

Разработка способов технологического воздействия на формирование непрерывнолитых заготовок и слитков и оборудования для их реализации с целью повышения качества металла
На правах рукописи
Гущин Вячеслав Николаевич
РАЗРАБОТКА СПОСОБОВ ТЕХНОЛОГИЧЕСКОГО ВОЗДЕЙСТВИЯ НА ФОРМИРОВАНИЕ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК
И СЛИТКОВ И ОБОРУДОВАНИЯ ДЛЯ ИХ РЕАЛИЗАЦИИ
С ЦЕЛЬЮ ПОВЫШЕНИЯ КАЧЕСТВА МЕТАЛЛА
Специальность 05.16.02 – Металлургия черных,
цветных и редких металлов
Автореферат
диссертации на соискание ученой степени
доктора технических наук
Москва – 2011
Работа выполнена в Нижегородском государственном
техническом университете им. Р.Е. Алексеева
Научный консультант - доктор технических наук, профессор
Васильев Виктор Александрович
Официальные оппоненты: доктор технических наук, профессор
Сборщиков Глеб Семенович
доктор технических наук, профессор
Шалимов Александр Георгиевич
доктор технических наук, профессор
Бухмиров Вячеслав Викторович
Ведущая организация – Федеральное государственное унитарное
предприятие “Центральный научно - исследовательский институт
черной металлургии им. Н.П. Бардина”, г. Москва.
Защита состоится 24 марта 2011 г. в часов на заседании
диссертационного совета Д 212.132.02 Национального исследовательского технологического университета «МИСиС» по адресу:
119049, Москва, Ленинский проспект, 4, ауд. А-305. С диссертацией можно ознакомиться в библиотеке Национального исследовательского технологического университета «МИСиС».
Автореферат разослан « » февраля 2011 г.
Справки по телефону: (495) 236-82-17
Учёный секретарь диссертационного совета
доктор технических наук, профессор Сёмин А.Е.
Общая характеристика работы
Актуальность темы. В связи с появлением машиностроительного оборудования, работающего в сложных технических условиях, основными направлениями развития металлургии черных металлов и литейного производства являются повышение качество металла и конкурентной способности выпускаемой продукции, ресурсосбережение, снижение экологической нагрузки на окружающую среду. К числу материалов для такого оборудования относится холоднокатаный лист для автомобилестроения и судостроения, вытяжка которого должна исключать разрывы и дефекты поверхности, возникающие при наличии крупных экзогенных включений и пористости в металле. Аналогичные задачи возникают в связи с развитием нефтяной, газовой промышленности, железнодорожного транспорта и энергетики при производстве стальных труб, работающих при низких температурах и повышенном давлении, рельсовой и колёсной стали, работающей при больших динамических нагрузках и перепадах температур, а также поковок ответственного назначения для машиностроения. Требования же к внутреннему строению литого металла предусматривают его однородность с минимальным развитием осевой неоднородности и зональной ликвации, без трещин, отсутствием усадочных дефектов и крупных неметаллических включений (НВ).
Вопросы, связанные с влиянием гидродинамических, тепло- и массообменных процессов на формирование слитков и заготовок и качество литого металла получили широкое освещение в трудах ученых отечественных и зарубежных металлургических научных школ. В то же время реализации способов технологического воздействий на жидкий и кристаллизующийся металл и механизмы управления этими процессами изучены недостаточно.
При производстве непрерывнолитых заготовок и слитков ответственного назначения целесообразно разрабатывать способы и технологии направленного воздействия на определяющие параметры гидродинамических и тепломассообменых процессов при разливке и затвердевании, обеспечивающие ресурсосбережение и повышении качества металла. К числу таких технологий относятся создание условий направленного затвердевания; импульсного воздействия на расплав, наложения электромагнитных полей и давлений, создание центробежных и вибрационных ускорений; организация ориентированного распределения потоков расплава, обеспечивающих направленное перемещение неметаллических и газовых включений в промежуточных ковшах, кристаллизаторах и изложницах.
Цель работы заключается в разработке и обосновании комплексных способов технологического воздействия на разливку и формирование непрерывнолитых заготовок и слитков и оборудования для их реализации, обеспечивающих получение высококачественного металла.
В соответствии с указанной целью были поставлены следующие задачи:
- Разработка методики физического и математического моделирования динамики многофазных потоков при виброимпульсном воздействии на жидкий и кристаллизующийся металл при использовании электороразрядных генераторов упругих колебаний.
- Развитие методик расчёта кинетики затвердевания и двухфазной зоны бинарных сплавов с учётом внешних воздействий, теплообмена в системе слиток–изложница при изменении условий теплообмена и термонапряжённого состояния затвердевающей корочки непрерывнолитых заготовок (НЛЗ).
- Определение условий образования вихревых структур и распределения неметаллических включений в расплаве при различных конструктивных решениях.
- Совершенствование способов рафинирования расплава в промежуточных ковшах с учётом скорости разливки, их геометрических особенностей при оптимизации конструкций шлакоуловительных и вихрегасящих систем.
- Разработка способов подвода расплава в слябовые, блюмовые и двухвалковые кристаллизаторы, обеспечивающие управление потоками расплава при создании благоприятных условий для снижения зоны бифуркации, всплытия неметаллических включений и направленного затвердевания НЛЗ.
- Обоснование режимов и разработка способов импульсных воздействий при использовании электроимпульсной обработки расплава в ковшах, изложницах и кристаллизаторах МНЛЗ для осуществления рафинирования, гомогенизации и повышения физико-химической однородности литья.
- Развитие способов направленного затвердевания слитков при использовании теплоизолирующих экранов.
- Внедрение в производство разработанных технологических способов повышения качественных показателей металла НЛЗ и слитков.
Научная новизна работы состоит в разработке и обосновании методов физического и математического моделирования, позволяющие решать задачи динамики многокомпонентных технических систем с учетом внешних воздействий.
Основные научные результаты:
- Разработана методика моделирования и проведён анализ динамики многофазных потоков (расплав, твёрдая фаза, неметаллические включения, шлак, газовые включения) при динамических воздействиях на расплав.
- Предложена методика расчёта затвердевания конусных литых заготовок при дифференцированном теплоотводе от их поверхности с учётом тепловой работы прибыли и теплообмена в системе слиток – изложница, позволяющая анализировать изменение технологических параметров на тепловые процессы этой системы.
- Развита методика расчета динамики двухфазной зоны (ДЗ) при затвердевании стальных заготовок с учётом внешних расчёта воздействий. Проведён анализ влияния на развитие ДЗ применения технологии теплового экранирования (ТЭ) слитков, электроимпульсной обработки (ЭИО) расплава и создания вращательных траекторий потоков металла в кристаллизаторах МНЛЗ при использовании безнапорных разливочных стаканов, разработанных конструкций.
- Решена задача расчёта термонапряжённого состояния НЛЗ, позволяющая определять оптимальный профиль водоохлаждаемого холодильника (волновода, дорна) или кристаллизатора. На основе расчётов спроектирован волновод-концентратор для виброимпульсного воздействия на расплав.
- Выявлены особенности образования вихревых структур в промежуточных ковщах и кристаллизаторах и их влияние на затягивание НВ в металл. Разработаны способы подавления конусообразных вихревых образований в промежуточных ковшах при использовании разработанных конструкций шлакоуловительных и вихрегасящих систем.
- Проведён анализ факторов, влияющих на интенсификацию рафинирования и дегазацию при ламинарном и турбулентном течениях расплава с включениями различной плотности и размеров. Установлено влияние ввода упругих колебаний в расплав при ЭИО на поведение НВ.
- Установлены закономерности и выявлены факторы, способствующие созданию закручивающего эффекта расплава в кристаллизаторах МНЛЗ с помощью разработанных конструкций безнапорных разливочных стаканов.
- Определены условия образования плавающих корочек на мениске расплава в зависимости от распределения скоростей потоков металла и высоты невозмущённого потока с учетом величины перегрева и толщины шлакообразующей смеси.
- Расширена математическая модель виброимпульсного воздействия на жидкий и кристаллизующийся металл в рамках протекания тепломассообмена в расплаве и двухфазной зоне с учётом определяющих параметров комплекса технических средств и динамики формирования волны давления. Рассчитано изменение перемещения, ускорения, скорости, частотного спектра и давления волны в расплаве при ЭИО.
- Проведён анализ и установлены закономерности по влиянию вводимой мощности, частоты импульсов и расположения волноводов при ЭИО на эффективность рафинирования, дегазацию расплава и качество металла.
- Установлена взаимосвязь между тепловой работой изложницы, кинетикой затвердевания, гидродинамикой расплава и качеством металла при тепловом экранировании прибыльной части слитков.
Практическая значимость и реализация работы в промышленности.
Результаты проведённых исследований позволили разработать эффективные ресурсосберегающие промышленные технологии управления тепломассообменными процессами при разливке и формировании высококачественных НЛЗ и слитков. Результаты работы использованы при разработке усовершенствованной технологии рафинирования металла в промежуточных ковшах с полнопрофильными перегородками, вихрегасящими устройствами и прошли промышленные испытания на реконструированной УНРС-1 ЭСПЦ и УНРС-5 ККЦ ОАО “Северсталь” при непрерывной разливке трубных, судостроительных сталей и холоднокатаного листа для автомобилестроения. Применение разработанных технологий позволило улучшить качество толстого листа, снизить зачистку поверхности слябов и отсортировку по металлургическим дефектам холоднокатаного листа в 3 раза.
По результатам физического и математического моделирования была разработана технология и получены патенты на способ подвода расплава в кристаллизаторы и устройство глуходонного погружного стакана, обеспечивающего тангенциальный подвод расплава в кристаллизаторы.
В конвертерном цехе ОАО “Нижнетагильский металлургический комбинат” были проведены промышленные испытания безнапорных погружных стаканов марки КГПС-65 №106 производства ОАО “Огнеупоры” при отливке колёсно-бандажных и рельсовых заготовок. Использование аналогичных разработок на ОАО “Северсталь” при разливке заготовок сечением 300х360 мм и 250х1000…1700 мм позволило уменьшить средние показатели по осевой рыхлости на 22%, зачистка поверхности по сетчатым трещинам уменьшена в 4,2 раза и устранена по единичным неметаллическим включениям.
Разработанная технология и режимы виброимпульсного воздействия на жидкий и кристаллизующийся металл прошли лабораторные испытания и могут быть рекомендованы к внедрению в производство.
Разработанная технология теплового экранирования верхней части слитков, внедренная на ОАО ГМЗ и ОАО “Нижегородский машиностроительный завод” позволила резко уменьшить развитие дефектов усадочного характера слитков массой от 1,2 до 13 т и устранить брак проката и поковок ответственного назначения.
Суммарный ожидаемый экономический эффект от использования разработанных технологий превышает 150 млн. руб./год. Результаты промышленного использования подтверждается соответствующими актами и справками о внедрении.
Достоверность полученных результатов обеспечена исследованием структуры и свойств литого и деформированного металла, подтверждена значительным объёмом экспериментальных данных, промышленным опробованием и внедрением в производство разработанных технологических процессов, натурными и модельными испытаниями, апробацией полученных результатов на научно-технических конференциях различного уровня.
Автору принадлежит:
- постановка задач теоретических и экспериментальных исследований;
- обоснование и развитие теории физического и математического моделирования многофазных систем при динамических воздействиях на расплав;
- разработка методик расчета развития двухфазной зоны, затвердевания, термонапряженного состояния твердой корочки, теплообмена в системе слиток – изложница; обоснование условий образования вращающихся потоков расплава, плавающих корочек и вихревых структур;
- способы технологического воздействия на разливку и формирование НЛЗ и слитков при использовании разработанных конструкций разливочных стаканов, вихрегасящих и гидростабилизирующих устройств, волноводов и теплоизолирующих экранов;
- анализ результатов модельных и промышленных экспериментов;
- обобщение, научное обоснование полученных результатов, формулирование выводов и рекомендаций.
Апробация работы. Основные положения диссертационной работы докладывались и обсуждались на Всесоюзных, Российских и международных научно-технических конференциях: “Передовой опыт производства стали, её внепечной обработки, разливки в слитки и получение кузнечных заготовок” (Волгоград, 1988, 1989), “Суспензионное и композиционное литьё” (Киев, 1988), “Проблемы стального слитка” (Киев, 1987, 1988, 1989), “Процессы разливки, модифицирования и кристаллизации стали и сплавов” (Волгоград, 1990, 1991), “Прогрессивные технологии в металлургии” (Комсомольск на Амуре, 1998, 2000), “Опыт поузловой модернизации МНЛЗ с внедрением технологических решений в области непрерывной разливки стали” (Орск, 2003), “Современная металлургия нового тысячелетия” (Липецк, 2006, 2007, 2008, 2009), “Современные технологии и оборудование для внепечной обработки и непрерывной разливки стали” (Москва, 2006, 2007), “Печные агрегаты и энергосберегающие технологии в металлургии и машиностроении” (Москва, 2008), “Творческое наследие Б.И. Китаева” (Екатеринбург, 2009), “Энергосберегающие технологии в металлургической промышленности” (Москва, 2010), “Энерго- и ресурсосберегающие технологии в металлургии” (Москва, 2010), а также защищены патентами и авторскими свидетельствами.
