

Повышение работоспособности сменных твердосплавных пластин путем снятия внутренних напряжений
На правах рукописи
Чуйков Роман Сергеевич
ПОВЫШЕНИЕ РАБОТОСПОСОБНОСТИ
СМЕННЫХ ТВЕРДОСПЛАВНЫХ ПЛАСТИН
ПУТЕМ СНЯТИЯ ВНУТРЕННИХ НАПРЯЖЕНИЙ
Специальность 05.03.01 – технологии и оборудование механической и
физико-технической обработки
АВТОРЕФЕРАТ
диссертации на соискание учёной степени
кандидата технических наук
Тюмень – 2004
Работа выполнена на кафедре «Станки и инструменты» государственного образовательного учреждения высшего профессионального образования «Тюменский государственный нефтегазовый университет»
Научный руководитель – доктор технических наук, доцент
Артамонов Евгений Владимирович
Официальные оппоненты – доктор технических наук, профессор
Шаламов Виктор Георгиевич;
– кандидат технических наук, доцент
Некрасов Юрий Иннокентьевич
Ведущая организация – ОАО «Тюменский станкостроительный
завод»
Защита состоится « 20 » октября 2004 г. в 1415 час. на заседании диссертационного совета К 212.273.02 при Тюменском государственном нефтегазовом университете по адресу: 625000, г. Тюмень, ул. Володарского, 38, зал им. А.Н. Косухина.
Факс (3452) 25-08-52.
С диссертацией можно ознакомиться в библиотеке Тюменского государственного нефтегазового университета.
Автореферат разослан « ____ » ______________ 2004 г.
Ученый секретарь
диссертационного совета И.А. Венедиктова
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность темы. В настоящее время широкое применение при всех видах механической обработки резанием получили сборные инструменты со сменными многогранными пластинами (СМП) из инструментальных твердых сплавов (ИТС). Производственная статистика показывает, что на долю отказов инструментов с СМП в результате разрушения пластин приходится 70-75%. При анализе видов отказов режущих пластин в производственных условиях установлено, что характерными видами их разрушения являются выкрашивание, скалывание, поломка. Существует множество факторов, влияющих на работоспособность режущих инструментов из ИТС. В работе впервые поставлена проблема изучения влияния внутренних напряжений, возникающих в ИТС, как в материалах-композитах, при изменении температуры резания, и разработка технических решений, их снимающих, что позволит существенно повысить работоспособность сменных твердосплавных пластин. Поэтому исследование внутренних напряжений ИТС в зависимости от температурного воздействия с целью повышения работоспособности сменных твердосплавных пластин является актуальной проблемой.
Цель работы. Повышение работоспособности СМП сборных режущих инструментов путем снятия внутренних напряжений в ИТС посредством предварительного нагрева их до начала процесса резания.
Методы исследования. Экспериментальные исследования влияния температуры на внутренние напряжения в ИТС проводились с применением рентгенографического метода на автоматизированном дифрактометре ДРОН-УМ1 с высокотемпературной приставкой УВД-2000. Определение температуры в зоне резания проводилось с применением метода естественной термопары. Изучение работоспособности сменных твердосплавных пластин выполнялось в лабораторных и производственных условиях по стойкости и пути резания инструментов.
Достоверность результатов работы. Высокая точность определения внутренних напряжений подтверждается хорошим совпадением результатов, полученных расчетом по математической модели и экспериментально рентгенографическим методом с точностью, приемлемой для инженерной практики. Повышение работоспособности СМП из ИТС путем снятия внутренних напряжений посредством предварительного их нагрева подтверждено разработкой новых технических решений, результатами практических испытаний и внедрением их в производство.
Научная новизна.
- Установлено экспериментально, что в ИТС, как в материалах-композитах, имеются внутренние напряжения, которые при комнатной температуре (20 °С) могут достигать значений, близких к предельным в, и сниматься путем нагрева СМП до температуры 600 °С.
- Разработана физическая модель, на основе которой создан метод снятия внутренних напряжений в ИТС путем предварительного нагрева СМП в сборном инструменте до начала процесса резания.
- Установлено экспериментально, что снятие внутренних напряжений в СМП из ИТС практически исключает период приработки, а период нормального износа увеличивается и соответственно существенно повышается работоспособность сборного инструмента.
