

Разработка технологии изготовления и испытаний упругодемпфирующих элементов из проволоки для использования на судах и кораблях
Обложка автореферата, Общая характеристика работы, Основное содержание работы, Выводы, Основные публикации по теме диссертации
На правах рукописи
Бегаева Жанна Петровна
РАЗРАБОТКА ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ И ИСПЫТАНИЙ УПРУГОДЕМПФИРУЮЩИХ ЭЛЕМЕНТОВ ИЗ ПРОВОЛОКИ ДЛЯ ИСПОЛЬЗОВАНИЯ НА СУДАХ И КОРАБЛЯХ
Специальность 05.08.04 «Технология судостроения, судоремонта и организация судостроительного производства»
АВТОРЕФЕРАТ
диссертации на соискание учёной степени
кандидата технических наук
Санкт - Петербург
2013
Работа выполнена на кафедре «Судостроительное производство и сварка» филиала «Севмашвтуз» федерального государственного бюджетного образовательного учреждения высшего профессионального образования «Санкт-Петербургский государственный морской технический университет»
Научный руководитель:
Доктор технических наук, доцент Горин Сергей Васильевич
Официальные оппоненты:
Доктор технических наук Николай Иванович Герасимов, главный научный сотрудник ОАО «Центр технологии судостроения и судоремонта», г.Санкт-Петербург
Кандидат технических наук Владимир Кириллович Шурпяк, главный специалист отдела механического оборудования и систем Главного Управления Российского Морского Регистра Судоходства, г. Санкт-Петербург.
Ведущая организация:
ОАО производственное объединение «СЕВМАШ», г.Северодвинск
Защита диссертации состоится 9 апреля 2013г., в 1400
на заседании диссертационного совета Д 212.228.05 при Санкт-Петербургском государственном морском техническом университете, по адресу: 190008, г. Санкт-Петербург, ул. Лоцманская д.3, аудитория А -313
С диссертацией можно ознакомиться в библиотеке Санкт-Петербургского государственного морского технического университета.
Автореферат разослан « » 2013г.
Учёный секретарь диссертационного совета
канд.техн.наук, доцент А.Н. Муравьёв
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность темы
На стадиях проектирования, постройки и ремонта судов и кораблей различного назначения используются технологические процессы, основанные на использовании передового опыта инженерной подготовки строительства и модернизации судов, а также на материалах, из которых изготавливают корпуса судна и судовые системы, оборудование и комплектующие. При этом обязательным условием является выполнение требований обеспечения необходимого уровня их надежности.
Полностью исключить вредное воздействие вибрации на человека, технику и окружающую среду невозможно, но разработать комплекс методов и средств для защиты от вибрации и шума, как людей, так и машин – обязанность проектантов и строителей кораблей.
Одной из важнейших проблем стоящих в настоящее время перед судостроением является разработка новых конструкций для гашения вибрации, технологий их изготовления. Традиционные материалы к настоящему времени практически достигли предела своих эксплуатационных свойств, т.к. относительно быстрое старение резины, невозможность ее использования в условиях высоких температур и в агрессивных средах ограничивают области применения резинометаллических средств борьбы с шумом и вибрацией.
Данная работа посвящена разработке технологий изготовления и испытаний пористого конструкционного материала - упругодемпфирующих элементов (УДЭ) из прессованной проволоки, сочетающих в себе свойства металлов (прочность, коррозионную стойкость и способность надежно работать в условиях ионизирующего излучения и при высоких температурах) и резины (хорошие упругие и диссипативные свойства), а также технологии изготовления на их основе элементов судовых конструкций с более высокими эксплуатационными характеристиками.
Цель работы – создание упругодемпфирующего материала для атомной энергетики, обладающего высокими физико-механическими эксплуатационными и технологическими свойствами, экологической чистотой; установление фундаментальных связей между пористостью, технологией изготовления и свойствами УДЭ, определение физических характеристик УДЭ как конструкционного материала.
