

Комплексное извлечение попутных элементов из сырья металлургических предприятий урала
На правах рукописи
Мальцев Геннадий Иванович
КОМПЛЕКСНОЕ ИЗВЛЕЧЕНИЕ ПОПУТНЫХ
ЭЛЕМЕНТОВ ИЗ СЫРЬЯ МЕТАЛЛУРГИЧЕСКИХ
ПРЕДПРИЯТИЙ УРАЛА
Специальность
05.16.02 – Металлургия черных, цветных и редких металлов
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
доктора технических наук
Екатеринбург - 2011
Работа выполнена в Уральской горно-металлургической компании
ООО «УГМК-Холдинг»
Официальные оппоненты:
доктор технических наук,
профессор Селиванов Евгений Николаевич,
Институт металлургии УрО РАН
(г. Екатеринбург)
доктор химических наук,
профессор Букин Вячеслав Иванович,
Московская государственная академия
тонкой химической технологии
им. М.В. Ломоносова
доктор технических наук,
профессор Рычков Владимир Николаевич,
Уральский федеральный университет
им. первого Президента России
Б.Н. Ельцина (г. Екатеринбург)
Ведущая организация: ОАО «Уралредмет»
(г. Верхняя Пышма)
Защита диссертации состоится 10 июня 2011 г. в 15 часов на заседании диссертационного совета Д 212.285.05 при ФГАОУ ВПО « Уральский федеральный университет имени первого Президента России Б.Н. Ельцина» по адресу: 620002, г. Екатеринбург, ул.Мира, 19, ФГАОУ ВПО «УрФУ», зал Ученого Совета ( ауд.I), факс (343) 374-38-84, e-mail: [email protected],
тел. (343) 374-36-31
С диссертацией можно ознакомиться в библиотеке ФГАОУ ВПО «Уральский федеральный университет имени первого Президента России
Б.Н. Ельцина»
Автореферат диссертации разослан _________________ 2011 г.
Учёный секретарь диссертационного совета
доктор технических наук, профессор С.В. Карелов
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность проблемы. Предприятия горно-металлургического комплекса Уральского региона функционируют в условиях высокой концентрации промышленных производств, использования устаревших технологий и оборудования, длительного негативного влияния на природные комплексы. При этом образуются значительные количества полиметаллического техногенного сырья, содержащего черные, цветные и редкие металлы, которые накапливаются в шламохранилищах, рудо- и золо-отвалах и оказывают существенную антропогенную нагрузку на окружающую среду.
Для вовлечения в переработку жидкого и твердого техногенного сырья, с целью получения цветных, редких и черных металлов, усовершенствованы существующие и разработаны новые технологии и конструкции агрегатов для повышения качества получаемых металлов, их сплавов, других материалов; осуществлены мероприятия по энерго- и металлосбережению, подавлению вредных воздействий на окружающую среду; предложены адекватные производственным процессам математические уравнения металлургических процессов, позволяющие анализировать и оптимизировать исследованные технологии.
Совершенствование существующих схем очистки рудничных и сточных вод предприятий горно-металлургического комплекса предусматривает, кроме гидролитического осаждения металлов-примесей, дополнительно сорбционную или флотационную обработку осветленных растворов, что позволило уменьшить объем сброса неочищенных стоков и содержание примесей в очищенной воде. Эффективность работы очистных сооружений повысили рассчитанные для работы в оптимальном режиме отстойники-сгустители, что обеспечило, практически, полное осаждение металлсодержащей дисперсной фазы, утилизируемой в медеплавильном производстве.
При переработке твердого техногенного сырья, складированного на промышленных полигонах и отвалах, по разработанным материало- и энергосберегающим пиро- и гидрометаллургическим процессам и агрегатам рекуперировали железо, алюминий, медь, свинец, цинк, германий, индий, галлий. Сокращение площадей промышленных полигонов и отвалов приводит к уменьшению влияния антропогенного воздействия на литосферу региона.
Цель работы. Научное обоснование, практическая разработка новых и совершенствование существующих материало- и энергосберегающих процессов, технологий и агрегатов для получения металлов и сплавов, других материалов при комплексной переработке жидкого и твердого техногенного сырья горно-металлургических предприятий, а также снижение влияния техногенной нагрузки на экосистемы Уральского промышленного региона.
Задачи исследований:
- обоснование способов получения металлов, сплавов и других материалов в различных агрегатах на основе изучения закономерностей твердого и жидкого состояния металлических, оксидных, сульфидных и комплексных систем; расчета материальных и тепловых балансов; анализа условий и процессов формирования попутной продукции;
- разработка и практическое применение методов оценки качества и
улучшения свойств техногенного сырья для производства цветных, редких и черных металлов; технологий и конструкций агрегатов подготовки рудных, топливных и иных компонентов, необходимых для получения металлов и сплавов, других материалов;
- исследование условий функционирования процессов, технологий и агрегатов по переработке техногенного сырья, как источников загрязнения и других факторов антропогенного воздействия на экосистемы Уральского региона;
- оптимизация удельных расходов техногенного сырья, топливно-энергетических ресурсов и конструкционных материалов для уменьшения вредных воздействий на окружающую среду;
- выявление математических зависимостей основных показателей (Yi) от величины параметров (Xj) исследованных процессов для использования в системах по эффективному управлению и автоматизации разработанных технологий по комплексной переработке природного и техногенного сырья.
Методы исследований. Использованы стандартные компьютерные программные пакеты; математическая статистика; физико-химические методы исследований и анализа сырья, промежуточных и товарных продуктов, вторичных отходов производства:
- атомная эмиссионная спектрометрия с индукционно связанной плазмой (ICP-AES) (Cu, Zn, Al, Fe, Ca, Mg, Mn, Pb, Cd, SiO2);
- атомно-абсорбционная спектрометрия с пламенной атомизацией (FAAS) (Cu, Zn, Al, Fe, Ca, Mg, Mn, Pb, Cd);
- титриметрия (Cu, Zn, Fe, Cl);
- гравиметрия (SiO2, SO42);
- фотометрия (Al, Fe, As, In, Mn, Ga, Ge, Cl, SiO2);
- полярография (In, Cl);
- УФ- и ИК-спектроскопия (для жидкой и дисперсной фаз Ge-, In-, Ga-содежащих сублатов).
Достоверность научно аргументированных результатов базируется на использовании сертифицированных физико-химических методов исследования и воспроизводимости экспериментальных данных в пределах заданной точности измерений: сходимость результатов аналитических и экспериментальных данных составляет не менее 90-95 %. Воспроизводимость результатов лабораторных исследований подтверждена в ходе промышленных испытаний и внедрения разработанных и усовершенствованных технологий на горно-металлургических предприятиях Урала.
Основные положения диссертации, выносимые на защиту:
1. Совершенствование существующих и разработка новых комбинированных ресурсо- и энергосберегающих технологий, процессов и агрегатов по очистке рудничных и сточных вод металлургических предприятий с целью выделения и утилизации шламов тяжелых цветных металлов.
2. Пиро- и гидрометаллургические процессы и агрегаты по комплексной
переработке техногенного сырья с рекуперацией алюминия, меди, свинца, цин-
ка, германия, индия, галлия, железа, обеспечивающие минимизацию выбросов в атмосферу и водоемы, снижение выхода и степени токсичности вторичных производственных отходов.
3. Результаты расчета основных параметров агрегатов для отстаивания и сгущения дисперсной фазы пульпы, выщелачивания техногенного сырья, сорбции и ионной флотации редких и рассеянных элементов из технологических растворов, получаемых при переработке промежуточных продуктов и отходов медеплавильного производства.
4. Математические уравнения многомерного регрессионного анализа, адекватные производственным системам, для эффективного управления и возможности автоматизации разработанных технологий по комплексной переработке природного и техногенного сырья горно-металлургических предприятий.
Научная новизна.
1. Разработаны научные основы селективного выделения и концентрирования микрокомпонентов редких и рассеянных элементов из растворов кислотного выщелачивания полиметаллического природного и техногенного сырья предприятий цветной металлургии для пенного и пленочного процессов ионной флотации компонентов как истинных растворов, так и коллоидных систем с различной степенью дисперсности:
- установлены концентрационные области нахождения в жидкой фазе различных форм поверхностно-активных веществ (собирателей) и извлекаемых компонентов (коллигендов), отображаемых посредством диаграмм состояния;
- определены условия образования малорастворимых соединений (сублатов), содержащих извлекаемые компоненты, с использованием принципа аддитивности вкладов углеводородного радикала и полярной группы собирателей, а также ионов коллигендов, в изменение свободной энергии Гиббса системы;
- выявлены интервалы значений сложной константы Гамакера, концентрации индифферентных электролитов, размера и заряда частиц дисперсной фазы и пузырьков воздуха, рассчитана величина адсорбционно-сольватного фактора агрегативной устойчивости, соответствующие стабильному состоянию и процессам гомо- и гетерокоагуляции компонентов дисперсных систем в разработанных технологиях по переработке природного и техногенного сырья.
2. Дано научное обоснование способа эффективной комбинированной очистки рудничных и сточных вод медеплавильных предприятий до остаточной концентрации металлов-примесей, соответствующих ПДК для водоемов хозяйственно-питьевого назначения, посредством управляемого регулирования температуры и величины рН раствора, а также содержания анионных флокулянтов, с утилизацией выделенного шлама тяжелых цветных металлов в пирометаллургическом переделе.
3. Установлено при изучении кинетики сорбции гидролизованных катионов металлов-примесей из разбавленных растворов на сильнокислотных сульфокатионитах, не осложненной процессами комплексообразования, что лимитирующей стадией процесса является внешнедиффузионный перенос обменивающихся противоионов (пленочный режим сорбции).
4. Показано, что переход и концентрирование катионов металлов примесей из разбавленных растворов на подвижной границе «жидкость–газ» в присутствии анионных ПАВ (собирателей) протекает по механизму ионного обмена и описывается кинетическим уравнением первого порядка
5. Заложены основы высокотемпературного процесса, альтернативного гидрометаллургическому выщелачиванию, возгонки и концентрирования германия из многокомпонентной шихты с низкой основностью, содержащей углерод и серу, в режиме сульфидной плавки.
Практическая значимость.
1. Разработаны новые и усовершенствованы существующие технологии промышленного производства, позволяющие:
- очищать от примесей тяжелых цветных и черных металлов шахтные воды медных рудников и сточные воды медеплавильного производства с утилизацией выделенных шламов тяжелых цветных металлов;
- комплексно перерабатывать металлургические и конверторные пыли и возгоны, золо-уносы, анодные остатки производства алюминия, отходы обогащения хризотил-асбеста, кубовые остатки производства ксантогенатов, с рекуперацией железа, алюминия, меди, свинца, цинка, германия, индия, галлия, реагентов минеральной флотации и изготовлением защитных покровных материалов на основе минеральных волокон;
- существенно уменьшить удельные расходы сырья, топливно-энергетических ресурсов и конструкционных материалов при комплексной переработке исследованных видов жидкого и твердого техногенного сырья;
- заметно сократить выбросы в атмосферу и водоемы, снизить выход и степень токсичности производственных отходов, уменьшить площади промышленных полигонов и отвалов.
2. Предложены уравнения регрессионной зависимости основных показателей (Yi) от величины параметров (Xj) исследованных процессов, использованные для создания систем эффективного управления и последующей автоматизации разработанных технологий по переработке природного и техногенного сырья горно-металлургических предприятий.
Реализация научно-технических результатов работы. На предприятиях Уральской горно-металлургической компании внедрены: комбинированная технология по очистке рудничных и сточных вод медно-серного комбината; переработка пылей и возгонов медеплавильного производства; утилизация анодных остатков производства алюминия. Результаты диссертационной рабо-
ты внедрены на комбинате «Искож» (г. Черногорск), заводе покровных
материалов (г.Рязань), заводе изоляционных материалов (п.Бобровский).
Реальный экономический эффект составил ~ 100 млн.руб. за дополнительную товарную продукцию, полученную при рекуперации цветных и редких металлов. Предотвращенный эколого-экономический ущерб ~ 425 млн.руб. от снижения степени загрязнения окружающей среды вредными веществами, что подтверждено актами внедрения и экономическими расчетами.
Апробация работы. Работа удостоена дипломами Лейпцигской ярмарки (1984 г.) и ВДНХ (1985-1986 г.), основные ее результаты доложены на конференциях: VIII Всесоюзн.конф.по колл. химии и физ.-хим.механике (Ташкент, 1983 г.); V Межреспубл.науч.конф. ВУЗ СССР «Синтез, исследование свойств, модификация и переработка высокомолекулярных соединений» (Казань, 1988 г.); Всесоюзн.конф.«Коагулянты и флокулянты в очистке природных и сточных вод» (Одесса, 1988 г.); Межреспубл.науч.-техн.конф. «Решение экологических проблем на предприятиях химической и нефтехимической промышленности» (Волгоград, 1989 г.); Республ.науч.-техн.конф. «Научно-техничес-кий прогресс в технологии строительных материалов» (Алма-Ата, 1990 г.); Х-ХI Межд.конф.«Современные проблемы информатизации в технике и технологиях» (Воронеж, 2005-2006 гг.); Государственное регулирование и стратегическое партнерство в горно-металлургическом комплексе» (Екатеринбург, 2009 г.). VI-ХI Межд.конф. «Компьютерное моделирование» (С.-Петербург, 2005-2010 г.); IX-Х Межд.конф.«Исследование, разработка и применение высоких технологий в промышленности» (С.-Петербург, апрель, декабрь 2010 г.); Межд.науч.-техн. конф. «Научные основы и практика переработки руд и техногенного сырья» (Екатеринбург, 2011 г.).
