

Разработка и оптимизация режимов спекания под давлением марганецсодержащих ферритно-кальциевых материалов
На правах рукописи
Лупова Ирина Александровна
РАЗРАБОТКА И ОПТИМИЗАЦИЯ РЕЖИМОВ СПЕКАНИЯ ПОД ДАВЛЕНИЕМ МАРГАНЕЦСОДЕРЖАЩИХ
ФЕРРИТНО-КАЛЬЦИЕВЫХ МАТЕРИАЛОВ
Специальность 05.16.02 - Металлургия
черных, цветных и редких металлов
Автореферат
диссертации на соискание ученой степени
кандидата технических наук
Липецк - 2010
Работа выполнена на кафедре «Металлургия»
государственного образовательного учреждения
высшего профессионального образования
«Липецкий государственный технический университет» (ЛГТУ)
Научный руководитель: доктор технических наук, профессор
Хайдуков Владислав Павлович
Официальные оппоненты: доктор технических наук, профессор
Малыгин Александр Викторович
кандидат технических наук,
Плешков Виктор Иванович
Ведущая организация ОАО «Лебединский горно-обогатительный
комбинат»
Защита состоится « 11 » мая 2010 г. в 10.00 часов на заседании диссертационного совета Д 212.108.02 в государственном образовательном учреждении высшего профессионального образования «Липецкий государственный технический университет» (ЛГТУ) по адресу: 398600, г. Липецк, ул. Московская, д. 30, зал ученого совета.
С диссертацией можно ознакомиться в библиотеке Липецкого государственного технического университета.
Автореферат разослан «____»____________2010 г.
Ученый секретарь
диссертационного совета В.В. Ведищев
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Сталеплавильный сектор является определяющим звеном в общем цикле производства черных металлов. От уровня выплавки стали, сортамента, качества металлопродукции, её конкурентоспособности зависит потребность в марганце и его сплавах, а также решение вопроса развития отечественного производства марганцевых ферросплавов различного состава и назначения.
Несмотря на изменение структуры сталеплавильного сектора, качества стали, и её назначения структура использования и производства марганцевых ферросплавов в мире остается стабильной (%): 45-48% высокоуглеродистого ферромарганца, 44-47% силикомарганца и 7-9% рафинированного ферромарганца.
Согласно плану развития сталеплавильного сектора и системного анализа состояния МСБ марганцевого сырья и ферросплавных предприятий доменного ферромарганца и силикомарганца на период 2010-2015 гг. российский сектор ферросплавов за счет существующих мощностей сможет обеспечить марганцевыми сплавами сталеплавильный сектор черной металлургии за счет переработки импортного сырья и использования марганецсодержащих отходов ферросплавных предприятий.
Одним из перспективных направлений в производстве доменного ферромарганца является освоение энерго- и ресурсосберегающей технологии доменной плавки при выводе сырых карбонатных флюсов из состава шихты и замена их на ферритно-кальциевый комплексный материал (ФКМ) с модулем СаO/SiO23-4, производимого из железосодержащих и карбонатных отходов металлургического комплекса способом спекания под давлением.
Актуальность работы определяется необходимостью создания высокопроизводительного процесса получения офлюсованного марганецсодержащего комплексного материала с модулем СаO/SiO210 для использования в процессе выплавки высокоуглеродистого ферромарганца и разработка технологических мероприятий с целью производства качественного офлюсованного марганцевого агломерата.
Цель работы заключалась:
- в исследовании и освоении технологии производства офлюсованного марганецсодержащего комплексного материала (ОМКМ) с модулем СаО/SiO210,0 способом агломерации под давлением;
- в исследовании процессов подготовки к окускованию марганецсодержащих и железосодержащих отходов основных агрегатов металлургического цикла с выпуском продукции с добавленной стоимостью;
- в исследовании физико-химических и металлургических свойств ОМКМ;
- в исследовании и освоении технологии производства офлюсованного марганцевого агломерата (ОМА) с модулем СаО/SiO21,0-1,3 способом спекания под давлением карбонатных марганцевых руд;
- в определении технико-экономической эффективности использования в составе шихты для выплавки доменного ферромарганца высокоосновных продуктов ОМКМ и ФКМ.
Научная новизна:
- впервые исследованы процессы спекания под давлением марганецсодержащих ультраосновных материалов (ОМКМ) и определены основные технологические параметры процесса спекания ОМА с модулем СаО/SiO21,0-1,3;
- впервые разработаны ресурсо- и энергосберегающие технологии подготовки к агломерации отходов металлургической отрасли и технологическая схема производства ОМА и ОМКМ;
- установлено интенсифицирующее влияние на скорость твердофазных реакций в системе ферритно-кальциевых смесей СаО – Fe2O3 и 2СаО – Fe2O3 пиролюзита (MnO2);
- с использованием современных методов физико-химических исследований разработаны и опубликованы псевдотройные диаграммы плавкости составов и оксидов марганца;
- установлена тесная корреляционная связь с рациональным химическим составом офлюсованного марганецсодержащего комплексного материала и модельными параметрами теории СНИР оксидных систем д.т.н. Э.В. Приходько;
- модифицированный алгоритм оценки гидравлического сопротивления изотермического и неизотермического слоя сыпучего материала позволил определить газодинамические коэффициенты отдельных зон спекаемой шихты и их влияние на суммарное гидравлическое сопротивление.
Практическая ценность. Разработана технология высоко-производительного процесса получения офлюсованного марганец-содержащего комплексного материала (ОМКМ) с модулем СаО/SiO2 10,0 спеканием под давлением из шихты, составленной на основе отходов металлургического производства и смеси флюсов.
Разработана и внедрена энерго- и ресурсосберегающая технология выплавки доменного ферромарганца с применением ферритно-кальциевого комплексного материала.
Реализация результатов работы. Впервые в практике отечественной металлургии на карусельной агломашине АМД получена опытная партия ОМКМ способом агломерации под давлением из шихты, состоящей: 15% марганецсодержащих отходов от выплавки доменного ферромарганца; 5% замасленной окалины; 35% смеси известняка с доломитизированным известняком (3:1); 25% возврата и 10% твердого топлива. Использование ОМКМ в качестве флюса при выплавке доменного ферромарганца совместно с кусковой Ушкатынской марганцевой рудой Жайремского ГОК (Казахстан) способствовало экономии кокса, марганцевой руды, полному выводу из шихты сырых флюсов и металлодобавок, повышению производительности доменной печи.
Апробация работы. Материалы диссертации докладывались и обсуждались на:
- международной научно-практической Интернет-конференции «Энерго- и ресурсосбережение - ХХI век» (Орел, 2007 г.);
- четвертой (Липецк 2007 г.) и пятой (Липецк 2008 г.) международных научно-технических конференциях «Современная металлургия начала нового тысячелетия».