Публикации. По теме диссертации опубликовано более 120 печатных работ, в том числе 35 в изданиях рекомендованных ВАК, 3 монографии, 2 учебных пособия с грифом УМО, 8 патентов.
Объём работы. Диссертационная работа состоит из введения, 6 глав, общих выводов, списка литературы из 389 наименований, изложена на 356 страницах машинописного текста, содержит 72 таблицы, 145 рисунков и приложения на 24 страницах.
Во введении обоснована актуальность работы, показана ее научная и практическая значимость, сформулированы основные научные положения, выносимые на защиту. Представленные в диссертации материалы обладают элементами новизны в изучаемой области, методах подхода к решению поставленных задач и интерпретировании полученных результатов.
Состояние вопроса
Результаты проведенных исследований российскими и зарубежными специалистами в области разливки и затвердевания стали позволяют утверждать, что на развитие физической и химической неоднородности в значительной степени влияют направление и характер конвективных потоков расплава при разливке и формировании заготовок; распределение температур в расплаве и затвердевающей корочке; интенсивность и направление отвода теплоты; развитие двухфазной зоны и диффузионного перераспределения ликвирующих примесей и др. Причём, при рассмотрении динамики многофазных сред эти факторы являются взаимосвязанными.
Определяющими факторами развития процессов затвердевания и неоднородности НЛЗ являются интенсивные струйно-циркуляционные потоки в кристаллизаторе, вызванные гидродинамическим воздействием струи металла из промежуточного ковша. Ликвационные явления обусловлены развитием вынужденных и естественных конвективных потоков, обогащающих остаточный расплав примесями, интенсивностью затвердевания, фильтрационными процессами в двухфазной зоне (ДЗ).
Оптимизация подвода расплава в кристаллизаторы определяется следующих факторов: интенсивностью потоков расплава; глубиной проникновения струй подводимого расплава в жидкую лунку; равномерностью и направлением циркуляционных потоков, обеспечивающих подъем НВ к мениску.
Управление потоками поступающего в кристаллизатор расплава связано со значительными трудностями и требует использования ряда мероприятий, часть из которых в настоящее время используется на практике: электромагнитное торможение и перемешивание; виброхолодильники специальных конструктивных исполнений; стаканы с различной конфигурацией входных и выходных отверстий и т.д. Причём качество литого металла в значительной степени зависит от эффективности работы промежуточного ковша. Содержание НВ в литом металле значительно уменьшается при разливке стали через промежуточные ковши большой емкости и рациональном расположении в них гидростабилизирующих и вихрегасящих устройств (порогов, отбойников, полнопрофильных перегородок), систем подвода металла, расположения продувочных устройств и др.
Эффективными способами по управлению процессами тепломассообмена, а также по изменению характера и структуры гидродинамического, диффузионного и термокапиллярного перемещения фаз является широкий круг динамических и статических внешних воздействий на разливку и формирование НЛЗ и слитков.
Сдерживающими причинами широкого внедрения предлагаемых технических решений являются недостаточно теоретически и экспериментально обоснованное решение вопросов, связанных с теорией движения жидкостей в замкнутых объёмах и переноса инородных включений в них. В связи с этим предлагаемые к промышленному внедрению разработки не всегда эффективны и экономичны.
Выбор конкретного способа технологического воздействия или их сочетание определяется специфическими конструктивными и технологическими особенностями каждого процесса и требует проведения системного анализа для выбора эффективного технического решения.
Методы физического и математического моделирования
гидродинамических и тепломассообменных процессов разливки стали
с учётом внешних воздействий
Приведённые в работе методы физического моделирования совместно с математическими моделями позволяют решать задачи динамики многокомпонентных систем (расплав, неметаллические включения, твёрдая и газовая фазы) при реализации технических решений в промковшах, кристаллизаторах, системах разливки с учётом их особенностей. Установленные критериальные зависимости позволяют также проводить исследование процессов разливки и формирования литых заготовок при динамических внешних воздействиях.
Систему уравнений сохранения импульса, энергии и критериальную зависимость для моделирования гидродинамики расплава при условии сохранения сплошности моделируемой среды можно записать в безразмерном виде: ![]() ;
;
 ; (1)
; (1)
![]() . (2)
. (2)
где![]() ,
, ![]() – критерии Рейнольдса, Фруда, Ньютона;
– критерии Рейнольдса, Фруда, Ньютона; ![]() и
и ![]() – характерный размер и безразмерные координаты;
– характерный размер и безразмерные координаты; ![]() - плотность среды; g – ускорение свободного падения;
- плотность среды; g – ускорение свободного падения; ![]() - кинематическая вязкость расплава и модельной жидкости;
- кинематическая вязкость расплава и модельной жидкости;![]() – безразмерная скорость потока,
– безразмерная скорость потока, ![]() ,
, ![]() – скорости расплава в исследуемой точке ёмкости и на выходе из отверстия разливочного стакана;
– скорости расплава в исследуемой точке ёмкости и на выходе из отверстия разливочного стакана; ![]() - безразмерная температура расплава,
- безразмерная температура расплава, ![]() - температуры в исследуемой точке и на фронте затвердевания;
- температуры в исследуемой точке и на фронте затвердевания; ![]() - относительное давление потока расплава,
- относительное давление потока расплава, ![]() - динамическое давление в данной точке и на выходе из отверстия разливочного стакана.
- динамическое давление в данной точке и на выходе из отверстия разливочного стакана.
Исходя из этих зависимостей и выбранного геометрического масштаба для жидкой ванны ![]() , при заданных граничных условиях получаем: масштаб скоростей (при ReFr=idem)
, при заданных граничных условиях получаем: масштаб скоростей (при ReFr=idem) ![]() ; масштаб вязкостей (при Re=idem)
; масштаб вязкостей (при Re=idem) ; масштаб расхода
; масштаб расхода
(при ReFr, X,Y =idem) ![]() ; масштаб времени (при Ne=idem)
; масштаб времени (при Ne=idem) ![]() . Индексы “м” и “о” относятся соответственно к модели и оригиналу.
. Индексы “м” и “о” относятся соответственно к модели и оригиналу.
Для твердых и жидких примесных образований в условиях вынужденной конвекции и учёта подъёмной силы уравнения (1) и (2) принимают вид:
 ; (3)
; (3)
![]() , (4)
, (4)
где ![]() – критерий Архимеда; индексы “в” и “ж” относятся к включению и расплаву;
– критерий Архимеда; индексы “в” и “ж” относятся к включению и расплаву; ![]() - кинематическая вязкость расплава.
- кинематическая вязкость расплава.
Из идентичности условия свободного движения примесных образований на модели и оригинале (Ar=idem), определяем их геометрический масштаб  . (5)
. (5)
Для шлакового покрытия на модели с учетом силы поверхностного натяжения на границе шлак-металл уравнения (1) - (2) имеют вид:
 ; (6)
; (6)
![]() . (7)
. (7)
Линейный масштаб (при ![]() =idem)
=idem)![]() , (8)
, (8)
где ![]() – критерий Боде для шлакового покрытия,
– критерий Боде для шлакового покрытия,![]() – поверхностное натяжение на границе раздела фаз оригинала и модели;
– поверхностное натяжение на границе раздела фаз оригинала и модели; ![]() – плотности шлаковых покрытий оригинала и модели.
– плотности шлаковых покрытий оригинала и модели.
Для газовых включений в расплаве при его продувки инертными газами уравнения (1) – (2) принимают вид:
 , (9)
, (9)
![]() , (10)
, (10)
где ![]() ,
, ![]() - критерии Боде и Галилея.
- критерии Боде и Галилея.
На основании идентичности комплекса ![]() =idem рассчитываем линейный масштаб газовых включений
=idem рассчитываем линейный масштаб газовых включений
 , (11)
, (11)
где ![]() – характерные размеры газового пузырька,
– характерные размеры газового пузырька, ![]() - кинематические вязкости расплава и модельной жидкости.
- кинематические вязкости расплава и модельной жидкости.
Вводя в условия однозначности газовую нагрузка u и межфазные параметры, получаем в общем виде критериальное равенство, описывающее подобие гидродинамических процессов в газо-жидкостной системе:
 , (12)
, (12)
где  ; Ма – критерий Маха.
; Ма – критерий Маха.
Математическая модель виброимпульсного воздействия на жидкий кристаллизующийся металл описывает рассматриваемую задачу в рамках протекания тепломассообмена в расплаве, двухфазной зоне и в затвердевшем металле с учетом упругопластической деформации двухфазной зоны и соответствующих начальных и граничных условий непрерывности, движения сплошной среды, энергии. Это векторная система из восьми уравнений не может быть решена в общем виде, а имеет лишь частные и зачастую весьма приближенные решения, что нарушает принципы системности и интегральности. Однако эта система может быть использована для обоснования физической модели протекающих процессов. В окончательном виде система критериально-симплексных зависимостей, позволяющих проводить моделирование в системе ГИТ- ЭРГУК- волновод- расплав, получена в следующем виде:
 ;
;![]()
 ;
;![]() , (13)
, (13)
где ![]() – динамический параметр нагружения;
– динамический параметр нагружения; ![]() и
и ![]() – амплитуда и частота качания; С – эмпирический коэффициент, выбираемый из условия
– амплитуда и частота качания; С – эмпирический коэффициент, выбираемый из условия ![]() (Е – энергия, запасенная в ГИТ; – время ее ввода в расплав, М – масса обрабатываемого расплава); Фн – неучтенные тепловые факторы конструктивно-технологического характера;
(Е – энергия, запасенная в ГИТ; – время ее ввода в расплав, М – масса обрабатываемого расплава); Фн – неучтенные тепловые факторы конструктивно-технологического характера; ![]() – комплексный критерий теплообмена;
– комплексный критерий теплообмена;![]() - относительные координаты изотерм ликвидус и солидус; Фи – неучтенные факторы;
- относительные координаты изотерм ликвидус и солидус; Фи – неучтенные факторы; ![]() –симплекс перепадов температур;
–симплекс перепадов температур;![]() и
и ![]() – энергетические критерии;
– энергетические критерии; ![]() и
и ![]() – механоакустические критерии;
– механоакустические критерии; ![]() – давление в канале разряда; 1 и С1 плотность воды и скорость звука в ней; = 1,26 – эффективный показатель адиабаты;
– давление в канале разряда; 1 и С1 плотность воды и скорость звука в ней; = 1,26 – эффективный показатель адиабаты; ![]() – объем канала разряда; Rк – радиус канала; lк –межэлектродный промежуток;
– объем канала разряда; Rк – радиус канала; lк –межэлектродный промежуток; ![]() - круговая частота, (
- круговая частота, (![]() ; – доля энергии, выделившейся в первом полупериоде разряда; L – индуктивность разрядной цепи; C – емкость батареи конденсаторов); Uo – зарядное напряжение; R – радиус пластины мембраны; ho – толщина мембраны; 2 и C2 – плотность обрабатываемой среды и скорость звука в ней; – прогиб пластины ЭРГУК;
; – доля энергии, выделившейся в первом полупериоде разряда; L – индуктивность разрядной цепи; C – емкость батареи конденсаторов); Uo – зарядное напряжение; R – радиус пластины мембраны; ho – толщина мембраны; 2 и C2 – плотность обрабатываемой среды и скорость звука в ней; – прогиб пластины ЭРГУК; ![]() ;
; ![]() ;
; ![]() ;
; ![]() .
.
Полученные закономерности позволили рассчитать масштабы моделирования, разработать оборудование для проведения модельных экспериментов и обосновать полученные результаты динамики многофазных систем при реализации разработанных способов воздействия на формирование НЛЗ и слитков.
Для проведении анализа, обобщения причин возникновения дефектов литого металла и создания способов их устранения разработаны методики расчёта затвердевания стального слитка и развития двухфазной зоны при динамических воздействиях и изменении условий теплообмена в системе слиток-изложница.
Связь между горизонтальным и вертикальным затвердеванием слитка определялась для расчета цилиндрической конусной заготовки при дифференцированном теплоотводе от её поверхности. Для учёта изменения теплоотдачи по высоте слитка участок 1 разбивался на N уровней, каждый из которых характеризуется своими текущими значениями ![]() (рисунок1).
(рисунок1).

Дифференциальное уравнение теплового
баланса затвердевающего слитка имеет вид: ![]() , (14)
, (14)
где dQ![]() – теплота, теряемая поверхностью слитка в процессе затвердевания; d
– теплота, теряемая поверхностью слитка в процессе затвердевания; d![]() теплота, аккумулированная нарастающей твердой коркой;
теплота, аккумулированная нарастающей твердой коркой;
Рисунок 1 - Схема разбивки затвердевающего
слитка на расчётные участки
d![]() теплота кристаллизации, выделяющаяся на фронте затвердевания на каждом уровне по высоте слитка; d
теплота кристаллизации, выделяющаяся на фронте затвердевания на каждом уровне по высоте слитка; d![]() теплота перегрева расплава;
теплота перегрева расплава; ![]() – теплота, подводимая к телу слитка из прибыли.
– теплота, подводимая к телу слитка из прибыли.
