

Разработка ресурсосберегающей технологии очистки сточных вод машиностроительных предприятий
На правах рукописи
МОСКВИЧЕВ СЕРГЕЙ СЕРГЕЕВИЧ
РАЗРАБОТКА ресурсосберегающей ТЕХНОЛОГИИ ОЧИСТКИ
сточных вод машиностроительных предприятий
05.23.04 Водоснабжение, канализация, строительные системы
охраны водных ресурсов
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Волгоград - 2011
Работа выполнена в Государственном образовательном учреждении высшего профессионального образования Волгоградском государственном архитектурно-строительном университете.
Научный руководитель ГОЛОВАНЧИКОВ
доктор технических наук, профессор АЛЕКСАНДР БОРИСОВИЧ
Официальные оппоненты: МУСАЕЛЯН САРКИС
доктор технических наук, профессор МОВСЕСОВИЧ
ГОУ ВПО «Волгоградский
государственный архитектурно-
строительный университет»
кандидат технических наук ДУШКО АРТЕМ ОЛЕГОВИЧ
ООО Региональная организация строительства «ЭКОСТРОЙ»
Ведущая организация: ГОУ ВПО «Воронежский государственный архитектурно-строительный университет»
Защита состоится 29 июня в 1100 часов на заседании диссертационного совета ДМ 212.026.05 при ГОУ ВПО Волгоградском государственном архитектурно–строительном университете по адресу: 400074, г. Волгоград, ул. Академическая, 1(корп. Б ауд. 203).
С диссертацией можно ознакомиться в библиотеке ГОУ ВПО «Волгоградский государственный архитектурно–строительный университет».
Автореферат разослан 29 мая 2011г.
| Ученый секретарь диссертационного совета | Юрьев Ю.Ю. |
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность работы. Проблема использования воды в машиностроении актуальна во всем мире. Для этой отрасли характерны высокие значения объемов водопотребления и степени загрязнения производственных сточных вод токсичными веществами: ионы тяжелых металлов, многоядерные органические вещества, нитрит-ионы.
Основные источники загрязнения - процессы гальванопроизводства и металлообработки, являющиеся обязательными технологическими циклами сложного комплекса машиностроительного предприятия.
В отечественной и зарубежной науке вопросам обезвреживания сточных вод обозначенных производств уделяется большое внимание.
Достигнутые результаты показали, что единственным рациональным решением проблемы является создание замкнутых систем водоснабжения (ЗСВ), которые, став неотъемлемой, составной частью основного производства, смогут максимально обеспечить ресурсосбережение отрасли.
На сегодняшний день, и, прежде всего, по экономическим причинам, такую задачу сложно решить. По мнению ученых, целесообразнее, на данном этапе создавать локальные ЗСВ, которые в дальнейшем можно будет совершенствовать, модернизировать. В представленной работе исследуется обозначенная проблема, при очистке сточных вод отработанных СОЖ и гальванопроизводства, что доказывает ее актуальность.
Работа проводилась в соответствии с комплексной Федеральной целевой программой «Экология и природные ресурсы России» (2002 – 2010 г.г.), Федеральной программой «Чистая вода», Федеральной национальной программой «Вода России XXI века», Федеральной Водной стратегией до 2020 года и тематическим планом научно-исследовательских работ ГОУ ВПО Волгоградского государственного архитектурно-строительного университета и Волгоградского государственного технического университета.
Цель работы – разработка ресурсосберегающей технологии очистки гальваностоков, отработанных СОЖ, с последующей реализацией локальной ЗСВ.
Поставленная цель предопределила постановку следующих задач:
– анализ и обобщение научных исследований, производственных достижений в России и за рубежом в области ресурсосбережения гальванопроизводства, металлообработки в машиностроительной отрасли;
– исследование, выявление причины, мешающей достигать требуемой эффективности гальваностоков;
– теоретически и экспериментально определить условия формирования загрязнителей в сточных водах предприятий машиностроения (ПМ) и далее выявить параметры, позволяющие разработать способы переработки отработанных СОЖ, очистки гальваностоков и переработки шлама;
– разработать ресурсосберегающую технологию очистки сточных вод гальванопроизводства и реализовать локальную ЗСВ.
Основная идея работы состоит в снижении водопотребления на машиностроительных предприятиях за счет внедрения замкнутой системы водоснабжения, на основе разработанной технологии.
Методы исследования. В работе для решения конкретных задач проводились теоретические и экспериментальные исследования с модельными растворами и реальными на лабораторных, пилотных и промышленных установках. Использован комплекс стандартных физико-химических методов исследования: масс-спектроскопия, жидкостная хроматография, фотоколориметрия.