Публикации. Материалы диссертации опубликованы в 8 печатных работах, в том числе 2 статьи опубликованы в рецензируемых научных журналах, входящих в перечень ВАК Министерства образования и науки Российской Федерации.
Структура и объем диссертации. Диссертационная работа состоит из введения, 4-х глав с выводами и заключения. Работа изложена на 95 страницах текста и содержит 16 рисунков, 40 таблиц, 60 формул и библиографический список из 151 наименования.
СОДЕРЖАНИЕ РАБОТЫ
Во введении обосновывается актуальность темы исследования, дается краткая характеристика диссертационной работы, сформулированы основные задачи, решение которых на первом этапе освоения МСБ марганцевых руд и организации инфраструктуры предприятий по производству ферромарганца, позволит обеспечить потребность отрасли, в необходимом количестве, конкурентоспособным на рынке высокоуглеродистом ферромарганце.
В первой главе систематизированы и обобщены теоретические и практические вопросы освоения МСБ марганца отечественных месторождений, что позволит на первом этапе обеспечить мощности ферросплавных предприятий высокоуглеродистым ферромарганцем доменного производства.
Промышленный опыт производства высокоуглеродистого ферромарганца показал, что ресурсо- и энергосберегающую технологию производства ферромарганца в переходной период можно организовать на импортном кусковом марганцевом сырье и использовании ферритно-кальциевого комплексного материала (ФКМ) с целью вывода сырых флюсов из состава шихты доменных печей. Анализ мировой практики показал, что достижение высоких технико-экономических показателей доменных и электроферросплавных печей при производстве ферромарганца и различных марганцевых сплавов можно достигнуть за счет разработки и освоения технологии спекания высокопрочного марганцевого агломерата с повышенным модулем основности по CaO / SiO2 равным 1,0 – 2,0. Многочисленные лабораторные и промышленные исследования подтвердили, что при освоении процесса агломерации ультраосновной шихты, состоящей из железосодержащих и марганецсодержащих отходов, наиболее эффективным интенсификатором процесса оказались ферритно-кальциевые смеси СаО · Fe2O3 и 2СаО · Fe2O3.
Анализ технико-экономических показателей существующих агломашин показал, что в условиях России процесс спекания ОМА целесообразно производить на малогабаритной карусельной установке (АМД), осуществляющей процесс агломерации под давлением.
Во второй главе представлены методы, использованные при исследовании физико-химических свойств ферритно-кальциевых расплавов, при разработке и оптимизации режима спекания аглошихт под давлением, при оценке основных физико-химических и металлургических свойств офлюсованного марганцевого агломерата (ОМА).
Результаты оценки влияния ФКМ на технико-экономические показатели работы доменных печей при производстве высокоуглеродистого ферромарганца оценивали с помощью пассивного эксперимента и статистического анализа массива, промышленных плавок в базовый и опытный периоды.
Исследование режима спекания под давлением марганцевых руд, марганецсодержащих отходов проводили на лабораторной установке НПО «Тулачермет».
Чаши для спекания представляли собой стальной цилиндр высотой от 800 до 1500 мм, снабженный колосниковой решеткой. По высоте чаша оборудована штуцерами, которые использовали для установки манометров или газоотборных трубок. Под колосниковой решеткой установлена термопара. Спекательная чаша устанавливается на вакуум-камеру. Разрежение в вакуум-камере создается с помощью водокольцевого насоса ВВН-12. Тракт отходящих газов оборудован задвижкой для регулировки вакуума под колосниковой решеткой.
Все компоненты агломерационной шихты перед дозировкой просушивали и рассеивали, в шихте использовали материал крупностью менее 5 мм, что обеспечило хорошие условия смешивания и окомкования шихты.
Полученная шихта взвешивалась и загружалась в спекательную чашу на слой постели высотой 10-15 мм (0,5 кг).
Зажигание осуществляли продуктами сгорания природного газа при разрежении (вакуум – 7,85 кПа) в течение 2 минут и с фиксированным расходом газа.
По окончании зажигания горелку отключали, вакуум снижался с 7,85 кПа до 0,39-0,49 кПа.
Выход годного оценивали по следующей методике. Спек, после охлаждения в чаше, загружали в барабан для оценки механической прочности и в течение одной минуты (25 об/мин) подвергали разрушению. После рассева по выходу фракции более 5 мм (Р1, кг) рассчитывали выход годного. Годный продукт (Р1) испытывали на механическую прочность согласно ГОСТ 15137-77, а затем рассеивали на классы (мм): 40; 40-25; 25-10; 10-5; 5-0. Количество фракции более 5 мм определяло механическую прочность спека (Р2).
С целью изучения химических превращений в процессе нагревания оксидов марганца и ферритов кальция использовали дифференциальный термический, термографический и рентгеноструктурный методы анализа.
Для сокращения количества экспериментов и получения объективных результатов использовали теорию планирования экспериментов.
Корректность полученных результатов оценивали с помощью методов математической статистики. По результатам опытов рассчитывали среднее значение параметра (Xср), среднеквадратичное отклонение (), коэффициент вариации (V) и доверительный интервал с достоверностью 0,95.
Термографические и рентгеноструктурные исследования
Установлено, что на ухудшение процесса производства ОМА влияют следующие факторы: рост температурного уровня, явление полиморфизма 2СаОSiО2, распад твердых растворов системы MnO – CaO, гидратация неассимилированных частиц извести.
Механизм влияния 2СаО·SiО2 на прочность ОМА зависит от содержания двухкальциевого силиката, то есть от уровня содержания кремнезема в исходной шихте. При высоком содержании 2СаО·SiО2 происходит самопроизвольное откалывание кусочков, выделение пыли и даже полное разрушение спека. Литературный анализ и проведенные исследования процесса агломерации ОМА подтвердил, что эффективным материалом для физической стабилизации 2СаО·SiО2 при агломерации марганцевых руд с повышенным модулем основности является СаО·Fe2О3.
