

Повышение предельных возможностей штамповки тонкостенных элементов титанового трубопровода для разделения потока рабочей среды
На правах рукописи
ЗУБАРЕВ Виталий Юрьевич
ПОВЫШЕНИЕ ПРЕДЕЛЬНЫХ ВОЗМОЖНОСТЕЙ
ШТАМПОВКИ ТОНКОСТЕННЫХ ЭЛЕМЕНТОВ
ТИТАНОВОГО ТРУБОПРОВОДА ДЛЯ РАЗДЕЛЕНИЯ
ПОТОКА РАБОЧЕЙ СРЕДЫ
Специальности: 05.02.09 - Технология и машины обработки
давлением
05.16.01 - Металловедение и термическая
обработка металлов и сплавов
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Воронеж - 2012
Работа выполнена в ФГБОУ ВПО «Воронежский государственный университет инженерных технологий»
Научный руководитель доктор технических наук, профессор
Егоров Владислав Геннадьевич
Научный консультант доктор технических наук, профессор
Коломенский Александр Борисович
Официальные оппоненты: доктор технических наук, профессор
Власов Андрей Викторович
доктор технических наук, профессор
Осинцев Александр Николаевич
Ведущая организация ОАО «Национальный институт авиа-
ционных технологий» (г.Москва)
Защита состоится «15» февраля 2012 г. в 16-00 часов в конференц-зале на заседании диссертационного совета Д 212.037.04 ФГБОУ ВПО «Воронежский государственный технический университет» по адресу: 394026 г. Воронеж, Московский просп., 14.
С диссертацией можно ознакомиться в научно-технической библиотеке ФГБОУ ВПО «Воронежский государственный техни-
ческий университет»
Автореферат разослан «___» января 2012 г.
Ученый секретарь
диссертационного совета Кириллов О.Н.
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность темы. Поставленные перед отечественным авиастроением цели требуют решения ряда важнейших задач, в числе которых находятся активная разработка и ускоренное внедрение новых технологических процессов на всех этапах создания летательных аппаратов (ЛА). Одними из них являются технологические процессы изготовления элементов трубопроводов. В данной работе рассматриваются процессы штамповки элементов, предназначенных для разделения потока рабочей среды - полых деталей с отводами или тройников, а также оборудование и оснастка для их изготовления. Сочетание большого диаметра с малой массой и минимально необходимой из условия прочности толщиной стенки полых деталей значительно усложняет проблему их бездефектного формообразования эластичными средами из титановых сплавов.
В настоящее время существуют расчетные методики для определения силовых параметров штамповки эластичной средой тройников, в то же время необходимо знать предельные возможности процесса, т.е. зависимость интенсивности пластической деформации от геометрии полой детали с целью выбора соответствующего материала для последующего бездефектного формообразования.
С другой стороны, необходимо разработать способы формообразования элементов титанового трубопровода, позволяющие повысить предельные возможности формоизменения как за счет оптимальных режимов термообработки, так и рационального приложения деформирующих сил к трубной заготовке. При этом готовые трубчатые детали должны иметь ресурсные характеристики не ниже циклической долговечности титанового трубопровода в целом.
Работа выполнена в ФГБОУ ВПО «Воронежский государственный университет инженерных технологий» на кафедре «Техническая механика» в 2007-2011 гг. в соответствии с планом госбюджетной НИР № 01.200.116985 «Создание инновационных технологических процессов и оборудования для специализированных машиностроительных производств».
Целью работы является создание способов, технологических процессов, оборудования и оснастки для повышения предельных возможностей штамповки тонкостенных элементов титанового трубопровода для разделения потока рабочей среды, разработка научно
обоснованных рекомендаций для выбора материалов трубных заготовок и режимов термообработки.
Для достижения поставленной цели необходимо решить следующие задачи:
1. Уточнить модель разрушения металла в процессе штамповки элементов трубопровода типа «тройник».
2. Определить интенсивность пластической деформации при
формообразовании тройников.
3. Провести теоретическое обоснование выбора материала для формообразования тройника с заданными геометрическими параметрами.
4. Экспериментально определить предельные возможности формообразования тройников.
5. Проанализировать влияние термообработки на пластичность трубных заготовок и повторно-статическую долговечность элементов трубопровода.
6. Создать способы, повышающие предельные возможности формообразования элементов титанового трубопровода для разделения потока рабочей среды, а также оборудование и оснастку для их реализации.
7. Разработать технологии формообразования тонкостенных тройников с учетом особенностей пластического деформирования титановых сплавов при различных термомеханических режимах.
8. Определить ресурсные характеристики натурных образцов тройников.