Достоверность полученных результатов подтверждается тем, что их получение основано на проведении экспериментов в лабораторных, производственных условиях с использованием современных, стандартных методик на приборах, оборудовании, обеспечивающих требуемую точность и надежность.
Результаты, полученные при промышленном внедрении, соответствует результатам, полученным в лаборатории.
Научная новизна:
– впервые, на основании результатов исследования химического, структурного состава, физико-химических свойств водных растворов гальваностоков установлено: реагентным методом очистки могут быть достигнуты нормативные значения концентраций ионов тяжелых металлов, так как 75 – 80 % их не участвует в осаждении; они входят в состав комплексных ионов, прочность которых обеспечивается тремя устойчивыми фонами рассматриваемой водной среды – катионным, анионным, органическим;
– обосновано и экспериментально подтверждено отрицательное влияние процессов комплексообразования на глубину очистки гальваностоков методами, техническая суть которых обусловлена структурой, размерами, величиной заряда частиц – загрязнителей (электрохимические, мембранные, коагуляция);
– впервые теоретически обоснована и экспериментально подтверждена возможность переработки отработанных СОЖ на основе экстракции, дальнейшее рекуперирование «работающих» функциональных компонентов; использование «балластных» компонентов в технологическом цикле;
– впервые, экспериментальными исследованиями доказана целесообразность обезвреживания ионов хрома (VI) «балластными» компонентами СОЖ;
– исследованы, определены оптимальные условия реакции восстановления хрома (VI) до ионов хрома (III);
– результаты экспериментальных исследований положены в основу разработки ресурсосберегающей технологии.
Практическое значение работы:
Разработаны: способ переработки отработанных СОЖ и способ обезвреживания ионов хрома (VI) и утилизации гальвано-концентрата.
Разработана ресурсосберегающая технология очистки сточных вод ПМ, состоящая из трех самостоятельных блоков, которые могут эксплуатироваться отдельно и в комплексе, в составе локальной замкнутой системы водоснабжения.
I Блок переработки отработанных СОЖ (для цеха металлообработки):
– полностью исключается выброс составляющих компонентов в качестве отходов;
–компоненты используются повторно для приготовления новой СОЖ или для переработки загрязнителей гальваностоков (экстрагированное индустриальное масло ИД-20 отвечает требованиям ТУ).
II Блок очистки гальваностоков для цеха гальванопокрытий (на основе процесса выпаривания) с использованием в качестве греющего агента:
– первичного пара;
– вторичного пара, если на предприятии есть литейный цех;
–«сокового пара» (Блок III).
III Блок обезвреживания и утилизации (получения продукта) из компонентов гальваностоков.
Использование разработанной технологии позволяет:
– на 78 % уменьшить объемы водопотребления основного производства;
– использовать вторичный пар; тепло реакции блока II – обезвреживание хрома (VI) – «соковый пар»;
– предотвратить загрязнение окружающей среды токсичными компонентами, содержащимися в гальваностоках, переработав их в дополнительный сырьевой источник для строительной индустрии;
– сократить площади под очистные сооружения;
– сократить трудо-, металло-, реагентные затраты;
– исключить полностью технологические отходы при очистке сточных вод гальванопроизводства и сброс воды в водоемы.
Реализация результатов работы. Результаты диссертационной работы использованы кафедрой «Водоснабжение и водоотведение» ГОУ ВПО Волгоградского государственного архитектурно-строительного университета, в учебном процессе при подготовке инженеров по специальности 270112 «Водоснабжение и водоотведение», 280202 «Инженерная защита окружающей среды», как пример технологии совместной очистки сточных вод, утилизации и рекуперации отходов машиностроительных предприятий. Разработаны рекомендации для внедрения на предприятиях машиностроительной отрасли.
Полученные результаты применены при разработке проектной документации для строительства новых и реконструкции действующих очистных сооружений ПМ (Положительное решение № 124 от 15.09.2010г. ООО «Академгазпроект»); апробирована в производстве, внедрена отдельными блоками (в силу поэтапной реконструкции предприятия) ресурсосберегающая технология очистки сточных вод машиностроительных предприятий. Общий экономический эффект составил сумму 1,1 млн. руб. (акты прилагаются).
