

Обоснование и разработка технологии восстановления судовых валов термомеханической правкой
На правах рукописи
КУЛИЧКИН Николай Владимирович
ОБОСНОВАНИЕ И РАЗРАБОТКА ТЕХНОЛОГИИ ВОССТАНОВЛЕНИЯ СУДОВЫХ ВАЛОВ ТЕРМОМЕХАНИЧЕСКОЙ ПРАВКОЙ
| Специальность: | 05.08.04 – Технология судостроения, судоремонта и организация судостроительного производства |
Автореферат
диссертации на соискание ученой степени
кандидата технических наук
Астрахань – 2007
Работа выполнена на кафедре судостроения и энергетических комплексов морской техники ФГОУ ВПО «Астраханский государственный технический университет» (АГТУ)
| Научный руководитель: | кандидат технических наук, доцент |
| Мамонтов Виктор Андреевич | |
| Официальные оппоненты: | доктор технических наук, профессор |
| Черненко Виктор Игоревич | |
| доктор технических наук, профессор | |
| Микитянский Владимир Владимирович | |
| Ведущая организация: | ОАО «Астраханское центральное конструкторское бюро» |
Защита диссертации состоится 19 октября 2007 г. в 15:00 час. на заседании диссертационного совета К.307.001.02 АГТУ по адресу: 414025, г. Астрахань, ул. Татищева 16, 5 учебный корпус, аудитория 308.
С диссертацией можно ознакомиться в библиотеке АГТУ.
Ваши отзывы в двух экземплярах с подписями, заверенными печатью, просим направлять в адрес диссертационного совета.
Автореферат разослан 18 сентября 2007 г.
| Ученый секретарь диссертационного совета, кандидат технических наук, доцент | А.В. Кораблин |
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность работы
Судовые валы являются ответственными элементами судовой энергетической установки (СЭУ). К ним предъявляются высокие требования по надежности и долговечности как при изготовлении, так при эксплуатации и ремонте.
Во время эксплуатации судовые валы с прямолинейной осью в силу различных причин приобретают остаточные деформации в виде искривления оси. Как показывает опыт, величины деформаций часто превышают предельные нормы, при которых техническое использование их недопустимо. Высокая стоимость изготовления валов делает актуальной проблему восстановления их работоспособности.
В судоремонте устранение прогибов валов осуществляют правкой различными способами. Эти способы достаточно известны и описаны в технической литературе. Научного обоснования эти сведения не имеют и во многом противоречивы. Поэтому рекомендуемые в литературе способы правки валов часто не обеспечивают требуемые нормативными документами надежность и долговечность валов в эксплуатации после правки. Следует отметить высокую трудоемкость рекомендуемых способов правки и нестабильность формы валов после правки по этим рекомендациям.
Наиболее универсальным способом правки валов ответственного назначения с точки зрения обеспечения надежности и долговечности после ремонта является термомеханическая правка методом релаксации напряжений. Способ основан на релаксационных характеристиках материала валов. В основе метода лежат аналитические зависимости стрелки прогиба от усилия, создаваемого при правке, используемые в сопротивлении материалов. Эти зависимости являются приближенными и часто ориентировочными при выборе параметров правки и не учитывают явления ползучести – пластической деформации во времени, являющейся первоосновой процесса выправления вала.
Поэтому разработка технологии термомеханической правки судовых валов с учётом явления ползучести при сохранении заданного уровня надежности является актуальной задачей.
Цель и задачи исследования
Целью работы является восстановление деформированных судовых валов термомеханической правкой с учетом явления ползучести.
Для достижения этой цели необходимо исследовать, разработать и научно обосновать технологию правки натурных судовых валов с учетом явления ползучести.
Для этого необходимо решить следующие задачи:
1. Разработать и экспериментально подтвердить теоретические основы технологии термомеханической правки на основе теории ползучести.
2. Разработать технологию термомеханической правки и её режимы на круглых образцах-моделях судового вала.
3. Разработать методику оценки влияния результатов правки на сопротивление усталости на образцах-моделях судового вала.
4. Спроектировать конструкцию экспериментальных образцов и определить их необходимое количество.