Основные задачи исследования:
- Разработать технологию изготовления пористого материала - УДЭ из прессованной проволоки, отвечающего требованиям, предъявляемым к судовым атомным энергетическим установкам.
- Определить критерий выбора материала проволоки в зависимости от условий эксплуатации УДЭ.
- Исследовать влияние режимов технологических воздействий при производстве УДЭ на их структуру. Оптимизировать технологию получения материала с заданной структурой и свойствами.
- Создать методики и разработать технологии испытаний нелинейных упругих элементов для определения зависимости физико-механических свойств от макроструктуры материала, т.е. его пористости.
- Разработать программное обеспечение для обработки экспериментальных данных и оптимального подбора аппроксимирующих функций, наиболее точно соответствующих экспериментально полученным зависимостям физических свойств от пористости элементов.
- Разработать рекомендации по стандартизации УДЭ, контролю качества изготовления.
Методы исследования
Решение поставленных задач осуществлялось расчётно-экспериментальными методами исследования.
Достоверность полученных результатов достигалась путём применения современного прецизионного измерительного оборудования фирмы «Брюль и Къер» (Дания), современных методов цифровой обработки данных с использованием ПЭВМ.
На защиту выносятся:
- технологические процессы производства и испытаний УДЭ для судового машиностроения;
- результаты теоретических и экспериментальных исследований физико-механических характеристик УДЭ из прессованной проволоки и полученные зависимости свойств УДЭ от пористости материала;
- рекомендации по использованию УДЭ в судостроительной отрасли;
- методы расчета характеристик и эффективности средств снижения вибрации конструкций с УДЭ.
- создание производственного участка по изготовлению упругодемпфирующих элементов из прессованной проволоки для обеспечения потребностей судостроительного предприятия (ОАО «ПО»СЕВМАШ»).
Научная новизна:
Разработан и доведен до промышленного производства способ изготовления конструкционного материала, обладающего одновременно свойствами металла и резины, способного работать в условиях динамических нагрузок, ионизирующего излучения и при высоких температурах.
Впервые установлены связи между объёмным содержанием воздуха в УДЭ (т.е. его пористостью) и физико-механическими свойствами данного материала.
Созданы технологии испытаний металлических аналогов резины с нелинейной зависимостью «сила – деформация»
Практическая ценность:
Даны рекомендации по созданию на базе УДЭ цельнометаллических конструкций, уменьшающих вибрацию оборудования и препятствующих разрушению конструкций, повышающих пожарную безопасность и износостойкость, разработаны технические требования к УДЭ, необходимые для их промышленного производства. Разработан технологический процесс по изготовлению УДЭ для амортизаторов блока паровых задвижек II контура, дейдвудного подшипника судового валопровода. Пневматические молотки, при использовании в качестве демпфера УДЭ, в ходе проведённых испытаний во всем частотном диапазоне от 0 до 1000 Гц не превышали предельно допустимых уровней вибрации, оговоренных ГОСТ 17770-86. Что достигнуто впервые в мировой практике. Приведены результаты испытаний разработанных и изготовленных УДЭ на соответствие требований ТУ на поставку, а также результаты дополнительных испытаний по выявлению факторов, влияющих на статические и динамические характеристики УДЭ. По результатам работ сделаны выводы и предложения для дальнейшего промышленного производства.
Результаты работы используются ОКБМ (Нижний Новгород), СПМБМ «Малахит» и ЦКБ МТ «Рубин»
Личный вклад автора: Автор принимал непосредственное участие в проведении экспериментов, обработке и анализе данных [1, 3, 4, 5, 10],а также их интерпретации. В работах [1, 2, 6, 7, 8, 9] автором были сделаны аналитические выводы. Разработаны методики, программное обеспечение для расчёта зависимости коэффициента динамической жёсткости УДЭ от пористости при различных частотах [4].
Апробация работы Основные результаты работы представлены на:
Международной конференции “Поморье в Баренц-регионе на рубеже веков: экология, экономика, культура”, Архангельск, Институт экологических проблем Севера УрО РАН, 2000; Ломоносовских чтениях, Северодвинск, 2004; региональной научно-технической конференции с международным участием «Кораблестроительное образование и наука-2005», Санкт-Петербург, 2005; научно-практической конференции “100 лет Российскому подводному флоту”, Северодвинск, 2006.