Личный вклад автора состоит в научно-теоретическом обосновании,
постановке и непосредственном участии в проведении исследований, анализе и обобщении полученных результатов, в подготовке научных публикаций, внедрении результатов исследований.
Публикации. По теме диссертации опубликовано 32 научных работы, в том числе: статей – 26, из них 16 – в журналах перечня ВАК; авторских свидетельств и патентов - 6.
Структура и объем работы. Диссертация состоит из введения, обзора литературы (первая глава) и пяти глав в экспериментальной части, выводов, списка литературы 419 наименований, приложений. Материалы диссертации изложены на 322 страницах машинописного текста, в том числе, 105 рисунков и 85 таблиц.
ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ
Во введении обоснована актуальность исследуемой в диссертации проблемы, сформулированы цель и задачи исследований.
В первой главе (литературный обзор) показана динамика влияния антропогенных факторов на экосистемы различных уровней Уральского промышленного региона, описаны условия и источники формирования, объем и химический состав техногенного сырья - промежуточных продуктов и отходов горно-металлургических предприятий, дана их классификация по классам опасности.
Обоснован выбор объектов исследования основные ресурсо- и энергосберегающие процессы и агрегаты для комплексной переработки жидкого и твердого техногенного сырья (классы опасности 1-4) предприятий горно-металлургического комплекса: рудничные и сточные воды производства черновой меди, пыли и возгоны медеплавильного производства (2), гипсогидратные кеки ФГУП «Германий» (2), анодные остатки рафинирования чернового алюминия (3); золоуносы от сжигания энергетических углей (4); отходы обогащения хризотил-асбеста (1); кубовые остатки производства ксантогенатов (2).
Во второй главе обобщены результаты исследований по совершенствованию и созданию эффективной комбинированной ресурсо- и энергосберегающей технологии очистки шахтных и сточных вод медеплавильных предприятий с использованием современных химических реагентов и агрегатов для уменьшения объема сброса неочищенных стоков в природные водоемы и снижения влияния антропогенного воздействия на гидросферу Уральского региона.
Для выделения из шахтных и сточных вод металлов-примесей (железо, медь, цинк и др.) предложена технология гидролитического осаждения с последующим сорбционным или флотационным доизвлечением загрязняющих веществ.
Исследован процесс гидролитического осаждения с использованием известных констант диссоциации (kMeOH) гидроксокомплексов. По уравнениям (1) и (2) рассчитаны константы (kг) и степени (г) гидролиза по ступеням, характеризующие полноту процесса образования гидроксокомплексов (табл.1):
kг = kw/kMeOH, (1)
г = [kг·(1/СМеAn)]0,5 = [kw/( kMeOH· CМеAn)]0,5, (2)
где kw = [H+]·[ОН-]; kМеОН = [Mez+]·[ОН-]/[МеОH]z-1.
Наименьшими значениями констант и степеней гидролиза, практически, по всем ступеням гидролиза обладают ионы железа (II), затем, по мере возрас-
тания kг, следуют ионы цинка (II), меди (II) и железа (III).
Таблица 1 – Константы и степени гидролиза металлов-примесей
| Mez+ | Ступени гидролиза | |||||||||||||
| lg kг1 | lg kг2 | lg kг3 | lg kг4 | lg kг1,2 | lg kг1,2,3 | lg kг1,2,3,4 | ||||||||
| Cu2+ | -8 | -9,3 | -10,5 | -11,8 | -17,3 | -27,8 | -39,6 | |||||||
| Zn2+ | -7,96 | -8,94 | -11,5 | -12,8 | -16,9 | -28,4 | -41,2 | |||||||
| Fe2+ | -8,5 | -12,1 | -10,4 | -15 | -20,6 | -31 | -46 | |||||||
| Fe3+ | -2,2 | -3,47 | -6,33 | -9,6 | -5,67 | -12 | -21,6 | |||||||
| Mez+ | Ступени гидролиза ([Mez+] = 1.10-3 г-ион/дм3) | |||||||||||||
| lgг1 | lg г2 | lg г3 | lg г4 | lg г1,2 | lg г1,2,3 | lg г1,2,3,4 | ||||||||
| Cu2+ | -2,5 | -3,15 | -3,75 | -4,4 | -5,65 | -9,4 | -13,8 | |||||||
| Zn2+ | -2,48 | -2,97 | -4,25 | -4,9 | -5,45 | -9,7 | -14,6 | |||||||
| Fe2+ | -2,75 | -4,55 | -3,7 | -6 | -7,3 | -11 | -17 | |||||||
| Fe3+ | 0,4 | -0,235 | -1,665 | -3,3 | 0,165 | -1,5 | -4,8 | |||||||
Согласно построенным диаграммам распределения гидроксокомплексов исследованных металлов в зависимости от величины рН раствора, максимально возможное содержание гидроксида Ме(ОН)хо от общего количества металла (%) достигается при значениях рН: 8 - Fe(III) 95,5%; 10 – Cu 62,7%, Zn 88,4%; 11 - Fe(II) 1,5 %.
В процессе формирования дисперс

ной фазы гидроксидов металлов важную роль играет коагуляция первичных коллоидных частиц, важнейшей характеристикой которых является величина поверхностного заряда, поскольку вблизи изоэлектрической точки электростатические силы отталкивания между частицами, практически, отсутствуют. В результате, преобладают межмолекулярные силы притяжения, создавая благоприятные условия для слипания и укрупнения первичных частиц. Экспериментально установлено, что перезарядка положительно заряженных ( = 7-11 мВ) частиц гидроксидов металлов происходит в интервале рН: 8,5-9,5 медь, цинк, железо (II); 7,5-8 железо (III) (рис.1). Наличие в сточных водах легкогидролизующихся ионов железа (III) приводит к дополнительной адсорбции металлов-примесей на дисперсной фазе образовавшегося гидроксида железа (соосаждение с носителем). По совокупности выявленных физико-химических показателей для гидролитического осаждения металлов-примесей из сточных вод рекомендован интервал 9 > рН > 8.
При сорбционном доизвлечении ионов металлов ([Mez+] 1.10-3 г-ион/дм3) из сточных вод на сильнокислотном сульфокатионите КУ-2-8 и/или его пористой модификации КУ-23, в качестве лимитирующей идентифицирована внешнедиффузионная или пленочная стадия ионного обмена, определяющая общую скорость процесса.
Определены величины сорбции (а, мг-экв) меди, цинка и железа, как функция времени; статическая обменная емкость (СОЕ, мг/г) и радиус зерна ионита (r, см); начальная концентрация в растворе сорбируемого иона (Со, г-экв/дм3).
Вычислена относительная величина сорбции (F), построена зависимость
«ln(1-F)—t», определены константа скорости обмена (В, с-1), коэффициент взаимодиффузии (D, см2/с), продолжительность полуобмена (t0,5, с).
Характер пленочной кинетики подтверждается: наличием прямолинейной зависимости в координатах « ln(1-F) — t»; возрастанием значений В и постоянством значений D при условии увеличения концентрации С и уменьшения радиуса r; небольшой энергией активации Еакт.= 3,41 кДж/моль (1,4 kТ) (табл.2).
При ионной флотации катионов металлов-примесей (Со = 10-4 – 10-3 г-ион/дм3) из слабокислых растворов (рН = 2,5 - 3) анионным собирателем - додецилсульфатом натрия (СДСН = 10-3 – 10-2 моль/дм3) выявлена прямо пропорциональная зависимость между степенью перехода в пенную фракцию собирателя и извлекаемых металлов, описываемая уравнением первого порядка:
ln(E+1) = K.Cо,
Таблица 2 - Показатели сорбции металлов при плёночном режиме
| Ионит | СОЕ, мг/г | В·103, с-1 | Меz+ | D·107, см2/с |
| КУ-2-8 | 49,5 | 0,542 | Cu2+ | 0,674 |
| 49,7 | 0,567 | Zn2+ | 0,706 | |
| 47,6 | 0,527 | Fe2+ | 0,655 | |
| 49,9 | 0,596 | Fe3+ | 0,742 | |
| КУ-23 | 49,9 | 0,553 | Cu2+ | 0,688 |
| r·102, см | [Cu]·103,г-экв/дм3 | t0,5, с | ||
| 5 | 0,45 | 0,241 | 2875 | 0,665 |
| 0,76 | 0,415 | 1670 | 0,67 | |
| 1 | 0,542 | 1280 | 0,674 | |
| 3 | 1 | 0,903 | 768 | 0,67 |
| 5 | 0,542 | 1280 | 0,674 | |
| 8 | 0,339 | 2050 | 0,66 | |
| Т, К | ||||
| 5 | 293 | 0,542 | 1280 | 0,674 |
| 313 | 0,592 | 1170 | 0,737 | |
| 333 | 0,641 | 1080 | 0,798 | |
| 353 | 0,687 | 1010 | 0,855 | |
где Е = mпен/mр-р – интегральный коэффициент извлечения катионов металлов в пенный продукт; К – константа равновесия (табл.3).
При постоянной скорости подачи воздуха Qвоз = 2,4.10-2 м/с для различных
величин адсорбции ДСН на поверхности пузырьков воздуха (Гm) радиуса (R),
начальной (Со) и текущей (С) концентраций катионов металлов, продолжитель-
ности флотации (tф), рассчитаны значения константы скорости флотации (Km.рас) и извлечения (рас.) при флотации согласно уравнениям: С = Со(1–Kmtф) и Kmtф = 1 – (C/Co) =. Отмечена удовлетворительная сопоставимость рассчитанных (рас.= 0,95) и экспериментальных (экс. 0,95) значений флотационного извлечения (Гm.рас= 1.10-6 моль/м2; R=1·10-4 м) катионов металлов-примесей (Со = 0,1 моль/м3) при значении Km.рас = Km.экс 9·10-4 с-1 (табл.4).
Таблица 3 – Значения константы равновесия (К) процесса флотации
| Cо·103, | Е = mпен/mр-р | ln (E+1) | K, дм3/моль | ||||||
| моль/дм3 | Cu | Zn | Fe | Cu | Zn | Fe | Cu | Zn | Fe |
| 1 | 0,41 | 0,37 | 0,39 | 0,34 | 0,31 | 0,33 | 34,3 | 31,5 | 32,7 |
| 2 | 0,98 | 0,88 | 0,92 | 0,68 | 0,63 | 0,65 | |||
| 3 | 1,79 | 1,57 | 1,67 | 1,03 | 0,94 | 0,98 | |||
| 5 | 4,52 | 3,82 | 4,13 | 1,71 | 1,57 | 1,63 | |||
| 10 | 29,68 | 22,26 | 25,29 | 3,42 | 3,15 | 3,27 | |||
Таблица 4 - Показатели процесса флотации катионов металлов-примесей
| Гm·106, моль/м2 | R·104, м | Со, моль/м3 | Km·104, с-1 |
| 0,3 | 1 | 0,1 | 2,7 |
| 1 | 9 | ||
| 5 | 45 | ||
| 1 | 5 | 1,8 | |
| 60 | 0,15 | ||
| 1 | 0,5 | 1,8 | |
| 1 | 0,9 |
Исследовано влияние формы, дисперсности (d, м) и плотности частиц (тв, кг/м3) гидроксидов металлов-примесей; температуры (Т, К) и вязкости (, Па.с) дисперсионной среды (рН = 8,5-9); содержание твердого в пульпе (qтв.исх(кон), кг/м3), концентрации (Сфл, кг/м3) и удельного расхода (qфл, мг/г) флокулянта на основные показатели осаждения гидроксидов металлов.
Определены средневзвешенная плотность пульпы (Rср.= Ж:Т); удельная производительность по твердой фазе (Qуд.тв, кг/м2); высота зоны (hупл, м) и продолжительность (упл,час) уплотнения осадка; скорости (м/с) свободного (vсв) и стесненного (vст) осаждения, средняя (vср); рассчетная (vсв.теор); площадь осаждения (Fос, м2) (табл.5,6).