5. Спроектировать и изготовить экспериментальное оборудование и оснастку для опытной правки образцов.
6. Исследовать влияние нагрева при правке на микроструктуру материала образцов.
7. Спроектировать и изготовить установку для изгибных испытаний на выносливость.
8. Исследовать влияние термомеханической правки образцов на изгибную выносливость при симметричном цикле изменения напряжений консольным изгибом.
9. Исследовать влияние поверхностного пластического деформирования образцов, подвергнутых правке, на усталостные характеристики материала образцов.
10. Разработать технологию термомеханической правки с учетом явления ползучести для натурных судовых валов.
Методы решения задач исследования
Использованные в работе методы базируются на основных положениях материаловедения, теории ползучести и усталости материалов и конструкций, общепринятой теории статистической обработки результатов усталостных испытаний, опыта проведения усталостных испытаний.
Статистическая обработка результатов усталостных испытаний произведена с использованием программного продукта «Excel 2000».
Экспериментальные исследования проводились на установках, оборудованных средствами измерения, обеспечивающими точность проводимых испытаний в соответствии с требованиями стандартов.
Научная новизна
Научная новизна работы заключается в установлении аналитической зависимости, связывающей устраняемый прогиб и режимы правки валов с учетом явления ползучести, изготовленных из сталей типа сталь 35; в экспериментальном подтверждении полученных параметров технологического процесса правки экспериментальных образцов; в количественной оценке влияния правки экспериментальных образцов при симметричном цикле на изгибную выносливость; в оценке влияния упрочнения поверхностным пластическим деформированием (ППД) на выносливость деформированных образцов; в разработке технологии правки натурных судовых валов, основанной на теории ползучести.
Практическая ценность
На основании выполненных исследований разработана технология термомеханической правки с учетом явления ползучести, позволяющая восстанавливать работоспособность судовых валов с прямолинейной осью, имеющих большие величины прогибов, не снижающая усталостную прочность и обеспечивающая последующую стабильность формы вала.
Реализация результатов работы
Результаты работы внедрены на ЗАО «Судостроительно-судоремонтный завод им. Ленина» г. Астрахань при ремонте валов судовых валопроводов и баллеров рулей.
Данные исследований используются в учебном процессе АГТУ при подготовке морских инженеров по специальности «Судовые энергетические установки» и инженеров по специальности «Эксплуатация судовых энергетических установок».
Апробация работы
Основные научные положения и результаты диссертационной работы докладывались и обсуждались на: заседаниях кафедры «Судостроение и энергетические комплексы морской техники» АГТУ; заседаниях Ученого Совета института морских технологий, энергетики и транспорта АГТУ; научной конференции «Проблемы динамики и прочности исполнительных механизмов и машин» (2002 г.); ежегодных научно-технических конференциях профессорско-преподавательского состава АГТУ (2003 – 2007 гг.); международной научной конференции, посвященной 75-летию АГТУ (2005 г.); 6-м и 7-м межрегиональных семинарах по актуальным проблемам судовой энергетики и машиннодвижительных комплексов (Астрахань 2005 – 2006 гг.); 9-ой международной практической конференции «Технологии ремонта, восстановления и упрочнения деталей машин, механизмов, оборудования, инструмента и технологической оснастки» (Санкт-Петербург 2006 г.).
Публикации
По теме диссертации опубликовано 8 работ, в том числе 2 по списку ВАК.
Структура и объем диссертационной работы
Диссертационная работа состоит из введения, шести глав, списка использованных источников из 122 наименований и трех приложений. Работа изложена на 116 страницах основного текста, содержит 13 таблиц и 24 рисунка.
СОДЕРЖАНИЕ РАБОТЫ
Во введении обоснована актуальность диссертационной работы, сформулирована цель и намечены задачи исследования.
В первой главе приведен анализ конструкции, технологии изготовления и ремонта деталей класса валов; рассмотрены вопросы усталостной прочности валов; представлены сведения о механизме пластической деформации в условиях ползучести и релаксации напряжений в металлах; сформулированы цель и задачи исследования.