Публикации.
10 научных статей. 2 статьи выполнены без соавторов, авторское участие в остальных от 30% до 50%.
В ведущих рецензируемых научных журналах и изданиях опубликовано 3 статьи, авторское участие в которых от 30% до 50%.
Структура и объём работы.
Диссертация состоит из введения, четырёх глав, выводов, списка литературы, приложений. Основное содержание изложено на 138 страницах, включает 48 рисунков, 13 таблиц.
ОСНОВНОЕ СОДЕРЖАНИЕ ДИССЕРТАЦИИ
Во введении изложена актуальность темы и основные направления диссертационной работы.
В первой главе рассмотрены технологии монтажа судового оборудования и трубопроводных систем с применением в качестве опорных и упорных изделий различного рода амортизаторов и подвесок или опор трубопроводов. Рассмотрено применение резиновых элементов в качестве упругих элементов штатных амортизаторов и подвесок трубопроводов. Сделаны выводы об ограниченности сфер применения данных амортизирующих устройств.
Рассмотрены технологии изготовления УДЭ, используемые в различных странах и их основные свойства как конструкционного материала.
Для широкого использования УДЭ, необходимо проведение работ по определению таких основных характеристик материала как: модуль Юнга, динамической, вибрационной и ударной жёсткостей, коэффициент трения, удельная теплоёмкость и теплопроводность УДЭ, электрическое удельное сопротивление. Представлен обзор известных технологий испытаний, позволяющий сделать вывод, что существующие методики определения физических свойств материалов не всегда применимы к УДЭ, вследствие нелинейности зависимости силы от деформации для данного материала и существенного влияния пористости на физико-механические характеристики.
Во второй главе разработана технология изготовления УДЭ. Для изготовления УДЭ предложено использовать как нержавеющую стальную, так и бронзовую проволоки любых марок, при условии - проволока должна обладать достаточно хорошими упругими свойствами. Марки проволоки, не обладающие достаточными упругими свойствами, которые претерпевают под действием нагрузок пластические деформации, для изготовления УДЭ виброизолирующих, противоударных, а также ряда других конструкций не пригодны. Исключение могут составить только элементы для звукопоглощающих конструкций, дросселирующих, фильтрующих устройств, при условии, что в процессе эксплуатации они не подвергаются воздействию значительных статических и динамических нагрузок.

Подготовка спиралей. В предлагаемой технологии изготовления, основой для производства УДЭ, является спираль диаметром не более 2,5мм, полученная прокаткой проволоки между диском и роликом (Рис.1). Навитые спирали немерной длины взвешивают с точностью до 5% от теоретической массы УДЭ. Длина отрезков плотно навитых спиралей должна быть не менее 1м. Возможно использование не более двух отрезков меньшей длины. Следующим подготовительным этапом будет получение спиралей с шагом, равным диаметру спирали, для чего навитые спирали растягивают. Равенства диаметра и шага проволочных витков обеспечивает оптимальное сцепление между отдельными витками спиралей, что обеспечивает стабиль- Рис.1 Узел для намотки спирали ность свойств готового изделия.

Изготовление заготовки. Из хаотично уложенной спирали формируется коврик равномерной плотности, произвольной высоты. Коврик формируют на чистой поверхности либо в специальной емкости с размерами, сопоставимыми по параметрам с размерами. Из полученного коврика скатывают рулон, являющийся заготовкой УДЭ, массой
где п - плотность материала проволоки, dп- диаметр проволоки; lп. - длина проволоки.
Окончательное формирование УДЭ методом прессования. В предварительно подготовленные пресс-формы с пуансоном помещаются подпрессованные заготовки для УДЭ (Рис.2). Величина усилия прессования и скорость хода пуансона Рис.2 Прессование УДЭ подбирается в ходе изготовления нескольких пробных УДЭ. Единым значением при изготовлении любого УДЭ будет величина рекомендуемого начального нагружения (11-12)104Н.