Таблица 5 – Параметры процесса осаждения гидроксидов металлов-примесей
| Т, К/ qфл,мг/гтв | qтв.исх., кг/м3 | d·104, м | скорость осаждения v·104, м/с | Rср | qтв.кон., кг/м3 | |||
| vсвоб.экс. | vстесн. | vсред. | vсв.теор | |||||
| 293/0 | 0,15 | 0,29 | 5,95 | 0,12 | 3,03 | 5,5 | 66,34 | 0,75 |
| 0,3 | 0,4 | 10 | 0,10 | 5,05 | 10,5 | 41,45 | 1,19 | |
| 0,45 | 0,45 | 12,33 | 0,07 | 6,2 | 13,2 | 35,95 | 1,37 | |
| 0,6 | - | 3,11 | 1,65 | - | 25,58 | 1,92 | ||
| 1,2 | 0,54 | 0,37 | 23,56 | 2,08 | ||||
| Т, К | ·103, Па·с | qтв.исх. = 0,15 кг/м3; qфл = 0 мг/гтв | ||||||
| 277 | 1,594 | 0,28 | 3,7 | 0,07 | 1,9 | 3,2 | 84,97 | 0,59 |
| 293 | 1,002 | 0,29 | 5,95 | 0,12 | 3,03 | 5,5 | 66,34 | 0,75 |
| 313 | 0,656 | 0,3 | 8,7 | 0,17 | 4,45 | 9 | 54,29 | 0,91 |
| 333 | 0,469 | 0,3 | 11,5 | 0,23 | 5,85 | 12,5 | 47,8 | 1,04 |
| Сфл. 103, кг/м3 | qфл, мг/гтв | qтв.исх. = 0,15 кг/м3; Т = 293 К | ||||||
| 0 | 0 | 0,29 | 5,95 | 0,117 | 3,03 | 5,5 | 66,34 | 0,75 |
| 0,3 | 2 | 0,33 | 6,8 | 0,119 | 3,46 | 7,1 | 63,04 | 0,79 |
| 0,6 | 4 | 0,38 | 10 | 0,122 | 5,06 | 9,4 | 55,42 | 0,89 |
| 0,9 | 6 | 0,45 | 14 | 0,125 | 7,06 | 13,2 | 50,34 | 0,98 |
Таблица 6 – Основные параметры отстойников-сгустителей
| qтв.исх, кг/м3 | qтв.кон, кг/м3 | vср·104, м/с | Fос, м2 | Qуд.тв, кг/м2 | hупл, м | d, м | Н, м | упл, час |
| 0,15 | 0,75 | 3,3 | 30,8 | 0,21 | 0,27 | 6,3 | 2,5 | 0,27 |
| 0,15*) | 0,98 | 7,1 | 14 | 0,45 | 0,46 | 4,2 | 2,5 | 0,31 |
| 0,3 | 1,19 | 5,1 | 17,3 | 0,73 | 0,61 | 4,7 | 2,7 | 0,29 |
| 0,45 | 1,37 | 6,2 | 12,6 | 1,5 | 1,09 | 4 | 3,1 | 0,30 |
| 0,6 | 1,92 | 1,7 | 48,8 | 0,52 | 0,27 | 7,9 | 2,6 | 0,22 |
| 1,2 | 2,08 | 0,4 | 134,6 | 0,37 | 0,18 | 13,1 | 2,9 | 0,08 |
*) Сфл = 0,9·10-3 кг/м3; qфл = 6 мг/гтв
Выявлено, что при увеличении исходного содержания твердого в пульпе qтв.исх с 0,15 до 0,45 кг/м3 значения скорости свободного осаждения vсв возрастали за счет увеличения диаметра частиц. При qтв.исх > 0,5 кг/м3 значения vсв снижались вследствие отсутствия зоны свободного осаждения. Сделан вывод о необходимости разубоживания плотных пульп (qтв.исх > 0,5 кг/м3) до qтв.исх 0,5 кг/м3 для интенсификации осаждения гидроксидов металлов.
При увеличении температуры пульпы с 277 до 333 К и уменьшении вязкости воды значения vсв возрастали при неизменном размере частиц, вследствие чего производительность отстойников-сгустителей в летнее время, приблизительно, на треть больше, чем в зимнее.
Для ускорения агрегирования частиц гидроксидов использованы анион-
ные флокулянты «Магнафлок» (М-338, М-342) на основе сополимеров акрил-
амида. При Сфл 0,9·10-3 кг/м3, qфл 6 мг/гтв значения vсв возрастали вследствие увеличения размера частиц.
Разработана унифицированная технологическая схема очистки шахтных вод медных рудников и сточных вод медеплавильного производства (рис.2), включающая следующие основные стадии: нейтрализация сточной воды и осаждение гидроксидов металлов-примесей при рН = 8,5-9, двухстадийное сгущение и отстаивание выделенной дисперсной фазы в сгустителях (Fос = 12,6-14 м2; d = 4-4,2 м; Н = 2,5-3,1 м). Полученный медьсодержащий шлам обезвоживают и утилизируют в пирометаллургическом переделе.
Оценка величины предотвращенного экологического ущерба от снижения
загрязнения водных объектов для предприятий (ПУпв) проведена по формуле:
ПУпв = КрцУудвМпв, руб., (3)
где Крц - индекс-дефлятор цен в строительстве для регионов Уральского федерального округа (УрФО) в 2010 г., по отношению к ценам базового 2003 г.;Уудв - показатель удельного ущерба от загрязнения водного объекта единицей приведенной массы загрязняющих веществ, руб/усл.тонну.
Приведенная масса загрязняющих веществ (Мпв), не допущенных предприятием к сбросу в водный объект, рассчитана по формуле (4) (табл.7):
Мпв = Кjвi=1N(mпiвКоiвКфiв) = Кjвi=1NМпiв, усл.тонн, (4)
где Кjв – коэффициент экологической значимости по бассейнам основных рек
Сточная вода, мг/дм3: Известковое молоко (13% Са(ОН)2) Шахтная вода, мг/дм3:
10 Cu; 25 Zn; 250 Cu; 160 Zn;
70 Fe; 5,4 pH 1000 Fe; 3,1 pH
Гидролитическое осаждение металлов-примесей
Объединенный раствор, мг/дм3: 80 Cu; 57 Zn; 330 Fe; 4,2 pH
Осаждение, отстаивание, сгущение грубодисперсной фракции
(277-302 К; 14 мин; 8,5-9 pH)
Нижний слив Флокулянт М-342 (0,01 %) Верхний слив
Шлам Агрегирование, осаждение, отстаивание коллоидной фракции
(3 Ж:Т) (277-302 К; 20 мин; 8,5-9 pH; 1 мг/дм3 [М-342]исх)
Фильтрация Нижний слив Верхний слив,
Осадок,%:
(3 класс опасности) Раствор В систему замкнутого водооборота предприятия
2,5 Cu; 1,8 Zn; 10,3 Fe ; (или в водоём хозяйственно-питьевого назначения),
20 Са; 25-30 влажность мг/дм3, не более: 1 Cu, Zn; 0,3 Fe; 8 рН;
0,01 М-342 («Магнафлок»)
На шихтоподготовку
Рис.2 Технологическая схема очистки рудничных и сточных вод
медеплавильного производства
Таблица 7 - Данные для расчета величины ПУпв для стоков ММСК (1000 м3/сут)
| Наименование | (mпiв), т/год | Коiв | Тiвс | Тiвм | Кфiв | (Мпiв), усл.т/год |
| Медь | 1,679 | 550 | 5,6 | 14,8 | 7,45 | 6879,7 |
| Железо | 19,635 | 1 | 180,3 | 277 | 160,4 | 3149,5 |
| Цинк | 1,606 | 90 | 5,4 | 13,6 | 6,96 | 1006 |
| Мышьяк | 0,0007 | 90 | 1,2 | 5 | 2,48 | 0,16 |
| Марганец | 2,92 | 90 | 6,3 | 9,9 | 5,98 | 1571,5 |
| Магний | 37,81 | 0,05 | 3,1 | 4,6 | 3,005 | 5,7 |
| Кальций | 1,8248 | 0,05 | 1,03 | 1,1 | 1,056 | 0,1 |
| Сульфаты | 18,248 | 0,05 | 1,1 | 1,2 | 1,115 | 1 |
| БПК | 0,365 | 0,3 | 1,07 | 1,3 | 1,14 | 0,12 |
| Нефтепродукты | 0,0365 | 20 | 2 | 4 | 2,41 | 1,76 |
| Взвеси | 1,095 | 0,15 | 1,25 | 1,5 | 1,273 | 0,21 |
| ИТОГО | 85,22 | 12615,75 |
для регионов УрФО; i – вид загрязняющего вещества; N – количество учитывамых загрязняющих веществ; mпiв- фактическая масса не допущенного к попаданию в водный объект i-го вещества; Коiв- коэффициент относительной эколо-
го-экономической опасности i-го вещества; Кфiв - фоновый ингредиентный коэффициент экологической значимости для i-го вещества; Тiвс и Тiвм – кратность
превышения среднегодового и максимально разового содержания i-го вещества над ПДКi в водном объекте; Мпiв- приведенная масса i-го вещества, усл.т/год.
С использованием данных табл.7, по формуле (3) определена величина
предотвращенного эколого-экономического ущерба для Медногорского медно-серного комбината в 2009 г.: ПУпв = 424,78 млн.руб, подтвержденная Камским бассейновым водным управлением комитета природопользования.
В третьей главе приведены результаты исследований по разработке процессов пирометаллургического выделения германия из золоуносов и гипсогидратных кеков; гидрометаллургической комплексной переработки пылей и возгонов медеплавильного производства с рекуперацией меди, свинца, цинка, германия, индия, на основе использования современных реагентов и агрегатов, обеспечиваюших снижение количества вторичных отходов производства и сточных вод; сокращение площадей промышленных полигонов и отвалов.
Усовершенствован метод рекуперации германия из техногенного сырья (0,03-0,3 % Ge) 2-4 класса опасности возгонкой моносульфида германия при температуре 1300оС в электродуговой печи. Для сульфидирования исходного диоксида германия в состав шихты вводили сульфат натрия и алебастр.
Основными факторами, влияющими на степень возгонки германия (Y = Geвоз/Geисх, %), являются основность шихты (Х1 = (CaO+MgO)/SiO2) и содержание (%) компонентов в шихте: шлакообразующие компоненты (Х2 = CaO+MgO); углерод (Х3 = С); сера (Х4 = S) (табл.8).
Таблица 8 – Состав исходной шихты и степень возгонки германия
| X1 | X2, % | X3, % | X4, % | Y, % |
| 0,30 | 65 | 6 | 4 | 93 |
| 0,37 | 94,6 | |||
| 0,80 | 55 | |||
| 0,40 | 83 | |||
| 84,3 | ||||
| 91,5 | ||||
| 10 | 65 | |||
| 55 | 91,7 | |||
| 70 | 98 | |||
| 65 | 2,5 | 97 | ||
| 20 | 83,9 | |||
| 32,5 | 63 | |||
| 6 | 5 | 97 | ||
| 9 | 87 | |||
| 11 | 78 |
Высокая степень возгонки (Y = 94-98 %) и кратность обогащения германия (n = mисх/mвоз = 10-50) получены при следующем оптимальном содержании (%) и отношении количества ингредиентов в исходной шихте Хi: 0,35-0,4 (1); 65-70 (2); 5-6 (3); 4-5 (4). Из возгонов сульфидной плавки (1 - 2 % Ge) получен
металл высокой чистоты на ФГУП «Германий».
Для рекуперации меди, свинца, цинка, германия, индия из гипсогидратных кеков, металлургических и конверторных пылей и возгонов, предложено использовать сернокислотное выщелачивание. Кинетика процесса выщелачивания изучена на примере растворения германия методом начальных скоростей.
Экспериментально определена скорость растворения металла (d/d, с-1) в зависимости от количества германия в растворе (Q, г-ион); радиуса частиц (r, дм); площади поверхности твердой фазы (S, дм2); концентрации серной кислоты (Скис, моль/дм3); скорости перемешивания (, с-1), объема (V, дм3) и температуры пульпы (Т, К).
Рассчитаны: удельная скорость растворения (vуд = dQ/d.S, г-ион/дм2.с); константа скорости растворения (k, дм/с); коэффициент диффузии (D, дм2/с), порядок реакции (nc), энергия активации (Еакт., кДж/моль или kТ); концентрация германия в растворе после полного выщелачивания (Со, г- ион/дм3); толщина диффузной пленки (, дм); константа распределения ( = N/n, где N и n – мольные доли серной кислоты и германия) в равновесных системах.
Установлено, что выщелачивание германия из гипсогидратных кеков:
CaGeO3 + H2SO4 + 2H2O H2GeO3 + CaSO4·2H2O
(Скис 0,8 моль/дм3; 10 с-1; Т = 293-353 К; S = 50 дм2; r = 150 мкм; = 1; = 1,5·10-6 дм) лимитировалось внешнедиффузионным переносом ионов Н+: при увеличении значений (Скис) скорость растворения германия (d/d) возрастала с 0,005 до 0,015 с-1, при значении Еакт.= 3,2 кДж/моль (1,3 kТ).
Выявлено, что с ростом концентрации кислоты (Скис > 0,8 моль/дм3) и скорости перемешивания пульпы ( 10 с-1) выщелачивание протекало во внутридиффузионной области из-за интенсивного формирования слоя гипса на поверхности частиц дисперсной фазы; скорость растворения германия уменьшалась с 0,01 до 0,0068 с-1 при значении Еакт.= 22,4 кДж/моль (9,1 kТ).