Заготовками судовых валов служат поковки. Контроль механических свойств поковок производится на образцах, изготовленных из концевых частей заготовки.
Ось вала должна быть прямолинейной. Отклонение шеек от соосности вызывает в вале дополнительные напряжения и увеличивает опорные реакции.
Виды эксплуатационных повреждений судовых валов достаточно многообразны. Наиболее опасными из них являются появление и развитие в теле вала усталостных трещин, глубокие поверхностные коррозионно-эрозионные поражения (для гребных валов), а также искривление оси валов. Прогибы валов, по данным судоремонтных заводов, составляют 8...10 % от общего количества дефектов.
В настоящее время в судоремонтном производстве для устранения прогиба судовых валов применяются различные способы правки. Все способы можно свести к четырем группам: механическая правка, термическая правка, термомеханическая правка и правка методом релаксации напряжений. Первые три группы приводят к нестабильности геометрической формы валов, полученной в результате правки, наблюдаются явления самопроизвольного частичного или полного возврата детали к исходной (до правки) форме, а также к заметному снижению усталостной прочности валов после правки.
Для деталей класса валов ответственного назначения наиболее приемлемый способ правки с точки зрения универсальности и обеспечения надежности и долговечности после ремонта является термомеханическая правка методом релаксации напряжений. Правка этим способом заключается в том, что вал устанавливается на опоры и на участке его максимального искривления подвергается нагреву по всей окружности до температуры 600…650°С. Затем при помощи нажимного приспособления создается упругий прогиб в сторону, противоположную имеющемуся искривлению, с последующей выдержкой в нагруженном состоянии. Количество нажимов определяется по результатам первого нажима. При создаваемой нагрузке на вал в процессе правки и повышенной температуре в течение некоторого времени часть упругой деформации переходит в пластическую. Какая величина упругой деформации перейдет в пластическую, зависит от релаксационных характеристик материала вала. Параметры правки определяются с помощью аналитических зависимостей стрелки прогиба от усилия, создаваемого при правке, заимствованными из сопротивления материалов, которые не учитывают явление ползучести в процессе правки, являющегося основой выправления вала.
Исследованиям и разработкам способов термомеханической правки посвящены работы Н.Н. Северова, И.В. Энгель-Крона, Н.К. Лемзакова, А.М. Подсушного, Э.Е. Фролова, В.А. Мамонтова, Н.В. Попадина и др.
В зависимости от температуры и уровня приложенного напряжения ползучесть протекает по разным законам. Наиболее известны четыре вида ползучести: неупругая обратимая, низкотемпературная, высокотемпературная и диффузионная ползучесть. Для разработки технологии правки с учетом ползучести, выполняемой при температуре 650° С, необходимо дальнейшее изучение и аналитическое описание высокотемпературной ползучести применительно для стали 35 в процессе нагружения поперечным изгибом.
Большой вклад в изучение вопросов пластической деформации в условиях ползучести внесли И.А. Одинг, Ю.Н. Работнов, Н.Н. Малинин, Г.Ф. Лепин, И.И. Гольденблат, В.Л. Бажанов, И.А. Биргер, Л.М. Качанов и др.
Повреждения судовых валов в процессе эксплуатации носят, в основном, усталостный и усталостно-коррозионный характер в результате действия циклических нагрузок, возникающих в процессе работы. Эффективным и простым методом повышения усталостной прочности и долговечности гребных валов служит ППД обкатывающим роликом.
Изучению вопросов усталостной прочности судовых валов посвящены работы Г.Н. Филимонова, Л.Т. Балацкого, О.К. Мелехова, Р.Г. Погорецкого, М.М. Мацейко и др.
С учетом приведенных особенностей ремонта деталей класса валов, возникла задача разработки научно-обоснованной технологии правки судовых валов с прямолинейной осью на основе теории ползучести.
Вторая глава посвящена разработке теоретических основ технологии термомеханической правки на основе явления ползучести. Для установления аналитической зависимости между параметрами правки с учетом ползучести, такими как стрелка прогиба, температура нагрева, величина нагрузки и коэффициентами жаропрочности материала валов при заданной температуре использована теория ползучести – теория упрочнения.