- Подтверждена рентгенографическим методом математическая модель для расчета внутренних напряжений в СМП из ИТС, разработанная научным руководителем.
Практическая ценность результатов исследования.
- Разработана методика снятия внутренних напряжений в СМП из ИТС путем предварительного их нагрева, позволяющая повысить работоспособность металлорежущих инструментов.
- Разработана новая конструкция сборного металлорежущего инструмента с предварительным нагревом СМП, обеспечивающая снятие внутренних напряжений в пластинах (заявка №2004101575 от 19.01.2004 г. на патент на изобретение МПК 7 В23 В27/16).
- Разработаны установки для регулируемого нагрева твердосплавных режущих пластин (патент на полезную модель № 38307) и для автоматического поддержания температуры максимальной работоспособности твердосплавной режущей пластины (полож. реш. о выдаче патента на полезную модель по заявке №2004123563 от 10.09.2004 г.), обеспечивающие повышение работоспособности СМП из ИТС.
Реализация полученных результатов.
- Разработанные руководящие технические материалы «Повышение работоспособности сменных твердосплавных пластин путем предварительного нагрева» переданы для внедрения на ОАО «Тюменский станкостроительный завод» и ЗАО «Тюменские авиадвигатели».
- Разработанная установка для регулируемого нагрева твердосплавных режущих пластин передана для внедрения на ОАО «ГРОМ» (г. Тюмень).
- Разработанная конструкция металлорежущего инструмента с предварительным нагревом СМП из ИТС передана для внедрения на ООО «ИнОст» (г. Тюмень).
Ожидаемый совокупный экономический эффект составляет 668000 рублей.
Апробация работы и публикации.
Основные результаты диссертационной работы докладывались автором на международной научно-технической конференции, посвященной 90-летию со дня рождения В.И. Муравленко «Нефть и газ: проблемы недропользования, добычи и транспортировки» – г. Тюмень (2002 г.); на международной научно-технической конференции, посвященной 40-летию ТюмГНГУ «Нефть и газ Западной Сибири» – г. Тюмень (2003 г.); на двух региональных научно-практических конференциях молодых ученых «Новые технологии нефтегазовому региону» – г. Тюмень (2003 г. и 2004 г.); на XXIV Российской школе по проблемам науки и технологий, посвященной 80-летию со дня рождения академика В.П. Макеева – г. Миасс (2004 г.).
По материалам диссертации опубликовано 13 печатных работ, в том числе: патент на полезную модель № 38307 «Установка для регулируемого подогрева твердосплавной режущей пластины»; полож. реш. по заявке на полезную модель № 2004123563, МПК7 В23 В 27/16 «Установка для автоматического поддержания оптимальной температуры твердосплавной режущей пластины» от 10.09.2004 г. Подана заявка на выдачу патента на изобретение № 2004101575, МПК7 В23 В27/16 «Металлорежущий инструмент» от 19.01.2004 г.
Структура и объем диссертации. Диссертация состоит из введения, 4 глав, заключения, библиографического списка из 103 наименований, изложенных на 108 страницах машинописного текста, актов внедрения, включает 80 рисунков, 11 таблиц.
СОДЕРЖАНИЕ РАБОТЫ
Во введении обоснована актуальность темы исследований.
В первой главе приводится обзор причин разрушения режущей части инструмента из ИТС, влияния механических характеристик и температурно-силового воздействия на работоспособность режущего инструмента. Дается краткий анализ рассмотренных работ, сформулированы цель и задачи исследования.
Проблемой работоспособности режущего инструмента занимались ученые: В.С. Андреев, Б.С. Балакшин, В.Ф. Безъязычный, А.И. Бетанели, В.Ф. Бобров, С.А. Васин, А.С. Верещака, Г.И. Грановский, В.А. Гречишников, Ю.Н. Жуков, Н.Н. Зорев, Ю.Г. Кабалдин, С.В. Кирсанов, В.С. Кушнер, Т.Н. Лоладзе, А.Д. Макаров, В.В. Мелихов, И.Я. Мирнов, В.А. Остафьев, В.С. Мухин, С.И. Петрушин, В.Г. Подпоркин, В.Н. Подураев, М.Ф. Полетика, А.И. Промптов, Б.П. Прибылов, А.Н. Резников, А.М. Розенберг, Ю.А. Розенберг, В.Ф. Романов, Н.С. Рыкунов, С.С. Силин, В.К. Старков, Н.В. Талантов, И.П. Третьяков, Г.Л. Хает, Л.А. Хворостухин, В.Г. Шаламов и др. В этом направлении большую работу провел профессор, докт. техн. наук М.Х. Утешев со своими учениками.
