

Исследование и разработка технологических процессов изготовления деталей с учетом взаимного влияния формируемых показателей качества
УДК 621.7.01
На правах рукописи
МАРЕЦКАЯ Виктория Викторовна
ИССЛЕДОВАНИЕ И РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
С УЧЕТОМ ВЗАИМНОГО ВЛИЯНИЯ
ФОРМИРУЕМЫХ ПОКАЗАТЕЛЕЙ КАЧЕСТВА
Специальность: 05.02.08 – Технология машиностроения
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Москва – 2008
Работа выполнена в Московском государственном техническом университете имени Н.Э. Баумана
Научный руководитель: доктор технических наук, профессор
Васильев Александр Сергеевич
Официальные оппоненты: доктор технических наук, профессор
Барзов Александр Александрович
кандидат технических наук, доцент
Маликов Андрей Андреевич
Ведущее предприятие: ОАО «НПО «Сатурн», г. Рыбинск
Защита состоится « 29 » октября 2008 г. на заседании диссертационного совета Д 212.141.06 при Московском государственном техническом университете им. Н.Э.Баумана по адресу: 105005, Москва, 2-я Бауманская ул., д.5.
Ваш отзыв на автореферат в 1 экземпляре, заверенный печатью организации, просим высылать по указанному адресу.
С диссертацией можно ознакомиться в библиотеке МГТУ им. Н.Э. Баумана.
Телефон для справок: (499) 267-09-63.
Автореферат разослан «_25_»_сентября_2008 г.
Ученый секретарь
диссертационного совета
д.т.н., доцент

Михайлов В.П.
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
В диссертационной работе рассмотрены вопросы, связанные с обеспечением качества деталей машин технологическими методами с учетом наследования и взаимного влияния формируемых показателей качества.
Актуальность работы. Комплексный подход к технологическому обеспечению работоспособности ответственных деталей основан на оценке показателей качества (ПК) деталей в зависимости от технологических факторов и прогнозировании эксплуатационных свойств (ЭС) деталей в зависимости от их показателей качества. ЭС исполнительных поверхностей деталей, такие как износостойкость, контактная жесткость, коррозионная стойкость и пр., обеспечиваются показателями геометрической формы, качества поверхностного слоя, объемных свойств деталей и др.
В производственной практике проектирование технологических процессов (ТП) изготовления деталей с заданными ПК основано, как правило, на общетехнологических принципах, например, последовательного повышения точности и снижения шероховатости поверхностей деталей. Для эффективной реализации ТП и получения требуемых ПК необходима существенная корректировка ТП в производственных условиях, особенно при изготовлении прецизионных деталей (имеющих допуски показателей в несколько микрометров или долей микрометров).
Предусмотреть формирование необходимых ПК целесообразно уже на этапе технологической подготовки производства (ТПП). Высокие требования к качеству деталей машин приводят к увеличению роли наследственных факторов при формировании ПК. При обеспечении качества прецизионных деталей каждую погрешность следует рассматривать состоящей их двух частей: первая характерна для текущего процесса обработки, вторая имеет наследственную природу, т.е. определяется предшествующими процессами. Вторая составляющая погрешности устойчива и с трудом поддается как ликвидации, так и уменьшению.
Необходимо также учитывать взаимное влияние ПК, т.е. изменения одного показателя в зависимости от другого и изменения второго ПК в зависимости от первого, проявляющиеся на одном и том же переходе. В настоящее время этому явлению уделяется мало внимания, хотя признано, что такое влияние может существенно сказаться на получаемых значениях ПК при изготовлении прецизионных деталей.
Особую сложность представляет разработка ТП изготовления деталей типа тел вращения, рабочая периферийная поверхность которых ограничена сложным фасонным профилем. В этом случае составляющие силы резания, параметры режима обработки, а следовательно, и величины ПК могут меняться вдоль профиля. В настоящей работе в качестве представителей рассматриваемой группы деталей выбраны формовочные валки трубоэлектросварочных станов (ТЭС). Такой выбор оправдан тем, что формовочные валки обладают всеми присущими данной группе деталей элементами и к ним предъявляются жесткие технические требования, особенно к показателям, обеспечивающим качество исполнительных поверхностей валков: отклонениям формы профиля фасонной поверхности, шероховатости, остаточным напряжениям и микротвердости. Объемная закалка заготовок валков вызывает существенные деформации заготовки, что предопределяет большие (до 2 мм) припуски на чистовую обработку. ПК валков формируются в основном на заключительной стадии обработки. Предпочтительным является ТП, включающий токарную обработку на станках с ЧПУ с применением инструмента из сверхтвердого материала и последующую отделочно-упрочняющую обработку алмазным выглаживанием. Этот вариант позволяет получить необходимые размерную точность, шероховатость и физико-механические показатели валка.
