

Методология обеспечения динамической устойчивости валопроводов высокоскоростных газотурбинных агрегатов на основе адаптационной сборки роторов
На правах рукописи
Белобородов Сергей Михайлович
Методология обеспечения динамической
устойчивости валопроводов высокоскоростных газотурбинных агрегатов на основе
адаптационной сборки роторов
Специальность 05.02.08 – Технология машиностроения
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
доктора технических наук
Рыбинск – 2011
Работа выполнена в Государственном образовательном учреждении высшего профессионального образования (ГОУ ВПО) «Национальный исследовательский Пермский государственный технический университет»
Научный консультант: доктор технических наук, профессор Макаров Владимир Федорович
Официальные оппоненты: доктор технических наук, профессор
Базров Борис Мухтарбекович
доктор технических наук, профессор Непомилуев Валерий Васильевич
доктор технических наук
Коротаев Юрий Арсентьевич
Ведущая организация ОАО «Пермский моторный завод»,
г. Пермь
Защита состоится 5 октября 2011г. в 1200 часов на заседании диссертационного совета Д 212.210.01 в Государственном образовательном учреждении высшего профессионального образования «Рыбинская государственная авиационная технологическая академия имени П.А.Соловьева» по адресу: 152934, Ярославская область, г. Рыбинск, ул.Пушкина, д.53, ауд.237 Главного корпуса.
С диссертацией можно ознакомиться в библиотеке ГОУ ВПО «Рыбинская государственная авиационная технологическая академия имени П.А.Соловьева»
Автореферат разослан «___» __________2011 г.
Ученый секретарь
диссертационного совета Б. М. Конюхов
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность работы. Обеспечение высокой эффективности машиностроительного производства на современном этапе – это, прежде всего, увеличение производительности и уменьшение себестоимости изготовления машин при сохранении или повышении качества, надежности и конкурентоспособности изделий. Проблемы обеспечения высокого качества изделий в процессе изготовления и сборки в настоящее время являются наиболее актуальными для такого особого класса сложнейших высокоточных и наиболее ответственных наукоемких машин и механизмов, как газотурбинные двигатели и агрегаты (ГТД и ГТА) для авиации, наземных энергетических и газоперекачивающих установок. В тоже время нужно отметить, что эти проблемы сегодня активно решаются в процессе производства изделий, а процессу сборки изделий - одному из важных технологических процессов, занимающему до 60% всей трудоемкости производства, уделяется недостаточно внимания, как со стороны науки, так и практики. Наибольшие проблемы и значительную трудоемкость имеет процесс сборки высокоскоростных роторов газотурбинных двигателей и турбоагрегатов. Это связано с тем, что практически весь технологический процесс сборки таких роторов выполняется вручную на основе практического опыта без четких научно обоснованных математизированных методик и рекомендаций. В результате действия множества субъективных составляющих «человеческого фактора» в процессе сборки появляются погрешности установки сборочных единиц. В свою очередь, погрешности взаимного положения эксцентриситетов сопрягаемых элементов сборочных единиц, устанавливаемых на вал ротора, приводят к снижению качества сборки и к последующей дополнительной разборке и сборке. При этом методы научно-обоснованной оценки качества окончательной сборки отсутствуют. Основное отрицательное последствие такой бессистемной сборки – появление развитых локальных дисбалансов, как на отдельных роторах, так и на валопроводах в целом. В процессе эксплуатации при высокоскоростном вращении роторов (от 5000 до 50000об/мин) появляется общая динамическая неустойчивость валопровода, и, как следствие – повышенные вибрации, увеличенные динамические нагрузки на опоры, значительное снижение эксплуатационных характеристик и сокращение ресурса работы изделия в целом. В то же время, системная научно-обоснованная минимизация локальных и монтажных дисбалансов на основе разработки методологии адаптационной (позднелат. adaptatio — прилаживание, приспособление, от лат. adapto — приспособляю) сборки в технологическом процессе установки сборочных единиц на вал ротора обеспечит необходимый уровень динамической устойчивости работы ГТА или ГТД и ликвидацию последствий, вызванных ею.
Научная и практическая реализация проблемы повышения динамической устойчивости ГТА и ГТД обеспечит значительный экономический эффект и поднимет конкурентоспособность отечественной продукции. В настоящее время, когда Правительством РФ принято решение о прокладке газопроводов «Северного потока» и «Южного потока» с многомиллиардным бюджетом, именно конкурентоспособность отечественных газоперекачивающих агрегатов определит судьбу авиационного и энергетического турбостроения в России.
Таким образом, создание методологии обеспечения динамической устойчивости валопроводов, с получением при этом высокого качества сборки и заданного уровня ресурса ГТА и ГТД при снижении себестоимости и трудоемкости сборочных работ является весьма актуальной задачей.
Цель диссертационной работы: разработка методологии обеспечения динамической устойчивости валопроводов высокоскоростных газотурбинных агрегатов на основе применения адаптационной сборки.
Для достижения поставленной цели сформулированы следующие задачи:
- Установить основные закономерности и взаимосвязи между величинами погрешностей установки сборочных единиц при сборке роторов и величинами появляющихся при этом локальных дисбалансов ротора.
- Разработать адаптирующие методы и алгоритмы технологических процессов подготовки к сборке валов и элементов роторов, обеспечивающие минимизацию локальных дисбалансов высокоскоростных гибких роторов и роторов с несовпадающими балансировочными и рабочими поверхностями.
- Разработать адаптирующий метод и алгоритм технологического процесса сборки, обеспечивающего минимизацию прироста локальных дисбалансов ротора.
- Разработать адаптирующий метод и алгоритм выполнения технологического процесса, обеспечивающие коррекцию монтажных дисбалансов валопровода при его сборке.
- Провести сравнительное математическое моделирование динамического состояния роторов, собранных по типовому и адаптирующему технологическим процессам.
- Провести сравнительные экспериментальные исследования качества сборки при типовом и адаптирующем технологическом процессе.
- Разработать практические рекомендации и алгоритмы проектирования технологических процессов сборки на основе адаптационных методов.
Методы исследований. При выполнении работы использовались основные научные положения технологии машиностроения, теории сборки, статистических методов, имитационного моделирования дисбалансов, метода конечных элементов, математического и физического моделирования, экспериментального сравнительного исследования. Математическое моделирование изгибов роторов и их элементов выполнено с использованием программы «ANSYS». Сравнительные экспериментальные исследования, физическое моделирование и экспериментальная проверка эффективности методов сборки совмещены с натурными испытаниями компрессоров производства НПО «Искра». Сравнительные испытания трансмиссий выполнены по специально разработанной программе на испытательном стенде ОАО «Искра-ТУРБОГАЗ».
Достоверность и обоснованность научных результатов
Достоверность результатов проведенного исследования подтверждается согласованностью результатов математического моделирования с экспериментально полученными данными:
- согласованием результатов испытаний роторов, собранных по типовому и адаптированному технологическим процессам;
- согласованием результатов физического моделирования монтажного дисбаланса на стенде при проведении приемо-сдаточных испытаний с данными, полученными в ходе пуско-наладочных работ на компрессорной станции;
- внедрением разработок в производство и в учебный процесс.
На защиту выносятся следующие основные положения, сформулированные в диссертационной работе:
1. Результаты теоретических исследований, математического моделирования и сравнительных экспериментальных исследований факторов и параметров динамической устойчивости валопровода:
- закономерности и взаимосвязи величин погрешностей изготовления и установки деталей и сборочных единиц с распределением локальных дисбалансов роторов при сборке;
- математическая модель влияния параметров сборочных единиц на появление монтажных дисбалансов роторов и валопроводов.
2. Модель адаптирующего технологического процесса сборки роторов.
3. Алгоритмы и методы осуществления технологических процессов, построенные на основе методов адаптирующей подготовки к сборке валов и элементов роторов, адаптирующей сборки колес турбин и роторов, коррекции монтажных дисбалансов элементов валопроводов, включающие в себя:
- расчетно-объемный метод подготовки высокоскоростного гибкого вала к сборке, обеспечивающий его многоплоскостное уравновешивание на всех частотах работы;
- расчетно-имитационный метод подготовки вала к сборке, обеспечивающий минимизацию монтажных локальных дисбалансов роторов при переходе с балансировочных на рабочие оси вращения;
- прецизионный метод подготовки к сборке элементов роторов по заранее измеренным и рассчитанным параметрам их установки;
- метод эксцентриситетно-виртуальной сборки колес турбин, обеспечивающий минимизацию начального дисбаланса ротора при сборке;
- метод расчетно-эксцентриситетной сборки роторов, обеспечивающий минимизацию локальных монтажных дисбалансов;
- метод многоплоскостной коррекции, обеспечивающий нормализацию монтажных дисбалансов элементов валопроводов.
Диссертационная работа в полном объеме доложена, обсуждена и рекомендована к защите на совместном заседании кафедр «Технология машиностроения», «Металлорежущие станки и инструмент» НИПГТУ, а также на заседании кафедры «Технология авиационных двигателей и общего машиностроения» РГАТА им. П.С. Соловьева.
Научная новизна. Разработаны теоретические основы обеспечения динамической устойчивости высокоскоростных газотурбинных агрегатов на основе применения методологии адаптационной сборки роторов и валопроводов, включающей в себя методы подготовки, осуществления и коррекции результатов сборки.
На разработанные новые технические решения получены патенты РФ №№2347112, 2372594, 2372595, 2379625, 2395447 и по двум заявкам приняты положительные решения о выдаче патентов: 12.10.2010 по заявке №2009146653 (приоритет 15.12.2009), 24.01.2011 по заявке №2010112363 (приоритет 30.03.10).
Практическая полезность. По результатам диссертационного исследования разработаны:
- Методики и программное обеспечение адаптационной подготовки валов и элементов роторов к сборке.
- Методика и программное обеспечение адаптационной сборки колес турбин.
- Методика и программное обеспечение адаптационной сборки роторов.
- Методика и программное обеспечение коррекции монтажных дисбалансов элементов валопроводов.
- Программа обучения специалистов студентов энергетического машиностроительного комплекса основам методологии обеспечения виброустойчивости валопроводов ГТД, ГТУ и ГПА.
Реализация результатов. Результаты исследования внедрены в производственный процесс НПО «Искра», ОАО «Искра-ТУРБОГАЗ», ООО «Спец-М», ОАО «Пермский моторный завод» в г. Перми и в учебный процесс при чтении курса лекций «Основы методологии обеспечения виброустойчивости валопроводов газоперекачивающих агрегатов», а также при дипломном проектировании, выполнении выпускных квалификационных работ, магистерских диссертаций на кафедре «Технология машиностроения» НИПГТУ.
Апробация работы. Основные положения и результаты диссертационной работы изложены и обсуждены на международных, всероссийских и межвузовских конференциях: 17 НТК ПВИ РВ. г. Пермь (1999), НПК ПВИ ВВ МВД. г. Пермь (1999), МНПК «Ресурсосберегающие технологии» НАН РБ, г.Минск(2004); МНТК «Материалы и технологии ХХI века» г.Пенза (2004); МНТК «Опыт, проблемы и перспективы развития технического сервиса» г.Минск (2004); МНТК БНТУ, «Наука – образованию, производству, экономике» г.Минск (2004); ВНТК ЦНТИ «Информация, инновации, инвестиции» г.Пермь (2004, 2005, 2006); Х МНТК «Высокопроизводительные параллельные вычисления на кластерных системах», ПГТУ, г.Пермь (2010); ВНТК «Новые материалы и технологии», МАТИ, г.Москва (2010). и специализированных семинарах: СПб (2008), Пермь (2009, 2010, 2011), г.Рыбинск (2010). Разработка экспонировалась на 10 международной выставке (2011) «Станки, приборы, инструмент», г. Пермь, отмечена дипломом.
