

Совершенствование технологии комбинированного окомкования, загрузки, зажигания и спекания агломерационной шихты
На правах рукописи
Исаенко Георгий Евгеньевич
Совершенствование технологии
комбинированного окомкования, загрузки, зажигания и спекания
агломерационной шихты
05.16.02 — Металлургия черных, цветных и редких металлов
Автореферат
диссертации на соискание ученой степени
кандидата технических наук
Липецк – 2011
Работа выполнена на ОАО "Новолипецкий металлургический комбинат"
Научный руководитель доктор технических наук,
Заслуженный изобретатель России
Фролов Юрий Андреевич
Официальные оппоненты: доктор технических наук,
профессор Хайдуков Владислав Павлович
кандидат технических наук
Герасимов Леонид Константинович
Ведущая организация ОАО «Северсталь», г. Череповец
Защита состоится 14 июня 2011 г. в 1000 на заседании диссертационного совета Д. 212.108.02 при ГОУ ВПО «Липецкий государственный технический университет» по адресу: Россия, 398600, г. Липецк, ул. Московская 30, зал Ученого совета (ауд. 601).
.
С диссертацией можно ознакомиться в библиотеке ГОУ ВПО «Липецкий государственный технический университет»
E-mail: [email protected]
Автореферат диссертации разослан " __ " мая 2011 года
Ученый секретарь диссертационного совета,
кандидат технических наук, доцент Ведищев В.В.
Общая характеристика работы
Актуальность работы. Агломерация и сегодня, и в обозримом будущем остаётся основным способом подготовки железорудного сырья к доменной плавке. В настоящее время приоритетными задачами для всей отрасли и для ОАО «НЛМК», в частности, несмотря на самую высокую удельную производительность агломашин в черной металлургии России, является дальнейший рост производства агломерата и улучшение качественных показателей.
Работы ученых Ленинградской, Липецкой, Московской, Украинской и Уральской школ, а также зарубежных исследователей заложили базовые знания и технологические основы процесса агломерации, в том числе таких основных технологических операций, как окомкование, загрузка, зажигание и спекание шихты, которым посвящена диссертационная работа.
Основной путь увеличения производительности агломашин – повышение газопроницаемости слоя шихты путём её эффективного окомкования. Вместе с тем, в связи с возрастающей долей тонких концентратов в агломерационной шихте, с одной стороны, и практически исчерпанными возможностями окомкователей барабанного типа, с другой, необходим поиск новых подходов по дальнейшему совершенствованию технологии и техники для окомкования агломерационной шихты и последующих операций.
Решение указанных задач, которым посвящена диссертационная работа, и определяет её актуальность.
Цель работы: на основе экспериментальных и модельных исследований процесса агломерации разработать и внедрить технические решения, направленные на увеличение производительности агломерационных машин при сохранении качества агломерата.
На защиту вынесены положения диссертационной работы, содержащие результаты исследований технологических и теплотехнических операций агломерационного процесса, начиная от окомкования шихты и заканчивая процессом ее спекания, а именно:
- экспериментальные и модельные исследования процессов окомкования, загрузки, зажигания и спекания шихты;
- способы, режимы и устройства для подготовки и спекания шихты, результаты их внедрения.
Научная новизна. Получены следующие научные результаты:
- для оценки внешнего уплотняющего гранулы воздействия предложен показатель, характеризуемый центробежной силой, средним диаметром гранул, основными конструктивными и технологическими характеристиками вращающегося цилиндрического барабана;
- установлена возможность интенсификации агломерационного процесса, за счет увеличения уплотняющего воздействия на поток шихты путем применения тарельчатых грануляторов, определены их рациональные параметры работы;
- уточнены представления о механизме сушки шихты, конденсации влаги в слое шихты и о газодинамике начального периода агломерации;
- установлены причины и характер формирования неравномерности распределения шихты в загрузочной воронке узла загрузки шихты на агломашину, обоснован и защищен патентом режим работы челнокового распределителя, минимизирующий указанную неравномерность.
Практическая значимость работы. Результаты работы по внедрению комбинированного окомкования шихты, способы и режимы ее загрузки на агломашину и зажигания шихты, а также научно-техническое обоснование оценки замены батарейных циклонов на электрофильтры могут использоваться в отрасли при проектировании и модернизации агломерационных фабрик.
Реализация результатов работы. На агломерационной машине АКМ-312 в 2007 г. принята в эксплуатацию промышленная установка, включающая 3 тарельчатых гранулятора, с помощью которой отработана технология комбинированного окомкования (совместно с барабанными окомкователями) шихты. Удельная производительность агломерационной машины возросла на 5,0 %, высота слоя шихты увеличена на 30 мм, улучшены металлургические свойства агломерата. В связи с достигнутыми результатами запланирована установка двух грануляторов 6 м и производительностью по 100 т/ч.
Внедрены мероприятия по увеличению ширины паллет, дросселированию первых вакуум-камер, управлению загрузкой шихты и режимом работы горна.
Снижение затрат на производство агломерата за счет увеличения производительности агломашины на 5% и уменьшения его себестоимости составляет около 25 млн. руб. в год.
Апробация работы.
Материалы диссертации докладывались и обсуждались на:
- семинаре межзаводской школы по обмену опытом специалистов агломерационного производства ОАО «ММК», ОАО «НЛМК», ОАО «Северсталь» (Липецк, 2003, 2006 г.г.;
- международной научно-практической конференции «Творческое наследие Б.И. Китаева» (Екатеринбург, 2009 г.);
- четвертой (Липецк, 2008 г.) и пятой (Липецк, 2009 г.) Международной научно-технической конференции «Современная металлургия начала нового тысячелетия».
Публикации. Основные материалы диссертации опубликованы в 11 статьях и докладах, из них 7 статей - в периодических изданиях, входящих в «Перечень российских рецензируемых научных журналов, в которых должны быть опубликованы основные научные результаты диссертаций на соискание ученых степеней доктора и кандидата наук», а также защищены 2 авторскими свидетельствами.
Структура и объём диссертации: Диссертационная работа состоит из введения, 6 глав с выводами и заключения. Диссертационная работа содержит 110 страниц текста, 18 таблиц, 54 рисунка, 192 наименований литературных источников, всего 157 страниц.
Содержание работы
Глава 1. Аналитический литературный обзор
В главе рассмотрен мировой опыт, проблемы окомкования тонкодисперсных агломерационных шихт, загрузки, зажигания и газодинамической работы агломерационной машины.