Каждая из статей теплового баланса определяется для конкретных расчётных участков, которые затем суммируются: ![]() =
=
![]() ,
,
где![]() ;
;  – критерий Био, текущие относительная высота и толщина затвердевшей корки, конусность слитка;
– критерий Био, текущие относительная высота и толщина затвердевшей корки, конусность слитка; ![]() – расстояние от дна изложницы до текущей высоты (
– расстояние от дна изложницы до текущей высоты (![]() = H);
= H); ![]() –температуры затвердевания и окружающей среды; – толщина затвердевшей корки.
–температуры затвердевания и окружающей среды; – толщина затвердевшей корки.
 ,
,
где  .
.
![]() рассчитывалось для участков 2, 3 и на каждом i – м уровне участка 1.
рассчитывалось для участков 2, 3 и на каждом i – м уровне участка 1.
Утепляющее действие прибыли для подприбыльных объёмов слитка: 
![]() , где
, где ![]() - суммарный коэффициент теплоотдачи от прибыли в тело слитка;
- суммарный коэффициент теплоотдачи от прибыли в тело слитка; ![]() – площадь сечения не затвердевшего металла на стыке слитка с прибылью.
– площадь сечения не затвердевшего металла на стыке слитка с прибылью.
Подставляя полученные выражения в (14) после преобразований получаем функциональную зависимость, позволяющую определить толщину затвердевшей корки на каждом уровне по высоте слитка в заданный момент времени при изменении условий теплообмена в системе слиток – изложница – окружающая среда. В критериальной форме эту функциональная зависимость имеет вид ![]() .
.
Решение этого уравнения проводилось численными методами.
При дифференцированном теплоотводе с использованием теплоизолирующих экранов для каждого i - го участка определялся коэффициент теплоотдачи ![]() . Здесь
. Здесь ![]() - плотность теплового потока через стенку экранированной изложницы,
- плотность теплового потока через стенку экранированной изложницы, ![]() - перепад температур между внутренней и наружной поверхностями стенки изложницы.
- перепад температур между внутренней и наружной поверхностями стенки изложницы.
Изменения условий теплообмена в системе слиток-изложница определялись расчётным путём и сопоставлялись с результатами термометрирования экранов и стенок изложниц. Изменяя условия теплоотдачи в зазоре между слитком и изложницей, от изложницы в окружающую среду, толщину изложницы, можно увеличить или уменьшить скорость затвердевания слитка или отдельных его объёмов по высоте, т.е. в известных пределах осуществить регулирование этого процесса. Расчётная схема данного подхода представляет систему уравнений температурного поля стенки изложницы, количества теплоты, отведённого от поверхности слитка, переданного через зазор между слитком и изложницей, аккумулированного изложницей и отведённого в окружающую среду. Полученная система уравнений, решая которую совместно с задачей затвердевания, позволяет для конкретных условий определить температуры внутренней и наружной поверхности изложницы, наружной поверхности слитка и количество теплоты, переданной в системе. Было установлено, что использование технологии теплового экранирования верхней части слитков приводит к увеличению доли теплоты поступающей из прибыли, уменьшению перепада температур по сечению стенки изложницы, созданию градиента температур по её высоте, замедлению затвердевания при его направленности к подприбыльной области.
Задача нестационарной теплопроводности двухфазной зоны была расширена путём введения в уравнение теплопроводности параметров, учитывающих подвод энергии при динамических воздействиях на расплав, подвод теплоты в расплав (обогрев прибыли, тепловое экранирование и др.), а также влияние динамики расплава при реализации способов управления его потоками.
В общем случае уравнение теплопроводности ДЗ после преобразования в безразмерном виде будет:
 , (15)
, (15)
где ![]() ,
, ![]() ,
, ![]() -критерии Фурье, Нуссельта, Био;
-критерии Фурье, Нуссельта, Био; ![]() - аналог числа подобия фазового перехода;
- аналог числа подобия фазового перехода; ![]() ;
; ![]() - коэффициенты теплоотдачи от твердой и жидкой фаз к ДЗ;
- коэффициенты теплоотдачи от твердой и жидкой фаз к ДЗ; ![]() - теплопроводность твердой и жидкой фаз;
- теплопроводность твердой и жидкой фаз; ![]() безразмерные температуры поверхности и перегрева расплава; W,
безразмерные температуры поверхности и перегрева расплава; W, ![]() доля и темп выделения твёрдой фазы;
доля и темп выделения твёрдой фазы; ![]() – характерный размер (ширина ДЗ).
– характерный размер (ширина ДЗ).
В системе координат, перемещающейся вместе с изотермой солидуса со скоростью ![]() , относительное время и координата будут иметь вид:
, относительное время и координата будут иметь вид: ![]() , где
, где ![]() – аналог критерия Пекле.
– аналог критерия Пекле.
Граничные условия в новой системе координат: 
![]()
где ![]() и
и ![]() – относительные тепловые потоки от жидкого металла к фазовой границе и от затвердевшей корочки к стенке формы.
– относительные тепловые потоки от жидкого металла к фазовой границе и от затвердевшей корочки к стенке формы.
После преобразований, представляя долю твёрдой фазы в виде степенной функции ![]() получаем, опуская индексы ж-т, выражение для распределение температуры в ДЗ:
получаем, опуская индексы ж-т, выражение для распределение температуры в ДЗ:
 . (16)
. (16)
Уравнение для ширины ДЗ в зависимости от условий её формирования получено из условия ![]() :
:
 .
.
С учётом того, что ![]() ,
,  ,
,
где  - аналог числа подобия Нуссельта, получаем
- аналог числа подобия Нуссельта, получаем ![]()

![]() (17)
(17)
В квазистационарном приближении можно считать, что![]() , а при
, а при ![]() Ширина двухфазной зоны
Ширина двухфазной зоны ![]() входит в Ре, А и находится из решения уравнения (17) при заданных условиях теплообмена.
входит в Ре, А и находится из решения уравнения (17) при заданных условиях теплообмена.
При тепловом экранировании (ТЭ) определялись изменения условий теплообмена в системе слиток – изложница – окружающая среда; при электроимпульсной обработке (ЭИО) и вращении расплава учитывалось изменение характера и скорости потоков расплава.
Коэффициент теплоотдачи от потока расплава к ДЗ засчитывался:
- при турбулентном режиме ![]() ; (18)
; (18)
- при ламинарном режиме ![]() . (19)
. (19)
На рисунке 2, а приведены кривые, характеризующие развитие ДЗ в подприбыльном сечении кузнечных слитков массой 13т (l=0,6м, ст. 40) при ТЭ и ЭИО. При ТЭ верхней части слитков термогравитационная конвекция выражена слабо, скорость конвективного движения расплава в 2…2,5 раза ниже, чем в контрольном слитке, что приводит к понижении ![]() в 1,5…1,8 раза при уменьшении
в 1,5…1,8 раза при уменьшении ![]() в 30 раз после прогрева изложницы. То есть в этом случае определяющим является уменьшение плотности теплового потока с наружной поверхности изложницы и от зеркала металла в окружающую среду. При этом продолжительность затвердевания увеличивается на 29%, время снятия перегрева – на 50%, а ширина ДЗ к концу снятия перегрева уменьшается в 1,74 раза при более длительном нахождении стали в двухфазном состоянии. Это способствует более полному протеканию процесса пропитки ДЗ и созданию благоприятных условий для всплывания неметаллических включений, что в конечном итоге приводит к снижению усадочных дефектов и повышению плотности металла.
в 30 раз после прогрева изложницы. То есть в этом случае определяющим является уменьшение плотности теплового потока с наружной поверхности изложницы и от зеркала металла в окружающую среду. При этом продолжительность затвердевания увеличивается на 29%, время снятия перегрева – на 50%, а ширина ДЗ к концу снятия перегрева уменьшается в 1,74 раза при более длительном нахождении стали в двухфазном состоянии. Это способствует более полному протеканию процесса пропитки ДЗ и созданию благоприятных условий для всплывания неметаллических включений, что в конечном итоге приводит к снижению усадочных дефектов и повышению плотности металла.
При ЭИО ударная волна приводит к созданию кавитационных явлений, образованию локальных турбулентных течений вдоль фронта затвердевания и интенсификации теплоотдачи от жидкой фазы с повышением ![]() в 2,5…3,0 раза при незначительном изменении
в 2,5…3,0 раза при незначительном изменении![]() . Применение ЭИО с оптимальными параметрами приводит к уменьшению продолжительности затвердевания на 14,6% и времени снятия перегрева на 8,5% при уменьшении ширины ДЗ к этому моменту на 25%. Таким образом, импульсная обработка расплава приводит к снижению ширины ДЗ при незначительном снижении времени нахождения в двухфазном состоянии. При этом подавляется развитие ликвационных процессов при выравнивании металла по химическому составу.
. Применение ЭИО с оптимальными параметрами приводит к уменьшению продолжительности затвердевания на 14,6% и времени снятия перегрева на 8,5% при уменьшении ширины ДЗ к этому моменту на 25%. Таким образом, импульсная обработка расплава приводит к снижению ширины ДЗ при незначительном снижении времени нахождения в двухфазном состоянии. При этом подавляется развитие ликвационных процессов при выравнивании металла по химическому составу.
Учитывая положительные стороны ТЭ и ЭИО наилучшие результаты можно получить при комплексном использовании этих двух методов внешних воздействий при формирования слитков. Причём повышение теплоотдачи от жидкой фазы является значительно более эффективным фактором на уменьшение ДЗ, чем понижение теплоотдачи от твёрдой фазы из-за повышения термического сопротивления твёрдой корки в процессе затвердевания.
а б

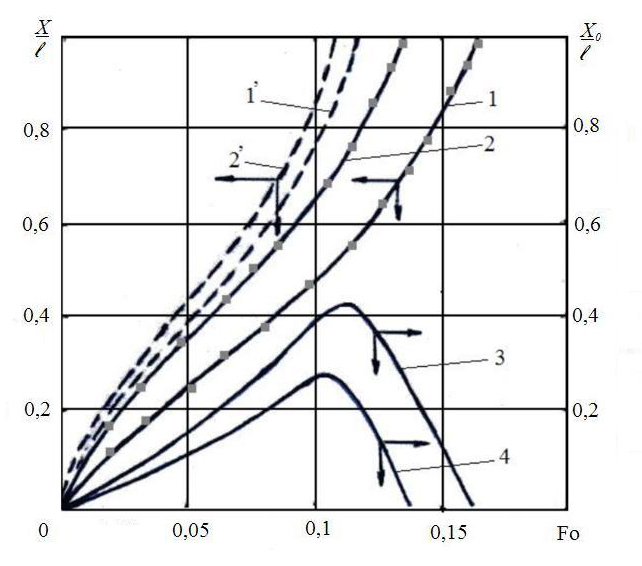
Рисунок 2 - Кривые продвижения изотерм солидус (___)и ликвидус (- - -) и развития ДЗ соответственно: а) в подприбыльном сечении кузнечного слитка массой 13 тонн: 1, 1`, 4 – контрольного слитка; 2, 2`, 5 – при ТЭ; 3, 3`, 6 – при ЭИО; б):непрерывнолитого стального слитка сечением 330х360 при скорости вытягивания 0,5 м/мин:
1, 1`, 3 – контрольного слитка; 2, 2`, 4 – при вращении расплава;
- данные физического моделирования; - экспериментальные данные
На рисунке 2, б приведены результаты исследования по влиянию скорости вращения расплава в кристаллизаторах МНЛЗ на развитие ДЗ при использовании безнапорных разливочных стаканов со смещёнными выходными каналами. Их применение позволяет создать горизонтальные составляющие потока расплава вдоль фронта затвердевания на уровне 0,08…0,18 м/с. При скоростях потока >0,3 м/с (Re >0,94 ![]() 104) режим течения можно считать турбулентным и коэффициент теплоотдачи
104) режим течения можно считать турбулентным и коэффициент теплоотдачи ![]() увеличивается в этом случае в
увеличивается в этом случае в
3,0…3,5 раза по сравнению с использованием прямоточного стакана. При этом происходит уменьшение времени затвердевания на 16%, времени снятия перегрева на 10% при сокращении ширины ДЗ до 30%. Использование этого метода, также как и ЭИО, позволяет интенсифицировать процесс затвердевания переходя к повышенным скоростям разливки.
Непрерывная разливка связана со скольжением затвердевшей корочки металла относительно кристаллизатора, дорна или водоохлаждаемого виброхолодильника. Значительная усадка стали и её низкая пластичность при затвердевании обусловливает важность выбора оптимального профиля водоохлаждаемой поверхности и режим её движения относительно затвердевающей непрерывнолитой заготовки. Для определения связи деформации затвердевшей корки с ее температурой использовалось уравнение термоупругости:
 (20)
(20)
где ![]() – первый коэффициент Ламе;
– первый коэффициент Ламе; ![]() – модуль всестороннего сжатия;
– модуль всестороннего сжатия; ![]() – второй коэффициент Ламе;
– второй коэффициент Ламе; ![]() – коэффициент линейного расширения;
– коэффициент линейного расширения; ![]() – перемещение, обусловленное фазовым переходом.
– перемещение, обусловленное фазовым переходом.