При выщелачивании германия из металлургических пылей по реакции:
mGeO2·nSiO2 + (m+n)·H2O (H2SO4) mH2GeO3 + nSiO2·H2O,
в условиях, исключающих лимитирование скорости процесса диффузионным переносом (Скис 1 моль/дм3; 10 с-1; Т = 293-353 К; Q 1.10-4 г-ион; S 2.10-2 дм2; r = 7,5.10-4 дм), получены значения константы (k = 0,045.10-4 дм/с) и удельной скорости растворения (vуд = 0,27.10-10 г-ион/дм2.с) при различных концентрациях серной кислоты (1-2 моль/дм3). Кинетические показатели возрастали с повышением температуры пульпы; величина энергии активации составила Еакт. 67 кДж/моль ( 27,1 kТ), что характерно для кинетической области процесса растворения германия (табл.9).
Селективная сорбция германия (Ge 7·10-3 г-ион/дм3) из растворов выщелачивания при различной температуре и значении рН проведена на предварительно отобранных анионитах АН-31Г, СБ-1 и амфолите АНКБ-1, различающихся природой и соотношением ионогенных групп, радиусом зерен и набухаемостью (табл.10).
Линейные зависимости «B.tс–tс» произведения константы скорости (В, с-1) и времени сорбции (tс, с), равные относительной сорбции (F = B.tс = at/a), в
Таблица 9 - Показатели выщелачивания металлургических пылей
| [H2SO4], моль/дм3 | Q·104, г-ион | S·10-2, дм2 | Т, К | vуд.·1010, г-ион/дм2.с | k·104, дм/с | Еакт., kТ |
| 1-2 | 0,96 | 2 | 293 | 0,27 | 0,045 | 27-28 |
| 1 | 1,2 | 2,5 | ||||
| 1,68 | 3,5 | |||||
| 2,16 | 4,5 | |||||
| 0,96 - 2,16 | 2 – 4,5 | 293 | 0,27 | 0,045 | ||
| 313 | 1,55 | 1,53 | ||||
| 333 | 7,26 | 33,59 | ||||
| 353 | 28,61 | 521,21 |
Таблица 10 - Показатели сорбции германия при гелевой кинетике
| Ионит | r·102, см | СОЕ, мг/г | В·104, с-1 | D·107, см2/с |
| АН-31Г | 3 | 40 | 14,2 | 1,3 |
| 5 | 5,2 | 1,32 | ||
| 8 | 2 | 1,3 | ||
| АНКБ-1 | 4,7 | 39 | 4,85 | 1,1 |
| СБ-1 | 6,4 | 55 | 5,56 | 2,31 |
| , см3/г | ||||
| АН-31Г | 5 | 1,5 | 1,1 | 0,28 |
| 2 | 5,2 | 1,32 | ||
| 2,6 | 9,6 | 2,43 | ||
| рН | ||||
| 1,4 | 2,4 | 0,61 | ||
| 2 | 5,2 | 1,32 | ||
| 2,9 | 6,8 | 1,72 | ||
| Т, К | ||||
| 8 | 293 | 2 | 1,3 | |
| 313 | 4,2 | 2,74 | ||
| 333 | 8,1 | 5,26 | ||
| 353 | 14,5 | 9,4 | ||
соответствии с уравнением Бэррера, указывают на внутридиффузионную
лимитирующую стадию процесса сорбции германия (гелевая кинетика).
Значения коэффициентов внутренней диффузии (D, см2/с) и статической обменной емкости (СОЕ, мг/г) сохраняются постоянными, независимо от размера зерен ионитов r.
Величина D возрастает при сорбции на смоле АН-31Г с одинаковым размером зерен, но с более высокой набухаемостью (, см3/г). Выявлена небольшая величина энергии активации Еакт. = 24,7 кДж/моль (10 kТ) при Т = 293 К и D = 1,44·10-2 см2/с, предполагающая, с высокой вероятностью, отсутствие количественного протекания процессов комплексообразования в фазе ионита.
Пыли электрофильтров Вода техническая Пыли газовых мешков
(2 класс опасности), %: Серная кислота (2 класс опасности), %:
0,018 Ge; 4,3 As; 0,008 Ge ; 1,4 As;
4,6 Cu; 11,8 Zn 11,8 Cu; 3,8 Zn
Приготовление пульпы:
(1-3 Ж:Т)
Двухстадийное выщелачивание
(15-20 г/дм3 [H2SO4]равн.; 343-353 К; 2 час)
Фильтрация пульпы
Кек Фильтрат (Zn 50 г/дм3)
Промывка (рН 5-7) Фильтрат (Zn 50 г/дм3)
Выпаривание
Промвода
Фильтрат (Zn 110г/дм3)
Кек (2 класс опасности), %: Винная кислота
0,001 Ge; 2,1 As; (4 % Tartrat)
15,8 Cu; 4,1 Zn
Цетилпиридиний бромид
Получение (8,5 % ЦПБ)
черновой Осаждение сублат-соли германия
меди (1:2:3 Ge:Tartrat:ЦПБ; 298-303 К; 12 час;
концентрация, г/дм3: 0,1Ge; 0,4 Tartrat; 1,7 ЦПБ)
Известковое молоко Флотация (фильтрация)
(13 % Са(ОН)2)
Раствор Флотопродукт (осадок), %:
5,9 Ge; 4,1 As; 2,4 Cu; 7,2 Zn
Гидролитическая очистка от Cu, As На получение
(343-353 К; рН 4-4,5; 8 час) диоксида германия
Фильтрация
Шлам, %: Фильтрат
(1 класс опасности)
12,4 As; 0,004 Ge; 4,4 Cu; 5,6 Zn Выпаривание
На получение Товарный раствор ZnSO4, г/дм3:
промышленного 110 Zn; 0,003 Cu;
антисептика 0,01 As; рН 4-4,2;
< 0,0001 Tartrat; < 0,0001 ЦПБ
Рис.3 Технологическая схема переработки тонких и грубых
металлургических пылей медеплавильного производства
Пыли конверторов Вода техническая Возгоны конверторов
(2 класс опасности), %: Серная кислота (2 класс опасности), %:
0,01 In; 0,7 As; 0,015 In; 0,9 As;
26,6 Pb; 21,6 Zn; 0,6 Сu 32,5 Pb; 25,1 Zn; 0,9 Сu
Приготовление пульпы:
(1-3 Ж:Т)
Двухстадийное выщелачивание
(25-30 г/дм3 [H2SO4]равн.; 338-343 К; 2 час)
Фильтрация пульпы
(328-333 К; 4 час)
Кек Фильтрат (Zn 50 г/дм3)
Промывка (рН 5-7) Фильтрат (Zn 50 г/дм3)
Выпаривание
Промвода Кек (2 класс опасности),%:
0,001 In; 1,2 As; Фильтрат (Zn 110г/дм3)
50,6 Pb; 10,5 Zn; 1,3 Сu
Смола КФП-12 (50 кг/м3)___
Получение чернового свинца
Селективная сорбция индия
(333-343 К; Vр-ра/час =Vсмолы )
Известковое молоко
(13 % Са(ОН)2) Фильтрат Смола КФП-12 Гексаметафосфат
(3% ГМФ)
Гидролитическая очистка от As Десорбция индия
(343-353 К; рН 4-4,5; 8 час) (333-343 К; 0,5Vр-ра/час =Vсмолы)
Цетилпиридиний бромид
(8,5% ЦПБ) Элюат Смола КФП-12
Фильтрация Осаждение и флотация (фильтрация) сублат-соли индия
(1:1:3 In:ГМФ:ЦПБ; 298-303 К; 12 час;
концентрация, г/дм3: 0,12 In; 0,65 ГМФ; 1,3 ЦПБ)
Шлам (1 кл.опас.), %: Раствор Флотопродукт (осадок),%:
< 0,001 In; 4,1 As; 5,2 In; 1,2 As; 0,04 Pb; 5,9 Zn; 0,01 Сu
0,4 Pb; 4,9 Zn; 0,1 Сu
На получение
На получение Выпаривание металлического
промышленного индия
антисептика
Товарный раствор ZnSO4, г/дм3:
110 Zn; 0,001 Cu; 0,01
As; < 0,001 In; < 0,001 ГМФ;
< 0,0001 ЦПБ; рН 4-4,2
Рис.4 Технологическая схема переработки конверторных пылей и
возгонов медеплавильного производства
Разработана технологическая схема переработки металлургических пылей и возгонов медеплавильного производства (рис.3), предусматривающая:
двухстадийное выщелачивание серной кислотой; селективное осаждение из фильтратов выщелачивания тартратных комплексов германия галогенидами четвертичных аммониевых или пиридиниевых оснований, например, цетилпиридиний бромидом (ЦПБ) при молярном отношении Ge:винная кислота:ЦПБ = = 1:2:3, с последующей флотацией или фильтрацией осадка; гидролитическая очистка раствора от меди и мышьяка. Регулятором флотации служил бутиловый ксантогенат, рекуперированный при утилизации кубовых остатков производства ксантогенатов. Продуктами предложенной технологии являются: медьсодержащий кек выщелачивания, утилизируемый в производстве черновой меди, первичный германийсодержащий концентрат – сырье для получения металла высокой чистоты, раствор сульфата цинка – флотореагент, используемый при обогащении медно-цинковых концентратов, мышьяксодержащий шлам гидролитической очистки растворов, поступающий на получение соединений арсенатов – главного компонента промышленного антисептика «Элемсепт» ТУ 2157-107-00194429-2007.
Основные технологические операции при переработке конверторных пылей и возгонов: двухстадийное выщелачивание серной кислотой; селективная сорбция индия из фильтратов выщелачивания на ионитах КФП-12 или КФ-7 с последующим элюированием индия 3 %-ным раствором гексаметафосфата натрия (ГМФ); осаждение индия из элюата 8,5 %-ным раствором ЦПБ при молярном отношении In : ГМФ : ЦПБ = 1:1:3; выделение осадка из раствора флотацией или фильтрацией; гидролитическая очистка растворов от As (рис.4).
Оценка величины предотвращенного экологического ущерба (ПУпро) от
сокращения площадей промышленных отвалов, вовлекаемых в переработку, проведена по формуле:
ПУпро = УудроКфгпk=1к(mпkросКоkр), руб/год, (5)
где Уудро = НсSКэп/Мр - показатель удельного ущерба окружающей природной
среде от размещения 1 т отходов производства 5 класса опасности (1 условной тонны для всех отходов), руб./усл.т; Нс - средняя по региону кадастровая стоимость сельскохозяйственной земли, руб/га; S – площадь мест организованного
размещения отходов производства всех классов опасности, га; Кэп – коэффици-
ент экологической ситуации и значимости состояния почв; Мр - суммарная масса отходов, накопленных в данном регионе на конец года, усл. т; Кфгп - фоновый коэффициент экологической ситуации и экологической значимости состояния почвы в r-ом муниципальном образовании, где расположен полигон отходов (Кфгп =2,5 для УрФО, уровень загрязнения почвы Zc 32); mпkрос - масса санкционированного размещения на предприятии отходов производства k-ого класса опасности, т; Коkр - коэффициент, учитывающий относительную опасность k-ого класса отходов (табл.11).
При значениях: Нс =21400 руб/га, S = 9332,6 га, Кэп =1,7, Мр = 568937000 усл.т, определены величины Уудро = 0,6 руб/усл.т и ПУпро = 0,82 млн.руб/год,
что подтверждено расчетами Института экономики УрО РАН.
Таблица 11 - Исходные данные для расчета величины предотвращенного экологического ущерба ПУпро
| Перерабатываемые отходы | Масса отхода (mпkрос), т/год | Класс опасности | Коkр | Приведенная масса отходов (Мотх),усл.т/год |
| Шламы очистки сточных вод | 470 | 3 | 33 | 15510 |
| Металлургические пыли | 5250 | 2 | 50 | 262500 |
| Конверторные пыли | 5000 | 2 | 50 | 250000 |
| Гипсогидратные кеки | 1000 | 2 | 50 | 50000 |
| Золы-уносы от сжигания углей | 500 | 4 | 17 | 8500 |
| Всего | 12220 | 586510 | ||
| Итого с | 1366275 | |||
В четвертой главе приведены результаты исследований по созданию гидрометаллургической технологии комплексной переработки анодных остатков электролитического рафинирования чернового алюминия с рекуперацией меди, алюминия, железа, галлия. Дано научное обоснование принципа подбора поверхностно-активных веществ для процесса ионной флотации коллигендов. Экспериментально определены исходные данные для расчета величины адсорбционно-сольватного фактора устойчивости дисперсных систем.
