

Исследование процесса подготовки поверхностей деталей турбины авиационных двигателей под газотермическое напыление
На правах рукописи
Ситникова Марина Николаевна
ИССЛЕДОВАНИЕ ПРОЦЕССА ПОДГОТОВКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ТУРБИНЫ АВИАЦИОННЫХ ДВИГАТЕЛЕЙ ПОД ГАЗОТЕРМИЧЕСКОЕ НАПЫЛЕНИЕ
| Специальность | 05.02.08 – | Технология машиностроения |
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Рыбинск – 2013
Работа выполнена в Федеральном государственном бюджетном образовательном учреждении высшего профессионального образования – «Рыбинский государственный авиационный технический университет имени П. А. Соловьева»
| Научный руководитель: | кандидат технических наук, доцент Аверьянов Игорь Николаевич |
| Официальные оппоненты: | Смыслов Анатолий Михайлович, доктор технических наук, профессор, Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования, профессор кафедры «Технология машиностроения» Крылов Илья Владимирович, кандидат технических наук, закрытое акционерное общество «Новые инструментальные решения», начальник группы технического контроля |
| Ведущая организация: | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования «Ростовский государственный университет путей сообщения» |
Защита диссертации состоится 25 декабря 2013 г. в 15 часов на заседании диссертационного совета Д 212.210.01 в Федеральном государственном бюджетном образовательном учреждении высшего профессионального образования «Рыбинский государственный авиационный технический университет имени П. А. Соловьева» по адресу: 152934, г. Рыбинск, Ярославской области, ул. Пушкина, 53, ауд. Г – 237.
С диссертацией можно ознакомиться в библиотеке Федерального государственного бюджетного образовательного учреждения высшего профессионального образования «Рыбинский государственный авиационный технический университет имени П. А. Соловьева».
Автореферат разослан 22 ноября 2013 г.
Ученый секретарь
диссертационного совета Конюхов Борис Михайлович
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность темы Производство и ремонт авиационных газотурбинных двигателей требует постоянного совершенствования технологических процессов обработки, внедрения качественно новых методов и средств обработки, обеспечивающих постоянно растущие требования по качеству и эксплуатационной надежности.
Восстановление изношенных деталей машин и возвращение им высоких эксплуатационных свойств, постепенно утерянных во время работы вследствие износа, является важнейшей проблемой ремонтной техники и технологии.
Надежная работа авиационной техники в значительной степени определяется способностью материала контактирующих деталей противостоять изнашиванию. Износостойкость деталей в ряде случаев предопределяет ресурс как отдельных узлов, так и двигателя в целом. Интенсивное изнашивание деталей нарушает нормальную работу узлов, ухудшает герметичность рабочего пространства в гидравлических устройствах и цилиндрах двигателей, вызывает возникновение повышенных люфтов в системах управления и шарнирах, ведет к снижению КПД двигателя. Вместе с этим изнашивание в результате схватывания материалов контактирующих деталей может привести к заклиниванию подвижной детали или даже разрушению наиболее слабого звена кинематической цепи.
Эксплуатационные дефекты снижают ресурс как турбины в целом, так и отдельных ее элементов. Поскольку детали турбины (лопатки, диски, дефлектора, внутренние и наружные кольца) изготовляются из очень дорогостоящих сплавов на основе никеля и хрома, а технология производства трудоемка, остро встает вопрос о ремонте и восстановлении работоспособности турбины. Представляется весьма важной работа по исследованию механизма износа деталей и разработки перспективных методов ремонта.
Степень разработанности темы
Интерес в области изнашивания представляют работы М. А. Бабичева, М. М. Хрущова, А. Я. Алябьева, И. В. Крагельского, П. Боудена. Эти работы посвящены изучению сущности процесса трения и износа, в некоторых приведены теоретические и экспериментальные исследования влияния технологических факторов на изнашивание. Анализ работ вышеуказанных авторов показывает что результаты, полученные исследователями, недостаточно полно описывают процесс изнашивания напыляемых материалов, используемых для восстановления деталей после эксплуатации.
