

Повышение износостойкости тангенц и альных резцов проходческих комбайнов совершенствованием термической обр а ботки при их изготовлени и
На правах рукописи
БОБРОВ Владимир Леонидович
ПОВЫШЕНИЕ ИЗНОСОСТОЙКОСТИ ТАНГЕНЦИАЛЬНЫХ РЕЗЦОВ ПРОХОДЧЕСКИХ КОМБАЙНОВ СОВЕРШЕНСТВОВАНИЕМ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРИ ИХ ИЗГОТОВЛЕНИи
Специальность 05.05.06 – Горные машины
А в т о р е ф е р а т
диссертации на соискание ученой степени
кандидата технических наук
Санкт-Петербург
2012
Работа выполнена в федеральном государственном бюджетном образовательном учреждении высшего профессионального образования Национальном минерально-сырьевом университете «Горный».
Научный руководитель –
доктор технических наук, старший научный сотрудник
Болобов Виктор Иванович
Официальные оппоненты:
Медведков Владимир Игоревич
доктор технических наук, профессор, Национальный минерально-сырьевой университет «Горный», профессор кафедры горных транспортных машин
Головин Константин Александрович
доктор технических наук, профессор, Тульский государственный университет, профессор кафедры геотехнологий и строительства подземных сооружений
Ведущая организация – ФБГОУ ВПО Санкт-Петербургский государственный политехнический университет.
Защита состоится «27» июня 2012 г. в 14 ч. 30 мин. на заседании диссертационного совета Д 212.224.07 при Национальном минерально-сырьевом университете «Горный» по адресу: 199106, г. Санкт-Петербург, 21-я линия, дом 2, ауд. 7212.
С диссертацией можно ознакомиться в библиотеке Национального минерально-сырьевого университета «Горный».
Автореферат разослан «25» мая 2012г.
Ученый секретарь
диссертационного совета
д.т.н., проф. В.В. ГАБОВ
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность темы исследований
Разрушение горных пород исполнительными органами проходческих комбайнов сопровождается износом и поломкой режущего инструмента – тангенциальных резцов. При постоянном увеличении объёмов добычи растет и расход режущего инструмента. Создание новых проходческих комбайнов не позволит повысить эффективность работы этих машин, так как затраты на проходку, в частности на тангенциальные резцы, будут расти пропорционально объемам добываемой породы. Удельный расход резцов на проходку и затраты на закупку нового инструмента напрямую зависят от износостойкости режущего инструмента. Как показывает практика эксплуатации тангенциальных резцов российских производителей в шахтах ОАО «Воркутауголь», их ресурс ниже ресурса зарубежных аналогов. Поэтому разработка мероприятий по выявлению причины их низкой стойкости абразивному износу и повышению срока службы тангенциальных поворотных резцов является актуальной задачей.
Исследованиями износостойкости резцов занимались такие специалисты и учёные, как И.А. Леванковский, Л.Б. Глатман, В.Г. Михайлов, М.Г. Крапивин, Е.З Позин, С. Дриш, Я. Хааф, Г. Хурт и другие.
Обширные исследования в области износа резцов проведены в ИГД им. А.А. Скочинского.
На основании научных трудов этих учёных в диссертации исследованы конструкционные материалы для производства резцов и режимы их термической обработки, применение которых приводит к увеличению стойкости режущего инструмента к абразивному износу.
Цель работы. Выявление закономерностей быстрого износа резца и неравномерности распределения твёрдости и структуры стали по длине резца для совершенствования термической обработки в процессе их изготовления, что приводит к увеличению износостойкости тела резца.
Задачи исследований:
1. Анализ процесса износа тангенциальных поворотных резцов и выявление причин их поломок.
2. Определение причины низкой стойкости абразивному износу отечественных тангенциальных резцов.
3. Совершенствование технологии изготовления тангенциальных резцов для повышения их износостойкости.
4. Анализ износоустойчивых конструкционных материалов для изготовления тела резца.
5. Экспериментальная проверка износостойкости металла тела резца после проведения усовершенствованной термической обработки при использовании нового материала для производства резца.
Идея работы. Повышение износостойкости тангенциальных резцов достигается выравниванием твёрдости и структуры стали по длине тела резца, при усовершенствовании термической обработки в процессе его производства.
Научная новизна работы:
1. Установлена зависимость износостойкости стали резца от его термической обработки в процессе производства. Термообработка резца без операции «подстуживание» повышает его износостойкость.
2. Экспериментально подтверждено, что наибольшей износостойкостью из сталей, рекомендуемых в качестве конструкционного материала для производства резцов, обладает марганцовистая сталь.