Обеспечение качества прецизионных деталей связано с решением актуальной научной задачи направленного формирования ПК. Такое формирование подразумевает возможность при заданных значениях ПК готовой детали, известных значениях ПК исходной заготовки с учетом информации о механизмах их трансформации при обработке разработать эффективный ТП и предусмотреть формирование требуемых показателей. Сказанное делает тему представленной диссертационной работы актуальной.
Объектом исследования в данной работе является процесс формирования проектных технологических решений уровня маршрутно-операционной технологии изготовления деталей.
Цель работы: обеспечение качества деталей типа тел вращения, имеющих фасонные поверхности, технологическими методами с учетом взаимного влияния формируемых ПК на этапе ТПП.
Задачи исследования:
1. Исследовать функциональные связи между ПК, отражающие явления наследования и взаимного влияния в процессе обработки деталей типа тел вращения, имеющих фасонную поверхность. Разработать структурную модель процесса формирования ПК при обработке деталей указанного типа.
2. Разработать математическую модель процесса формирования ПК при обработке деталей типа тел вращения, имеющих фасонную поверхность.
3. Разработать компьютерную модель и пакет программ для расчета ПК при обработке деталей вышеуказанного типа.
4. Предложить методику проектирования ТП с учетом взаимного влияния формируемых ПК.
Методы исследования. Теоретические задачи решены с применением научных основ технологии машиностроения, в частности, теоретических положений направленного формирования ПК, классических положений теорий сопротивления материалов и теоретической механики, а также теории системного анализа. Экспериментальные исследования проведены в лаборатории кафедры «Технология машиностроения» МГТУ им. Н.Э. Баумана. При обработке данных использованы методы математической статистики, задействованы программы Microsoft Excel, MathCad. Разработка компьютерной модели проведена на базе программного комплекса «Моделирование В Технических Устройствах» («МВТУ»).
Научная новизна работы заключается в выявлении закономерностей формирования ПК поверхностного слоя детали при алмазном выглаживании с учетом взаимного влияния формируемых показателей.
На защиту выносятся:
1) результаты экспериментальных исследований по определению влияния исходной микротвердости на шероховатость, получаемую после точения и алмазного выглаживания заготовок;
2) структурная, математическая и компьютерная модели процесса формирования ПК для деталей типа тел вращения, имеющих фасонную поверхность.
Практическую ценность работы определяют:
1) пакет программ, позволяющий для деталей типа тел вращения, имеющих фасонную поверхность, определять, с одной стороны, ПК при заданных параметрах технологической системы, с другой стороны, параметры технологической системы, обеспечивающие требуемые ПК;
2) методика проектирования ТП с учетом взаимного влияния формируемых ПК, включающая в себя трехуровневое моделирование процесса формирования ПК, подразумевающее разработку структурной, математической и компьютерной моделей процесса.
Реализация результатов работы. Основные результаты работы приняты к внедрению на ОАО «НПО «Сатурн», г. Рыбинск Ярославской области, что подтверждено соответствующим актом.
Апробация работы. Представленная работа выполнялась в рамках гранта для поддержки научно-исследовательских работ аспирантов вузов Федерального агентства по образованию 2004 г. № А04–3.18–58 «Исследование и разработка технологических процессов изготовления деталей с учетом взаимного влияния формируемых показателей качества». Результаты работы представлялись и обсуждались на научных семинарах кафедры «Технология машиностроения» МГТУ им. Н.Э. Баумана в 2003 – 2007 г. и на 6-м Международном научно-техническом семинаре «Современные проблемы подготовки производства, заготовительного производства, обработки и сборки в машиностроении и приборостроении», Свалява, 2006 г.
Публикации. По материалам диссертации опубликовано 4 работы, в том числе 3 публикации в изданиях, утвержденных ВАК.
Структура и объем работы. Диссертационная работа состоит из введения, пяти глав, общих выводов, списка литературы и приложения. Работа содержит 161 страницу текста, включая 13 таблиц, 52 рисунка, список литературы из 86 наименований и приложение на 18 страницах.
ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ
Во введении отмечена актуальность проблемы обеспечения качества деталей типа тел вращения, имеющих фасонную поверхность, с учетом технологического наследования и взаимного влияния формируемых ПК. Изложены методологические основы диссертационной работы. Даны общие характеристики результатов исследования и их практическая ценность. Представлены основные защищаемые положения.
Первая глава посвящена анализу способов технологического обеспечения заданных ПК при изготовлении деталей машин с целью создания требуемых ЭС, а также возможностей моделирования и автоматизации проектирования ТП изготовления деталей. Как показал анализ, в настоящее время существует большое число различных исследований, раскрывающих механизмы формирования отдельных элементов ТП, влияния отдельных факторов или операций. Особое внимание уделяется проблеме обеспечения качества поверхностного слоя.