Методы исследования. Теоретические исследования выполнены на основе метода верхней оценки. Эксперименты проводились на специализированной установке для формообразования элементов трубопровода с применением жестко-эластичного наполнителя, а также с использованием испытательного оборудования и печей для вакуумного отжига титановых сплавов.
Научная новизна работы заключается в следующих результатах:
1. Разработана модель, описывающая геометрию тонкостенного косоугольного неравнопроходного тройника как общего случая элемента трубопровода для разделения потока рабочей среды, позволяющая определить кинематику пластического формоизменения тройников, наиболее часто встречающихся в трубопроводных системах изделий машиностроения.
2. Получены расчетные формулы и построены номограммы для определения показателя предельного формоизменения материала трубных заготовок в зависимости от геометрических параметров штампуемых тройников.
3. Показано, что максимальная технологическая пластичность применительно к операциям формообразования для сварных соединений и основного металла достигается при температурах, превышающих рекомендуемые диапазоны полного отжига и приближающихся к температуре начала рекристаллизации титановых сплавов.
4. Разработаны и научно обоснованы способы формообразования тонкостенных элементов трубопровода и устройства для их осуществления, позволяющие повысить предельные возможности формоизменения за счет рационального приложения деформирующих сил к трубной заготовке и расширить номенклатуру штампуемых тройников.
5. Установлено, что максимумы циклической долговечности деформированных тонкостенных титановых конструкций могут быть получены за счет низкотемпературного отжига, по мере повышения температуры нагрева долговечность снижается.
Практическая значимость.
1. Разработан и внедрен технологический процесс формообразования тройников из титановых сплавов ВТ1-0 и ПТ-7М, применение которых позволяет повысить циклическую долговечность тонкостенных трубопроводов высокого давления.
2. Создана установка, реализующая разработанные способы повышения предельных возможностей штамповки тонкостенных элементов титанового трубопровода для разделения потока рабочей среды.
3. Установлено, что эксплуатационные напряжения, возникающие в стенках тройников, не нарушают условий прочности, что позволяет использовать их в ответственных узлах трубопроводов ЛА.
Реализация и внедрение результатов работы. Результаты работы использованы при постановке производства новых ЛА в ОАО «Воронежское акционерное самолетостроительное общество», ОАО «Корпорация «Иркут» (г.Москва) и ОАО «Авиакор-авиационный завод» (г.Самара). Экономический эффект от внедрения 573 тыс. руб. По материалам работы выпущены дополнения к производственной инструкции ПИ 685-76, технологической инструкции ТИ 5293-86.
Апробация работы. Основные положения работы прошли обсуждение на российских отраслевых и международных конференциях: IХ Международной научно-технической конференции «АВИА-2009» (Киев, 2009); международных конференциях «Актуальные проблемы прикладной математики, информатики и механики» (Воронеж, 2009, 2010); ХХХ Российской школе, посвященной 65-летию Победы (Екатеринбург, 2010); I Межотраслевой конференции «Новые технологии» (Миасс, 2010); Международной научно-практической конференции «Технологические методы повышения качества продукции в машиностроении» (Воронеж, 2010).
Публикации. По теме диссертации опубликовано 11 научных работ, в том числе 3 в изданиях, рекомендованных ВАК РФ, получено 6 патентов. В работах, опубликованных в соавторстве и приведенных в конце автореферата, лично соискателю принадлежат: [1] - интервалы низкотемпературного отжига сварных конструкций из титанового сплава ВТ1-0; [3] - построены номограммы для выбора предельного значения относительного удлинения сплавов, применяемых для штамповки тройников; [4] - установлены режимы отжига титановых сплавов на максимальную технологическую пластичность; [5] - предложена форма технологической полости при штамповке тройника с двумя отводами; [6] - предложена расчетно-экспериментальная зависимость для определения объема полостей в эластичном наполнителе; [7] - предложена геометрия вкладыша при формообразовании косоугольных тройников; [8] - экспериментально апробирован способ изготовления листовых изделий из титановых сплавов; [9] – предложена форма пуансона подпора; [10] - определена повторно-статическая долговечность образцов при испытаниях на изгиб; [11] - исследован фактор разупрочнения титановых сплавов при температурах, превышающих 550оС; [12] - апробация предложенного способа учета упрочнения; [13] - определение границ переходной зоны неравнопроходного косоугольного тройника; [14] - построение поля перемещений в основной трубе тройника; [15] - определены факторы, повышающие равномерность пластического формообразования полых деталей с отводами; [16] - определение работы пластической деформации в зонах формуемого тройника; [17] - получена итоговая формула для оценки предельных возможностей штамповки неравнопроходного прямоугольного тройника.