Показано, в частности, что в силу недостаточного энергетического воздействия на поток шихты, барабанный окомкователь не в состоянии радикально улучшить процесс окомкования тонкоизмельченных концентратов и, что одним из путей решения является применение в агломерационном производстве тарельчатых грануляторов и интенсивных смесителей.
На основании аналитического обзора перед диссертационной работой поставлены следующие задачи:
- анализ работы барабанного окомкователя на стадиях образования и уплотнения гранул; обоснование показателя, определяющего работу уплотнения материалов при окомковании шихты; разработка комбинированного способа окомкования шихты (барабанные окомкователи - тарельчатые грануляторы) и оптимизация параметров совместной работы окомкователей;
- разработка режима работы челнокового распределителя шихты для формирования в загрузочной воронке однородного по гранулометрическому составу и плотности окомкованной шихты, как по высоте, так и по ширине;
- оценка влияния комбинированного окомкования шихты на распределение топлива и грансостава шихты по высоте спекаемого слоя, выбор и реализация способов борьбы с неравномерностью процесса спекания по ширине ленты;
- анализ и уточнение механизма сушки и конденсации влаги в слое под зажигательным горном, а также газодинамики начального периода агломерации с предварительным подогревом шихты и без него;
- разработка и реализация технологических требований к АСУ ТП внешнего нагрева шихты;
- анализ газодинамической работы агломашины АКМ-312 с применением комбинированного окомкования шихты, заменой батарейных циклонов на электрофильтры и существующих нагнетателей на высоконапорные.
Глава 2. Объект исследований, шихтовые материалы, методики расчетов и исследований
Объектом исследований являются агломерационные машины АКМ-312 цеха № 2 АГП ОАО «НЛМК» в границах: шихтовые бункеры объемом по 80 м3 – 4 шт.; барабанные окомкователи 3,212,5 м – 2 шт.; тарельчатые грануляторы 3,5 м – 3шт.; челноковый распределитель шихты 1,212,5 м; загрузочная воронка объемом 10 м3; барабанный питатель 1,324,4 м; зажигательный горн 4,37,9 м и собственно агломашина АКМ-312 с шириной колосникового поля 4,0 м, площадью спекания 312 м2 и 26 вакуум-камерами длиною по 3 м каждая.
В качестве основного железорудного материала на АГП используют Стойленский железорудный концентрат мокрой магнитной сепарации (830 кг/т агломерата) и гематитовую Стойленскую аглоруду (45 кг/т агломерат), в качестве железосодержащих добавок – колошниковую пыль, окалину и шламы агломерационного и доменного производства, флюсов – известняк, доломитизированный известняк и известь, топлива – коксовую мелочь крупностью менее 10 мм сухого и мокрого тушения КХП, коксовый орешек крупностью 10-25 мм.
Лабораторные исследования режима грануляции и спекания с различной степенью окомкования проводили в лабораторном чашевом ( = 1 м) и барабанном ( = 0,5 м, L = 1,2 м) окомкователях и на лабораторной агломерационной установке ( =280 мм, hслоя = 400 мм; Рв/к =1000 мм в. ст.).
Для отбора проб из слоя шихты на паллете применили пробоотборник из трубы 80мм.
Химический и технологический анализ материалов определяли согласно стандартной нормативной технической документации.
В качестве инструментов для исследований и анализа выбраны математические модели ОАО «УИМ» загрузки шихты челноковым распределителем в загрузочную воронку и процесса спекания агломерационной шихты, а также инженерную модель газодинамической работы агломашины, методики измерений параметров и их обработки ОАО «ВНИИМТ».
Глава 3. Исследование и совершенствование процесса окомкования шихты
Определение показателя энергетического воздействия вращающегося барабана на поток шихты.
Анализ структуры движущегося в барабане потока шихты и сил (тяжести, трения и центробежной), действующих на гранулы, позволил вывести уравнение работы, затрачиваемой на уплотнение гранул окомкованной шихты во вращающемся цилиндрическом барабане (Rупл):
 , (1)
, (1)
где: kупл – коэффициент, учитывающий долю времени, затрачиваемого на уплотнение гранул (для цилиндрического барабана kупл0,1; для тарельчатого гранулятора kупл0,5-0,6), доли; dг – диаметр гранул, м; nб – скорость вращения, с-1; Dб – диаметр барабана, м; пр – время пребывания шихты в окомкователе, с.
Для оценки влияния работы уплотнения (Rупл) на вертикальную скорость спекания (Vсп) и, соответственно, на удельную производительность по статистическим данным аглофабрик СНГ получили уравнение регрессии:
Vсп=–1,729+0,0147Pкол+6,529hсл–0,179tш+201,023Wш–0,432dг+1,339Rупл, (2)
где: Pкол – разрежение в в/к, мм вод. ст.; hсл – высота слоя, мм; tш – температура шихты, 0С; Wш – влажность шихты, доли; dг –средний диаметр гранул шихты, мм;
Согласно (2) доля внешнего уплотняющего воздействия на гранулы, обеспечивающая вертикальную скорость спекания шихты, составляет 7-11 %.
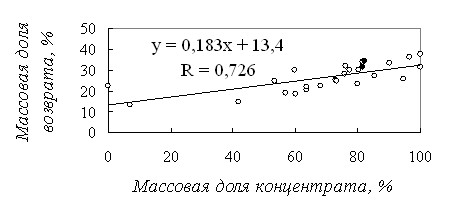
Рис. 1. Зависимость расхода возврата от массовой доли тонкоизмельченного концентрата в шихте: – аглопроизводство ОАО "НЛМК".
Увеличение уплотняющего воздействия на гранулы шихты увеличивает количество прочных гранул окомкованной шихты, формирующихся без зародышевых центров из возврата. Это позволяет снизить величину оптимального содержания возврата в шихте, составляющую в настоящее время около 30 % (рис.1), и создать условия для повышения выхода годного без снижения вертикальной скорости спекания.

Рис. 2. Распределение шихты по длине барабанного окомкователя. = 13,7 %; t=3,68 мин; М=24,795 т
Анализ уровня динамических нагрузок по длине барабана показывает, что в этом отношении вращающиеся барабаны не отвечают требованиям упрочнения гранул, поскольку по мере их приближения к разгрузочному сечению барабана динамические нагрузки снижаются в соответствии с уменьшением степени заполнения барабана шихтой от загрузки к выгрузке (рис. 2). Экспериментально установленное распределение шихты по длине окомкователей а/м №4 при частоте вращения 5 мин-1, угле наклона 3030 и нагрузке по шихте 360 т/ч, подтверждающее вышесказанное, иллюстрируется рис. 2.