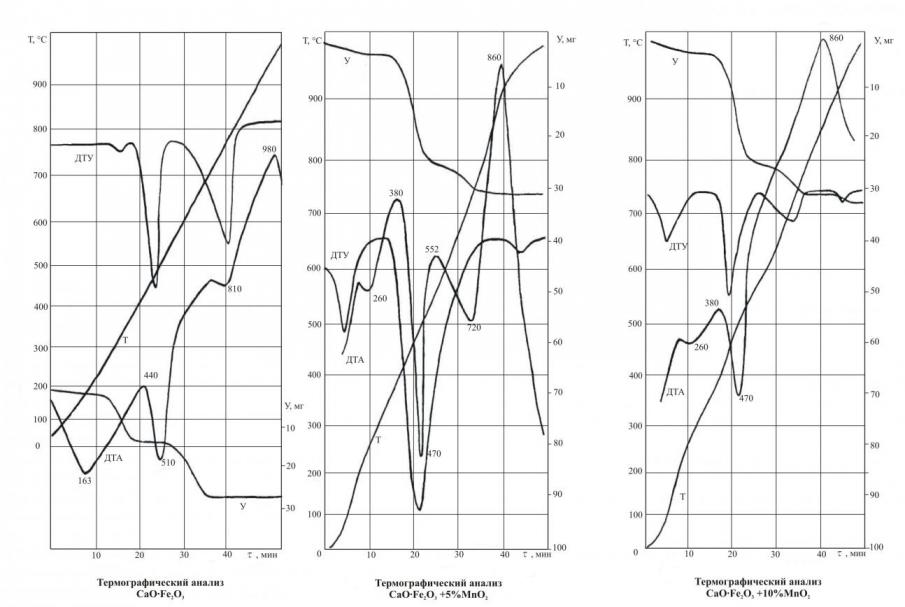
С помощью термографического и рентгеноструктурного анализов исследован характер твердофазных реакций в смеси ферритов кальция с добавлением MnО2 в количестве 5, 10, 15, 20 и 25%. Термограммы ферритно-кальциевых смесей с разным содержанием MnО2 представлены на рис. 1 (ае).
Термографический метод исследования определил температурные интервалы эндотермических и экзотермических реакций. Из термограммы однокальциевой ферритной смеси видно, что в процессе нагрева в интервале температур 0–1000оС наблюдаются три эндотермических и два экзотермических эффекта (рис. 1а). Необходимо отметить, что независимо от содержания MnО2 в образцах однокальциевой ферритной смеси температурный интервал эндотермических эффектов практически постоянный и температурная разница не выходит за пределы ошибки исследований.
Расшифровка термограмм установила, что эндотермический эффект в интервале 100 – 300оС соответствует удалению адсорбционной влаги в количестве 2,0 – 3,5 мг, что составляет 0,34 – 0,875%. Второй эндотермический эффект обусловлен реакцией разложения Са(ОН)2 СаО+Н2О – 1206,7 кДж/моль. Третий эндотермический эффект с максимальной температурой 810оС и потерей массы СО2 кальцита (табл. 1) соответствует диссоциации кальцита.
а) б) в)

г) д) е)
Рис. 1 Термографический анализ образцов
Таблица 1
ПОТЕРИ ВЕСА ОБРАЗЦОВ ПРИ ТЕРМОГРАФИЧЕСКОМ АНАЛИЗЕ
| Компоненты диссоциации | Содержание MnO2, % | |||||||||||||||||
| 0 | 5 | 10 | 15 | 20 | 25 | |||||||||||||
| Темпе-ратурный интер-вал, Со | Потеря веса | Темпе-ратурный интер-вал, Со | Потеря веса | Темпе-ратурный интер-вал, Со | Потеря веса | Темпе-ратурный интер-вал, Со | Потеря веса | Темпе-ратурный интер-вал, Со | Потеря веса | Темпе-ратурный интер-вал, Со | Потеря веса | |||||||
| мг | % | мг | % | мг | % | мг | % | мг | % | мг | % | |||||||
| Н2Оадс | 0-440 | 2,0 | 0,34 | 0-372 | 2,5 | 0,62 | 0-35 | 3,0 | 0,75 | 0-370 | 3,3 | 0,82 | 0-352 | 3,5 | 0,87 | 0-356 | 0,82 | 3,3 |
| Са(ОН)2 СаO+Н2O | 440-500 | 12 | 2,0 | 372-500 | 22,5 | 5,6 | 358-530 | 21,3 | 5,2 | 370-530 | 22,7 | 5,7 | 352-540 | 22,0 | 5,5 | 356-537 | 23,8 | 3,9 |
| О2СаСО3 СаO+СО2 | 500-780 | 26 | 4,4 | 500-744 | 5,0 | 1,25 | 530-760 | 6 | 1,5 | 530-730 | 5 | 1,25 | 540-764 | 7,5 | 1,87 | 537-745 | 6,1 | 1,5 |
| О2MnO2 | - | - | - | 744-929 | 0,8 | 0,2 | 760-940 | 1 | 0,25 | 730-947 | 2 | 0,5 | 764-942 | 2,9 | 0,72 | 745-944 | 2,2 | 0,55 |
Кальцит разлагается при температуре 923оС и парциальном давлении кислорода РО2 = 0,21 атм. Добавка оксидов железа понижает температурный уровень разложения кальцита до 810оС, а с вводом перекиси марганца в смесь СаСО3-Fe2О3 еще в большей степени снижает температуру диссоциации кальцита и по данным рис. (1б) она составила 720оС. При повышении концентрации перекиси марганца от 10 до 25% на эндотермический эффект диссоциации СаСО3 накладывается экзотермический эффект за счет твердофазных реакций
Из вышеизложенного вытекает, что каталитическое воздействие на разложение кальцита наблюдается только при вводе в смесь первых порций MnО2. Дальнейшее же повышение MnО2 в составе исследуемой смеси не оказывает влияние на границу температурного режима диссоциации СаСО3.
Наличие экзотермических эффектов в температурном интервале 340-470оС, по-видимому, связано с образованием твердых растворов (Fe, Mn)3О4 и соответствующей потерей массы кислорода MnО2. Сравнительный анализ изменения температурного уровня экзотермического эффекта на образование феррита кальция также указывает, что ввод в ферритнокальциевую смесь MnО2 снижает температуру начала твердофазных реакций и повышает скорость образования ферритов кальция.
С повышением MnО2 до 15% наблюдается образование твердых растворов типа (Fe, Mn)3О4 и (Fe, Mn)2О3 без признаков образования ферритов кальция (рис. 2а).
Лишь при увеличении температуры обжига до 1000оС ферритно-кальциевой смеси с перекисью марганца увеличивается количество ферритов с ростом содержания MnО2 (рис. 2б).
Исследование и анализ псевдотройных диаграмм плавкости системы СаО·Fe2O3 - 2СаО·Fe2O3 - MnO2
Основным критерием пригодности шихтовых материалов для агломерации является их физико-химический состав, определяющий возможность их подготовки к спеканию и обеспечивающий появление при термообработке расплава, необходимого для формирования связки.
С увеличением MnО2 до 15% наблюдается образование твердых растворов вида (Fe, Mn)3О4 и (Fe, Mn)2О3 за счет внедрения катионов железа в оксиды марганца. Необходимо также констатировать, что при нагреве смеси оксидов СаО-Fe2O3-MnO2 до 800оС пиролюзит диссоциирует не только до Mn2О3, но и до Mn3О4, который образуется при диссоциации при более высокой температуре MnО2490-600С Mn2О3920-1000С Mn3О4, то есть смесь оксидов СаО-Fe2O3 оказывает каталитическое воздействие с понижением температурного интервала диссоциации с 920-1000оС до 800оС. При 1000оС с добавлением MnО2 увеличивается количество ферритов кальция в конечной структуре образцов. Установлено, что ввод MnО2 в смесь ферритов кальция способствует снижению температуры твердофазных реакций и, следовательно, ускоряет процесс образования ферритов кальция.