Существуют исследования о степени влияния ПК на ЭС деталей машин. Рекомендации по регулированию ЭС показателями качества, контролю их формирования в производственных условиях даны в работах Э.В. Рыжова, А.Г. Суслова, А.А. Маталина, А.М. Дальского, В.Ф. Безъязычного, П.И. Ящерицына, Б.М. Базрова, М.Л. Хейфеца, В.П. Федорова, А.А. Барзова, А.С. Васильева, А.И. Кондакова, М.С. Камсюка и др.
Знание процессов формирования ПК, обеспечение необходимых условий их протекания позволяет обеспечить направленное формирование ПК деталей, в особенности прецизионных, т.е. комплекс активных технологических мероприятий, проводимых при ТПП и в производстве, обеспечивающих формирование комплекса значений заданных ПК.
Направленное формирование ПК основано как на фундаментальных и наиболее общих закономерностях технологии машиностроения, так и на теории технологического наследования и взаимного влияния ПК при условии совершенствования экспериментальной базы, накопления информационных баз данных и моделей.
Существующие исследования в данной области разрознены, в целом формирование ПК в ходе ТП изготовления какой-либо детали не рассматривается. Большая часть исследований посвящена механизмам формирования отдельных ПК на определенных этапах ТП изготовления деталей. Таким образом, целесообразно объединение исследований для комплексного изучения процессов формирования и трансформации ПК по ходу ТП изготовления деталей. Выявление и анализ механизмов возникновения наследования и взаимного влияния позволят определить способы управления ими. Необходима разработка методики проектирования ТП изготовления деталей с учетом явлений технологического наследования и взаимного влияния, которая уже на стадии ТПП позволит обеспечить
формирование комплекса взаимосвязанных ПК и требуемые ЭС.
Обоснована необходимость автоматизированного моделирования, которое позволит проследить трансформацию ПК по ходу ТП, определить значения показателей при заданных параметрах технологической системы или выбрать значения параметров для получения требуемых значений ПК.
Моделирование процесса трансформации ПК дает возможность исследовать влияние большого числа факторов, участвующих в их формировании; анализировать влияние последовательностей технологических методов на значение формируемых ПК; определить, с одной стороны, значения ПК при определенных параметрах технологической системы, с другой – диапазоны значений параметров технологической системы (режимов обработки, параметров средств технологического оснащения), обеспечивающие получение требуемых значений ПК.
На основе анализа сформулированы цель диссертационной работы и основные задачи исследования.
Во второй главе рассмотрены основные принципы направленного формирования ПК, представлен математический аппарат описания их трансформации. Предложен вариант моделирования процесса формирования ПК.
Последовательность этапов ТП, состав и используемые технологические методы определяют технологическую предысторию детали. Предыстория, в свою очередь, определяет множество формируемых ПК детали. Знание закономерностей их формирования, принципы технологического наследования и взаимного влияния ПК позволяют снизить роль случайных факторов и их сочетаний при обеспечении заданных показателей.
Для описания изменения и сохранения значений ПК разработан математический аппарат, в котором множество показателей может быть представлено в виде:
![]() ,
,
где [Ki]j, [Ki](j-1) – множества значений ПК, характеризующих состояние заготовки после выполнения технологических переходов j и (j–1); i = 1, …, n, где n – число показателей качества; [mi]j – множество коэффициентов оперативного наследования, определяющих изменение ПК заготовки вследствие прямого технологического воздействия на j-м переходе, [kil]j – множество коэффициентов, характеризующих взаимное влияние ПК, формируемых на предыдущих этапах ТП, 1 l (j–1).
Процесс формирования ПК рассмотрен с позиций системного анализа. Моделирование процесса целесообразно проводить в три этапа. На первом этапе создают структурную модель процесса формирования ПК, представляемую в виде графа. Наибольшую наглядность дает граф, описывающий изменение каждого ПК детали по ходу ТП, он позволяет проследить причинно-следственные связи при формировании показателей.
Для валка ТЭС (рис. 1) был разработан граф процесса формирования ПК. По горизонтали расположены этапы обработки, по вертикали – рассматриваемые показатели. Ветви отображают трансформацию ПК в процессе обработки детали. Вершины графа представляют собой значения показателей на определенных этапах обработки. Продольные ребра графа обозначают перенос (наследование) ПК от одного этапа обработки к другому. Поперечные ребра графа, соединяющие разные ветви, показывают влияние показателей друг на друга.

Рис. 1. Валок ТЭС.