На защиту выносятся:
– результаты исследований, доказывающих протекание процесса комплексообразования в гальваностоках и его отрицательное влияние на процесс очистки;
– рекомендации к выбору метода очистки гальваностоков;
– способ переработки отработанных СОЖ;
– способ обезвреживания ионов Cr+6, переработки компонентов сточных вод гальванопроизводства;
– результаты изучения химического состава, свойств продукта переработки гальваноотходов, определившие далее его область применения;
– технологическая схема очистки сточных вод ПМ, позволяющая снижать ресурсные затраты, и, прежде всего, водопотребление.
Апробация работы. Основные положения диссертационной работы доложены на региональных межвузовских научно-практических конференциях «Региональная конференция молодых исследователей Волгоградской области» (Волгоград 2007, 2008г.г.), на VIII Всероссийской выставке научно–технического творчества молодежи (Москва, ВВЦ, 2008 г.), на «Научно–практической студенческой конференции» (Волгоград 2008, 2009г.г.), на Международной научно–практической конференции «Инновационные организационно–технологические ресурсы для развития строительства доступного и комфортного жилья в Волгоградской области» (г. Волгоград 2008г.), на международной конференции «Нанотехнологии - производству 2010» (г. Москва 2010г.), на Конгрессе «Строительная наука, техника и технологии: перспективы и пути развития» (г. Москва 2010г.), отмечена Грантом Волгоградской области «Исследование и разработка новых перспективных материалов и технологий наноуровня. Лот № 5. Использование нанотехнологических процессов в проблеме повышения качества питьевой воды и очистки сточных вод» (г. Волгоград 2009г.).
Публикации. По результатам исследований опубликовано 16 печатных работ, в том числе 2 в изданиях, рекомендованных ВАК РФ, 1 коллективная монография, положительное заключение на получение патента.
Структура и объем диссертации. Диссертация состоит из введения, шести глав, общих выводов, списка используемой литературы, приложения. Работа изложена на 153 страницах машинописного текста, включает 27 таблиц, 34 рисунка, список литературы из 148 наименований.
ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ
Во введении обосновывается актуальность темы диссертационной работы, сформулированы цель, задачи исследования, научная новизна, практическая значимость, а также основные положения, выносимые на защиту.
Первая глава содержит литературный обзор, в котором систематизированы и критически проанализированы отечественные и зарубежные работы в области создания малоотходных технологий очистки сточных вод с замкнутой системой водопользования на предприятиях общего машиностроения (ПОМ).
Определены базовые направления научного поиска, с целью разработки эффективной технологии.
Рассмотрены основные методы, используемые в современных технологиях очистки сточных вод аналогичного состава, ведущими научными школами страны.
Отмечено, что большой вклад в разработку современных методов, сооружений очистки сточных вод внесен отечественными учеными, имеющими огромный теоретический и производственный опыт работы в области водоснабжения и водоотведения – В.В. Найденко, Л.И. Губанов, Г.В. Дергунов, В.И. Кучеренко, Е.Л. Белоусов, Ф.И. Лобанов, В.И. Аксенов, Н.С. Серпокрылов, В.Г. Пономарев, О.Г. Примин, Е.И. Пупырев, Л.В. Гандурия, В.А. Колесников, Л.И. Соколов и многие другие.
Согласно литературным данным, наиболее распространенными методами очистки сточных вод являются реагентный, ионного обмена, электролиза, обратного осмоса, электрокоагуляции, сорбционный, выпаривания.
В результате проведенного анализа установлено следующее:
– несоответствие качества очистки сточных вод ПОМ, уровня утилизации образующихся осадков современным техническим, экономическим и экологическим требованиям;
– отсутствие научного обоснования выбора высокотехнологичного метода очистки сточных вод, с учетом специфики производства.
Результаты анализа современного состояния вопросов очистки сточных вод ПОМ позволили обоснованно сформулировать цель работы, задачи исследований, проведенных автором.
Во второй главе проводится описание методов исследования, средств измерений, методики обработки экспериментальных данных. Исследования выполнялись на лабораторных и пилотных установках в производственных условиях с целью отработки технологических параметров в реальных условиях с применением процесса выпаривания.
Физико–химические свойства растворов (структуру растворов) исследовали:
– методом обратного гидростатического взвешивания – плотность растворов;
– вязкость – на вискозиметре типа «Реотест»;
– удельная электропроводность – на кондуктометре типа Марк 603/1;
– сталагмометрически – измерением поверхностного натяжения.
Состав растворов изучали методом тонкослойной хроматографии с последующим разделением органической фракции на адсорбционной колонке, методами масс-спектрального и хроматографического анализа – на современном лабораторном оборудовании: фотометр фотоэлектрический КФК 3-01, анализатор флюорат 02-3М, хроматограф «1022 LC PLUS»; масс–спектрометр «Varian MAT–111», спектрофотометр ПЭ 5300В, портативный измеритель минерализации, иономер лабораторный И 160, рН–метр рН-410.