Данный метод изготовления УДЭ позволяет использовать высокопроизводительное оборудование для навивки спирали, и изготавливать образцы с заранее заданной пористостью
где VM - объем металла в элементе, VO - объем образца УДЭ.
Испытания на соответствия ТУ. Имитируя номинальную нагрузку на УДЭ, помещённые в приспособления аналогичные посадочным местам в арматуре изделий, определяется величина статической деформации УДЭ.
УДЭ до настоящего времени остаётся пока единственным пористым упругим материа- Рис.3 УДЭ различной формы лом со сквозными порами, позволяющий создавать конструкции практически любой формы и размера (Рис.3).
В третьей главе представлены разработки по проведению испытаний для определения различных физических свойств УДМ из проволоки сплава 36НХТЮ5М, результаты экспериментов и полученные зависимости физических свойств от макроструктуры (пористости) материала.
Ресурсные испытания. Наиболее достоверная информация о фактическом ресурсе любой установки или элемента оборудования может быть получена путём анализа опыта длительной эксплуатации натурных конструкций в составе действующих механизмов или с помощью ресурсных испытаний полномасштабных моделей на наземных стендах. Однако, ввиду больших сроков службы оборудования, исчисляемых годами, и тенденции к постоянному их увеличению, результаты такого анализа не могут быть получены быстро. Поэтому практически осуществимым в более короткие сроки будет являться – метод ускоренных испытаний (в совокупности с постоянным поиском путей уменьшения сроков проведения ресурсных испытаний). Общепринятая методика расчёта величины работы основана на том, что между силой и деформацией существует линейная зависимость F = bx-а (рис.4), что соответствует классической модели упругих деформаций.

В случае применения данной методики к расчёту энергетических процессов в нелинейных упругих элементах, которыми и являются УДЭ, получаем заниженные данные по ресурсу данных элементов из прессованной проволоки с явно выраженной нелинейной зависимостью силы от деформации F = f(x). За один цикл деформирования эта разница работ численно равна площади 1-2-3-4-1.Серия испытаний проводились на УДЭ различных пористостей.
Предложенная в работе методика, учитывающая нелинейность силы, дает возможность получения более достоверных результатов при проведении ресурсных испытаний. Разность работ за цикл деформирования для УДЭ 10-15%.
Рис.4 Определение работы при нелинейных колебаниях
Результаты эксперимента позволяют сделать выводы о том, что увеличение высоты испытуемых образцов приводит к завышению сроков ресурсных испытаний. Исходя из вышесказанного, представляется не целесообразным проводить ресурсные испытания на деталях конструкций из УДЭ натуральной величины, требуется провести эксперименты с единичным элементом, и произвести перерасчёт требуемых параметров. Рассчитаем жёсткость конструкции из УДЭ, приняв за модель совокупность параллельно и последовательно соединённых упругих элементов. (Рис. 5, а) - механическая аналогия; 5, б) – элементарный объём заменяется пружиной жёсткостью ki )
Формула для расчётов жёсткости УДМ произвольной высоты, любой площади поперечного сечения
где kрезульт – жёсткость УДЭ произвольной формы; L, Sоснования – высота и площадь УДЭ произвольной формы; VУДМ – объём УДЭ произвольной формы; h, Sед - высота, площадь единичного элемента; Vед – объём единичного элемента, k- жёсткость единичного объёма.
Динамическая вибрационная жесткость и коэффициент потерь.
Для определения динамической вибрационной жесткости в частотной области разработан расчетно-экспериментальный метод. Получение информации для расчетов динамической вибрационной жесткости и коэффициентов потерь осуществлялись с помощью виброакустического стенда (рис.6, а), состоящим из датчиков колебаний 5, предварительных усилителей 6, анализатора сигналов Рис.5 Разбиение УДЭ 7, ЭВМ 8, графопостроителя 9, усилителя мощности 10, электродинамического вибратора 11. На основании 1, на упругих связях 2, установлен образец из УДЭ 3, нагруженный номинальной массой 4. Определение упругих и диссипативных характеристик основано на измерении отношения колебательных скоростей на входе и выходе испытуемого элемента. Результаты испытаний выводятся на графопостроитель.