Анодные остатки, соcтава, %: 19-27 Al; 0,15-0,22 Ga; 15-21 Cu; 5-12 Fe, содержат оксидную и металлизированную фракции в соотношении (4-5):1, которые предложено выщелачивать в кислотных (H2SO4 = 0,04 - 0,23 моль/дм3) и
смешанных кислотно-солевых растворителях (H2SO4/CuSO4=0,02-0,4/0,04-0,23 моль/дм3) при Ж:Т = (3-10):1. В условиях, исключающих внешнедиффузионное сопротивление (mо(Al) = 3,73 г; mo(Ga) = 0,03 г; S = 0,83 дм2; V = 1 дм3), исследовано влияние концентрации кислоты и температуры пульпы на величину удельной скорости (, дм/об0,5·с0,5), коэффициент диффузии (D, дм2/с) и энергию активации растворения металлизированной фракции. Установлено, что выщелачивание кислотным растворителем протекает в кинетической области: значения коэффициента (b = ln(Cо-C)/, с-1) удельной скорости растворения возрастают в интервале (0,91-1,3).10-4 с-1; Еакт = 31-35 кДж/моль (табл.12).
Определены основные параметры технологии и аппаратов для цементационного выщелачивания металлизированной фракции анодных остатков (масса/объем фракции mф/vф = 2,5т /0,93 м3; =2,7 г/см3; Al,Ga = 0,82 т; d = 0,3 дм; Т:Ж=1:10; H2SO4 / CuSO4 = 0,21/ 0,23 моль/дм3; =3,2.10-4 дм/об0,5.с0,5: продолжительность выщелачивания в = [lnCo- ln(Co-C)]V/Sn0,5 = 8,3 час; объем пульпы vп = vф+vр-ра= 26 м3; объем реактора 32,5 м3, при коэффициенте заполнения 0,8 (Н/d = 2,5; dр = 2,55 м; Нр = 6,38 м).
Исследовано влияние концентрации кислоты и температуры пульпы на процесс растворения оксидной фракции при условиях: mо(Al) = 14,9 г; mo(Ga )= 0,1 г; V =1 дм3; S = 4,1 дм2; n = 9 с-1; Т = 323-363 К (табл.13).
Таблица 12 – Параметры процесса растворения металлизированной фракции
| [H2SO4], моль/дм3 | [CuSO4], моль/дм3 | H2SO4 /CuSO4/ (Al+Ga ) | b.104, с-1 | .106, дм/об0,5·с0,5 | Еакт, кДж/М |
| 0,046 | 0 | 0,33/0/1 | 0,91 | 0,84 | 35 |
| 0,092 | 0,66/0/1 | 1 | 0,92 | 34,3 | |
| 0,14 | 0,99/0/1 | 1,12 | 1,03 | 33,2 | |
| 0,18 | 1,31/0/1 | 1,21 | 1,11 | 32,1 | |
| 0,23 | 1,64/0/1 | 1,3 | 1,2 | 31 | |
| D.105, дм2/с | |||||
| 0,02 | 0,23 | 0,15/1,65/1 | 5,52 | 1,32 | 13,3 |
| 0,04 | 0,3/1,65/1 | 8,69 | 1,78 | 11,9 | |
| 0,07 | 0,53/1,65/1 | 14,28 | 2,48 | 10,7 | |
| 0,11 | 0,75/1,65/1 | 20,71 | 3,18 | 8,5 | |
| 0,21 | 1,5/1,65/1 | 20,93 | 3,2 | ||
| 0,25 | 0,19 | 1,78/1,38/1 | 17,03 | 2,79 | 12,3 |
| 0,29 | 0,15 | 2,05/1,1/1 | 13,3 | 2,37 | 16,7 |
| 0,33 | 0,12 | 2,33/0,83/1 | 9,79 | 1,93 | 20,6 |
| 0,36 | 0,08 | 2,6/0,55/1 | 6,82 | 1,52 | 24,1 |
| 0,4 | 0,04 | 2,88/0,28/1 | 4,07 | 1,08 | 27,9 |
Таблица 13 – Параметры процесса растворения оксидной фракции
| [H2SO4], моль/дм3 | [H2SO4]/ [(Al+Ga)] | b.104, с-1 | .106, дм/об0,5·с0,5 | Еакт, кДж/моль |
| 0,18 | 0,33 | 7,55 | 1,39 | 14,3 |
| 0,37 | 0,66 | 13,55 | 2,5 | 18,1 |
| 0,55 | 0,99 | 19,17 | 3,53 | 22,3 |
| 0,74 | 1,32 | 23,3 | 4,29 | 26 |
| 0,92 | 1,65 | 24,71 | 4,55 | 29,7 |
| 1,29 | 2,31 | 19,93 | 3,67 | 31,1 |
| 1,84 | 3,31 | 15,25 | 2,81 | 33,2 |
В слабокислых растворах (H2SO4 0,18 моль/дм3) процесс протекает в
диффузионной области (Еакт. < 14 кДж/моль или < 5,7 kТ). В интервале концентраций серной кислоты (0,18-0,92) моль/дм3 выщелачивание протекает в переходной области: при возрастании концентрации кислоты скорость растворения оксидной фракции увеличивается и лимитируется лишь диффузией растворителя, Еакт = 14,3-29,7 кДж/моль (5,8-12 kТ). В области концентрированных растворов (H2SO4 > 1 моль/дм3) скорость выщелачивания оксидной фракции снижается из-за уменьшения растворимости сульфата алюминия и лимитируется диффузией продуктов реакции, Еакт.= 31,1-33,2 кДж/моль (12,6-13,4 kТ).
Определены основные технологии и размеры аппаратов для выщелачивания оксидной фракции анодных остатков (масса / объем фракции
mф / vф = 7,5 т/1,92 м3; = 3,9 г/см3; (Al,Ga)2О3 = 3,04 т; dчас = 0,015 дм;
Т:Ж = 1:6; H2SO4 = 0,9 моль/дм3; = 4,55.10-4 дм/об0,5.с0,5): продолжительность выщелачивания в = [lnCo- ln(Co-C)]V/Sn0,5 = 0,4 час; общий объем пульпы
47 м3; объем реактора 30 м3, при коэффициенте заполнения 0,8 и двух циклах выщелачивания (Н/d = 2,5; dр = 2,5 м; Нр = 6,25 м).
Раздельное выщелачивание при оптимальных условиях металлизированной и оксидной фракций позволило минимизировать продолжительность процесса переработки анодных остатков.
Селективная сорбция галлия из растворов, получаемых при выщелачивании анодных остатков на хелатообразующих аминокарбоксильных и фосфорнокислых смолах (КБ-2; АНКБ-(2-50); r = 0,05 см; v = 9 с-1) лимитируется химической кинетикой - на показатели процесса влияют природа, степень ионизации и место расположения в матрице ионногенных групп смолы, а также степень гидратации и способность к комплексообразованию сорбирующихся
ионов (табл.14).
Таблица 14 – Показатели сорбции галлия при химической кинетике
| Ионит | [Ga], г-ат/дм3 | [H2SO4], М | *)В·104,с-1 | *)t0,5·10-4,c | Еакт.,кДж/М |
| КБ-2 | 0,033 | рН = 3,0-3,3 | 0,084 | 3,521 | 32,7 |
| АНКБ-35 | 0,033 | 0,067 | 4,414 | 38,7 | |
| АНКБ-10 | 0,033 | 0,089 | 3,323 | 33,3 | |
| АНКБ-50 | 0,056 | 5,282 | 42,6 | ||
| АНКБ-2 | 0,8-1 | 0,049 | 6,039 | 49,8 | |
| КФП-12 | 0,2-0,25 | 0,073 | 4,052 | 36,8 | |
| АНКБ-35 | 0,04 | рН = 3,0-3,3 | 0,069 | 4,286 | - |
| 0,035 | 0,051 | 5,80 | |||
| 0,03 | 0,038 | 7,784 | |||
| 0,025 | 0,026 | 11,38 | |||
| 0,033 | 0,1-0,15 | 0,055 | 5,376 | 34 |
*) температура раствора 293 К
При сорбции на карбоксильном катионите КБ-2 катионы галлия, наряду с ионной связью, способны образовывать и ковалентную связь – значения В = 8,4.10-6 с-1, Еакт = 32,7 кДж/моль (13,2 kТ).
Аминокарбоксильные амфолиты АНКБ содержат аминоуксусные и ами-
нодиуксусные группировки, вследствие чего, доля ковалентной связи, по срав-
нению с КБ-2, ещё более возрастает и становится определяющей, что характе-
ризуется снижением константы скорости (В, с-1) и увеличением энергии акти-
вации. процесса (для АНКБ-35: В = 6,7.10-6 с-1, Еакт. = 38,7 кДж/моль (15,6 kT).
При возрастании доли аминодиуксусных группировок с 0,33 до 1 и степени комплексообразования функциональных групп ионитов с ионами металлов в ряду от АНКБ-10 к АНКБ-50 константа скорости В снижается: с 8,9.10-6 до 5,6.10-6 с-1, а Еакт. увеличивается с 33,3 до 42,6 кДж/моль (13,5-17,2 kT).
У смолы АНКБ-2, в отличие от других исследованных аминокарбоксильных амфолитов, аминная группа входит в состав бензольного кольца, что значительно усиливает её свойства как акцептора протонов и способность к образованию координационных связей с сорбируемыми ионами металлов - значение В снижается до 4,9·10-6 с-1, Еакт. возрастает до 49,8 кДж/моль (20,1 kT).
При увеличении степени ионизации фосфорнокислых групп до рКн = 2,15 (КФП-12) по сравнению с рКн = 4 для карбоксильных групп (КБ-2, АНКБ-
(10-50), расширяется рабочий кислотный диапазон смол до 20-25 г/дм3 H2SO4.
При сорбции на хелатообразующих ионитах с увеличением исходной концентрации галлия значения B возрастают, порядок реакции равняется n = 2, выявлено наличие линейной зависимости в координатах «lg(dF/dt)–lgCo».
Набухаемость () амфолита АНКБ-35 в кислых растворах (H2SO4 >
0,05 моль/дм3) снижается с 1,3 до 1,05 см3/г, усиливается влияние гелевой кинетики и сорбция протекает в переходной области: величина Еакт. уменьшается до 34 кДж/моль (13,7 kT).
Технологическая схема переработки анодных остатков электролитического рафинирования чернового алюминия (рис.5), предусматривает следующие основные операции: дробление и грохочение - для разделения металлизированной (+2 мм) и оксидной (-2 мм) фракций; цементационное растворение металлизированной фракции в кислотно-солевом растворителе; кислотное выщелачивание оксидной фракции; селективную сорбцию галлия из объединённых растворов выщелачивания на амфолите АНКБ-35 с последующим элюированием галлия раствором 1,3 моль/дм3 H2SO4 и осаждением гидроксидов галлия и железа.
Продуктами предложенной технологии являются: медьсодержащий кек и шлам нейтрализации растворов выщелачивания, утилизируемые в медеплавильном производстве; первичный галлийсодержащий концентрат; смешанный железо-алюминийсодержащий коагулянт, используемый при очистке промышленных сточных вод, а также в производстве защитных покровных материалов на основе отходов обогащения минеральных волокон хризотил-асбеста.
При научном обосновании подбора ПАВ (собирателей) для ионной флотации компонентов раствора (коллигендов) рассмотрены два варианта протекания процесса:
- пенная сепарация (фракционирование), когда извлекаемые ионы не образуют с собирателями малорастворимого соединения (сублата) и адсорбируются на подвижной границе «жидкость-газ», активированной поверхностно-активными ионами (ПАИ) собирателя;
- пеночная (плёночная) флотация, когда ПАИ входит в состав сублата, являясь одновременно осадителем и собирателем извлекаемых ионов.
Второй вариант характеризуется высокими значениями скорости флотации и коэффициента концентрирования коллигенда ( = [Ме]пен/[Ме]р-р).
Величина произведения растворимости (ПР) образующегося сублата связана с изменением свободной энергии Гиббса (Gобр) реакции:
Gобр. = - RTlnПР (6)
Анодные остатки (100 %) (3 класс опасности)
Дробление, грохочение
Фракция окисленная -2 мм (78,1 %) Фракция металлизированная +2 мм (21,9 %) Ga = 0,25 %; Al = 21,2 %; Ga = 0,11 %; Al = 32,6 %; Cu = 19,3 %; Fe = 5,4 % Cu = 27,6 %; Fe = 5,6 %
Н2SO4, H2O CuSO4.5H2O Воздух
Кислотное выщелачивание Цементационное выщелачивание [Н2SO4] = (0,8-0,9) моль/дм3; [Н2SO4] = (0,1-0,2) моль/дм3; = 7 час; Т=363-368 К; = 4 час; [CuSO4] = 0,23 моль/дм3; Т=363-368 К; Т:Ж=1:6 Фильтрация Т:Ж=1:10
Кек Фильтрат Фракция +2 мм
Промывка (рН = 5-7) Нейтрализация
[Н2SO4]ост = 0,04 моль/дм3 Т:Ж=1:25;
Т=318-323 К = 5 час
Промвода Кек (3 класс опасности)
Ga = 0,06 %; Al = 15,5 %; Фильтрация
Cu = 21,6 %; Fe = 1,2 %
Получение черновой меди Шлам (3 кл.опас.) Раствор
Ga = 0,03 %; Al = 6,7 %;
Смола АНКБ-35 Cu = 13,2 %; Fe = 1,7 %
(30 кг/м3)
Селективная сорбция галлия
Т = 333-343 К Vр-ра/час =Vсмолы
1,3 M Н2SO4 Смола АНКБ-35 Раствор
Десорбция галлия Выпаривание
Cмола АНКБ-35 Элюат Коагулянт Fe-Al-содержащий,%:
NaOH 0,002 Ga; 11,3 Al; 0,1 Cu; 4,9 Fe
Осаждение гидроксида галлия
Раствор Осадок, %:
13,1 Ga; 14,8 Al; 6,2 Cu; 2,3 Fe
Выпаривание
Получение металлического галлия
Сухой остаток, %:
21 Na; 0,1 Ga; 0,08 Al; 0,06 Cu; 0,03 Fe
Рис.5 Технологическая схема переработки анодных остатков
электролитического рафинирования чернового алюминия
Согласно принципу аддитивности вкладов, Gобр. сублата складывается из изменения свободной энергии, имеющего место в результате перехода в состав сублата углеводородного радикала собирателя (GR), ПАИ собирателя (GP) и иона коллигенда (GK):
Gобр. = zP(GR ±GP) ± zK(GK), (7)
ПР = ехр[zP(GR±GP) ± zK(GK)]/RT, (8)
где zP и zK – стехиометрические количества ионов собирателя и коллигенда, необходимые для образования сублата.