Структура и объем работы. Диссертация состоит из введения, пяти глав, общих выводов, списка литературы из 93 наименований и 3 приложений. Основная часть работы изложена на 199 страницах и содержит 74 рисунка и 4 таблицы.
ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ
Во введении обоснована актуальность темы, сформулированы цель и задачи исследования, изложены основные положения, выносимые на защиту, раскрыты научная и практическая значимость работы, методы исследований, уровень обсуждения материалов исследований, структура работы.
Первая глава посвящена анализу литературных источников ведущих отечественных и зарубежных ученых по теме диссертации. Показано, что в настоящее время в заготовительно-штамповочном производстве изготовление полых деталей с отводами (тройников) осуществляется в основном следующими способами: отбортовкой овального отверстия, выполненного в стенке заготовки; гидромеханической штамповкой трубной заготовки; штамповкой с применением давления эластичного наполнителя.
Значительное утонение стенки отвода (до 30%), его ограниченная высота, а также применение нагрева сдерживают внедрение способов формовки отбортовкой при изготовлении титановых тройников. Установлено, что процесс штамповки тройников эластичной средой является наиболее оптимальным.
Исследования отечественных и зарубежных ученых посвящены в основном определению энергосиловых параметров процесса штамповки тройников, а также условиям возникновения складок (гофров) и шейкообразования. В то же время ряд задач, поставленных в работе, несмотря на актуальность, не получили требуемого уровня исследований.
Из анализа состояния проблемы были сформулированы задачи исследования. Во второй и последующих главах рассмотрены пути и методы решения поставленных задач.
Вторая глава посвящена решению задачи оценки предельных возможностей штамповки тонкостенных элементов титанового трубопровода для разделения потока рабочей среды.
Для оценки возможности разрушения в зонах пластической деформации тройника в конечный момент формообразования была использована зависимость, предложенная В.И. Ершовым,
еи= еипр (2,5 - 2,0D + 0,5D2), (1)
где еи - интенсивность деформаций; еипр - предельная интенсив-ность деформаций в момент разрушения при одноосном растяжении (еипр=1n(1+), где - остаточная относительная деформация после разрыва при одноосном растяжении); D - коэффициент жесткости схемы напряженного состояния по Г.А. Смирнову-Аляеву.
Для определения предельных возможностей процесса формообразования тройника была использована зависимость для определения средней интенсивности деформаций
![]() (2)
(2)
где ет, ![]() - средняя интенсивность деформаций на входе и выходе зоны пластической деформации;
- средняя интенсивность деформаций на входе и выходе зоны пластической деформации; ![]() - объем материала, вышедшего из пластической зоны за время
- объем материала, вышедшего из пластической зоны за время ![]() ;
; ![]() - работа пластической деформации;
- работа пластической деформации; ![]() - сопротивление деформации неупрочняющегося материала (
- сопротивление деформации неупрочняющегося материала (![]() , где k - предел текучести при сдвиге).
, где k - предел текучести при сдвиге).
Для определения ет в соответствии с (2) в объеме тройника было выделено 5 зон (рисунок). Наиболее опасной с точки зрения разрушения является зона П, а интенсивность деформации достигает наибольшего значения на выходе из пластической области на
границе между зонами I и П, т.е.
е1,2 = е2,3 + е2, (3)
где е2,3 - интенсивность деформации на границе между зонами II и Ш;
е2 - приращение интенсивности деформации при прохождении металлом зоны II.