Публикации. Содержание диссертации опубликовано в 38 печатных работах, в том числе 1 монографии, 17 статьях в журналах, рекомендованных ВАК, 2 статьях в иностранных изданиях (Russian Engineering Research, США), 13 публикациях в иных изданиях, получено 5 патентов РФ.
Структура и объем работы. Диссертация состоит из введения, шести глав, общих выводов, списка использованных источников и приложений, включает 312 страниц машинописного текста, 128 рисунков, 46 таблиц.
ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ
Во введении обоснована актуальность темы работы, сформулированы цели и задачи исследования, приведены основные положения, выносимые на защиту.
В первой главе выполнен анализ результатов ранее выполненных исследований, факторов, влияющих на качество сборки валопровода, сформулирована научная проблема и цель исследования.
В области разработки технологических процессов сборки основополагающее значение имеют работы отечественных ученых Дальского А.М., Базрова Б.М., Балакшина Б.С., Безъязычного В.Ф., Глейзера А.И., Непомилуева В.В., Семенова А.Н., Жигалова Б.К., Журавлева А.Н., Митрофанова В.Г., Мордвинова Б.С., Соломенцева Ю.М., Новикова М.П., Житникова Б.З., Гусева А.А., и других.
Решению сопутствующих сборке проблем – уравновешенности роторов – посвящены наиболее значимые работы отечественных и зарубежных ученых Гусарова А.А, Диментберга Ф.М., Шаталова К.Т., Мельдаля А., Бишопа Р., Паркинсона А, Урьева Е.В, Корнеева Н.В.
Качество сборки валопровода оценивается такими показателями, как точность монтажа и динамическая устойчивость.
Под точностью монтажа следует понимать степень совмещения проекций осей, проходящих через центры масс соединяемых элементов и осью вращения. Динамическая устойчивость оценивается динамическими изгибами, что проявляется и в вибрации ротора. В современных типовых и групповых технологических процессах основным направлением борьбы с вибрациями роторов считается их последовательная многоплоскостная балансировка при сборке и уравновешивание в области опор на рабочих частотах, что не снижает изгибов ротора.
Более эффективным способом устранения вибраций является минимизация локальных дисбалансов роторов, выполняемая при их сборке и монтаже.
Уравновешенность может нарушиться в процессе эксплуатации вследствие взаимного смещения и износа элементов ротора, нагрева, и т.д.
Основные нерешенные задачи обеспечения качества и конкурентоспособности машин, содержащих валопроводы:
- отсутствие алгоритмов, обеспечивающих сборку роторов с заданной уравновешенностью,
- неуправляемость процесса изменения погрешностей сборочных единиц,
- отсутствие расчетных алгоритмов результатов сборки исходя из состояния индивидуальных параметров деталей и сборочных единиц,
- высокая доля возвратов неудовлетворительно собранных роторов,
- высокая доля ручных работ при коррекции дисбалансов.
В настоящее время являются неразработанными технологические процессы управляемой сборки роторов, учитывающей параметры соединяемых элементов и коррекции монтажных дисбалансов валопроводов с учетом параметров смонтированных роторов.
При анализе наиболее значимых известных исследований в области управляемой сборки выявлены пути наиболее эффективного достижения обозначенных целей. Использование методов нежестких размерных цепей и расчетного определения состояния ротора, разработанных В.В. Непомилуевым (РГАТА г. Рыбинск) позволяет выполнять оценку индивидуального состояния ротора по измеряемым параметрам и проводить прогнозирование результатов при устойчивом управлении сборкой. Это же позволяет утверждать, что оценка индивидуального состояния элементов по их параметрам и его использование при сборке оправдана и целесообразна.
При анализе результатов исследований в области уравновешенности гибких роторов с использованием низкочастотного технологического оборудования наибольший интерес вызывают работы А.И. Глейзера и Н.В. Корнеева (ТолПИ, г.Тольятти). Разработанные ими методология вероятностного и статистического прогнозирования и снижения вибраций, а также методика уравновешивания гибких валов и роторов доказали реальность расширения возможностей низкочастотного технологического оборудования. Прогнозирование дисбалансов может применяться и при управляемой сборке.
Широко известная теория обеспечения уравновешивания, предложенная А . Мельдалем и получившая наибольшее применение к балансировке роторов с большим количеством плоскостей коррекции представляет большой интерес и в применении ее положений к технологическому процессу сборки роторов. Полная уравновешенность может быть достигнута при наличии методологического обеспечения минимизации локальных дисбалансов валов и роторов во всех их конечных элементах.
Закономерен переход технологических процессов сборки, подготовки к сборке в интеллектуальную область. Этот переход облегчается объективным процессом повышения точности современных средств измерений, быстрым развитием средств коммутации станочного оборудования, средств измерения и ЭВМ, совершенствованием программного обеспечения расчетов и удешевлением его носителей.
Анализ результатов известных исследований показывает высокую степень проработки отдельных вопросов, входящих в комплекс задач, решение которых повышает качество продукции. Однако для решения специфических задач, которыми являются: обеспечение процессов подготовки элементов роторов к сборке по измеренным эксцентриситетам, рассчитанным дисбалансам, снижение погрешностей уравновешенности при сборке, коррекция монтажных дисбалансов элементов валопроводов требуется новый подход и новый алгоритм обеспечения заданной точности сборки.
Учитывая результаты проведенного анализа известного научно-методического аппарата, применимого для исследования динамического состояния валопроводов, постановку общей научной проблемы можно сформулировать как совершенствование методологии обеспечения динамической устойчивости валопроводов турбоагрегатов и разработку эффективного алгоритма сборки (Э) валопроводов на основе минимизации локальных дисбалансов (Ii) при увеличении ресурса работы агрегата (Т) и ограничении на стоимость (С) производства элементов и монтажа валопроводов:
Главный критерий оценки решения научной проблемы – минимизация локальных дисбалансов валопровода. Сформулирована цель работы и задачи исследования.
Таким образом, поставленная научная проблема может быть решена разработкой методологии, обеспечивающей разработку технологических процессов обеспечения заданных параметров роторов и валопроводов на основе последовательного применения адаптационных методов на всех этапах сборки.
Во второй главе разработаны методы адаптационной сборки роторов и коррекции монтажных дисбалансов. Для решения перечисленных задач сформулирована рабочая гипотеза: заданный уровень динамической устойчивости валопровода турбоагрегата может быть обеспечен адаптацией его элементов к условиям эксплуатации в ходе технологических процессов сборки, что предусматривает прогнозирование, описание, минимизацию их локальных и коррекцию монтажных дисбалансов. Гипотеза предусматривает обеспечение соответствия параметров элементов ротора параметрам базовой (первично установленной) детали и может быть реализована с использованием алгоритма, блок-схема которого приведена на рис.1.
Валопроводы турбоагрегатов состоят из роторов, имеющих дисбалансы в нескольких плоскостях, положение их неизвестно. Описание распределения локальных дисбалансов позволит решить задачу многоплоскостного уравновешивания ротора в ходе его сборки.
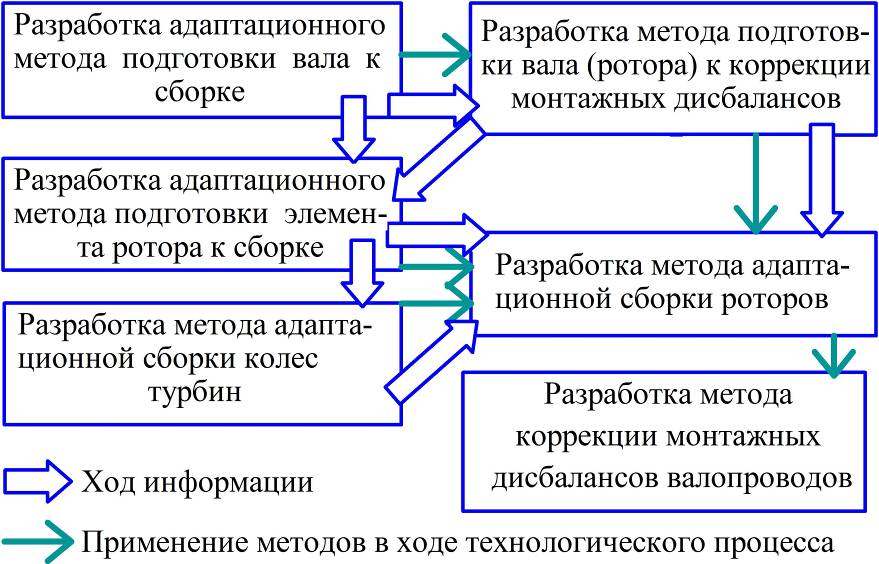
Рис.1 Блок-схема алгоритма декомпозиции научной проблемы и реализации гипотезы
Расчетно-объемный метод подготовки валов к сборке – предназначен для обеспечения сборки ротора без дисбалансов и заключается в многоплоскостном уравновешивании вала с одновременной подготовкой параметров установки элементов ротора.
Типовые технологические процессы (ТТП) в качестве подготовки валов к сборке предусматривают контроль соблюдения допусков на изготовление и балансировку, которая проводится по 2-3 плоскостям.
Статистический анализ результатов большого количества измерений выявил: эксцентриситеты участков (конечных элементов) увеличены в средней части вала, эксцентриситеты консолей и средней части вала направлены встречно и размещаются в секторах, образованных вертикальными углами, величина которых не превышает 30; погрешность концентричности многократно превышает погрешность формы поверхности. Статистически обоснованная схема типового расположения локальных дисбалансов вала, обусловленных погрешностью изготовления, приведена на рис.2.
Погрешность измерения эксцентриситетов при существующих технологических возможностях не превышает 1 мкм.
Суммарный дисбаланс вала 7, определенный векторным сложением, не передает сложной картины воздействия локальных дисбалансов на величину изгиба вала.
При малой величине радиальных биений (менее 0,1 мм на 100 мм диаметра D) между нею и величиной дисбаланса возникает линейная зависимость.
Дисбаланс I участка вала длиною l, при оговоренной правильности его цилиндрических поверхностей рассчитывается:
![]() , (1)
, (1)
где – плотность материала.
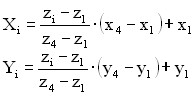
Схема измерения радиального биения (эксцентриситета участка) и получения исходных данных для составления модели представлена на рис.3.
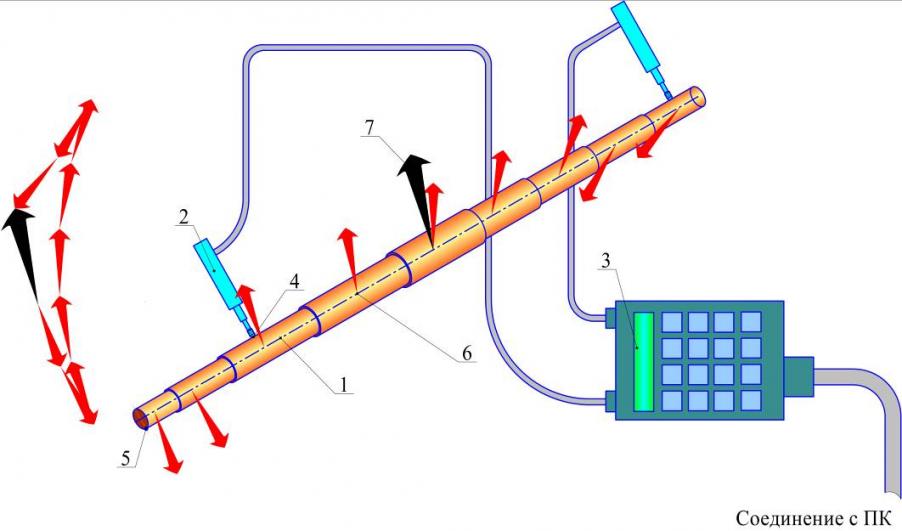 |
| Рис.2 Схема расположения дисбалансов, обусловленных погрешностью изготовления вала: 1 – вал, 2 – датчики, 3 – блок растровой системы, 4 – место максимального эксцентриситета, 5 – нулевая отметка вала, 6 – локальные дисбалансы, 7 – суммарный дисбаланс вала |
Корректирующая масса может быть рассчитана применительно к каждому участку, образованному цилиндрической поверхностью:
![]() . (2)
. (2)
Установка уравновешивающих грузов в плоскостях, проходящих через центры масс участков, с разворотом на 180 относительно положения эксцентриситета участка обеспечит многоплоскостную коррекцию локальных дисбалансов вала, каждый цикл которой предваряется снятием очередного уравновешивающего груза.