Цель работы Исследование причин износа при трении поверхностей деталей турбин в процессе эксплуатации и исследование процесса восстановительного ремонта на основе применения метода газотермического напыления с обеспечением износостойкости и раскрытия закономерностей формирования адгезионной прочности.
Для достижения поставленной цели в работе решаются следующие задачи:
1.Анализ причин изнашивания поверхностей и методов повышения износостойкости деталей турбины ГТД.
2. Установление физической картины изнашивания поверхностей деталей турбины при эксплуатации.
3. Установление расчетной зависимости для определения интенсивности изнашивания с учетом свойств материала покрытия.
4. Исследование влияния нанесенного покрытия на эксплуатационные свойства.
5. Разработка методики испытаний деталей для качественной оценки характеристик износа поверхности и выполнение сравнительных экспериментальных испытаний образцов.
6. Определение зависимости адгезионной прочности деталей с покрытием от условий подготовки поверхности основы.
7. Разработка алгоритма выбора технологии восстановительного ремонта деталей, исходя из требований параметров качества поверхностного слоя.
8. Реализация результатов исследований на практике.
Научная новизна
- Автором предложены математические зависимости для определения значений остаточных напряжений в покрытии и основном материале, а также прочности сцепления в покрытии от свойств материалов покрытия и подготовки поверхности под напыление.
- Выведена математическая модель интенсивности изнашивания, зависящая от свойств материала покрытия (прочность, твёрдость, пористость, шероховатость), а также от коэффициента трения и действующей нагрузки.
- Экспериментально определены зависимости шероховатости поверхности от технологических условий обработки (механической и струйно-абразивной).
- Определены оптимальные режимы струйно-абразивной обработки под газотермическое напыление.
- На основании проведённых экспериментов автором предложена общая формула зависимости интенсивности изнашивания от свойств материалов покрытий (твёрдость, плотность, пористость, шероховатость, коэффициент трения).
- Разработаны алгоритм и методика выбора технологии ремонта и определения условий обработки в зависимости от вида и степени повреждений.
Теоретическая и практическая ценность работы
- Результатами исследований является обоснование выбора технологии ремонта деталей турбины двигателей серии Д30-КУ/КП с применением методов газотермического напыления.
- На основе анализа исследований создана база данных для выбора режимов обработки при подготовке основы под напыление в зависимости от оптимальной шероховатости поверхности.
- Установленные зависимости изменения шероховатости поверхности от режимов обработки при различных методах могут использоваться для оценки ремонтопригодности деталей.
- Разработанный алгоритм даёт возможность осуществлять выбор рационального способа и режима обработки, исходя из критериев износостойкости.
Методологической основой работы является системный подход к изучению и описанию взаимосвязей адгезионной прочности покрытий деталей турбины с качеством поверхностного слоя основного материала, обеспечения износостойкости.
Теоретические исследования базируются на основных положениях технологии машиностроения, учениях о формировании эксплуатационных свойств деталей машин, качества поверхностного слоя, общей химии.
Экспериментальные исследования базируются на современных математических методах обработки экспериментальных данных.
При выполнении работы применялись современные методы оценки характеристик процессов газотермического напыления, механической обработки, параметров качества поверхностных слоёв деталей, а также показателей, характеризующих прочность сцепления и износостойкость напылённых покрытий деталей турбины.
В данной работе даётся представление о конструктивных особенностях внутренних колец сопловых аппаратов турбины авиационных двигателей, о существующей технологии их ремонта, повышении износостойкости внутренних колец методом газотермического напыления, перспективных направлениях совершенствования восстановительного ремонта после эксплуатации.
Положения, выносимые на защиту
- Математические зависимости для определения значений остаточных напряжений в покрытии и основном материале, а также прочности сцепления в покрытии от свойств материалов покрытия и подготовки поверхности под напыление.
- Математическая модель зависимости интенсивности изнашивания от свойств материала покрытия (прочность, твёрдость, пористость, шероховатость), коэффициента трения и действующей нагрузки.