Детально исследован участок графа, касающийся заключительного этапа обработки валка, включающего чистовое точение и алмазное выглаживание фасонного профиля (рис. 2.). Выбор данного участка объясняется тем, что фасонный профиль является рабочей поверхностью валка, к нему предъявляются наиболее жесткие требования по точности формы профиля, шероховатости и пр. Трудоемкость обработки фасонного профиля составляет более трети трудоемкости обработки всего валка.
Для моделирования графа необходимо математическое описание его ребер, представляемых коэффициентами наследования и взаимного влияния ПК. Коэффициенты характеризуют связь входных значений ПК с выходными на определенном этапе изготовления детали.
В работе коэффициенты предложено представлять математическими моделями: геометрическими зависимостями; известными аналитическими зависимостями, описывающими процессы преобразования ПК детали в технологическом переходе; регрессионными зависимостями, отражающими связи параметров обработки и результирующего эффекта технологического метода, полученными при обработке экспериментальных данных.
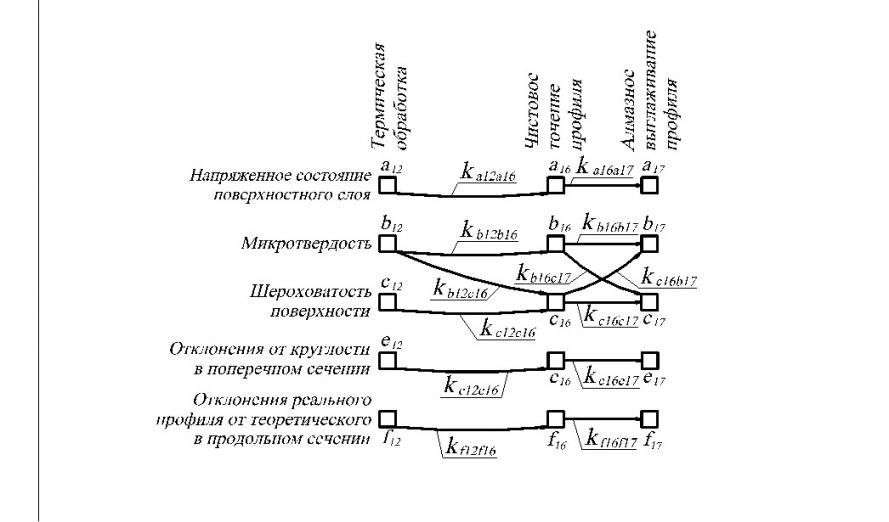
Рис. 2. Граф заключительной стадии процесса формирования ПК
рабочего профиля валка ТЭС.
Данные модели позволят рассчитывать значения ПК, вводя параметры технологической системы и режимов обработки, дадут представление о механизмах формирования показателей, а также о возможностях регулирования этих явлений. Этот подход хорошо согласуется с принятыми направлениями развития расчетно-аналитического метода оценки качества изготовления деталей.
Третья глава посвящена разработке математической модели процесса формирования ПК валка ТЭС на заключительном этапе обработки. Модель создана на основе существующих и вновь полученных зависимостей.
В частности, для процессов контурной обработки фасонной поверхности точением радиальная Py и осевая Px составляющие силы резания определяются с учетом возможных изменений подачи и главного угла в плане при перемещении инструмента по криволинейной поверхности заготовки:
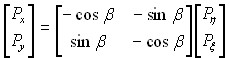 , (1)
, (1)
где – угол между общей нормалью инструмента и заготовки и направлением оси заготовки; составляющие силы резания – параллельная направлению общей нормали инструмента и детали P и перпендикулярная нормали P – определяются следующим образом:
 ;
;
 ;
;
А, о – коэффициенты, зависящие от условий обработки, вычисленные на основе экспериментальных данных, о < 1; – текущий угол направления подачи, град; – угол контакта инструмента с деталью, град; в общем виде  ;, – соответствующие параметры функции.
;, – соответствующие параметры функции.
Отклонения пр реального профиля рабочей поверхности валка от теоретического, вызванные упругими отжатиями элементов технологической системы, определяются как остаточная глубина обработки tост:

 .
.
где D – диаметр заготовки, мм, ![]() ; Dmin – минимальный диаметр заготовки, мм; R – радиус, определяющий обрабатываемый профиль, мм; Lзаг – длина обрабатываемой заготовки, мм;
; Dmin – минимальный диаметр заготовки, мм; R – радиус, определяющий обрабатываемый профиль, мм; Lзаг – длина обрабатываемой заготовки, мм; ![]() ,
, ![]() – жесткости передней и задней бабок в радиальном направлении; Н/мм;
– жесткости передней и задней бабок в радиальном направлении; Н/мм; ![]() – жесткость передней бабки в осевом направлении; Н/мм; x – координата, определяющая положение инструмента, мм.
– жесткость передней бабки в осевом направлении; Н/мм; x – координата, определяющая положение инструмента, мм.