В теории упрочнения предполагается, что при фиксированной температуре существует зависимость между деформацией ползучести, ее скоростью и напряжением. Основное уравнение в степенной форме описывается следующим выражением:
| (1) |
где:,, – коэффициенты, определяемые с помощью кривых ползучести.
При условии, когда напряжение и температура постоянны во времени, выражение(1) имеет вид:
| (2) |
Максимальное значение начального прогиба, согласно расчетной схеме правки вала (рис.1) вычисляется по формуле:
| (3) |
где: P – усилие создаваемое при правке,
a – расстояние от левой опоры до точки приложения нагрузки;
b – расстояние от правой опоры до точки приложения нагрузки;
E – модуль упругости материала вала при температуре правки;
J – момент инерции сечения вала в месте максимального прогиба;
z – расстояние от левой опоры до места максимального прогиба вала;
l – длина вала.
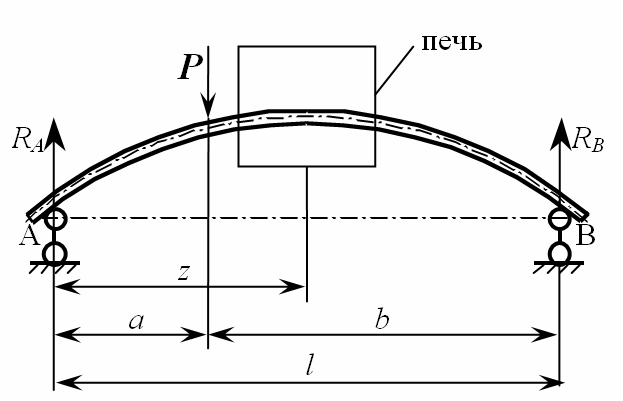 |
| Рис. 1. Схема правки вала |
В произвольный момент времени t > 0 прогиб будет складываться из упругого прогиба и прогиба, обусловленного ползучестью материала:
| (4) |
Прогиб, вызванный ползучестью вала, описывается уравнением:
 | (5) |
где:  – «обобщенный» момент инерции поперечного сечения вала,
– «обобщенный» момент инерции поперечного сечения вала,
d – диаметр вала,
t – время выдержки под нагрузкой в процессе правки,
![]() ,
,
![]() ,
,
![]() .
.
Полученная аналитическая зависимость (5) между режимами правки такими, как стрелка прогиба от усилия создаваемого при правке, с учетом явления ползучести – пластической деформации во времени, при постоянных значениях температурного режима и создаваемой нагрузки в зависимости от геометрических параметров вала, позволяет определить величину выправления вала за счет ползучести при заданном времени правки.
Представлена методика определения коэффициентов жаропрочности,,, описывающих явление ползучести при правке с помощью экспериментальных кривых ползучести. Коэффициенты жаропрочности используются для аналитического описания изменения прогиба в процессе правки с учетом ползучести.
В третьей главе разработаны методика и технология правки экспериментальных образцов, описана конструкция и требования к их изготовлению; определено необходимое количество образцов для испытаний; спроектировано и изготовлено экспериментальное оборудование и оснастка для правки; определены режимы правки образцов; приведены результаты экспериментальных исследований образцов, подвергнутых правке.
Конструкция образцов, на которых проведено изучение и отработка технологии термомеханической правки, разработана с учётом следующих соображений.
Гребной вал в условиях эксплуатации испытывает сложное напряженное состояние в результате воздействия переменных напряжений от кручения, растяжения-сжатия и изгиба.
Как известно, основной характеристикой, обеспечивающей надежность валов при эксплуатации, является изгибная усталостная прочность. В связи с этим программа исследования включает сравнительные усталостные испытания образцов после правки. Схема нагружения образцов выбрана такой, чтобы воспроизвести напряженное состояние, характерное для эксплуатационных условий вала, а также воспроизвести в образце излом эксплуатационного вида. Схемой нагружения, адекватной условиям нагружения вала, является поперечный изгиб при вращении образца. Конструкция и размеры образцов (рис. 2), исходя из схемы нагружения, выбраны по рекомендациям ГОСТ 25.502 – 79. Образцы имеют круглое сечение. Для локализации места излома использована полукруглая выточка.