Оптимизация режима работы тарельчатых грануляторов.
В октябре 2007 г. на агломерационной машине АКМ-312 установили 3 тарельчатых гранулятора со следующими техническими характеристиками: тарели – 3,5 м, высота борта тарели – 0,5 м, частота вращения – до 12 мин-1, угол наклона чаши – 4553. Все грануляторы подают подготовленную шихту на один конвейер, параллельный двум барабанным окомкователям. Объединенный поток поступает на челноковый распределитель шихты и загружается в один слой на агломашину. В ходе исследований изменяли влажность шихты (Wш, %), производительность гранулятора (Р, т/ч), угол наклона тарели (, град.) и частоту ее вращения (n, мин-1).
В качестве показателя эффективности грануляции использовали средневзвешенный по массе диаметр гранул окомкованной шихты (dср,мм). Оптимальные технологические характеристики установлены на основе соответствующих нелинейных парных зависимостей:
dгр = 0,0048P2+0,364P 2,94, мм (R=0,616), (3)
dгр = 0,02572+2,558 59,72, мм (R=0,912), (4)
dгр = 0,1200 n 2+2,290 n 6,93, мм (R=0,820), (5)
dгр = 2,9630 W 2+45,53 W 171,07, мм (R=0,482). (6)
Получена линейная модель для определения среднего диаметра гранул окомкованной шихты в зависимости от анализируемых характеристик:
dгр= 5,719+0,0011Р+0,076+0,062n+0,687W, мм (R=0,931) (7)
Установлено, что увеличение среднего диаметра шихты преимущественно происходит за счет роста доли средней фракции 3-5 мм и снижения содержания фракции менее 1,25 мм, отрицательно влияющий на газопроницаемость шихты и скорость процесса спекания. Средний диаметр шихты на тарельчатых грануляторах больше, чем у шихты после барабанных окомкователей на 6,020,4 % (в среднем на 14,9 %).
Оптимизация режима совместной работы барабанных окомкователей и тарельчатых грануляторов.
В связи с положительным опытом использования тарельчатых грануляторов для окомкования части шихты, содержащей 6080 % тонкоизмельченного концентрата, представляют интерес экспериментальные данные о влиянии работы уплотнения гранул при использовании различных аппаратов на результаты процесса спекания и качество агломерата.
С этой целью для получения окомкованной шихты с различной долей тонкоизмельченного концентрата в ее железорудной части (60, 80 и 100 %) использовали лабораторные барабанный окомкователь и тарельчатый гранулятор. Спекания шихты производили на лабораторной агломерационной установке. Результаты исследований представлены в табл. 1.
Результаты опытно-промышленных испытаний по комбинированному окомкованию показаны в табл. 2. Удельная производительность АМ-4 возросла на 5,0 %, причём увеличение высоты слоя шихты на 21 мм не привело к росту разрежения в газоотводящем тракте агломашины, что указывает на увеличение газопроницаемости слоя шихты. Металлургические свойства агломерата в опытном периоде улучшились: содержание фракции – 5 мм в бункерном агломерате снизилось от 8,4 до 8,1 %. Прочность агломерата по ГОСТ 15137-77 улучшилась: на удар (Х+5) возросла на 0,5 % (абс.), на истираемость (Х-0,5) уменьшилась на 0,1 % (абс.).
Таблица 1
Результаты грануляции шихт в барабанном и тарельчатом грануляторах и параметры их спекания
| Параметр | Исходная шихта | Окомкованная шихта | ||||||||
| Барабанный окомкователь | Тарельчатый гранулятор | |||||||||
| Массовая доля концентрата в железорудной части шихты, % | ||||||||||
| 60 | 80 | 100 | 60 | 80 | 100 | 60 | 80 | 100 | ||
| Содержание (%) фракции: менее 1 мм | 34 | 38 | 45 | 5 | 11 | 20 | 2,5 | 4 | 5 | |
| 1 – 2 мм | 15 | 18 | 17 | 17 | 24 | 16 | 7,5 | 11 | 12 | |
| 2 – 3 мм | 12,5 | 8,5 | 8 | 17 | 14 | 15 | 19,5 | 16,5 | 16 | |
| 3 – 5 мм | 11 | 9,5 | 8 | 13,5 | 13 | 11 | 14,5 | 18,5 | 14,5 | |
| 5 – 7мм | 5,5 | 9 | 11 | 7,5 | 8 | 18 | 33 | 31 | 29,5 | |
| более 7 мм | 22 | 17 | 11 | 40 | 30 | 20 | 23 | 19 | 23 | |
| Сумма | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | |
| Средний диаметр, мм | 3,35 | 3,10 | 3,16 | 5,10 | 4,32 | 3,94 | 4,44 | 4,86 | 4,91 | |
| Вертикальная скорость спекания, мм/мин | 19,6 | 18,6 | 19,3 | 24,8 | 20 | 20,6 | ||||
| Выход годного % | 80,0 | 77,0 | 75,0 | 86,0 | 83,5 | 82,0 | ||||
| Удельная производительность, т/(м2ч) | 1,82 | 1,74 | 1,67 | 1,94 | 1,89 | 1,85 | ||||
| Показатель работы уплотнения, усл. ед. | 3,75 | 3,18 | 2,9 | 5,65 | 5,35 | 5,40 | ||||
Как видно с увеличением работы уплотнения гранул окомкованной шихты удельная производительность установки линейно увеличивается. Таким образом, принципиально установлена возможность интенсификации процесса за счет увеличения уплотняющего воздействия на обрабатываемый в них поток шихты путем использования тарельчатых грануляторов (рис. 3).

Рис. 3. Зависимость удельной производительности от показателя работы уплотнения гранул, полученных в различных окомкователях. и – окомкование в лабораторных барабанном и тарельчатом грануляторах соответственно
Технико-экономические показатели работы агломашины № 4 в базовом (январь-март 2007 г) и опытном (май-октябрь 2007 г) периодах приведены в табл. 2.
