

Повышение эффективности лазерной обработки деталей из железоуглеродистых сплавов, основанное на установленном механизме массопереноса легирующих элементов в зоне лазерного воздействия
На правах рукописи
Семенцев Александр Михайлович
ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ
ЛАЗЕРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ, ОСНОВАННОЕ НА УСТАНОВЛЕННОМ МЕХАНИЗМЕ МАССОПЕРЕНОСА ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ
В ЗОНЕ ЛАЗЕРНОГО ВОЗДЕЙСТВИЯ
05.02.08 – «Технология машиностроения»
Автореферат диссертации на соискание ученой степени
доктора технических наук
Брянск – 2008
Работа выполнена в Южно-Российском государственном техническом университете (Новочеркасском политехническом институте).
Официальные оппоненты: доктор технических наук, профессор
Смоленцев Владислав Павлович,
ВГТУ, г. Воронеж;
доктор технических наук, профессор
Памфилов Евгений Анатольевич,
БГИТА, г. Брянск;
доктор технических наук, профессор
Бутенко Виктор Иванович,
ЮФУ, г. Ростов-на-Дону.
Ведущая организация: ЗАО «Термотрон-завод»
Защита состоится « 25 » марта 2008 г. в 16-00 часов в учебном корпусе № 1, ауд. 59 на заседании диссертационного совета Д 212.021.01 при Брянском государственном техническом университете, по адресу 241035, г. Брянск, бульвар им. 50-летия Октября, д. 7.
С диссертацией можно ознакомиться в библиотеке Брянского государственного технического университета.
Автореферат разослан « 15 » февраля 2008 г.
Ученый секретарь
диссертационного совета
д.т.н., профессор А.В. Хандожко
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность проблемы. Современный этап развития техники предъявляет повышенные требования к эксплуатационным характеристикам деталей. Различные узлы и детали машин, металлорежущие инструменты, металлические элементы конструкций работают в условиях повышенного трения, больших удельных нагрузок, высоких температур, широкого диапазона скоростей, воздействия агрессивных сред и т.д. Зачастую имеет место одновременное воздействие нескольких факторов. Поэтому в настоящее время остро стоит проблема повышения качества рабочих поверхностных слоев изделий.
Научно-технический прогресс основывается на разработке новых технологических процессов и нанотехнологий, к которым относится такое перспективное направление как лазерная обработка металлов и сплавов. Изучение использования лазерного излучения для повышения качественных характеристик поверхностного слоя изделий хотя и не привели к получению полной картины взаимодействия лазерного излучения с материалом, но позволили определить ряд положений, составляющих ее основу.
В многочисленных публикациях, посвященных различным аспектам применения лазерного излучения для решения технологических и материаловедческих задач, остаются невыясненными многие вопросы, относящиеся к природе взаимодействия лазерного излучения с металлическими материалами и процессам в зоне обработки. Современное решение вопроса по назначению технологических процессов лазерного упрочнения поверхностного слоя изделия связано с получением требуемой структуры зоны обработки на заданном участке за счет регулирования скоростей нагрева и охлаждения изделия, времени пребывания его при высоких температурах. Технологические возможности лазерной обработки позволяют использовать этот процесс в качестве заключительной операции без последующей механической обработки. Однако выбор технологических параметров лазерного излучения для получения требуемых свойств поверхностного слоя изделия связывают только с получением соответствующих структур в зоне лазерного воздействия (ЗЛВ). При этом практически не оценивается состояние неметаллических включений до и после обработки, а также перераспределение легирующих элементов по ЗЛВ.
Повышение свойств изделий в настоящее время достигается за счет использования в качестве материала специальных сталей и сплавов. Большое внимание уделяется сочетанию свойств, присущих сердцевине изделия (ударная вязкость, прочность, пластичность) и поверхностному слою (твердость, износостойкость, теплостойкость, контактная прочность и др.). Чаще всего эти свойства достигаются обеспечением химического состава материала изделия, а именно композиционных материалов.