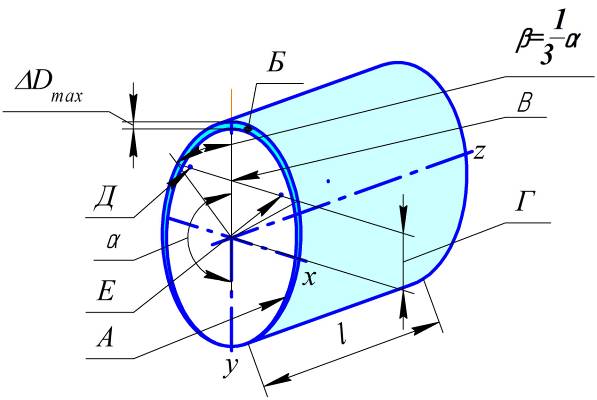 |
| Рис.3 Схема измерения эксцентриситета участка вала: А – граница части вала, не создающего дисбаланса, Dmax - место и величина максимального радиального биения, В, Г=D/4 – место и величина эксцентриситета массы сегмента Б, создающего дисбаланс,,, Д, Е – элементы дополнительных построений для определения эксцентриситета |
Блок-схема алгоритма расчетно-объемной подготовки вала к сборке приведена на рис.4.
| № пп | Содержание работы | Последовательность выполнения |
| 1 | Разделение вала на участки (конечные элементы) или работка твердотельной модели вала | |
| 2 | Измерение и описание величин и положений эксцентриситетов | |
| 3 | Расчет величин локальных дисбалансов по результатам измерения эксцентриситетов поверхностей участков (конечных элементов) валов | |
| 4 | Расчет координат центров масс участков и их плоскостей коррекции. | |
| 5 | Расчет, уравновешивающих масс, соответствующих рассчитанным дисбалансам | |
| 6 | Установка уравновешивающих грузов, соответствующих этим массам, | |
| 7 | Последовательная коррекция локальных дисбалансов во всех рассчитанных плоскостях |
Рис.4 Блок-схема алгоритма расчетно-объемной подготовки вала к сборке
Применение программного обеспечения, построенного на основании предложенного алгоритма, существенным образом сократит время на подготовку исходных данных для управляемой сборки, обеспечит создание автоматизированного рабочего места оператора сборки, статистическую обработку и паспортизацию параметров вала.
Применение метода расчетно-объемной подготовки вала к последующей сборке создает экономию средств на 20-30% (в зависимости от сложности изделия) за счет исключения операции балансировки.
Расчетно-имитационный метод подготовки валов к сборке - предназначен для обеспечения коррекции монтажных дисбалансов валов и роторов с несовпадающими балансировочными и рабочими осями вращения и заключается в расчете локальных монтажных дисбалансов, их имитации во время балансировки ротора и коррекции при установке на рабочие поверхности.
ТТП подготовки валов с несовпадающими рабочими и балансировочными поверхностями к сборке предусматривают контроль соблюдения допусков на обработку (эксцентриситетов) рабочих, контрольных и посадочных поверхностей относительно балансировочных. Кроме того, проводится балансировка по 2-3 плоскостям.
Проведение анализа типовых технических требований КД и статистического анализа результатов измерений выявило, что такие валы, уравновешенные с использованием ТТП, при установке в машину приобретают монтажный дисбаланс, обусловленный эксцентриситетом рабочей оси относительно балансировочной.
Математическая обработка статистических данных результатов измерений показала: в зависимости от массы валов и величин эксцентриситетов, их монтажный дисбаланс может превышать допустимый остаточный в 10-60 раз. Такой остаточный дисбаланс согласно существующему ТТП частично корректируется балансировкой в собственных опорах с использованием переносного балансировочного оборудования по доступным плоскостям на концах вала, что не устраняет его динамического изгиба и не снижает нагрузки на установленные уплотнения вала и гибкие пластинчатые элементы валопровода.
Для определения эксцентриситета рабочей оси 2 (рис.5) относительно балансировочной 1 вала 3 необходимы исходные данные: величины и места максимального радиального биения рабочих поверхностей В, Г относительно балансировочных поверхностей А, Б.
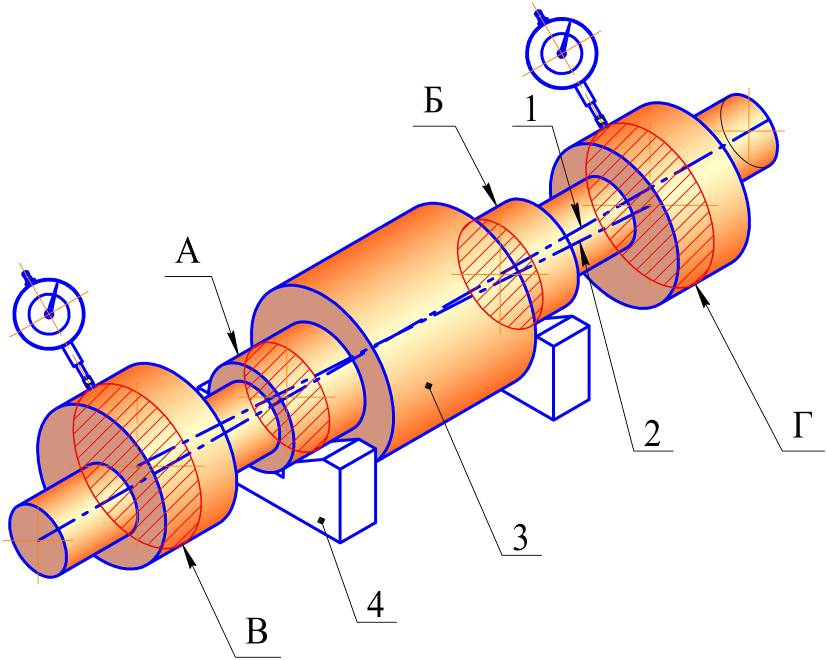 |
| Рис.5 Схема измерения радиальных биений поверхностей вала: 1,2 – балансировочная и рабочая оси, 3 - вал, 4 – измерительная опора (призма), А, Б – балансировочные, В, Г – рабочие поверхности |
Угловые координаты этих биений измеряются относительно нулевой отметки вала. В интересах обеспечения требуемой точности измерения, их выполняют измерительным прибором, установленным диаметрально противоположно относительно поверхности одной из измерительных опор.
Измерение эксцентриситетов частей ротора необходимо проводить с использованием средств измерения с ценой деления не более 1 мкм.
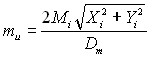
Учитывая, что эксцентриситеты центров масс цилиндров: ![]() координаты центров масс участков определяются как:
координаты центров масс участков определяются как:
![]() . (3)
. (3)
где ![]() – максимальное радиальное биение повехности,
– максимальное радиальное биение повехности,
i – угол максимального радиального биения.
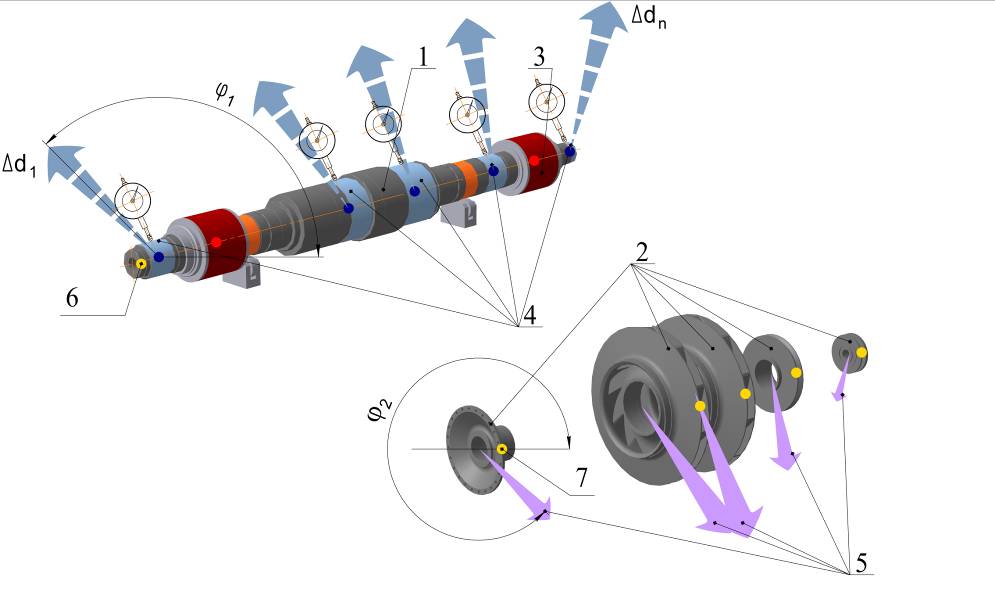
Для определения положения локальных дисбалансов вал 1, рис.6, разбивается на участки (конечные элементы), при этом определяются массы участков (Мi) и положение центров масс участков по длине вала z1, z2…zi…zn.
В качестве плоскостей коррекции дисбаланса выбираются плоскости поперечного сечения участков (а1, а2,…аi,…аn), проходящие через их центры масс.
Координаты центров масс участков рассчитываются из зависимости:
 , (4)
, (4)
где z1, z2…zi…zn – расстояние от торца вала до соответствующего сечения.
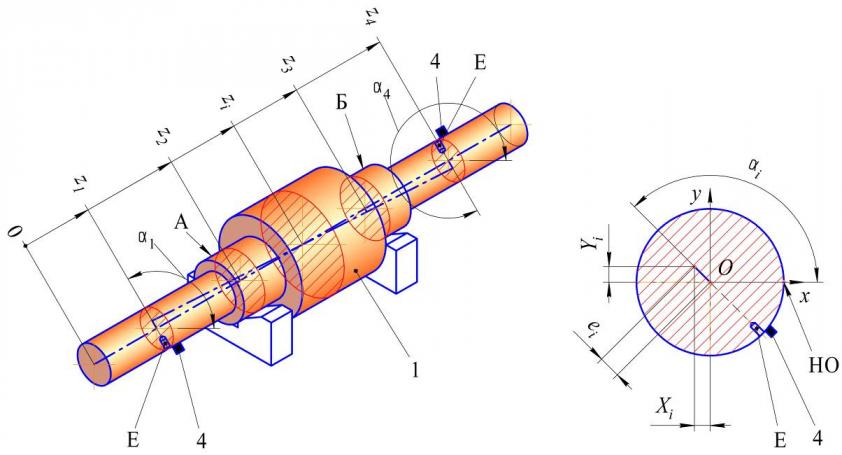 |
| Рис.6 Схема определения исходных данных для расчетов (пояснения в тексте) |
Массы имитационных грузиков рассчитываются из зависимости:
 , (5)
, (5)
где mи – масса имитационного грузика.