Используя модифицированный закон Гука, граничные условия и метод вариации произвольной постоянной, получен закон перемещения внешней поверхности ![]() затвердевшей корки на холодильнике или волноводе:
затвердевшей корки на холодильнике или волноводе:

 (21)
(21)
Аналогично получается выражение для внутренней задачи (кристаллизатора)
 +
+
 . (22)
. (22)
Было получено, что максимальная величина перемещения U, на которую уменьшается радиус кристаллизатора при скоростях вытягивания 0,1…0,3 м/мин составляет соответственно 48…27 мм, что соответствует уменьшению радиуса на 3,2…1,8 %. При симметричной теплоотдаче максимальная величина U, на которую уменьшается радиус холодильника соответствует уменьшению радиуса на 3,1…1,6%.
Рассчитанные профили виброхолодильника и волновода обеспечивают свободное перемещение заготовки и сход намерзающей корочки при различных скоростях вытягивания. Профиль разработанной конструкции водоохлаждаемого холодильника в верхней части представляет собой выгнутую параболическую поверхность, которая переходит в коническую.
Разработанные методики расчёта позволили предварительно проанализировать определяющие параметры для технических решений.
Исследование закономерностей, определяющих формирование
диссипативных структур в расплаве
При исследовании потоков расплава в кристаллизаторах и промежуточных ковшах возникают задачи определения условий образования вихревых структур и их характеристик; областей бифуркации, в которых происходит самоорганизация диссипативных систем; поиска технических решений, обеспечивающих получение структур с более высоким параметром самоорганизующегося порядка.
Наличие твёрдых границ при рациональном их расположении в металлургических емкостях может исключать перемещение вихревых нитей, как, например, в задаче Рябушинского, где рассматривается обтекание плоскопараллельным потоком двух перпендикулярных ему пластин, между которыми расположена пара вихревых нитей противоположного вращения ![]() . Здесь
. Здесь ![]() – мощность, присущая вихревой трубке, S – площадь ее поперечного сечения;
– мощность, присущая вихревой трубке, S – площадь ее поперечного сечения; ![]() – среднее значение завихрённости.
– среднее значение завихрённости.
Уравнения Навье – Стокса после приведения их к безразмерной форме имеют единственный числовой параметр – безразмерная вязкость ![]() . Здесь
. Здесь ![]() ; U и L – характерные для рассматриваемой конкретной задачи скорость и линейный размер; Т – масштаб касательных напряжений в потоке; К – мера плотности кинетической энергии потока. Касательные напряжения являются фактором, стабилизирующим течение и способствующим его упорядоченности, плотность же кинетической энергии – фактор, дестабилизирующий течение. Чем К больше, тем трудней упорядочить движение частиц жидкости и большие касательные напряжения для этого требуются. Опыты показывают, что для всякого конкретного течения при определённом выборе U и L, соответствующих параметрам рассматриваемой металлургической ёмкости, можно указать значения
; U и L – характерные для рассматриваемой конкретной задачи скорость и линейный размер; Т – масштаб касательных напряжений в потоке; К – мера плотности кинетической энергии потока. Касательные напряжения являются фактором, стабилизирующим течение и способствующим его упорядоченности, плотность же кинетической энергии – фактор, дестабилизирующий течение. Чем К больше, тем трудней упорядочить движение частиц жидкости и большие касательные напряжения для этого требуются. Опыты показывают, что для всякого конкретного течения при определённом выборе U и L, соответствующих параметрам рассматриваемой металлургической ёмкости, можно указать значения ![]() , обладающие тем свойством, что при
, обладающие тем свойством, что при ![]() или
или ![]() течение устойчиво. В противном случае возможны два варианта потери устойчивости: потеря устойчивости бифуркационного типа или скачкообразный переход ламинарной формы течения к турбулентной с образованием вихревых структур.
течение устойчиво. В противном случае возможны два варианта потери устойчивости: потеря устойчивости бифуркационного типа или скачкообразный переход ламинарной формы течения к турбулентной с образованием вихревых структур.
В связи со сложностью построения математических моделей турбулентных потоков и численного решения уравнений Навье – Стокса при изменяющихся подвижных границах и существенных неоднородностях (кромках, перегородках и др.) в замкнутых объёмах актуальным в этой области является построение физических моделей и проведение модельных экспериментов с привлечением статистической обработки результатов опытов.
В реальных условиях в промежуточных ковшах и кристаллизаторах характер вихревых образований в первом приближении описывается следующими параметрами: интенсивностью вихря![]() ; потенциалом скорости
; потенциалом скорости ![]() (02); функцией тока
(02); функцией тока ![]() (0r R); градиентом давления
(0r R); градиентом давления![]() . Здесь – частота вращения вихря; R – радиус вихря у основания; – угол поворота вихря,
. Здесь – частота вращения вихря; R – радиус вихря у основания; – угол поворота вихря, ![]() - линия тока (варьируемый параметр).
- линия тока (варьируемый параметр).
Образовавшиеся вихри активно засасывают с мениска шлак и другие НВ, которые впоследствии попадают в объем жидкой ванны.
Структурообразование потока расплава носит автоколебательный характер, с коэффициентом роста волны (или затухания)  , при длине волны неустойчивых возмущений
, при длине волны неустойчивых возмущений ![]() и длине сплошного участка
и длине сплошного участка ![]() , где ж – плотность жидкости (расплава); – поверхностное натяжение жидкости (расплава);
, где ж – плотность жидкости (расплава); – поверхностное натяжение жидкости (расплава); ![]() – длина волны колебаний; r0 – первоначальный радиус струи; ж – плотность жидкости; К – коэффициент пропорциональности; dс – диаметр струи на выходе из отверстия; 0 – скорость течения струи;
– длина волны колебаний; r0 – первоначальный радиус струи; ж – плотность жидкости; К – коэффициент пропорциональности; dс – диаметр струи на выходе из отверстия; 0 – скорость течения струи; ![]() = 0,006…0,03 – эмпирический коэффициент, зависящий от статического давления, формы канала и т.д.
= 0,006…0,03 – эмпирический коэффициент, зависящий от статического давления, формы канала и т.д.
Для рационализации распределения потоков металла при непрерывной разливке приняты следующие факторы: параметры зоны бифуркации; распределение потоков расплава в горизонтальных сечениях и на зеркале металла; характер вихревых образований на поверхности расплава; условия всплытия газовых и неметаллических включений.
В результате решения задачи динамики включений установлено, что практическая реализация внепечного рафинирования осуществляется использованием промышленных технологий управления тепломассообменными процессами при оптимальных параметрах технологических воздействий. К ним относятся управление потоками расплава в промежуточных ковшах с помощью полнопрофильных перегородок, порогов и вихрегасящих устройств; ввод упругих колебаний в расплавы при использовании электроимпульсной обработки; продувка инертными газами в ковшах и разливочных устройствах; создание направленного вращательного движения расплава в кристаллизаторах с помощью безнапорных разливочных стаканов и др.
Создания направленного вращательного движения расплава в кристаллизаторах с помощью безнапорных разливочных стаканов со смещёнными выходными отверстиями осуществлялась при изменении конфигурации, соотношения площадей, углов наклона и расположения металлопровода и боковых каналов.
Создание горизонтальных вращательных моментов расплава связано с созданием касательной составляющей потока, которая в значительной степени определяется смещением центральной оси боковых каналов от ее радиального направления. Касательная х и нормальная n составляющие скорости потока из боковых каналов (рисунок 3, а) равны:
![]() ,
, ![]() (23)
(23)
где l – смещение оси бокового канала от его радиального направления; r – радиус вертикального канала; r – толщина стенки стакана; l – ширина выходного канала; R – наружный радиус стакана; – угол отклонения оси выходного канала от нормального (радиального) направления ![]() .
.


Рисунок 3 – Варианты выполнения выходных отверстий:
а –прямолинейный; б – комбинированный, в – с диффузорным коналом
Составляющую скорости х можно увеличивать, повышая смещение l или угол. Дальнейшее ее повышение возможно за счет выполнения части (рисунок 4, б) или всего выходного канала (рисунок 4, в) в виде диффузора с углом наклона в сторону направления х. Непрерывность и замкнутость траекторий определяются взаимодействием касательных составляющих расплава х из отдельных выходных каналов и их количеством. Путь торможения потока вдоль наружной поверхности разливочного стакана и гидравлическое сопротивление определяются следующими выражениями
![]() ,
, ![]() (24)
(24)
где Р – давление; g – ускорение свободного падения; – плотность среды; R – характерный размер, – коэффициент шероховатости.
Установлено, что при =0,2 м/c и l < r непрерывность потока вдоль стенок стакана и кристаллизатора возможно только при использовании четырёх насадок, а в промежуточной зоне кристаллизатора замкнутые траектории могут образовываться и при трёх насадках.
Из совместного решения уравнений (23) – (24) с уравнением Бернулли для системы промежуточный ковш – разливочный стакан – кристаллизатор получено, что при смещении выходных каналов по вертикали на одном и том же уровне с противоположных сторон разливочного стакана возникают градиенты давлений за счет разности скоростей потоков. Это создаёт вертикальные вращательные моменты, величина которых определяется перепадом уровня истечения расплава из каналов, их формой и направлением.
Установлено, что образование плавающих корочек металла (ПК) в значительной мере связано с динамикой расплава на мениске кристаллизатора (наличие застойных зон), что приводит к возникновению заворотов и искажению макроструктуры затвердевшего слитка. Для оценки вероятности образования ПК на поверхности расплава решалась задача теплопередачи в системе поток жидкого металла – слой невозмущенного расплава – слой шлака – окружающая среда с учётом скорости движения расплава. Решая систему уравнений в рассматриваемой системе, находим температуру на границе раздела расплава и шлака:
 ,
,
где ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() – температуры потока перегретого расплава, невозбужденного слоя расплава, на границе металл – шлак, на границе шлак – окружающая среда и окружающей среды соответственно;
– температуры потока перегретого расплава, невозбужденного слоя расплава, на границе металл – шлак, на границе шлак – окружающая среда и окружающей среды соответственно; ![]() ,
,![]() – коэффициенты теплоотдачи от потока расплава и от поверхности шлака в окружающую среду; ж, ш – коэффициенты теплопередачи в расплаве и шлаке; ж, ш – толщины невозмущенного расплава и шлака.
– коэффициенты теплоотдачи от потока расплава и от поверхности шлака в окружающую среду; ж, ш – коэффициенты теплопередачи в расплаве и шлаке; ж, ш – толщины невозмущенного расплава и шлака.
Условие образования ПК на зеркале металла при условии ![]() после преобразований имеет вид:
после преобразований имеет вид:  . (25)
. (25)
Из уравнения (25) следует, что вероятность образования ПК снижается при уменьшении глубины невозбужденного потока ж и увеличении коэффициента теплоотдачи от расплава ж (18), (19), которые определяются гидродинамическими особенностями разливки. При подвижном мениске ж=0 из уравнения (25) получаем
 . (26)
. (26)
Результаты расчёта показывают, что при скоростях потока ![]() и высоте невозбуждённого потока
и высоте невозбуждённого потока ![]() возникает вероятность образования ПК при высоте шлакового покрытия менее 0,07 м. Средствами по понижению вероятности образование ПК могут служить повышение величины перегрева расплава выше 20°С, что приводит к увеличению дефектов литого металла, или повышение высоты шлакообразующей смеси более 0,07м, что приводит к дополнительным затратам. Наиболее эффективным средством является организация разливки с равномерно подвижным мениском при отсутствии застойных зон.
возникает вероятность образования ПК при высоте шлакового покрытия менее 0,07 м. Средствами по понижению вероятности образование ПК могут служить повышение величины перегрева расплава выше 20°С, что приводит к увеличению дефектов литого металла, или повышение высоты шлакообразующей смеси более 0,07м, что приводит к дополнительным затратам. Наиболее эффективным средством является организация разливки с равномерно подвижным мениском при отсутствии застойных зон.
Развитие технических решений по управлению потоками расплава
в промежуточных ковшах
В процессе работы с гидравлическими моделями промежуточных ковшей исследованы потоки металла и поведение газовых и НВ в жидком металле при варьировании типоразмеров защитных погружных труб, шлакоуловительных порогов и перегородок с различными вариантами расположения и формой щелей и отверстий.
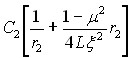
В результате проведенных исследований установлена взаимосвязь между габаритами ковша, скоростью разливки и геометрическими параметрами вихрегасящих и шлакоуловительных устройств с величиной стоячих волн (валиков) у стенок промковша, перепадов скоростей потоков расплава и температур по его объёму, параметрами вихревых образований и эффективностью примесных образований. Установлено, что снижение степени захвата примесных образований потоками расплава, поступающими в сливные отверстия, можно добиться в условиях стеснённого пространства между ближними разливочными стаканами путем установки угловых полнопрофильных шлакоуловительных перегородок, отделяющих приёмный отсек (объёмом не менее 25…30% от общего объёма жидкой лунки) от разливочных. Разработанные перегородки имеют горизонтальные щели с наклоном вверх к горизонту и со смещением центральной вертикальной оси, параметры которых определяются в зависимости от габаритов и формы промковша (рисунок 4).