Методы исследований. В работе использован комплексный метод исследований, включающий в себя анализ причин низкой стойкости абразивному износу тангенциальных резцов, анализ скорости охлаждения зон тела резца при операции «подстуживание» и экспериментальные исследования процесса износа металла резца на лабораторном стенде после различных термических обработок.
Защищаемые положения:
1. Прогнозируемый срок службы тангенциальных поворотных резцов при усовершенствовании термической обработки в процессе их изготовлении увеличивается от 1,6 - для материалов абразивностью выше средней (а =30-45) и до 2,6 раз - для среднеабразивных материалов (а =18-30).
2. Применение марганцовистой стали для производства резцов повышает их прогнозируемую износостойкость до 1,5 раз для среднеабразивных материалов (а =18-30) по сравнению с используемой сталью 35ХГСА.
Практическое значение работы:
1. Обоснована возможность повышения износостойкости тангенциальных резцов совершенствованием термической обработки при их изготовлении.
2. Проведены экспериментальные и теоретические исследования процесса изнашивания об абразив металлических образцов из тела резца.
3. Разработан и изготовлен лабораторный стенд, позволяющий исследовать процесс изнашивания металлических образцов, изготовленных из тела резца.
Обоснованность и достоверность научных положений, выводов и рекомендаций, изложенных в диссертации, подтверждается результатами экспериментов по абразивному износу металлических образцов, изготовленных из резцов, исследованиями структуры тела резца и их удовлетворительной сходимостью с теоретическими расчётами.
Диссертационная работа соответствует паспорту специальности 05.05.06 – «Горные машины».
Личный вклад автора. Проведён анализ основных причин быстрого износа тангенциальных резцов, сконструирован экспериментальный стенд по изучению процесса износа об абразив образцов, изготовленных из тела резца, проведены эксперименты по износу металлических образцов из резцов, прошедших различную термообработку, обоснована эффективность применения усовершенствованной термической обработки резцов при их производстве по сравнению с типовой термообработкой.
Апробация работы. Основные положения и результаты работы докладывались и получили положительную оценку на: XIV международной научно-технической конференции «Проблемы ресурса и безопасной эксплуатации материалов» (Санкт-Петербург, СПГУПТ, 2009), III международной конференции по проблемам рационального природопользования (Тула, ТГПУ 2010), VIII международной научно-практической конференции "Освоение минеральных ресурсов Севера: проблемы и решения" (Воркута, СПГГУ 2010), I международной научно-практической конференции «Развитие технологий от идеи до производства» (Днепропетровск 2010), IX международной научно-практической конференции "Освоение минеральных ресурсов Севера: проблемы и решения" (Воркута, СПГГУ 2011), XVI международной научно-технической конференции «Проблемы ресурса и безопасной эксплуатации материалов» (Санкт-Петербург, СПГУПТ, 2011), «Проблемы окружающей среды, а также экономические и организационные требования при использовании природных ресурсов в горных комплексах России и Германии» (Фрайберг, Германия, 2011).
Публикации. По теме диссертации опубликовано 9 печатных работ, в том числе 2 в научных изданиях, рецензируемых ВАК Минобрнауки России.
Реализация результатов работы. Предложенный усовершенствованный способ термической обработки резцов внедряется на заводе-изготовителе породораздушающего инструмента ОАО «Копейский машиностроительный завод».
Структура и объем работы. Диссертация состоит из введения, 4 глав и заключения общим объемом 128 страниц, содержит 11 таблиц, 42 рисунка, а также список литературы из 82 наименований.
ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ
Во введении приведена общая характеристика работы, сформулированы цель, идея, задачи, изложены защищаемые положения, научная новизна и практическая значимость.
В главе 1 рассмотрены устройство и основные конструкционные элементы проходческих комбайнов. Анализируются условия работы их режущего инструмента, конструкция, используемые материалы и технология изготовления резцов. Представлен анализ факторов, влияющих на поломку резцов. Сделан вывод, что основной причиной выхода резцов из строя является износ их державки и последующий излом керна.
В главе 2 приводится описание существующих установок для испытания материалов на износостойкость. Предлагается схема установки по абразивному изнашиванию сталей державок резцов в условиях, близких к условиям работы резца.
В главе 3 представлены экспериментальные данные по распределению твёрдости по длине державки тангенциальных резцов отечественных производителей. Выдвигается гипотеза, что причиной недостаточной твёрдости и, как следствие, износостойкости зоны заделки керна тангенциальных резцов является несовершенство их термической обработки. Совершенствование технологии термической обработки резцов приводит к образованию износостойких структур в стали и увеличивает прогнозируемый срок службы тангенциальных поворотных резцов. Приводятся результаты металлографических исследований и расчёта скорости охлаждения различных зон тела резца. Предлагается усовершенствование технологии термической обработки резцов исключением операции «подстуживание» и закалкой в масле.