Рис. 2. Экспериментальный образец диметром 20 мм
Образцы изготовлены из поковок в соответствии с ГОСТ 8536 – 79. Механические свойства поковок соответствуют категории прочности КМ 28, IV группа. Исходными заготовками для образцов является прокат круглый из стали 35 по ГОСТ 1050 – 88. После ковки заготовки подвергались нормализации по режиму: нагрев до температуры 850°С, выдержка при этой температуре в течение 40 минут и последующее медленное охлаждение на спокойном воздухе.
Количество образцов для испытаний, согласно расчетам на основе статистических методов с учетом заданной надежности (достоверности) среднего значения предела выносливости и его среднеквадратического отклонения, принято 15 штук в серии.
Правка образцов проводилась на базе токарно-винторезного станка 16К20 (рис.3). Изгиб образцов и последующее выправление осуществлялось штатным люнетом, у которого верхний упор заменен винтовой парой. Винт через призму передает усилие правки образцу, закрепленному в центрах станка. Величина стрелки прогиба контролировалась штативом с индикаторной головкой. Нагрев образца до температуры 600...650° С осуществлялся трубчатой печью сопротивления, которая позволяет вести процесс нагрева плавно. Нагреватели в печи изготовлены из нихромовой проволоки, обеспечивающей долговечность при применении оптимальных токов, а также позволяющей поддерживать температуру регулированием силы тока автотрансформатором. Контроль температуры производился термопарами типа ТХА, соединенными с цифровым термометром ТК 5-05.
Схема правки экспериментальных образцов представлена на рис. 4.
Величина нагрузки, которая создает изгиб образца в сторону, обратную имеющемуся прогибу, определяется искривлением образца, температурой нагрева, характеристиками стали и временем выдержки в напряженном состоянии. Усилие при правке определялось по следующей формуле:
| (6) |
где: z – расстояние от левой опоры до опасного сечения образца;
d – диаметр опасного сечения;
a – расстояние от левой опоры до точки приложения нагрузки;
l – длина образца;
max = 0.5в, МПа – максимальное напряжение при Т=650°С для упругого деформирования образца.
  |
1 – нажимное устройство; 2 – печь; 3 – штатив
с индикаторной головкой; 4 – образец; 5 – термопара
Рис. 3. Экспериментальная установка для правки
деформированных образцов
Контроль приложения усилия правки осуществлялся по величине стрелки упругого прогиба образца.
Практическое приложение силы проверялось стрелкой прогиба образца, которая получается при изгибе нагружающим устройством. Стрелка прогиба подсчитывается по следующей формуле:
| (7) |
где: a – расстояние от левой опоры до точки приложения нагрузки;
b – расстояние от правой опоры до точки приложения нагрузки;
E – модуль упругости материала образца при Т = 650° С;
J – момент инерции опасного сечения образца.
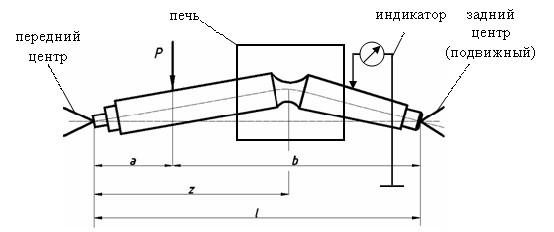

Рис. 4. Схема правки экспериментальных образцов
Для построения экспериментальных кривых ползучести и определения коэффициентов жаропрочности,,, входящих в уравнение теории упрочнения (1), была проведена правка экспериментальных образцов.
На основании экспериментальных данных построены экспериментальные кривые ползучести в координатах стрелка прогиба f от времени t (рис. 5) и определены коэффициенты жаропрочности: = 5,31; = 6,05 и = 10-71,89.