а б
Рисунок 4 - Варианты расположения Рисунок 5 - Вихрегасящие устройства: полнопрофильных перегородок со а –туннельные вставки; б – турбостоп
смещёнными щелями
Использование полнопрофильных перегородок позволяет:
- создавать направленную траектория движения расплава, что обеспечивает лучшие условия для всплытия НВ (степень их захвата шлаковым покрытием увеличивается на 12…18%);
- уменьшить на 11…16% вероятность образования вихреобразных образований на мениске;
- обеспечить выравнивание температурного поля расплава по длине промковша и исключить образование застойных зон;
- увеличить объём приёмного отсека (при использовании перегородок с ломаной гранью), что способствует уменьшению перепада уровней в отсеках.
В результате анализа результатов модельных экспериментов были разработаны новые конструкции туннельных вставок и устройство турбостоп (рисунок 5), определены их оптимальные параметры. Их использование позволяет осуществить перераспределение потоков металла, подавляя вертикальную составляющую скорости и формируя струи в определённом направлении в зависимости от формы и размеров промковша. Установлено, что туннельные вставки позволяют увеличить сплошной участок устойчивого состояния в выпускных отсеках, а турбостоп позволяет локализовать область вихреобразования в приёмном отсеке, снижая скорости потоков и устраняя вибрирующий участок в выпускных отсеках. Применение турбостопа эффективно в двухручъевых промковшах, однако эффективность его использования снижается при увеличении длины ковша. В удлиненных четырёхручъевых ковшах более целесообразно использовать туннельные вставки.
В таблице 1 приведены параметры вихревых образований в зависимости от скорости истечения расплава из защитной трубы для трапециевидного промежуточного ковша ёмкостью 30 т без шлакоуловительной системы (числитель) и с использованием полнопрофильных перегородок в сочетании с туннельными вставками (знаменатель).
Таблица 1 - Параметры конусообразных вихревых образований вблизи защитной трубы
в промежуточном ковше
| Скорость истечения 0, м/с | Средняя скорость потока на мениске м, м/с | Длина волны колебаний струи, м | Частота возникновения вихрей, 1/с | Частота вращения вихря, 1/с | Радиус основания конуса вихря, мм | Высота конуса вихря, мм | Степень улавливания НВ, %* |
| 0,60 | 0,049/0,030 | 0,016/0,010 | 1,9/0,5 | 3,1/2,2 | 70/35 | 65/30 | 106/72 |
| 0,90 | 0,081/0,051 | 0,019/0,012 | 2,1/1,2 | 4,3/3,4 | 95/55 | 80/45 | 130/86 |
| 1,40 | 0,155/0,066 | 0,027/0,014 | 2,5/1,5 | 5,5/4,3 | 150/75 | 235/85 | 185/102 |
| 1,80 | 0,233/0,105 | 0,033/0,017 | 3,3/1,8 | 7,5/6,2 | 210/95 | 315/100 | 227/120 |
| 2,20 | 0,314/0,132 | 0,039/0,018 | 3,9/2,0 | 9,6/7,3 | 240/120 | 380/140 | 269/135 |
*– 100% принято для контрольной конструкции промковша без шлакоуловительных и вихрегасящих систем при скорости истечения из защитной трубы о =0,48 м/с.
Из таблицы следует, что с увеличением скорости поступления струи в жидкую ванну вихреобразование значительно активизируется.
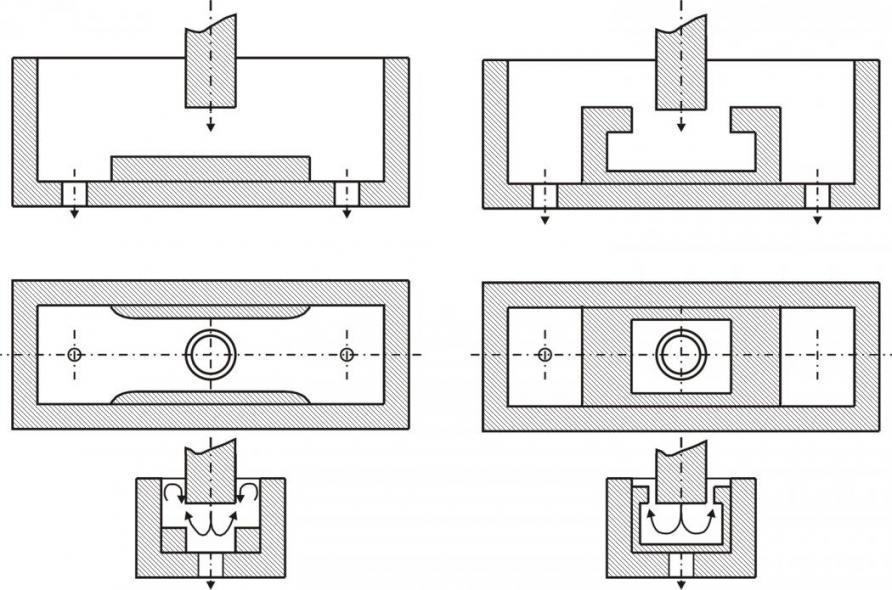
Эффективность использования различных конструктивных решений оценивалось по следующим параметрам: J – эффективность улавливания примесных образований; w – величина и преимущественное направление скорости потока расплава; w/ – перепад скоростей на отрезке траектории ; V – интенсивность вихревых образований; hВ – высота валика на поверхности жидкой ванны вблизи защитной трубы; grad t – градиент температур в продольном направлении промковша; grad Р – градиент давлений в промковше, характеризующий напряженное состояние расплава.
Повышению эффективности работы промковша со шлакоуловительными системами способствуют дополнительные конструктивно-технологические меры: организация донной продувки жидкой ванны в районе конструкций шлакоуловительных систем; увеличение объёма приёмного отсека; повышение уровня расплава в промковше; увеличение заглубления защитной трубы. Максимальное улучшение параметров разливки (рисунок 6) получено при использовании туннельных вставок совместно с угловыми перегородками и донной продувкой. Использование этого варианта позволило увеличить среднее значение индекса w/ на 69, понизить индексы gradt на 70, grad Р на 57, показатель интенсивности вихреобразования V на 82 при повышении степени улавливания примесных образований J на 189%. На рисунке 6 индекс параметра 100 соответствует контрольной разливке без шлакоуловительных и вихрегасящих систем.
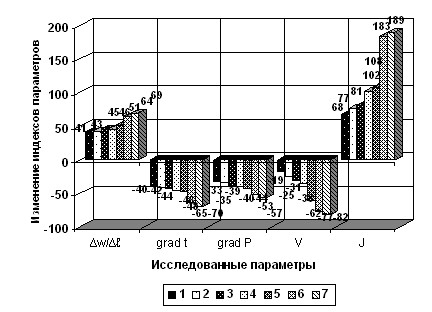
Рисунок 6 - Изменение индексов параметров разливки при использовании:
1 – прямых перегородок с центральными отверстиями; 2 – прямых перегородок со смещёнными щелями; 3 – угловых перегородок со смещёнными щелями; 4 – турбостоп с угловыми перегородками и смещёнными щелями; 5 – предыдущий вариант с донной продувкой; 6 - туннельных вставок с угловыми перегородками и смещёнными щелями;
7 - предыдущий вариант с донной продувкой
Анализ качества слябов и толстого листа из трубной и судостроительной сталей типа 17ГСУ, 09Г2С, РСД36СВ, 10ХСНД показал, что при применении полнопрофильных перегородок разработанных конструкций снижается объём зачистки слябов, связанных с неметаллическими включениями, с 0,55 до 0,42%, отсортировку листа по раскатанным загрязнениям с 0,33 до 0,21% и по итогам ультразвукового контроля листа с 0,7 до 0,27%.
Промышленные использование промежуточного ковша новой конструкции при непрерывной разливке автолистовой стали показали, что применение полнопрофильных уменьшает количество крупных неметаллических (шлаковых) включений, ответственных за дефект типа “точечная неоднородность” в 3 раза, ухудшающих качество поверхности холоднокатаного листа.
Промышленное испытание туннельных вставок показало дальнейшее улучшение среднего балла точечной неоднородности макротемплетов слябов по сравнению с применением одних перегородок. Количество темплетов со средним баллом 0,5 и 1,0 увеличилось с 1,0% до 9,1% и с 52,6 до 61,2%, а с баллом 1,5 и 2,0 уменьшилось с 37,1 до 25,3% и с 9,3 до 4,4% соответственно. Кроме того применение туннельных вставок совместно с полнопрофильными перегородками позволило на 21% (по сравнению с применением одних перегородок) снизить зачистку слябов и на 32,5% - отсортировку холоднокатаного листа по металлургическим дефектам (с 0,33 до 0,22%).
Развитие способов подвода расплава в кристаллизаторы МНЛЗ
В качестве объектов для исследования способов подвода расплава использовались кристаллизаторы для разливки сортовых заготовок сечением ![]() 430, 300х360 мм и слябов сечением 250х1000…1700мм.
430, 300х360 мм и слябов сечением 250х1000…1700мм.
Разработанные конструкции глуходонных разливочных стаканов, защищённые патентами, со смещёнными выходными каналами (рисунок 3) могут использоваться при литье заготовок круглого, квадратного и прямоугольного сечения с соотношением сторон не более 1,5. Ширина каналов, размеры и углы диффузорных участков зависят от формы и размеров кристаллизатора, скорости вытягивания и диаметра подводящего канала. При использовании кристаллизаторов прямоугольного сечения возникает необходимость несимметричного подвода расплава к узким, широким граням и создания устойчивой эллиптической траектории, максимально приближающейся к сечению кристаллизатора, что обеспечивается различными вариантами не симметричного выполнения каналов к смежным граням (рисунок 7). Для приведенных вариантов установлено соотношение углов наклона, протяжённость диффузорных участков и смещение их осей в зависимости от соотношения сторон кристаллизатора.

Рисунок 7 - Варианты выполнения выходных каналов в глуходонных стаканах при
разливке заготовок прямоугольного сечения
В вариантах (а, б) приведены разливочные стаканы круглого сечения, которые обеспечивают несимметричный подвод расплава за счёт изменения ширины каналов, размеров и углов наклона диффузорных участков. В варианте (в) эллиптическая форма центрального канала автоматически обеспечивает различные тангенциальные составляющие к смежным граням. При этом соотношение площадей боковых отверстий к площади центрального канала в реальных условиях должно составлять 1,8…2,2.
Применение глуходонных стаканов с боковыми отверстиями существенно меняет структуру потоков расплава. Глубина проникновения струй снижается от 760…790 мм до 440…460 мм при асимметричном расположении восьми замкнутых структур в продольных сечениях кристаллизатора, нижняя граница зоны бифуркации снижается от 1780…1900 мм до 550…700 мм, что создаёт благоприятные условия для всплывания не только крупных, но и мелких НВ. Максимальный эффект по улавливанию примесных образований составляет 50…53%. Выравнивание распределения скоростей происходит в горизонтальных сечениях, где формируется направленное вращательное движение вниз по эллиптической траектории. Равномерное распределение потоков по сечению приводит к выравниванию температурного поля и состава жидкой фазы. Это способствует повышению физической и химической однородности стали, устранению неоднородности нарастания затвердевшей корочки и условий образования трещин в заготовке. Увеличение тангенциальной составляющей потока расплава приводит к смещению теплового центра в верхние области, повышению коэффициента теплоотдачи к стенке кристаллизатора и интенсификации его тепловой работы.
Исследование гидростабилизирующих способов подвода в слябовые кристаллизаторы сечением 2501 000…1700 мм криволинейной МНЛЗ проводили при скоростях вытягивания заготовок 0,6…1,0 м/мин с использованием различных модификаций глуходонных стаканов (рисунок 8).

Рисунок 8 - Типоразмеры выходных каналов для слябовых кристаллизаторов:
а – со смещением от оси симметрии; б – в виде двух щелевидных отверстий; в – в виде четырех симметрично расположенных щелей с верхней ломаной кромкой;
г – в виде двух овалообразных отверстий с верхней ломаной кромкой
Угол наклона верхней кромки канала влияет на интенсивность гидропотоков на мениске (в том числе на ширину зоны размыва или разгона шлакового покрова у узких граней и на возникновение конусообразных вихрей вблизи разливочного стакана), а угол наклона её нижней кромки– на глубину проникновения струй в жидкую лунку, а следовательно, и на степень захвата НВ, поступающих из разливочного стакана. Увеличение высоты выходных отверстий 6090 мм в 1,5 раза приводит к снижению степени захвата НВ, поступающих из разливочных стаканов и с мениска на 1,5…2,5% при снижении скоростей истечения струй на 45…47%, а также динамики мениска, глубины проникновения струй расплава и нижней границы зоны бифуркации.
Наилучшие результаты получены при использовании разливочного стакана (рисунок 8, а), у которого два боковых отверстия выполнены несимметрично со смещением в разные стороны своих осей относительно центральной оси стакана. Его использование позволяет создать замкнутые вращательные траектории потока по всему периметру горизонтальных сечений включая и шлаковый покров, движение которого имеет слабо подвижный характер при отсутствии застойных зон и вихревых образований. В вертикальном сечении траектория потока имеет винтообразный характер. В этом случае по сравнению с прямоточным стаканом верхняя и нижняя границы зоны бифуркации уменьшается со 1100…1280 мм и 1500…1750 мм до 380…490 мм и 510…590 мм соответственно; максимальный перепад скоростей между нисходящими и восходящими потоками уменьшатся с 0,84…0,9 м/с до 0,20…0,24 м/с, а степень захвата НВ из разливочного стакана уменьшается со 100% до 42…47%.