.

а) б)
Рис. 2 Рентгеноструктурный анализ образцов.
Исследования температуры плавления синтетических образцов системы СаО·Fe2O3 - 2СаО·Fe2O3 - MnО2 позволили построить псевдотройную диаграмму плавкости у образцов, которые подвергали температурной обработке при температурах 800оС и 1000оС (рис. 3).
Рассмотрим изменение температур в системе СаО·Fe2O3 – 2СаО·Fe2O3 – MnО2. В системе СаО·Fe2O3 – 2СаО·Fe2O3 минимальная температура плавления достигается при содержании двухкальциевого феррита в количестве 5%. При добавлении к этой системе MnО2 минимальные температуры наблюдаются при 5-10% этого соединения. Понижение температур плавления при добавлении MnО2 связано с образованием твердых растворов оксидов Mn при температуре обжига образцов 800оС. Обжиг образцов при температуре 1000оС повышает температурный уровень системы, по-видимому, за счет более полного взаимодействия 2СаО·Fe2O3 с СаО·Fe2O3 для образования ферритов кальция, содержащих в своем составе оксиды марганца.
Рентгеноструктурные анализы, температуры плавкости изучаемых систем позволили рекомендовать содержание оксидов марганца 5-10% в комплексном флюсе.

Рис. 3 Псевдотройная диаграмма плавкости
Для оценки технологических параметров получения марганецсодержащего комплексного флюса в лабораторных условиях методом агломерации под давлением спекали шихты с разным содержанием флюсующих добавок и разным содержанием марганецсодержащих добавок по отношению к железорудной шихте. Результаты экспериментов представлены в табл. 2.
Добавление в качестве марганецсодержащего материала шлама ОАО «КосМЗ» оказывает сложное влияние на показатели процесса спекания при разном содержании флюсующей смеси.
Если в качестве оценочного параметра взять удельную производительность, то наилучшие показатели достигаются при спекании шихты, содержащей 75% флюсующей смеси и 50% марганецсодержащего материала в составе железорудной части шихты, при этом удельная производительность составила 3,0 т/м2 час, и вертикальная скорость спекания 130 мм/мин, при давлении над слоем равном 98,7 кПа.
Такой состав шихты был подвергнут спеканию на полупромышленной установке НПО «Тулачермет» с целью получения партии марганецсодержащих комплексных флюсов для выплавки высокоуглеродистого ферромарганца в доменных печах ОАО «КосМЗ».
Таблица 2
Результаты лабораторных спеканий марганецсодержащих комплексных флюсов
| Параметры | Содержание флюсующей смеси (известняк + доломитизированный известняк), % | ||||||||||||||||
| 70 | 75 | 80 | 85 | 90 | |||||||||||||
| Содержание марганецсодержащего материала + ЗО, % | |||||||||||||||||
| 25 | 75 | 100 | 0 | 25 | 50 | 75 | 100 | 0 | 25 | 50 | 75 | 0 | 25 | 50 | 0 | 25 | |
| 1. Выход твердого остатка, % | 61,63 | 73,2 | 51 | 66,2 | 68,4 | 59,5 | 63,4 | 62,2 | 69,1 | 65,6 | 59,9 | 59,3 | 64,7 | 67,9 | 62,5 | 66,5 | 64,2 |
| 2. Выход годного, % | 54,6 | 64,8 | 64,5 | 38,4 | 61 | 62,8 | 56,6 | 65,6 | 66,3 | 59,3 | 62,9 | 52,9 | 64,0 | 58,7 | 50 | 69,7 | 56,3 |
| 3. Вертикальная скорость спекания, мм/мин | 154 | 178 | 133 | 136 | 156 | 131 | 145 | 123 | 166 | 141 | 122 | 164 | 172 | 130 | 160 | 172 | 43,24 |
| 4. Удельная произ-водительность по валовому продукту, т/м2 час | 3,55 | 6,28 | 3,44 | 2,53 | 4,75 | 3,34 | 3,45 | 3,39 | 5,55 | 3,94 | 3,24 | 3,52 | 5,18 | 3,52 | 3,94 | 5,34 | 1,06 |
| 5. Удельная произ-водительность по стабилизирован-ному продукту, т/м2 час | 3,21 | 1,45 | 2,45 | 2,26 | 2,69 | 2,98 | 2,66 | 2,03 | 2,21 | 2,79 | 2,64 | 2,91 | 3,45 | 2,30 | 3,21 | 3,72 | 0,67 |
Оценка физико-химических свойств марганецсодержащих ферритно-кальциевых смесей с помощью модельных параметров оксидных систем теории СНИР Приходько Э.В.
В этом разделе представлены результаты применения физико-химического моделирования сложных многокомпонентных оксидных расплавов на основе СНИР, разработанной в ИЧМ НАН Украины под руководством д.т.н. Приходько Э.В.
Разработанная теория физико-химического моделирования на основе использования неполяризованных ионных радиусов (СНИР), которая связывает влияние электронного строения со свойствами веществ. Химическая индивидуальность и реакционная способность оксидных расплавов выражается через сочетание интегральных модельных параметров, основными из которых являются химический эквивалент (e), показатель стехиометрии структуры (), среднее межъядерное расстояние (d), угловой коэффициент tg. Использование модельных параметров электронной структуры оксидных и металлических расплавов, углубляет и конкретизирует плодотворные идеи из химии о кооперативном характере ионообменных процессов в системе металл-шлак.
Анализ массива экспериментальных данных показал, что по совокупности модельные параметры шлака (e,, d, tg) системы неполяризованных ионных радиусов наиболее адекватно раскрывают механизм влияния состава оксидной фазы на её рафинирующую способность, способствует целенаправленному поиску рационального химического состава комплексных оксидных расплавов.
На основе энергосберегающего способа подготовки колошниковой пыли, шлама ОАО «КосМЗ», конверторного шлама влажностью 20-25% и мела КМА с целью получения шихты с заданной влажностью транспортабельного сыпучего материала. Подготовленные составы шихт окусковывали способом агломерации под давлением с производством основного марганцовистого комплексного материала (ОМКМ) с широким диапазоном модуля основности и содержанием закиси марганца (табл. 3).
