

Повышение точности обработки на станках фрезерно-сверлильно-расточной группы за счет минимизации погрешностей инструментальных систем
На правах рукописи
КАЗАКОВА Ольга Юрьевна
ПОВЫШЕНИЕ ТОЧНОСТИ ОБРАБОТКИ НА СТАНКАХ
ФРЕЗЕРНО-СВЕРЛИЛЬНО-РАСТОЧНОЙ ГРУППЫ ЗА СЧЕТ
МИНИМИЗАЦИИ ПОГРЕШНОСТЕЙ ИНСТРУМЕНТАЛЬНЫХ СИСТЕМ
05.02.08 – Технология машиностроения
АВТОРЕФЕРАТ
диссертации на соискание учёной степени
кандидата технических наук
Самара – 2013
Работа выполнена на кафедре «Автомобили и станочные комплексы» федерального государственного бюджетного образовательного учреждения высшего профессионального образования «Самарский государственный технический университет»
Научный руководитель: доктор технических наук, профессор
ДЕНИСЕНКО Александр Федорович
Официальные оппоненты: ДЕМИН Феликс Ильич доктор технических наук, профессор, профессор кафедры «Производство двигателей летательных аппаратов» ФГБОУ ВПО «Самарский государственный аэрокосмический университет имени академика С. П. Королева (национальный исследовательский университет)»
ГОРШКОВ Борис Михайлович доктор технических наук, доцент, заведующий кафедрой «Сервис технических и технологических систем» ФГБОУ ВПО «Поволжский государственный университет сервиса»
Ведущая организация: федерального государственного бюджетного образовательного учреждения высшего профессионального образования «Тольяттинский государственный университет»
Защита состоится 11 ноября 2013 г. в 13.00 часов на заседании диссертационного совета Д212.217.02 ФГБОУ ВПО «СамГТУ» по адресу: г. Самара, ул. Галактионовская 141, корп. № 6, ауд. 33.
С диссертацией можно ознакомиться в библиотеке Самарского государственного технического университета по адресу: 443100, Россия, г. Самара, ул. Первомайская, д. 18.
Отзывы на автореферат просим высылать (в двух экземплярах) по адресу: 443010, Россия, г. Самара, ул. Молодогвардейская, 244, Самарский государственный технический университет, Главный корпус, ученому секретарю диссертационного совета Д212.217.02.
Автореферат разослан __ ___________ 2013 г.
Ученый секретарь диссертационного совета Д212.217.02
доктор технических наук, профессор А.Ф. Денисенко
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность темы. На точность механической обработки наряду с погрешностями станка, установки заготовок, упругими силовыми и температурными деформациями технологической системы влияют погрешности установки инструмента. Особое значение эта составляющая приобретает при использовании системы автоматической смены инструмента, предусматривающей многократное использование инструмента. В этом случае погрешности установки будут определяться условиями сопряжения конических поверхностей шпинделя и оправки, которые во многом связаны с отклонениями указанных конических поверхностей от идеальных. И если погрешности конической поверхности шпинделя, проявляющиеся в одинаковой мере для всех используемых инструментов, могут быть предварительно оценены экспериментально, учтены и компенсированы при обработке с использованием возможностей современных систем ЧПУ, то учесть погрешности конусов оправок применительно к значительному числу инструментов не представляется возможным.
Проблемой является также и то, что погрешности конусов оправок не остаются неизменными, формируемыми при их изготовлении. В процессе их многократного использования вследствие неточностей механизмов смены инструмента и действующих при этом динамических процессов существенно проявляются износовые явления, определенным образом влияющие на макрогеометрию конического соединения.
Основными погрешностями изготовления конической части оправки и конической внутренней поверхности шпинделя являются отклонения прямолинейности образующей конуса в виде выпуклости и вогнутости, отклонения угла конуса, а в поперечном сечении - отклонение от круглости.
Указанные погрешности, дополняемые изменениями формы при эксплуатации, могут достигать значительных величин и сказываться на осевой погрешности инструментальной оправки при установке в шпинделе станка и на угловой жесткости инструментальной системы.
Значительным резервом повышения точности обработки является формулирование конструкторско-технологических требований к конусам инструментальных оправок, которые позволят минимизировать погрешность установки оправки.
В связи с этим тема диссертационной работы является актуальной.
Целью данной работы является повышение точности обработки на металлорежущих станках путем обеспечения конструкторско-технологическими методами эксплуатационных характеристик систем смены инструмента.
Методы и средства исследований. Реализация поставленной цели осуществлялась теоретическими и экспериментальными методами. Теоретические исследования базируются на основе методов технологии машиностроения. В обработке полученных экспериментальных данных применены методы математической статистики. Эксперименты проводились на специально изготовленном стенде и на сверлильно-фрезерном координатно-расточном станке. Экспериментальные данные подкреплялись расчетами, проведенными с использованием программного комплекса Ansys.
Научная новизна работы состоит в следующем:
- выявлены закономерности влияния точности расположения инструментальной оправки в шпинделе станка на точность обработки при различных видах выполняемых операций на станках фрезерно-сверлильно-расточной группы;
- установлены зависимости по определению степени влияния погрешностей конической части оправки на осевые перемещения при установке в шпинделе станка;
- установлено влияние погрешностей формы и конструктивных особенностей конических поверхностей на точностные и жесткостные характеристики инструментальной системы;
- теоретически обоснованы и экспериментально подтверждены требования к изготовлению конических поверхностей инструментальных оправок;
- разработана конечноэлементная модель контактирующих поверхностей, учитывающая погрешности базирующего конуса инструментальных оправок и конструктивные особенности.
Практическая ценность и реализация результатов работы:
- разработаны конструкторско-технологические рекомендации по повышению точности инструментальной системы за счет обоснования допустимых отклонений погрешности формы конических поверхностей, возможности использования (в случае технологической необходимости) пояска на конической части оправки, изготовления конической части оправки с микрорельефом, имеющем переменный уровень шероховатости (патент №2426627 «Стержневой инструмент с коническим хвостовиком»);
- экспериментально обоснована возможность повышения точности инструментальной системы за счет выбора одного из двух возможных положений оправки при закреплении;
- разработан стенд для экспериментальных исследований, который реализует возможность моделирования работы отдельных элементов и механизмов шпиндельной сборочной единицы многооперационного станка в момент смены инструмента при широком варьировании конструктивных и эксплуатационных характеристик;
- разработан алгоритм расчета с использованием метода конечных элементов, позволяющий моделировать процесс взаимодействия контактируемых конических поверхностей шпинделя и оправки, имеющей погрешности базирующего конуса;