Используя формулу (2) с применением полученных коэффициентов получены расчетные кривые ползучести, хорошо согласующиеся с экспериментальными данными, представленными на рис 5. В процессе опытной правки образцов была установлена величина начального упругого прогиба, переходящего в пластический, за время выдержки продолжительностью в один час. Релаксационная характеристика стали 35 при температуре 650°С и выдержке один час составила = 0,72, т.е. 72% от начальной величины упругого прогиба переходит в пластическую при правке.
 |
| – = 78 МПа, – = 39 МПа |
| Рис. 5 Кривые ползучести образцов диаметра 20 мм: экспериментальные кривые – сплошные, расчетные кривые – штриховые |
Используя значения полученных коэффициенты,, и зависимость (5) получено выражение для определения прогиба в процессе правки, вызванного ползучестью при температуре 650°С:
 , , | (8) | ||
| где: |  | – «обобщенный» момент инерции поперечного сечения образца | |
На основании полученных аналитических зависимостей разработаны режимы и проведена опытная правка четырёх серий образцов со стрелками прогиба 1, 3, 4 и 5 мм по 24 образца в каждой серии. Анализ результатов опытной правки образцов показал, что расчетные значения устраняемого прогиба в процессе правки, полученные на основании выше приведенных аналитических зависимостей, хорошо согласуются с экспериментальными данными.
Для оценки влияния нагрева на структуру экспериментальных образцов были проведены металлографические исследования на микрошлифах после травления 3 % раствором пикриловой кислоты в проаминовом спирте. Наблюдение производилось металлографическим микроскопом МИМ-8 при увеличении в 200 раз. Поскольку нагрев образцов при правке обеспечивает температуру ниже температуры фазовых превращений предметом исследования являлось влияние длительности нагрева на структуру материала образцов. Анализ микроструктуры показал ее неизменность в процессе правки.
Четвертая глава посвящена исследованию влияния термомеханической правки экспериментальных образцов на изгибную выносливость; разработке методики исследования, проектированию и изготовлению экспериментальных установок для изгибных усталостных испытаний; статистической обработке результатов усталостных испытаний, а также исследованию сопротивления усталости выправленных образцов и упрочненных ППД.
Усталостные испытания проведены на установке консольным изгибом при симметричном цикле изменения напряжений на базе 107 циклов. Долговечность до разрушения контролировалось датчиком времени.
Определение пределов выносливости образцов произведено методом «лестницы». Выбор этого трудоемкого метода исследования обусловлен необходимостью более точного определения среднего значения и среднеквадратического отклонения предела выносливости образцов. Величина ступени принята равной 5 МПа. При статистической обработке усталостных испытаний применялись методы линейного регрессионного анализа, методы оценки значимости отличия средних и дисперсий, методы корреляционного анализа.
Кривые усталости недеформированных (контрольных) и выправленных образцов с различными стрелками прогиба представлены на рис. 6.
  |
| 1 – недеформированные образцы; образцы со стрелкой прогиба: 2 –1 мм; 3 –3 мм; 4 –4 мм; 5 –5 мм |
| Рис. 6. Кривые усталости недеформированных (контрольных) образцов и выправленных образцов диаметра 20 мм со стрелками прогиба f = 1,3,4,5 мм |
Зависимость средних значений пределов выносливости при симметричном цикле от стрелки прогиба представлена на рис. 7.
Для выправленных образцов со стрелками прогиба 1, 3, 4 и 5 мм отмечается небольшое снижение пределов выносливости на 0,3%, 1,2%, 1,4% и 2,6% соответственно, что практически незначительно.
Зависимость среднеквадратического отклонения пределов выносливости образцов при симметричном цикле нагружения от стрелок прогиба приведена на рис. 8. С увеличением стрелки прогиба образцов замечено увеличение среднеквадратического отклонения S-1.
С точки зрения эксплуатационной надежности судовых валов практическое значение имеет лишь нижняя граница предела выносливости, т.е. его нижнее доверительное значение. Построение пределов выносливости с использованием нижних доверительных значений для доверительной вероятности Р = 0,95 показывает на снижение по сравнению с зависимостью средних значений -1 от стрелки прогиба (рис.9), которое составляет для выправленных образцов со стрелками прогиба 1, 3, 4 и 5 мм 0,5%, 1,4%, 2,3% и 3,6% соответственно, что практически также незначительно.