Получение композиционных материалов наиболее доступными литейными способами сопряжено с большими трудностями, в том числе и неразрешимыми. Применение композиционных порошковых материалов ограничено в связи с их недостаточной конструкционной прочностью. Распространенным способом является поверхностное легирование вообще и лазерное в частности. При этом происходит частичное выгорание обмазки, образуется неоднородный по составу и неравномерный по глубине легированный слой. Наиболее изученными в настоящее время являются процессы однокомпонентного легирования неметаллическими материалами – углеродом, азотом, кремнием и бором. В остальных случаях за счет вихревых потоков в кристаллизующемся металле образуется значительная структурная неоднородность, приводящая зачастую к появлению напряженного состояния материала. Глубина легированного слоя не превышает обычно 200 мкм. Появляющаяся после затвердевания поверхностного слоя изделия повышенная шероховатость требует проведения дополнительной механической обработки с удалением части легированного слоя. Это может свести к минимуму положительный эффект от лазерного легирования особенно при эксплуатации детали в условиях динамических нагрузок.
Одним из эффективных путей получения эксплуатационных свойств изделия является возможность изменения химического состава материала изделия путем управляемого легирования поверхностного слоя энергией лазера. В связи с этим особую актуальность приобретают исследования, связанные с определением методики проведения и назначением режимов лазерной обработки, обеспечивающей перераспределение легирующих элементов в ЗЛВ. Большое влияние в обеспечении свойств изделия оказывают неметаллические включения, находящиеся в рабочем поверхностном слое. Чаще это влияние негативное. Устранить отрицательное и усилить положительное влияние с помощью варьирования технологическими параметрами лазерной обработки – это путь повышения работоспособности и долговечности изделия.
Получение новых экспериментальных данных, выявление неизвестных механизмов, теоретическое объяснение и описание, и на этом основании разработка новых методов с целью увеличения производительности и эффективности технологического процесса, снижения себестоимости и повышения качества продукции является актуальной научно-технической проблемой. Именно создание новых наукоемких технологий является приоритетом для высокоэффективных производств. Решение этой сложной проблемы невозможно без проведения комплекса теоретических и экспериментальных исследований, физического и математического моделирования технологических процессов. Поэтому исследование явлений, происходящих в зоне лазерной обработки, является актуальной задачей в области обработки материалов высококонцентрированными источниками энергии.
Работа выполнялась в рамках одного из научных направлений ЮРГТУ (НПИ).
Цель и задачи работы. Разработать принципы выбора технологических параметров лазерной обработки для повышения ее эффективности, базирующиеся на установленном механизме перераспределения легирующих элементов, трансформации неметаллических включений в зоне лазерного воздействия, и связанного с этим получения заданных эксплуатационных свойств поверхностных слоев деталей.
В соответствии с указанной целью в работе поставлены следующие задачи:
– исследовать, теоретически проанализировать и установить физическую природу влияния воздействия лазерного излучения на характер перераспределения легирующих элементов;
– определить пути получения изделий с заданным качеством поверхностного слоя после лазерной обработки с использованием известных методик;
– теоретически обосновать процессы массопереноса и трансформации неметаллических включений в ЗЛВ;
– разработать физическую модель процессов массопереноса легирующих элементов и трансформации неметаллических включений в зоне лазерной обработки;
– получить экспериментальное подтверждение возможности изменения химического состава поверхностного слоя изделия путем управляемого легирования за счет энергетических характеристик лазерного излучения;
– изучить взаимосвязь процессов перераспределения легирующих элементов и трансформации неметаллических включений с процессами формирования структуры ЗЛВ и обеспечиваемыми при этом эксплуатационными свойствами обработанного изделия;
– разработать принципы выбора технологических режимов лазерной обработки деталей с целью получения заданных свойств рабочих поверхностных слоев;
– получить практическое подтверждение повышения эффективности лазерной обработки изделий из железоуглеродистых сплавов, основанное на установленном механизме массопереноса легирующих элементов в зоне лазерной обработки.
Научная новизна работы состоит в следующем:
1. Выявлены общие закономерности влияния энергетических параметров и условий лазерной обработки на повышение эксплуатационных свойств деталей, позволяющие существенно расширить пути целенаправленного воздействия на их функциональные поверхности для получения требуемых свойств при различных условиях работы.
2. Установлена возможность изменения химического состава в поверхностном слое деталей из железоуглеродистых сплавов путем управляемого перераспределения легирующих элементов энергией лазера.
3. Предложена принципиально новая физическая модель аномального массопереноса элементов при воздействии лазерного излучения на поверхность детали, основанная на разнице оптических свойств неметаллических включений, находящихся в основном металле, и самой матрицы. Установлено, что основную роль в процессе переноса играет скорость нагрева, обеспечивающая переход «твердая фаза – газ».