- по результатам работы изданы методические указания к лабораторным работам: «Исследование эксплуатационных характеристик механизмов смены инструмента», используемые в лабораторном практикуме по дисциплине «Испытание и исследование станков». Данное методическое указание используется в учебном процессе при подготовке студентов, обучающихся по специальностям 050501, 151002;
- рекомендации по минимизации осевой погрешности и угловой жесткости, являющиеся значительным резервом повышения точности обработки, внедрены на станкостроительном предприятии ЗАО «СТАН-САМАРА» (г. Самара).
Положения, выносимые на защиту:
1. Закономерности влияния точности расположения инструментальной оправки на точность обработки при различных видах выполняемых операций на станках фрезерно-сверлильно-расточной группы.
2. Зависимости по определению степени влияния погрешностей конической части оправки на осевые перемещения при установке в шпинделе станка.
3. Конечноэлементная модель и алгоритм расчета влияния погрешностей формы и конструктивных особенностей конических поверхностей на точностные и жесткостные характеристики инструментальной системы.
4. Результаты экспериментальных исследований на стенде, моделирующем шпиндельную сборочную единицу многооперационного станка и процесс смены инструмента.
Апробация работы. Основные положения и результаты работы доложены и обсуждены на 5 научно-технических конференциях, а именно: на Международной научно-технической конференции «Повышение качества продукции и эффективности производства» (г. Курган, 2006 г.); на Международной конференции «Стратегия качества в промышленности и образовании» (г. Варна, 2010г.); на Всероссийской научно-технической конференции с международным участием «Высокие технологии в машиностроении» (г. Самара, 2009-2010 гг.); на Международной конференции «Актуальные проблемы трибологии» (г. Самара, 2011г.).
Публикации. По теме работы опубликовано 20 печатных работ, в том числе: 7 статей в изданиях, рекомендованных ВАК РФ для публикаций материалов докторских и кандидатских диссертаций; 4 статьи в сборниках научных трудов; 8 тезисов докладов в материалах научно-технических конференций; патент на изобретение №: 2426627.
Структура и объём работы. Работа состоит из введения, 4 глав, общих выводов, списка использованной литературы из 164 наименований и 2 приложений. Работа содержит 182 страницы, в том числе 149 страниц основного текста, 92 рисунка, 23 таблицы.
СОДЕРЖАНИЕ РАБОТЫ
Во введении обоснована актуальность темы, изложены ее научная новизна и практическая значимость, сформулированы положения, выносимые на защиту.
В первой главе рассмотрено современное состояние проблемы повышения точности обработки на металлорежущих станках.
Вопросами образования погрешностей, влияющих на точность обработки, занимались многие ученые: Левина З.М., Решетов Д.Н., Врагов Ю.Д., Соколовский А.П. и др.
В работах Коваленко А.В., Колкера Я.Д., Солонина И.С. рассматриваются причины образования систематических и случайных погрешностей, и даются рекомендации по их определению.
В работах Пуша В.Э., Балакшина Б.С., Бородачева Е.В., Корсакова В.С., Кутая А.К., Стародубова В.С. представлена классификация погрешностей, связанных с процессом проектирования, изготовления и эксплуатации станка, влияющих на точность обработки.
Вопросами повышения точности обработки на прецизионных токарных станках занимались Рабинович Л.А., Дремчук Б.А., Креславский Г.Д., Волин И.Б. Исследования образования погрешности обработки на фрезерных станках отражены в работах Фадюшина И.Л., Маслова А.Р.; Климовского В.В., Кирилина Ю.В.; Левиной З.М., Решетова Д.Н. Образование погрешности обработки на шлифовальных станках рассмотрено в работах Бржозовского Б.М., Захарова О.В., Погораздова В.В.
В результате многочисленных исследований было установлено, что наибольшую долю в результирующую погрешность вносят погрешности привода станка, геометрические неточности станка (погрешности станка) и инструментальные погрешности.
Исследованию влияния погрешностей инструментальной системы на точность обработки фрезерных станков посвящены работы Фадюшина И.Л, Маслова А.Р.; Левиной З.М., Решетова Д.Н. В них рассмотрено влияние точности конусов на качество крепления концевого инструмента, приведены расчеты жесткости соединения шпиндель-инструмент, определены коэффициенты податливости для конического затянутого стыка.
В работах Украженко К.А. рассмотрены вопросы быстросменности инструментальных систем.
Исследованиями инструментальных конических соединений с малыми углами уклона (для конусов Морзе и метрических) занимались Беляковский В.П., Селигей А.М., Гольдрайх Г.М.
Проведенный анализ опубликованных работ позволил сделать вывод о том, что инструментальные погрешности оказывают значительное влияние на точность обработки. Однако, недостаточно информации об исследовании процессов, происходящих в коническом соединении (шпиндель-инструмент) при смене инструмента, о влиянии погрешностей формы базирующих поверхностей, конструктивных особенностей инструментальных оправок на точность осевого расположения в шпинделе станка и жесткость инструментальной системы.
В связи с чем, исследование влияния эксплуатационных характеристик подсистемы шпиндель-инструмент при смене инструмента на точность обработки является актуальной и целесообразной задачей.
На основании проведённого анализа определены задачи исследования:
- оценить влияние погрешностей инструментальных систем на точность обработки при различных видах выполняемых операций на станках фрезерно-сверлильно-расточной группы;
- провести анализ формирования погрешностей, возникающих при смене инструментов;
- выполнить анализ инструментальных систем по критериям жесткости и точности;
- оценить степень влияния погрешностей конуса оправки на точность осевого положения, упругие угловые деформации и угловую жесткость инструментальной системы;
- разработать конечноэлементную модель, учитывающую погрешности базирующего конуса инструментальных оправок для последующего расчета с использованием пакета ANSYS;
- разработать стенд для экспериментальных исследований процессов, происходящих при смене инструмента, влияющих на точность обработки;
- провести стендовые и натурные экспериментальные исследования по определению точности установки инструмента и угловой жесткости инструментальной системы.
Во второй главе оценено влияние погрешностей инструментальных систем на точность обработки при различных видах выполняемых операций на станках фрезерно-сверлильно-расточной группы и рассмотрен процесс формирования погрешностей, возникающих при автоматической смене инструментов.
При смене инструмента в шпинделе станка могут возникнуть: осевые погрешности оправки в шпинделе станка и угловые погрешности (отклонение оси шпинделя от оси оправки). В процессе обработки детали, в зависимости от типа выполняемой операции, указанные отклонения инструмента от номинального положения приводят к погрешностям обработки.
При сверлении угловая погрешность инструментальной оправки в конусе шпинделя ![]()
![]() оказывает влияние на диаметр обрабатываемого отверстия, увеличивая номинальный диаметр на величину
оказывает влияние на диаметр обрабатываемого отверстия, увеличивая номинальный диаметр на величину ![]()
![]() (рис. 1).
(рис. 1).
В зависимости от положения центра пово