В главе 4 представлен анализ результатов испытаний тела резца (сталь 35ХГСА), обработанного по существующей и усовершенствованной технологиям термической обработки. Приведен анализ результатов испытаний конструкционных сталей, использующихся для производства державок резцов горных машин. Определено, что наибольшей стойкостью к абразивному износу обладает среднеуглеродистая марганцовистая сталь (30Г2).
В заключении приведены выводы по результатам работы в соответствии с целью и поставленными задачами.
ЗАЩИЩАЕМЫЕ НАУЧНЫЕ ПОЛОЖЕНИЯ
1. Прогнозируемый срок службы тангенциальных поворотных резцов при усовершенствовании термической обработки в процессе их изготовлении увеличивается от 1,6 - для материалов абразивностью выше средней (а =30-45) и до 2,6 раз - для среднеабразивных материалов (а =18-30).
По результатам промышленных испытаний на шахтах ОАО «Воркутауголь» (табл 1.) основной причиной выхода из строя тангенциальных поворотных резцов различного типоразмера при работе проходческих комбайнов является износ зоны заделки керна рез



ца (рис.1) и последующая его потеря.
а) б) в)
Рис. 1. Вид резцов РШ после работы на комбайне КСП-43 по породам с абразивностью а = 18-35: а – новый резец, б – резец с изношенной зоной заделки керна; в – резец без керна.
Таблица 1 Результаты промышленных испытаний тангенциальных резцов
| Причина выхода из строя | Абразивность пород | ||
| ниже средней (а = 11-18) | средняя (а = 19-30) | выше средней (а = 31-45) | |
| Износ головки резца с последующей поломкой керна | 78% | 68% | 80% |
Для определения причины быстрого износа зоны заделки керна резцов были проведены замеры их твёрдости и исследования микроструктуры с помощью универсального твердомера Zwick Roel ZHU и микроскопа Zeiss Observer.D1m.
Для испытаний было отобрано 6 тангенциальных резцов марок РШ30 (2 резца), ПС1-12 (2 резца), ПС2-16 (2 резца) с державками из стали 35ХГСА, использующихся для оснащения исполнительных органов проходческих комбайнов ОАО «Воркутауголь».
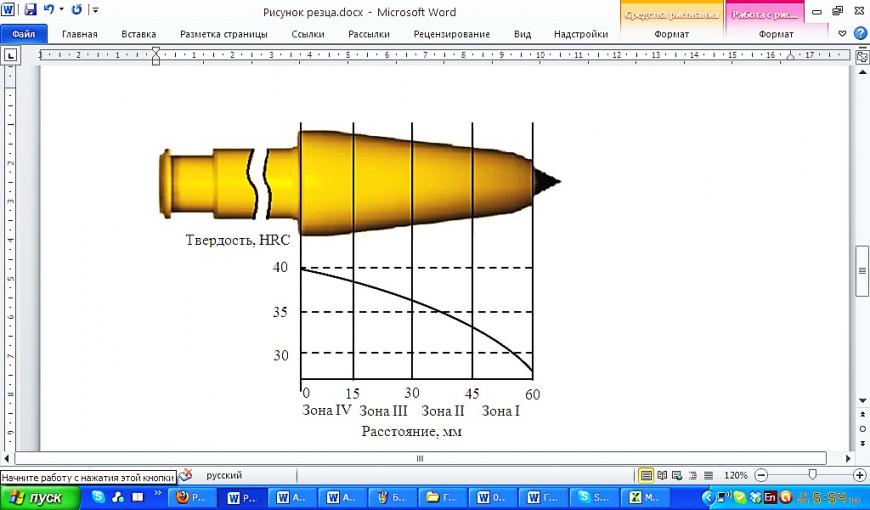
Анализ результатов замеров твёрдости (рис.2) показал, что по окружности каждой зоны державки для всех резцов она одинакова. Однако, по длине державки резца твёрдость распределена неравномерно: максимальна в опорной зоне IV (40НRС, дисперсия данных D = 1,6), минимальна в зоне II (34HRC, дисперсия данных D = 2,5) и в зоне заделки керна I (26HRC, дисперсия данных D = 3,2). Зоны I и II как раз и контактируют с забоем и подвергаются воздействию разрушаемой породы.
Рис.2. Распределение твердости по длине исследованных резцов
Для объяснения такого распределения твёрдости была выдвинута гипотеза, что низкая твёрдость и, как следствие, износостойкость зоны заделки керна резцов обусловлена образованием в структуре материала резца мягких составляющих. Они образуются при охлаждении этой зоны ниже температур фазовых превращений A3, и A1 в использованной стали вследствие неравномерного охлаждения резца при операции термообработки «подстуживание» в процессе его производства.