Таблица 2
Технико-экономические показатели работы агломашины № 4 в базовом (январь-март 2007 г) и опытном (май-октябрь 2007 г) периодах
| Период | Удел. произ-ть, т/(м2ч) | Скор-ть А/М, м/мин | Высота слоя, мм | Разрежение, кПа | Темп-ра отход. газов, °С | Прочность агломерата | Содержание –5 мм, % | |
| Х+5 | Х-0,5 | |||||||
| Базовый | 1,845 | 3,8 | 440 | 11,84 | 118 | 63,064,6 | 7,16,3 | 9,07,7 |
| Опытный | 1,938 | 3,6 | 461 | 11,77 | 123 | 63,864,9 | 6,96,3 | 8,97,5 |
Глава 4. Загрузка шихты на агломерационную машину
Практика показывает, что самая тщательная подготовка шихты может оказаться неэффективной из-за неудовлетворительного формирования слоя шихты на агломашине. Для достижения высокой газопроницаемости слоя необходимо решить комплекс задач, начиная с оптимизации режима работы челнокового распределителя (ЧР) узла загрузки шихты и заканчивая конструкцией гладилки шихты.
Анализируя работу узла загрузки, обработали данные АСУ ТП об уровне шихты в загрузочной воронке (ЗВ), частоте вращения барабанного питателя (БП) и расходу шихты по времени. Проектное распределение шихты по ширине ЗВ было нерациональным с технологической точки зрения, т.к. кривая распределения имеет выпуклую в центре ЗВ форму с понижением к краям ЗВ. Это обусловлено увеличенными размерами разгрузочного окна у краев ЗВ. Уровень шихты с левой стороны (по ходу агломашины) колебался в пределах 39-48 %, с правой — 46-54 %. Соответственно изменялся уровень сегрегации шихты по крупности и концентрации топлива — с повышением крупности и снижением концентрации топлива к краям ЗВ, что напрямую сказывалось на качестве агломерата. При этом расчетный среднеарифметический уровень шихты находится в заданных пределах: 56-65 %, т.е. эта характеристика недостаточна для управления загрузкой.
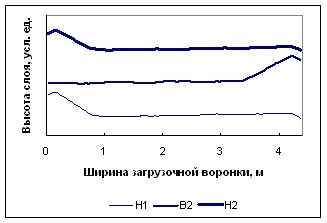
Для анализа распределения шихты в ЗВ выполнили расчеты на математической модели ОАО «УИМ», адаптированной к условиям работы АМ-4. Результаты расчетов на модели по распределению шихты в ЗВ при проектном режиме работы ЧР, т.е. при одинаковых в каждом "цикле" (последовательном проходе ЧР вперед и назад) скорости КЛ и тележки ЧР при заданном превышении уровня шихты на границах ЗВ над центром, равном 0,2 м, иллюстрируются рис. 4.
Кривая Н1 характеризует профиль слоя, который сформировался на поверхности в ЗВ в предыдущем цикле после прохода ЧР "назад" от границы О2 к границе О1 и затем опустился вниз к выпускному отверстию ЗВ. Кривая В2 характеризует профиль слоя в новом цикле после прохода ЧР вперед от границы О1 к границе О2, а Н2 – в этом же цикле при возвращении ЧР к границе О2. Расстояние между кривыми Н1 и В2 характеризует толщину поперечного слоя при движении ЧР вперед, а расстояние между В2 и Н2 – при движении ЧР назад.
 |  |
а б
Рис. 4. Профиль слоя шихты в загрузочной воронке: а - при проектном режиме работы челнокового распределителя; б - при оптимальном режиме работы ЧР (Обозначения: Н – назад, В – вперед)
Оптимальным для работы ЧР является режим, в котором в дополнение к условию постоянства скорости КЛ относительно течки соблюдается условие, учитывающее накопление шихты на КЛ. В этом случае КЛ и тележка ЧР движутся "вперед" с меньшей скоростью, а назад — с большей, при этом переменна и скорость движения КЛ ЧР, а режим работы ЧР устанавливается согласно условиям:
Vлн/ Vтн = Vлв/ Vтв (8)
Vтв = Vтн (Vлн / Vтн – 1) / (Vлн / Vтн+1) (9)
Vлв = Vлн (Vлн / Vтн – 1) / (Vлн / Vтн+1) (10)
VлО1 = Vлв + Vтв (11)
VлО2 = Vлн – Vтн = VлО1 (12)
НслО1 = НслО2 и > Нсл.ц. (13)
где: Vлв и Vлн – скорость конвейерной ленты челнокового распределителя в режимах работы вперед и назад, м/мин; Vтв и Vтн – скорость тележки челнокового распределителя в режимах работы вперед и назад, м/мин; VлО1, VлО2 – скорость конвейерной ленты челнокового распределителя в режимах остановок на ближней к течке и дальней от нее границах загрузочной воронки вперед и назад, м/мин; НслО1 и НслО2 – высота слоя шихты на ближней и дальней от течки границах загрузочной воронки в момент начала движения челнокового распределителя после остановок, м; Нсл.ц – высота слоя шихты в центре загрузочной воронки в момент окончания его пересечения потоком шихты с челнокового распределителя, м.
Режим работы при знакопеременном движении ЧР с формированием в ЗВ поперечных слоев с одинаковой толщиной обеспечивается условием (8), а с одинаковой толщиной слоев на КЛ – условиями (9)–(12) с учетом в них условия (8). При соблюдении перечисленных условий получен оптимальный профиль шихты, показанный на рис. 4.б.
Как видно, толщина поперечных слоев в ЗВ практически одинаковая и они перемещаются сверху вниз к разгрузочному отверстию ЗВ равномерно по высоте и ширине ЗВ. При этом формируется и симметричное и одинаковое распределение шихты у краев ЗВ. Соответственно обеспечивается рациональное формирование слоя на агломерационной машине, как в объеме слоя, так и бортов паллет.
Продолжительность остановок ЧР на границах ЗВ зависит от заданного уровня превышения слоя над центром. С принятыми параметрами продолжительность остановок ЧР на границах при равномерной загрузке шихты с ближней стороны к течке составляет 0,5, с дальней – 1,7 сек, при превышении уровня у стенок на 0,1 м —1,2 и 2,2 сек, а при превышении 0,2 м — 1,9 и 3,5 сек соответственно.
Из-за накопления шихты на ленте ЧР при движении вперед и ее сокращения при обратном движении масса шихты в ЗВ соответственно снижается и возрастает. Максимальное значение объема и массы (8,2 т) устанавливается при остановках ЧР на ближней от течки границе, когда с КЛ сбрасывается в течку вся накопившаяся шихта, а минимальное значение (7,34 т) — на дальней.