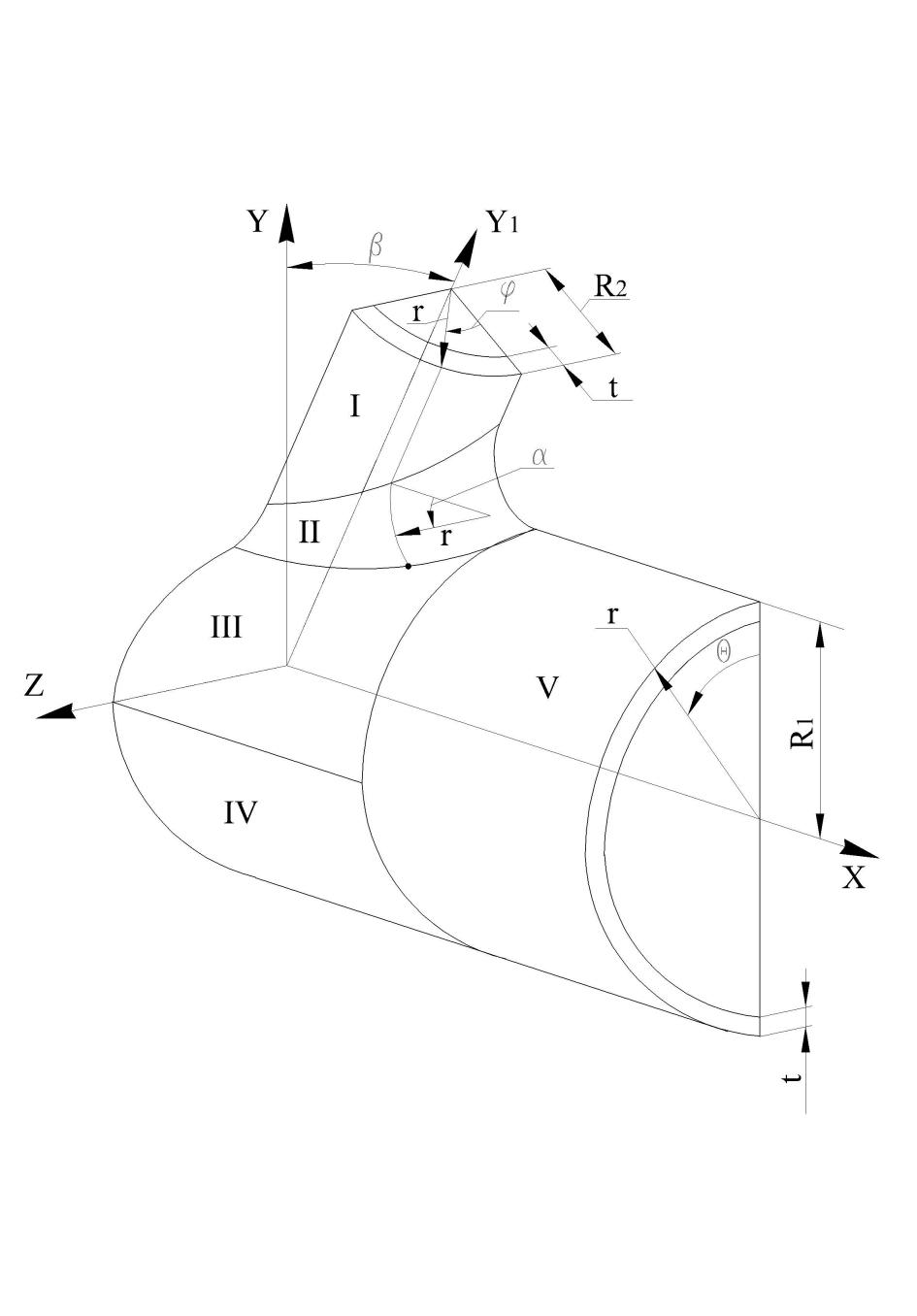
Рисунок. Зоны пластического течения в неравнопроходном
косоугольном тройнике
При моделировании течения металла в работе рассмотрен наиболее общий случай - формообразование неравнопроходного косоугольного тройника. Были получены зависимости для определения границ выделенных зон в тройнике, построены поля перемещений частиц металла при прохождении зон прямоугольного тройника при = 0 (где - угол наклона отвода), удовлетворяющие краевым условиям и условию несжимаемости.
После вычисления работы пластической деформации для каждой из зон, определения величины их объемов и подстановки результатов в (2) - (3) получена зависимость для средней интенсивности деформации на выходе из пластической зоны. Для оценки
предельных возможностей процесса формообразования неравно-проходного прямоугольного тройника на основании зависимостей (1), (3) выполнены численные расчеты (при D=0,65). Из результатов расчетов следует, что:
1. Тройники, обладающие большими коэффициентами разнопроходности, должны штамповаться из более пластичных сплавов во избежание разрушения отвода в конечный момент формообразования.
2. С ростом радиуса переходной зоны тройника требуемая остаточная относительная деформация после разрыва уменьшается.
3. Формообразование тройников из малопластичных сплавов с ростом относительной толщины стенки становится затруднительным из-за стесненных условий деформирования в переходной зоне.
4. Для качественной формовки тройников с ![]() и
и ![]() могут быть применены известные сплавы высокой пластичности (например, ВТ1-0). Сплавы средней и малой пластичности (ПТ-7М, ОТ4-0, ОТ4-1) могут быть использованы для формообразования тройников при условии предварительной и промежуточной термообработки с целью увеличения показателя остаточной относительной деформации после разрыва.
могут быть применены известные сплавы высокой пластичности (например, ВТ1-0). Сплавы средней и малой пластичности (ПТ-7М, ОТ4-0, ОТ4-1) могут быть использованы для формообразования тройников при условии предварительной и промежуточной термообработки с целью увеличения показателя остаточной относительной деформации после разрыва.