Гидростабилизирующие технологии отрабатывались также при подводе расплава в двухвалковые кристаллизаторы диаметром валков 600 мм при вытягивании полос шириной 300 мм, толщиной 2…6 мм. Применение разработанных конструкций глуходонных разливочных стаканов со смещёнными осями и направленными вдоль валков кристаллизатора выходными отверстиями позволяют разливать полосы со скоростями 0,3…1,0 м/с. При этом, по сравнению с клиновидными стаканами, значительно улучшены как гидродинамические, так и массообменные параметры разливки. Исключается захват воздуха струёй металла, значительно снижается пульсация металла на мениске, уменьшается степень захвата НВ с мениска в 3,5 раза, а из разливочного стакана в 2,5.
При промышленном исследовании на ОАО “Северсталь” макроструктуры слябов сечением 250х1000…1700 мм получено, что использование разработанной конструкции (патент №2308353) разливочных стаканов позволяет уменьшить средние показатели по осевой рыхлости с 1,5 до 1,17 балла, по трещинам перпендикулярным к граням с 0,83 до 0,67 балла, практически полностью устранить осевые и гнездообразные трещины. Глубина залегания точечной неоднородности увеличилась с 39 до 55 мм при более равномерной её распределённости. На трещиночувствительной стали уменьшилась зачистка поверхности по единичным сетчатым трещинам с 29,2 до 6,9%, а по единичным неметаллическим включениям с 14,6 до 0%.
Промышленное использование разработанных конструкций глуходонных разливочных стаканов (патент №2453642) на ОАО “Нижнетагильский металлургический завод” и на ОАО выявило значительное снижение брака по большинству параметрам литого колёсно-бандажного металла и проката из него: по УЗК – в четыре раза, по трещинам – на 8,24%, по механической обработке – на 0,16%, по окалине – на 0,83%. Всего штучный брак по литому металлу снижен на 20,41%, а по прокату – на 14,02%. Промышленное исследование прокатанной рельсовой стали типа К-76 для получения железнодорожных рельсов Р-65, отлитой по разработанной технологии показало, что кристаллическая структура имеет более рассредоточенную по сечению заготовки осевую пористость. Протяжённость зоны столбчатых кристаллов уменьшилась на 16…17%, а зона равноосных кристаллов повысилась на 18…20% при снижении зоны осевой пористости на 2%. Брак рельсовых заготовок по таким дефектам, как трещины и шлаковые включения уменьшился практически на 50%. Применение безнапорных стаканов разработанной конструкции для колёсных и рельсовых заготовок даёт следующее снижение по неметаллическим включениям: по сульфидам – на 14…18%, силикатам хрупким – на 36…37%, пластинчатым – в 10…11 раз, не деформируемым силикатам – на 8…9%. Содержание включений свыше 40 мкм при этом снижается с 0,003 до 0,0018% (объёмных).
Совершенствование способов внешних воздействий при разливке
и формировании слитков и непрерывнолитых заготовок
Динамические внешние воздействия связаны с подводом или отводом энергии, созданием переменных полей импульсов и давлений. В качестве такого рода воздействий в работе исследовались электроимпульсное воздействие на расплав через погружные волноводы и применение водоохлаждаемых виброхолодильников.
При виброимпульсном воздействии необходимым условием получения положительных результатов является согласование рабочей частоты волновода с внутренними свойствами расплава. В промышленных и лабораторных условиях исследована эффективность применения волноводов различной геометрической формы, схемы их установки, наклона к горизонту и перемещения их в различных зонах ковша на усиление гидро- и массопотоков и связанных с ними рафинированием, гомогенизацией и т.д. расплавов.
В качестве источника высокочастотных колебаний использовался электроразрядный генератор упругих колебаний (ЭРГУК) и генератора импульса тока (ГИТ). В результате электроразряда в ЭРГУК формируется пульсирующая газовая полость, импульсы от которой через мембрану и погружаемый волновод передаются к обрабатываемому расплаву.
В ходе промышленных исследований ЭИО расплава с первоначальным перегревом 100…150 оС в ковшах 6…50 т применялись вибрационные возбудители (ГИТ-ЭРГУК) с энергией в импульсе 1…10 кДж, со скважностью 0,15…0,5 с и формой импульса близкого к прямоугольному с пакетом частот от инфра- до ультразвукового (0,0005…8 кГц).
Исследование дегазации и рафинирования жидкой стали в основном ковше при вводе упругих колебаний в расплав через волновод показало, что при перегреве расплава стали 40Х на 80…100 оС и оптимальных режимах ЭГИО удалось снизить содержание водорода на 30…40%. Снижение водорода на 30% в расплаве и в литом слитке на 37% дает степень рафинирования стали от оксидных включений на 30…40%, улучшает макроструктуру слитка и микроструктуру металла после прокатки при повышении ударной вязкости на 2,0…2,5 кДж/![]() и снижении температуры порога хладноломкости на 10…20 оС.
и снижении температуры порога хладноломкости на 10…20 оС.
Процесс дегазации расплавленных металлов под действием наложения упругих колебаний большой мощности и возникновения кавитации состоит из трех этапов. Первый этап - это возникновение под действием упругих колебаний разрывов сплошности и образование «холодных» кавитационных пузырьков. Этот процесс развивается в расплаве, с присутствием примесей, в том числе газовых. Второй этап - это пульсация пузырька с постепенным его расширением за счет притока газа из расплава. Третий этап - коагуляция под действием акустических и гидродинамических сил и всплывание с захватом жидких и твердых примесных образований.
В таблице 2 приведены результаты опытов в промышленных условиях при разливке 8т слитка из среднеуглеродистой стали после обработки ее в 25т ковше центральным волноводом при различных параметрах динамического параметра нагружения (ДПН) Ву=0,1Е0/(M), где Е0 - энергия запасённая в ГИТ, М – масса обрабатываемого расплава, – время ЭИО.
Заметное улучшение макроструктуры при ЭИО расплава в ковше получилось при совмещении этого вида наложения упругих колебаний с одновременной продувкой аргоном (расход 0,02 м3/т), что позволило обрабатывать сталь до опорожнения ковша на 0,5…0,6 его объема с конечным перегревом разливаемого металла 8…15 оС. При Ву=2 удалось: повысить плотность центральной зоны с -0,74 до - 0,49 %; сократить по высоте слитка "Л" - образные и "У" - образные ликвации с 79 и 77% до 57 и 55% соответственно; уменьшить высоту зоны осевой пористости с 79 до 49%; увеличить зону равноосных кристаллов с 16 до 28% от поперечного сечения слитка; снизить средний размер макрозерна со 100 до 78%.
Таблица 2 - Эффективность ЭИО расплава в ковше на качество литья для 8 т слитка
| Ву ДПН | Разность плотности металла центральной и периферийной зон, % | Ширина зоны равноосных кристаллов, % | Средний размер макрозерна, % | Высота зоны «Л» и «У» образной ликвации, % | Высота зоны осевой пористости, % | Количество слитков, шт | |
| 0 | 0,711)/0,742) | 12/16 | 100/95 | 66/59 | 79/76 | 77/72 | 6/6 |
| 0,50 | 0,693)/0,644) | 14/20 | 99/89 | 62/56 | 75/69 | 69/68 | 2/1 |
| 1,00 | 0,61/0,58 | 16/25 | 93/86 | 60/52 | 72/63 | 68/59 | 3/2 |
| 1,50 | 0,59/0,55 | 17/27 | 89/82 | 59/49 | 68/59 | 66/54 | 2/1 |
| 2,00 | 0,52/0,49 | 18/28 | 86/78 | 59/47 | 65/55 | 65/49 | 2/1 |
Примечание: 1) - без ЭИО - контрольная разливка; 2) – без ЭИО контрольная разливка с продувкой аргоном; 3) - с ЭИО, конечный перегрев разливаемого металла 40…45 оС (базовый вариант); 4) - ЭИО с продувкой аргоном, конечный перегрев 8…15оС; за 100% приняты качественные показатели без ЭИО и продувки
Исследование по загрязненности металла неметаллическими включениями, при ЭИО расплава в 25 т ковше, на образцах взятых из расплава, показали, что для квадратного профиля со стороной 120 мм при Ву=0,75 средний балл по оксидам, сульфидам, глобулям снизился в 1,17; 1,73 и 1,79 раза соответственно. Для квадрата 90 мм и круга 110 мм эти снижения при Ву=0,75 равны 1,12; 1,43; 1,22 и 1,15; 1,50; 1,05.
Эндогенно-турбулентная технология обработки (ЭТТО) жидких металлов в кристаллизаторах МНЛЗ основана на применении ЭРГУК с присоединенным к его упругому элементу водоохлаждаемого волновода, форма которого рассчитывалась по выражению (21). На погружаемой под мениск части волновода, выполненного из высокотеплопроводного сплава, периодически намерзает тонкая оболочка обрабатываемого сплава, которая при стряхивании частично расплавляется и дробится в поле упругих колебаний. Плотность теплового потока от расплава к рабочей части волновода достигает 2,55…2,65 МВт/м2, что достаточно при площадях более 0,08 м2 для получения высокого процента эндогенной суспензии.
Прохождение упругих волн сжатия-разряжения в ДЗ и пограничном слое расплав–изоликвидус приводит к значительной асимметрии давлений и градиентов температур; возникновению кавитации в расплаве и вибрированию вершин дендритов на несущих частотах; разрушению ликвационного слоя, более равномерному распределению примесей и выходу их к мениску; снижению времени пребывания металла в двухфазном состоянии при усилении фильтрации ДЗ вплоть до выпадения 80% твердой фазы; возбуждению турбулентных пульсаций расплава около и в границах ДЗ, усилению гидропотоков вдоль ДЗ; на 10…15% повышению жидкотекучести расплава, на 25…35% уменьшению его поверхностного натяжения.
Разработанная технология суспенизирования расплава в кристаллизаторах с помощью водоохлаждаемых волноводов экспоненциальной формы применялась для разливки стали с конечным перегревом не более 10°С при частоте подачи импульсов, не допускающей образований оболочки намерзающего металла толщиной выше 2…3 мм. Форма волновода рассчитывалась с учётом термонапряжённого состояния затвердевшей на нём корочки (авт. свид. №176601). Стабильный сход намерзающего металла обеспечивается минимальной конусностью рабочей части волновода (5%) при усилии стряхивания не менее 2,0…2,8 кН, что обеспечивается вводимой мощностью 3…5 Вт/кг.
Исследования по использованию водоохлаждаемых виброхолодильников (ВВХ) проведены при непрерывной разливке стальных заготовок сечением 180х400..530 мм (сталь 3, 15, 45, У8, 9ХФ) при скорости вытягивания 0,6..1,0 м/мин. Максимальный диаметр ВВХ составлял 60…90 мм при конусности рабочей части 5…20%. Скорость колебаний составляла 0…3 м/с, амплитуда 0…2 мм, а частота вибрации 0…280 Гц. Площадь наружной поверхности холодильника, контактирующая с жидким металлом, менялась в пределах 0,005…0,09 м2. Глубина погружения рабочей части ВВХ поддерживалась на уровне от 0,05 до 0,4 м, а расстояние от выходного отверстия разливочного стакана до передней кромки холодильника находилась в пределах 0,05…0,17 м с возмущающим усилием, развиваемым вибратором до 3,5 кН.
При наиболее рациональных параметрах ВВХ в промышленных условиях удалось снизить средние баллы по нитевидной травимости, осевой пористости и центральной ликвации средне- и высокоуглеродистых сталей, отливаемых на вертикальных МНЛЗ до 1,0…1,2 балла при более равномерном и мелкодисперсном распределении НВ по сечению непрерывнолитой заготовки. При снижении времени затвердевания исследуемых заготовок на 25…31% устранена зона транскристаллизации с измельчением литого макрозерна в 2…4 раз.
Кроме динамических способов воздействия в работе разработаны и исследованы новые методы, признанные изобретениями, создания направленного затвердевания путём дифференцированного теплоотвода от прибыльной части слитка при использовании теплоизолирующих экранов.
Исследования влияния изменения теплоотвода на процессы затвердевания проводились на стальных слитках массой 1,2 т под прокатку и кузнечных слитках 13 т. Дифференцированный теплоотвод реализовывался с помощью разработанных конструкций прибыльных надставок и системы экранов с тепловой изоляцией, состоящей из крышки и боковой поверхности, охватывающей прибыль и верхнюю часть изложницы.
Температурные измерения показали, что экранирование приводит к повышению температуры наружной поверхности стенки изложницы на 120…140 С при уменьшении перепада температур по сечению стенки в подприбыльном сечении на 80…100 С, что приводит к снижению температурных напряжений и повышению срока службы изложницы. Эффективность экранирования поверхности металла в прибыли через 40 мин составляет примерно 0,03, т.е. теплоотвод уменьшен более чем в 30 раз.