Таблица 3
Основной марганцевый комплексный материал (ОМКМ) и его модельные параметры по теории СНИР
| Состав, % | Ос-нов-ность | Модельные параметры | |||||||||||
| СаО | FeO | Fe2O3 | MnO | MgO | SiO2 | Al2O3 | S | P2O5 | e | dм | tgм | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| 38,0 | 9,87 | 3,80 | 18,9 | 1,20 | 26,2 | 1,00 | 0,188 | 1,35 | 1,45 | -3,696 | 0,775 | 3,418 | 0,115 |
| 51,0 | 13,87 | 6,20 | 9,30 | 1,60 | 17,0 | 0,80 | 0,214 | 0,87 | 3,00 | -3,070 | 0,833 | 3,282 | 0,123 |
| 28,5 | 16,0 | 2,97 | 22,00 | 2,00 | 26,8 | 1,05 | 0,247 | 1,09 | 1,06 | -4,116 | 0,770 | 3,515 | 0,109 |
| 39,5 | 14 | 4,49 | 13,90 | 3,00 | 23,7 | 1,90 | 0,169 | 0,94 | 1,67 | -3,543 | 0,789 | 3,38 | 0,118 |
| 48,5 | 20,5 | 5,80 | 7,13 | 1,80 | 16,2 | 1,00 | 0,305 | 0,53 | 2,99 | -3,178 | 0,840 | 3,306 | 0,121 |
| 30,6 | 5,64 | 2,18 | 26,80 | 2,02 | 31,2 | 1,28 | 0,192 | 0,20 | 0,98 | -4,069 | 0,748 | 3,502 | 0,11 |
| 39,2 | 5,52 | 1,71 | 20,20 | 2,40 | 29,2 | 1,80 | 0,189 | 0,65 | 1,34 | -3,600 | 0,764 | 3,389 | 0,117 |
| 52,7 | 7,7 | 4,73 | 10,70 | 3,03 | 19,0 | 1,42 | 0,317 | 1,00 | 2,77 | -2,907 | 0,823 | 3,324 | 0,127 |
| 30,1 | 13,45 | 1,25 | 22,40 | 1,10 | 25,2 | 1,60 | 0,14 | 0,45 | 1,19 | -4,020 | 0,776 | 3,502 | 0,110 |
| 34,6 | 14,9 | 2,54 | 14,47 | 3,87 | 24,0 | 2,10 | 0,112 | 0,98 | 1,44 | -3,674 | 0,785 | 3,409 | 0,117 |
| 56,9 | 5,26 | 3,87 | 9,94 | 0,60 | 16,0 | 0,74 | 0,108 | 1,21 | 3,56 | -2,603 | 0,841 | 3,157 | 0,129 |
| 30,1 | 13,45 | 1,25 | 22,40 | 1,10 | 25,2 | 1,60 | 0,14 | 0,45 | 1,19 | -4,018 | 0,776 | 3,5 | 0,110 |
| 39,1 | 10,56 | 4,16 | 18,30 | 0,90 | 24,9 | 1,39 | 0,157 | 1,02 | 1,57 | -3,651 | 0,781 | 3,411 | 0,115 |
| 50,3 | 11,2 | 7,23 | 10,60 | 1,32 | 16,08 | 1,46 | 0,152 | 1,29 | 3,13 | -3,076 | 0,832 | 3,292 | 0,123 |
Согласно уравнениям теории СНИР определены модельные параметры (-е), dм, и tg для спеченных образцов ОМКМ (табл. 3). Анализ полученных результатов позволил определить парные и множественные связи с виде уравнений регрессий между содержанием отдельных компонентов ОМКМ и модульными параметрами теории СНИР.
Результаты проведенных исследований показали, что для прогнозирования необходимого рационального состава ОМКМ в рамках технологически возможного диапазона химического состава можно рекомендовать упрощенный вариант эмпирических уравнений:
(%, СаО) = 20,083 · e – 27,149 + 139,766, R2 = 0,98, F = 388,711
(%, SiО2) = 1,527 e – 181,564 + 172,676, R2 = 0,98, F = 371,805
(%, MnO) = 1,347 e – 174,05 + 158,864, R = 0,86, F = 48,35
(%, FeO) = - 16,123 e + 248,970 – 243,202; R2 = 0,85, F = 33,87
Комплекс проведенных расчетно-теоретических исследований подтверждает, что сочетание модельных параметров e и достаточно всесторонне характеризует химическую индивидуальность многокомпонентных оксидных расплавов и определяет численные значения из основных физико-химических свойств: вязкости, поверхностного натяжения, температур плавления и кристаллизации.
Физико-химическое моделирование на базе теории СНИР позволяет комплексно и однозначно ответить на дискуссионные вопросы об оптимальных уровнях основности и окисленности расплавов в зависимости от концентрации основных компонентов и технологии; о последствиях любых изменений в составе расплавов можно судить по соответствующему сочетанию модельных параметров (-е),, dм и tg.
В третьей главе представлена методика расчета газодинамического сопротивления неизотермического слоя зернистых материалов при спекании под давлением
Газодинамическое сопротивление неизотермического слоя зернистых материалов целесообразно определять с помощью двухчленного уравнения и усовершенствованной методики расчета газодинамического сопротивления спекаемой шихты.
Методика расчета газодинамического сопротивления спекаемой шихты учитывает свойства неаддитивности динамической вязкости газовой фазы и неизобаричности газового потока. Предложенный математический аппарат позволяет оценивать газодинамическое сопротивление отдельных зон агломерированного слоя при любом составе газа и характере распределения температуры по высоте слоя при вакуумной агломерации и спеканием под давлением:
Р = 
где mi = A + B · 10-4 
К1, К2 – коэффициенты газодинамического сопротивления, м-2 и м-1; о – динамическая вязкость газовой фазы при нормальных условиях, кН/м·с; w o – условная скорость фильтрации газа при нормальных условиях, м/с; о – плотность газовой фазы при То = 273 К, кг/м3; Хi – мольные доли компонентов газовой смеси; hi – высота отдельных зон спекаемого слоя, м; – коэффициент, учитывающий изменение скорости фильтрации газа при движении из одной зоны в другую и в случае спекания под давлением учитывает отношение Ро/P; Pо, P – нормальное и избыточное давление воздуха над спекаемым слоем, кН/м2; mi – числовой коэффициент для компонентов газовой смеси; Т = f(hi), T = f (hi), ![]() = f (hi), A, B и C – постоянные коэффициенты.
= f (hi), A, B и C – постоянные коэффициенты.
Коэффициенты газодинамического сопротивления К1,i и К2,I для зон исходной шихты, спеченного продукта, интенсивного нагрева, сушки и переувлажненной шихты определяли экспериментальным путем и рассчитывали по формулам:
К1 = ![]() , К2 =
, К2 = ![]() ,
,
где К1 и К2- коэффициенты газодинамического сопротивления, м-2, м-1;
Р1, Р2 – потери напора слоя шихты при условной скорости фильтрации воздуха w1 и w2; кН/м2;
w1, w2 - условная скорость фильтрации воздуха, м/с;
h – высота слоя, м;
– плотность воздуха при нормальных условиях, кг/м3;
– кинематическая вязкость воздуха при нормальных условиях, м2/с.