В третьей главе диссертации представлены результаты экспериментальных исследований предельных возможностей формообразования тонкостенных титановых тройников из трубных заготовок. В комплект технологической оснастки для формообразования тройников входили: контейнер, набор разъемных матриц и соответствующих жестко-эластичных наполнителей, пуансоны осевого сжатия, пуансоны подпора отвода, пуансоны для отбортовки отверстия в отводе.
Для проведения экспериментальных исследований на первом этапе использовались сваренные автоматической сваркой из листа трубы из малопластичных сплавов: ОТ4-0, ОТ4-1 по ГОСТ 19807-91. Диаметр трубной заготовки составлял от 50 до 80 мм, диаметр
отвода - от 42 до 80 мм, толщина стенки - от 0,8 до 1,0 мм, радиус переходной зоны rо= 10 мм.
Для формообразования тройников с меньшим коэффициентом разнопроходности ![]() были взяты трубные заготовки из менее пластичного сплава ОТ4-1 (=15%), а для формообразования тройников с большим коэффициентом разнопроходности
были взяты трубные заготовки из менее пластичного сплава ОТ4-1 (=15%), а для формообразования тройников с большим коэффициентом разнопроходности ![]() - из более пластичного сплава ОТ4-0 (=20%). Такой выбор был обусловлен рекомендациями, сформулированными в главе 2.
- из более пластичного сплава ОТ4-0 (=20%). Такой выбор был обусловлен рекомендациями, сформулированными в главе 2.
Однако все тройники разрушились, причем показатель у материала трубных заготовок оказался выше расчетных значений на величину от 1 до 17 %. То есть разрушение наблюдалось у тройников, для изготовления которых были выбраны материалы, более пластичные, чем рекомендованные. И хотя, например тройники из номенклатуры изделия АН-148 должны быть отштампованы из сплава ПТ-7М средней пластичности ( = 22%), необходимо принять дополнительные меры по повышению предельных возможностей формообразования с целью выхода параметров технологических процессов из опасной зоны разрушения.
В работе проанализировано влияние температуры отжига на технологическую пластичность трубных заготовок из титановых сплавов. Установлено, что заметное повышение пластичности как сварных соединений, так и основного металла вызывает отжиг при температурах, превышающих диапазоны полного отжига и близких к температурам начала рекристаллизации; эти значения для сплавов ВТ1-0, ПТ-7М, ОТ4 составляют 600, 670 и 760оС соответственно. Только при данных температурах наиболее полно снимается нагартовка в зоне термического влияния сварных соединений и в листах. Известные режимы полного отжига, обеспечивающие полное снятие остаточных напряжений, не дают полного восстановления пластических свойств металла.
Установлено, что отжиг на максимальную технологическую пластичность позволяет повысить показатель для сплава ВТ1-0 с 30 до 35%, а для сплава ПТ-7М - с 22 до 28%.
Превышение рекомендованных температур отжига, соответствующих максимальной технологической пластичности титановых сплавов, приводит к резкому падению показателей условного предела текучести 0,2 и временного сопротивления разрыву B, что может отрицательно отразиться впоследствии на эксплуатационных характеристиках отштампованных деталей.
В работе установлено, что максимальные значения временного сопротивления разрыву B и особенно условного предела текучести 0,2 соответствуют температурам отжига 350…450оС для сплавов ВТ1-0 и ПТ-7М. Поэтому после заключительной операции формообразования тройники из данных сплавов необходимо отжигать при указанных температурах для достижения максимальных значений 0,2 и B у полых деталей с отводами перед сборкой в трассу трубопровода.
В четвертой главе диссертации разработаны технологические приемы и способы повышения предельных возможностей формоизменения титановых тройников за счет рационального приложения деформирующих сил к трубной заготовке в ходе ее торцевой осадки с одновременным приложением внутреннего давления наполнителя.
Для повышения предельных возможностей формообразования косоугольных титановых тройников за счет создания благоприятной схемы напряженно-деформированного состояния в отводе служит разработанный при участии автора способ. Применение разработанного способа позволяет организовать подпор формуемого косоугольного отвода таким образом, чтобы пластическое течение металла в ходе процесса формообразования было симметричным относительно плоскости, проходящей через оси трубной заготовки и отвода. При этом пуансон подпора должен быть выполнен в виде цилиндра со сферической поверхностью на торце и контактирующего с ним по этой поверхности вкладыша в виде сферического сегмента с высотой, превышающие радиус формуемого отвода.