Рассчитываются углы места установки имитационных грузиков относительно нулевой отметки вала из зависимости:
![]() . (6)
. (6)
Рассчитанные локальные дисбалансы участков корректируют в соответствующих плоскостях при последовательной установке имитационных грузиков 4, при этом производят съем металла в местах Е. Подготовленный ротор балансируют по стандартной технологии.
По окончании сборки ротора все имитационные грузики снимают, что позволяет ликвидировать все локальные монтажные дисбалансы вала в составе ротора при переходе с балансировочных поверхностей на рабочие.
Блок-схема алгоритма расчетно-имитационной подготовки вала к сборке приведена на рис.7.
| № пп | Содержание работ | Последовательность выполнения |
| 1 | Измерение и описание величин и положений эксцентриситетов рабочих поверхностей. | |
| 2 | Разделение вала на участки (конечные элементы) или работка твердотельной модели вала | |
| 3 | Расчет масс участков | |
| 4* | Расчет координат центров масс участков и их плоскостей коррекции. | |
| 5 | Расчет величин локальных дисбалансов участков вала по координатам их центров масс | |
| 6 | Расчет масс имитирующих грузиков, соответствующих рассчитанным локальным монтажным дисбалансам | |
| 7 | Расчет координат установки имитирующих грузиков. | |
| 8 | Последовательная коррекция локальных дисбалансов во всех рассчитанных плоскостях | |
| * - полученные результаты: величина и направление эксцентриситета посадочных поверхностей используются для подготовки элементов ротора к сборке. | ||
Рис.7 Блок-схема алгоритма расчетно-имитационной подготовки вала к сборке
Предлагаемый расчетно-имитационный метод обеспечивает описание положения локальных дисбалансов вала с несовпадающими рабочими и балансировочными поверхностями, паспортизацию параметров подготовленного вала и коррекцию локальных монтажных дисбалансов ротора при его монтаже в компрессор. Остаточная величина монтажного дисбаланса обусловлена погрешностями измерения эксцентриситета и взвешивания имитационных грузиков.
Расчетно-имитационный метод подготовки к сборке исключает проведение операций балансировки валопровода в собственных опорах во время пуско-наладочных работ, что создает экономический эффект, равный 160 000 руб (в ценах 2010 года) на монтаже каждого агрегата или 3 200 000 руб при реализации годовой программы.
Метод прецизионной подготовки элементов роторов к сборке – предназначен для обеспечения установки элемента на вал с минимизированным эксцентриситетом внешней образующей и без дисбаланса, заключается в коррекции дисбаланса, обусловленного погрешностью установки элемента на оправку, диаметрально противоположной установкой эксцентриситета внешней образующей относительно эксцентриситета посадочной поверхности на валу и обеспечением заранее заданной величины дисбаланса со стороны эксцентриситета внешней образующей.
ТТП подготовки элемента 1 к сборке предусматривает его предварительную балансировку с использованием технологической оправки 2, рис.8. Элементы представляют собой сложные сборные конструкции и они включают в себя консольные детали. При этом не учитывается величина и направление эксцентриситета оправки. Не учитывается положение эксцентриситета посадочной поверхности вала.
 |
| Рис.8 Схема подготовки элемента ротора к сборке. 1 – элемент, 2 – оправка, 3 – опора балансировочного станка, 4, 5 – уравновешивающие грузики, 6 – имитирующий грузик |
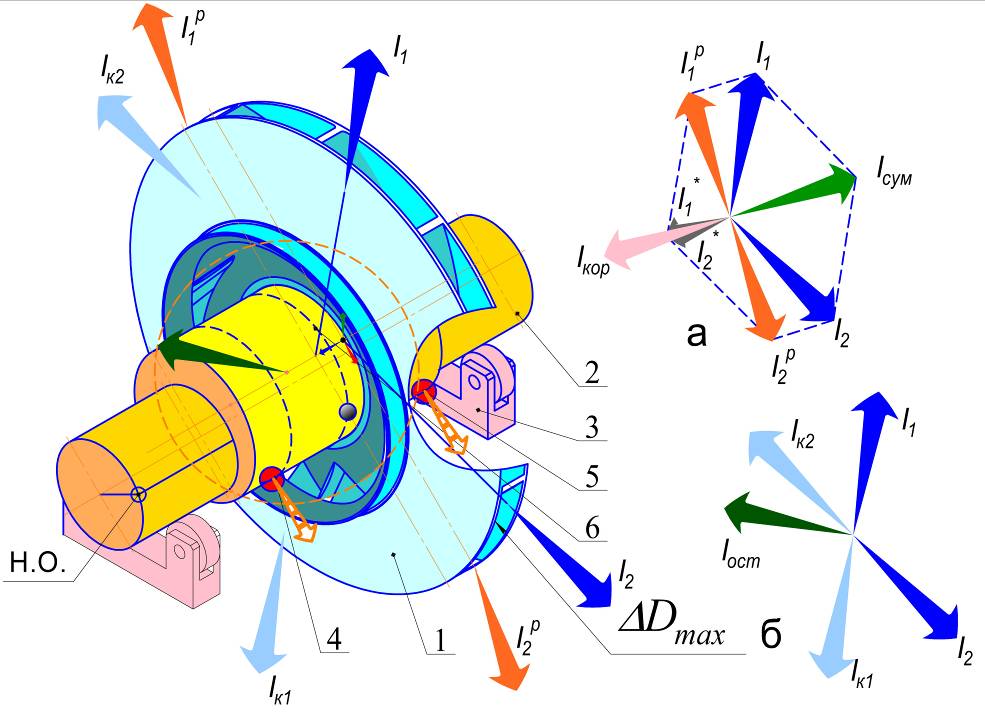
Кроме того, эта балансировка проводится без учета положения начальных локальных дисбалансов этого элементов (I1, I2), рис.8, а. Уравновешивание элемента проводится введением дисбаланса Iкор, диаметрально противоположного суммарному дисбалансу Iсум. При этом коррекция проводится симметрично по двум поверхностям элемента. Это приводит к распределению Iкор в виде одинаково направленных дисбалансов I1* и I2*. При суммировании I1, I2, I1* и I2* появляются взаимно уравновешивающие дисбалансы I1Р и I2Р. На рабочих частотах, превышающих балансировочные в 6 – 20 раз, изгибающее усилие, приложенное к консольной части и обусловленное дисбалансом I2Р, увеличивается в 36 – 400 раз. Это приводит к появлению значительного динамического дисбаланса ротора.
Следовательно, сформулирована задача сборки ротора с дисбалансами элементов, обусловленными эксцентриситетами рабочих и балансировочных поверхностей (ев) вала, посадочных и балансировочных поверхностей элемента (еопр) на оправке, а также с необходимой минимизацией эксцентриситета внешней образующей элемента (еобр) относительно посадочной поверхности на валу.
Задача минимизации радиального биения внешней образующей элемента решается его установкой с диаметрально противоположным разворотом эксцентриситетов посадочной поверхности вала и внешней образующей элемента: ![]()
Задача минимизации дисбаланса, обусловленного эксцентриситетами установки элемента на оправку, решается уравновешиванием дисбаланса, обусловленного эксцентриситетом установки на оправку, установкой двух равноудаленных от центра массы элемента грузов, масса каждого из которых определяется:
![]() , (7)
, (7)
где h – высота установленного груза, при этом место установки грузов диаметрально противоположно максимальному радиальному биению посадочной поверхности оправки.
Задача минимизации дисбаланса, обусловленного эксцентриситетом установки элемента на вал (Dв), решается с применением его имитации. Дисбаланс имитируется установкой груза на поверхность оправки со стороны максимального радиального биения образующей. Масса груза определяется:
![]() . (8)
. (8)
При этом выходные параметры уравновешенности элемента характеризуются его заданным остаточным дисбалансом, совпадающим с направлением эксцентриситета его внешней образующей:
 (9)
(9)
Взаимное двухплоскостное уравновешивание I1 и Iк1, I2 и Iк2 обеспечит отсутствие изгибающих усилий, приложенных к консольной части элемента, рис.8, б.
Блок-схема алгоритма прецизионной подготовки элемента к сборке приведена на рис.9.
Прецизионная подготовка элемента к сборке обеспечивает его установку на подготовленный вал без монтажного дисбаланса, создает условия для минимизации локальных дисбалансов ротора. По имеющемуся опыту это обеспечивает уменьшение эксцентриситета внешней образующей – в 3-4 раза, снижение стоимости работ при установке колеса на ротор – на 20-25%.
| № пп | Содержание работ | Последовательность выполнения |
| 1 | Измерение величины и определение направления радиального биения оправки. | |
| 2* | Определение направления максимального радиального биения внешней образующей относительно посадочной поверхности элемента | |
| 3 | Расчет масс и углов установки грузов для минимизации локальных дисбалансов, обусловленных эксцентриситетом оправки | |
| 4** | Расчет масс и углов установки грузов для минимизации локальных дисбалансов, обусловленных эксцентриситетом посадочной поверхности вала. | |
| 5 | Установка грузов по результатам расчетов | |
| 6 | Проведение двухплоскостной балансировки | |
| *- полученные данные используются при сборке ротора. **- исходные данные для расчетов получены при подготовке вала к сборке. | ||
Рис.9 Блок-схема алгоритма прецизионной подготовки элемента к сборке
Метод эксцентриситетно-виртуальной сборки колес турбин - предназначен для уравновешивания ротора с заранее известным дисбалансом и заключается в установке комплекта лопаток с дисбалансом, противоположным известному по направлению и равным по величине.
ТТП предусматривает минимизацию дисбалансов колес турбин на основе применения нескольких методов: виртуальной сборки с использованием программного обеспечения, сборки с использованием универсальной диаграммы, сборки с использованием 2 и 4-лучевых схем. Последующий технологический процесс сборки роторов турбин почти всегда завершается балансировкой.
Начальный дисбаланс и собранного колеса и ротора турбины минимизируется применением выбранного метода сборки, остаточный дисбаланс нормализуется балансировкой. Последующая сборка валопроводов, в которые объединяются роторы турбин, создают монтажные дисбалансы, обусловленные эксцентриситетами их установки. Затем дисбалансы устраняют балансировкой.
Для повышения точности сборки и снижения объема ее работ предлагается проводить сборку колес с использованием n-лучевых схем, исходя из заранее заданных параметров дисбаланса колеса с одновременным контролем уравновешенности в ходе сборки. Перед сборкой сортируют лопатки, укладывая их по мере уменьшения их относительной статической неуравновешенности (Iосн).
Учитывая заранее определенную n-лучевую схему, из общего количества лопаток m изымают n лопаток с максимальной относительной моментной неуравновешенностью Iосн и устанавливают их в качестве маркеров равномерно по окружности колеса. Оставшееся количество лопаток разбивают на группы, по степени уменьшения Iосн :
![]() , (10)
, (10)
где k – количество групп.
Используя параметры имеющегося начального дисбаланс колеса Iн рассчитывают параметры виртуальных ступенчатых дисбалансов Iвсд:
 , (11)
, (11)
Используя программное обеспечение, составленное по математической модели:
 , (12)
, (12)
выполняют моделирование сборки колеса турбины в последовательности:
- введение первого виртуального ступенчатого дисбаланса,
- попарная укладка лопаток первой группы к лопаткам-маркерам, начиная с лопаток с максимальными ОСН,
- контроль уравновешенности смоделированной укладки,
- повторение циклов укладки,
- контроль и коррекция смоделированного комплекта.