На основании теории Шпета научным руководителем была сформулирована гипотеза о том, что внутренние напряжения (напряжения II рода), которые должны возникать в ИТС при изготовлении СМП, могут быть сняты путем предварительного нагрева режущих пластин до начала процесса резания, что должно обеспечить повышение их работоспособности. Однако до настоящего времени не были изучены влияние и механизм воздействия внутренних напряжений в ИТС на работоспособность СМП сборных инструментов.
На основании вышеизложенного были поставлены следующие задачи:
- Исследовать влияние температуры на внутренние напряжения в инструментальных твердых сплавах СМП.
- Разработать научно-обоснованную методику температурного воздействия на СМП, обеспечивающую снятие внутренних напряжений в ИТС.
- Разработать новые технические и технологические решения, обеспечивающие повышение работоспособности металлорежущего инструмента.
| Во второй главе разработаны физическая модель и метод снятия внутренних напряжений в ИТС путем предварительного нагрева СМП. Известно в соответствии с эффектом Пельтье, что если через пограничную область между двумя соприкасающимися различными металлами (рис. 1), например пластинами из твердого сплава группы ВК (WC-Co) и титана (Ti), пропустить электричес- |   Рис. 1. Нагрев (а) и охлаждение (б) двух различных металлов Рис. 1. Нагрев (а) и охлаждение (б) двух различных металлов |
кий ток, то электроны, проходя через эту область, будут в зависимости от направления тока либо ускоряться контактным полем, либо тормозиться. В первом случае (рис. 1, а) в пограничном слое наблюдается выделение тепла, а во втором случае (рис. 1, б) – поглощение тепла.
Однако при нагреве твердосплавной режущей пластины на основе эффекта Пельтье происходит интенсивный теплообмен с титановой пластиной. Чтобы повысить температуру нагрева СМП из ИТС и снизить теплоотвод в титановую пластину, дополнительно вводим между пластинами полупроводниковый слой, состоящий из дисульфида молибдена с жидким стеклом, который наряду с повышением эффективности нагрева режущей пластины позволяет снизить нагрев титановой пластины (рис. 2).
 |
| Рис. 2. Схема предварительного нагрева режущей пластины с полупроводниковым слоем |
Опишем процесс нагрева СМП из ИТС на основе эффекта Пельтье с помощью физических моделей. Количество теплоты, выделявшееся в СМП из ИТС согласно эффекту Пельтье, определяется из выражения
| (1) |
где ![]() – количество теплоты в СМП;
– количество теплоты в СМП; ![]() – разность потенциалов между пластинами; I – сила тока; – время.
– разность потенциалов между пластинами; I – сила тока; – время.
В свою очередь, количество теплоты, необходимое для нагрева пластины на величину Т, определяется из выражения
| (2) |
где Т – температура; m – масса СМП; с – удельная теплоемкость.
Пренебрегая потерями теплоотвода в воздух, можем считать
| (3) |
Проведя математические преобразования с формулами (1), (2), (3), получим выражение физической модели температуры нагрева режущей пластины на величину Т с изменением силы тока I:
| (4) |
В окончательном выражении сила тока I может быть определена из выражения
 . . | (5) |
Таким образом, разработаны физическая модель и метод снятия внутренних напряжений в ИТС путем предварительного нагрева СМП в сборном инструменте до начала процесса резания.