Воспользуемся электроакустическими аналогиями между массой, гибкостью, сопротивлением трения в механических колебательных системах и индуктивностью, емкостью и сопротивлением в электрических цепях. Тогда для данной колебательной системы эквивалентной электрической схеме (рис.6, б), согласно правилам Кирхгофа запишем:
 , (1)
, (1)
,где Zm=jM; Zx=1/(jC); M–масса; С–гибкость; I-сила тока.


Обозначив за W=Iвх/I1 в уравнении (1), получим: ![]() , (2)
, (2)
а) б)
Рис.6, а) Блок-схема стенда для исследования жесткостных и диссипативных характеристик, б) электрическая аналогия блок-схемы стенда
Учитывая, что гибкость С =1/k и, вводя понятие комплексной жесткости k= k(1-j), получим
 (3)
(3)
В формуле (3) действительная часть будет являться выражением, позволяющим рассчитать динамическую вибрационную жёсткость УДЭ
![]() (4)
(4)
Мнимая часть уравнения (3) будет являться формулой для расчёта коэффициента потерь, т.к. именно мнимая составляющая (5) отвечает за диссипативные свойства УДЭ в частотной области
![]() , (5)
, (5)

Зависимость динамической жесткости УДЭ от пористости при различных частотах (Рис.7) можно представить для наглядности в виде поверхности в осях пористость-частота-коэффициент динамической жесткости УДЭ.
Динамическая ударная жесткость. Для того чтобы определить ударную жёсткость УДЭ, была разработана методика испытаний, основывающаяся на измерении ударного импульса и дальнейшем расчёте необходимых характеристик. Заданными параметрами в данном опыте будут являться масса падающего груза и скорость удара, равная соответственно скорости груза в момент касания УДЭ. Суть проводимого эксперимента состоит в том, что на исследуемый образец УДЭ с высоты h падает груз известной массой М. Для обеспечения требуемой начальной скорости деформирования УДЭ, экспериментально подбирается необходимая высота поднятия груза. На грузе устанавливается акселерометр, измеряющий величину мгновенного ускорения во времени. Акселерометр преобразует величину ускорения в электрический сигнал, пропорциональный ускорению, который, предварительно пройдя через усилитель, подаётся на двухканальный узкополосный анализатор. Динамическая ударная жесткость определялась по формуле
 , (6)
, (6)
где F- сила,X-смещение, ![]() - скорость,
- скорость, ![]() - ускорение. Скорость груза в момент касания УДМ
- ускорение. Скорость груза в момент касания УДМ ![]() .
.
В соответствии с данным алгоритмом проведения эксперимента была составлена программа для мини-ЭВМ, совместимой с узкополосным анализатором типа 2034. Расчет динамической ударной жесткости УДЭ проводился по анализу экспериментально полученной зависимости силы от времени, т.е. по ударному импульсу, считываемому ЭВМ с анализатора. Зная зависимость величины ударного импульса от времени, можно рассчитать зависимости скорости деформирования испытуемого УДЭ и смещения от времени, и по формуле (6) с требуемым шагом по деформации рассчитать динамическую ударную жесткость образца УДЭ.
Коэффициент теплопроводности упругодемпфирующего материала.

При линейном распределении температуры по толщине исследуемого образца, пренебрегая потерями тепла, считаем количество тепла, полученного приемником за время ![]() , равным количеству тепла, прошедшего через образец за это время. После математических преобразований, формула для расчёта коэффициента теплопроводности имеет вид
, равным количеству тепла, прошедшего через образец за это время. После математических преобразований, формула для расчёта коэффициента теплопроводности имеет вид  , где
, где ![]() и
и ![]() - начальная и конечная температуры приемника в момент Рис.8 Зависимость теплопроводности от пористости времени
- начальная и конечная температуры приемника в момент Рис.8 Зависимость теплопроводности от пористости времени ![]() и
и ![]() , с - удельная теплоёмкость УДЭ; m – масса образца УДМ; h – толщина исследуемого образца; S – площадь поверхности образца, через которую проходит тепловой поток;
, с - удельная теплоёмкость УДЭ; m – масса образца УДМ; h – толщина исследуемого образца; S – площадь поверхности образца, через которую проходит тепловой поток; ![]() - коэффициент теплопроводности образца.