Для гомологического ряда собирателей вклад GR:
GR = GСН2nCH2, (9)
где GСН2 2,5 кДж/моль соответствует работе, необходимой для раздвижения диполей воды на объем СН2-группы при ее переходе из сублата в раствор; nCH2 – количество метиленовых групп в углеводородном радикале.
Суммарный вклад полярной группы собирателя и коллигенда (GPK):
ехр GPK/RT = ПР – (ехр zPGR/RT) (10)
Выявлены эмпирические зависимости GPK от энтропии гидратации коллигендов (S, э.е.) и GP от константы ионизации (рКн) ПАИ (рис.6):
GPK = zPGP + FS, (11)
где F – температурный коэффициент пропорциональности (0,43 К).
GP = С + DрКН, (12)
где D 7,11 кДж/рКН - угловой коэффициент.


Образование малорастворимого сублата и его флотация в плёночном режиме возможна при отрицательных значениях GPK < 0. Сродство коллигендов к ПАИ собирателей возрастает с увеличением отрицательной гидратации ионов (S > 0) и уменьшением константы ионизации рКН полярной группы ПАИ.
Для простых гидратированных катионов цветных и редких металлов характерны высокие значения изменения энтропии растворителя в области положительной гидратации (S < 0): от -44,5 э.е. (Zn) до -104,2 э.е. (Ga), вследствие чего они не образуют сублатов с анионными собирателями.
Для получения сублатов предложено переводить редкие и рассеянные
металлы в состав растворимых комплексных анионов с высокими значениями
изменения энтропии в области отрицательной гидратации (S > 0), например, германий с оксикислотами (щавелевая, винная), индий и галлий с метафосфатами (тетра-, гекса-), которые осаждают из раствора длинноцепочечными (С10-С18) катионоактивными алкиламинами [R-N+(C5H5)], с последующим выделением из объема раствора флотацией или фильтрацией.
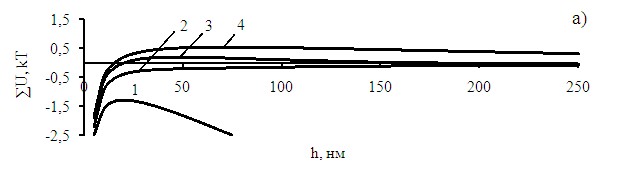
Расход собирателей для флотационного выделения коллигендов определяется экспериментально путем построения диаграмм состояния водных рас-творов собирателей и коллигендов, отражающих их различные формы: участок
1кривой отделяет истинный раствор ПАВ и коллигенда от мицеллярного раствора ПАВ; участок 2 кривой - мицеллярный раствор ПАВ от суспензии сублата; участок 3 кривой – истинный раствор собирателя и коллигенда от суспензии сублата (рис.7).

В точке пересечения участков 1-3 кривых–тройной точке (ТТ) диаграмм, сосуществуют истинные и коллоидные растворы ПАВ с суспензией сублата. Соотношение концентраций собирателя и коллигенда в тройной точке диаграмм состояния соответствуют стехиометрическому составу образующегося сублата. Минимально необходимое количество ПАВ для осаждения из раствора коллигенда равно концентрации собирателя в тройной точке.
Флотация катионов галлия Ga(Н2О)х3+ и анионных комплексов Nax[Ga(PO3)6]-(3-x) с исходной концентрацией Со = 10-4-10-3 г-ион/дм3 осуществлена с использованием солей алкилсульфатов (R-OSO3Na) и алкилпиридиния (R-NC5H5Cl) в диапазоне концентраций С = 10-3-10-2 моль/дм3.
Определены (табл. 15): коэффициент (Е = mпен / mр-р) и степень (, %)
извлечения коллигенда в пенный продукт; константа равновесия (K); концентрация собирателя в пенной фракции (Ci, моль/дм3); коэффициент концентрирования коллигенда m = Спен/Ср-р.
Таблица 15 – Показатели процесса пенной сепарации ионов галлия
| Ci.102, моль/дм3 | 0,45 | 1,35 | 2,25 | 3,15 | 4,05 | 4,5 |
| , % | 7,8 | 21,8 | 33,7 | 43,7 | 52,5 | 55,9 |
| ln(Ei+1).102 | 8,2 | 24,6 | 41 | 57,4 | 73,8 | 82 |
| Ki, дм3/моль | 18,2 | |||||
При флотации катионов галлия алкилсульфатами степень извлечения коллигенда пропорциональна концентрации собирателя в пенной фракции Ci. Величины адсорбции собирателя на поверхности пузырьков воздуха и константы скорости пенной сепарации, соответственно, составили Гm=2,4·10-6 моль/м2 и Km=5,4·10-4 с-1; коэффициент m= 30-35.
Для дисперсной фазы сублата – цетилпиридиний гексаметафосфат галлия (С16Н33NC5H5)3[Ga(PO3)6] с исходным содержанием Со = 0,1-1 моль/дм3 значения константы скорости и коэффициента концентрирования, соответственно, равны: Кs = (143 – 241)·10-4, с-1; s 350.
Увеличение кинетических показателей процесса при флотации сублата происходит, благодаря многослойному покрытию поверхности пузырьков воздуха частицами дисперсной фазы, в отличие от монослойного распределения ионов коллигенда на поверхности пузырьков воздуха при пенной сепарации (Гs >> Гm).
Для реализации в технологических схемах рекомендовано флотировать коллигенд в составе малорастворимого сублата. В качестве регулятора флотации дисперсной фазы сублатов использован эмульгатор - бутилксантогенат калия (~0,01 моль/дм3), рекуперированный из кубовых остатков производства флотореагента на СУМЗе (г.Ревда).
Проведен анализ процессов взаимодействия частиц сублата между собой и с пузырьками воздуха при пленочной флотации. Для расчёта потенциальных кривых в координатах U(kT)h(м) предварительно определены значения сложной константы Гамакера (А*=0,68210-20, Дж), обратный радиус Дебая (=(4,6-458)10 6, м-1), радиус (rч=(1-10).10-7 м, rп=(0,5-5).10-4 м) и величина заряда (ч15 мВ, п=10--60 мВ), соответственно, частиц (rч, ч) и пузырьков (rп, п) воздуха.
В слабокислых растворах (рН = 2-6) при концентрации собирателя ЦПХ, равной (0,43-0,85)10-6 моль/дм3, частицы сублата цетилпиридиний гексаметафосфата галлия (Со = 27 мг/дм3) обладают небольшим положительным зарядом (ч 12 мВ). При этом энергетический барьер отталкивания отсутствует (U < 1,5 kT), что позволяет частицам дисперсной фазы необратимо коагулировать в ближнем минимуме в режиме «быстрой» коагуляции (рис.8а).
Рассчетная величина константы скорости «быстрой» коагуляции равняется Кб = 1,073.10-17 м3/с.

При взаимодействии относительно небольших по размеру(rч 4.10-7 м) и заряду (ч 12 мВ) частиц сублата; с пузырьками воздуха (rп = (0,5-5).10-4 м; п 60 мВ) энергетический барьер отталкивания отсутствует (U < 1,5 kT) и частицы дисперсной фазы свободно переходят на поверхность пузырьков воздуха и выносятся в пенный продукт. По мере увеличения размера (rч >4.10-7 м) и заряда поверхности частиц (ч >12 мВ) сублата, появляется энергетический барьер отталкивания (U > 1,5 kT), который затрудняет переход частиц дисперсной фазы на поверхность раздела фаз «жидкость-газ» (рис.8б). В этом случае, частицы агрегируют в дальнем минимуме и переходят в пенный продукт вместе с межпузырьковой жидкостью, что увеличивает продолжительность процесса и снижает коэффициент концентрирования.
Необходимо точно подбирать концентрацию катионного собирателя, чтобы не допустить перезарядки частиц дисперсной фазы.
Исследована кинетика коагуляции частиц сублата (27 мг/дм3 цетилпиридиний гексаметафосфата галлия), стабилизированного неионогенным ПАВ (ОП-7), в дисперсных системах без электростатического барьера отталкивания (Ui < 1,5 kT). Замедление процесса коагуляции и снижение значений констант «медленной» коагуляции, по сравнению с константой «быстрой» коагуляции в 20-40 раз (Км < Кб = 1,073.10-17 м3/с), обусловлено адсорбционно-сольватным барьером отталкивания (Ustr = 3,12-3,7 kT), реализуемого за счет адсорбции на поверхности частиц дисперсной фазы молекул растворителя и неионогенного ПАВ (табл.16).
Таблица 16 - Параметры процесса коагуляции сублат-соли галлия
| Количество ОП-7 | Км1017, м3/с | 0,5,с | Ustr, kT | |
| 10-5 моль/кг | 10-10 моль/м2 | |||
| 0 | 0 | 0,0474 | 311 | 3,12 |
| 0,2 | 0,633 | 0,0433 | 340 | 3,21 |
| 0,4 | 1,266 | 0,0369 | 399 | 3,37 |
| 0,6 | 1,899 | 0,0327 | 451 | 3,49 |
| 0,8 | 2,532 | 0,0293 | 503 | 3,6 |
| 1 | 3,165 | 0,0265 | 556 | 3,7 |
Оценка величины предотвращенного экологического ущерба (ПУпро) от
сокращения площадей промышленных отвалов, за счет вовлечения в перера-
ботку анодных остатков электролитического рафинирования чернового алю-миния 3 класса опасности проведена по формуле (5):
ПУпро = Уудро.Мотх = 0,25 млн.руб/год,
при значениях mпkрос = 5000 т/год; Коkр = 33; Кфгп = 2,5; Мотх = 412500 усл.т/год, что подтверждено расчетами Института экономики УрО РАН.
В пятой главе на основе выявленных закономерностей массопереноса, кинетики и предложенных математических уравнений исследованных гидрометаллургических процессов произведен расчет основных размеров и характеристик головных образцов агрегатов с оптимальным расходом конструкционных материалов для разработанных ресурсо- и энергосберегающих процессов по комплексной переработке жидкого и твердого техногенного сырья.
Для сорбционного доизвлечения примесей тяжелых цветных и черных металлов (СMe = 5·10-4 г-ион/дм3) из сточных вод (V=1000 м3/сут) на КУ-2-8 (СОЕ = 7,5·10-4 г-ион/г (47,6 мг/г); В = 0,527.10-3 с-1) в количестве mMe=СMe.V=500 г-ион/сут необходимое количество (объем) ионита составляет mc = mMe/СОЕ=0,67 т (vc=0,867 м3) КУ-2-8 при продолжительности сорбции с=СОЕ/В=25,1 час. Для поддержания заданной производительности очистки стоков от металлов-примесей (mMe=500 г-ион/сут) окончательное количество (объем) смолы на стадии сорбции/десорбции составило mc.кон. = mc.с/24=0,7 т (vc.кон=0,906 м3). Суммарное количество смолы в процессе сорбции mc.кон=mc.кон.2=1,4 т. Объем сорбционной колонны 1,13 м3, при заполнении 0,8 (Н/d = 6; Нк = 3,73 м; dк = 0,62 м).
Для доизвлечения металлов-примесей (Со = 5·10-4 г-ион/дм3) из сточных вод (V=1000 м3/сут) флотацией (Qвоз=2,4.10-2 м/с; [ДСН]равн = 1 моль/м3; = 0,95;
R = 1.10-4 м; Km.экс = 1,8.10-4 с-1) продолжительность процесса составляет ф=/Km=5278 с; количество циклов флотации в сутки nц = 24/tф=16,4; объем растворов в цикле Vц=V/nц = 61м3; объем флотационной колонны 7,64 м3, при заполнении 0,8 (Н : d = 5; Нк = 6,25 м; dк = 1,25 м) потребуется 10 флотоколонн.