В третьей главе приведены результаты экспериментальных исследований рентгенографическим методом влияния температуры на внутренние напряжения в инструментальных твердых сплавах СМП.
| I имп/с | I имп/с | |
  | ||
| I имп/с | ||
 | Рис. 3. Дифрактограммы для сплавов ВК8 (а), ВК10 (б), ВК15 (в) при разных температурах: 1 – при 100 С, 2 – при 300 С, 3 – при 600 С | |
Для проведения этих исследований образцами являлись стандартные СМП из твердых сплавов ВК8, ВК10 и ВК15. Рентгенографические исследования проводились при температурах от 20 до 700 С. Качественный анализ дифрактограмм (рис. 3) показал, что с увеличением температуры нагрева твердосплавного образца ширина дифракционной линии уменьшается для всех сплавов группы ВК, что свидетельствует о снижении внутренних напряжений. В результате расшифровки дифрактограмм построены графики зависимостей внутренних напряжений от температуры для разных твердых сплавов группы ВК (рис. 4).
В результате исследований влияния температуры на изменение внутренних напряжений в ИТС (рис. 4) было установлено, что при комнатной температуре (20 С) внутренние напряжения могут достигать значений, близких к предельным в, а при увеличении температуры путем предварительного нагрева СМП до 600 С до начала процесса резания полностью сниматься. Рентгенографическим методом была подтверждена возможность применения математической модели, разработанной научным руководителем, для расчета внутренних напряжений в инструментальных твердых сплавах СМП.
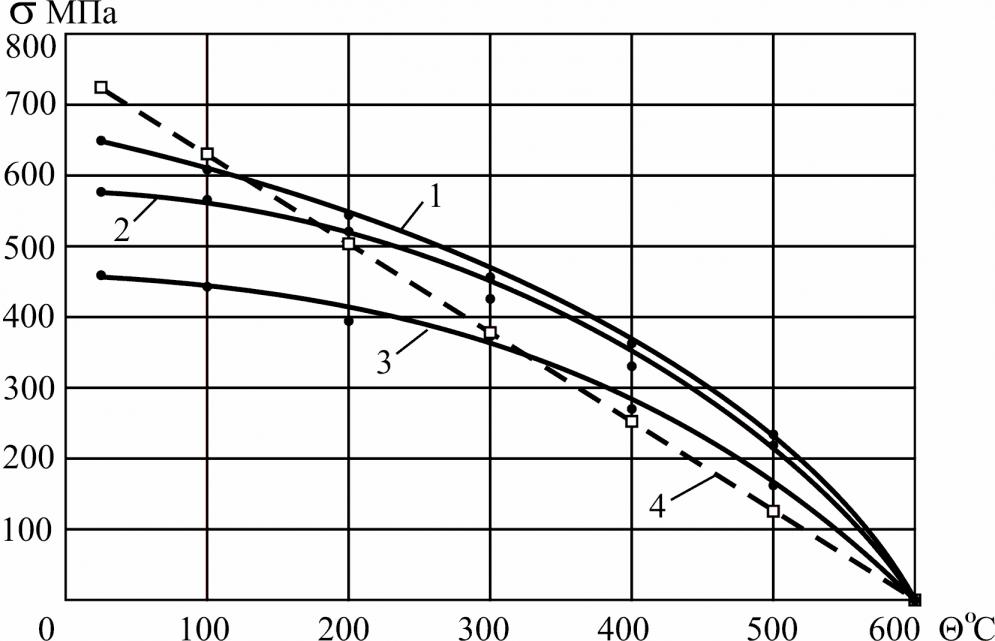 |
| Рис. 4. Зависимость внутренних напряжений от температуры для разных сплавов ВК: 1 – ВК8, 2 – ВК10, 3 – ВК15; 4 – по математической модели |
В четвертой главе показана практическая реализация результатов работы. Разработана новая конструкция сборного металлорежущего инструмента с предварительным нагревом СМП (рис. 5) (заявка №2004101575 от 19.01.2004 г. на патент на изобретение МПК 7 В23 В27/16). На границе контакта СМП из ИТС и титановой пластины при пропускании постоянного электрического тока через полупроводниковый слой, состоящий из смеси дисульфида молибдена с жидким стеклом, на основе эффекта Пельтье идет нагрев СМП до температуры 600 °С, что обеспечивает снятие в них внутренних напряжений и, соответственно, увеличивает стойкость сборного инструмента. При дальнейшем процессе механической обработки требуемый температурный диапазон поддерживается за счет тепловыделения при резании. При этом для нагрева режущей пластины достаточно тока не более 200 А (рис. 6).