Третья глава посвящена экспериментальным исследованиям в соответствии с поставленными задачами. Полученные результаты позволили разработать ресурсосберегающую технологию очистки сточных вод ПМ.
Анализ источников образования сточных вод на ПМ показал, что основной поток стоков делится на три очереди: энергоцех, вспомогательное производство, основное производство (рис.1). В энергоцехе 68% воды возвращается на повторное использование; на вспомогательном производстве вся загрязненная вода (11%) уходит в канализационную сеть, на основном производстве формируются два потока сточных вод:
– сточные воды, образующиеся на участках механообработки (СВС), в них попадает отработанная СОЖ;
– сточные воды, образующиеся на участках гальванопокрытий, травления, электрохимической обработки и других, обеспечивающих защиту металлов от коррозии (СВГ).
Объем водопотребления основного производства – 76% от общего объема, и все его стоки, «условно» очищенные, сбрасываются в канализационную сеть. Образующиеся, при очистке реагентным методом, шламы содержат до 70% воды.
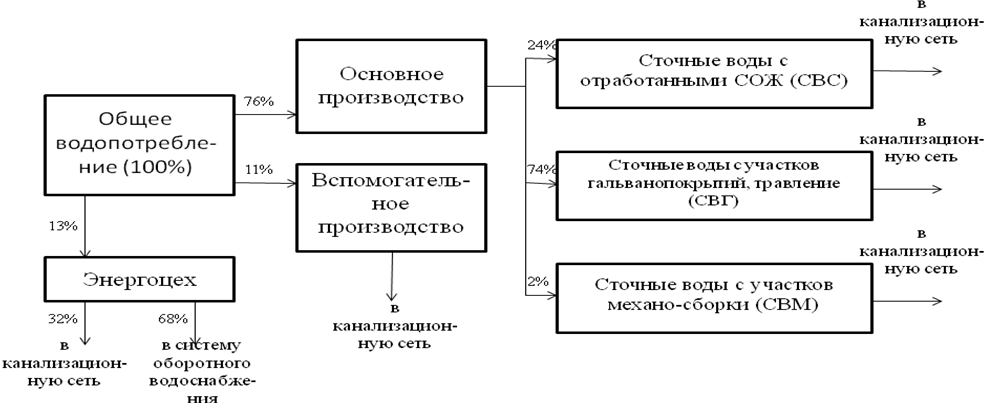
Рис.1. Балансовая схема водопотребления машиностроительного предприятия
Весь объем сточных вод основного производства (76%) очищается неудовлетворительно поэтому не может быть возвращен в производство для повторного использования. Применяемый на предприятиях ПМ реагентный метод не эффективен. При его использовании лишь частично очищаются стоки, на 12-15%, образуются большие объемы шламов.
Анализ полученных результатов показал:
– водные потоки с отработанными СОЖ: водонерастворимые органические вещества, ПАВ; и соединениями тяжелых металлов (СВГ) нельзя смешивать и, далее, очищать единый водный поток, исходные соединения образуют устойчивые коллоиды, комплексы, что делает процесс очистки не осуществимым;
– доказано, в СВС исходные компоненты не меняют химический состав и структуру после использования растворов СОЖ в токарной обработке в пределах 7 – 8 часов. При длительном хранении (более 7 часов) и температуре 12 – 30 оС, подвергаясь воздействию воздуха, соприкасаясь с металлами (механическими примесями) происходит необратимое изменение состава, окисляются определенные компоненты индустриального масла ИД-20, образуя устойчивые токсичные органические вещества, относящиеся к 1 и 2 классу опасности.
Таблица 1 – Усредненные данные по загрязняющим веществам сточных вод гальванического цеха до и после очистки. Реагентный метод очистки.