Оценка газодинамических свойств изотермического слоя сыпучих материалов
Представлены результаты оценки газопроницаемости исходных шихтовых материалов для спекания доменного агломерата, фосфорита, ОМКМ и ФКМ. Сравнительный анализ газодинамических параметров этих материалов показывает, что исходная шихта ОМКМ обладает более низкой газопроницаемостью по сравнению с другими анализируемыми составами шихтовых материалов. Низкая газопроницаемость шихты для производства ОМКМ объясняется отрицательным влиянием на комкуемость повышенного содержания гидрофобной марганецсодержащей пыли доменных печей ОАО «КосМЗ».
На основе экспериментальных зависимостей = f (w0), были определены К1 и К2 структурных зон слоя при агломерации шихт ОМКМ, фосфоритов, доменного агломерата и ФКМ (табл. 4).
Таблица 4
Значения газодинамических коэффициентов зон спекаемого слоя
| Зоны агломерации | Назначение продукта спекания | |||||||
| ОМКМ | Фосфоритный* | Доменный* | ФКМ* | |||||
| K110-8, м-2 | K210-3, м-1 | K110-8, м-2 | K210-3, м-1 | K110-8, м-2 | K210-3, м-1 | K110-8, м-2 | K210-3, м-1 | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Агломерата | 6,542 | 37,133 | 13,000 | 73,200 | 1,331 | 5,650 | 0,084 | 1,067 |
| Плавления | 5,762 | 26,824 | 9,250 | 46,450 | 2,206 | 34,980 | 2,254 | 9,198 |
| Интенсивно-го нагрева | 4,875 | 18,515 | 5,500 | 19,700 | 3,080 | 64,300 | 4,250 | 17,330 |
| Сушки | 3,989 | 15,064 | 3,910 | 13,510 | 3,370 | 69,250 | 4,068 | 16,619 |
| Переувлаж-нения | 1,867 | 9,244 | 2,330 | 7,330 | 6,760 | 65,700 | 1,405 | 11,150 |
| Исходная шихта | 1,250 | 6,090 | 2,750 | 4,350 | 1,237 | 4,780 | 0,813 | 6,439 |
* Использованы исследования Н.С. Шумакова, В.П. Хайдукова и М.А. Вайнштейна.
Сопоставление газодинамических параметров зон основного периода агломерации ОМКМ указывает на характерную особенность процесса: низкую газопроницаемость слоя готового продукта. Коэффициент K1 для зоны агломерата ОМКМ в 5,23 раза, а K2 в 6,1 раза выше соответствующих величин исходной шихты. Сопротивление слоя агломерата при фильтрации воздуха со скоростью 0,5 нм/с превышает в 5,8 раза сопротивление слоя исходной шихты (табл. 4).
Причиной низкой газопроницаемости слоя готового агломерата ОМКМ является специфика структуры, которая обусловлена фазовым составом и физико-химическими свойствами шихтовых материалов, температурными условиями и особенностями механизма спекания и формирования структуры спека.
В результате комплексной оценки газодинамики изотермического и неизотермического слоя сыпучих материалов разного состава и назначения усовершенствована методика расчета газодинамического сопротивления спекаемой шихты ОМКМ под давлением, путем учета свойств неаддитивности вязкости многокомпонентной газовой фазы и неизобаричности газового потока. Предложенный математический аппарат позволяет оценивать газодинамическое сопротивление отдельных зон при любом составе газа и характере распределения температуры по высоте зон при агломерации под давлением. Газопроницаемость исходной шихты и отдельных зон спекаемого слоя ОМКМ оценивали с помощью газодинамических коэффициентов, которые характеризуют физические и газодинамические свойства слоя сыпучих материалов и отдельных зон агломерируемого слоя.
Впервые выполнены расчеты газодинамического сопротивления отдельных зон спекаемого слоя офлюсованного марганецсодержащего комплексного материала.
В четвертой главе рассмотрены вопросы исследования и разработки рациональной технологии спекания под давлением марганецсодержащих шихт с модулем основности CaO/SiO2 > 1.
Снижение материалоемкости и энергоемкости при производстве марганцевых ферросплавов тесно связанных с совершенствованием схем подготовки и окускования марганцевого сырья.
Системный анализ различных технологических вариантов подготовки марганцевых руд к процессу агломерации, рециклинга МСО, ЖСО и карбонатных отходов для производства марганецсодержащего окускованного сырья с повышенным модулем основности позволил рекомендовать способ агломерации под давлением на малогабаритной высокопроизводительной двухкарусельной машине АМД, разработанной на кафедре «Металлургия» ЛГТУ.
В течение продолжительного времени было исследовано производство марганцевого агломерата с низкой и высокой основностью, транспортабельного и неразрушающегося при длительном хранении. Кроме марганцевого агломерата с низкой и высокой основностью для ферросплавных дуговых печей разрабатывается технология производства из марганецсодержащих техногенных отходов специальных видов окускованного марганцовистого материала различного назначения:
- промывочного марганцовистого агломерата для доменных печей;
- железомарганцовистого агломерата с модулем основности СaO/SiO2 = 1.0 – 1.1 для использования в составе шихты доменных печей при выплавке специальных марок литейного чугуна;
- марганцовистого комплексного флюса с различным содержанием остаточного углерода на ферритно-кальциевой основе для сталеплавильного производства;
- синтетических марганецсодержащих комплексных материалов для использования в ферросплавной промышленности при производстве углеродистого ферромарганца в электродуговых и доменных печах.
Технология производства различных видов окускованного марганцовистого сырья, опробована на полупромышленной установке АМД «Тулачермет» с использованием различных марганцевых руд, отходов ферросплавной промышленности, железосодержащих отходов основных агрегатов металлургического цикла и отходов дробильно-обогатительных фабрик карбонатного и марганцевого сырья.
Анализ работы АМД «Тулачермет» позволил отметить следующие преимущества: высокая производительность, небольшие производственные площади, низкий расход твердого топлива при производстве ФКМ, отсутствие эксгаустера, использование существующих магистралей для подачи сжатого воздуха на спекание, непрерывность процесса, надежность в эксплуатации, низкая стоимость аглоустановки.