 |
| Рис. 5. Электромеханическая схема специального металлорежущего инструмента с предварительным нагревом СМП из ИТС: 1 – корпус, 2 – винт, 3 – прихват, 4 – СМП, 5 – полупроводниковый слой, 6 – токоподводящая пластина, 7 – изолирующая прокладка, 8 – источник питания, 9 – нагревательная электрическая цепь |
Испытания специального сборного инструмента показали, что регулирование температуры нагрева СМП из ИТС в процессе обработки заготовки резанием предотвращает хрупкое разрушение твердосплавной режущей пластины в виде выкрашивания и микросколов в период приработки, а период нормального износа увеличивается, и соответственно повышается стойкость сборного инструмента на 40 – 50 % (рис. 7).
Разработана установка для регулируемого нагрева СМП из ИТС (рис. 8) до температуры, при которой происходит снятие внутренних напряжений в ИТС и повышение работоспособности СМП (патент на полезную модель № 38307 и полож. реш. о выдаче патента на полезную модель по заявке №2004123563 от 10.09.2004 г.). Благодаря предварительному нагреву режущей пластины до температуры 600 оС перед началом процесса резания и поддержанию этой температуры в процессе резания за счет включения или выключения нагревательной электрической цепи снижается износ СМП из ИТС. Испытания разработанной установки показали, что работоспособность СМП из ИТС сборных инструментов повысилась на 40 – 50 % (рис. 9).
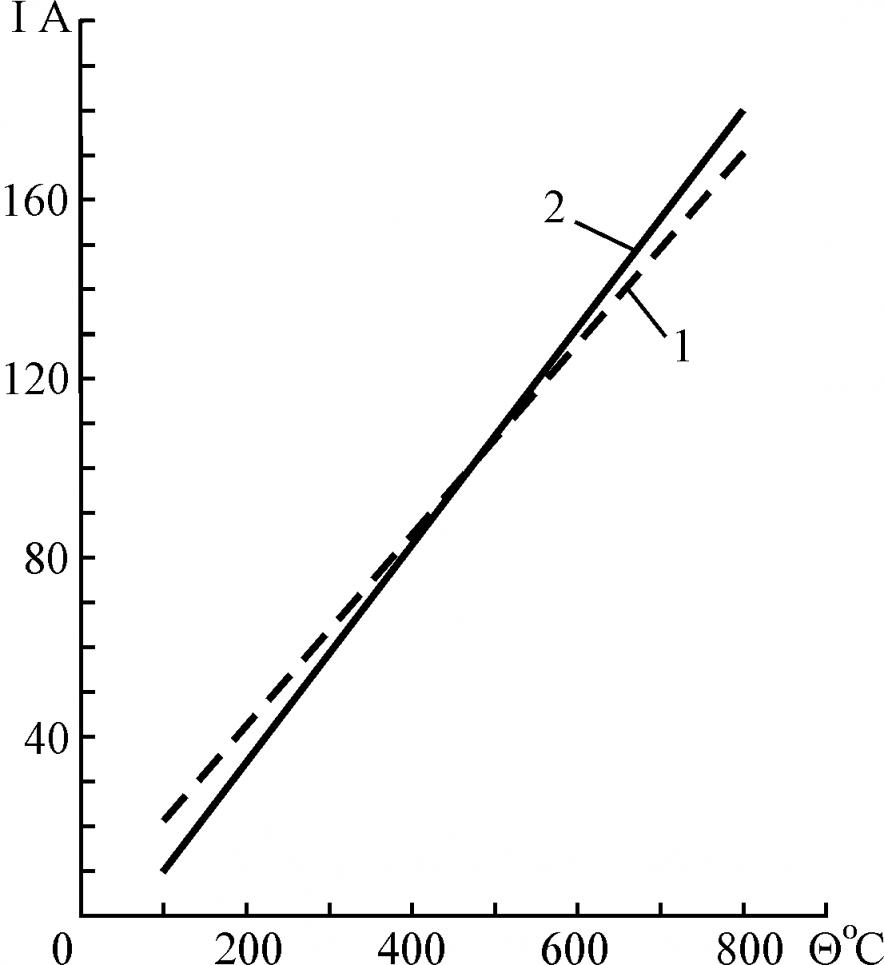 |  |
| Рис. 6. Зависимость силы тока от температуры предварительного нагрева: 1 – по теоретическому расчету, 2 – по эксперименту | Рис. 7. Зависимости износа по задней грани и температуры, при точении стали 40Х сплавом ВК8 (S=0,28 мм/об, t=1 мм, V=200 м/мин): 1 – без нагрева, 2 – с предварительным нагревом СМП |
На основании проведенных исследований была разработана методика определения температур предварительного нагрева и максимальной работоспособности СМП из ИТС и реализована для пользователя в виде программы "Определение максимальной работоспособности инструментальных твердых сплавов" на ПЭВМ. Температура предварительного нагрева должна быть равной температуре снятия внутренних напряжений в ИТС, которая соответствует температуре перехода сплава из зоны хрупкого в зону хрупкопластического разрушения. Эта методика была положена в основу руководящих технических материалов по повышению работоспособности сменных твердосплавных пластин путем предварительного их нагрева.