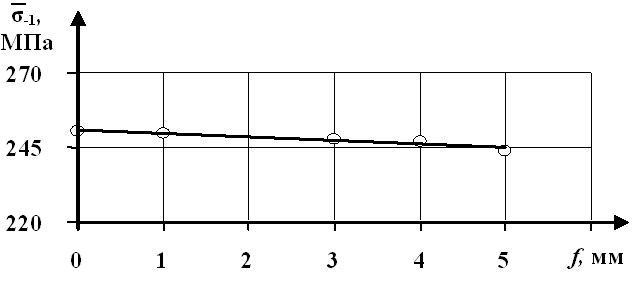 |
| Рис. 7. Зависимость пределов выносливости экспериментальных образцов от стрелки прогиба |
В области ограниченной выносливости влияние стрелки прогиба на характеристики усталости более заметное. Наклонные ветви кривых усталости для образцов с различной стрелкой прогиба имеют разный наклон, увеличивающийся при повышении стрелки прогиба.
В связи с некоторым влиянием результатов правки на характеристики сопротивления усталости проведено исследование влияния ППД упрочняющим роликом выправленных образцов на предел выносливости.
Расчет оптимальных параметров упрочнения проводился в соответствии с методикой определения рабочей нагрузки на ролик Матлина и Бабакова. Параметрами варьирования при расчете обкатывающего ролика являлись нагрузка P и профильный радиус ролика rр. В результате расчета были определены: профильный радиус ролика rр = 2,5 мм, диаметр ролика Dр = 60 мм, глубина упрочнения hs = 1,5 мм. Обкатывание проводилось расчетным усилием, обеспечивающим оптимальную глубину упрочнения.
По результатам расчета было изготовлено однороликовое обкатное приспособление (рис. 10). Усилие обкатки контролировалось по динамометру сжатия.
 |
| Рис. 8. Зависимость среднеквадратического отклонения пределов выносливости образцов от стрелки прогиба |
  |
| – среднее значение пределов выносливости |
| – нижнее доверительное значение |
| Рис. 9. Зависимость нижних доверительных значений пределов выносливости образцов от стрелки прогиба |
  |
| 1 – ролик; 2 – ось; 3 – вилка; 4 – корпус; 5 – динамометр; 6 – державка Рис. 10. Однороликовое обкатное приспособление |
Кривая усталости упрочненных поверхностно-пластическим деформированием выправленных образцов представлены на рис. 11.
 | |
| 1 – недеформированные образцы ; | |
| 2 – образцы со стрелкой прогиба 5 мм; | |
| 3 – образцы со стрелкой прогиба 5 мм, упрочненные ППД | |
| Рис. 11. Кривые усталости экспериментальных образцов | |
Установлено, что поверхностно-пластическое деформирование увеличивает среднее значение предела выносливости по отношению к среднему значению предела выносливости выправленных образцов на 10 %, а недеформированных – на 8 %.
Пятая глава посвящена разработке технологии термомеханической правки натурных судовых валов с учетом явления ползучести. Практическая неизменность усталостных характеристик контрольных и выправленных образцов указывает на целесообразность применения технологии термомеханической правки при ремонте судовых валов.
В шестой главе приведено определение экономического эффекта восстановления гребного вала правкой при ремонте. Стоимость затрат на ремонт судовых валов термомеханической правкой составляет около 18% от стоимости изготовления нового вала и равно примерно 44932 рублям (на примере гребного вала теплохода проекта 1577).
Выводы по работе
1. Разработана технология термомеханической правки натурных судовых валов с учетом явления ползучести. С целью научного обоснования технологии правки разработаны теоретические зависимости параметров правки с использованием теории ползучести – теории упрочнения. Получены экспериментальные кривые ползучести для определения коэффициентов жаропрочности при оптимальных режимах правки. Проведена правка пяти серий экспериментальных образцов с различной величиной начальной стрелки прогиба.
2. Разработана методика и проведены сравнительные усталостные испытания экспериментальных образцов, подвергнутых правке, при симметричном цикле нагружения для определения средних значений пределов выносливости и их среднеквадратических отклонений. По результатам испытаний построено шесть кривых усталости.