Отклонения определяются в различных сечениях вдоль профиля заготовки, при этом учитывается изменение диаметра заготовки. Для расчета отклонений при точении используются значения составляющих силы резания Px_т, Py_т, рассчитанные по уравнению (1). При выглаживании сила устанавливается постоянной с помощью специального приспособления, составляющие силы Px_в и Py_в равны между собой и не меняются при перемещении инструмента относительно профиля.
Отклонения от круглости в поперечном сечении при точении определяются с помощью системы дифференциальных уравнений, описывающей динамические процессы в технологической системе механической обработки:

![]() ;
;
![]() ,
,
где x, у, z – координаты в осевом, радиальном и касательном направлениях относительно заготовки; Q – сила трения; Ty1, Tz1 – постоянные времени демпфирования контуров y и z системы, с; Ty2, Tz2 – постоянные времени контуров y и z, с; TP, TQ – постоянные запаздывания процесса резания, с; Tky, Tkz1, Tkz2 – постоянные времени колебания скорости резания; ky, kx – коэффициенты передачи в контурах x, y;
Данная система уравнений позволяет учитывать запаздывание силы резания по отношению к перемещению инструмента и силы трения по отношению к силе резания, а также радиус при вершине инструмента.
Отклонение в поперечном сечении, возникающее при алмазном выглаживании, определяется при анализе движения выглаживателя, которое описывается следующим уравнением:
 ,
,
где mв – приведенная масса подвижной системы при выглаживании, кг; µтр – коэффициент жидкостного трения, Нс/мм; kпр – жесткость пружины, Н/мм; в – коэффициент пропорциональности, обусловленный геометрией алмазного наконечника, режимом обработки и материалом заготовки; y0 – положение выглаживателя при устойчивом режиме обработки, мм;  – положение выглаживателя в момент времени
– положение выглаживателя в момент времени  , мм; H – амплитуда колебания величины радиуса, мм; z – число волн на поверхности заготовки; p – циклическая частота колебаний инструмента.
, мм; H – амплитуда колебания величины радиуса, мм; z – число волн на поверхности заготовки; p – циклическая частота колебаний инструмента.
Линейные гармонические колебания инструмента в радиальном направлении в сочетании с главным вращательным движением заготовки и поступательным движением подачи вызывают образование неровностей в продольном (совпадающем с направлением главного движения) и поперечном (перпендикулярном ему) направлении. Высокочастотные колебания инструмента оказывают влияние на шероховатость поверхности.
Максимальная высота неровностей профиля (мкм) в продольном направлении будет равна
![]() ,
,
где  – максимальная амплитуда колебаний инструмента, определяемая при решении дифференциального уравнения движения инструмента;
– максимальная амплитуда колебаний инструмента, определяемая при решении дифференциального уравнения движения инструмента; ![]() – радиальная жесткость технологической системы, Н/мм; – коэффициент, зависящий от конкретных условий обработки; m – приведенная масса подвижной системы, кг;
– радиальная жесткость технологической системы, Н/мм; – коэффициент, зависящий от конкретных условий обработки; m – приведенная масса подвижной системы, кг; ![]() – циклическая частота главного движения;
– циклическая частота главного движения; ![]() – амплитуда неровностей исходной поверхности, мм; Rmax_исх – максимальная высота неровностей профиля исходной поверхности, мкм.
– амплитуда неровностей исходной поверхности, мм; Rmax_исх – максимальная высота неровностей профиля исходной поверхности, мкм.
Микрорельеф поверхности в поперечном направлении моделируется наложением на массив перемещений инструмента профиля его вершины в плане, который описывается дугой радиуса r. В этом случае
![]() ,
,
где  – след вершины инструмента; мм;
– след вершины инструмента; мм;  – центральный угол, рад; r – радиус при вершине инструмента, мм.
– центральный угол, рад; r – радиус при вершине инструмента, мм.
Другие показатели шероховатости, в частности среднюю высоту неровностей профиля Ra и высоту неровностей по десяти точкам Rz, можно определить, воспользовавшись уравнениями пересчета:
- для точения
 ;
;  ;
; - для выглаживания
 ;
;  .
.
Анализ методик определения состояния поверхностного слоя детали после обработки резанием и управления показателями поверхностного слоя показал, что для определения остаточных напряжений, глубины hн и степени упрочнения N поверхностного слоя целесообразно использовать методику, основанную на исследованиях адгезионного взаимодействия, которая разработана в Уфимском авиационном институте.
Зависимость микротвердости, получаемой после алмазного выглаживания, от исходной шероховатости и параметров режима выглаживания получена в ходе исследований, проведенных в Курганском государственном техническом университете.