Для проверки гипотезы с помощью разработанной математической модели рассматривали температуру Тохл, до которой может охладиться зона заделки керна (I) резца диаметром d за время подстуживания tподст, необходимое для охлаждения опорной зоны (IV) диаметром D до температуры подстуживания Tподст..
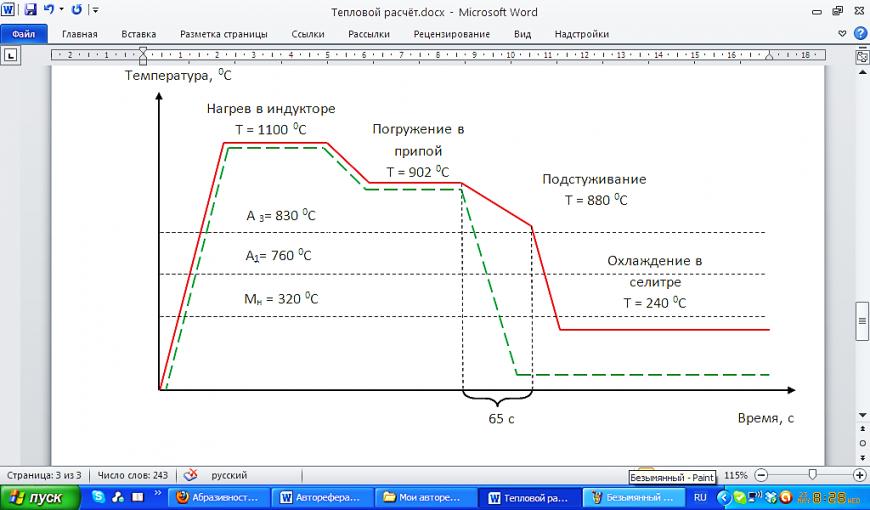
Рис.3 Схема технологии термической обработки резцов, применяемой отечественными заводами-изготовителями.
для державки резца по типовой схеме
для зоны заделки керна (в соответствии с расчётом)
Условия расчёта:
– отвод тепла от охлаждающейся в процессе подстуживания державки осуществляется преимущественно путём теплового излучения;
– теплопередачей вдоль оси резца можно пренебречь;
– опорная зона резца начинает охлаждаться с температуры ![]()
![]() Tинд, зона заделки керна с температуры
Tинд, зона заделки керна с температуры ![]()
![]() = Tприп после окунания в расплавленный припой (рис. 4).
= Tприп после окунания в расплавленный припой (рис. 4).
Граничные условия:
t = 0:![]()
![]() = Tинд;
= Tинд; ![]()
![]() = Tприп
= Tприп
t = ![]()
![]() = Tподст
= Tподст ![]()
![]() = Тохл
= Тохл
Система уравнений (1) теплового баланса при охлаждении фрагментов I и IV корпуса шириной dl:

 (1)
(1)
![]()
![]() (2)
(2)
где ![]()
![]()
![]()
![]() плотность материала державки резца;
плотность материала державки резца;
![]()
![]() удельная теплоёмкость материала корпуса;
удельная теплоёмкость материала корпуса;
![]()
![]() среднее значение плотности потока излучения от фрагмента IV;
среднее значение плотности потока излучения от фрагмента IV;
![]()
![]() среднее значение плотности потока излучения от фрагмента I.
среднее значение плотности потока излучения от фрагмента I.
Время охлаждения опорной зоны державки до температуры «подстуживание» ![]()
![]() :
:
![]()
![]() (3)
(3)
Температура Тохл, до которой охладится зона заделки керна за время «подстуживаие» ![]()
![]() :
:
![]()
![]() (4)
(4)
Исходные данные:
Tинд = 1373 К; Tприп = 1175 К; Tподст = 1153 К; D = 35 мм; d = 15 мм; ![]()
![]() = 7610 кг/м2;
= 7610 кг/м2; ![]()
![]() = 584Дж/(кг*К);
= 584Дж/(кг*К); ![]()
![]() = 13,5*104 Вт/м2;
= 13,5*104 Вт/м2; ![]()
![]() = 6,7*104 Вт/м2;
= 6,7*104 Вт/м2; ![]()
![]() = 5,7*10-8 Вт/(м2*К2);
= 5,7*10-8 Вт/(м2*К2); ![]()
![]() = 0,89.
= 0,89.
Результаты расчёта:
![]()
![]() = 85с (из них 20с до температуры А3), Тохл = 914К (6410С) (рис.4).