- коэффициент теплопроводности образца.
По результатам эксперимента построена зависимость (рис. 8) коэффициента теплопроводности от пористости образца, изготовленного из проволоки 36НХТЮ. В диапазоне пористости 0,45П0,8 УДМ имеют коэффициент теплопроводности порядка 0,2Вт/м·К близкий коэффициенту теплопроводности асбеста – экологически вредного материала.
По результатам испытаний образцов УДЭ из прессованной проволоки 36НХТЮ диаметром 0,2 мм получены следующие данные:
- выдерживают назначенный ресурс – 60000 часов (15 лет) в условиях воздействия вибрационных нагрузок с ускорениями до 0,5g на частотах менее 50 Гц при амплитудах до 0,3 мм;
- работают при температурах от –50 0С до +350 0С в присутствии паров масла, топлива, нефти, а так же при попадании на них пресной и морской воды и горюче-смазочных материалов; выдерживают без разрушения статическую нагрузку равную пятнадцатикратной номинальной;
- после воздействия пятикратной ударной нагрузки с ускорением до 100g или с начальной скоростью (2-3) м/с и вызывающей его деформацию (20-25) % от номинальной высоты, не имеют остаточных деформаций, превышающих 10% от первоначальной высоты;
- имеют коэффициенты потерь не менее 0,1-0,15;
- при работе в составе подвесок паропроводов с деформацией до 25% от номинальной высоты без разрушений обеспечивают осевые перемещения труб относительно подвесок до 30 мм при условии проведения не менее 300 циклов «разогрев-охлаждение» трубопроводов;
- при погружении в 3% раствор NaCl после пяти суток выдержки электрохимический потенциал устанавливается в пределах (+0,34 …+0,37) В;
- коэффициент теплопроводности при 400 К порядка 0,2 Вт/мК;
- удельное электрическое сопротивление при пористости 0,8 около 8,5мОмм
При наработке, эквивалентной ресурсу 120000 часов (30 лет) в условиях воздействия вибрационных нагрузок с ускорениями до 0,5g на частотах менее 50 Гц при амплитудах до 0,3 мм образцы сохраняли работоспособность.
В четвёртой главе даны рекомендации по практическому применению УДЭ при создании цельнометаллических конструкций.
Цельнометаллические амортизаторы. Для снижения нагрузок на фундамент оборудования можно предложить использование цельнометаллических амортизаторов. Технические характеристики амортизатора определяются в большей степени характеристиками упругодемпфирующих элементов.

В проводимом эксперименте модель станка устанавливалась на цельнометаллические амортизаторы с УДЭ разных пористостей. В предложенной методике определение упругих и диссипативных характеристик основано на измерении отношения колебательных скоростей на входе и выходе испытуемого элемента, что в данном случае эквивалентно измерению виброскорости на корпусе станка и на фундаменте. Результаты испытаний выводятся на графопостроитель в графическом виде. На рис. 9 показаны графические зависимости логарифмического уровня виброскорости L от частоты f для УДЭ пористостью 0,8. Применение цельнометаллических амортизаторов с УДЭ пористостью 80%, снижает логарифмический уровень виброскорости на рабочих частотах станка в среднем на 15 дБ.