Контроль и регулирование параметров разработанного режима осуществляется с помощью модернизированных приводов КР и тележки ЧР, которые оснащаются частотными преобразователями, и дистанционных датчиков уровня (в частности, радарного типа) для измерения в ЗВ на ее границах и в центре, а программа управления реализуется через контроллер. Датчик уровня установлен на раме движущейся тележки ЧР, что позволяет сканировать уровень по ширине ЗВ во времени. Совместно с алгоритмом работы загрузочного устройства, имеющего задачу стабилизировать уровень шихты в ЗВ на АМ 3 реализован алгоритм загрузки шихты на паллеты, включающий основные пункты:
- скорости агломашины и частоты вращения БП согласовываются в зависимости от скорости первой;
- уровень шихты в ЗВ стабилизируется путем изменения частоты вращения тарельчатых питателей в каждой группе шихтовых бункеров, обслуживающих окомкователи.
- при необходимости изменения скорости агломашины вначале в автоматическом режиме должен пропорционально изменяться расход шихты с помощью тарельчатых питателей шихтовых бункеров и после этого, с учетом запаздывания, — скорость агломашины.
Из известных способов борьбы с неравномерностью спекания по ширине ленты применили сочетание двух из них: уширение бортов паллет и установку плоского уширенного колосника у бортов паллет. Борта паллет были уширены на 100 мм с каждой стороны без изменения площади их колосникового поля. Благодаря этому масса загружаемой шихты возросла на 5 %, общий прирост удельной производительности в опытном периоде возрос на 4,6 %, повысилась прочность агломерата.
Глава 5. Внешний нагрев слоя спекаемой шихты
Анализ процессов, протекающих в слое под зажигательным горном.
Анализ внешнего нагрева шихты выполнен на комплексной математической модели ОАО "УИМ".
Исследования на модели провели для шихты с начальной нулевой температурой Ш0— зимние условия, 20°C — летние условия (Ш20), 40, 60 и 82 °C — подогретая шихта (Ш40, Ш60, Ш82).
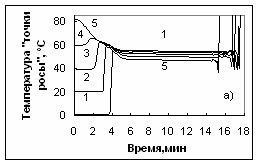
Равновесная температура испарения Трвн, и, соответственно, «точка росы» падает по мере удаления от поверхности слоя в результате снижения температуры газа на входе в зону сушки. Затем происходит её дополнительное снижение вследствие перехода слоя из первой секции горна с высокими значениями температуры (1290 оС) и содержания водяных паров в газе (11,6%) во вторую, с более низкими значениями (984 оС и 8,1% соответственно). И, наконец, следующее небольшое, но непрерывное снижение температуры tр обусловлено переходом слоя за пределы горна, где в него поступает атмосферный воздух.

а б
Рис. 5. Распределение температуры "точки росы" (а) и влажности (б) шихты с разной начальной температурой на нижней границе слоя (1-Ш0, 2 – Ш20, 3- Ш40, 4 – Ш60, 5-Ш82).
Для шихт с начальной температурой 0, 20 и 60оС (далее Ш0, Ш20 и Ш60) конденсация влаги завершается за 3,76, 3,15 и 1,45 мин соответственно (рис. 5). При температуре tшо=82оС (Ш82) и базовой влажности шихты конденсация влаги практически отсутствует и сразу начинается подсушка шихты (рис. 5б).
Изменение исходной влажности на (Wшо) на максимальное значения температуры tр и влажность шихты по высоте слоя (Wшм,), а также максимальную влажность шихты на нижней границе слоя (W'шм ) после завершения конденсации, % (шихта Ш20) приведена в табл. 3.
Таблица 3
Влияние исходной влажности на (Wшо) на некоторые параметры спекаемой шихты в начальный момент агломерации (шихта Ш20)
| Наименование параметра | Исходная влажность | ||
| 6,5 % | 6,9 % | 7,45% | |
| Максимальное значения температуры tр макс | 75,0 | 75,4 | 75,8 |
| Максимальная влажность шихты по высоте слоя Wшм, % | 8,80 | 9,40 | 9,85 |
| Максимальная влажность шихты на нижней границе слоя W'шм после завершения конденсации, % | 7,78 | 8,46 | 8,87 |
Таблица 4
Температура и влажность переувлажненной шихты на нижней границе слоя
| Шихта | Скорость фронта сушки U, % (отн.) | Температура переувлажненной шихты, оС | Влажность шихты, % | Количество испарившейся при подсушке влаги, % | ||
| max | в конце сушки | max | в конце сушки | |||
| Ш0 | 100 | 56,7 | 54,9 | 9,28 | 9,05 | 0,23 |
| Ш20 | 101,4 | 60,5 | 53,4 | 8,60 | 8,27 | 0,41 |
| Ш40 | - | 62,6 | 51,8 | 7,94 | 7,37 | 0,57 |
| Ш60 | 105,1 | 65,6 | 49,9 | 7,17 | 6,39 | 0,78 |
| Ш82 | 114,3 | 81,8 | 47,3 | 7,07 | 5,20 | 1,87 |
Повышение степени переувлажнения шихты с ростом ее начальной влажности являются основными причинами несовпадения оптимальной влажности шихты, оцениваемой по ее начальной газопроницаемости и по скорости процесса спекания (первая всегда выше).
Из данных рис. 5 и табл. 4 видно, что чем выше температура tшо, тем больше влаги удаляется при ее подсушке.
Благодаря подсушке шихты скорость перемещения фронта сушки шихты (Uc), предшествующая скорости перемещения фронта горения топлива, растет с увеличением температуры tшо (табл. 4).
Для уточнения влияния влажности горновых газов исследовали на модели "агломерацию" сухой шихты Ш20. Максимальное значение температуры tр составило 52оС, а максимальная влажность переувлажненной шихты – 1,0 %.
Для шихт Ш0, Ш20, Ш60 и Ш82 максимальное значение содержания водяного пара под горном по отношению к сухому газу составляет в слое 56, 62, 82 и 118 % (об.) соответственно, а на нижней границе слоя – 22, 27, 37 и 108 %. Для шихт Ш0 и Ш20 начальные значения скорости фильтрации газа на входе в слой wвх (рис. 6) и на выходе из него wвых очень высокие, при этом скорость wвх больше wвых. Обе пограничные скорости быстро падают в результате общего роста объема газов за счет испарении влаги и увеличения средней температуры газа. Температура газового потока в слое к концу горна достигает 200–250оС.
Разрежение в вакуум-камере определяется условиями работы газоотводящего тракта и остается постоянным, а рост сопротивления слоя проявляется через падение скорости фильтрации газа.
Характер изменения кривых скорости фильтрации газа во времени стабилен, что важно для управления газодинамическим режимом зажигания при входных возмущениях. При спекании холодной шихты (Ш0), а также при зажигании перегретой шихты (Ш82) нестабильность газодинамического режима резко возрастает.