= 85с (из них 20с до температуры А3), Тохл = 914К (6410С) (рис.4).
Из сопоставления полученной величины Тохл со значениями температур фазовых превращений аустенита стали 35ХГСА (А3 = 8300С, А1 = 7600С) можно сделать вывод (рис. 5), что в процессе операции «подстуживание» резцов перед закалкой в материале их зоне заделки керна происходят фазовые превращения аустенита в феррит и перлит, обладающих меньшей твердостью и износостойкостью, чем мартенсит, на который закаливается остальная часть тела резца.

Рис.4 Охлаждение зоны I и зоны IV резца во время операции «подстуживание»
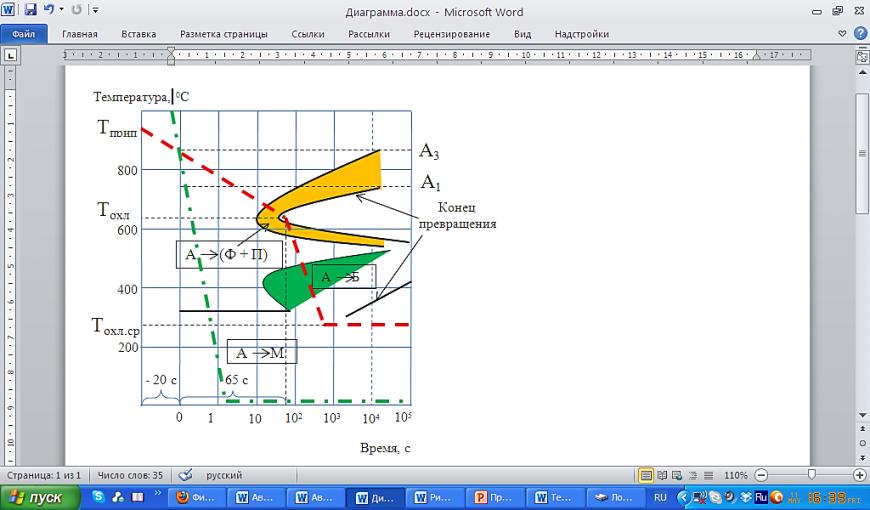
Рис. 5. Анализ диаграммы изотермического превращения аустенита стали 35ХГСА и кривых охлаждения зоны заделки керна резца при термической обработке
типовая
предлагаемая
Поэтому предлагается изменить типовую термическую обработку резцов исключением операции «подстуживание» и закалкой резцов сразу после пайки керна.
С использованием предложенной термообработки были обработаны 6 резцов марок ПС-16, ПС-32 и РС32, у которых после типовой обработки наблюдался градиент твёрдости по длине державки. Резцы нагревались до температуры пайки и закалялись в масле. В результате чего твёрдость зоны заделки керна возросла с 28HRC до 42HRC.
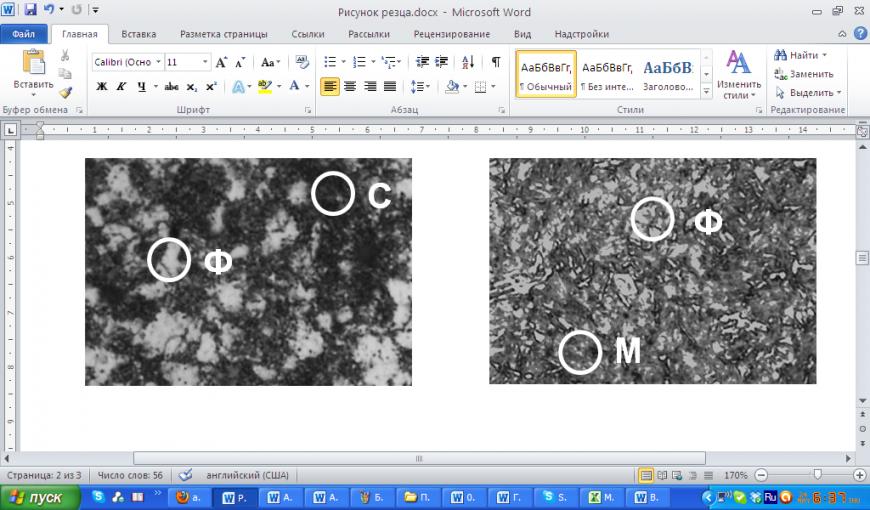
Анализ микроструктуры стали зоны заделки керна после типовой и предлагаемой термической обработки (рис.6) показал, что в первом случае структуру стали составляют мягкие сорбит (39,9%) и феррит (60,1%), во втором – мартенсит (87,8%), обладающий высокой износостойкостью, и феррит (18,2%). Соотношение фаз в шлифах определялось машинным способом с помощью программы анализа изображений.