Такая укладка обеспечивает соблюдение требований по ограничению разницы ОСН противоположно установленных и соседних лопаток и минимизирует неуравновешенность колеса при укладке каждой группы. Постоянный контроль величины и направления дисбаланса после укладки группы позволяет корректировать порядок укладки следующей группы. При увеличении числа n повышается уравновешенность собранного колеса, причем n может быть четным и нечетным. Варианты схем указаны на рис.10.
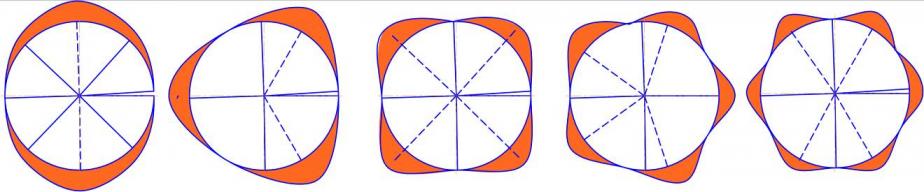 | ||||
| а | б | в | г | д |
| Рис.10 Варианты схем укладки лопаток: а – двулучевая, б – трехлучевая, в - четырехлучевая, г – пятилучевая, д – шестилучевая | ||||
При получении удовлетворительного варианта укладки выполняют сборку колеса по подготовленному варианту. Собранное колесо не требует балансировки.
Метод расчетно-эксцентриситетной сборки – предназначен для обеспечения уравновешенности ротора при сборке и заключается в соединении заранее подготовленных элементов при взаимном уравновешивании локальных дисбалансов.
ТТП сборки роторов предусматривает установку рабочих колес и др. элементов на вал, уравновешенный в 2-3 плоскостях независимо от реального расположения его локальных дисбалансов. Элементы устанавливаются на вал с диаметральным разворотом «тяжелой точки» элемента и максимального радиального биения посадочной поверхности.
Эксцентриситеты ротора, обусловленные переходом с балансировочных на рабочие поверхности не учитываются. Эксцентриситеты масс устанавливаемых элементов, обеспеченные эксцентриситетами посадочных поверхностей технологических оправок не учитываются. Положение остаточных локальных дисбалансов элементов не определяется и не учитывается.
Таким образом, локальная неуравновешенность (IЛ) ротора, собранного по ТТП, характеризуется сложной многофакторной зависимостью:
![]() ,
,
где дисбалансы обусловлены Iепп – эксцентриситетом посадочной поверхности вала, Iост – остаточный дисбаланс элемента, Iевм, Iеэм – эксцентриситетом вала и элемента ротора при переходе ротора на рабочие поверхности, Iет –эксцентриситетом технологической оправки, Iлi - положением локальных дисбалансов устанавливаемого элемента.
Целью сборки ротора, поставленной в исследовании, является создание сборочного модуля, не требующего дополнительных настроечных работ после установки на место эксплуатации, рис.11.
Это предусматривает диаметрально противоположное направление эксцентриситета внешней образующей относительно эксцентриситета посадочной поверхности на валу:
![]() . (13)
. (13)
Это же положение устанавливаемого элемента обеспечивает и минимизацию его монтажных дисбалансов:
![]() , (14)
, (14)
где – погрешность балансировки, обусловленная погрешностями измерения радиальных биений и балансировочного оборудования.
При установке на вал элемента, подготовленного к сборке по заранее заданным параметрам эксцентриситета вала, дисбаланс полученной сборочной единицей обусловлен только погрешностями измерения эксцентриситетов. Алгоритм реализации метода сборки представлен на рис.12.
Адаптационный расчетно-эксцентриситетный метод сборки обеспечивает минимизацию начальных дисбалансов ротора при установке каждого элемента и нормализацию локальных монтажных дисбалансов ротора при его установке в компрессор. По сравнению с современной, серийно применяемой технологией, предлагаемый метод обеспечивает при внедрении снижение стоимости технологического процесса сборки на 25-30%.
 |
| Рис.11 Схема сборки ротора с учетом эксцентриситетов посадочных поверхностей и дисбалансов элементов: 1 – вал, 2 – устанавливаемые элементы ротора, 3 – рабочие поверхности, 4 – посадочные поверхности ротора, 5 – обеспеченные начальные дисбалансы элементов ротора, 6, 7 – нулевые отметки вала и элементов ротора, di – направления максимального радиального биения участков вала, 1 – направление эксцентриситета (радиального биения) посадочной поверхности, 2 – направление обеспеченного дисбаланса |
Расчетно-эксцентриситетный метод коррекции монтажных дисбалансов элементов валопровода – предназначен для обеспечения уравновешенности всех элементов собранного валопровода и заключается в коррекции локальных дисбалансов по результатам замеров эксцентриситетов и расчетов.
Коррекция дисбалансов, появляющихся при монтаже валопроводов, по ТТП проводится балансировкой ротора в собственных опорах с использованием переносного балансировочного оборудования. При соединении элементов с взаимными эксцентриситетами коррекция локальных монтажных дисбалансов может быть выполнена установкой грузов.
При этом появляется задача определения количества, масс и мест их установки. Эта задача может быть решена расчетом, проведенным на основе измерения эксцентриситетов установки корректируемых элементов.
Проще всего определить монтажный дисбаланс присоединенных муфт, винтов и т.п. Эти элементы достаточно компактны, поэтому их эксцентриситет определяется по замерам биения установочной поверхности, которая совпадает с балансировочной поверхностью.
Монтажный дисбаланс такого элемента составляет:
![]() , (15)
, (15)
а масса корректирующего груза:
 , (16)
, (16)
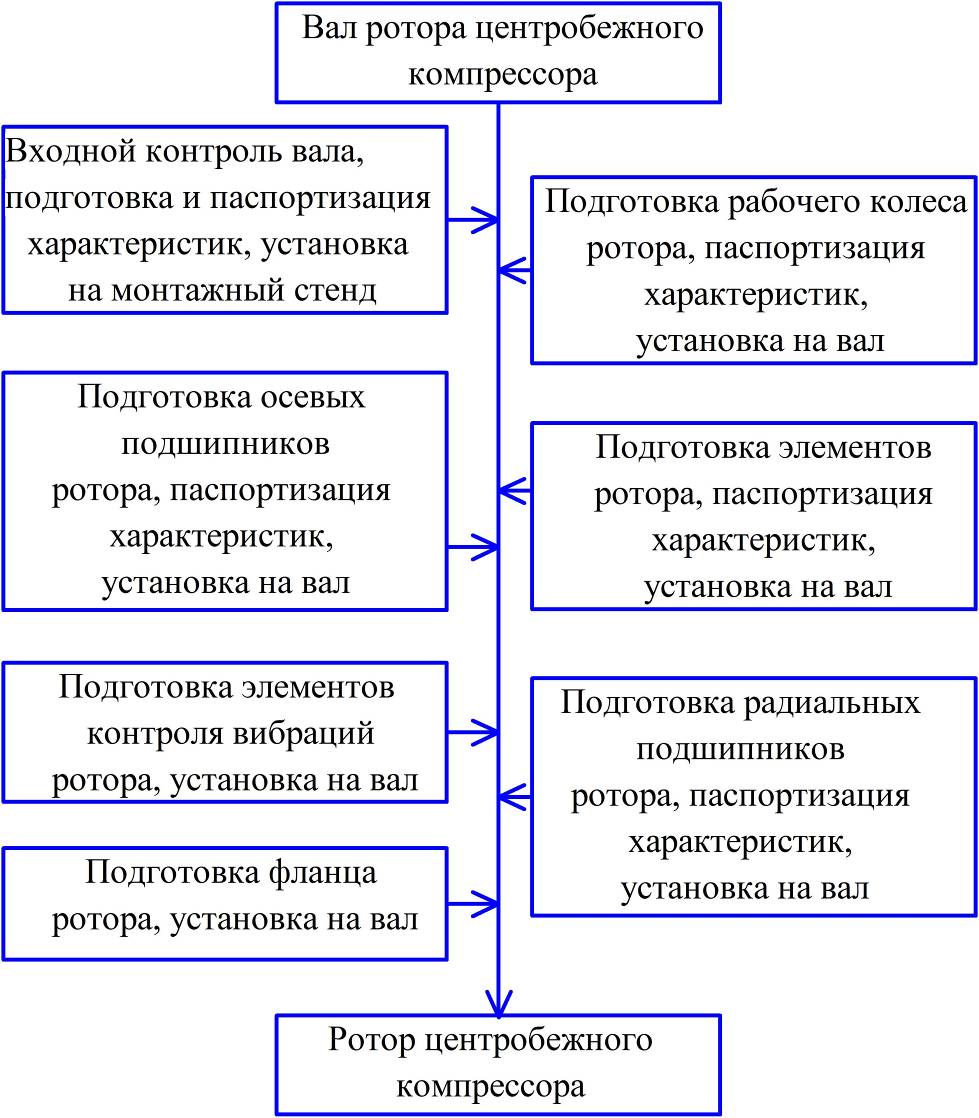
Рис.12 Алгоритм реализации метода расчетно-эксцентриситетной сборки
Даже идеально сбалансированная трансмиссия после ее монтажа в состав валопровода приобретает систему локальных монтажных дисбалансов {![]()
![]() } (рис.13), обусловленных погрешностями изготовления посадочных поверхностей элементов валопровода, а также погрешностями его сборки.
} (рис.13), обусловленных погрешностями изготовления посадочных поверхностей элементов валопровода, а также погрешностями его сборки.
На рабочих частотах вращения такая система дисбалансов приводит к появлению высоких динамических нагрузок на гибкие пластинчатые элементы 5, 7, а кроме этого создает моментную неуравновешенность вала 6 трансмиссии, что приводит к неблагоприятному вибросостоянию валопровода. Минимизация вибрации валопровода возможна на основе применения метода коррекции локальных монтажных дисбалансов трансмиссии. Наиболее целесообразной является многоплоскостная коррекция. Для достижения положительного результата рекомендуется вводить четыре плоскости коррекции дисбалансов – через центры масс фланцев 4, 8 трансмиссии, а так же через центр массы каждой части вала 6 трансмиссии, «опирающейся» на каждый гибкий пластинчатый элемент 5, 7. При такой коррекции минимизируются динамические нагрузки на гибкие пластинчатые элементы и моментная неуравновешенность вала трансмиссии, обусловленная системой локальных монтажных дисбалансов {![]()
![]() }.
}.
На первом этапе необходимо провести измерения величин D5, D6 радиальных биений срединных сечений балансировочных поверхностей А, Б трансмиссии относительно рабочей оси (в нашем случае совпадает с осью x) и их направления 5, 6 относительно нулевой отметки (НО) трансмиссии, рис. 13.