рота оправки, который может располагаться в верхней или нижней частях конуса величина ![]()
![]() может варьироваться от
может варьироваться от ![]()
![]()
![]()
![]() до
до ![]()
![]()
![]()
![]()
![]()
![]() .
.
Так, например, при экспериментально установленной на координатно-расточном станке (КРС) погрешности в ![]()
![]() =29 величина
=29 величина ![]()
![]() при вылете инструмента 128…180 мм составит 12…24 мкм.
при вылете инструмента 128…180 мм составит 12…24 мкм.
Аналогичным образом формируются погрешности диаметрального размера отверстий при растачивании. Однако, в этом случае возможно как увеличение диаметра обрабатываемого отверстия, так и его уменьшение
(рис. 2).

Так, при растачивании отверстий диаметром от 27 мм до 65 мм (при вылете инструмента 135 мм) при ![]()
![]() =29 величина
=29 величина ![]()
![]() находится в пределах 10…20 мкм.
находится в пределах 10…20 мкм.
Обработка фрезерованием плоскостей как параллельных, так и перпендикулярных оси инструмента наглядно иллюстрируется фрезерованием паза детали концевой фрезой. В случае неточного базирования и закрепления конической части оправки в шпинделе станка (угол ![]()
![]() ) возникают погрешности формы всех трех обрабатываемых плоскостей и размеров фрезеруемого паза (рис. 3).
) возникают погрешности формы всех трех обрабатываемых плоскостей и размеров фрезеруемого паза (рис. 3).

За время поворота фрезы на один оборот ![]()
![]()

 мин, где
мин, где ![]()
![]()
![]()
![]() - частота вращения шпинделя, об/мин, она перемещается относительно обрабатываемой заготовки на расстояние
- частота вращения шпинделя, об/мин, она перемещается относительно обрабатываемой заготовки на расстояние ![]()
![]()
![]()
![]() , где
, где ![]()
![]()
![]()
![]() - подача (мм/мин). На этом пути меняется ориентация оси оправки (инструмента) (рис. 4), что наглядно видно при моделировании процесса фрезерования паза при наличии несоосности осей оправки и шпинделя в программной среде Ansys.
- подача (мм/мин). На этом пути меняется ориентация оси оправки (инструмента) (рис. 4), что наглядно видно при моделировании процесса фрезерования паза при наличии несоосности осей оправки и шпинделя в программной среде Ansys.
В этом случае фреза перемещается по криволинейной траектории при сохранении прямолинейности перемещения оси шпинделя.

Таким образом, кроме того, что паз будет иметь отклонение от прямолинейности, возникнут дополнительные погрешности на боковых поверхностях и дне паза (рис. 5).
На рисунке 5 показано сечение заготовки в местах занимаемых оправкой в процессе фрезерования паза, из которого видно, что номинальная глубина паза ![]()
![]() будет отличаться на величину
будет отличаться на величину ![]()
![]() .
.
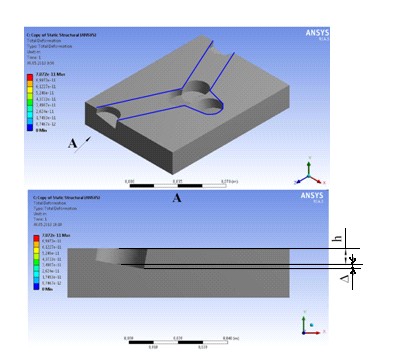
Так, например, при фрезеровании паза фрезами, диаметр которых варьируется в пределах 15…40 мм, величина ![]()
![]() составит 0,75…2 мкм.
составит 0,75…2 мкм.
Осевые погрешности закрепления оправки в шпинделе станка отразятся на точности обработки при выполнении операций фрезерования и растачивания ступенчатых отверстий.
Осевые погрешности оправки при смене инструмента ![]() формируются на двух этапах: при базировании (
формируются на двух этапах: при базировании (![]() ) и закреплении (
) и закреплении (![]() ):
):
Погрешности установки будут определяться условиями сопряжения конических поверхностей шпинделя и оправки, которые во многом связаны с отклонениями указанных конических поверхностей от идеальных.
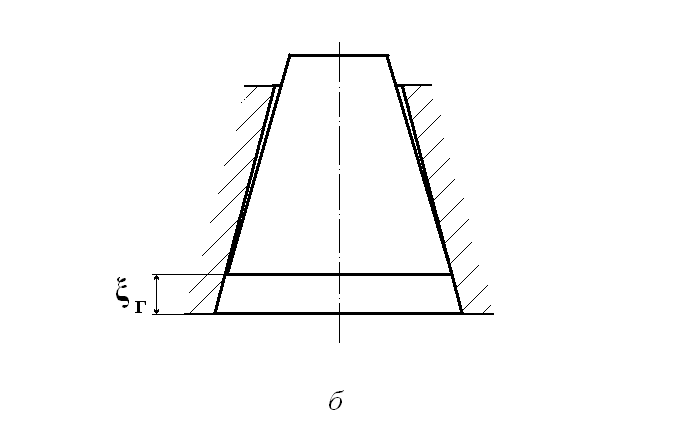
Погрешности формы базирующего конуса инструментальной оправки учтены путем представления его в виде усеченного конуса высотой ![]() , основания которого представляют из себя эллипсы с осями
, основания которого представляют из себя эллипсы с осями ![]() и
и ![]() для большего основания и
для большего основания и ![]() и
и ![]() – для меньшего основания. В общем случае
– для меньшего основания. В общем случае ![]() и
и ![]() , где
, где ![]() и
и ![]() - соответственно больший и меньший номинальные диаметры гнезда шпинделя. В дальнейших выкладках принято, что
- соответственно больший и меньший номинальные диаметры гнезда шпинделя. В дальнейших выкладках принято, что ![]() и
и ![]() . Извернутостью конуса оправки в продольном направлении пренебрегаем, то есть, считаем, что оси
. Извернутостью конуса оправки в продольном направлении пренебрегаем, то есть, считаем, что оси ![]() и
и ![]() лежат в одной плоскости. Угол конуса оправки в плоскости, проходящей через большие оси
лежат в одной плоскости. Угол конуса оправки в плоскости, проходящей через большие оси ![]() и
и ![]() , обозначим через
, обозначим через ![]() . Причем,
. Причем, ![]() , где
, где ![]() - номинальный угол конуса гнезда шпинделя, определяемый стандартом.
- номинальный угол конуса гнезда шпинделя, определяемый стандартом.
Указанные отклонения, приведут к тому, что базирование оправки в гнездо шпинделя в любом сечении, проходящем через ось, будет происходить не по образующей конуса, а в некоторой точке. При этом в зависимости от соотношения размеров ![]() и
и ![]() и углов
и углов ![]() и
и ![]() возможны следующие случаи формирования погрешности
возможны следующие случаи формирования погрешности ![]()
1. ![]() . В этом случае осевое положение оправки будет определяться соотношением размеров больших торцов конусов:
. В этом случае осевое положение оправки будет определяться соотношением размеров больших торцов конусов:
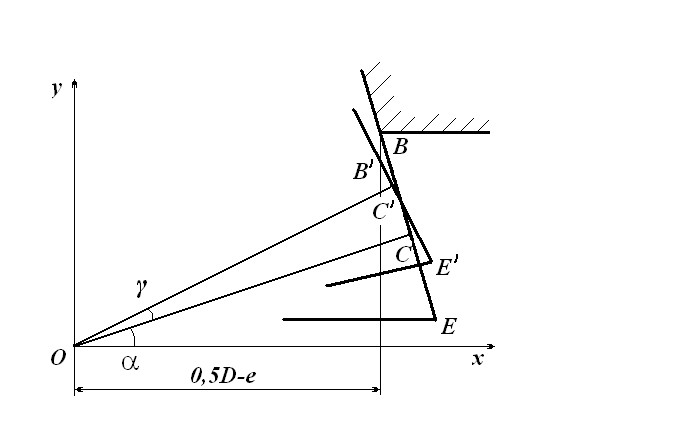
При ![]() (рис. 6, а) базирование происходит по точкам, расположенным на диаметре
(рис. 6, а) базирование происходит по точкам, расположенным на диаметре ![]() гнезда шпинделя, и на образующей конуса оправки. В связи с этим оправка не дойдет до нулевого положения (соединения идеального конуса оправки с идеальным конусом гнезда) на величину
гнезда шпинделя, и на образующей конуса оправки. В связи с этим оправка не дойдет до нулевого положения (соединения идеального конуса оправки с идеальным конусом гнезда) на величину ![]() (рис. 6, а).
(рис. 6, а).