Определены основные размеры сгустителей-отстойников для оптимального режима свободного осаждения гидроксидов металлов из сточных вод
(V = 1000 м3/сут; qтв.исх = (0,15-0,5) кг/м3 = (150 - 500) кг/сут; Сфл 0,9·10-3 кг/м3,
qфл 6 мг/гтв ): dс = 4-4,2 м; Нс = 2,5–3,1 м; Fос = 12,6 -14 м2 (табл.6).
При выщелачивании германийсодержащих металлургических пылей (масса/объем пыли mп/vп = 2,5т/1м3; = 2,5 г/см3; d = 150 мкм; S = 4.106 дм2; Ge=0,015 %; mGe=5,17 г-ион; Т=293 К; Т:Ж=1:3; vуд=0,27.10-9 г-ион/дм2.с) продолжительность растворения германия составляет в= mGe/vуд.S=1,33 час; объем пульпы v = vп+ vр-ра = 8,5м3; объем реактора выщелачивания 10,63 м3, при заполнении 0,8 (Н/d = 2,5; dр= 1,76 м; Нр= 4,39 м).
При сорбционном выделении германия из растворов выщелачивания
(V=7,5 м3/цикл; СGe=6,89·10-2 г-ион/дм3; mGe = 516,6 г-ион/цикл; Т=353 К) на ионите АН-31Г (СОЕGe =40 мг/г (5,51·10-4 г-ион/г); В=4.10-3 с-1; r=5.10-2 см; =1,3 см3/г) количество cорбента для одного цикла равно mc(vc) = mGe /СОЕGe = 0,94 т (1,22 м3); продолжительность сорбции с = СОЕGe/В = 2,78 час, число циклов сорбции nц = 24/с = 8 цикл/сут; с учетом загрузки десорбционной колонны суммарная масса ионита в процессе mc=mc.2=2т; объем сорбционной колонны 1,53м3, при заполнении 0,8 (Н/d = 6, dк= 0,69 м; Нк= 4,14 м).
При расчете флотомашин использована универсальная модель процесса ионной флотации:
dC/dt = (Cоq – Cq - kГkkdkпCQ)/V, моль/м3.с (13)
где t – продолжительность флотации, с; Cо,С – концентрации извлекаемого компонента, соответственно, в исходном растворе и во флотационной камере, моль/м3;q – объемный расход поступающей на флотацию (или отработанной) жидкости, м3/с; kГ = Г*St/C – фактор распределения для всплывающих пузырьков газа, м; Г*St – адсорбция (адгезия) извлекаемого компонента на пузырьках газа при стационарном (равновесном) состоянии, моль/м2; k = Г*/Г*St – степень приближения Г* к Г*St («кинетика» адсорбции); Г* - адсорбция (адгезия) извлекаемого компонента на пузырьках газа за время всплывания ; kd – удельная (на единицу объема газа) поверхность пузырьков, м2/м3; kп = 1 – [(dМп - dМАП)/dMВ] – степень отделения металла, вынесенного пузырьками газа к верхней границе жидкости; dМп – количество извлекаемого компонента адсорбируемого (десорбируемого) в объем водной фазы с ее поверхности за время dt; dМАП - количество извлекаемого компонента на пузырьках газа, находящихся у верхней границы жидкости (от момента начала торможения до окончания перехода через указанную границу) за время dt; dMВ - количество извлекаемого компонента, выносимого пузырьками газа к верхней границы жидкости за время dt; Q – объемный расход газа, м3/с, V – объем жидкости во флотационной камере, м3.
Частным случаем уравнения (13) является уравнение стационарного режима (dC/dt =0; C = CSt = const) непрерывного процесса:
CSt/Co = 1/(1 + kГkkdkпQ/q) (14)
С учетом уравнения (14):
= 1 – [1/(1+ kГkkdkпQ/q)], (15)
где (1 – С/Со) – извлечение при флотации.
Значения кинетического коэффициента (k) процесса непрерывной флотации рассчитаны по результатам эксперимента на примере цетилпиридиний тартрата германия по уравнению:
k = q/(1 - )Q (16)
Для дискретного флотационного процесса извлечение и продолжительность флотации (tф) определяли по уравнениям:
= 1 – ехр(-kQt/V) (17)
tф = V/q (18)
Величина k может рассчитана по данным дискретной флотации:
k (/t)[V/Q(1 – *)], (19)
где * – среднее для интервала t значение.
С учетом (19), исходя из кинетических кривых кривых = f(t), рассчитывали зависимость величины кинетического коэффициента от концентрации извлекаемого компонента k = 1(C). Полученные данные использованы для построения зависимостей эффективности непрерывного процесса флотации от его физических параметров, а также для определения необходимого числа камер промышленной флотомашины.
Концентрация извлекаемого компонента в отработанном растворе в стационарном режиме связана с расходом жидкости уравнением:
СSt = Со/[(1 + (kQ/q)] (20)
Для построения зависимости СSt от q в экспериментах по дискретной флотации при заданных значениях Со, Q, dпуз.и Н снимали кинетическую кривую = f(t) с учетом выражения (19), после чего рассчитывали зависимость k = 1(C). По уравнению (20) определяли зависимости СSt = 2(k), соответствующие различным значениям q при постоянных Со и Q.
Из уравнения (20) получено выражение для n-камерной флотомашины при k = const:
СSt = Со[1/(1 + kQ/q)]n (21)
В общем случае:
![]() (22)
(22)
Для определения (n) по результатам порционных экспериментов, проведенных при заданных для проектируемой машины значениях Со, Н, dпуз. И интенсивности аэрации (Q/V), строили зависимость k = 1(С) (рис.9, кривая 1).
Затем по уравнению (20) рассчитали зависимость СSt-i = 2(k) для заданного Q/q (рис.9, кривая 21). Абсцисса точки их пересечения (I) определяет СSt-1 для первой камеры, равную исходной концентрации компонента Со2 для второй камеры. Для значения Со2 вновь рассчитали зависимость СSt-i = 2(k) при том же Q/q (рис.9, кривая 22), определили абсциссу точки ее пересечения (II) с кривой 1 и т.д., до тех пор, пока не было достигнуто необходимое значение СSt.
Зависимость k = 1(C) при Со = 10-3 моль/дм3, q = 360 см3/мин; Q = 100 см3/мин; Н = 50 см; V = 0,5 дм3 (рис.9, кривая 1), соответствует уравнению:
k = – 0,107Cst2 + 2,215Cst + 0,31
Зависимости СSt-i = 2(k) (рис.9, кривые 21-4) соответствуют уравнениям:
k2-1 = 0,185Cst2 – 3,542Cst + 17,04;
k2-2 = 3,687Cst2 – 20,59Cst + 29,28;
k2-3 = 15,32Cst2 – 43,26Cst + 29,75;
k2-4 = 24,68Cst2 – 43,79Cst + 19,48

Таким образом, для осуществления ионной флотации в стационарном режиме (1м3/час), например, цетилпиридиний тартрата германия, из раствора выщелачивания металлургических пылей с исходной концентрацией извлекаемого компонента Со=10-3 моль/дм3 при заданных параметрах процесса: СSt=0,63.10-4 моль/дм3; q = 277,8.10-6 м3/с; V = 23,15.10-3 м3, q/V = 0,012 с-1; Q = 77,18.10-6 м3/с; Q/V = 3,334.10-3 с-1; Н = 0,5 м; dпуз.=1,5.10-3 м, необходима 4-х камерная флотомашина (n=4) с рабочими размерами каждой камеры: высота – 0,55 м; диаметр – 0,243 м: площадь поперечного сечения – 0,0463 м2.
В шестой главе методами многомерного регрессионного анализа и
компьютерного моделирования с использованием стандартных программных пакетов («Excel», «Mathcad», «Maple», «Statistica») выведены регрессионные уравнения (23-27) зависимости основных показателей (Yi) от величины параметров (Xj) исследованных пиро- и гидрометаллургических процессов, использованные для разработки систем эффективного управления и автоматизации разработанных технологий:
– очистка шахтных и сточных вод
Y = 540,79 + 1,39Х1 – 9,12Х2 – 3,10Х3 – 0,14Х1Х2 + 0,02Х1Х3 +
+0,03Х2Х3 –0,006Х12+0,62Х22+0,009Х32; R2 = 0,99; (23)
где Y – cкорость осаждения дисперсной фазы, Vос=(1,9-8).10-4, м/с; Х1 – содержание дисперсной фазы в пульпе, qтв.исх=75-600, г/м3; Х2 – диаметр частиц, d = 27 - 45, мкм; Х3 – температура пульпы, Т = 277 - 363, К;
– пирометаллургическая возгонка германия:
Y= – 311,16+0,58X1-1,15X2 +42,36X3+127,38X4+0,09X1X2-0,25X1X3- 0,59X1X4+
+0,04X2X3-0,51X2X4-8,68X3X4-0,03X12–0,004X22-0,04X32-0,28X42; R2=0,99; (24) где Y – степень возгонки германия, = 55-98%; Х1 – основность шихты, (CaO+MgO)/SiO2) = 0,3-0,8; Х2 – содержание шлакообразующих компонентов,
(CaO,MgO,SiO2) = 10-70%; Х3 – содержание углерода, С = 2,5-32,5%; Х4 – со-
держание серы, S = 4-11%;
– цементационное выщелачивание анодного остатка
Y = – 88,68+ 4,49X1 + 3,56X2 - 22,53X3 + 3,55X4 + 0,06X1X2 –
– 0,67X1X3 + 0,14X1X4 + 0,27X2X3 - 0,11X2X4 + 0,29X3X4 +
+0,002X12 - 0,001X22 - 0,38X32 + 0,02X42; R2 = 0,994; (25)
где Y – удельная приведенная скорость растворения анодного остатка, п= (2,9-10,95)·10-6, дм3/см2·с; Х1 – отношение концентраций серной кислоты и медного купороса в составе кислотно-солевого растворителя,
[H2SO4]/[CuSO4] = (4,43-64,2); Х2 – суммарная концентрация алюминия и галлия в пульпе, (Al+Ga) = (0,63-1,02), г-ат/дм3; Х3 – интенсивность перемешивания пульпы, n = (1,66-9),с-1; Х4 – температура пульпы, t = 50-90, оС;
– выход медьсодержащей массы при шахтной плавке
Y = – 3349,88 + 33,88Х1 + 33,64Х2 + 33,97Х3 + 33,91Х4 +
+ 33,91Х5 + 33,78Х6 + 33,5Х7 + 34,07Х8; R2 = 0,533; (26)
где Y - выход медьсодержащей массы (31,85-35,59),%; Х1- медный лом (9,1-14,16),%; Х2 - смесь РДК (5,99-14,57),%; Х3 - анодный и силикатный шлаки, штейн (0,01-7,85),%; Х4 - сульфидные материалы (30,38-38,45),%; Х5 - золотосодержащие концентраты (0,01-4,52),%; Х6 – оборотные материалы (15,67-28,2),%; Х7 – клинкер (6,47-10,94),%; Х8 – флюсы (8,22-11,18),%;
– содержание примесей в медьсодержащей массе при шахтной плавке
Y = – 9,53 + 0,107Х1 + 0,133Х2 + 0,096Х3 + 0,102Х4 +
+ 0,095Х5 + 0,102Х6 + 0,095Х7 + 0,113Х8; R2 = 0,564; (27)
где Y – отношение медь/примеси в медьсодержащей массы (1,06-1,09),%; Х1- медный лом (8,22-15,96),%; Х2 - смесь РДК (5,31-8,56),%; Х3 - анодный и силикатный шлаки, штейн (0,01-9,0),%; Х4 - сульфидные материалы (27,52-39,72),%; Х5 - золотосодержащие концентраты (0,01-4,76),%; Х6 – оборотные материалы (18,7-31,15),%; Х7 – клинкер (6,98-10,14),%; Х8 – флюсы (6,48-10,84),%.
Полученные аналитические зависимости использованы для анализа и оптимизации пиро- и гидрометаллургических переделов исследованных видов жидкого и твердого техногенного сырья, что позволило минимизировать удельные расходы реагентов, увеличить выход товарной продукции, уменьшить образование вторичных отходов производства.
ВЫВОДЫ
1. Обоснован выбор объектов проведенных исследований ресурсо- и энергосберегающие технологии и процессы (сульфидная плавка, выщелачивание, осаждение, сорбция, ионная флотация), а также агрегаты, обеспечивающие комплексное извлечение попутных элементов (медь, цинк, свинец, алюминий, железо, германий, индий, галлий, мышьяк) из сырья 1-4 класса опасности металлургических предприятий ( рудничные и промышленные сточные воды; пыли и возгоны медеплавильного производства; гипсогидратные кеки производства германия; анодные остатки рафинирования чернового алюминия; золоуносы от сжигания энергетических углей; отходы обогащения хризотил-асбеста; кубовые остатки производства ксантогенатов), посредством оценки влияния антропогенных факторов на экосистемы Уральского промышленного региона, анализа условий, источников и динамики формирования и накопления техногенного сырья.