Рис. 9 Зависимости логарифмического уровня виброскорости L от частоты f
на корпусе станка, на фундаменте
Упругодемпфирующие элементы из прессованной проволоки для амортизаторов блока паровых задвижек. Данный пункт составлен по результатам выполнения работ в соответствии с техническим заданием № 94.41/95ТЗ на разработку технологического процесса по изготовлению УДЭ из прессованной проволоки для амортизаторов блока паровых задвижек (Рис.10). Приведены результаты испытаний разработанных и изготовленных УДЭ на соответствие требований ТУ на поставку, а также результаты дополнительных испытаний по выявлению факторов, влияющих на статические и динамические характеристики УДЭ. Показаны зависимости характеристик от величины статической нагрузки и амплитуды деформаций. По результатам работ сделаны выводы и предложения для дальнейшего промышленного производства.


а) б)
Рис. 10 Амортизатор цельнометаллический типа АСМ-800 а) разобранный,
б) сборка
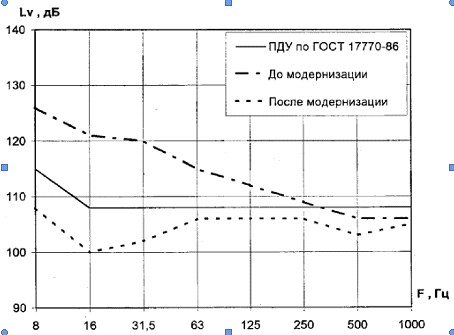
Пневматический молоток. Для защиты рук рубщиков от вредного воздействия вибрации, возникающей в результате работы с пневматическим рубильным молотком, разработана не имеющая аналогов в мире конструкция пневмомолотка с противоударным демпфером, в котором в качестве рабочих элементов использованы УДЭ из прессованной проволоки. Опытная партия из пяти пневматических молотков прошла виброакустические и ресурсные испытания в лаборатории и металлургическом цехе ОАО ПО “Севмашпредприятие”. Все пневмомолотки в течение трех месяцев эксплуатации по прямому назначению при наработке по 300 Рис.11Спектрограммы уровней вибраций часов имели стабильно низкие пневматического рубильного молотка уровни вибрации (рис.11),
которые во всем частотном диапазоне от 0 до 1000 Гц не превышали предельно допустимых уровней оговоренных ГОСТ 17770-86.

Подшипник с эластичными вкладышами. Новизна технического решения конструкции данного подшипника состоит в том, что вкладыш 1, облицованный изнутри антифрикционным материалом, установлен в корпусе 2 подшипника не жестко, а через эластичные упругодемпфирующие элементы 3, которые размещаются в гнездах корпуса подшипника, а вкладыш заводится благодаря наличию пазов 4. Чтобы исключить осевое перемещение вкладыша в корпусе подшипника при работе валопровода 5, в пазах предусмотрены короткие отводы, а проворачивание вкладыша в корпусе исключается благодаря наличию специальных эластичных стопоров (на рисунке не показаны). Оптимальное отношение длины такого подшипника к его диаметру L/D=1.Для тяжело нагруженных судовых валопроводов дейдвудный подшипник следует изготовлять составным из двух, трех и т.д. подшипников с эластичными вкладышами. Такой подход позволит получить более равномерное распределение нагрузок по длине составного подшипника и исключить повреждение вкладышей в процессе эксплуатации как в условиях статических, так и в условиях динамических нагрузок.
Выводы
1. Данная работа является комплексным исследованием, содержащим новую концепцию подхода к решению технологических и конструкторских задач, связанных со снижением негативного воздействия вибрации как на элементы и системы энергетических установок, так и непосредственно на человека. Эта концепция основана на использовании в кораблестроительной и машиностроительных отраслях экологически чистых упругодемпфирующих элементов из прессованной проволоки – металлических аналогов резины.
2. Отработаны и апробированы технологии изготовления и испытаний УДЭ, определён диапазон пористости УДЭ для корабельных конструкций.
3. На базе выполненных теоретических и экспериментальных исследований разработаны инженерные методики расчета, в том числе:
а) методика расчета статической, динамической вибрационной, ударной жесткостей, магнитной проницаемости, удельной теплоёмкости, теплопроводности и удельного электрического сопротивления УДЭ;
б) методика расчета в частотной области диссипативных характеристик упругодемпфирующих элементов;
4. Изготовлены и отлажены испытательные стенды для экспериментальных исследований, проведены вариантные испытания опытных образцов упругодемпфирующих элементов, определены наиболее оптимальные марки материала проволоки, пористость, геометрические размеры, что позволило рекомендовать промышленности их использования для решения актуальных задач в области виброакустической экологии.