| Катионы, мг/л | Cd2+ | Cr2+ | Crобщ | Zn2+ | Ni2+ | Cu2+ | Feобщ | NH+ |
| До очистки | 2,45 | 0,5 | 1,5 | 10 | 42 | 35,95 | 28,5 | 100 |
| После очистки | 1,86 | 0,37 | 1,125 | 7,5 | 31,5 | 27 | 21,4 | 75 |
| ПДК | 0,005 | 0,02 | 0,07 | 0,01 | 0,01 | 0,001 | 0,1 | 0,5 |
| Анионы, мг/л | F- | NO3- | Cl- | SO42- | PO43- | – | – | – |
| До очистки | 5,45 | 12,7 | 68 | 4465 | 90 | – | – | – |
| После очистки | 4,1 | 9,5 | 51 | 3349 | 68 | – | – | – |
| ПДК | 0,05 | 40 | 300 | 100 | 2,0 | – | – | – |
Усредненный состав (мг/л): среднее значение концентраций (12 измерений - 12 месяцев). рН = 6,66 – 8,5 (до очистки). рН = 7,07 – 7,48 (после очистки). t = 10 – 180С. Органические вещества с концентрацией > 1 %: ПАВ (сульфанолы мыла), ингибиторы, декстрин, ОП-7, ОП-10, тиомочевина, ПЭПА, фталенид. Суммарная концентрация составляет 7,0 г/л.
Как видим (табл. 1), после очистки, исходя из состава, вода не может использоваться в производственных целях.
Представленные в табл. 1 концентрации ионов тяжелых металлов являются суммарным, общим значением. Специальными методами проводили дробный, при высоких температурах качественный и количественный анализ перечисленных ионов, но в свободном виде они присутствовали в исходных сточных водах не более 26%. Именно эти – свободные ионы переведены в осадок реагентным методом.
Как показали данные по физико-химическим свойствам изучаемых сточных вод, их изменения также находятся в пределах 20% (рис.2).
Анализ химического состава стоков показал, что степень очистки увеличивалась до 22% в жаркое время года.
Таким образом, проведенные исследования состава и структуры веществ в стоках показали: ионы-загрязнители входят в состав молекулярных структур в «связанном» виде, что и затрудняет их участие в процессе осаждения.
Поэтому, далее в лабораторных условиях проведены серии опытов, доказывающие причину исчезновения «свободных» катионов, анионов (табл.2). Одновременно, в независимой лаборатории были получены доказательства, подтверждающие образование комплексных соединений в сточных водах ПМ. Опытным путем доказано, что уже в исходных растворах, поступающих в поток стоков, образуются устойчивые комплексные соединения.

Рис.2. Изменение степени очистки, вязкости, общей массы загрязнений и удельной электропроводности сточных вод в течение года.
В гальваностоках всегда три устойчивых фона:
– анионный, катионный, органический (может меняться соотношение концентраций, но качественный состав постоянен). Именно такой химический состав является благоприятной реакционной средой для образования устойчивых комплексных соединений. Катионный фон – ионы тяжелых металлов – это переходные металлы (d – элементы) – ионные комплексообразователи; анионный фон и органический – лиганды. Причем, исходя из химического состава и данных исследований, образуются комплексные структуры как по типу присоединения, так и внедрения, которые обладают высокой устойчивостью, слабой электролитической диссоциацией.
В работе сформулированы технические признаки, которыми должен обладать высокорезультативный метод очистки СВГ машиностроительных предприятий.
1) Стабильность процесса очистки при объемах стоков более 700000 м3/год до норм ПДК и замкнутых систем водоснабжения.
2) Независимость скорости процессов, в основе метода, от структурных изменений молекул загрязнителей, физико-химических свойств сточных вод.
3) Возможность организации ЗСВ без сброса вредных веществ.
4) Возможность выделения чистой воды и фракции с загрязнителями, для дальнейшей переработки без дополнительных реагентов.
5) Не требуется, кроме механической очистки, предварительной подготовки сточных вод.
После тщательного экспериментального отбора, в соответствии с сформулированными признаками, за основу взят метод концентрирования стоков упариванием с получением высококачественного дистиллята, возвращаемого в систему оборотного водоснабжения и концентрата для переработки способом, предложенным в работе.
В исследованиях проведен поиск по снижению основного недостатка метода – высокой энергоемкости. Общими способами удешевления технологии являются:
– поиск новых технических решений в конструировании выпарных аппаратов;
– применение современных, недорогих конструкционных аппаратов.
Однако, при рассмотрении конкретных предприятий возможны частные варианты значительного снижения энергозатрат. Например, выгодно использовать отработанный пар и оборудование собственного изготовления.
В четвертой главе теоретически обосновано и экспериментально доказано, на основе химического анализа, что в отработанном индустриальном масле (ИД-20) образуются, из метановых и мононафтеновых соединений, структуры балластные, которые, как и их исходные составляющие, не влияют на функциональные свойства СОЖ. Определяющими являются ди-, три- и тетранафтеновые структуры.
Поэтому, в дальнейших исследованиях был разработан способ, который позволил провести рекуперацию компонентов – загрязнителей и вернуть их, а также часть очищенной воды в цех СОЖ.