Р и с. 6 Формирование осевой погрешности оправки при базировании
а - ![]() ;
;![]() ; б -
; б - ![]() ;
;![]() ; в -
; в - ![]() ;
; ![]() ; г -
; г - ![]() ;
; ![]()
![]() (рис. 6, б). В этом случае базирование происходит по точкам, расположенным на оси
(рис. 6, б). В этом случае базирование происходит по точкам, расположенным на оси ![]() оправки и на образующей конуса гнезда шпинделя. Величина
оправки и на образующей конуса гнезда шпинделя. Величина ![]() будет отрицательной и составит
будет отрицательной и составит ![]() (рис. 6, б).
(рис. 6, б).
2. ![]() . В этом случае осевое положение оправки будет определяться соотношением размеров малых торцов конусов:
. В этом случае осевое положение оправки будет определяться соотношением размеров малых торцов конусов:
При ![]() или
или ![]() (рис. 6, в) базирование происходит по точкам, расположенным на диаметре
(рис. 6, в) базирование происходит по точкам, расположенным на диаметре ![]() гнезда шпинделя, и на образующей конуса оправки. Значение
гнезда шпинделя, и на образующей конуса оправки. Значение ![]() и определяется выражением (рис. 6, в):
и определяется выражением (рис. 6, в):
![]() ;
;
Если ![]() или
или ![]() (рис. 6, г), то базирование происходит по точкам, расположенным на оси
(рис. 6, г), то базирование происходит по точкам, расположенным на оси ![]() оправки и на образующей конуса гнезда. Значение
оправки и на образующей конуса гнезда. Значение ![]() и равно (рис. 6, г):
и равно (рис. 6, г):
 .
.
При приложении усилия затяжки произойдет упругая деформация поверхностных слоев соединения оправки и гнезда шпинделя, и осевое положение оправки изменится на величину ![]() в зависимости от упруго-деформированного объема
в зависимости от упруго-деформированного объема ![]() оправки при закреплении:
оправки при закреплении:
- Упругий контакт наблюдается по всей поверхности соединения (полный контакт):
 (рис. 7, а).
(рис. 7, а).
 ;
;
![]()
 ; (1)
; (1)
(2)
1.2.Упругий контакт происходит по части поверхности соединения (неполный контакт): ![]() (рис. 7, б).
(рис. 7, б).




Р и с. 7 Формирование упруго-деформированного объема оправки при закреплении
а – полный контакт при ![]() неполный контакт при
неполный контакт при ![]() в - полный контакт при
в - полный контакт при ![]() неполный контакт при
неполный контакт при ![]()
2.1. Упругий контакт наблюдается по всей поверхности соединения (полный контакт): ![]() (рис. 7, в).
(рис. 7, в).
По формулам, приведенным в п. 1.1., с учетом зависимости между ![]() и
и ![]() :
:
2.2. Упругий контакт происходит по части поверхности соединения (неполный контакт): ![]() (рис. 7, г).
(рис. 7, г).