а) б)
Рис.6. Микроструктура зоны заделки керна резца обработанного по типовой (а) и предлагаемой (б) технологиям (X 1000): Ф – феррит; М – мартенсит; С - сорбит
Для подтверждения предположения о повышении износостойкости резцов после предлагаемой ТО была разработана методика и сконструирована экспериментальная установка (рис. 7) для испытания металла тела резца на износ по абразивным материалам.
Испытания проводились на цилиндрических образцах диаметром D = 8 мм, высотой H = 50 мм с отверстием (d = 4 мм). Образцы изготавливались в форме цилиндров, чтобы создать физическую модель процесса износа резца. Движение по окружности всех точек торцевой поверхности образца имитирует поступательное движение резца в процессе работы. Отверстие в центре исключает появление в процессе эксперимента опорной точки вращения. Испытания проводились на установке, представляющей собой вертикально-сверлильный станок.
На шпинделе станка крепится груз определённой массы, определяющий силу Р, с которой образец прижимается к абразиву. Частота вращения образца 6,7 с-1. Испытания проводятся с грузом весом 200 Н. Нагрузка выбирается таким образом, чтобы в образце возникали напряжения (5,3 МПа) близкие к напряжениям, возникающим в зоне заделки керна тангенциального резца (при РZ = 1000Н и D= 15 мм, сж = 5,6 МПа) при его взаимодействии с породой в процессе резания.
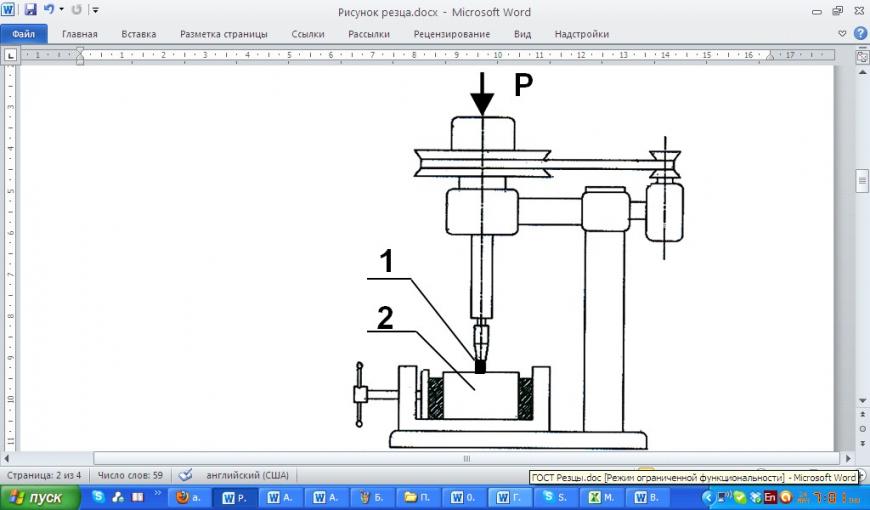
Рис. 7 Cхема экспериментальной установки по износу металлических материалов об абразив: 1 - образец изнашиваемого металла; 2 – абразив; Р – нагрузка
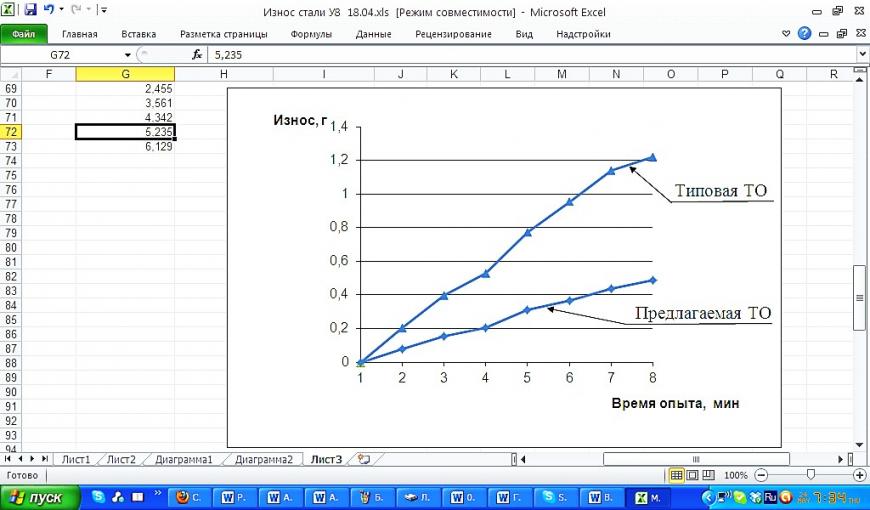
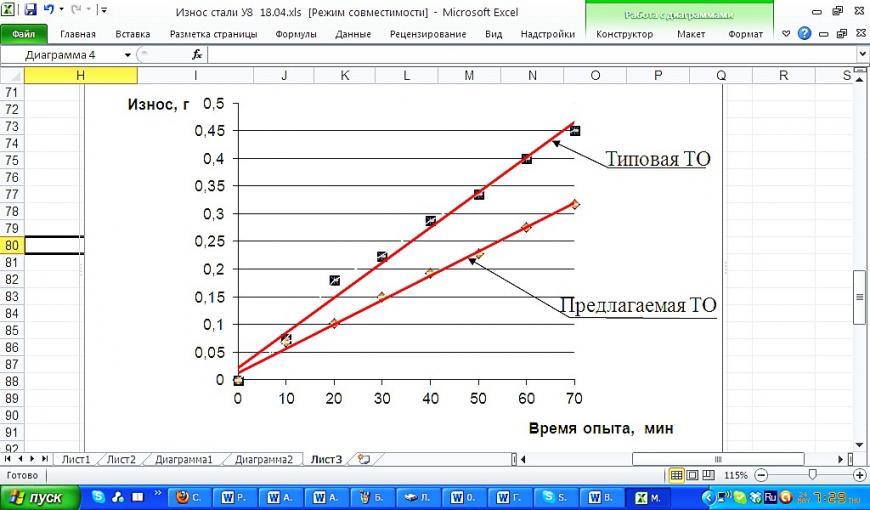