Таким образом, для начального периода характерно наличие трех видов скорости фильтрации: на входе и выходе из слоя, и средней по слою.

Рис. 6. Распределение скорости фильтрации газа на входе в слой у шихт с разной начальной температурой и одинаковом прикрытии дроссельных заслонок первых двух вакуум-камер (1- Wвх0; 2- Wвх20; 3- Wвх60; 4- Wвх82)
Последняя, наряду с коэффициентом сопротивления слоя и температурой газового потока, определяет его сопротивление, первая – реальное количество горновых газов, которое может пропустить через себя слой, а средняя влияет на степень прикрытия дроссельной заслонки вакуум-камер. Расчетные параметры газа в слое и в сборном коллекторе в начальном периоде агломерации без дросселирования вакуум камер приведены в табл. 5, а с ним – в табл. 6.
Таблица 5
Параметры газа в слое и газоотводящем тракте в начальном периоде агломерации в базовом режиме КНШ без дросселирования первых вакуум-камер
| Наименование | Температура шихты, оС | |||||||
| 0 | 20 | 60 | 82 | |||||
| № вакуум-камеры | 1-2 | 3 | 1-2 | 3 | 1-2 | 3 | 1-2 | 3 |
| Скорость фильтрации, мн/с: на входе в слой средняя в слое на выходе из слоя | 0,399 0,393 0,368 | 0,334 0,409 0,327 | 0,388 0,416 0,365 | 0,333 0,406 0,401 | 0,332 0,405 0,402 | 0,321 0,389 0,403 | 0,297 0,389 0,429 | 0,316 0,374 0,391 |
| Разрежение в коллекторе, кПа | 11,74 | 11,60 | 11,31 | 11,13 | ||||
| Температура газа в коллекторе, оС | 106 | 117 | 124 | 129 | ||||
Без дросселирования и при одинаковом прикрытии заслонок в/к с ростом начальной температуры шихты увеличивается температура уходящих газов и падает разрежение в коллекторе и в первых вакуум-камерах. Отсюда следует, что чем ниже начальная температура шихты, тем меньше должно быть разрежение в первых вакуум-камерах, т.е. тем сильнее их нужно дросселировать.
Практика показывает, что начальная температура шихты 60оС в принципе достаточна с точки зрения ограничения конденсации влаги. Однако, просос атмосферного воздуха с температурой 20оС через слой шихты Ш60 перед горном приводит к падению температуры материала в верхних элементах слоя до 6оС с подсушкой шихты до влажности 4,3 %. При перемещении слоя под горн влажность переувлажненной шихты достигает 7,3 %, т.е. в слое конденсируется до 3% влаги по сравнению с 0,8% при температуре шихты 60оС.
Таблица 6
Параметры газа в слое и газоотводящем тракте в начальном периоде агломерации при дросселировании первых двух в/к в режиме зажигания шихты
| № в/к | Разрежение в вакуум-камере, кПа. | Средняя темпера- тура газа в слое, оС | Доля пара, % (об.) к сухому газу | Скорость фильтрации, мн/с | ||||||
| на входе в слой | средняя по слою | |||||||||
| Ш20 | Ш60 | Ш20 | Ш60 | Ш20 | Ш60 | Ш20 | Ш60 | Ш20 | Ш60 | |
| 1 | 3,49 | 4,94 | 65 | 99 | 8,4 | 31,2 | 0,226 | 0,222 | 0,223 | 0,265 |
| 2 | 4,54 | 5,80 | 108 | 135 | 13,2 | 29,3 | 0,233 | 0,230 | 0,252 | 0,284 |
Исследование зажигания шихты. Двухсекционный зажигательный горн АМ-3 со сводовым размещением 16-и горелок имеет в просвете длину 7890, ширину – 4360 мм. Горн отапливается смесью природного (12 %) и доменного (88 %) газов. Расход газа изменяется в зависимости от состава шихты и скорости ленты от 8200 до 9500 м3/ч, расход воздуха практически постоянный, так как он ограничен производительностью дутьевого вентилятора, равной ~ 22000 м3/ч. Управление тепловым режимом горна осуществляется по температуре поверхности слоя над вакуум-камерами 1 и 2 и сразу за горном по центру слоя и на его периферии.
 |  |
В соответствии с технологическими требованиями к осваиваемой в настоящее время АСУ ТП агломашины АМ 3 в патрубках первых двух вакуум-камер установили дроссельные устройства с исполнительными механизмами, а также уплотнение между этими вакуум-камерами.
В ходе исследований оценили уровень снижения расхода газа за счет дросселирования вакуум-камер и при условии сохранения температуры поверхности слоя. Cвязь между разрежением в вакуум-камерах и в горне (рис. 7а, 7б) не является достаточно тесной. Это обусловлено тем, горн разуплотнен относительно бортов паллет и слоя, а также недостаточным уровнем дросселирования первых вакуум-камер для установления атмосферного давления в горне.
Вместе с тем, достоверность связи разрежения в горне и температуры поверхности слоя (рис. 8а и 8б) является высокой: при снижении разрежения в горне с 0,9 до 0,5 мм вод. ст. температура поверхности слоя возросла на 90 и 120оС соответственно в первой и второй секциях горна. Это можно объяснить только снижением количества подсосов воздуха в горн.
 |  |
Как следствие подсосов воздуха в горн температура поверхности, измеряемая сразу за торцевой стенкой горна пирометрическими датчиками, составляет в центре, слева и справа слоя по ходу ленты 664, 624 и 621оС. Указанная неравномерность является одной из причин и неравномерного подхода зоны горения к колосникам: отклонение температуры уходящих газов, измеряемой термопарами, установленными непосредственно под колосниковой решеткой, на периферии слоя от центра составляет от 14оС (справа) до 45 оС (слева).
При закрытом дросселе в/к 1 разрежение в ней составило 7,4 кПа, после открытия – 8,50 кПа (при разрежении в коллекторе 12,0кПа). Для сохранения температуры поверхности расход газа был увеличен с 9200 до 9480 м3/ч.
Глава 6. Исследование газодинамической работы агломашин АКМ-312
Задачами исследований являлись:
- сравнение с помощью инженерной модели ВНИИМТ газодинамической работы агломашины № 3, спекающей шихту, подготовленную без грануляторов и переведенной на комбинированное окомкование агломашины № 4;
- оценка с газодинамической точки зрения эффективности замены батарейных циклонов на электрофильтры;
- оценка эффективности замены нагнетателей 12000-11-5 на высоконапорные 13000-11-1.