 ; (3)
; (3)
![]() ;
;
где ![]() .
.
Используя приведенные зависимости для ![]() и используя уравнение: где
и используя уравнение: где ![]()
![]() – коэффициент контактной податливости, - величина усилия затяжки, можно найти неизвестное значение
– коэффициент контактной податливости, - величина усилия затяжки, можно найти неизвестное значение ![]() (или
(или ![]() ) и искомую величину
) и искомую величину ![]() :
:
![]() или
или ![]()
Полученные аналитические зависимости позволяют раскрыть механизм формирования погрешностей, возникающих при смене инструмента, и обоснованно сформулировать конструкторско-технологические требования к изготовлению.
Установлено, что предпочтение следует отдать оправкам с плюсовым допуском на угол конуса оправки независимо от параметра его формирования: отклонение большего или меньшего диаметра. При необходимости использования оправок с минусовыми угловыми погрешностями конуса (уменьшение большего или меньшего диаметра) следует повышать степень точности изготовления.
На основании анализа полученных зависимостей и оценки роли контактной податливости разработана конструкция оправки с переменным уровнем шероховатости (патент №2426627 «Стержневой инструмент с коническим хвостовиком»).
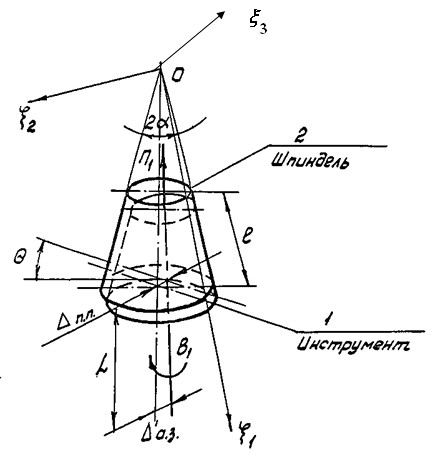
Рассмотрено также влияние прецессионного движения на точность инструментальной системы при автоматической смене инструментов.
Полученные зависимости позволяют найти границы перемещения тела инструмента в отверстии шпинделя, которое, поворачиваясь на угол ![]()
![]() , смещает ось инструмента относительно оси шпинделя на величину п.п., а отношение ее к консольному вылету расточной оправки
, смещает ось инструмента относительно оси шпинделя на величину п.п., а отношение ее к консольному вылету расточной оправки ![]()
![]() определяет погрешность автоматического закрепления инструмента а.з. (рис. 8).
определяет погрешность автоматического закрепления инструмента а.з. (рис. 8).
Погрешности конуса оправки, связанные с его изготовлением, при эксплуатации могут дополниться погрешностями формы, формирующимися вследствие износа, возникающего при трении сопрягаемых конических поверхностей.
В зависимости от соотношения величин отклонений от параллельности и соосности конусов оправки и гнезда шпинделя и их направлений первоначальное касание оправки и шпинделя может быть в точке, принадлежащей большому диаметру гнезда шпинделя (рис. 9, а) (интенсивный износ нижней части конуса оправки и гнезда шпинделя) или в точке оправки, принадлежащей малому диаметру оправки конуса (рис. 9, б) (интенсивный износ верхней части оправки и гнезда шпинделя).
Формирование пути трения будет зависеть от первоначального контакта оправки и гнезда шпинделя.


Р и с. 9 Схема первоначального контакта оправки и гнезда шпинделя
а - касание в точке, принадлежащей большому диаметру гнезда шпинделя;
б – касание в точке, принадлежащей малому диаметру конуса оправки
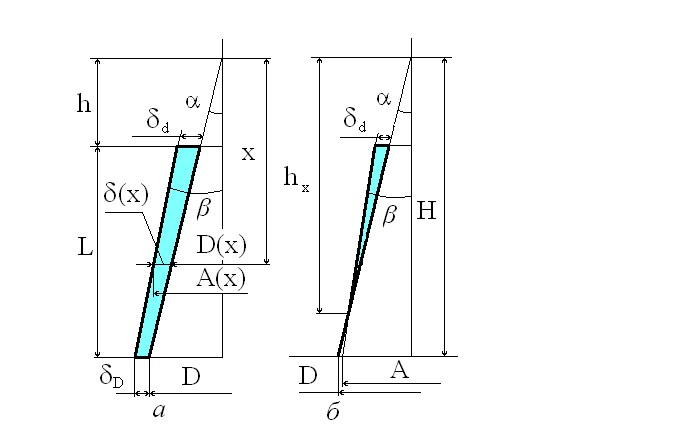
При контакте (рис. 9, а) участки интенсивного износа определяются по следующим зависимостям (рис. 10, а):
путь трения: ![]() , где
, где
![]()
Координаты точек ![]() и
и ![]() :
:
![]() ;
; 
Тогда ![]() .
.


Р и с. 10 Схема формирования пути трения
а - для случая, представленного на рис. 9, а; б – для случая, представленного на рис. 9, б
Для случая, представленного на рис. 9, б:
путь трения:
 ,
,
где ![]() .
.
В третьей главе представлены результаты исследования точности и угловой жесткости подсистемы шпиндель-инструмент с использованием конечноэлементной модели с учетом погрешностей базирующего конуса инструментальных оправок и конструктивных особенностей.
Учесть возможные погрешности формы при аналитических исследованиях контактирования в подсистеме шпиндель-инструмент достаточно трудно и не всегда возможно. В связи с этим возникает необходимость использования численных методов для решения задач, связанных с рассмотрением процессов в подсистеме шпиндель-инструмент.
Для оценки точности осевого расположения инструментальной оправки и угловой жесткости подсистемы шпиндель-инструмент с использованием программного продукта конечноэлементного анализа Ansys была смоделирована подсистема шпиндель-инструмент при двух процессах: процесс закрепления и процесс обработки (учтено действие радиальной составляющей силы резания). Представлен алгоритм проведения расчета в программе Ansys.
Исследования проводились на модели оправки, имеющей следующие погрешности: выпуклость, вогнутость, угловые погрешности конуса оправки, образованные изменением, как большего, так и меньшего диаметра. Все погрешности моделировались в соответствии с допуском по 3-й и 7-й степени точности. Кроме погрешностей формы, моделировалось и исследовалось влияние конструктивных особенностей оправок: наличие, размеры и положение пояска на конической части.
Результаты расчета показали, что при наличии вогнутости с увеличением усилия затяжки до 5000Н осевые перемещения оправки внутри шпинделя увеличиваются по сравнению с оправкой, изготовленной по номинальным размерам в 5…6 раз (рис. 11).
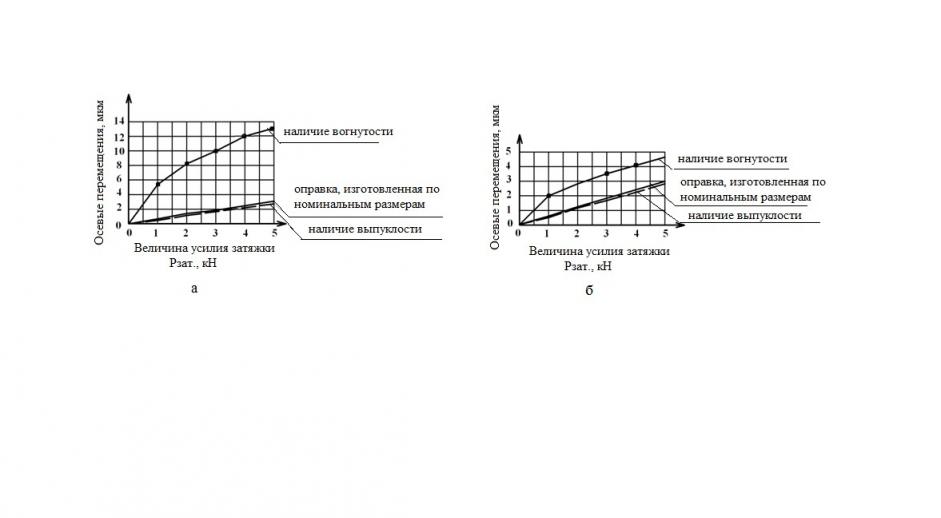