Для повышения равномерности пластической деформации за счет проведения процесса формования с направленным перемещением материала трубной заготовки в пластическую зону (отвод) кратчайшим путем и удалением избыточных объемов наполнителя автором разработаны способы формообразования полых деталей, реализующие указанные результаты. Кроме того, способы расширяют технологические возможности за счет возможности формообразования тройников с несколькими отводами с увеличенной высотой, в том числе и в плоскости, перпендикулярной продольной оси трубы.
Штамповка равно- и неравнопроходных особотонкостенных титановых тройников осуществлялась на специально разработанной установке для формообразования элементов трубной арматуры. Установка представляет собой навеску на универсальный гидропресс типа PYE-160 и предназначена для формообразования тройников, крутоизогнутых и ступенчатых патрубков, а также переходников диаметром от 32 до 160 мм. Отличительной чертой разработанной установки является возможность задания кинематики для каждого из гидроцилиндров по ходу процесса деформирования трубной заготовки, что позволяет в полной мере реализовать разработанные способы и приемы по повышению предельных возможностей штамповки титановых тройников из трубных заготовок.
В пятой главе раскрыты пути повышения эксплуатационных показателей отштампованных полых деталей с отводами из титановых сплавов, определены ресурсные характеристики натурных узлов трубопровода с тройниками, изучен характер распределения напряжений в стенках трубчатых деталей при нагружении пульсирующим внутренним давлением.
Трубопроводы воздушных систем (СКВ, ПОС), топливной системы подвергаются при работе нагрузкам: переменное (пульсирующее) внутреннее давление; вибрационные нагрузки. Для изучения влияния степени деформации и последующего отжига на повторно-статическую долговечность изготавливали образцы из изучаемых сплавов ВТ1-0, ПТ-7М. Повторно-статические испытания на растяжение листовых образцов с частотой 0,7 Гц и коэффициентом асимметрии цикла R = 0,1 проводили на модернизированных установках УММ-10 и Р-10. Полученные данные свидетельствуют о том, что низкотемпературный отжиг в наибольшей мере восстанавливает повторно-статическую выносливость деформированных сварных соединений из титановых сплавов.
Для оценки качества были проведены испытания по определению циклической долговечности титановых тройников ускоренным методом, пульсирующим внутренним давлением. Узлы трубопровода испытывались на специальных стендах пульсирующим внутренним давлением от Pmin = 0 до Pmax = Рраб. (где Рраб. - давление при испытании) на двух уровнях окружных напряжений: t1 = 0,50,2 (где 0,2 - предел текучести материала труб) и t2 = 0,70,2. База испытаний: при Рраб.1 (t1 = 0,50,2) N = 170000 циклов, что соответствует ресурсу планера в 30000 летных часов. Если трубы не разрушались, то давление увеличивалось до Рраб.2 (t2 = 0,70,2) испытания велись до разрушения узлов.
Тройники 70 х 63 х 1,0 мм (сплав ВТ1-0) из прямошовных трубных заготовок разрушались по линии сплавления продольного сварного шва, выдержав от 252000 до 308000 циклов. Тройники из цельнотянутой трубы 80 х 80 х 0,8 мм (сплав ПТ-7М) разрушались в районе переходной зоны от основной трубы к отводу, простояв при испытаниях от 269000 до 348000 циклов.
В элементах титанового трубопровода, испытываемых пульсирующим давлением, производилось тензометрирование для определения напряжений в зонах тройника при различных уровнях внутреннего давления. Из полученных результатов следует, что возникающие максимальные напряжения в стенках титановых тройников не нарушают условий прочности при растяжении и сдвиге.
ОСНОВНЫЕ РЕЗУЛЬТАТЫ И ВЫВОДЫ
1. Разработанная модель разрушения металла в процессе большой пластической деформации апробирована при анализе предельных возможностей формообразования тройников в разъемных матрицах из трубных заготовок с применением внутреннего давления эластичного наполнителя, являющегося стационарным процессом с установившимся режимом пластического течения. Предлагаемая модель может быть использована в дальнейшем при анализе таких нестационарных процессов формоизменения элементов трубопровода, как штамповка облегченных фланцев, сильфонов, переходников, гибка раздачей патрубков.
2. Выведенная зависимость для определения интенсивности деформации на выходе из пластической зоны в явном виде отражает влияние геометрических параметров тройника (толщины стенки, коэффициента разнопроходности, радиуса переходной зоны) на предельные возможности процесса. Полученные теоретические значения относительного удлинения при разрыве применяемых титановых сплавов должны быть увеличены на 117% для выхода параметров технологических процессов формообразования тройников из зоны разрушения.