Графическое представление расчета на модели в базовом варианте (Н-1 нагнетатель 12000-11-1 и с его заменой на 13000-11-1) показано на рис. 9. На модели выполнили исследования для восьми вариантов модернизации агломашин АКМ-312, для шихты, окомкованной в барабанных окомкователях (группа 1) и комбинированным методом (группа 2): 1) базовый период; 2) установка электрофильтра взамен батарейных циклонов; 3) нагнетатель 13000-11-1 и батарейные циклоны; 4) нагнетатель 13000-11-1 и электрофильтр;

Рис. 9. Графическое представление результатов расчета газодинамической работы агломашины АКМ-312 при замене существующих параллельно установленных нагнетателей (Н1) на нагнетатели типа Д-13000-11-1 (Н2)
Результаты расчетов представлены в табл. 7. Как видно, для шихты группы 1 с высотой слоя 430 мм установка электрофильтров обеспечит рост производительности агломашины на 4 %.
Замена нагнетателей 12000 на 13000 при неизменной высоте слоя без замены батарейных циклонов позволит увеличить производительность агломашины на 7,4% или 265 тыс. т агломерата в год на 1 агломашину, а с их заменой– на 5,2%, с увеличенной до 500 мм высотой слоя. Увеличение высоты слоя необходимо не только для предотвращения снижения качества агломерата при интенсификации процесса спекания, но и для некоторого его улучшения.
Для группы 2 относительные величины по росту производительности агломашин примерно такие же, но совместная замена нагнетателей и электрофильтров позволит увеличить производительность агломашин уже на 7,3% при высоте слоя 520 мм, что гарантирует одновременное повышение прочности агломерата, снижение содержания в нем мелочи класса 5-0 мм и удельного расхода топлива (примерно на 3%).
Вместе с тем, заметно возрастает удельный расход электроэнергии, поэтому для применения таких нагнетателей необходимо дальнейшее повышение газопроницаемости слоя шихты.
Таблица 7
Результаты расчетов параметров работы агломашин при разных вариантах реконструкции
| Параметр | Шихта, окомкованная в барабанных окомкователях (1) | Шихта, окомкованная комбинированным методом (2) | ||||||
| Варианты | 1.1 | 1.2 | 1.3 | 1.4 | 2.1 | 2.2 | 2.3 | 2.4 |
| 12000, базов. | 12000, ЭФ | 13000, БЦ | 13000, ЭФ | 12000, базов. | 12000, ЭФ | 13000, БЦ | 13000, ЭФ | |
| Высота слоя шихты, мм Скорость фильтрации воздуха через слой, м/с Перепад давления газа в слое спекаемой шихты, кПа Увеличение объема газа в слое Потери давления газа в колосниках, кПа Разрежение в вакуум-камерах, кПа Разрежение в коллекторе, кПа Температура газа перед нагнетателями, оС Потери давления газа в г/о устройстве, кПа Температура газа перед нагнетателями, оС Рабочий расход газа на нагнетателях, м3/с Разрежение перед нагнетателями, кПа КПД нагнетателей Потребляемая нагнетателями мощность, кВт Вертикальная скорость спекания, мм/мин Производительность агломашины по шихте, т/ч Производительность агломашины, т. агломерата/ч Удельный расход электроэнергии, кВтч/т % Подсосы воздуха, доли Удельная производительность агломашины, т/(м2•ч) Производительность агломашины, % | 430 0,338 9,83 1,198 0,39 10,22 10,53 139 1,71 131 452 12,76 0,773 7610 21,6 810 459 16,58 100 0,541 1,471 100 | 430 0,351 10,47 1,198 0,42 10,90 11,25 139 0,43 131 467 12,22 0,758 7682 22,5 843 477 16,09 97,0 0,540 1,530 104,0 | 430 0,363 11,03 1,198 0,45 11,48 11,86 139 2,00 131 494 14,45 0,735 9908 23,2 870 493 20,10 121,2 0,540 1,580 107,4 | 500 0,355 12,41 1,198 0,44 12,85 13,23 135 0,48 127 499 14,34 0,732 9978 22,8 852 483 20,66 124,6 0,557 1,548 105,2 | 470 0,336 9,87 1,198 0,38 10,25 10,57 138 1,71 131 452 12,78 0,773 7615 21,6 807 457 16,65 100,4 0,542 1,466 100,0 | 470 0,350 10,51 1,198 0,42 10,93 11,28 139 0,43 131 466 12,26 0,759 7681 22,4 840 476 16,14 97,3 0,541 1,525 104,0 | 470 0,361 11,07 1,198 0,45 11,52 11,89 139 1,99 131 494 14,48 0,736 9912 23,2 867 491 20,17 121,7 0,541 1,575 107,5 | 520 0,361 12,22 1,198 0,45 12,67 13,07 136 0,49 128 502 14,18 0,730 9944 23,1 866 491 20,26 122,2 0,552 1,573 107,3 |
Заключение
В результате выполнения диссертационной работы дано научно-техническое обоснование и разработан ряд технических решений, направленных на совершенствование технологических операций агломерационного производства.
Получены следующие основные научно-технические результаты.
1. В качестве характеристики оценки внешнего уплотняющего гранулы воздействия и инструмента анализа процесса обоснован показатель, характеризуемый центробежной силой и включающий средний диаметр гранул, основные конструктивные и технологические характеристики вращающегося цилиндрического барабана.
2. Установлена возможность интенсификации агломерационной установки процесса за счет увеличения уплотняющего воздействия окомкователей на обрабатываемый в них поток шихты путем применения тарельчатых грануляторов. Получена модель для определения среднего диаметра гранул окомкованной шихты ОАО «НЛМК» в зависимости от параметров работы тарельчатого гранулятора и от влажности шихты.
3. Установлены причины и характер формирования неравномерности распределения шихты в загрузочной воронке. Обоснован новый режим работы челнокового распределителя, минимизирующий указанную неравномерность.
4. Уточнена и дополнена теория сушки агломерационной шихты.
5. Показано, что управление тепловым и газодинамическим режимом работы горна должно осуществляться путем стабилизации температуры поверхности слоя расходом газа и воздуха при поддержании атмосферного давления в горне. Необходимыми условиями для этого являются дросселирование вакуум-камер под горном, установка уплотнений между вакуум-камерами и уплотнение горна относительно паллет и слоя шихты. При этом, при увеличении скорости ленты и изменении температуры поверхности слоя, обусловленными повышением газопроницаемости шихты стабилизацию температуры следует осуществлять изменением расхода газа при сохранении соотношения газ:воздух, а при изменении температуры поверхности, обусловленном возмущениями по влажности шихты или расхода топлива – только расходом газа.