Для определения особенностей формирования экранированных слитков исследовались гидродинамика расплава, кинетика затвердевания, качество литого и деформированного металла. На рисунке 9 приведены, полученные в результате моделирования, схемы распределения потоков расплава, а также эпюры скоростей в различные моменты времени затвердевания контрольного и экранированного слитков. В контрольном слитке при значительном градиенте температур по высоте интенсивность конвективного движения расплава в 2…2,5 раза превышает аналогичные значения в экранированной изложнице.
Рисунок 9 - Схемы распределения потоков расплава и эпюры скоростей в начале затвердевания и через 0,3 времени затвердевания в трех сечениях по высоте 13-тонного слитка:
а – в контрольной, б - экранированной изложницах;
--- линии нулевых скоростей
Между нисходящим и восходящим потоками образуются гидродинамические пограничные слои со скоростями близкими к нулю. Получено, что в начале затвердевания контрольного слитка ![]() , а ширина пограничного слоя
, а ширина пограничного слоя ![]()
![]() м (С=0,48…0,52 – поправочный коэффициент). Для экранированного эти значения составляют
м (С=0,48…0,52 – поправочный коэффициент). Для экранированного эти значения составляют ![]() ,
, ![]() м, а затем происходит их уменьшение.
м, а затем происходит их уменьшение.
На границе обратных потоков при значениях ![]() возникают вторичные течения, которые могут переходить во вторичные вихри, способствующие скоплению неметаллических включений, переохлаждению расплава и образованию физической неоднородности в виде усов Л-образной ликвации (штриховые линии). При тепловом экранировании термогравитационная конвекция выражена слабо, в большей части горизонтального сечения градиенты температур и скоростей потока направлены вверх, мало изменяясь по высоте слитка, что способствует лучшему всплытию НВ.
возникают вторичные течения, которые могут переходить во вторичные вихри, способствующие скоплению неметаллических включений, переохлаждению расплава и образованию физической неоднородности в виде усов Л-образной ликвации (штриховые линии). При тепловом экранировании термогравитационная конвекция выражена слабо, в большей части горизонтального сечения градиенты температур и скоростей потока направлены вверх, мало изменяясь по высоте слитка, что способствует лучшему всплытию НВ.
Более длительное время снятия теплоты перегрева расплава, снижение протяжённости зоны двухфазного состояния и продолжительности пребывания в ней (рисунок 2, б) способствуют улучшению условий пропитки ДЗ и, следовательно, однородности литого металла. Из полученных серных отпечатков продольных осевых темплетов 13 т слитков следует, что характер расположения “усов” совпадает с расположением линий нулевых скоростей, а расстояние между ними и их количество определяется соотношением скорости протекания ликвационных процессов и скорости затвердевания.
Использование теплоизолирующих экранов позволяет увеличить запас плотного металла в прибыли, практически полностью устранить физическую неоднородность осевой зоны, значительно уменьшить развитие внецентренной ликвации кузнечных слитков. Уменьшение содержания НВ и снижение ликвационных процессов подтверждается результатами химического анализа образцов из продольного осевого сечения слитков. Причём эффективность экранирования и повышения качества литого металла возрастает с увеличением массы слитка и времени его затвердевания.
Было получено, что средний балл проката из слитков 1,2 т, отлитых по обычной технологии, колебался от 2,0 до 3,0, в некоторых случаях наблюдался расслой в осевой зоне, а у экранированных слитков он составлял 1,0…1,5. У кузнечных слитков средний балл макроструктуры контрольных поковок составлял 1,5…3,0, а у экранированных не превышал 1.
При исследовании механических свойств поковок было получено, что у поковок валов из контрольных и экранированных слитков предел прочности на растяжение и относительное сужение практически не отличаются, а ударная вязкость увеличилась на 18,5…20,5%.
Общие выводы
- Обоснована методика моделирования динамики многофазных потоков (расплав, неметаллические включения, твёрдая фаза, шлаковый покров, газовые включения) при внешних воздействиях. Расширена математическая модель и разработана методика физического моделирования с учетом комплекса технических средств при виброимпульсном воздействии на жидкий и кристаллизующийся металл при использовании электороразрядных генераторов упругих колебаний. Сконструированы низкотемпературные модельные установки промежуточных ковшей, кристаллизаторов и изложниц.
- Развита методика расчёта динамики двухфазной зоны бинарных сплавов с учётом внешних воздействий. Установлены закономерности развития двухфазной зоны при виброимпульсном воздействии на расплав, вращении металла в кристаллизаторе и при тепловом экранировании прибыльной части слитков.
- Поставлена и решена задача расчёта термонапряжённого состояния твёрдой корочки при её формировании на водоохлаждаемом холодильнике (волноводе) и кристаллизаторе. Определены оптимальные профили волноводов и водоохлаждаемых виброхолодильников, обеспечивающие периодический сход намерзающей оболочки с их поверхности (а.с.№1766601).
- Предложена методика расчёта затвердевания стальных слитков с учетом их геометрии, изменения теплообмена в системе слиток – изложница и обогрева прибыли. На ее основе обоснованы параметры технологии теплового экранирования при дифференцированном теплоотводе по высоте слитка.
- Впервые установлена взаимосвязь между перепадами скоростей, градиентами температуры, давления в расплаве с интенсивностью образования вихревых структур, потерей устойчивости бифуркационного типа и степенью улавливания примесных образований. Полученные закономерности позволили оптимизировать конструктивные параметры промежуточных ковшей, разливочных стаканов и режимы разливки по отношению к всплыванию неметаллических включений.
- На основе разработанных методик расчета установлены закономерности влияния смещения осей выходных каналов, размеров и формы диффузионных участков безнапорных разливочных стаканов на создание замкнутых вращающихся траекторий расплава. Определены условия возникновения плавающих корочек на мениске в зависимости от поля скоростей расплава и перепада температур в объеме кристаллизатора, предложены мероприятия по устранению застойных зон на мениске.
- Разработаны и рекомендованы к внедрению в производство гидростабилизирующий способ непрерывной разливки (патент РФ №2453642) и конструкции безнапорных разливочных стаканов (патент РФ №2308353), обеспечивающие создание тангенциальных составляющих скоростей расплава при уменьшении градиентов температур по сечению кристаллизаторов сортовых заготовок. Их промышленное использование позволило значительно улучшить основные показатели качества колёсно-бандажной, рельсовой стали, слябов и проката из них: по показателям макроструктуры, неметаллическим включениям, УЗК, трещинам, механической обработке и окалине. Всего брак по колёсно-бандажному металлу снижен на 20,41%, а рельсовых заготовок на 50%.
- Предложены и реализованы конструкции глуходонных разливочных стаканов для слябовых кристаллизаторов сечением 250х1000…1700 мм, обеспечивающие ассиметричный подвод расплава и создание петлеобразных траекторий с уменьшенной зоной бифуркации. Их использование в промышленных условиях позволило уменьшить средние показатели по осевой рыхлости на 22%, практически полностью устранить осевые и гнездообразные трещины. На трещиночувствительной стали зачистка поверхности по сетчатым трещинам уменьшена в 4,2 раза и устранена по единичным неметаллическим включениям.
- Впервые для трапециевидного промежуточного ковша новой конструкции разработаны угловые (с ломаным профилем) полнопрофильные перегородки, позволяющие до 20% увеличить объём прёмного отсека и создавать петлеобразные траектории расплава в выпускных отсеках. Промышленное применение гидростабилизирующих технологии в промежуточных ковшах с оптимальными геометрическими параметрами полнопрофильных перегородок позволило уменьшить количество крупных шлаковых включений, ответственных за дефект “точечная неоднородность” в 3 раза. Снижение объёмов зачистки слябов и толстого листа из трубной и судостроительной сталей, связанных с неметаллическими включениями, составило 25%; отсортировка листа по раскатанным загрязнениям уменьшилась на 36,4%, а по итогам ультразвукового контроля листа – в 2,5 раза.
- Впервые установлена взаимосвязь между габаритами ковша, скоростью разливки и геометрическими параметрами вихрегасящих устройств с величиной стоячих волн (валиков) у стенок промковша, перепадов скоростей потоков расплава, градиентов температур по его объёму, параметрами вихревых образований и эффективностью удаления примесных образований. На ее основе разработаны вихрегасящие устройства с использованием туннельных вставок и турбостоп с оптимальными конструктивными параметрами. Применение туннельных вставок совместно с полнопрофильными перегородками позволило дополнительно снизить зачистку слябов на 21% и на 32,5% отсортировку холоднокатаного листа по металлургическим дефектам.
- Определены оптимальные параметры и механизм импульсной обработки расплавов при использовании электроразрядных генераторов упругих колебаний. Установлено, что при электроимпульсном воздействии интенсивность массообмена увеличивается на 13…15%, уменьшается общее время затвердевания, снижается ширина двухфазной зоны при увеличении продольных скоростей гидропотоков в 1,9…3,3 раза и повышении жидкотекучести расплава. При оптимальных параметрах водоохлаждаемых виброхолодильников в промышленных условиях средние баллы по нитевидной травимости, осевой пористости и центральной ликвации снижены до 1,0…1,2 при более равномерном и мелкодисперсном распределении НВ по сечению непрерывнолитой заготовки с измельчением литого макрозерна в 2…4 раз.
- Обоснована технология теплового экранирования при дифференцированном теплоотводе от верхней чести слитков. Разработаны конструкции теплоизолирующих экранов для прибыльных надставок и изложниц. Установлена взаимосвязь влияния параметров теплового экранирования на особенности развития конвективных потоков в расплаве, двухфазной зоны, кинетикой затвердевания и качеством литого и деформированного металла.
- Результаты исследований и практические разработки нашли применение при производстве непрерывнолитых заготовок и слитков из легированных и углеродистых сталей на предприятиях черной металлургии и машиностроения. Ожидаемый экономический эффект от внедрения предложенных разработок превышает 150 млн. руб./год. Акты внедрения и промышленного использования прилагаются.
Основное содержание диссертации опубликовано в следующих работах:
Монографии
- Гущин В.Н. Методы исследования и разработка градиентных промышленных технологий управления тепломассообменными процессами при разливке и формировании непрерывнолитых и стационарных заготовок: Монография/ В.Н. Гущин, В.А. Ульянов.– Н.Новгород: НГТУ, 2006. – 141 с.
- Внепечная обработка и разливка стали: Монография/ В.А. Ульянов, В.Л. Сивков, В.Н. Гущин [и др.].– Н.Новгород: НГТУ, 2008. – 127 с.
- Сивков В.Л. Внепечная обработка металлических расплавов в раздаточных и разливочных ковшах: Монография/ В.Л. Сивков, В.А. Ульянов, В.Н. Гущин.– Н.Новгород: НГТУ, 2009. – 192 с.
Статьи в научных изданиях, рекомендованных ВАК
- Скворцов А.А. Теплопередача в системе слиток – изложница – окружающая среда / А.А. Скворцов, Е.М. Китаев, В.Н. Гущин // Известия вузов. Черная металлургия. 1981. №1. – С. 118-121.
- Китаев Е.М. Улучшение направленности затвердевания стальных слитков массой 1,2 т / Е.М. Китаев, В.Н. Гущин, М.А. Ларин // Известия вузов. Черная металлургия. 1986. №2. – С.82-85.
- Китаев Е.М. Повышение качества 13 т кузнечных слитков путем увеличения направленности их затвердевания / Е.М. Китаев, В.Н. Гущин, М.А. Ларин // Сталь. 1988, №4. – С.38-39.
- Китаев Е.М. Влияние теплоизоляции прибыли на качество кузнечных слитков / Е.М. Китаев, В.Н. Гущин, М.А. Ларин //Технология судостроения. №7. 1989. - С.27-29.
- Ульянов В.А. О вибрационном и виброимпульсном воздействиях на формирование слитка / В.А. Ульянов, В.Н. Гущин, М.А. Ларин // Известия АН. Металлы. 1991. №6. - С.45-48.
- Ульянов В.А. Моделирование кристаллизации слитков в изложнице при внешних динамических воздействиях / В.А. Ульянов, В.Н. Гущин, М.А. Ларин // Известия АН. Металлы. №2. 1991. - С.51-54.
- Китаев Е.М. Формирование стального слитка при статическом внешнем воздействии / Е.М. Китаев, В.Н. Гущин, В.А. Ульянов // Известия вузов. Черная металлургия. 1991. №6. - С.74-76.
- Ульянов В.А.Сравнительный анализ моделирования и промышленных исследований активных внешних воздействий на формирование слитков/ В.А. Ульянов, В.Н. Гущин, Е.М. Китаев // Известия вузов. Черная металлургия. 1998. №11. - С.15-19.
- Ульянов В.А. Наложение упругих колебаний на железоуглеродистые расплавы в ковшах / В.А. Ульянов, В.Н. Гущин, Е.М. Китаев // Известия вузов. Черная металлургия. 1999. №1. - С.49-51.
- Ульянов В.А. Электроимпульсная обработка железоуглеродистых расплавов в ковшах/ В.А. Ульянов, В.Н. Гущин, Е.М. Китаев // Известия АН. Металлы. 1999. №5. С.16-18.