Уравнения, составляющие математическую модель, дают возможность, задавая параметры режимов обработки и технологической системы, рассчитывать величины ПК детали на определенных этапах заключительной стадии обработки и определять параметры, изменением которых можно управлять значениями ПК. Данные уравнения можно использовать для расчета ПК различных деталей типа тел вращения, имеющих фасонную поверхность, при внесении небольших изменений, касающихся описания
формы фасонной поверхности.
Выявлена необходимость проведения экспериментальных исследований для определения зависимостей, характеризующих влияние исходной микротвердости обрабатываемой заготовки на шероховатость, получаемую в результате обработки.
Четвертая глава посвящена экспериментальной части исследований.
На основе анализа механизма формирования шероховатости обработанной поверхности заготовки установлено, что ее величина будет зависеть от исходной микротвердости. Кроме того, значительное влияние на формирование шероховатости оказывают параметры режимов обработки, поэтому целесообразно определить зависимость показателей шероховатости от микротвердости и параметров режима обработки.

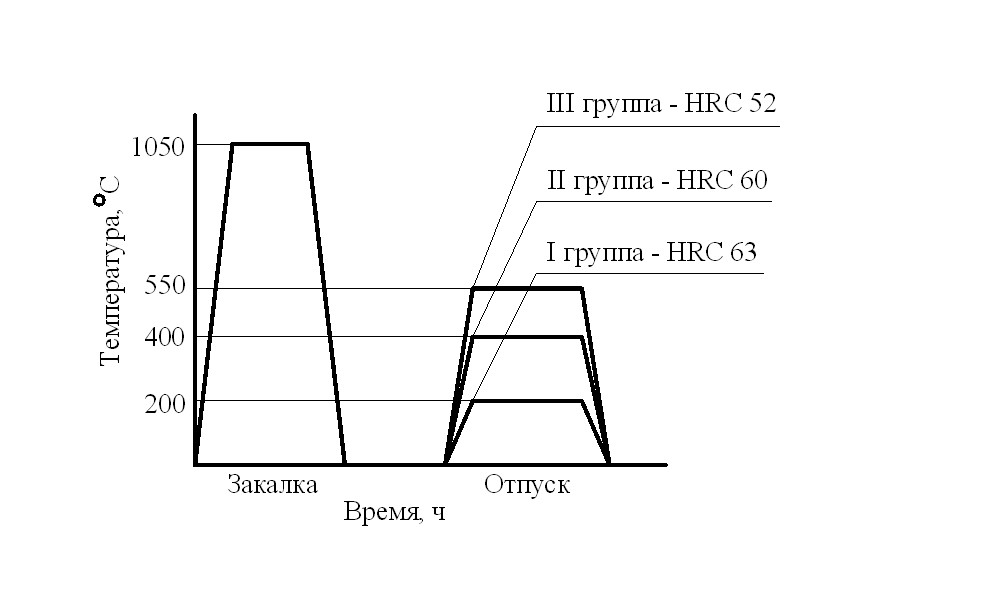
Рис. 3. Общий вид Рис. 4. Схема термической обработки образцов
образцов
Для определения такого влияния в соответствии с теорией планирования эксперимента были подготовлены и проведены экспериментальные исследования. Предварительно образцы (рис. 3) были подвергнуты термической обработке на разную твердость (рис. 4). Дальнейшие исследования состояли из двух частей. Первая часть была посвящена определению зависимости шероховатости поверхности от исходной микротвердости заготовки и режимов обработки при точении, вторая часть – при алмазном выглаживании.
В результате обработки результатов первой части эксперимента получено следующее уравнение:


 ,
,
где Rzт – высота неровностей профиля поверхности по десяти точками после точения, мкм; Hто – исходная микротвердость, Н/мм2; Sт – подача, мм/об; tт – глубина резания, мм; nт – число оборотов заготовки, характеризующее скорость резания, об/мин.
Анализ результатов (рис. 5 – 8) показал, что изменение значения исходной микротвердости Hто при точении ощутимо влияет на величину высотного показателя шероховатости Rzт. Увеличение исходной величины Hто на 10 % вызывает увеличение Rzт на 5 %. Среди параметров режима обработки наиболее влиятельным при чистовом точении является подача Sт. Наименьшее влияние на Rzт оказывает изменение глубины резания tт.
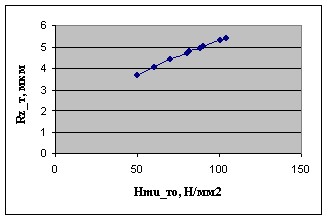

Hто, Н/мм2 tт, мм
Рис. 5. Влияние исходной Рис. 6. Влияние глубины
микротвердости Hто на Rzт резания tт на Rzт
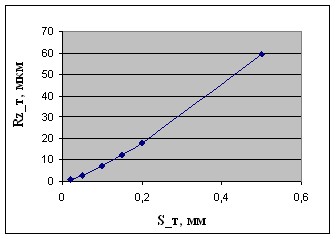

Sт, мм/об nт, об/мин
Рис. 7. Влияние подачи Sт на Rzт Рис. 8. Влияние числа оборотов
заготовки nт на Rzт
При обработке результатов второй части эксперимента получено уравнение:


![]() .
