрохимической обработки составляет 20-25 минут. Реакция среды является |
| Рис. 5 Зависимость эффективности очистки от времени обработки: 1-кубовый желтый 3Х; 2-кубовый ярко-оранжевый КХ; 3-кубовый коричневый К; 4-кубовый ярко-зеленый 2Ж; 5-кубовый синий О; 6-кубовый алый 2Ж |
определяющим фактором в процессе извлечения кубового красителя, так как именно рН раствора влияет на концентрации растворенных и нерастворенных форм кубового красителя.
Чем выше рН раствора, тем больше красителя находится в виде натриевой соли лейкосоединения, т.е. в растворенном состоянии. Понижение рН приводит к переходу красителя в нерастворенное состояние.
Опытным путем определено, что максимальная эффективность (выше 90%) перехода красителя в нерастворенную форму, достигается при рН=5,0-5,5, что соответствует времени обработки 20-25 минут.
Как известно с ростом температуры скорость большинства химических реакций увеличивается и может быть приближенно оценена по правилу Вант-Гоффа, т. е. возрастает в 2-3 раза.
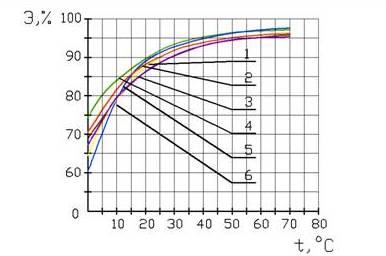 | Это объясняется увеличением числа эф-фективных столкнове-ний реагирующих час-тиц за счет повышения числа активных моле-кул, энергия актива-ции которых стано-вится достаточной для их взаимодействия. В электрохими-ческих системах повы- |
| Рис. 6 Зависимость эффективности очистки от температуры раствора: 1-кубовый желтый 3Х; 2-кубовый ярко-оранжевый КХ; 3-кубовый коричневый К; 4-кубовый ярко-зеленый 2Ж; 5-кубовый синий О; 6-кубовый алый 2Ж |
шение температуры электролита снижает перенапряжение электродных реакций. Температурный коэффициент перенапряжения выделения водорода и кислорода составляет 2-4 мВ/°С.
Повышение температуры от комнатной до 60-80°С, снижает перенапряжение этих процессов на 30-40%, что подтверждается данными представленными на рисунке 6. Как видим увеличение температуры, увеличивает эффективность очистки, что позволяет рекомендовать уменьшение времени обработки при использовании подогрева раствора на соответствующую величину. Подобное целесообразно, если приходится перерабатывать стоки объемом более 10 тыс. м3/сут, и при этом использовать вторичный пар определенных технологических процессов. Для производственной площадки данного исследования оптимальная температура равна 25°С.
В состав концентрата входит восстановитель кубового красителя гидросульфит натрия. В работе исследовалось влияние его концентрации на эффективность очистки воды.
В процессе извлечения кубового красителя из сточной воды, концентрация гидросульфита влияет на электропроводность раствора, что, в свою очередь, обусловливает эффективность очистки.
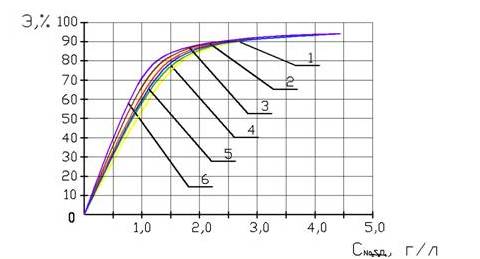 | На рисунке 7 видим, что увеличение концентрации гидро-сульфита натрия ведет к увеличению эффектив-ности очистки, что вызвано увеличением электропроводности раствора, выше, однако, при концентрации 1.8 г/л эффективность очистки увеличивается незна-чительно. Оптимальная кон-центрация NaHSO3 сос- |
| Рис. 7 Зависимость эффективности очистки от концентрации NaНSO3 раствора: 1-кубовый желтый 3Х; 2-кубовый ярко-оранжевый КХ; 3-кубовый коричневый К; 4-кубовый ярко-зеленый 2Ж; 5-кубовый синий О; 6-кубовый алый 2Ж |
тавляет 2,0 г/л.
На основании проведенных исследований рекомендованы параметры электрохимической обработки концентрата, состав которого представлен в таблице 1.
Представленные в таблице 2 параметры определяют работу электролизной установки, которая при рассмотрении ЗСВ, является «хвостовой установкой».