4. Разработана модель, подтверждающая утверждение, что фактором образования аномалий перераспределения и массопереноса элементов и фаз в зоне лазерного воздействия является магнитное поле, индуцируемое лазерным излучением.
5. Определены основные принципы, связывающие процессы перераспределения легирующих элементов и трансформации неметаллических включений с процессами формирования структуры ЗЛВ и обеспечиваемыми при этом эксплуатационными свойствами поверхностного слоя обработанной детали.
6. Систематизированы и научно обоснованы принципы получения качественных характеристик поверхностного слоя деталей после лазерной обработки.
7. Разработана структурная схема взаимосвязи показателей качества поверхностного слоя деталей и технологических режимов лазерной обработки.
8. Теоретически обоснованы принципы выбора технологических режимов лазерной обработки с целью получения деталей с заданными свойствами поверхностного слоя.
Практическая значимость и реализация результатов работы заключаются в следующем:
1. Разработан алгоритм назначения режимов лазерной обработки, базирующийся на установленном механизме массопереноса легирующих элементов в поверхностном слое обрабатываемых деталей и позволяющий повысить их эксплуатационные свойства.
2. Проведенные исследования позволили сформировать теоретические основы научно обоснованного определения режимов лазерной обработки деталей из различных материалов, обеспечивающие значительное повышение их долговечности. Разработаны технологии лазерной обработки ряда деталей, внедрение которых в производство позволило повысить эксплуатационные характеристики изделий, работающих в условиях интенсивного износа.
3. В условиях Цимлянского судомеханического завода внедрена в производство технология лазерного упрочнения ковшей пескометной машины, которая обеспечила повышение стойкости этих изделий в 4…6 раз по сравнению с заводской, что позволило заменить дорогостоящую сталь 110Г13 на сталь 35Л.
4. Достигнутое повышение срока эксплуатации зубил пневмомолотка, изготовленных из стали У8, работающих в условиях динамических нагрузок, позволяет говорить о возможности использования лазерной технологии для обработки деталей с целью повышения сопротивляемости поверхностному деформированию и трещинообразованию.
5. Разработана и внедрена в производство (Криворожский рудоремонтный завод, Цимлянский судомеханический завод, ОАО «ЭМК-Атоммаш», ЗАО НПО «Эталон») технология лазерной обработки инструментов, изготовленных из быстрорежущей стали Р6М5. Это позволило уменьшить износ инструмента из-за повышения поверхностной твердости при сохранении общей динамической прочности, повышения теплостойкости, снижения химической активности упрочненного материала и коэффициента трения пар режущий инструмент – заготовка и режущий инструмент – стружка. Стойкость инструмента увеличилась в среднем в 2,5…4 раза.
6. Опытно-промышленная проверка технологии лазерной обработки образующих трубчатых направляющих и колец контакта боковых поверхностей ролика с направляющими в условиях ООО «Конвейер» (г. Брянск) позволили заменить дорогостоящую легированную сталь 35ХГСА на конструкционную 35Л, обработанную лазером. После стендовых испытаний стойкость роликов и трубчатых направляющих из стали 35Л, обработанных лазером, стала в 4 раза выше стойкости изделий, изготовленных из стали 35ХГСА.
7. Результаты диссертационной работы, раскрывающие технологические и теоретические особенности метода поверхностного упрочнения изделий, используются в учебном процессе в виде содержательной части лекций при чтении курсов «Технология машиностроения», «Детали машин», «Материаловедение» в Южно-Российском государственном техническом университете (Новочеркасском политехническом институте).
Повышение эффективности лазерной обработки деталей из железоуглеродистых сплавов с помощью установленного механизма массопереноса легирующих элементов в зоне лазерного воздействия подтверждено положительным решением на выдачу патента.
Суммарный годовой экономический эффект от внедрения разработанных технологических процессов повышения работоспособности деталей с помощью лазерного упрочнения составил 120 000 рублей в ценах 1992 года и 412 000 в ценах 2003 – 2005 гг.