- Зависимости шероховатости поверхности от технологических условий обработки (механической и струйно-абразивной).
- Оптимальные режимы струйно-абразивной обработки под плазменное напыление.
- Экспериментально полученная зависимость интенсивности изнашивания от свойств материалов покрытий (твёрдость, плотность, пористость, шероховатость, коэффициент трения).
- Алгоритм (методика) выбора технологии ремонта и определений условий обработки в зависимости от вида и степени повреждений.
Апробация работы
Основные положения настоящей работы доложены и обсуждены на всероссийской научно – технической конференции «Повышение эффективности механообработки на основе моделирования физических явлений», Рыбинск, 2009; на международной молодёжной научной
конференции «ХХХVI Гагаринские чтения», Москва, 2010; на 63 региональной научно – технической конференции с международным участием, посвящённой 1000-летию Ярославля, Ярославль, 2010.
Публикации По теме диссертации опубликовано 15 работ в различных журналах и сборниках научных трудов, в том числе 3 – в изданиях, рекомендованных ВАК.
Структура и объём работы Диссертационная работа состоит из введения, пяти глав, общих выводов по работе, списка использованных источников, приложения. Объем работы – 159 страниц машинописного текста, включающего 85 рисунков, 42 таблицу (из них 13 в приложении), 63 формулы, список использованных источников из 77 наименований.
СОДЕРЖАНИЕ РАБОТЫ
Во введении обоснована актуальность проблемы, изложена цель и задачи исследований, дана общая характеристика направления исследований.
В первой главе произведён анализ выполненных ранее исследований в области изнашивания поверхностей.
Проанализированы основные особенности изнашивания поверхностей деталей. Исследованием износа занимались такие учёные как: И. В. Крагельский, М. А. Бабичев, А. Г. Костюк, Н. Л. Голего, А. Н. Семёнов А. Я. Алябьев, М. М. Хрущов, М. А. Рыжов, Ю. Н. Дроздов, В. Г. Павлов, М.С. Дрозд, Г. А. Томлинсон и др.
Выполнен анализ причин повреждаемости деталей турбины ГТД.
Представлены статистические данные о наличии и характере повреждений внутренних колец. Выявлена зависимость глубины изнашивания поверхностей от циклической наработки.
Приведены существующие методы восстановительного ремонта деталей и выбран наиболее рациональный метод ремонта - газотермическое напыление.
На основе проведенного анализа сформулированы цель и задачи исследования.
Во второй главе проведён анализ известных теоретических представлений об обеспечении эксплуатационных характеристик, установлена оценка работоспособности деталей, которая зависит от адгезионной прочности и износостойкости покрытий, а также от задироустойчивости взаимодействующих поверхностей.
Одной из наиболее важных эксплуатационных характеристик является прочность сцепления материалов (адгезионная прочность) сц, включающая её составляющие, обусловленные свойствами материала сц.м и технологической подготовкой поверхности под напыление под. Автором предложена обобщенная формула для расчета остаточных напряжений в покрытии ост1 (1) и напряжений в основе ост2 (2):
 , (1)
, (1)
 , (2)
, (2)
где Е1 и Е2 – модули упругости напыленного металла и основного материала соответственно; Kп1 и Kм1 – коэффициенты, зависящие от режимов напыления; Kп2 и Kм2 – коэффициенты, зависящие от свойств напыляемого и основного материала соответственно; Kп3 и Kм3 – коэффициенты, зависящие от качества подготовки напыляемого и основного материала соответственно; n – количество напылённых слоёв; h1 - толщина напылённого слоя; x – степенной показатель, зависящий от свойств напыляемого металла; l1 и l2 - усадка напыленного материала и основного материала соответственно; l1 и l2- длина напыленного материала и основного материала соответственно; Ra – среднее арифметическое отклонение профиля, измеренное по десяти точкам; Sф– фактическая площадь шероховатой поверхности образца; Sгл – фактическая площадь гладкой поверхности.
На основании приведенных формул расчета остаточных напряжений можно сделать вывод, что на напряжения влияют свойства материала покрытия и основы, количество слоев напыленного материала, форма и размеры напыляемой детали и подготовка поверхности под напыление.