Таблица 2 – Параметры электрохимической обработки концентрата КПП
| № по плану | Наименование | Величина |
| 1 | Материал анода | нержавеющая сталь |
| 2 | Время обработки, мин | 20-25 |
| 3 | pH | 5,0-5,4 |
| 4 | Концентрации красителя, г/л | 0,12-0,18 |
| 5 | Температура, С0 | 25 |
| 6 | Плотность тока, мА/дм2 | 45-80 |
| 7 | Концентрация NaНSO3, г/л | 2,5 |
| 8 | Sа : Sк | 10:1 |
В качестве электролизера принимаем получившие широкое распространение однопоточные многоячеечные аппараты щелевого типа с плоскопараллельными электродами. Движение жидкости в таком электролизере осуществляется в узком пространстве между электродами в горизонтальной плоскости, где соединения кубового красителя под действием силы тяжести оседают. Полученный осадок из сборного резервуара отправляют на повторное использование, а очищенный раствор в выпарную установку. Однако, в конструкции необходимо соблюдение условия соотношения анодной и катодной площадей.
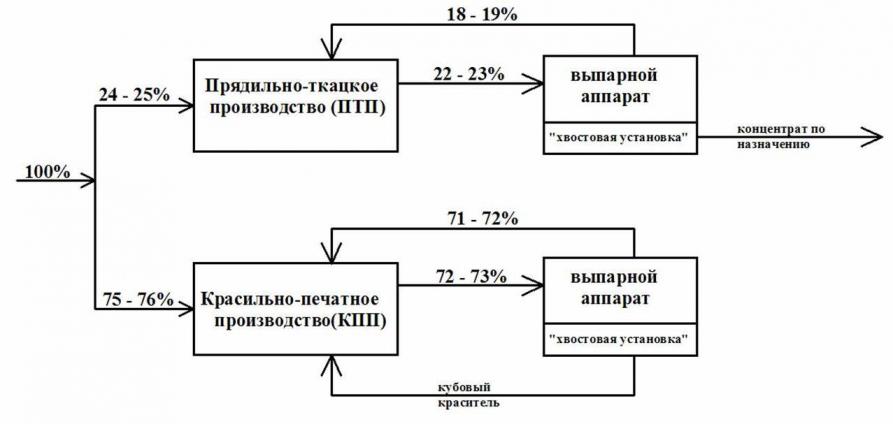
Рис. 15. Принципиальная схема процесса очистки сточных вод ТП
В четвертой главе в результате внедрения разработанной блок-схемы, впервые стало возможным повторно использовать в основном производстве более 90% воды, что можно охарактеризовать коэффициентом повторного использования очищенной воды (Кв) равный 0,93. А также впервые устранен фактор загрязнения окружающей среды высокотоксичными водами текстильного предприятия, так как все содержащиеся компоненты-загрязнители используются по назначению. Поэтому общий коэффициент использования компонентов загрязнителей (Кз) равен 0,97, тогда общий коэффициент эколого-экономической эффективности, предложенный в данной работе составляет 1,9, что подтверждает высокую результативность разработанной ЗСВ основного производства ТП на основе малоотходной технологии.
Окончательный экономический эффект составил 1,8 млн. руб./год (акты внедрения прилагаются)
ЗАКЛЮЧЕНИЕ
В диссертационной работе дано решение актуальной задачи – разработка замкнутой системы водного хозяйства текстильного предприятия с извлечением и дальнейшей переработкой содержащихся загрязнителей.
Основные выводы по работе
На основании результатов проведенных исследований в лабораторных и производственных условиях сформулированы следующие выводы:
1) Разработана замкнутая система водного хозяйства основного производства текстильного предприятия, включающая извлечение из сточных вод и дальнейшую переработку содержащихся загрязнителей.
2) Экспериментально подтверждена возможность схемы раздельной очистки сточных вод прядильно-ткацкого и красильно-печатного цехов текстильного предприятия.
3) Исследованы и предложены условия для переработки концентрата ПТП для получения гидроизоляционного кровельного материала.
4) Впервые на основании проведенных исследований предложен электрохимический метод выделения кубового красителя из сточных вод КПП.
5) Впервые предложен метод использования компонентов-загрязнителей сточных вод ПТП в качестве сырьевого продукта при получении гидроизоляционного кровельного материала и др. строительных материалов.
6) Реализация разработанной блок-схемы позволяет повторно использовать воду до 90% и полностью исключить сброс загрязнителей сточной воды. Впервые предложен коэффициент эффективности при внедрении ЗСВ на основе малоотходной технологии Кэ=1,9.
7) Разработанная технология проходит поэтапное внедрение на текстильном предприятии «ООО Камышинский ХБК», согласно плана реконструкции предприятия. Суммарный экономический эффект от внедрения на предприятиях текстильной промышленности составит 1,8 млн.руб./год (акты внедрения прилагаются).
ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ
ОТРАЖЕНО В СЛЕДУЮЩИХ ПУБЛИКАЦИЯХ:
Публикации в ведущих рецензируемых научных журналах и изданиях, определенных ВАК РФ
1. Щелочкова А. А., Москвичева Е.В. [и др.] Оптимизация мероприятий по снижению антропогенной нагрузки системы водоотведения г. Волгограда на водный объект // Вестник Волгоградского государственного архитектурно-строительного университета. Серия: Строительство и архитектура. Волгоград: ВолгГАСУ, 2006. Вып. 6. С. 5-9.