Влияние технологических параметров процесса агломерации под давлением на производство АМД и качество ОМКМ
Основной выбор исходных материалов для производства, расчет удельного расхода компонентов шихты ОМКМ с заданными металлургическими и физико-химическими свойствами осуществили с использованием «определяющих критериев» компонентов шихты и алгоритма расчета:
СаООМКМ = f (-e, ); SiO2ОМКМ = f (-e, ); MnOОМКМ = f (-e, );
FeOОМКМ = f (-e, ),
(1 – х) Х + (1 – у) У + (1 – z) · Z + K · Ac = 100,
 ,
,


где СаООМКМ, SiO2ОМКМ, MnOОМКМ, FeOОМКМ – содержание оксидов
ОМКМ, % ;
Х, У, Z, К – удельные расходы железоизвестняковой смеси (ЖИС)
смеси флюсов, смеси МСО и твердого топлива, кг/100 кг ОМКМ;
![]() - содержание MnO в ЖИС, смеси флюсов, смеси МСО и в золе твердого топлива, дол. ед.;
- содержание MnO в ЖИС, смеси флюсов, смеси МСО и в золе твердого топлива, дол. ед.;
![]() - содержание СаO в ЖИС, смеси флюсов, смеси МСО и в золе твердого топлива, дол. ед.;
- содержание СаO в ЖИС, смеси флюсов, смеси МСО и в золе твердого топлива, дол. ед.;
![]() - содержание SiO2 в ЖИС, смеси флюсов, смеси МСО и в золе твердого топлива, доп. ед.;
- содержание SiO2 в ЖИС, смеси флюсов, смеси МСО и в золе твердого топлива, доп. ед.;
![]() - содержание MnO в ОМКМ, кг/100м ОМКМ;
- содержание MnO в ОМКМ, кг/100м ОМКМ;
Ас - содержание золы в твердом топливе, дол. ед.;
В - основность ОМКМ, СаО/ SiO2;
![]() - коэффициент потери массы соответствующих компонентов шихты, дол. ед., определяемых по выражению:
- коэффициент потери массы соответствующих компонентов шихты, дол. ед., определяемых по выражению:
i = Cисх. + V![]() + ПМПП + 0,95 (Sорг. + SFeS) + 0,6 SO3 + Oок.Fe + ОокMn
+ ПМПП + 0,95 (Sорг. + SFeS) + 0,6 SO3 + Oок.Fe + ОокMn
Совершенствование технологии спекания под давлением начали с оптимизации режима зажигания шихты ОМКМ.
Исследования показали, что рациональный режим спекания под давлением шихт ОМКМ и ФКМ достигается при удельном расходе тепла в количестве 50280 – 60180 кДж/м2.
В работе представлены результаты спекания ОМКМ с широким диапазоном основности СаО/SiO2 = 11,0 – 23,70. Установлено, что несмотря на повышенный расход твердого топлива и сырых флюсов процесс спекания под давлением характеризуется высокой удельной производительностью (3,91 – 7,13 т/м2ч), повышенной вертикальной скоростью спекания (131 – 179 мм/мин) и удовлетворительной механической прочностью при испытании на сбрасывание (66,7 – 96,8%).
Определение режима процесса агломерации под давлением классическим способом однофакторного эксперимента дает значительную информацию. Однако желательно исследовать процесс с учетом многофакторной системы, оценить смешанные эффекты и получить математическую модель процесса. На основании априорной информации выбрана экспериментальная область факторного пространства и количество факторов. Из условия некоррелированности факторов в качестве основных параметров процесса использовали содержание смеси флюсов в шихте ОМКМ (Х1, %), содержание возврата (Х2, %), избыточное давление воздуха над слоем спекаемой шихты (Х3, кН/м2 ).
На основании предварительных опытов выбран центр эксперимента, шаг варьирования по независимым переменным и реализована матрица полного факторного эксперимента типа 23 (табл. 5). Так как ошибка опытов неизвестна, то последние были дублированы.
В результате проведенных экспериментов получены математические модели в виде полинома первой степени. (табл. 6)
Таблица 5
Уровни факторов и интервалы варьирования
| Факторы | Уровень факторов | Интервал варьирования | ||
| - 1 | 0 | + 1 | ||
| Х1 – содержание смеси флюсов в шихте ОМКМ, % | 50,0 | 55,0 | 60,0 | 5,0 |
| Х2 – содержание возврата в шихте ОМКМ, % | 20,0 | 25,0 | 30,0 | 5,0 |
| Х3 – избыточное давление воздуха над слоем шихты, кН/м2 | 101,3 | 151,9 | 202,5 | 50,6 |
Таблица 6
Матрица планирования, n = 23
| № | Х0 | Х1 | Х2 | Х3 | Х1· Х2 | Х1 · Х3 | Х2 Х3 | Х1 Х2 Х3 | Содержа-ние СаО в спеке ОМКМ Уi,% | Удельная произво-дитель-ность, Уj,т/м2ч |
| 1 | + | + | + | + | + | + | + | + | 58,0 | 7,84 |
| 2 | + | - | + | + | - | - | + | - | 49,4 | 7,18 |
| 3 | + | + | - | + | - | + | - | - | 55,6 | 5,74 |
| 4 | + | - | - | + | + | - | - | + | 52,8 | 4,91 |
| 5 | + | + | + | - | + | - | - | - | 57,1 | 4,24 |
| 6 | + | - | + | - | - | + | - | + | 53,4 | 3,97 |
| 7 | + | + | - | - | - | - | + | + | 54,0 | 4,00 |
| 8 | + | - | - | - | + | + | + | - | 51,7 | 3,90 |
| вi | 54,0 | 2,25 | 0,475 | -0,05 | 0,9 | 0,725 | -0,725 | 0,55 | ||
| вj | 5,22 | 0,23 | 0,585 | 1,195 | 0 | 0,14 | 1,04 | -0,043 | 41,78/ 8=5,29 |
УСаО = 54,0 + 2,25 Х1 + 0,475 Х2 – 0,05 Х3 + 0,9 Х1 Х2 + 0,725 Х1 Х3 -
0,725 Х2 Х3 + 0,55 Х1 Х2 Х3
Ууд. пр. = 5,22 + 0,23 Х1 + 0,585 Х2 + 1,195 Х3 + 0,14 Х1 Х3 + 1,04 Х2 Х3 -
0,043 Х1 Х2 Х3
Однородность дисперсии проверяли по критерию Кохрена. Расчеты показали, что Jэкспер. = (0,27) < JТ (0,68). Следовательно, гипотеза об однородности дисперсии подтвердилась.
Анализ уравнений регрессии, результаты однофакторного эксперимента и теоретические расчеты позволили определить рациональную область технологических параметров производства ОМКМ на основе утилизации ЖСО и МСО – предприятий ОАО «КосМЗ» и ОАО «НЛМК» (табл. 7, рис. 4).