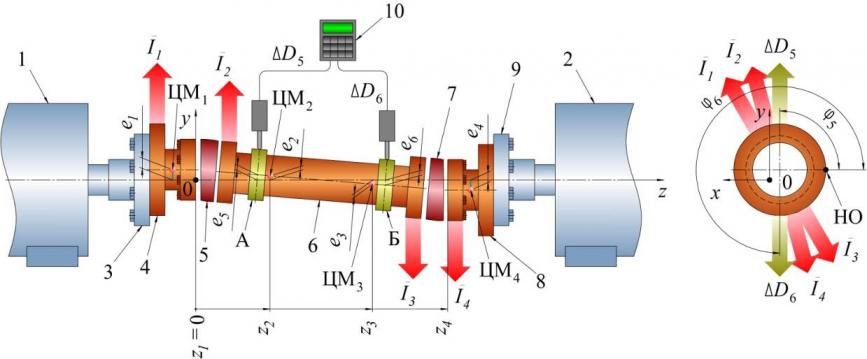
Рис. 13 Схема измерения радиальных биений трансмиссии в составе валопровода: 1, 2 – рабочие машины; 3,9 – фланцы роторов рабочих машин; 4, 8 – фланцы трансмиссии; 5,7 – гибкие пластинчатые элементы трансмиссии; 6 – вал трансмиссии; 10 – средство измерения; А, Б – балансировочные поверхности трансмиссии; z1…z4 – координаты центров масс ЦМ1…ЦМ4 элементов трансмиссии
Измерения проводятся на трансмиссиях, смонтированных в состав валопровода с использованием штатного крепежа и обеспечением проектных зазоров. При измеренной величине эксцентриситета е установки трансмиссии координаты центров измеренных сечений определятся:
![]() (17)
(17)
![]() . (18)
. (18)
Расчетным путем определяются величины эксцентриситетов центров масс элементов трансмиссии e1, e2, e3, e4 по зависимости:
 . (19)
. (19)
Корректирующие массы рассчитываются по зависимости:
 , (20)
, (20)
а углы установки корректирующих масс по зависимости:
 , (21)
, (21)
где zi – координата до соответствующей плоскости коррекции.
Коррекция локальных монтажных дисбалансов трансмиссии осуществляется установкой корректирующих масс mki на расчетные углы i,рис. 14.
При наличии плоскостей коррекции у каждого элемента трансмиссии, входящего в нее, проводят коррекцию каждого элемента отдельно.
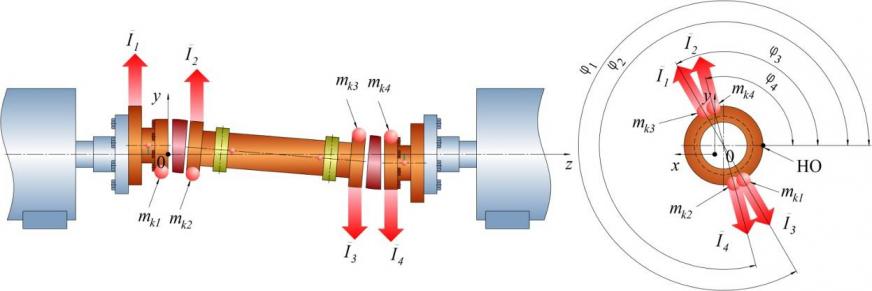
Рис. 14 Коррекция локальных монтажных дисбалансов: {![]()
![]() } – система локальных монтажных дисбалансов; mk1…mk4 – корректирующие массы; 1…4 – углы коррекции; НО – нулевая отметка трансмиссии
} – система локальных монтажных дисбалансов; mk1…mk4 – корректирующие массы; 1…4 – углы коррекции; НО – нулевая отметка трансмиссии
Если трансмиссия имеет меньшее количество плоскостей коррекции, то ее условно разделяют на две части, определяют массу каждой части и, проведя измерения биений, рассчитывают массы корректирующих грузов по зависимости:
![]() , (22)
, (22)
где ![]() - коэффициент, определяемый массо-геометрическими данными трансмиссии для каждой плоскости коррекции.
- коэффициент, определяемый массо-геометрическими данными трансмиссии для каждой плоскости коррекции.
Для определения масс грузов при практическом проведении коррекции монтажных дисбалансов целесообразно использовать заранее определенные расчетные диспетчеры. Т.к. массы элементов, радиусы установки грузов и коэффициенты определяются еще при конструировании валопровода, то можно определить расчетные диспетчеры для каждой плоскости коррекции:
![]() , (23)
, (23)
или:
![]() . (24)
. (24)
После монтажа трансмиссии и замера биений поверхностей определяют массы грузов:
![]() . (25)
. (25)
В простых случаях, когда обработанная балансировочная поверхность имеет форму правильного цилиндра, его устанавливают со стороны, противоположной месту измеренного максимального биения. В сложных случаях, когда балансировочная поверхность имеет эллипсность или более сложные отклонения, необходимо ввести угловую поправку по заранее подготовленным данным.
При заранее подготовленных корректирующих грузах рассчитывается и дискретность:
![]() . (26)
. (26)
Применение расчетно-эксцентриситетного метода коррекции монтажных дисбалансов позволяет не только значительно сократить объем и стоимость монтажных работ, но и существенно повысить их точность. При монтаже трансмиссий на агрегатах, в состав которых входят роторы с несовпадающими балансировочными и рабочими поверхностями, этот способ является единственно возможным.
Таким образом, применение адаптационных методов, разработанных в исследовании, обеспечивают проведение сборки роторов по заранее заданным параметрам, делают ее управляемым процессом с прогнозируемыми результатами, исключают случайность конечных параметров.
Применение адаптационных методов в технологических процессах существенно повышает точность сборки роторов и монтажа валопроводов, что обеспечивает заданную динамическую устойчивость валопровода.
С использованием адаптационных методов может быть сформирован блок исходных данных для управления смежными и обеспечивающими технологическими процессами.
В третьей главе выполнено математическое моделирование динамического состояния роторов.
В ходе математического моделирования исследовалась динамическая устойчивость роторов турбоагрегатов и их элементов различных конструкций при изменениях параметров их сборки и эксплуатации.
При проведении моделирования использовался метод конечных элементов, позволивший описать положение локальных дисбалансов и их направление по всей длине ротора. Особенностью разработанной методики математического моделирования является учет локального воздействия дисбалансов, определяемых особенностями конструкции устанавливаемых элементов и индивидуальности эксцентриситетов посадочных поверхностей. При этом моделируется прямое влияние величины и направление эксцентриситета на вектор локального дисбаланса и вектор деформации ротора.
Объектами моделирования были роторы компрессоров разработки и изготовления НПО «Искра», при этом использовались идентичные и составные цилиндрические твердотельные модели валов, роторов и их элементов. При разработке блока исходных данных для моделирования за основу были приняты основные размеры реальных объектов и допуски на изготовление, используемые в производстве. При определении нагрузок на роторы и их элементы использовались стандартные эксплуатационные параметры, принятые для компрессоров серии НЦ. При моделировании в состав исходных данных включены и характеристики упругих опор, используемых в компрессорах данной серии. При моделировании процессов упругих деформаций высокоскоростных роторов учитывалось также и возрастающее значение вторичных динамических дисбалансов.
Используемые расчетные программы: АNSYS, ABAQUS. В целом было проведено свыше 60 вычислительных экспериментов.
Результаты математического моделирования позволяют утверждать:
- Уравновешивание валов и роторов с упругими опорами требует многоплоскостной коррекции локальных дисбалансов.
- Упругая подвеска снижает динамические изгибы валов.
- Разработанные методики моделирования локальных дисбалансов с использованием эксцентриситетов и грузов, обеспечивают результаты с высокой сходимостью, что существенно упрощает процедуры расчета.
- Реализация программного обеспечения должна быть совмещена с паспортизацией параметров дисбалансов валов.
- Разработанная методика коррекции локальных дисбалансов позволяет вести поиск точек установки и величин корректирующих грузов по доступным плоскостям коррекции.
- Подтверждена возможность создания комплекса программного обеспечения коррекции локальных, монтажных и полных дисбалансов.
Моделированием установлено, что многоплоскостное уравновешивание всех элементов ротора при использовании адаптирующих методов сборки обеспечивает их заданную динамическую устойчивость.
Описание поверхностей участков, обработанных с эксцентриситетами, позволяет проводить многоплоскостную коррекцию дисбалансов валов и роторов.
В четвертой главе разработана методика проведения экспериментальных исследований динамического состояния роторов и технологического обеспечения устойчивости роторов на основе адаптационных методов сборки роторов и коррекции монтажных дисбалансов валопроводов.
Цель разработки методики экспериментальных исследований – обеспечение корректности результатов использования технологических процессов с применением предложенных методов и ТТП. Для получения значений параметров и показателей в ходе экспериментального исследования использовались измерения и физическое моделирование.
Измерения производить с использованием измерительных приборов и оборудования, обеспечивающих точность измерения в 1 мкм. Взвешивание масс грузиков - с точностью до 0, 1 г,
Уровень виброперемещений измерялся и фиксировался с использованием аппаратуры МIС – 300, дублировался записями оператора. Уровень виброскорости контролировался периодически с использованием переносного оборудования. Моделирование проводить одновременно с приемо-сдаточными испытаниями, корректность была проверена дублированием.
Коррекция проводилась на каждых испытаниях и обеспечила необходимый уровень вибраций. Коррекции подвергались трансмиссии, роторы и их элементы. Во всех случаях, когда вибрации были обусловлены дисбалансом, коррекция была эффективна и успешна.
Исходные данные для технической реализации определены по потребностям производства. Исходные данные для моделирования и расчетов сформулированы применительно к типовым конструкциям роторов. Выполнена обработка результатов, полученных в процессе исследования.
Все экспериментальные исследования динамической устойчивости ротора проводились во время натурных приемо-сдаточных испытаний компрессоров производства ОАО НПО «Искра».
Для проверки разработанной методики коррекции локальных дисбалансов была написана специальная программа «Программа сравнительных испытаний трансмиссий ТКМ-16/5300/1.0000-000ПМ». При ее реализации собрана обширная база данных, которая позволила разработать меры по коррекции монтажного дисбаланса трансмиссии любой конструкции. Разработана методика моделирования монтажных дисбалансов, испытанная на последующих приемо-сдаточных испытаниях компрессоров.
Использование материальной базы экспериментального исследования: компрессоры производства НПО «Искра» серий НЦ10/120, НЦ10ДКС, НЦ12/56, НЦ16М, НЦ16ДКС, НЦ25М, НЦ25ДКС использовались как объекты натурных испытаний, а трансмиссии 84-11-824, 84-11-825 разработки ОАО «Авиадвигатель» и ТКМ-16/5300 разработки НПО «Искра» - в качестве объектов сравнительных испытаний. Комплект контрольной аппаратуры MIC-300 использовался для регистрации частот и амплитуд вибраций при испытаниях. Центровочным приспособлением 154.7800-6070, прибором «Опталайн» контролировались допустимые величины перекосов валов валопроводов. Устройство контрольное 154.8735-6049.000 использовалось для установки датчиков измерения виброперемещений. Станок балансировочный «ДИАМЕХ» ВМ-3000 использовался для контроля остаточного дисбаланса роторов при сборке. Система растровая и индикаторы часового типа, комплект призм измерительных и комплект роликовых опор были использованы для измерений линейных перемещений.
Разработанная методика проведения экспериментального исследования обеспечивает проверку эффективности разработанных методов, результатов моделирования и получения новых исследовательских результатов.
В пятой главе обобщены результаты экспериментального исследования динамического состояния роторов. Проведено экспериментальное сравнение эффективности применения адаптационных технологических процессов и ТТП.
Технологическое обеспечение высокоточной сборки роторов и валопроводов, разработанное на основе предложенных методов сборки, прошло экспериментальную проверку в 2005-2009 гг. на стенде приемо-сдаточных испытаний НПО «Искра». В состав валопроводов были включены трансмиссии ТКМ-16 (спроектирована и изготовлена на основе использования адаптационной методологии) и серийная 84-11-824, изготовленная по ТТП.
Экспериментальная проверка теоретических положений, построенная на сравнении применяемых в производстве и рекомендуемых технологий, показала эффективность разработанных адаптационных методов сборки: гарантированное снижение уровня вибраций в рабочем диапазоне не менее, чем в 2 раза (с 40 до 20 мкм), рис.15, кривые 1, 2, 3, 4 в сравнении с кривыми 5, 6, 7, 8.
Характер кривых 5, 6, 7, 8 подтверждает уравновешенность трансмиссии во всем рабочем диапазоне.