2. Установленные количественные характеристики (константа, степень) процесса гидролиза металлов-примесей (медь, цинк, железо (II, III), алюминий) посредством управляемого регулирования температуры и величины рН раствора, исследованные условия формирования, осаждения и сгущения дисперсной фазы образовавшихся гидроксидов в присутствии анионных флокулянтов и коагулянтов, позволили разработать комбинированную технологию очистки шахтных и сточных вод с оптимальной концентрацией металлов-примесей (СМе = 0,15-0,5 кг/м3), включающую гидролитическое осаждение известковым молоком (рН=8,5-9) с последующей доочисткой воды сорбцией на катионите (КУ-2-8, КУ-23) или флотацией с анионным собирателем (додецилсульфат натрия) в режиме пенной сепарации. Очищенная вода соответствует показателям ПДК для водоемов рыбохозяйственного назначения, выделенный шлам водоочистки утилизируется в медеплавильном производстве.
3. Предложен метод оценки качества и улучшения свойств полифазного техногенного сырья путем предварительного размола и классификации анодных остатков рафинирования чернового алюминия с получением металлизированной и оксидной фаз, вскрытие которых осуществляется раздельно, соответственно, смешанным кислотно-солевым и кислотным растворителями в режимах цементационного и кислотного выщелачивания, что позволило минимизировать продолжительность технологического передела.
4. Обеспечена высокая (0,94-0,98) степень рекуперации германия в первичный концентрат для процесса пирометаллургической (t=1300оС) переработки гипсогидратных кеков и золоуносов от сжигания энергетических углей в режиме сульфидной плавки, альтернативного гидрометаллургическому выщелачиванию, за счет оптимизации состава многокомпонентной шихты (%) с низкой (0,35-0,4) основностью: 65-70 шлакообразующие компоненты (CaO, MgO, SiO2); 5-6 углерод; 4-5 сера.
5. Выявленные закономерности твердого и жидкого состояния металлических, оксидных и комплексных систем, выполненные расчеты материальных и тепловых балансов, проведенный анализ условий и процессов формирования попутной продукции положены в основу научно обоснованных, разработанных и внедренных в производство гидрометаллургических технологий по комплексной переработке металлургических и конверторных пылей и возгонов, анодных остатков, включающих следующие основные стадии:
- двухкратное кислотное выщелачивание техногенного сырья, с полу-
чением: медь- и свинецсодержащих кеков, утилизируемых в производстве,
соответственно, черновых меди и свинца; растворов с макрокомпонентами
(цинк, железо, алюминий, мышьяк, медь) и микрокомпонентами (германий, индий, галлий);
- селективное выделение из растворов и концентрирование (сорбция, осаждение, флотация) редких и рассеянных элементов для производства металлов высокой чистоты по известным технологиям;
- гидролитическая очистка растворов выщелачивания от мышьяка и меди с утилизацией шламов в производстве промышленного антисептика;
- концентрирование очищенных от примесей растворов для получения товарных продуктов: флотореагент (сульфат цинка); смешанный железо- алюминийсодержащий коагулянт.
6. Разработаны научные основы селективного выделения и концентрирования микрокомпонентов редких и рассеянных элементов из растворов кислотного выщелачивания полиметаллического техногенного сырья путем их перевода в анионные комплексы (оксикислотные, поли- и метафосфатные), сорбции на амфолитах или осаждении длинноцепочечными катионными ПАВ (галогенидами четвертичных аммониевых или пиридиниевых оснований) с последующей фильтрацией или ионной флотацией в экономичном пленочном режиме:
- определены условия (отрицательные значения суммарного инкремента (-GPK) полярной группы собирателя (±GP) и иона коллигенда (±GK) в изменение свободной энергии Гиббса (Gобр) системы) и концентрационные области (посредством диаграмм состояния водных растворов собирателя и коллигенда) существования малорастворимых соединений (сублатов), содержащих извлекаемые компоненты;
- выявлены интервалы значений сложной константы Гамакера, концентрации индифферентных электролитов, размера и заряда частиц дисперсной фазы и пузырьков воздуха, рассчитана величина адсорбционно-сольватного фактора агрегативной устойчивости (Uстр = 3,1-3,7 kT), соответствующие стабильному состоянию (U 1,5 kT) и процессам гомо- и гетерокоагуляции (U < 1,5 kT) компонентов дисперсных систем в разработанных технологиях по переработке природного и техногенного сырья;
- рассчитаны значения константы скорости медленной коагуляции частиц дисперсной фазы сублат-солей (Км = (2,65-4,74).10-19 м3/с), которые в 20-40 раз ниже константы скорости быстрой коагуляции частиц (Кб =107,3.10-19 м3/с), вычисленной без учета влияния адсорбционно-сольватного фактора (Uстр), что предопределяет его стабилизирующие свойства в дисперсных систем.
7. Результаты произведенных расчетов основных параметров технологических агрегатов и сооружений для разработанных производств по переработке техногенного сырья, позволили уменьшить расход конструкционных материалов при их изготовлении за счет сокращения габаритных размеров при заданной производительности оборудования.
8. Предложенные регрессионные зависимости основных показателей (Yi) от величины параметров (Xj) исследованных пиро- и гидрометаллургических процессов (очистка шахтных вод медных рудников и сточных вод медеплавильных комбинатов; пирометаллургическая возгонка германия в режиме сульфидной плавки; цементационное выщелачивание анодного остатка в смешанном кислотно-солевом растворителе; выход черновой меди и содержание в ней примесей при шахтной плавке) использованы при разработке систем для эффективного управления и автоматизации разработанных и усовершенствованных технологий.
9. По разработанным и внедренным в производство технологиям реальный экономический эффект составил ~100 млн.руб. за счет дополнительно полученной товарной продукции при рекуперации цветных и редких металлов из состава переработанного жидкого и твердого техногенного сырья.
Предотвращенный эколого-экономический ущерб от уменьшения загрязнения окружающей среды Уральского промышленного региона вредными веществами составил ~ 425 млн. руб., за счет сокращении объема сброса неочищенных производственных сточных вод и площадей, занимаемых промышленными полигонами и отвалами, что подтверждено соответствующими экономическими расчетами и актами внедрения.
Основные положения диссертации опубликованы в работах:
1 Свиридов В.В., Мальцев Г.И., Скрылёв Л.Д. Об оптимальных концентрационных областях собирателя и коллигенда в процессах ионной флотации
металлов подгруппы алюминия // Комп. исп. мин. сырья. 1983. № 6. С.25-27.
2 Свиридов В.В., Мальцев Г.И., Скрылёв Л.Д. Диаграммы состояния водных растворов собирателей и коллигендов // Изв. ВУЗов. Химия и хим. технология. 1984. Т.27, вып.7. С.826 – 829.
3 Свиридов В.В., Мальцев Г.И. Флотация фосфатных комплексов метал-
лов подгруппы алюминия из разбавленных растворов // Изв.ВУЗов. Цв.метал-
лургия. 1984. № 1. C. 67-71.
4 Свиридов В.В., Мальцев Г.И., Холманских Ю.Б. Очистка гидрометаллургических растворов от мышьяка и выделение кадмия // Изв. ВУЗов. Цв. ме- таллургия. 1985. № 6. С.101 - 102.
5 Мальцев Г.И., Агеев А.Я. Влияние добавок эмульгатора на электроки- нетические свойства волокнистых дисперсий // Комп. использов. минер. сырья. 1987. № 2. С.91 – 92.
6 Мальцев Г.И., Агеев А.Я. Об устойчивости волокнистых суспензий //
Комп.использов. минер. сырья. 1987. № 3. С.85 – 86.
7 Мальцев Г.И., Агеев А.Я. Влияние неэлектролитов на устойчивость асбестовых суспензий // Комп. использов. минер. сырья. 1988. № 5. С.87 – 88.
8 Мальцев Г.И., Агеев А.Я. Механическая гетероадагуляция в асбестовых суспензиях // Комп. использов. минер. сырья. 1988. № 6. С.86 – 87.
9 Мальцев Г.И. Исследование алюминий- и железосодержащих коагулянтов // Комп. использов. минер. сырья. 1989. № 9. С.84 – 85.
10 Мальцев Г.И., Агеев А.Я., Кузнецова Ю.В. Влияние эмульгаторов на электрокинетический потенциал асбеста // Комп. использов. минер. сырья. 1991. № 1. С.89 – 90.
11 Шевелёва Л.Д., Лебедь А.Б., Мальцев Г.И. Цементация меди на металлизированных пиритных огарках // Цв. металлы. 2002. № 5. С.31 - 34.
12 Шидловская И.П., Мальцев Г.И., Набойченко С.С. Определение опти-
мальных условий осаждения гидроксидов металлов-примесей при очистке
сточных вод // Изв.ВУЗов. Цв. металлургия. 2005. № 6. С.14 - 17.
13 Шидловская И.П., Мальцев Г.И., Набойченко С.С. Оптимизация процесса осаждения гидроксидов металлов-примесей с применением флокулянтов // Цв. металлургия. 2005. № 12. С.4 - 10.
14 Дубровин П.В., Мальцев Г.И., Набойченко С.С. Технология переработки полиметаллических анодных остатков // Цв. металлургия. 2006. № 5.
С.2 -7.
15 Хренников А.А., Мальцев Г.И., Лебедь А.Б. Об извлечении германия и цинка из пылей медеплавильного производства // Известия ВУЗов. Цв. метал-
лургия. 2006. № 3. С.40 - 44.
16 Дубровин П.В., Мальцев Г.И., Набойченко С.С. Определение оптимальных условий флотационного выделения металлов из растворов выщелачивания // Известия ВУЗов. Цв. металлургия. 2006. № 6. С.4 - 7.
17 Мальцев Г.И., Вершинин С.В., Лебедь А.Б., Набойченко С.С. Построение математической модели сульфидной возгонки германия из промпродуктов // Изв.ВУЗов. Цв. металлургия. 2008. № 1. С.60 - 63.
18 Хильченко Н.В., Мальцев Г.И., Гопко В.Ф. Оценка предотвращенного эколого-экономического ущерба от уменьшения загрязнения окружающей среды на предприятиях Уральской горно-металлургической компании // Экол. урбаниз. территорий. 2010. № 4. С. 94-99.
19 Мальцев Г.И., Радионов Б.К., Вершинин С.В. Комплексная переработка редкометального концентрата // Химия в интересах устойчивого развития. 2010. Т.18. № 5. С. 583 - 586.
20 Мальцев Г.И., Вершинин С.В. Расчет флотомашины для ионной флотации // Справочник. Инженерный журнал. 2010. № 5. С.32 -37.
21 Мальцев Г.И., Вершинин С.В. Исследование пылей металлургического передела шламов производства катодной меди // Хим. технология. 2010. № 6. С.377 - 379.
22 Мальцев Г.И., Радионов Б.К., Вершинин С.В. Кинетические характеристики концентрирования и выделения металлов-примесей из растворов и промышленных сточных вод ионной флотацией // Теоретические основы
химической технологии. 2010. Т.44. № 6. С.635 - 640.
23 Мальцев Г.И., Вершинин С.В. Исследование металлургических пылей для повышения эффективности системы газоочистки // Экология и промыш. России. 2010.Т.53. № 7. С.50 - 52.
24 Мальцев Г.И., Вершинин С.В. Исследование физико-химических свойств и перспективы использования смешанного железо- алюминийсодержащего коагулянта // Изв.ВУЗов. Химия и хим.технол. 2010.Т.53. № 7.С.43-46.
25 Мальцев Г.И.,Радионов Б.К., Вершинин С.В. Влияние состава шихты на содержание в штейне меди и примесей // Цв. металлургия. 2010. № 10. С.33 - 39.
26 Мальцев Г.И.,Радионов Б.К., Вершинин С.В. Анализ влияния состава шихты на выход меди при шахтной плавке // Загот. производ. в машиностроении. 2010. № 12. С.9-12.
27 А.с. 1253974 (СССР). Способ выделения бутилксантогената калия / Б.Н.Дрикер, Г.И.Мальцев, В.В.Свиридов / 10.12.1984.
28 А.с. 1351925 (СССР). Способ получения бутилксантогената калия / Б.Н.Дрикер, Г.И.Мальцев, Л.С.Кашин / 30.06.1986.
29 Пат.№ 2118990 (РФ). Материал для цементации меди / Г.И.Мальцев, А.И.Павлов, В.В.Кочетков/ 26.01.1998.
30 Положит. реш. по заявке на изобр. № 98113186/02 (015377). Способ подготовки агломерационной шихты / Мальцев Г.И., Павлов А.И. / 15.07.1998.
31 Пат. № 2293779 (РФ) Способ извлечения и концентрирования германия из растворов / Мальцев Г.И., Хренников А.А., Лебедь А.Б. / 27.01.2005.
32 Пат. № 2293780 (РФ) Способ извлечения галлия из металлизировано-
го материала, содержащего галлий и алюминий / Мальцев Г.И., Дубровин П.В., Лебедь А.Б. / 27.01.2005.