Таблица 7
Состав шихты, технологические показатели производства, химический состав ОМКМ
| № | Компоненты шихты | Удельный расход | Технологические показатели лабораторной установки Р = 155 кн/м2 | |||
| кг/т | % | Наименование | Ед. измерения | |||
| 1. | Марганецсодержащая колошниковая пыль | 174,7 | 10,9 | Выход твердого ОМКМ | % | 60,4 |
| 2. | Марганецсодержащий шлам | 58,3 | 3,6 | Выход годного | % | 52,9 |
| 3. | Известняк | 541,5 | 33,7 | Механическая прочность, > 5,0, < 0,5 ГОСТ 15137-77 | % | 83,6 |
| 4. | Доломитизированный известняк | 180,3 | 11,2 | % | 3,5 | |
| 5. | Замасленная окалина | 82,0 | 5,1 | Истинная плотность | т/м3 | 4,1 |
| 6. | Возврат, фр. 5-0 мм | 402,0 | 25,0 | Кажущая плотность | т/м3 | 2,96 |
| 7. | Коксик, фр. 3-0 мм. | 169,0 | 10,3 | Вертикальная скорость спекания | мм/мин | 152,4 |
| Всего | 1608 | 100,0 | Удельная производительность | т/м2ч | 4,14 | |
Содержание, %
| Fe | Feмет. | FeО | Fe2О3 | СаО | MgO | SiO2 | Al2O3 | MnО | Р2О5 | S | «С» | СаО/ SiO2 |
| 14,65 | 0,52 | 3,82 | 15,94 | 57,36 | 9,24 | 5,00 | 2,12 | 4,59 | 0,12 | 0,24 | 0,26 | 11,47 |
Для выбора рационального состава ЖСО и МСО разработан алгоритм расчета рационального состава ОМКМ для использования в шихте доменной печи при выплавке ферромарганца. Из отходов ферросплавной промышленности предложены и отработаны основы специальных видов окускованного сырья различного назначения.
Q = 82 кг Q = 233 кг
Q = 402 кг Q = 722 кг Q = 169 кг
Q = 315 кг W = 12,6%
Q = 1608 кг W = 4,47% ОМКМ – 1000 кг
Вода Q = 51 кг
Q = 1661 кг W = 7,5% Постель, крупностью 10-5 мм, Q = 10 кг
Q = 1418 кг
Q = 402 кг, возврат крупностью 0 – 5 мм
Рис. 4. Технологическая схема производства офлюсованного марганецсодержащего
комплексного материала (ОМКМ)
ЗАКЛЮЧЕНИЕ
Системный подход исходит из известного принципа взаимосвязи и взаимообусловленности явлений и требует прослеживания как можно большего числа связей для последующего их ранжирования, отбора существенных факторов и их оценки.
Системный анализ общего вектора развития черной металлургии, устойчивая тенденция роста выплавки стали и ускорение темпов производства низко- и высоколегированных марок металла – все перечисленные факторы определили основное направление работы и необходимый комплекс исследований и мероприятий оптимизации технологии производства высокоуглеродистого ферромарганца на отечественных предприятиях.
С целью снижения себестоимости ферромарганца и повышения производительности доменных печей разработан состав офлюсованного марганецсодержащего комплексного материала ОМКМ с модулем основности более СаО/SiO2 10,0. Впервые в практике окускования марганцевого сырья освоена технология производства офлюсованного марганцевого агломерата с модулем основности 1,0 – 1,2 из отечественных карбонатных руд крупностью 0-8 (10) мм и ОМКМ с модулем основности более 10 способом агломерации под давлением на малогабаритной высокопроизводительной двухкарусельной машине (АМД) производительностью 130-200 тыс. т. офлюсованного марганцевого сырья.
С целью оптимизации работы доменной печи при производстве высокоуглеродистого ферромарганца, снижения расхода материальных и энергетических ресурсов при отсутствии промышленной установки АМД для спекания ОМКМ разработаны технологические мероприятия выплавки углеродистого ферромарганца с использованием ферритно-кальциевого комплексного материала с целью вывода сырого известняка их шихты доменной печи и оптимизации процесса шлакообразования.
Двухгодичная работа ДП № 2 ОАО «КосМЗ» подтвердила эффективность использования ФКМ и за счет предложенной технологии достигнута экономия материальных и энергетических ресурсов при выплавке ферромарганца.
Основные положения диссертации опубликованы в работах:
Статьи в изданиях, входящих в перечень, определенный ВАК РФ:
- Лупова, И.А. Диаграмма плавкости участка в системе СаО · Fe2O3 2CaO · Fe2O3 MnO2 [Текст] / И.А. Лупова, В.П. Хайдуков, Р.А. Карпенко // Известия высших учебных заведений. Черная металлургия. – 2008. - № 7. – С. 66-67.
- Михайлов, В.Г. Использование ферритно-кальциевых материалов при выплавке углеродистого ферромарганца [Текст] / В.Г. Михайлов, И.А. Лупова, В.П. Хайдуков, О.С. Степанов // Металлургия и машиностроение. – 2009. - № 3. – С. 26-27.
Статьи в сборниках трудов, конференции:
- Лупова, И.А. Использование вторичного сырья при производстве ферритно-кальциевого комплексного материала [Текст] / И.А. Лупова, В.П. Хайдуков, Р.А. Карпенко // Сборник тезисов и докладов V Международной научно-практической Интернет-конференции «Энерго- и ресурсосбережения – XXI век». - Орел, 2007. – С. 36-41.
- Лупова, И.А. К вопросу окускования марганецсодержащих отходов от производства высокоуглеродистого доменного ферромарганца [Текст] / И.А. Лупова, Е.В. Бессонов // Сборник тезисов и докладов XVI областной научно-технической конференции аспирантов и студентов ЛГТУ. Липецк, 2007. – С. 30-31.
- Лупова, И.А. Влияние оксидов марганца на физико-химические свойства ферритно-кальциевых смесей [Текст] / И.А. Лупова, В.П. Хайдуков, Р.А. Карпенко // Сборник научных трудов «Современная металлургия начала нового тысячелетия». Т. 1. – Липецк, 2007. – С. 71-78.
- Карпенко, Р.А. К вопросу рециклинга железосодержащих и карбонатных отходов (ЖСО и КО) черной металлургии [Текст] / Р.А. Карпенко, В.П. Хайдуков, И.А. Лупова // Сборник научных трудов «Современная металлургия начала нового тысячелетия». Т. 3. – Липецк, 2007. – С. 76-78.
- Михайлов В.Г., Хайдуков В.П., Лупова И.А. Спекание ферритно-кальциевого материала во вращающихся печах [Текст] / В.Г. Михайлов, В.П. Хайдуков, И.А. Лупова // Сборник научных трудов «Современная металлургия начала нового тысячелетия». Часть 1. – Липецк, 2008. – С. 169-174.
- Лупова И.А., Михайлов В.Г., Степанов О.С., Васильева Е.А., Хайдуков В.П. Газодинамика отдельных зон спекаемого слоя при агломерации офлюсованного марганецсодержащего комплексного материала // Сборник научных трудов «Современная металлургия начала нового тысячелетия». Часть 1. Липецк, 2009. – С. 24-29.
Подписано в печать _______________. Формат 84х108 1/16
Бумага офсетная. Ризография. Печ. Л. 1,0. Тираж 100 экз. Заказ № _____
Бесплатно. Типография ЛГТУ. 398600, г. Липецк, ул. Московская, 30.