Апробация работы. Материалы, составляющие основное содержание работы, докладывались и обсуждались более чем на 20 международных, всесоюзных, всероссийских и региональных конференциях, в том числе: международные конференции – «Применение лазерных технологий в машиностроении и приборостроении» (Москва, 1991), «Литейное производство и окружающая среда» (Минск, 1992), «Нетрадиционные и лазерные технологии NALT’92» (Москва, 1992), «Проблемы машиностроения и технологии материалов на рубеже веков» (Пенза, 2003), «Машиностроение и техносфера XXI века» (Донецк, 2003, 2004), «Надежность и ремонт машин» (Орел, 2004, 2005); всероссийские конференции, республиканские и региональные конференции – «Прогрессивные способы плавки» (Киев, 1992), «Строение металлических и шлаковых расплавов» (Екатеринбург, 1994), 21 Гагаринские чтения (Москва, 1995), «Новые материалы и технологии» (Москва, 1995), «Инновации в машиностроении» (Пенза, 2003), 9-21 научно-практические конференции преподавателей, научных работников и студентов Волгодонского института Южно-Российского государственного технического университета, научно-технический семинар кафедры «Лазерная техника и технологии» МВТУ им. Н.Э. Баумана, расширенное заседание научно-технического семинара кафедры «Автоматизированные технологические системы» и технологической секции Брянского государственного технического университета и др.
Публикации. По теме диссертации опубликовано 33 работы, в том числе 1 монография, получено положительное решение к заявке на изобретение.
Объем и структура работы. Диссертация состоит из введения, шести глав, общих выводов. Основное содержание работы и выводы изложены на 235 страницах машинописного текста. Диссертация содержит 31 рисунок, 16 таблиц и 4 приложения. Список литературы включает 192 наименования.
СОДЕРЖАНИЕ РАБОТЫ
Во введении обоснована актуальность темы диссертации, сформулирована цель работы и определены основные задачи, которые необходимо решить для ее достижения. Показана научная новизна и практическое значение полученных результатов.
В первой главе приведен анализ результатов известных экспериментальных и теоретических исследований взаимодействия лазерного излучения с твердой поверхностью металлических изделий при лазерной термообработке деталей. Изучены тепловые характеристики воздействия лазерного излучения на металл, проведен анализ энергетических параметров и технологических возможностей лазерной обработки. Рассмотрены вопросы методологии технологического обеспечения качества поверхностного слоя деталей машин, а также технологического обеспечения эксплуатационных свойств деталей машин и их соединений. При этом изучены вопросы достижения качественных характеристик с использованием нетрадиционных методов обработки высококонцентрированными потоками энергии, представленные в работах ведущих ученых СССР и России – В.М. Андрияхина, Л.Ф. Головко, А.Г. Григорьянца, С.И. Губенко, А.М. Дальского, В.В. Ковалевского, В.С. Коваленко, А.Н. Кокора, В.С. Крапошина, В.С. Мухина, Ю.Ф. Назарова, Е.А. Памфилова, Н.Н. Рыкалина, А.Н. Сафонова, В.П. Смоленцева, А.М. Сулима, А.Г. Суслова, А.А. Углова и других.
Проведенный анализ известных работ по изучению особенностей структурных и фазовых превращений в железоуглеродистых сплавах при лазерной термообработке показал, что авторы всех работ связывают повышение свойств, прежде всего, с получением структур закалки в зоне лазерной обработки. Ими сделаны предположения о целесообразности проведения лазерного упрочнения, исходя только из условия получения закалочных структур согласно диаграмме состояния системы «железо – цементит».
Недостаток данных прослеживается в исследованиях, связанных с изучением перераспределения элементов в ЗЛВ. Необходимо отметить, что все работы основываются на экспериментах, проведенных при обработке только с оплавлением поверхности. В рассмотренных работах в основном изучается лишь изменение концентрации углерода для более эффективного проведения процессов закалки и не разработаны технологии проведения лазерной обработки, приводящие к изменению содержания легирующих элементов в рабочем поверхностном слое.
Проведенный анализ представленных работ по изучению влияния лазерной обработки на эксплуатационные характеристики деталей показывает, что по ним нельзя определить принципы выбора технологических режимов лазерной обработки изделий с целью получения заданных свойств рабочих поверхностных слоев, поскольку в исследованиях не учитывается все многообразие происходящих в ЗЛВ процессов. Для описания энергетических параметров лазерного излучения, тепловых полей и диффузионных процессов в ЗЛВ используются эмпирические зависимости для каждого отдельного случая обработки определенного материала или детали заданной формы. Целостная методика назначения режимов обработки для обеспечения требуемых свойств изделия отсутствует.
Недостаточное количество исследований проведено по изучению поведения неметаллических включений в ЗЛВ железоуглеродистых сплавов и их влияния на процессы структурообразования и формирование эксплуатационных свойств поверхностей деталей, обработанных лазером.