При этом в 2,8 – 3 уменьшился разброс значений (с 28 – 30 до 10 мкм) и сузилось поле вибраций; в 2 – 2,5 раза (с 25 – 50 до 12 – 23 мкм) снизился уровень вибраций на максимальных эксплуатационных оборотах при изменении величины перекоса валов от 0 до 3 мрад, рис.16.
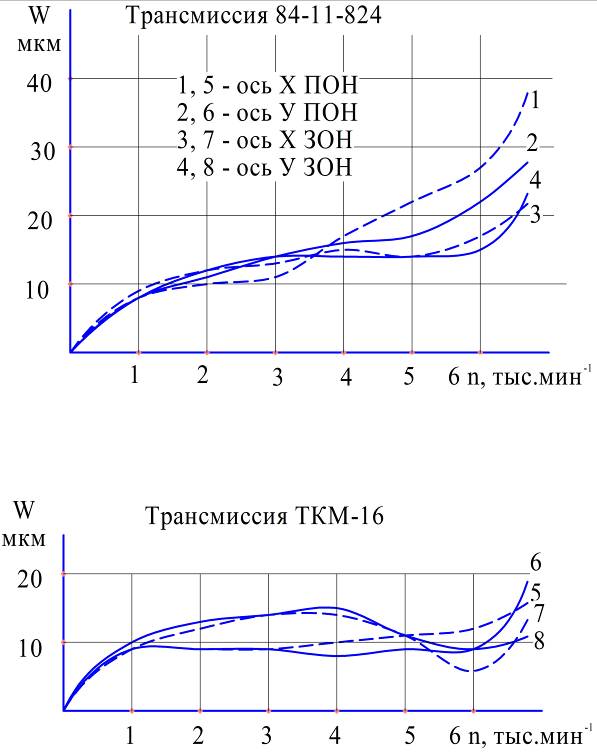 | 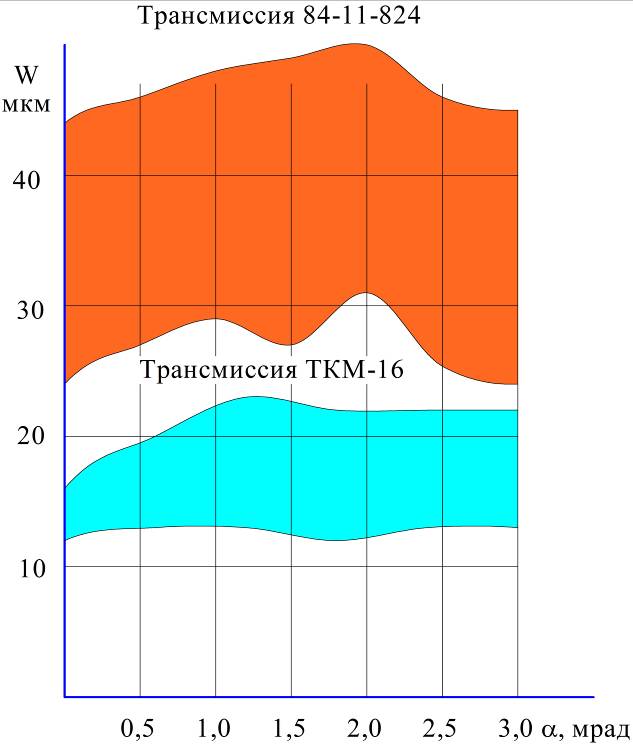 |
| Рис.15 Величины виброперемещений (W) при частоте вращения n 6000 мин-1 и отсутствии перекоса валов, ПОН, ЗОН – передние и задние опоры нагнетателя | Рис.16 Величины виброперемещений (W) при увеличении перекоса валов до 3 мрад на частоте вращения n=6825 об/мин |
Получено экспериментальное подтверждение эффективности предложенной методики монтажа и коррекции монтажных дисбалансов, рис.17. Во время испытаний компрессора, собранного по ТТП, не удалось достигнуть заданных параметров: вибрации в вертикальной плоскости 1 превысили аварийный уровень вибраций в 75 мкм ( линия5) на частоте 9100 об/мин ( линия 6), что привело к аварийному останову системы.
Коррекцией монтажного дисбаланса обеспечен цикл испытаний, одновременно получен прирост рабочего диапазона на 14%, ограничение которого обусловлено уровнем вибрации (поле 3). Уровень вибраций в горизонтальной плоскости (поля 2, 4) соответствовал заданным параметрам испытаний.
Проведен сбор информации и экспериментальное исследование закономерностей и связей уровней дисбалансов и вибраций. На основании анализа данных блока данных результатов исследования разработан показатель Ку виброустойчивости валопровода:
![]() , (27)
, (27)
где Iм, Iк – дисбалансы после монтажа и коррекции, Wм, Wк – уровни вибраций после монтажа и коррекции соответственно.
При величинах Ку 1 виброустойчивость обеспечивается на всех режимах работы, при 1 Ку 0,8 валопровод требует периодического контроля вибрации и проведения коррекции эксплуатационного дисбаланса, при Ку 0,8 виброустойчивость валопровода неудовлетворительна.
Экспериментальные исследования подтвердили эффективность предложенных методов и методологии обеспечения динамической устойчивости валопроводов.
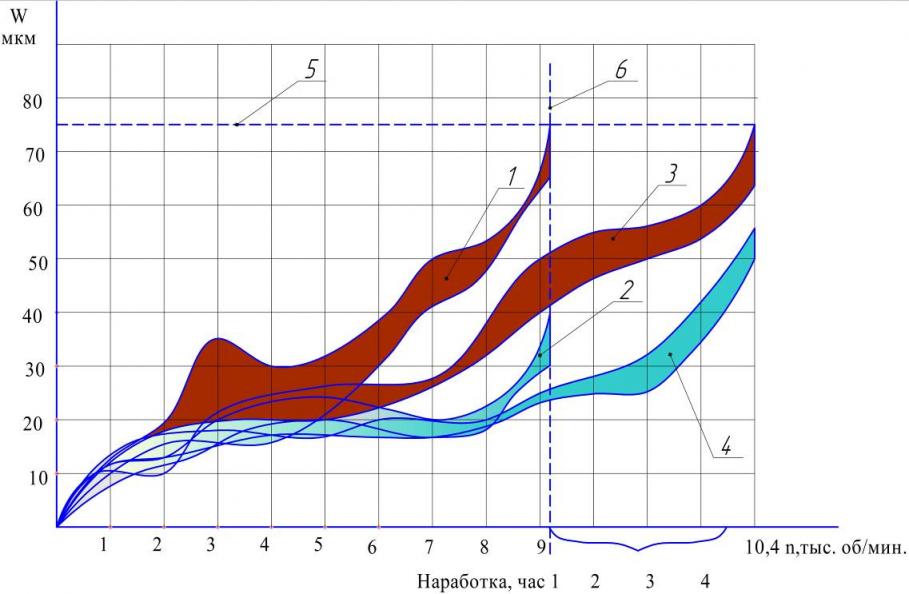
Рис.17 Сравнение результатов измерения виброперемещений (W) ротора в зависимости от частоты его вращения (n) с использованием ТТП и применения предложенной методики монтажа и коррекции монтажных дисбалансов. Где 1, 2 – поля вибраций в вертикальной и горизонтальной плоскостях ротора, смонтированного по ТТП; 3, 4 – поля вибраций после проведенной коррекции, 5 – аварийный уровень вибраций, 6 – частота аварийного останова.
В шестой главе разработаны практические рекомендации по технологическому обеспечению динамической устойчивости валопроводов турбоагрегатов.
Для реализации представленных разработок в технологическом процессе необходимо осуществить принципиальные изменения в процедурах сборки роторов, монтажа элементов и эксплуатации валопроводов. Составлена блок-схема проектирования технологических процессов (ТП) подготовки и сборки роторов, коррекции монтажных дисбалансов валопроводов, рис.18.
Блок-схема предусматривает применение современных компьютерных технологий с использованием специализированного (составленного исходя из потребностей производства) программного обеспечения.
Применение адаптационных методов минимизирует локальные дисбалансы, что обеспечивает прирост ресурса работы динамически устойчивых валопроводов:
 , (28)
, (28)
где Тмрс – прирост ресурса, Fст, Fд – силовая нагрузка в опорах стандартных и динамически устойчивых валопроводов, Апру – показатель прочих равных условий.
| ТП изготовления вала ротора | - ход технологического процесса (ТП) - ход информации | ||||||||||||
| ТП контроля состояния вала, разделения на участки (создание твердотельной модели), измерения радиальных биений участков вала ротора, определение их направлений | ТП Расчетно-объемной подготовки вала ротора к сборке: | ||||||||||||
| ТП изготовления элемента ротора | ТП Расчетно-имитационной подго- товки вала ротора к коррекции монтажных дисбалансов:   | ||||||||||||
| ТП прецизионной подготовки элемента ротора к сборке: | |||||||||||||
ТП эксцентриситетно-вирту-альной сборки колес турбин  | ТП минимизации начальных дисба-лансов в ходе расчетно-эксцентриситет-ной сборки ротора:   | ||||||||||||
ТП минимизации монтажных дисбалансов в ходе расчетно-эксцентриситетной коррекции:   | |||||||||||||
Рис.18 Блок-схема алгоритма проектирования технологических процессов сборки роторов и валопроводов турбоагрегатов с использованием адаптационных методов
Общие выводы
В представленной работе решена актуальная народно-хозяйственная проблема: повышение динамической устойчивости высокоскоростных гибких роторов и валопроводов на основе применения адаптационных методов сборки с учетом известных параметров деталей и сборочных единиц в технологических процессах.
Полученные научные результаты позволили сформулировать следующие выводы:
- Разработанная методология технологического обеспечения высокой динамической устойчивости роторов и валопроводов обеспечивает управление процессом сборки, получение заданных параметров уравновешенности при использовании программного обеспечения научно обоснованного технологического процесса, экономию средств и времени.
- Разработанные основы расчета, анализа и задания параметров сборки роторов, обеспечивают минимизацию их локальных монтажных дисбалансов.
- Разработанные, апробированные и внедренные в технологические процессы, адаптирующие методы сборки обеспечивают высокий технико-экономический эффект:
- расчетно-объемный метод подготовки валов к сборке, обеспечивает снижение объема работ на 20-30%,
- расчетно-имитационный метод подготовки валов к сборке, исключающий процедуру балансировки роторов в собственных опорах во время пуско-наладочных работ на объекте, обеспечивает экономию св. 3 200 000 руб. в год,
- прецизионный метод подготовки элементов роторов к сборке, обеспечивает снижение стоимости сборочных работ на 20-25%,
- расчетно-эксцентриситетный метод сборки роторов, обеспечивает уменьшение монтажных дисбалансов с одновременным снижением объема работ на 25-30%,
- расчетно-эксцентриситетный метод сборки валопроводов с установкой многозвенных элементов, обеспечивает уменьшение монтажных дисбалансов в 18-25 раз.
- Выполненное математическое моделирование вибросостояния валов и роторов подтвердило правильность направления реализации рабочей гипотезы в части снижения изгибов роторов.
- Разработанное программное обеспечение позволит создать автоматизированные рабочие места:
- инженера-технолога сборочного цеха для проектирования технологического процесса по заранее заданным параметрам сборки роторов.
- оператора сборочных работ для формирования блока исходных данных состояния валов после изготовления и параметров для каждого этапа сборки,
- испытателя на стенде приемо-сдаточных испытаний компрессоров.
- Разработанное программное обеспечение позволяет создать автоматизированное рабочее место шеф-инженера пуско-наладочных работ с коммутацией на монтажных площадках.