6. Установлена эффективность применения комбинированного способа окомкования шихты с газодинамической точки зрения.
7. Результаты работы по комбинированному окомкованию шихты, требованиям к режимам ее загрузки и зажигания, замене батарейных циклонов на электрофильтры и средненапорных нагнетателей на высоконапорные могут быть использованы в отрасли при модернизации и проектировании новых аглофабрик. В качестве меры борьбы с неравномерным распределением скорости спекания по ширине паллет так же может быть использован опыт АГП НЛМК по уширению бортов паллет при неизменной ширине колосникового поля, что обеспечило существенное улучшение показателей процесса спекания шихты.
8. На агломерационной машине АКМ-312 № 4 внедрена промышленная установка для комбинированного окомкования шихты, включающая, наряду с двумя барабанными окомкователями, 3 тарельчатых гранулятора, с помощью которой отработана технология комбинированного окомкования шихты. Удельная производительность агломерационной машины № 4 возросла на 5,0 %, улучшились металлургические свойства агломерата.
Годовой экономический эффект от применения грануляторов шихты составил около 25 млн. рублей.
Подтверждающий акт (копия) по внедрению новой технологии комбинированного окомкования на агломашине №4 и Расчёт показателей экономической эффективности приведены в приложении к диссертационной работе.
За внедрение и разработку способа загрузки агломерационной шихты и за совершенствование и внедрение технологии, техники и управления процессом агломерации диссертант в составе коллектива награжден: Дипломом лауреата международной выставки Металл-Экспо (2007 г.) и Золотой медалью лауреата международной выставки Металл-Экспо (2010 г.). Подтверждающие документы приведены в приложении к диссертации.
Список научных работ опубликованных по теме диссертации
- Исаенко, Г.Е. Комбинированное окомкование агломерационной шихты в аппаратах барабанного типа и тарельчатых грануляторах [Текст] / Г.Е. Исаенко, А.Н. Сапрыкин, А.С. Кузнецов, В.П. Пузанов, Ю.А. Фролов // Сталь. –2009. – № 8. – С. 2–7.
- Полоцкий, Л.И. Оптимизация режима работы челнокового распределителя узла загрузки шихты на агломерационную машину [Текст] / Л.И. Полоцкий, Ю.А. Фролов, Г. Е. Исаенко, А.Н. Сапрыкин // Т 28 Творческое наследие Б.И. Китаева: труды междунар. науч.-практ. конф. 11-14 февраля 2009 г. –Екатеринбург, УГТУ-УПИ, 2009. – С. 187-192
- Греков, В.В. Пути повышения производительности агломашин и освоение производства различных видов агломерата [Текст] / В.В. Греков, А.К. Семенов, Г.Е. Исаенко, А.С. Кузнецов // Сталь. – 2005. – № 12. – С. 6-8.
- Греков, В.В. Оценка влияния расхода твердого топлива на показатели процесса агломерации [Текст] / В.В. Греков, А.К. Семенов, Г.Е. Исаенко, В.И. Клейн, А.А. Кутузов // Сталь. – 2006. – № 6. – С. 36-39.
- Фролов, Ю.А. Анализ процессов сушки, конденсации и газодинамики слоя в начальном периоде агломерации [Текст] / Ю. А. Фролов, В. В. Конопляник, Г.Е. Исаенко, А. Н. Сапрыкин, Г. Н. Дячок // Сталь. – 2008. – № 6. – С. 5-13.
- Фролов, Ю.А. Исследование процесса агломерации с использованием информации новой АСУ ТП агломашины АКМ-312 [Текст] / Ю.А. Фролов, В.Н. Богатиков, Г.Е. Исаенко, О.А. Семенов, А.Н. Леликов, В.П. Зыков // Сталь. 2010. – № 5. – С. 24-29.
- Фролов, Ю.А. Исследование влияния высоты слоя шихты на процесс агломерации [Текст] / Ю.А. Фролов, Г.Е. Исаенко, В.Н. Богатиков, Н.А. Титов, А.Н. Леликов, В.П. Зыков // Черная металлургия, Бюллетень научно-технической и экономической информации. 2010. – № 10. – С. 45-49.
- Коршиков, Г.В. Расчет параметров зажигания шихты при использовании нагретого воздуха от охладителей агломерата [Текст] / Г.В. Коршиков, В.Г. Михайлов, Г.Е. Исаенко // Современная металлургия начало нового тысячелетия: сб. науч. тр. Часть.1.– Липецк, ЛГТУ, 2008г. – С. 71-78.
- Авдеенко, А.А. Методика расчета горения топлива и окислительно-восстановительных процессов при агломерации [Текст] / А.А. Авдеенко, Б.А. Боковиков, Г.Е. Исаенко, В.И. Клейн, Ю.Г. Ярошенко // Сталь. – 2002. –№ 4. – С. 34-36.
- Исаенко, Г.Е. Исследования и разработка технологии комбинированного окомкования шихты на АГП ОАО «НЛМК» [Текст] / Г.Е. Исаенко, А.Н. Сапрыкин, А.С. Кузнецов, Е.А. Путилин, В.П. Пузанов // Современная металлургия начало нового тысячелетия: сб. науч. тр. Часть 1.– Липецк, ЛГТУ, 2008г. – С. 150-155.
- Исаенко, Г.Е. Исследования газодинамического режима внешнего нагрева шихты на агломерационной машине площадью 312 м2. [Текст] / Г.Е. Исаенко, О.А. Семенов, Ю.А. Фролов // Современная металлургия начало нового тысячелетия: сб. науч. тр. Часть 2.– Липецк, ЛГТУ, 2009г. – С. 23-29.
- Патент 2 293 126. Российская Федерация, МПК С22 В 1/20. Способ спекания агломерационной шихты. / Греков В.В., Семенов А.К., Кузнецов А.С., Исаенко Г.Е.: заявитель и патентообладатель ОАО «НЛМК» - №2005112161/02, заявл. 22.04.2005 г.; опубл. 10.02.2007 г. Бюллетень №4.
- Патент 2 398 896. Российская Федерация, МПК С22 В. 1/14. Способ загрузки шихты на агломерационную машину. /Фролов Ю.А., Полоцкий Л.И., Исаенко Г.Е.: заявитель и патентообладатель ОАО «Уральский институт металлов», ОАО «НЛМК» - №2008132167/02, заявл. 04.08.2008 г.; опубл. 10.09.2010 г. Бюллетень №25.