Р и с. 11 Осевые перемещения оправки
(а – наличие погрешностей в пределах 7-й степени точности; б – наличие погрешностей в пределах 3-й степени точности )

При наличии угловых погрешностей, вызванных уменьшением, как большого, так и малого диаметров, осевые перемещения оправки увеличиваются в 5…6 раз (при изготовлении оправки по 7-й степени точности) относительно оправки, изготовленной по номинальным размерам (рис.12).
При повышении точности изготовления оправки с наличием угловой погрешности, образованной уменьшением, как большого, так и малого диаметров, влияние угловых погрешностей конуса оправки на осевые перемещения снижается и становится незначительным.
Сравнительная оценка влияния погрешностей инструментальной оправки на точность осевого расположения при закреплении представлена на рис. 13.

Р и с. 13 Сравнение осевых перемещений (при Рзат. = 5000Н)
Результаты расчета подтвердили предположение, что оправки без пояска за счет

большей контактной площади имеют меньшие осевые перемещения при закреплении в отверстии шпинделя (рис. 14).
С целью оценки влияния радиальной составляющей силы резания на условия закрепления инструмента в шпинделе моделировалось действие на закрепленную оправку радиальной силы на конце оправки, имитирующей радиальную составляющую силы резания (рис. 15). Контроль перемещений выполнялся по указанным на рисунке точкам №1 и №2.
Угловая жесткость подсистемы шпиндель-инструмент при наличии угловых погрешностей оправки (D «-» и d «-») с увеличением радиальной составляющей силы резания практически не меняется и остается существенно ниже жесткости оправки, изготовленной по номинальным размерам. Все погрешности моделировались по 7-й степени точности (рис. 16).


Таким образом, в результате конечноэлементного моделирования установлено, что:
- наибольшее влияние на точность осевого расположения при базировании и закреплении инструментальной оправки оказывают такие погрешности формы, как вогнутость образующей конуса оправки и угловые погрешности. Предпочтение следует отдать оправкам с плюсовым допуском на угол конуса оправки независимо от параметра его формирования: отклонение большего или меньшего диаметра;
-наличие пояска шириной 5…10 мм незначительно сказывается на осевых перемещениях оправки. Увеличение ширины пояска (до 25 мм) приводит к увеличению осевых перемещений. Таким образом, в случае технологической необходимости изготовления пояска его ширина не должна превышать 5…10 мм, и он может располагаться в средней части конической поверхности или смещен в сторону большего диаметра;
- угловая жесткость конического соединения имеет нелинейный характер изменения от действия радиальной составляющей силы резания в пределах до 1000Н. При дальнейшем увеличении силы до 2000Н угловая жесткость подсистемы шпиндель-инструмент увеличивается по линейному закону. При наличии угловых погрешностей, полученных уменьшением как диаметра D, так и d, жесткость снижается ~ в 4 раза.
В четвёртой главе проведен ряд экспериментальных исследований с целью выявления параметров, влияющих на точность расположения инструмента, посредством решения следующих задач:
- определения точности установки инструментальной оправки;
- оценки степени влияния силы затяжки на точность расположения инструментальной оправки;
- определения степени влияния макрогеометрических погрешностей на точность установки инструментальной оправки;
- выявления углового положения инструмента в конусе шпинделя;
- исследование влияния радиальной составляющей силы резания на упругие угловые деформации подсистемы шпиндель-инструмент;
- исследование упругой деформации шпинделя.
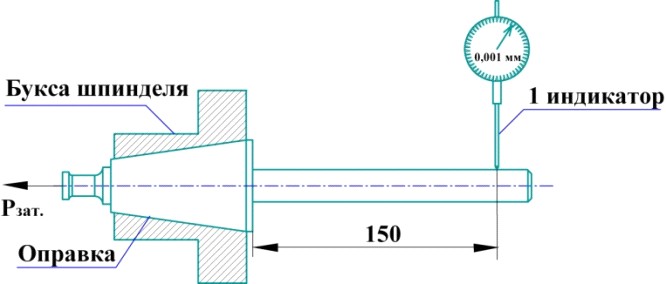
Для оценки влияния отдельных параметров системы смены инструмента на отклонения расположения размерно-настроенного инструмента был разработан и изготовлен стенд (рис. 17), моделирующий работу системы смены инструмента координатно-расточного станка.
Р и с. 17 Экспериментальный стенд
1 – сборочная единица, моделирующая конусное отверстие шпинделя; 2 - измерительная инструментальная оправка; 3 - механизм захвата инструмента; 4 - механизм зажима; 5 - механизм затяжки; 6 – нагрузочное устройство; 7, 8 – индикаторы
В качестве испытуемых были использованы контрольные оправки 40 конусности 7:24, изготовленные по номинальным размерам и с угловыми погрешностями, а также реальные оправки, используемые на координатно-расточном станке при различных сроках эксплуатации. Все оправки, были замерены на координатно-измерительной машине Дерби компании ЭТАЛОН. Для определения качества изготовленных оправок, проведено обследование геометрических характеристик инструментального конуса посредством записи круговых профилограмм в шести сечениях (рис. 18) на профилометре Talyrond.