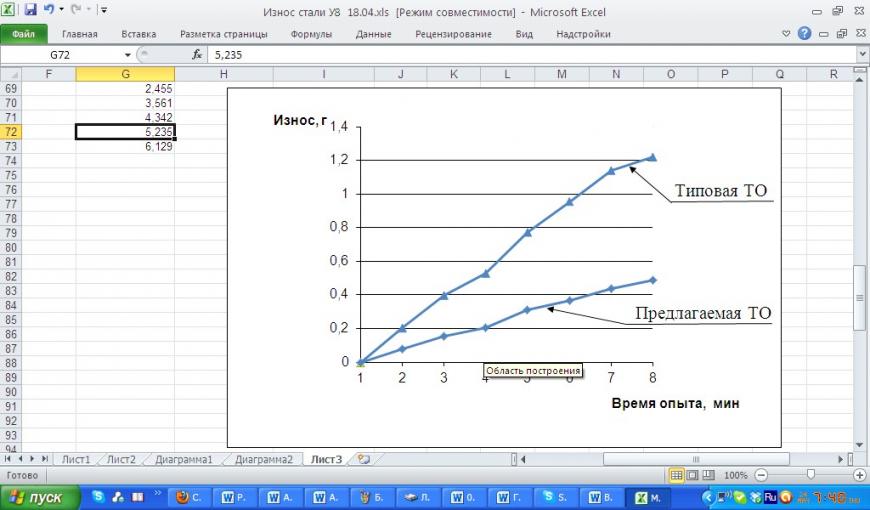
Как показали проведённые испытания (рис 8), в зависимости от абразивности материала прогнозируемая износостойкость державки из стали 35ХГСА в результате предлагаемого изменения режима термической обработки резцов возрастает от 1,6 (для материалов абразивностью выше средней) до 2,6 (для среднеабразивных материалов) раз.
Установленные значения износостойкости I [мин/г] образцов из зоны заделки керна резца при работе по материалам с различной абразивностью представлены в табл. 2.
а) б)
Рис.7.Кривые износа образцов стали 35ХГСА после типовой и предлагаемой термической обработки: а) – абразив 1;,б) – абразив 2
Таблица 2. Износостойкость металла тела резца после различных термических обработок
| Режим ТО | Износостойкость I, мин/г | |
| Абразив 1 (а = 30-45) | Абразив 2 (а = 18-30) | |
| Типовой Предлагаемый | I1 = 58 | I1 = 155 |
| I2 2,6I1 | I2 1,6I1 | |
Из анализа данных таблицы 2 можно сделать вывод, что износостойкость образцов стали 35ХГСА при испытаниях по материалам со средней абразивностью и абразивностью выше средней увеличивается после проведения предлагаемой термической обработки по сравнению с образцами, подвергнутыми типовой термической обработке.
2. Применение марганцовистой стали для производства резцов повышает их прогнозируемую износостойкость до 1,5 раз для среднеабразивных материалов (а =18-30) по сравнению с используемой сталью 35ХГСА.
Для исследований были выбраны среднелегированная сталь 35ХГСА, высокоуглеродистая У8, марганцовистая 30Г2 после предлагаемой технологии термообработки, как материалы, используемые для изготовления державок различного горного инструмента.