5. На базе упругодемпфирующих элементов разработаны цельнометаллические конструкции, повышающие надежность, пожарную безопасность и живучесть кораблей с атомными энергетическими установками (амортизаторы, опоры трубопроводов, упругая опора вала и др.).
Использование результатов данной работы предприятиями судостроения и других отраслей промышленности позволит снизить вероятность возникновения аварий, связанных с радиоактивным загрязнением окружающей среды, уменьшить возможность возгорания и пожаров, как в процессе постройки кораблей, так и в процессе их эксплуатации, отказаться от использования для защиты от огня и возгорания экологически опасного материала – асбеста.
С ПИСОК ОПУБЛИКОВАННЫХ РАБОТ
I Публикации в ведущих рецензируемых научных журналах и изданиях:
- Бегаева Ж.П., Горин С.В. Технология изготовления упругодемпфирующих элементов и их применение для снижения колебаний оборудования и систем атомных энергетических установок. - Перспективные материалы, 2006, № 5, с.31-34, (автор – 50%)
- Бегаева Ж.П., Горин С.В., Лычаков А.И. Средства снижения колебаний оборудования и систем атомных энергетических установок. - Вестник машиностроения, 2006, № 12, с. 75-77, (автор – 30%)
- Бегаева Ж.П., Горин С.В. Физико-механические свойства металлических упругодемпфирующих элементов. - Перспективные материалы, 2007, № 6, с.39-43, (автор – 50%)
II Прочие публикации:
- Бегаева Ж.П., Горин С.В. О некоторых физико-механических свойствах металлорезины и возможности её применения для решения экологических проблем северного региона. // Материалы международной конференции. – Архангельск, Институт экологических проблем Севера УрО РАН, 2000, с.27, (автор – 50%)
- Бегаева Ж.П., Малышев Д.В. Физико – механические свойства металлорезины и возможности её применения. // Исторический очерк СЕВМАШВТУЗ: вчера, сегодня, завтра. – Северодвинск, РИО Севмашвтуза, 2000, с. 60-62, (автор – 50%)
- Бегаева Ж.П., Горин С.В. Определение ударных характеристик упругодемпфирующих элементов. // Вопросы технологии, эффективности производства и надёжности. Выпуск №20. - Северодвинск: НТО судостроителей им. акад. А.Н.Крылова; Севмашвтуз, 2004, с.129-131, (автор – 50%)
- Бегаева Ж.П. Экспериментальное исследование зависимости динамической вибрационной жёсткости упругодемпфирующих элементов от их пористости. // Вопросы технологии, эффективности производства и надёжности. Выпуск №20.-Северодвинск: НТО судостроителей им. акад. А.Н.Крылова; Севмашвтуз, 2004, с.132-136, (автор – 100%)
- Бегаева Ж.П., Горин С.В. Исследование удельного сопротивления упругодемпфирующих элементов из металлической прессованной проволоки. // Сборник научных трудов НИПТБ «Онега», г. Северодвинск, 2005, с.40-43, (автор – 50%)
- Бегаева Ж.П., Горин С.В. Цельнометаллические средства снижения шума и вибрация плавучих атомных теплоэлектростанций. // Материалы региональной научно-технической конференции с международным участием “Кораблестроительное образование и наука-2005”, Санкт-Петербург СПбГМТУ,2005, Том 2, с.367-370, (автор – 50%)
- Бегаева Ж.П. Применение упругодемпфирующих элементов для снижения уровней вибрации и повышения пожарной безопасности энергетических установок и электрооборудования. // Научно - практическая конференция 100 лет Российскому подводному флоту. Сборник докладов (часть 1) 2-4 марта 2006г., г. Северодвинск, с.37-42, (автор – 100%)