Круговые профилограммы показали, что у оправки с фрезой, эксплуатируемой при обработке на координатно-расточном станке в течение 5 лет, имеется отклонение от круглости конической части в области большего диаметра в пределах 18 мкм.
Для определения точности установки инструментальной оправки в шпинделе станка был проведен эксперимент на стенде с использованием контрольных оправок. В процессе эксперимента оправку поворачивали последовательно на 45° (при повторной установке).
В результате проведенных исследований можно отметить, что точность установки инструментальной оправки изменяется в зависимости от ее углового положения в конусе шпинделя.
Проведенные эксперименты позволили установить нижний предел величины усилия затяжки: (рис. 19). Однако, исследования упругой деформации шпинделя показали необходимость согласования усилия затяжки инструмента с упругими деформациями стенок шпинделя под передней опорой с целью предотвращения перераспределения рабочего зазора в подшипниковой опоре, снижающего точность работы шпиндельной сборочной единицы.
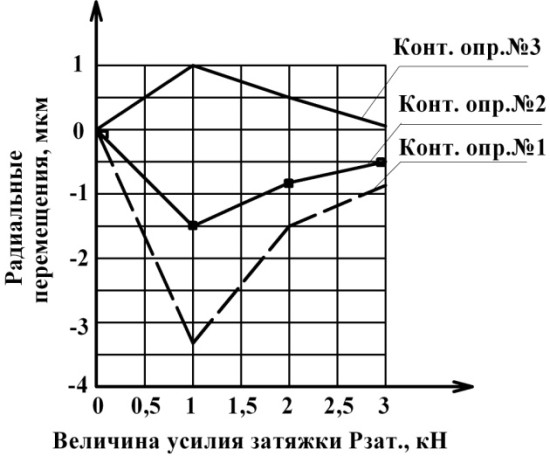
Р и с. 19 Влияние величины усилия затяжки на радиальные отклонения контрольных оправок в фиксированной позиции
(а-график перемещений; б-схема измерения)
При определении упругих угловых деформаций контрольных оправок на экспериментальном стенде было установлено, что наличие погрешностей углов конической части инструментальных оправок (контрольные оправки №1 и №2) приводят к большим радиальным перемещениям по сравнению с оправкой, изготовленной по номинальным размерам, в связи с чем, жесткость системы снижается ~ на 10…15% (рис. 20), что подтверждает результаты расчета в главе 3. Аналогичные исследования были проведены на координатно-расточном станке мод. 24К40СФ4 и стенде, с использованием оправок, применяемых при обработке на станке. Две расточные оправки (КУ408С и КУ433) имели начальный срок эксплуатации (в пределах одного года), оправка с фрезой эксплуатировалась в течение 5 лет.
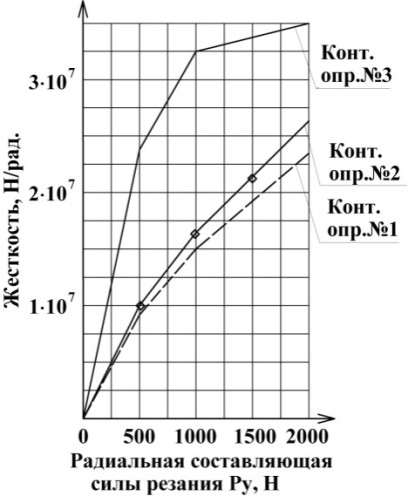
Исследования показали, что радиальные перемещения и упругие угловые деформации оправки, эксплуатировавшейся длительный срок в 2…2,5 раза больше чем у других оправок, что может быть связано как со значительным износом конической части этой оправки, так и наличием имеющейся овальности в области меньшего диаметра (по результатам профилограмм). Угловая жесткость инструментальной системы, при этом, снижается ~ на 10…15%
На КРС мод. 24К40СФ4 были проведены эксперименты по определению точности расположения инструментальной оправки в шпинделе.
Результаты эксперимента и соответствующая статистическая обработка полученных данных показали возможность минимизации погрешностей конической части оправки за счет выбора положения установки оправки.
Для станков, использующих оправки по ГОСТ 25827-93, есть возможность закрепления инструмента с оправкой в двух положениях, определяемых наличием шпонки, позволяющих устанавливать оправку с поворотом на 180°.
ОСНОВНЫЕ ВЫВОДЫ
По результатам исследований делаются следующие выводы:
1. Оценено влияние погрешностей инструментальных систем на точность обработки при различных видах выполняемых операций на станках фрезерно-сверлильно-расточной группы. Наличие экспериментально установленных угловых погрешностей оси оправки приведет к увеличению диаметра отверстия при сверлении, увеличению или уменьшению диаметра при растачивании (до 24 мкм в зависимости от вида выполняемой операции) и погрешностям формы поверхностей, как параллельных, так и перпендикулярных оси инструмента при фрезеровании концевой фрезой. При фрезеровании паза фрезами, диаметр которых варьируется от 15 мм до 40 мм, величина погрешности составит 0,75 мкм…2 мкм
2. Анализ формирования погрешностей подсистемы шпиндель-инструмент, сформированных при изготовлении показал, что данные погрешности могут меняться и при эксплуатации в процессе смены инструмента. Установлены зависимости, определяющие осевое положение оправки при базировании, которое будет зависеть от соотношения отклонений углов конуса оправки и шпинделя и от взаимного расположения формы торцов конусов.
3. Выполнен анализ инструментальных систем по критериям точности и жесткости. Результаты анализа показали, что угловая жесткость возрастает и имеет нелинейный характер изменения при увеличении радиальной составляющей силы резания в пределах до 1000Н. При дальнейшем увеличении силы угловая жесткость подсистемы шпиндель-инструмент увеличивается по линейному закону.
Проведенные исследования подтвердили, что оправки без пояска на конической части имеют большую угловую жесткость. В случае технологической необходимости изготовления пояска его ширина не должна превышать 5…10 мм, и он может располагаться в средней части конической поверхности или смещен в сторону большего диаметра.
4. Полученные аналитические зависимости и проведенные натурные эксперименты по оценке степени влияния погрешностей конуса оправки на осевые перемещения, упругие угловые деформации и угловую жесткость показали, что доминирующую роль оказывают такие погрешности конуса оправки, как вогнутость образующей конуса и угловые погрешности, вызванные уменьшением, как большого, так и малого диаметров. Установлено, что при наличии угловых погрешностей жесткость подсистемы шпиндель-инструмент снижается ~ в 4 раза. Предпочтение следует отдать оправкам с плюсовым допуском на угол конуса оправки независимо от параметра его формирования: отклонение большего или меньшего диаметра. При необходимости использования оправок с минусовыми угловыми погрешностями конуса (уменьшение большего или меньшего диаметра) следует повышать степень точности изготовления.
5. Разработана конечноэлементная модель подсистемы шпиндель-инструмент, позволяющая моделировать процесс взаимодействия контактируемых конических поверхностей шпинделя и оправки, имеющей погрешности базирующего конуса.
6. Разработан стенд для экспериментальных исследований, который реализует возможность моделирования работы отдельных элементов и механизмов шпиндельной сборочной единицы многооперационного станка в момент смены инструмента при широком варьировании конструктивных и эксплуатационных характеристик.
7. Проведенные экспериментальные исследования показали, что существует возможность значительного повышения точности инструментальной системы за счет выбора одного из двух возможных положений оправки при закреплении.