.
где Raв – среднее арифметического отклонения профиля поверхности после выглаживания, мкм; Hµт – исходная микротвердость (после чистового
точения), Н/мм2; Sв – подача, мм/об; Pв – сила выглаживания, Н.
В этом случае влияние микротвердости Н в 2 раза больше, чем при точении. Увеличение исходной микротвердости Hт на 10 % вызывает увеличение Ra на 11 %. Среди параметров режима обработки наиболее влиятельным при алмазном выглаживании является сила выглаживания Pв.
Данные уравнения дополняют математическую модель, описанную в третьей главе. Уравнение, полученное во второй части эксперимента, вместе с упомянутыми выше исследованиями характеризует взаимное влияние шероховатости и микротвердости при алмазном выглаживании.
В пятой главе описана компьютерная модель процесса формирования ПК, а также представлена предлагаемая методика разработки ТП с учетом взаимного влияния формируемых ПК.
Компьютерная модель была разработана на основе структурной и математической моделей в программном комплексе «МВТУ», разработанном в МГТУ им. Н. Э. Баумана, который предназначен для детального исследования и анализа нестационарных процессов в технических системах.

Рис. 9. Вид компьютерной модели в главном окне ПК «МВТУ»
Моделируемый процесс представлен в виде схемы, состоящей из блоков, отдельные части модели соответствуют ветвям графа (структурной модели). На рис. 9 показаны ветви, характеризующие формирование отклонений в продольном и поперечном сечении детали (e12 – e17, f12 – f17 по рис. 2), в главном рабочем окне программного комплекса. В этом окне расположено основное меню, панель инструментов для работы с файлами (создание, сохранение, выбор метода моделирования, и пр.) и активное окно модели.
Параметры профиля обрабатываемой поверхности и режимов обработки задаются в окне «Редактора Глобальных параметров проекта (субмодели)», которое открывается кнопкой 1. При моделировании обработки на различных режимах необходимо редактировать записи только в этом окне.
Большинство коэффициентов наследования и взаимного влияния ПК, а также расчеты геометрических параметров обрабатываемой поверхности и составляющих силы резания представлены в блоках типа «Язык программирования», позволяющими прямо в процессе работы создавать экземпляры блоков с оригинальными математическими моделями. Таким является блок 2 задания геометрии обрабатываемой поверхности и расчета составляющих силы резания. Аналогично в блоке 3 на основе математической модели для валка ТЭС с двухрадиусным профилем разработана программа, позволяющая определять отклонения реального профиля от теоретического на двух участках профиля. При этом радиусы участков профиля валка заданы в окне «Редактора Глобальных параметров». Не изменяя программу, задавая нужные значения радиусов, можно исследовать различные двухрадиусные валки. Полученные в результате расчета графики отклонений профиля в продольном сечении в виде графика y = f(x) (где у – величина отклонения, мм; x – координата точки профиля поверхности, мм) соответствуют графическим блокам 4А, 4Б модели.
Математическая модель может быть представлена в виде отдельной субструктуры (субмодели), как, например, Субмодель алмазного выглаживания 5, описанная системой с запаздыванием и представленная соответствующими типовыми блоками в отдельном окне. В панели инструментов субмодельного окна также есть кнопка, открывающая окна «Редактора глобальных параметров», таким образом, можно отдельно задать параметры конкретной субмодели.
При необходимости модель легко изменить, добавив или удалив блоки.
Представленная компьютерная модель дает возможность рассчитывать значения ПК на различных этапах ТП, а также оценивать влияние изменения отдельного ПК на комплекс показателей в целом. В результате моделирования можно определять диапазоны значений параметров технологической системы, которые обеспечивают необходимые значения ПК детали, учитывая возможности средств технологического оснащения и требуемую величину показателя.
При сопоставлении результатов экспериментальных исследований и моделирования показателей шероховатости с учетом влияния исходной микротвердости, описанного в четвертой главе, получены следующие выводы. Составляющая шероховатости, связанная с геометрией вершины инструмента, при точении составляет 3 – 17 %, при алмазном выглаживании – 3 – 50 %. Величина составляющей, вызванной влиянием колебаний инструмента, очень мала – порядка 10-24 мм. Таким образом, величина составляющей, связанная с исходной микротвердостью и параметрами режимов обработки, позволяет существенно уточнить значение формируемой шероховатости. С учетом всех составляющих величина шероховатости определяется с точностью 20 – 40 %.