 |  |
| Рис. 8. Электромеханическая схема установки для регулируемого нагрева СМП из ИТС: 1 –специальный металлорежущий инструмент, 2 – источник питания, 3 – кнопка "Пуск", 4 – пускатель, 5 – контакты пускателя, 6 – термопара, 7 – цепь контроля и регулирования температуры, 8 – реле, 9 – контакт реле, 10 – кнопка "Стоп" | Рис. 9. Зависимость пути резания от скорости и температуры резания (сталь 40Х, ВК8, S=0,28 мм/об, t=1 мм): 1 – без нагрева, 2 – с предварительным нагревом СМП |
В заключении сформулированы выводы и результаты работы:
- Установлено экспериментально, что в ИТС, как в материалах-композитах, имеются внутренние напряжения, которые при комнатной температуре (20 °С) могут достигать значений, близких к предельным в, и сниматься путем нагрева СМП до температуры 600 °С.
- Разработана физическая модель, на основе которой создан метод снятия внутренних напряжений в ИТС путем предварительного нагрева СМП в сборном инструменте до начала процесса резания.
- Установлено экспериментально, что снятие внутренних напряжений в СМП из ИТС практически исключает период приработки, а период нормального износа увеличивается, и соответственно существенно повышается работоспособность сборного инструмента.
- Подтверждена рентгенографическим методом математическая модель для расчета внутренних напряжений в СМП из ИТС, разработанная научным руководителем.
- Разработана методика снятия внутренних напряжений в СМП из ИТС путем предварительного их нагрева, позволяющая повысить работоспособность металлорежущих инструментов.
- Разработана новая конструкция сборного металлорежущего инструмента с предварительным нагревом СМП, обеспечивающая снятие внутренних напряжений в пластинах (заявка №2004101575 от 19.01.2004 г. на патент на изобретение МПК 7 В23 В27/16).
- Разработаны установки для регулируемого нагрева твердосплавных режущих пластин (патент на полезную модель № 38307) и для автоматического поддержания температуры максимальной работоспособности твердосплавной режущей пластины (полож. реш. о выдаче патента на полезную модель по заявке №2004123563 от 10.09.2004 г.), обеспечивающие повышение работоспособности СМП из ИТС.
- Новые технические и технологические решения, разработанные на основе проведенных в работе научных исследований, защищены свидетельством и положительным решением по заявке на полезные модели и поданной заявкой на патент на изобретение, переданы для внедрения на 4 предприятия, в том числе оборонной промышленности, с ожидаемым экономическим эффектом в 668000 рублей.
Научные результаты диссертации отражены в следующих публикациях:
- Ефимович И.А., Артамонов Е.В., Чуйков Р.С. Метод исследования упругих постоянных твердых сплавов // Нефть и газ: проблемы недропользования, добычи и транспортировки: Материалы научно-технической конференции, посвященной 90-летию со дня рождения В.И Муравленко. – Тюмень: ТюмГНГУ, 2002. – С. 249-250.