В диффузионном слое (30% от объема СВС), согласно данным анализа, содержатся все водорастворимые компоненты СОЖ, а также часть фракции ИД-20, в составе эмульгированных частиц. Диффузионный слой не рационально повторно использовать, решено содержащуюся воду максимально извлекать выпариванием и отправлять в систему замкнутого водоснабжения (ЗСВ), а полученный концентрат СВС, где 200 г/л загрязнений, в том числе 70 г/л ИД-20, отправить на дальнейшую переработку в блок III.
Водную фракцию (75% от объема СВС) подвергают выпариванию на I ступени; 50% воды отправить в ЗСВ, а оставшуюся часть в цех приготовления СОЖ. Согласно испытаниям, срок хранения, приготовленной из рекуперированных компонентов, СОЖ составляет 2 месяца (норматив – 1,6 месяца).
Согласно разработанной технологической схемы, на заключительной стадии очистки сточных вод образуются остаточные фракции – два концентрата: 1 – концентрат, содержащий практически все компоненты СОЖ (200г/л), из них 70 г ИД-20; 2 – концентрат, содержащий все компоненты исходных сточных вод гальванопроизводства (400 г/л), из них 24 г/л Cr+6, которые необходимо обезвредить.
На данном этапе работы проведен поиск способа обезвреживания ионов Cr+6.
Как отмечалось, в концентрате СВС (в блоке II) содержатся все органические и неорганические компоненты СОЖ, которые находясь в эмульгированном состоянии в исходной СОЖ, не могли быть экстрагированы гексаном. Опытным путем установлено, какие органические структуры активно реагируют с ионами Cr+6, содержащимися в концентрате СВГ и поэтому предложено применять установленный факт для обезвреживания концентрата СВГ.
Выделяющееся при реакции тепло – «соковый пар» направляется в качестве греющего агента на линию очистки СВС в блок II.
На рис. 3 представлена разработанная технологическая схема очистки сточных вод ПМ: в системе очистки 3 блока. В основе очистки сточных вод – выпаривание «соковым» паром. Схема отрабатывалась на примере ОАО «Волгограднефтемаш». На заводе, в составе энергоцеха, функционирует котельная. Выпарные аппараты изготавливают на обозначенном заводе.
I блок – очистка сточных вод участков гальванических покрытий, травления, обезжиривания, мойки – СВГ. Концентрация загрязняющих веществ в конечном продукте (концентрат СВГ) – 400 г/л. Возврат воды в ЗСВ основного производства на этом этапе очистки составляет 79%.
II блок – очистка сточных вод с участков токарной обработки металлов. В этом блоке 2 ступени: 1 – рекуперация компонентов отработанной СОЖ; 2 – очистка водных потоков. Концентрация загрязняющих веществ в концентрате СВС – 200 г/л. Возврат воды составляет 63 %.
III блок – переработка концентратов СВС и СВГ, полученных на линиях выпаривания в блоках I и II.
Остаточная вода в виде пара – «соковый пар» (тепло реакции (1)– через фильтры и повторное выпаривание направляется в ЗСВ.
Таким образом, в ЗСВ основного производства возвращается 78% воды от общего объема водопротребления, остальное уходит с рекуперированными компонентами в цех СОЖ. В канализационную сеть прекращается сброс стоков основного производства.

Рис.3. Принципиальная схема процесса очистки сточных вод ПМ: 1, 6 – реактор; 2, 3,4,5,7,8 – выпарные аппараты.
В пятой главе проведен анализ химического состава, полученного продукта взаимодействия концентратов (ПЕК). Показано наличие в ПЕКе всех ценных компонентов, которые в исходной сточной воде определялись как загрязнители: нафтены, ПАВ, ионы тяжелых металлов. Такой продукт, как показали лабораторные и производственные испытания, с успехом используется в различных отраслях, в, частности, в качестве кровельной гидроизоляционной мастики, антикоррозионной грунтовки металло-железобетонных конструкций, пластифицирующей и пигментной добавки в бетоны, кирпич, гидроизоляционной составляющей в дорожных «одеждах», бассейнах, полигонах для отходов.
В шестой главе дано технико-экономическое обоснование работы. В результате реализации предлагаемой технологии очистки сточных вод, 78% воды возвращается в ЗСВ, если рассматривать относительно общего объема водопотребления ПМ, то это более 59%. Таким образом, объем потребляемой воды сократился более чем в 2 раза. Экономический эффект от внедрения на двух предприятиях составил: 1,1 млн.руб./год и 0,8 млн.руб./год.