- Бакулин А.М. Современные технологии изготовления литейной оснастки / А.М. Бакулин, В.А. Ульянов, В.Н. Гущин // Литейное производство. 2001. №2. – С. 51-54.
- Управление потоками стали в кристаллизаторе УНРС с помощью разливочных стаканов / В.И.Ильин, Б.А.Коротков, В.Н.Гущин [и др.] // Электрометаллургия. 2002. №7. – С.18-21.
- Ульянов В.А. Динамические параметры электроразрядных генераторов упругих колебаний / В.А. Ульянов, В.Н. Гущин, Е.М. Китаев // Известия вузов. Черная металлургия. 2002. №1. – С.18-21.
- Управление потоками стали в кристаллизаторах МНЛС с помощью разливочных стаканов / В.И. Ильин, Б.А. Коротков, В.Н. Гущин [и др.] // Известия вузов. Черная металлургия. 2002. №9. – С.19-23.
- Егоров В.В. Разработка технологий подвода металла в двухвалковый кристаллизатор / В.В. Егоров, Б.А. Коротков, В.Н. Гущин // Заготовительные производства в машиностроении. 2003. №10. - С.39 – 41.
- Оптимизация гидродинамических характеристик промежуточного ковша УНРС с целью удаления экзогенных неметаллических включений / А.В. Куклев, В.В. Тиняков, В.Н.Гущин [и др.] // Металлург. 2004. №4. – С.47-49.
- Эффективность рафинирования стали в промежуточном ковше с перегородками / А.В. Куклев, В.В. Тиняков, В.Н. Гущин [и др.] // Металлург. 2004. №8. – С.43-45.
- Гущин В.Н. Способы создания направленного вращательного движения расплавов в кристаллизаторах с помощью разливочных стаканов / В.Н. Гущин, В.М. Паршин, А.В. Куклев // Сталь. 2006. №5. – С.38 - 39.
- Гущин В.Н. Управление потоками расплава в промежуточных ковшах/ В.Н. Гущин, В.М. Паршин, А.В. Куклев // Сталь. 2006. №5. – С.28-29.
- Гущин В.Н. Создание закручивающего эффекта расплава в кристаллизаторах МНЛЗ с помощью безнапорных разливочных стаканов / В.Н. Гущин, В.М. Паршин, А.В. Куклев // Сталь. 2006. №12. – С.21 – 23.
- Гущин В.Н. Комплексная внепечная обработка стали при непрерывной разливке / В.Н. Гущин, В.Н. Ульянов // Металлургия в машиностроении. 2007. №2. – С. 3 – 7.
- Гущин В.Н. Разработка комплексной технологии рафинирования стали в системе промежуточный ковш – кристаллизатор / В.Н. Гущин, В.М. Паршин, А.В. Куклев // Сталь. 2007. №5. – С.32 – 34.
- Гущин В.Н. Улучшение качества стали при наложении упругих колебаний на расплавы в ковшах / В.Н. Гущин, В.Н. Ульянов // Металлургия в машиностроении. 2007. №5. – С. 15 – 18.
- Гущин В.Н. Особенности физического и математического моделирования многофазных потоков / В.Н. Гущин, В.А. Ульянов // Известия вузов. Черная металлургия. 2007. №7. – С.45 - 47.
- Гущин В.Н. Повышение качества исходных литых заготовок для ковки и прокатки / В.Н. Гущин, В.Л. Сивков, Е.М. Китаев // Заготовительные производства в машиностроении. 2007. №7. – С.3 – 5.
- Гущин В.Н. Качество непрерывно-литых заготовок под прокатку при использовании виброхолодильников / В.Н. Гущин, В.А. Ульянов, В.Л. Сивков // Заготовительные производства в машиностроении. 2007. №7. – С.24 – 27.
- Гущин В.Н. Гидростабилизирующие способы подвода расплава в слябовые кристаллизаторы МНЛЗ / В.Н. Гущин, В.М. Паршин, А.В. Куклев // Сталь. 2007. №7.– С.16 – 19.
- Гущин В.Н. Оптимизация конструкций шлакоуловительных и вихрегасящих систем в промежуточных ковшах / В.Н. Гущин, В.М. Паршин, А.В. Куклев // Сталь. 2007. №12. – С.19 – 21.
- Гущин В.Н. Расчёт кинетики двухфазной зоны бинарных сплавов с учётом внешних воздействий / В.Н. Гущин, В.А. Ульянов // Известия вузов. Черная металлургия. 2007. №.11. – С. 25 – 28.
- Гущин В.Н. Оптимизация подвода расплава в двухвалковый кристаллизатор при непрерывном литье тонкой стальной полосы / В.Н. Гущин, В.А. Ульянов // Литейщик России. 2008. №2. – С. 38 – 41.
- Гущин В.Н. Особенности формирования кузнечных слитков при дифференцированном теплоотводе от верхней части / В.Н. Гущин // Сталь. 2008. №4. – С.23 – 25.
- Гущин В.Н. Технические решения по управлению потоками расплава в промежуточных ковшах МНЛЗ/ В.Н. Гущин, В.А. Ульянов, В.А. Васильев// Металлург. 2010. №9. – С.45-47.
Статьи в других научных изданиях
- Гущин В.Н. Термонапряжённое состояние непрерывного слитка на литейно-прокатном агрегате спирального типа / В.Н. Гущин, Е.М. Китаев // Управление строением отливок и слитков - Н.Новгород: НГТУ, 1997. – С.66-70.
- Гущин В.Н.Технология комплексной внепечной обработки стали при непрерывной разливке / В.Н. Гущин, В.А. Ульянов, С.А. Балан // Материаловедение и металлургия. – Н.Новгород: НГТУ, 2005. т.50. – С.34-40.
- Гущин В.Н. Литьё в тонкослябовые и двухвалковые кристаллизаторы / В.Н. Гущин, В.А. Ульянов, С.А. Балан // Материаловедение и металлургия. – Н.Новгород: НГТУ, 2006. т.57. – С.22-25.
- Гущин В.Н. Повышение эффективности тепловой работы прибыльных надставок / В.Н. Гущин, М.А. Ларин // Материаловедение и металлургия. – Н.Новгород: НГТУ, 2007. том 61. –С.45-47.
- Гущин В.Н. Особенности гидродинамики разливки при формировании кузнечных слитков / В.Н. Гущин, М.А. Ларин // Материаловедение и металлургия. – Н.Новгород: НГТУ, 2007. том 61. –С.42-44.
- Гущин В.Н. Электрогидроимпульсная обработка высокоуглеродистых легированных расплавов / В.Н. Гущин, В.А. Ульянов, В.А. Васильев // Материаловедение и металлургия. – Н.Новгород: НГТУ, 2008. т.68. – С.68 – 75.
- Гущин В.Н. Формирование сортовых заготовок в условиях перемешивания расплава в кристаллизаторах МНЛЗ / В.Н. Гущин, В.А. Ульянов, С.А. Балан // Материаловедение и металлургия. – Н.Новгород: НГТУ, 2008. т.68. – С.42 – 46.
- Гущин В.Н. Управление потоками расплава в системе промковш- кристаллизатор МНЛЗ / В.Н. Гущин, В.А. Ульянов, В.А. Васильев //Заготовительные производства предприятий Волго-Вятского региона. – Н.Новгород: НГТУ, 2010. – С.39 – 44.
Труды международных и общероссийских научно-технических
конференций
- Гущин В.Н. Анализ кинетики фронта затвердевания и двухфазной зоны при ряде статических и динамических внешних воздействиях / В.Н. Гущин, В.А. Ульянов, М.А. Ларин // Передовой опыт производства стали ее внепечной обработки, разливки в слитки и получения кузнечных заготовок: труды всесоюзной конференции. – Волгоград: АН СССР, Мин. мет. 1989. –С.95–98.
- Гущин В.Н. Формирование непрерывнолитого полого слитка на литейно-прокатном агрегате спирального типа / В.Н. Гущин, В.А. Ульянов, И.И. Шейнфельд // Процессы разливки, модифицирования и кристаллизации стали и сплавов: труды всесоюзной конференции. – Волгоград: АН СССР, Мин.мет. 1990. – С.154–157.
- Гущин В.Н. Способы интенсификации рафинирования и дегазации расплава / В.Н. Гущин // Современная металлургия начала нового тысячелетия: трудов III международной научно-техн. конференции. Часть 5. – Липецк: ЛГТУ, 2006.– С.13 – 18.
- Гущин В.Н. Создание закручивающего эффекта расплава в кристаллизаторах МНЛЗ с помощью безнапорных разливочных стаканов / В.Н. Гущин // Современная металлургия начала нового тысячелетия: труды III международной научно-техн. конференции. Часть 5. –Липецк: ЛГТУ, 2006.–С.19 – 26.
- Гущин В.Н. Рафинирование и дегазация расплава в ковшах при динамических и импульсных воздействиях / В.Н. Гущин, В.А. Ульянов // Современная металлургия начала нового тысячелетия: труды IV международной научно-технической конференции. Часть 3. – Липецк: ЛГТУ, 2007. – С.187 – 194.
- Гущин В.Н. Градиентные технологии управления потоками расплава в промежуточных ковшах МНЛЗ / В.Н. Гущин // Современная металлургия начала нового тысячелетия: труды IV международной научно-технической конференции. Часть 3. – Липецк: ЛГТУ, 2007. – С.194 – 200.
- Гущин В.Н. Управление потоками расплава в слябовых кристаллизаторах МНЛЗ/ В.Н. Гущин // Современная металлургия начала нового тысячелетия: труды V международной научно-техн. конференции. Часть 1.–Липецк: ЛГТУ, 2008. – С.55 – 61.
- Гущин В.Н. Рафинирование и структурные изменения высокоуглеродистых легированных сталей при электрогидроимпульсной обработке расплава в ковше /В.Н. Гущин, В.А. Ульянов, В.А. Васильев// Печные агрегаты и энергосберегающие технологии в металлургии и машиностроении: труды IV международной научной конференции. – Москва: МИСиС, 2008. – С.150–151.
- Гущин В.Н. Электрогидроимпульсная обработка алюминиевых расплавов / В.Н. Гущин, В.А. Ульянов, В.А. Васильев // Печные агрегаты и энергосберегающие технологии в металлургии и машиностроении: труды IV международной научно-практ. конференции. – Москва: МИСиС, 2008. – С.145 – 149.
- Гущин В.Н. Управление массообменными процессами разливки стали на МНЛЗ / В.Н. Гущин, В.А. Ульянов // Творческое наследие Б.И. Китаева: труды IV международной научно-практ. конференции. – Екатеринбург: УГТУ – УПИ, Академия инженерных наук им. А.М. Прохорова, 2009. – С.328 – 333.
- Гущин В.Н. Вихрегасящие технологии в промежуточных ковшах/ В.Н. Гущин// Современная металлургия начала нового тысячелетия: труды VI международной научно-технической конференции. Часть 2. –Липецк: ЛГТУ. 2009. – С.96 – 102.
- Гущин В.Н. Развитие технических решений по управлению потоками расплава в промежуточных ковшах МНЛЗ/ В.Н. Гущин, В.А. Ульянов, В.А. Васильев// Энергосберегающие технологии в металлургической промышленности: труды V международной научно-практ. конференции. – Москва:
МИСиС, 2010. – С.74 – 80.
- Гущин В.Н. Развитие способов подвода расплава в кристаллизаторы МНЛЗ/ В.Н. Гущин, В.А. Ульянов, В.А. Васильев// Энергосберегающие технологии в металлургической промышленности: труды V международной научно-практ. конференции. – Москва: МИСиС, 2010. – С.70 – 74.
Патенты и авторские свидетельства
57. А.С. 1766601 SU, МКИ В22D 11/10. Устройство для охлаждения расплавленного металла / Гущин В.Н., Ульянов В.А., Китаев Е.М. – БИ №37. 1991.
58. А.С. 831290 SU, МКИ B22D 7/12. Изложница для разливки металла/ Скворцов А.А., Китаев Е.М. , Гущин В.Н., Сивков В.Л. – БИ №19. 1981.
59. А.С. 1088869 SU, МКИ B22D 7/12. Изложница для разливки металла / Китаев Е.М., Гущин В.Н., Покровский В.А. [и др.] – БИ №16. 1984.
60. А.С. 1134285 SU, МКИ B22D 7/12. Устройство для разливки металла/ Скворцов А.А, Гущин В.Н., Китаев Е.М. – БИ №2. 1985.
61. А.С. 1632614А1 SU, МКИ B22D 7/10. Прибыльная надставка/ Гущин В.Н., Китаев Е.М., Ларин, М.А. [и др.]. – БИ №9. 1991.
62. А.С. 1025483 SU, МКИ B22D 7/10. Прибыльная надставка / Скворцов А.А., Гущин В.Н., Китаев Е.М. –БИ №24. 1983.
63. Пат. 2453642 РФ, МПК B22D 41/50. Способ непрерывной разливки жидкого металла и устройство для его осуществления/ Паршин В.М., Павлов В.В., Гущин В.Н. [и др.] – БИ №31. 2005.
64. Пат. 2308353 РФ МПК B22D 41/50. Глуходонный погружной стакан/ Паршин В.М., Павлов В.В., Гущин В.Н. [и др.] – БИ № 29. 2007.