Разработанная компьютерная модель может быть легко адаптирована для исследования ТП изготовления деталей типа тел вращения с различной геометрией обрабатываемой поверхности.
Рассмотренное трехуровневое моделирование, включающее разработку структурной, математической и компьютерной моделей, хорошо встраивается в методику разработки ТП для изготовления прецизионных деталей. Предлагаемая методика разработки ТП с учетом взаимного влияния формируемых ПК, включает в себя следующие этапы:
1. Задание требуемых ЭС. Определение ПК, обеспечивающих заданные ЭС.
2. Выбор технологических методов, обеспечивающих необходимые значения ПК с учетом особенностей конкретного производства.
3. Выбор заготовки. Разработка маршрутного ТП изготовления детали с необходимыми ПК.
4. Формирование структурной модели – графа, отражающего трансформацию ПК в ТП с учетом явлений их наследования и взаимного влияния.
5. Разработка математической модели, описывающей механизмы формирования ПК.
6. Разработка компьютерной модели процесса формирования ПК в программном комплексе «МВТУ».
7. Определение условий выполнения ТП.
8. Сравнение расчетных значений ПК с требуемыми.
9. Разработка операционного ТП изготовления детали с необходимыми ПК.
ОБЩИЕ ВЫВОДЫ
1. Предложена методика проектирования технологического процесса с учетом взаимного влияния формируемых показателей качества, включающая трехуровневое моделирование процесса формирования показателей качества, подразумевающее разработку структурной, математической и компьютерной моделей.
2. Причинно-следственные связи при формировании показателей качества могут быть определены с помощью структурной модели процесса формирования показателей качества детали, представленной в виде графа, обеспечивающей возможность мониторинга наследования и взаимного влияния показателей качества по ходу технологического процесса изготовления детали.
3. Предложено представлять коэффициенты трансформации показателей качества не постоянными величинами, а математическими зависимостям. Это позволит определять параметры, регулирующие величину показателей.
4. Разработана математическая модель процесса формирования показателей качества деталей типа тел вращения, имеющих фасонную поверхность, дающая возможность анализировать механизмы формирования отдельных показателей качества и комплекса показателей в целом; выявлять параметры, посредством изменения которых целесообразно управлять значениями показателей качества.
5. Экспериментально получены зависимости, описывающие взаимосвязь высотных параметров шероховатости с исходной микротвердостью заготовки и параметрами режимов обработки для процессов точения и алмазного выглаживания, позволяющие точнее спрогнозировать значения данных показателей после обработки заготовки. При этом определено, что степень влияния исходной микротвердости на высотные параметры шероховатости при алмазном выглаживании в 2 раза больше, чем при точении.
6. Установлен факт взаимного влияния шероховатости и микротвердости при алмазном выглаживании, учет которого позволяет повысить достоверность прогнозирования значений высотных параметров шероховатости не менее чем на 10…15 %.
7. Расчет показателей качества при обработке деталей типа тел вращения, имеющих фасонную поверхность, может быть выполнен с помощью разработанной компьютерной модели и пакета программ.
8. Компьютерная модель позволяет задавать коэффициенты трансформации показателей качества оригинальными математическими зависимостями; рассчитывать величины показателей качества деталей на определенных этапах изготовления с учетом наследования и взаимного влияния показателей качества, устанавливая параметры технологической системы и режимов обработки; оценивать влияние изменения отдельного показателя качества на другие показатели и на комплекс показателей в целом; а также определять диапазоны значений параметров технологической системы, которые обеспечивают необходимые значения показателей качества детали.
Основные положения диссертации отражены в работах:
1. Марецкая В.В. Моделирование технологических процессов механической обработки с использованием программного комплекса «Моделирование В Технических Устройствах» («МВТУ») // Известия вузов. Машиностроение. – 2004. – № 4. – С. 39 – 52.
2. Марецкая В.В. Проектирование технологических процессов изготовления деталей с учетом взаимного влияния формируемых показателей качества // Современные проблемы подготовки производства, заготовительного производства, обработки и сборки в машиностроении и приборостроении: Материалы 6-го Междунар. науч.-техн. семинара, 21–23 февраля 2006 г., г. Свалява. – Киев, 2006. – С. 101 – 103.
3. Марецкая В.В. Исследование отклонений профиля рабочей поверхности валка, вызванных упругими отжатиями элементов технологической системы // Справочник. Инженерный журнал. – 2006. – № 12. – С. 50 – 54.
4. Марецкая В.В. К вопросу автоматизации направленного формирования показателей качества деталей // Вестник компьютерных и информационных технологий. – 2008. – № 3. – С. 29 – 34.