ЗАКЛЮЧЕНИЕ
В диссертационной работе дано решение актуальной задачи – Увеличение доли повторного использования сточной воды, сбережение водных ресурсов и переработка выделенных веществ – осадков, при очистке сточных вод машиностроительных предприятий.
Основные выводы по работе
На основании результатов проведенных исследований в лабораторных и производственных условиях сформулированы следующие выводы:
1) Результатами лабораторных и производственных исследований доказано, что высокоэффективные методы очистки сточных вод, позволяющие создать замкнутый цикл водопользования в случае использования локальных установок с объемом стоков до 2000 м3/год, не могут быть реализованы в условиях с объемом сточных вод более 1 млн.м3/год. При их реализации себестоимость единицы объема очищенной воды в 20 – 22 раза превышает себестоимость единицы основной продукции.
2) Установлена причина низкой эффективности очистки сточных вод на основе реагентного метода: ионы тяжелых металлов, которые должны участвовать в «осаждении», входят в состав вновь образованных слабодиссоциирующих устойчивых комплексных соединений.
3) Теоретически и экспериментально доказана целесообразность применения процесса выпаривания для очистки сточных вод ПМ (степень очистки 80%).
4) Определен способ переработки загрязнителей в сточных водах ПМ: последовательно перерабатывая, очищая стоки на заключительной стадии получают концентраты, при химическом взаимодействии которых происходит обезвреживание шестивалентного хрома и образование сырьевого продукта (ПЕКа).
5) ПЕК – ценный материал, содержащий пластифицирующие, вяжущие компоненты, ионы тяжелых металлов. Его применение: гидроизоляционный материал для кровли, автодорог, полигонов, бассейнов, пластифицирующая пигментная добавка в бетоны, кирпич, отделочную плитку.
6) Представленная технология позволяет исключить отходы и перевести загрязнители в сточных водах в категорию вторичного сырья, резино-технические изделия.
7) Разработана, ресурсосберегающая технология очистки сточных вод ПМ: более 75% от потребляемого предприятием объема воды повторно используется в системе оборотного водоснабжения; исключено образование отходов – осадков после очистки сточных вод – все загрязнители перерабатываются в сырьевой продукт; прекращен сброс стоков основного производства в канализационную сеть. Экономический эффект от внедрения: 1,800 т.руб. и 470 т.руб. (Акты внедрения прилагаются).
8) Предложен способ переработки сточных вод с отработанными СОЖ, включающий рекуперацию компонентов. Срок хранения СОЖ, приготовленной из рекуперируемых компонентов 2 месяца (норматив – 1,6 месяца).
Основное содержание работы отражено в следующих публикациях:
Публикации в ведущих рецензируемых научно–технических журналах и изданиях, определенных ВАК РФ по направлению «Строительство»
1. Москвичев, С.С. Способ очистки сточных вод от эмульгированных органических загрязнений [Текст] /С.С. Москвичев, А.В. Юрко, Е.В. Москвичева// Вестник Волгогр. гос. арх.–строит. ун–та. Сер.: Строительство и архитектура.– Волгоград: ВолгГАСУ, 2009.–Вып. 16(35).–С. 183 – 185.
2. Москвичев, С.С. Получение сорбентов из алюмосиликатных отходов нефтеперерабатывающего завода [Текст] / С.С. Москвичев, И.В. Стрепетов // Вестник Волгогр. гос. арх.–строит. ун–та. Сер.: Строительство и архитектура.– Волгоград: ВолгГАСУ, 2008.–Вып. 12(31).–С. 150 – 153
Патенты
3. Москвичев, С.С. заявка на полезную модель №201110538/05 от 14.02.2011г., положительное решение от 04.04.2011г. Смеситель/ А.Б. Голованчиков, Е.В. Москвичева, Н.А. Дулькина, С.С. Москвичев, А.Г. Шульгина, Ю.О. Ужва.
Отраслевые издания и материалы конференций
4. Москвичев, С.С. Нанотехнологии получения сорбентов: монография / Е.В. Москвичева, А.В. Юрко, И.В. Стрепетов, С.С. Москвичев ; Волгогр. гос. арх.-строит. ун-т.– Волгоград: ВолгГАСУ, 2009. 80 с.
5. Москвичев, С.С. Способ наномодификации природного минерала с получением сорбентов для очистки сточных вод от ионов тяжелых металлов [Текст] / С.С.Москвичев, Р.А. Чуркин, А.Ю.Комаров, В.А.Романов // Сборник трудов конференции «Нанотехнологии - производству 2010».– М.: 2010.– С. 130–133.