Автором предложено выражение для определения интенсивности изнашивания поверхности с напылением:
 , (3)
, (3)
где R – радиус внедрения микронеровностей более упругого материала в более пластичный; b, v – параметры кривой аппроксимации опорной поверхности; Fтр – сила трения; f - коэффициент трения материала покрытия; HV0,3 – микротвёрдость материала покрытия по Виккерсу; Побщ – общая пористость покрытия; нм – теоретическая плотность напыляемого материала; k – коэффициент износа, характеризующий стойкость материала к истиранию; G – износ по массе материала покрытия; P - внешняя нагрузка.
Данная зависимость позволяет оценивать интенсивность изнашивания покрытий в зависимости от таких свойств покрытий как твёрдость, пористость, плотность, изменение массы.
Автором предложена зависимость для определения задироустойчивости поверхностей деталей. Она учитывает влияние на процесс схватывания свойств материалов и режимов обработки поверхностей:
 , (4)
, (4)
где – объемная температура в зоне трения; Rmax- наибольшая высота неровностей профиля; х, y и – степенные показатели, зависящие от свойств напыляемого металла, шероховатости поверхности и температуры напыления соответственно.
В третьей главе выполнен анализ технологий восстановительного ремонта изношенных поверхностей деталей турбины.
Выбраны материалы покрытий ВКНА (ПН75Ю23В) и ПВ-НХ16Ю6Ит, которые относятся по химическому составу к никельалюминиевой группе.
Разработаны методы экспериментальных исследований для получения прочного и износостойкого покрытия:
- Предварительная подготовка поверхностей под напыление - механическая обработка образцов (точение и шлифование).
2. Струйно-абразивная обработка поверхностей образцов, необходимая для активации поверхностей под напыление и получения оптимальной шероховатости.
3. Плазменное напыление образцов выбранными материалами ВКНА (ПН75Ю23В) и ПВ-НХ16Ю6Ит.
4. Микроструктурный и макроструктурный анализы.
5. Определение толщины и усадки покрытий.
6. Определение остаточных напряжений в покрытиях и основе.
7. Определение прочности сцепления покрытий с основой.
8. Определение износостойкости покрытий. Определение интенсивности изнашивания, коэффициента трения и износа по массе образцов. Определение их зависимостей друг от друга.
9. Определение шероховатости поверхностей образцов и её влияния на интенсивность изнашивания.
10. Определение микротвёрдости по толщине покрытий и твёрдости покрытий. Определение влияния твёрдости покрытий на интенсивность изнашивания.
11. Определение пористости и плотности покрытий. Определение влияния пористости покрытий на интенсивность изнашивания.
Сделан выбор оборудования и образцов для проведения исследований.
Четвёртая глава посвящена экспериментальным исследованиям образцов.
Для обеспечения надежного сцепления покрытия с основным материалом, были проведены работы по определению метода механической обработки (точение или шлифование) под напыление покрытий материалами ВКНА и ПВ-НХ16Ю6Ит и определению оптимальных режимов струйно-абразивной обработки.
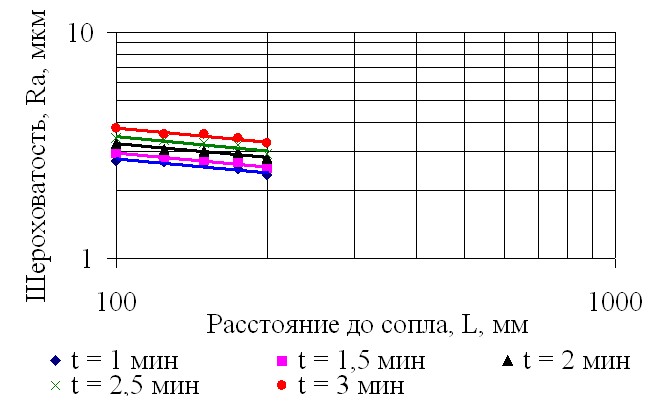
Определена зависимость параметра шероховатости Ra поверхности основного материала ЭИ437Б от параметров процесса струйно - абразивной обработки: давления воздуха P, расстояния до сопла L и времени обработки t после обработки основы образцов шлифованием (рисунки 1, 2, 3) и точением.