- Результаты, полученные в ходе экспериментальной сравнительной проверки, подтвердили эффективность метода коррекции монтажного дисбаланса валопровода.
- Выполненное натурное экспериментальное исследование закономерностей и связей уровней вибраций и дисбалансов обеспечили разработку показателя виброустойчивости валопровода и его элементов.
- Проектирование и изготовление трансмиссий в НПО «Искра» с использованием разработанной методологии существенно повысило качество их сборки, обеспечило снижение уровня вибраций не менее, чем в 2 раза в рабочем диапазоне частот и в 2-2,5 раза – на максимальных оборотах.
Подтверждено предположение о повышении ресурса работы турбоагрегата на основе повышения динамической устойчивости его валопровода.
Результаты исследований и практических разработок апробированы и приняты к внедрению в производство ОАО ПНО «Искра», ОАО «Пермские моторы». Предлагаемая технология повышает качество изделия снижением уровня вибраций, уменьшает стоимость производства за счет внедрения новых технологий и укрепляет его конкурентоспособность за счет снижения объема обслуживания и увеличения ресурса работы. Все это позволит уверенно конкурировать с продукцией компрессорного производства фирм «СИМЕНС» (Германия), «GE» (США), «МНI» (Япония) и др., что крайне важно при эксплуатации крупномасштабных газопроводов «Северный поток» и «Южный поток».
Основные положения диссертации опубликованы в работах:
1.Публикации в центральных изданиях, включенных в перечень периодических изданий ВАК РФ по специальности диссертации:
- Макаров, В.Ф. Применение методов адаптивной балансировки и сборки для обеспечения динамической устойчивости роторов газотурбинных агрегатов [Текст] / В.Ф. Макаров, С.М. Белобородов, А.Ю. Ковалев // Компрессорная техника и пневматика. – 2010. – №6. – С.37–40.
- Макаров, В.Ф. Технологическое обеспечение виброзащиты элементов валопровода [Текст] / В.Ф. Макаров, С.М. Белобородов, А.Ю. Ковалев // Компрессорная техника и пневматика. – 2011. – №3. – С.14–17.
- Белобородов, С.М. Расчетно-имитационный метод балансировки валов [Текст] / С.М. Белобородов, А.Ю. Ковалев // Компрессорная техника и пневматика. – 2010. – №4. – С.14–15.
- Белобородов, С.М. Метод виртуально-эксцентриситетной сборки колес турбин [Текст] / С.М. Белобородов, А.Ю. Ковалев // Компрессорная техника и пневматика. – 2011. – №4. – С.22–24.
- Белобородов, С.М. Расчетно-эксцентриситетный метод сборки роторов [Текст] / С.М. Белобородов // Сборка в машиностроении, приборостроении. – 2010. – №6. – С. 21–23.
- Белобородов, С.М. Расчетно-имитационный метод балансировки роторов [Текст] / С.М. Белобородов, А.Ю. Ковалев // Технология машиностроения. – 2010. – №8. – С.7–9.
- Белобородов, С.М. Расчетно-объемный метод балансировки роторов [Текст] / С.М. Белобородов // Вестник машиностроения. – 2010. – №9. – С.17–19.
- Белобородов, С.М. Методы минимизации локальных монтажных дисбалансов сборных роторов [Текст] / С.М. Белобородов, А.Ю. Ковалев // Вестник машиностроения. – 2010. – №12. – С.16–19.
- Белобородов, С.М. Балансировка ротора с магнитными подшипниками [Текст] / С.М. Белобородов, А.М. Козинов, В.В. Юрченко // Компрессорная техника и пневматика. – 2008. – № 5. – С.6–7.
- Бурдюгов, С.И. Прецизионный способ сборки трансмиссии [Текст] / С.И. Бурдюгов, А.М. Козинов, С.М. Белобородов, Д.М. Цимберов // Химическое и нефтегазовое машиностроение. – 2008 г – №6. – С.15–16.
- Белобородов, С.М. Коррекция монтажных дисбалансов [Текст] / С.М. Белобородов А.М. Козинов // Сборка в машиностроении, приборостроении. – 2008. – № 9. – С.9–10.
- Белобородов, С.М. Обеспечение точности монтажа промышленного валопровода [Текст] / С.М. Белобородов, А.М. Козинов, Компрессорная техника и пневматика. – 2009. – № 2. – С.37–38.
- Белобородов, С.М. Методические аспекты обеспечения виброустойчивости валопровода агрегата [Текст] / С.М. Белобородов // Компрессорная техника и пневматика. – 2009. – №7. – С.13–15.
- Белобородов, С.М. Обеспечение виброустойчивости валопровода методом прецизионной сборки [Текст] / С.М. Белобородов, С.И. Бурдюгов // Сборка в машиностроении, приборостроении. – 2010. – №1. – С. 3–5.
- Белобородов, С.М. Имитационные методы коррекции дисбаланса [Текст] / С.М. Белобородов // Компрессорная техника и пневматика. – 2009. – №8. – С.35–37.
- Белобородов, С.М. Расчетный метод определения локальных дисбалансов [Текст] / С.М. Белобородов, А.Ю. Ковалев // Компрессорная техника и пневматика. – 2010. – №3. – С.22–24.
- Белобородов, С.М. Расчетно-имитационный метод балансировки валов [Текст] / С.М. Белобородов, А.Ю. Ковалев // Компрессорная техника и пневматика. – 2010. – №4. – С.14–15.
- Белобородов, С.М. Rotor balancing [Текст] / S.М. Beloborodov // Russian Engineering Research. – USA, 2010 – №9. С. 867–869.
- Белобородов, С.М. Minimizing Lokal Installation Imbalances in Composite Rotors [Текст] / S.М. Beloborodov, A.Yu. Kovalev // Russian Engineering Research. – USA, 2010. – №12. С. 1205–1207.
2. Монография
- Белобородов, С.М. Увеличение ресурса работы валопроводов турбоагрегатов на основе последовательного применения технологических методов адаптационной сборки [Текст]: монография / С.М. Белобородов. – Орел: ОГТУ, 2011. – 48 с. (Рецензии: В.А. Иванов НИПГТУ)
3. Патенты:
- Пат №2347112 Российская федерация, МПК F 04 D 29/60. Способ сборки газоперекачивающего агрегата [Текст] / Пьянков И.И., Козинов А.М., Ильин В.Б., Белобородов С.М.; Заявитель и патентообладатель НПО «Искра». – №2007125435; заявл. 05.07.07; опубл.20.02.2009, Бюл. №5.
- Пат №2372594 Российская федерация, МПК G 01 M 1/32. Способ балансировки сборного ротора [Текст] / Бурдюгов С.И., Козинов А.М., Белобородов С.М., Шкоркина Т.Н., Шеховцев Н.Г.; Заявитель и патентообладатель НПО «Искра». – №2008114123; заявл. 10.04.08; опубл. 10.11.2009, Бюл. №31.
- Пат №2372595 Российская федерация МПК G 01 M 1/32. Способ балансировки сборного ротора [Текст] / Белобородов С.М., Юрченко В.В., Шкоркина Т.Н., Шеховцев Н.Г.; Заявитель и патентообладатель НПО «Искра». – №2008116392; заявл. 24.04.08; опубл. 10.11.2009, Бюл. №31.
- Пат №2379625. Российская федерация МПК G 01 B 5/25. Способ центрирования валов машин [Текст]. Белобородов С.М., Шеховцев Н.Г.; Заявитель и патентообладатель НПО «Искра». – №2008122182; заявл. 02.06.08; опубл. 20.01.10, Бюл. №2.
- Пат № 2395447 Российская федерация МПК B 66 F 19/00. Монтажное устройство [Текст] / Козинов А.М., Белобородов С.М., Ильин В.В., Шкоркина Т.Н., Шеховцев Н.Г.; Заявитель и патентообладатель НПО «Искра». – №2008110674; заявл. 19.03.08; опубл. 27.07.10, Бюл. №21.
4. Публикации в иных изданиях:
- Белобородов, С.М. Корректировка дисбаланса валопровода [Текст] / С.М. Белобородов, В.В. Юрченко // Транспорт и подземное хранение газа: науч. техн. сб. – 2008. – №3 – С.38–39.
- Белобородов, С.М. Методика сборки прецизионных элементов [Текст] / С.М. Белобородов // 17 науч-техн. конф.: тез. докл. – Пермь; ПВИ РВ, 1999. – С. 36.
- Белобородов, С.М. Миниметрический недеформирующий способ определения величины и конусности зазоров прецизионных элементов [Текст] / Белобородов С.М., Клименко И.П. // Основные направления и проблемы развития комплексов ракетно-артиллерийского вооружения: мат. науч-техн. конф. – Пермь: ПВИ ВВ МВД, 1999. – С. 16.
- Белобородов, С.М. Обоснование методики повышения экономичности работы двигателей [Текст] / С.М. Белобородов, Д.М. Цимберов // Ресурсосберегающие технологии: мат. науч-практ. конф. – Минск: НАН РБ, 2004. – С.108–109.
- Белобородов, С.М. Методика изготовления и контроля зазоров прецизионных элементов [Текст] / С.М. Белобородов, Д.М. Цимберов // Материалы и технологии ХХI века: мат. науч-техн. конф. – Пенза, 2004 г. С.114–116.
- Белобородов, С.М. Основы методики синтеза насосных прецизионных элементов [Текст] / С.М. Белобородов, Д.М. Цимберов // Опыт, проблемы и перспективы развития технического сервиса. – Минск: МНТК, 2004. – С. 57–58.
- Белобородов, С.М. Математическая модель и методика расчета прироста моторесурса силовой установки [Текст] / С.М. Белобородов, Д.М. Цимберов // Наука – образованию, производству, экономике: мат. науч-техн. конф. – Минск: БНТУ, 2004. – С.96–98.
- Белобородов, С.М. Новое направление в изготовлении прецизионных элементов [Текст] / С.М. Белобородов, Д.М. Цимберов // Информация, инновации, инвестиции: мат. 5 Всеросс. науч-техн. конф. – Пермь: ЦНТИ, 2004. – С. 47–49.
- Белобородов, С.М. Обоснование методики гидродинамической сортировки прецизионных элементов [Текст] / С.М. Белобородов, Д.М. Цимберов // Информация, инновации, инвестиции: мат. 5 Всеросс. науч-техн. конф. – Пермь: ЦНТИ, 2004. – С. 49–51.
- Белобородов, С.М. Методика миниметрического и гидродинамического контроля узлов прецизионных элементов [Текст] / С.М. Белобородов, А.М. Козинов, Д.М. Цимберов, П.В. Боровцов // Информация, инновации, инвестиции: мат. 6 Всеросс. науч-техн. конф. – Пермь: ЦНТИ, 2005. – С. 145–147.
- Белобородов, С.М. Методика расчета применения пластинчатых прецизионных элементов [Текст] / С.М. Белобородов, Д.М. Цимберов, А.М. Козинов // Информация, инновации, инвестиции: мат. 7 Всеросс. науч-техн. конф. – Пермь: ЦНТИ, 2006. – С. 88–90.
- Белобородов, С.М. Прикладная задача параллельных расчетов локальных дисбалансов динамически неустойчивых роторов с использованием кластерных систем [Текст] / С.М. Белобородов // Высокопроизводительные параллельные вычисления на кластерных системах: мат. Х м.нар. науч-техн. конф. Пермь: ПГТУ, 2010. – С.112–113.
- Белобородов, С.М. [Текст] / С.М. Белобородов, А.Ю. Ковалев // Новые материалы и технологии: Всерос. науч-техн. конф. М.: МАТИ, 2010. – С. 23–24.