- Ефимович И.А., Артамонов Е.В., Чуйков Р.С. Интерферометрический метод исследования модуля упругости и коэффициента Пуассона инструментальных материалов // Нефть и газ Западной Сибири: Материалы международной научно-технической конференции, посвященной 40-летию ТюмГНГУ. – Т.2. – Тюмень: ТюмГНГУ, 2003. – С. 33-34.
- Костив В.М., Трифонов В.Б., Чуйков Р.С. Устройство предварительного подогрева режущей части как способ повышения стойкости инструмента // Нефть и газ Западной Сибири: Материалы международной научно-технической конференции, посвященной 40-летию ТюмГНГУ. – Т.2. – Тюмень: ТюмГНГУ, 2003. – С. 35-36.
- Костив В.М., Артамонов Е.В., Чуйков Р.С. Ударная вязкость как критерий оценки температур максимальной работоспособности твердого сплава // Нефть и газ Западной Сибири: Материалы международной научно-технической конференции, посвященной 40-летию ТюмГНГУ. – Т.2. – Тюмень: ТюмГНГУ, 2003. – С. 37-38.
- Чуйков Р.С. Интерферометрический метод исследования упругих постоянных инструментальных твердых сплавов // Новые технологии нефтегазовому региону: Материалы 2-й региональной научно-практической конференции молодых ученых. – Тюмень: ТюмГНГУ, 2003. – С. 139-140.
- Артамонов Е.В., Чуйков Р.С. Модели температурных микронапряжений в режущих твердосплавных пластинах // Труды XXIV Российской школы по проблемам науки и технологий, посвященной 80-летию со дня рождения академика В.П. Макеева: Сборник кратких сообщений. – Екатеринбург: УрО РАН, 2004. – С. 306-307.
- Артамонов Е.В., Чуйков Р.С. Металлорежущий инструмент с предварительным подогревом сменных твердосплавных пластин // Труды XXIV Российской школы по проблемам науки и технологий, посвященной 80-летию со дня рождения академика В.П. Макеева: Сборник кратких сообщений. – Екатеринбург: УрО РАН, 2004. – С. 308-309.
- Артамонов Е.В., Чуйков Р.С. Повышение работоспособности смен-ных твердосплавных пластин путем снятия температурных микронапряжений // Труды XXIV Российской школы по проблемам науки и технологий, посвященной 80-летию со дня рождения академика В.П. Макеева: Сборник кратких сообщений. – Екатеринбург: УрО РАН, 2004. – С. 475-477.
- Патент на полезную модель 38307 РФ. МПК7 В23 В 27/16. Установка для регулируемого подогрева твердосплавной режущей пластины / Р.С. Чуйков, В.Н. Кусков, Е.В. Артамонов, В.Б. Трифонов, В.М. Костив; ТюмГНГУ. – Заявка 2004102879; Заяв. 04.02.2004.; Опубл. 10.06.04.; бюл. № 16.
- Заявка на полезную модель 2004123563, МПК7 В23 В 27/16. Установка для автоматического поддержания оптимальной температуры твердосплавной режущей пластины / Р.С. Чуйков, Е.В. Артамонов, В.Б. Трифонов, В.Н. Кусков; ТюмГНГУ. – Заяв. 05.08.2004.; Полож. реш. 10.09.2004. – 7 с.: 2 ил.
- Чуйков Р.С., Артамонов Е.В. Экспериментальные исследования температурных микронапряжений инструментальных твердых сплавов // Новые технологии нефтегазовому региону: Материалы 3-й региональной научно-практической конференции молодых ученых. – Тюмень: ТюмГНГУ, 2004. – С. 18-19.
- Чуйков Р.С., Трифонов В.Б., Артамонов Е.В. Металлорежущий инструмент повышенной работоспособности // Новые технологии нефтегазовому региону: Материалы 3-й региональной научно-практической конференции молодых ученых. – Тюмень: ТюмГНГУ, 2004. – С. 20-21.
- Заявка на изобретение 2004101575 РФ, МПК7 В23 В27/16. Металлорежущий инструмент / В.Н. Кусков, Е.В. Артамонов, Р.С. Чуйков, В.Б. Трифонов, В.М. Костив; ТюмГНГУ. – Заявл. 19.01.2004; отчет об информационном поиске от 23.08.2004. – 7 с.: 3 ил.