6. Москвичев, С.С. Определение условий очистки сточных вод от водонерастворимых органических загрязнений [Текст] // С.С. Москвичев, К.Ю. Черкасова // Междунар. науч.–практ. конф. «Малоэтажное строительство в рамках Национального проекта «Доступное и комфортное жилье гражданам России»: технологии и материалы, проблемы и перспективы развития в Волгоградской области»: сб. науч. тр.– Волгоград, 2009. – С. 306 – 308.
7. Москвичев, С.С. Способ очистки сточных вод, загрязненных ионами тяжелых металлов [Текст] / С.С. Москвичев, Ю.Ю. Юрьев, Д.В. Николаев // Экологический навигатор.– 2009. – № 6. – С. 56 – 50.
8. Москвичев, С.С. Обезвреживание сточных вод предприятий строительной отрасли [Текст] / С.С. Москвичев, А.Л. Винников, Д.В. Николаев // Вода magazine.–2009.–№5.– С.62 – 63;
9. Москвичев, С.С. Способ очистки и обеззараживания сточных вод гальванопроизводства [Текст] / С.С. Москвичев, И.М. Шевцова // Качество внутреннего воздуха и окружающей среды: материалы VII Междунар. науч.–практ. конф.– Волгоград, 2009.– С. 97 – 100.
10. Москвичев, С.С. Альтернативный метод обеззараживания фильтрационных вод полигонов ТБО [Текст] / Ю.Ю. Юрьев, С.С. Москвичев // Качество внутреннего воздуха и окружающей среды: материалы VII Междунар. науч.–практ. конф.– Волгоград, 2009.– С. 126 – 130.
11. Москвичев, С.С. Очистка нефтесодержащих сточных вод ОАО «ВЗ ЖБИ№1» [Текст] / А.В. Юрко, С.С. Москвичев, Э.П. Доскина // Сборник материалов Междунар. науч.–практ. конф. «Инновационные организационно–технологические ресурсы для развития строительства доступного и комфортного жилья в Волгоградской области»: сб. науч. тр.– Волгоград, 2008. – С. 214 – 216.
12. Москвичев, С.С. Физико-химические свойства продукта переработки гальваношлама [Текст] / С.С. Москвичев, А.В. Юрко // Сборник материалов XIII регион. конф. молодых исследователей Волгоградской области: сб. науч. тр.– Волгоград, 2008. – С. 63 – 65.
13. Москвичев, С.С. Обезвреживание сточных вод машиностроительных предприятий электрохимическим способом [Текст] / А.В. Юрко, С.С. Москвичев //Экологический навигатор.– 2008. – № 4. – С. 41 – 44.
14. Москвичев, С.С. Замкнутая схема водоснабжения основного производства машиностроительного предприятия [Текст] / С.С. Москвичев, А.Б. Голованчиков // Экологический навигатор.– 2008.– №6.– С. 34 – 37.
15. Москвичев, С.С. Практическое применение отходов переработки гальванических стоков в строительной промышленности [Текст]/ С.С. Москвичев, А.Б. Голованчиков // XII регион. конф. молодых исследователей Волгоградской области: сб. науч. тр.– Волгоград, 2007. – С. 57 – 59
16. Москвичев, С.С. Химически модифицированные формы отходов переработки хлопка для очистки сточных вод гальванопроизводства [Текст]/ Е.В. Москвичева, О.Н. Фуртатова, С.С. Москвичев // Альманах-2005 [сб. ст.] под ред. д-ра хим. наук, проф. Г.К.Лобачевой; Волгогр. отд-ние Междунар. Акад. Авт. Науч. Открытий и изобретений; Рос. Эколог. Акад.; ВолГУ.- Волгоград: Изд-во ВолГУ, 2005.- С. 269 – 277.
МОСКВИЧЕВ СЕРГЕЙ СЕРГЕЕВИЧ
РАЗРАБОТКА ресурсосберегающей ТЕХНОЛОГИИ ОЧИСТКИ
сточных вод машиностроительных предприятий
05.23.04 Водоснабжение, канализация, строительные системы
охраны водных ресурсов
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Подписано в печать 11.05.2011г. Заказ № ____ Тираж 100 экз. Печ. л. 1,0
Формат 60 х 84 1/16
Бумага офсетная. Печать офсетная.
Типография ИУНЛ
Волгоградского государственного технического университета
400131, г. Волгоград, просп. им. В.И. Ленина, 28, корп. №7