3. Для повышения технологической пластичности применяемых титановых сплавов необходимо проводить отжиг трубных заготовок и полуфабрикатов тройников при температурах, превышающих рекомендуемые диапазоны полного отжига и близких к температурам начала рекристаллизации (для сплавов ВТ1-0, ПТ7-М - 600оС, 670оС соответственно).
Превышение рекомендованных температур отжига, соответствующих максимальной технологической пластичности титановых сплавов, приводит к резкому падению показателей условного предела текучести 0,2 и временного сопротивления разрыву в, что может отрицательно отразиться впоследствии на эксплуатационных характеристиках отштампованных деталей.
4. Повышению предельных возможностей при формообразовании титановых тройников методом торцевой осадки трубной заготовки с одновременным приложением внутреннего давления наполнителя способствуют следующие разработанные способы и приемы по созданию благоприятной схемы напряженно-деформированного состояния:
а) ограничение окружных деформаций при штамповке отвода тройника на втором переходе за счет специальной формы пуансона подпора;
б) корректировка формы технологических скосов на торцах трубной заготовки перед вторым переходом вытяжки отвода;
в) направленное перемещение материала трубной заготовки непосредственно в зону отвода при одновременной компенсации давления эластичного наполнителя;
г) организация подпора формуемого отвода с симметричным течением металла относительно плоскости, проходящей через оси трубной заготовки и отвода.
5. Отформованные титановые тройники с использованием предложенных способов обладают минимальной разнотолщинностью. Максимальные утолщения и утонения стенки тройников составили соответственно 14% и 18%.
6. Разработанные способы формообразования полых деталей с отводами позволяют расширить технологические возможности штамповки за счет получения нескольких отводов на особотонкостенной трубной заготовке, в том числе и в плоскости, перпендикулярной продольной оси трубы.
7. Спроектированная и изготовленная установка для формообразования элементов трубной арматуры в полной мере реализует разработанные способы по повышению предельных возможностей штамповки титановых тройников из трубных заготовок.
8. Узлы титанового трубопровода с тройниками из сплавов ВТ1-0 и ПТ-7М, отштампованными с использованием разработанных технологических рекомендаций, имеют циклическую долговечность, превышающую в 1,5 2 раза ресурс планера ЛА в 30000 летных часов.
9. Оптимальными температурами отжига, при которых обеспечивается наибольшая повторно-статическая выносливость тройников из титановых сплавов являются:
для сплава ВТ1-0 - 350о С;
для сплава ПТ-7М - 450550о С.
Данные температуры могут быть рекомендованы для термообработки тройников после установки их в трассу трубопровода.
10. Выбранные соотношения между геометрическими параметрами титановых тройников являются оптимальными не только с точки зрения повышения предельных возможностей их формообразования, но и увеличения их эксплуатационной надежности, так как возникающие максимальные эксплуатационные напряжения не нарушают условий прочности при растяжении и сдвиге.
11. Разработанные способы, технологии, оборудование и оснастка внедрены в производство при постановке новых изделий авиационной техники в ОАО «Воронежское акционерное самолетостроительное общество», ОАО «Корпорация «Иркут» (г.Москва) и ОАО «Авиакор-авиационный завод» (г.Самара) с суммарным экономическим эффектом 573 тыс. руб. По материалам работы выпущены дополнения к производственной инструкции ПИ 685-76, технологической инструкции ТИ 5293-86.
Основные результаты диссертации опубликованы в следующих работах:
Публикации в изданиях, рекомендованных ВАК РФ
1. Зубарев В.Ю. Низкотемпературный отжиг сварных конструкций из титановых сплавов / В.Ю. Зубарев, А.Б. Коломенский, Н.А. Ночовная // Авиационные материалы и технологии: науч.-техн. сб. - М.: ФГУП ВИАМ. - 2007. - Т.1. - С. 44-47.
2. Зубарев В.Ю. Штамповка титановых тройников в разъемных матрицах из особотонкостенных трубных заготовок / В.Ю. Зубарев // Авиационная промышленность. - 2010. - № 4. - С. 24-30.
3. Егоров В.Г. Оценка предельных возможностей формообразования тройников из трубных заготовок в разъемных матрицах / В.Г. Егоров, О.Ю. Давыдов, В.Ю. Зубарев // Заготовительные производства в машиностроении. - 2011. - № 1.- С. 18-21.
Патенты на изобретение
4. Патент 2345874 РФ, МПК В23К 20/14, 20/26. Устройство для диффузионной сварки тонкостенных слоистых конструкций / М.Н. Шушпанов, В.Ю. Зубарев и др. - Заявл. 25.12.06. - Опубл. 10.02.09. - Бюл. №4.