8. Получен патент на изобретение №2426627 «Стержневой инструмент с коническим хвостовиком», в соответствии с которым предлагается обработка конической поверхности оправки с переменной шероховатостью по длине образующей, что позволит на этапе изготовления инструмента добиваться повышения жесткости без ужесточения допусков на макроотклонения.
Основные научные положения и результаты диссертационной работы опубликованы в следующих печатных работах:
Публикации в научных изданиях, рекомендованных перечнем ВАК:
1. Казакова, О.Ю. Точность позиционирования инструмента на станках типа ОЦ / В.И. Петрунин, О.Ю. Казакова // Сборка в машиностроении, приборостроении. – Москва, 2004. - №10. – С. 18-22.
2. Казакова, О.Ю. Исследование эксплуатационных характеристик системы автоматической смены инструментов / А.Ф. Денисенко, В.И. Петрунин, О.Ю. Казакова // Станки и инструмент. – 2007. – №2. – С. 2-6.
3. Казакова, О.Ю. Формирование погрешности положения инструмента на станках типа «Обрабатывающий центр» / А.Ф. Денисенко, В.И. Петрунин, О.Ю. Казакова // Станки и инструмент. – 2007. – №7. – С. 6-9.
4. Казакова, О.Ю. Повышение точности обработки на металлорежущих станках путем обеспечения эксплуатационных характеристик систем смены инструмента / А.Ф. Денисенко, О.Ю. Казакова // Вестник машиностроения. - 2010. – №5. – С. 46-50.
5. Казакова, О.Ю. Прогнозирование изменения формы базирующих поверхностей инструментальной системы металлорежущих станков при эксплуатации / А.Ф. Денисенко, О.Ю. Казакова // Вестник машиностроения. - 2011. – №5. – С. 54-57.
6. Казакова, О.Ю. Учет контактных процессов при оценке точности закрепления оправки в шпинделе станка / А.Ф. Денисенко, В.И. Петрунин, О.Ю. Казакова // Известия Самарского научного центра РАН. – 2011. – Том 13. – № 4(3). – С. 713-716.
7. Казакова, О.Ю. Формирование погрешности инструментальной оправки при автоматической смене инструмента / А.Ф. Денисенко, О.Ю. Казакова // Вестник Самарского государственного технического университета. – 2013. – № 2(38). – С. 111-116.
Патенты на изобретение
8. Пат. № 2426627 Российская Федерация. Стержневой инструмент с коническим хвостовиком / Денисенко А.Ф., Абульханов С.Р., Казакова О.Ю.; заявитель и патентообладатель ФГБОУ ВПО Самарский гос. техн. ун-т. – заяв. № 2009103387/02, 02.02.2009; опубл. 20.08.2011. – Бюл. № 23. – 7 с.
Статьи и материалы конференций, опубликованные в других
научных изданиях
9. Казакова, О.Ю. Исследование эксплуатационных характеристик МАСИ металлорежущих станков / А.Ф. Денисенко, О.Ю. Казакова // Будущее технической науки: сб. материалов Междунар. молодеж. науч.-технич. конф. - Н.Новгород: НГТУ, 2004. – С. 12.
10. Казакова, О.Ю. Влияние системы АСИ на точность позиционирования инструмента в многооперационных станках / В.И. Петрунин, О.Ю. Казакова // Всероссийская научно-техническая интернет-конференция с международным участием «Высокие технологии в машиностроении». – Самара: Самарский гос. техн. ун-т, 2004. – С. 106.
11. Казакова, О.Ю. Образование погрешности обработки на станках типа «ОЦ» / А.Ф. Денисенко, В.И. Петрунин, О.Ю. Казакова // Обеспечение и повышение качества машин на этапах жизненного цикла: сб. материалов Междунар. науч.-технич. конф. - Брянск: Брянский гос. техн. ун-т, 2005. – С. 186-188.
12. Казакова, О.Ю. Сохранение стабильности теоретической оси инструментальной оправки при закреплении в шпинделе станка / Л.Б. Гаспарова, О.Ю. Казакова // Вестник Курганского государственного университета. Серия «Технические науки». – 2006. – С. 25.
13. Казакова, О.Ю. Экспериментальное исследование точности базирования и закрепления инструмента с коническим хвостовиком в системах автоматической смены инструментов / А.Ф. Денисенко, А.Ю. Новиков // Всероссийская научно-техническая интернет-конференция с международным участием «Высокие технологии в машиностроении». – Самара: Самарский гос. техн. ун-т, 2006. – С. 101-106.
14. Казакова, О.Ю. Влияние точности изготовления конических поверхностей на контактные деформации в механизме смены инструмента / О.Ю. Казакова, А.Ю. Новиков // Международная техническая конференция «Актуальные проблемы трибологии». - Москва: Машиностроение, 2007. – С. 280-288.
15. Казакова, О.Ю. Формирование эксплуатационных характеристик механизма автоматической смены инструментов / А.Ф. Денисенко, О.Ю. Казакова // Известия Волгоградского государственного технического университета. -2007. – С. 26-30.
16. Казакова, О.Ю. Анализ динамических явлений при смене инструмента / О.Ю. Казакова // Всероссийская научно-техническая интернет-конференция с международным участием «Высокие технологии в машиностроении». – Самара: Самарский гос. техн. ун-т, 2007. – С. 53-56.
17. Казакова, О.Ю. Влияние погрешностей, связанных с работой механизмов автоматической смены инструмента, на точность обработки многооперационных станков / О.Ю. Казакова // Всероссийская научно-техническая интернет-конференция с международным участием «Высокие технологии в машиностроении». – Самара: Самарский гос. техн. ун-т, 2008. – С. 70-73.
18. Казакова, О.Ю. Исследование точности подсистемы шпиндель-инструмент с использованием конечно-элементной модели / О.Ю. Казакова // Всероссийская научно-техническая интернет-конференция с международным участием «Высокие технологии в машиностроении». – Самара: Самарский гос. техн. ун-т, 2009. – С. 27-30.
19. Казакова, О.Ю. Исследование погрешностей сопрягаемых поверхностей подсистемы шпиндель-инструмент / О.Ю. Казакова, Э.С. Гаспаров // Стратегия качества в промышленности и образовании: Сб. материалов VI –й международной конференции. – Варна, 2010. – Т.1. Ч.2. - С. 95-97.
20. Казакова, О.Ю. Определение зоны интенсивного износа базирующих поверхностей инструментальной системы металлорежущих станков / А.Ф. Денисенко, О.Ю. Казакова // Всероссийская научно-техническая интернет-конференция с международным участием «Высокие технологии в машиностроении». – Самара: Самарский гос. техн. ун-т, 2010. – С. 84-86.
Автореферат отпечатан с разрешения диссертационного совета Д212.217.02
ФГБОУ ВПО «СамГТУ»
(протокол № 50 от 12.09.2013 г.)
Заказ №___ Тираж 100 экз.
Отпечатано на ризографе.
ФГБОУ ВПО «СамГТУ»
Отдел типографии и оперативной печати
443100 г. Самара ул. Молодогвардейская, 244