3. При испытаниях на изгибную выносливость установлено, что правка образцов практически не влияет на среднее значение пределов выносливости. Снижение средних значений пределов выносливости у образцов после правки составляет примерно 3%. Однако наблюдается некоторое возрастание среднеквадратических отклонений пределов выносливости с увеличением начальной стрелки прогиба.
4. Проведено изучение влияния ППД обкатывающим роликом на характеристики выносливости выправленных образцов. Установлено, что упрочнение ППД обкатывающим роликом выправленных образцов повышает среднее значение пределов выносливости на 10%, а среднеквадратическое отклонение при этом уменьшается в 5 раз.
5. Экспериментальные исследования на образцах-моделях судового вала, показывают, что разработанная технология правки не снижает изгибную выносливость, не изменяет структуру материала, а также обеспечивает последующую стабильность формы вала после правки.
6. Результаты работы внедрены на ЗАО «Судостроительно-судоремонтный завод им. Ленина» г. Астрахань при ремонте валов судовых валопроводов и баллеров рулей.
Основные положения диссертации опубликованы в работах:
1. Мамонтов В.А. Способы правки деформированных судовых валов [Текст] / В.А. Мамонтов, Н.В. Куличкин // Проблемы динамики и прочности исполнительных механизмов и машин: Материалы науч. конф. – Астрахань: Изд-во АГТУ, 2002. – С. 306-309.
2. Куличкин, Н.В. Применение теории упрочнения для восстановления работоспособности валов [Текст] / Н.В. Куличкин, Ю.В. Чеботарёв, М.В. Куличкина // Разведка и освоение нефтяных и газоконденсатных месторождений: Научные труды АстраханьНИПИгаз. – 2004. – №5. – С. 107-109.
3. Куличкин Н.В. Применение теории упрчнения для описания явления релаксации в процессе термомеханической правки судовых валов [Текст] / Н.В. Куличкин // Вестн. Астрахан. гос. техн. ун-та. - 2005. -2 (25). - С. 63-65.
4. Куличкин Н.В. Экспериментальные образцы для определения влияния термомеханической правки методом релаксации напряжений судовых валов на изгибную выносливость [Текст] / Н.В. Куличкин, Ю.В. Чеботарёв, С.С. Уксусов // Вестн. Астрахан. гос. техн. ун-та. - 2005. - №2 (25). - С. 63-65.
5. Куличкин Н.В. Экспериментальная установка для усталостных испытаний на консольный изгиб гладких образцов круглого сечения [Текст]/ Н.В. Куличкин, Ю.В. Чеботарёв, В.А. Мамонтов, Т.А. Кужахметов, Н.В. Попадин, А.Г. Тараканов // Разведка и освоение нефтяных и газоконденсатных месторождений: Научные труды АстраханьНИПИгаз. – 2005. – №6. – С. 139-140.
6. Куличкин Н.В. Оценка результатов влияния термомеханической правки на основе ползучести на изгибную выносливость круглых образцов [Текст] / Н.В. Куличкин, Ю.В. Чеботарёв // Вестн. Астрахан. гос. техн. ун-та. - 2006. -2 (25). - С. 63-65. По списку ВАК РФ
7. Куличкин Н.В. Результаты усталостных испытаний круглых образцов, подвергнутых термомеханической правке [Текст] / Н.В. Куличкин, Ю.В. Чеботарёв, В.А. Мамонтов // Технологии ремонта, восстановления и упрочнения деталей машин, механизмов, оборудования, инструмента и технологической оснастки: В 2 ч. Часть 1: Материалы 9-й Международной практической конференции: СПб.: Изд-во Политехн. Ун-та, 2007. – С. 413 – 416.
8. Куличкин Н.В. Влияние поверхностного пластического деформирования на характеристики усталости круглых образцов, подвергнутых термомеханической правке [Текст] / Н.В. Куличкин, Ю.В. Чеботарёв // Вестн. Астрахан. гос. техн. ун-та. - 2007. -2 (37). - С. 64-67. По списку ВАК РФ