Установленные значения износостойкости I [мин/г] образцов сталей при работе по материалам с абразивностью выше средней представлены в табл. 3.
Таблица 3. Результаты сравнительных испытаний потенциально возможных материалов для изготовления корпуса тангенциальных резцов.
| Марка стали | Износостойкость I, мин/г |
| Абразив 1 (а = 30-45) | |
| 35ХГСА У8 30Г2 | 241 86 330 |

Результаты их испытаний на износостойкость по материалу абразивностью выше средней представлены на рис. 8.
Рис. 8. Кривые из носа образцов сталей 35ХГСА, У8, 30Г2 по материалу с абразивностью выше средней.
Как следует из данных табл. 3 и рис. 10 наиболее высокой износостойкостью из испытанных материалов обладает марганцовистая сталь 30Г2. Установленное значение её износостойкости (I= 218 мин/г) в 1,5 раза превышает величину аналогичного параметра для стали 35ХГСА (I = 155 мин/г).
Повышенная стойкость марганцовистой стали к абразивному износу объясняется тем, что марганец принадлежит к числу элементов, упрочняющих мартенсит при закалке, и образующих мелкодисперсные карбиды.
Заключение
Диссертация является законченной научно-квалификационной работой, в которой содержится решение актуальной научно-технической задачи повышения износостойкости тангенциальных резцов проходческих комбайнов совершенствованием термической обработки при их изготовлении.
Основные результаты работы заключаются в следующем:
1. Основная причина быстрого износа тела тангенциального резца в зоне заделки керна – низкая твёрдость металла в этой зоне. Это обусловлено образованием в структуре её металла в процессе термообработки мягкой структуры – сорбита, вместо планируемой по технологии термообработки твёрдой структуры - мартенсита.
2. Предложена усовершенствованная термическая обработка тангенциальных резцов при их изготовлении.
3. Проанализированы конструкционные материалы для изготовления резцов.
4. Экспериментально подтверждено увеличение износостойкости тела тангенциального резца при производстве его из марганцовистой стали 30Г2.
Основное содержание диссертации опубликовано в следующих работах:
1. Бобров В.Л. К распределению микроструктуры по длине породоразрушающих резцов / В.И. Болобов, М.П. Талеров, В.В. Мишин // Горное оборудование и электромеханика, 2010, №10, С. 26-28.
2. Бобров В.Л. Причина быстрого износа тангенциальных резцов / В.И. Болобов, В.С. Бочков, М.П. Талеров // Записки Горного института, 2012, т.195, С. 237 –240.
3. Бобров В.Л. К распределению микроструктуры по длине породоразрушающих резцов / О.Г. Зотов, М.П. Талеров, В.В. Мишин // Проблемы ресурса и безопасной эксплуатации материалов. Сб. трудов XIV международной научно-технической конференции. – СПб., 2009, С. 219 – 223.
4. Бобров В.Л. Причина быстрого износа тангенциальных резцов / В.Л. Бобров, М.П. Талеров //Труды 3-ей международной конференции по проблемам рационального природопользования. – Тула, 2010, С. 52-55.
5. Бобров В.Л. Сравнительный анализ износостойкости отечественных и зарубежных породоразрушающих резцов и возможные пути ее повышения / М.П. Талеров, В.И. Болобов // Труды 9-ой международной научно-практической конференции "Освоение минеральных ресурсов Севера: проблемы и решения». – Воркута, 2011, т.2, С. 23- 29.
6. Бобров В.Л. О возможной причине недостаточной износостойкости отечественных породоразрушающих резцов / В.И. Болобов, М.П. Талеров, В.В. Мишин // Горение и плазмохимия. – Алматы, 2010, т.8, №2, С. 174- 179.
7. Бобров В.Л. Причина низкой износостойкости тангенциальных резцов // Труды 1-ой международной научно-практической конференции «Развитие технологий от идеи до производства». – Днепропетровск, 2010, С. 21-23.
8. Бобров В.Л. К возможной причине недостаточной износостойкости отечественных тангенциальных резцов / О.Г. Зотов, М.П. Талеров, В.В. Мишин // Труды 8-ой межрегиональной научно-практической конференции "Освоение минеральных ресурсов Севера: проблемы и решения. – Воркута, 2010, т.2, С. 298-303.
9. Бобров В.Л. Сравнительная износостойкость тангенциальных поворотных резцов российского и зарубежного производства / В.И. Болобов, М.П. Талеров // Проблемы ресурса и безопасной эксплуатации материалов. Сб. трудов XV международной научно-технической конференции. – СПб., 2011, С. 183 – 187.