2. Щелочкова А. А., Москвичева Е.В. [и др.] Повышение эффективности работы сооружений очистки красильных сточных вод. // Интернет-вестник ВолгГАСУ. Политематическая серия. Волгоград, 2007. Вып. 2. Режим доступа: www.vestnik.vgasu.ru.
3. Щелочкова А. А., Москвичева Е.В. [и др.] Водосбережение в текстильном производстве// Интернет-вестник ВолгГАСУ. Политематическая серия. Волгоград, 2010. Вып. 2. Режим доступа: www.vestnik.vgasu.ru.
Патенты
4. Геращенко А. А.*, Фомичев В.Т.[ и др.] Патент РФ на изобретение № 2238348.Способ получения гипохлорита / патентообладатели Гос. образоват. учреждение высш. проф. образования "Волгогр. гос. архит.-строит. ун-т". - № 2003124040/15 ; заявл.
Отраслевые издания и материалы конференций
5. Щелочкова А. А., Москвичева Е.В., Бирюков А.С. Разработка технологии обезвреживания алюмошламов с целью получения из них композиционных материалов // IX региональная конференция молодых исследователей Волгоградской области. Волгоград, 9-12 ноября 2004 г. Направление № 16 "Экология, охрана среды, стр-во": тез. докл. - Волгоград: ВолгГ АСУ, 2005.С. 19-21.
6. Щелочкова А. А., Москвичева Е.В., Алексиков А.Е. Интенсификация процессов очистки сточных вод текстильных предприятий // Водохозяйственный комплекс России: состояние, проблемы, перспективы: сб. ст. IV Всерос. науч.- практ. конф., октябрь 2006 г. Пенза: РИО ПГСХА, 2006. С. 12-15.
7. Щелочкова А. А., Москвичева Е.В., Алексиков А.Е. Стабилизация работы сооружений очистки сточных вод, содержащих ПАВ // Водохозяйственный комплекс России: состояние, проблемы, перспективы: сб. ст. IV Всерос. науч.- практ. конф., октябрь 2006 г.Пенза: РИО ПГСХА, 2006. С. 36-39.
8. Щелочкова А. А., Москвичева Е.В., Шевцова И.М., Бирюков Д.С. Очистка сточных вод предприятий прядильно-ткацкой промышленности // Материалы ежегодной научно-практической конференции профессорско-преподавательского состава и студентов ВолгГАСУ, 24-27 апреля 2007 г.: в 3 ч. Ч. 2: Естественные науки. Технология строительного производства. Тепло-, газо- и водоснабжение. - Волгоград: ВолгГАСУ, 2008. С. 147-149.
9. Щелочкова А. А., Москвичева Е.В., Доскина Э.П., Мойжес С.И. Влияние растворенного кислорода на удаление биогенных элементов // Малоэтажное строительство в рамках национального проекта "Доступное и комфортное жилье гражданам России": технологии и материалы, проблемы и перспективы развития в Волгоградской области: материалы Междунар. науч.- практ. конф., 15-16 дек. 2009 г., Волгоград. Волгоград: ВолгГАСУ, 2009. - С. 286-288.
10. Щелочкова, А. А., Москвичева Е.В. Применение флокулянтов в технологии химической обработки воды // Архитектура и строительство. Наука и образование как фактор оптимизации среды жизнедеятельности: материалы Междунар. науч.-практ. конф.- семинара, 11-16 окт. 2004 года, Хаммамет, Тунис. Волгоград: ВолгГАСУ, 2004. С. 117-118.
11. Геращенко А. А.*, Науч. совет РАН по технологиям обработки природн. и сточн. вод [ и др.] Стабилизация работы сооружений очистки сточных вод, содержащих ПАВ // Водохозяйственный комплекс России: состояние, проблемы, перспективы : сб. ст. IV Всерос. науч.-практ. конф., октябрь 2006 г. Пенза : РИО ПГСХА, 2006. С. 36-39.
*фамилия Геращенко заменена на фамилию Щелочкова 11.03.2008г.
Условные обозначения
ТП – текстильное предприятие;
ПТП – прядильно – ткацкое производство;
КПП – красильно – печатное производство;
ЗСВ – замкнутая система водоснабжения;
СВ – сточная вода.
ЩЕЛОЧКОВА АЛЛА АНАТОЛЬЕВНА
разработка ЗАМКНУТОЙ СИСТЕМЫ
ВОДНОГО ХОЗЯЙСТВА основного производства ТЕКСТИЛЬНого предприятия
05.23.04 Водоснабжение, канализация, строительные системы
охраны водных ресурсов
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Подписано в печать 16.04.2012г. Заказ № ____ Тираж 100 экз. Печ. л. 1,0
Формат 6084 1/16.
Бумага писчая. Печать плоская.
Волгоградский государственный архитектурно-строительный университет
400074, Волгоград, ул. Академическая, 1.
Сектор оперативной полиграфии ЦИТ