 | Рисунок 1 - Зависимость шероховатости поверхности Ra от расстояния детали до сопла L при давлении P = 0,35 МПа после шлифования |
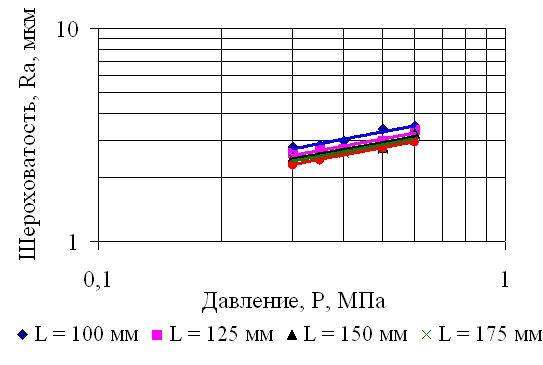 | Рисунок 2 - Зависимость шероховатости поверхности Ra от давления воздуха P при времени обработки t = 1 мин после шлифования |
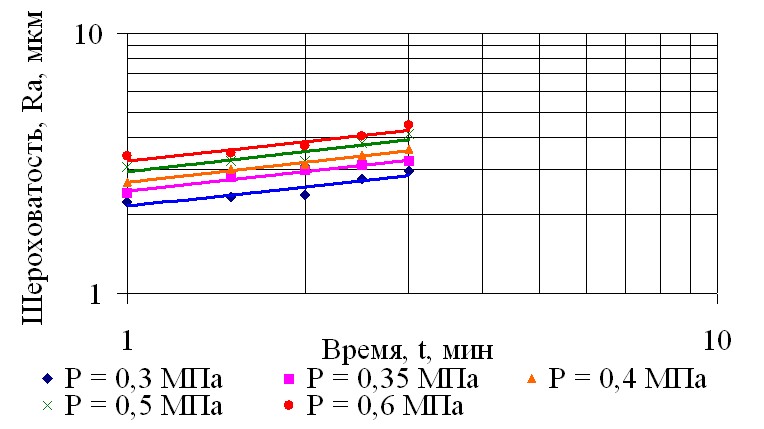 | Рисунок 3 - Зависимость шероховатости поверхности R от времени обработки t при расстоянии до сопла L = 100 мм после шлифования |
Общая формула зависимости шероховатости поверхности Ra от технологических условий обработки при подготовке поверхности основного материала методом струйно-абразивной обдувки под напыление имеет вид:
![]() , (5)
, (5)
где k – коэффициент, зависящий от метода обработки поверхности основного материала (точение, шлифование) перед струйно-абразивной обдувкой; C1, С2, С3, x, y, z – величины, зависящие от метода и технологических условий обработки.
На основе математической обработки экспериментальных данных зависимости шероховатости поверхности от режимов обработки образцов, обработанных предварительно точением, формула (5) примет вид:
Ra = 4,210 4P 0,64t 0,14L -0,65. (6)
Для образцов, обработанных предварительно шлифованием, формула (5) примет общий вид:
Ra = 4,210 4P 0,64t 0,14L -0,65. (7)
Метод обработки оказывает существенное влияние на шероховатость поверхности. Последующая струйно-абразивная обработка изменяет шероховатость поверхности после точения от 22 до 36 %, а после шлифования от 28 до 34%.
Выполнен анализ результатов после плазменного напыления материалами ВКНА и ПВ-НХ16Ю6Ит. Микроструктура материалов покрытий представлена на рисунках 4 и 5. Металлографический анализ переходной зоны покрытие - основной материал показывает, что при напылении покрытий ВКНА и ПВ-НХ16Ю6Ит, оба плотно прилегают к основанию, так что границу между ними практически можно наблюдать только после проведения травления.