5. Патент 2391165 РФ, МПК В21С 37/28. Способ формообразования полых деталей с отводами / В.В. Голуб, В.Г. Егоров, В.Ю. Зубарев, П.Д. Чудаков.- Заявл.20.01.09.- Опубл.10.06.10.- Бюл. № 16.
6. Патент 2378070 РФ, МПК В21С 37/29. Способ формообразования полых деталей с отводами / В.В. Голуб, О.Ю. Давыдов, В.Г. Егоров, В.Ю. Зубарев. - Заявл.11.02.09. - Опубл.10.01.10. - Бюл. № 1.
7. Патент 2392077 РФ, МПК В21С 37/29. Способ формообразования полых деталей с косоугольными отводами / В.В. Голуб, В.Г. Егоров, А.О. Давыдов, В.Ю. Зубарев. - Заявл. 17.06.09. - Опубл. 20.06.10. - Бюл. № 17.
8. Патент 2410224 РФ, МПК С22F 1/18, В23К 103/14. Способ изготовления сварных листовых изделий из титановых сплавов /А.Б. Коломенский, В.Ю. Зубарев, А.В. Ткачев, М.Н. Шушпанов. - Заявл. 01.04.09. - Опубл. 27.01.11. - Бюл. № 3.
9. Патент 2422226 РФ, МПК В21С 37/29, B21D 22/10. Устройство для штамповки тройников из трубных заготовок / В.В.Голуб, В.Г.Егоров, О.Ю.Давыдов, В.Ю Зубарев. – Заявл. 01.12.09. – Опубл. 27.06.11. – Бюл. N 18.
Статьи и материалы конференций
10. Зубарев В.Ю. Влияние режимов отжига на стойкость к замедленному разрушению и циклическую долговечность металла ЗТВ титанового сплава ОТ4 / В.Ю. Зубарев, Б.А. Коломенский // Сварка и родственные технологии в машиностроении и электронике: межвуз. сб. науч. тр. - Воронеж: ВГТУ. - 2007. - С. 8-13.
11. Зубарев В.Ю. К вопросу о низкотемпературном отжиге сварных титановых соединений / В.Ю. Зубарев, А.Б. Коломенский, Б.А. Коломенский // Сварка и родственные технологии в машиностроении и электронике: межвуз. сб. науч. тр. - Воронеж: ВГТУ. - 2008. - С. 86-92.
12. Моделирование упрочнения при формообразовании элементов трубопровода летательных аппаратов / О.Ю. Давыдов, В.Г. Егоров, В.Ю. Зубарев, А.И. Кочегаров // Авиа -2009: материалы IХ Междунар. науч.-техн. конф. - Киев: НАУ, - 2009. - т. 1. - С 491-493.
13. Егоров В.Г. Определение зон пластического течения при штамповке неравнопроходного косоугольного тройника / В.Г. Егоров, О.Ю. Давыдов, В.Ю. Зубарев // Актуальные проблемы прикладной математики, информатики и механики: сб. тр. Междунар. конф. Воронеж: ВГУ. - 2009. – ч.1.С. 145-149.
14. Давыдов О.Ю. Моделирование кинематики пластического течения при формообразовании тройников / О.Ю. Давыдов, В.Г. Егоров, В.Ю. Зубарев // Актуальные проблемы прикладной математики, информатики и механики: сб. тр. Междунар. конф. - Воронеж: ВГУ. - 2010. - С. 132-134.
15. Повышение равномерности пластического формообразования полых деталей с отводами / В.Г. Егоров, М.В. Ганеев, В.Ю. Зубарев, П.Д. Чудаков // Технологические методы повышения качества продукции в машиностроении: сб. тр. Междунар. науч.-практ. конф. - Воронеж: ВГТУ. - 2010. - С. 154-158.
16. Давыдов О.Ю. Определение интенсивности деформации при штамповке тройников из трубных заготовок / О.Ю. Давыдов, В.Г. Егоров, В.Ю. Зубарев // Наука и технология: краткие сообщения ХХХ Российской школы, посвященное 65-летию Победы. - Екатеринбург: УРО РАН. - 2010. - Т. 1. - С. 173-175.
17. Давыдов О.Ю. Оценка предельных возможностей штамповки неравнопроходного прямоугольного тройника / О.Ю. Давыдов, В.Г. Егоров, В.Ю. Зубарев // Новые технологии: труды I межотраслевой конф.- М.: РАН, 2010.- С.50-52.
Подписано в печать 26.12.2011 г.
Формат 60х84/16. Бумага для множительных аппаратов.
Усл. печ. л. 1,0. Тираж 90 экз. Заказ №_____
ФГБОУ ВПО «Воронежский государственный технический университет»
394026 Воронеж, Московский просп., 14