Отсутствие названных результатов по проведению комплексных исследований взаимодействия лазерного излучения с материалом обрабатываемой детали, и, в частности, процессов массопереноса легирующих элементов и трансформации неметаллических включений в ЗЛВ позволило сформулировать вышеуказанные цель и задачи исследования.
Во второй главе приводится обоснование путей получения поверхностных слоев деталей с заданными эксплуатационными свойствами. Предложена общая методика проведения работы, заключающаяся в изучении воздействия лазерного излучения на обрабатываемую поверхность деталей из сталей различного класса.
Методы теоретических исследований основываются на изучении физических моделей переноса субстанции (тепла, легирующих элементов) в зоне оплавления и зоне термического влияния. В работе изучено изменение свойств различных структурных составляющих материала при высокоскоростном нагреве, а также возможности перераспределения субстанции в ЗЛВ.
Разработанные автором теоретические основы повышения эффективности лазерной обработки деталей основываются на результатах многочисленных исследований отечественных и зарубежных ученых-металловедов. При этом объектами исследований выступают конкретные детали, а не материалы, из которых они изготовлены. При решении технологических задач должны быть рассмотрены все звенья процесса получения детали – от исходных состояний поверхностного слоя изделия, его структурных составляющих, состава, расположения и морфологии неметаллических включений до конечных характеристик химического состава поверхностного слоя, глубины зоны термического влияния, структуры, а значит и свойств изделия. Исходные и конечные параметры должны стать определяющими характеристиками для назначения режимов лазерной обработки.
Для исследования были выбраны детали, изготовленные из сталей различных классов, имеющих важное народнохозяйственное значение – малоуглеродистой низколегированной стали 20ГМЛ, среднеуглеродистой конструкционной стали 35Л, высокоуглеродистой инструментальной У8, высокоуглеродистой легированной быстрорежущей Р6М5 и низкоуглеродистой легированной нержавеющей стали 12Х18Н9Т8.
Лазерная обработка проводилась на универсальных технологических установках непрерывного действия типа «Комета» и импульсно-периодического действия типа «Квант» по известным методикам, описанным в работах А.Г. Григорьянца, А.Н. Сафонова, В.С. Коваленко и др. В качестве изменяющегося параметра лазерного излучения были выбраны длительность импульса и плотность мощности, приводящие в свою очередь к изменению энергетических параметров воздействия луча на материал. Необходимо отметить отсутствие известных литературных данных по изучению влияния длительности импульса на структурные характеристики обработанного материала.
Для изучения качества поверхностного слоя деталей и его эксплуатационных характеристик после лазерной обработки проводились металлографические, дюрометрические и прочностные исследования. Металлографические исследования выполнялись на микроскопах МИМ-9, «Matavert», «Univar» фирмы «Reichert» (Австрия) и «Epival» фирмы «Karl Zeis Jena» (Германия) при увеличениях в диапазоне 25…1000. Измерение микротвердости (поверхностной и по глубине зоны лазерного воздействия) осуществлялось в соответствии с требованиями ГОСТ 9450-76 на шлифах образцов с использованием микротвердомера ПМТ-3. За окончательную величину микротвердости принималось среднеквадратичное значение для результатов 5…10 измерений. Прочностные испытания (для определения относительного удлинения, относительного сужения, предела упругости, предела текучести, предела прочности при растяжении) выполнялись по ГОСТ 1497-73 на разрывной машине Р-20. Определение ударной вязкости осуществлялось по ГОСТ 9454-78 на маятниковом копре PSW-300 с максимальной работой удара 300 Дж.
Третья глава посвящена проведению теоретических исследований процесса массопереноса легирующих элементов и трансформации неметаллических включений при лазерной обработке деталей из железоуглеродистых сплавов.
Предложен механизм аномального массопереноса легирующих элементов под воздействием лазерного излучения. Он основывается на различии оптических свойств неметаллических включений, находящихся в основном металле, и самой матрицей и, следовательно, на разном характере взаимодействия их с лучом лазера. Неметаллические включения, расположенные в ЗЛВ, поглощают большее количество энергии по сравнению с основным металлом, так как они имеют высокие значения степени черноты и теплоемкости. В связи с этим неметаллические включения получают большее количество энергии, что приводит к появлению градиента температуры не только в глубь от обрабатываемой поверхности, но и по направлению от неметаллического включения к зернам металла, т.е. может иметь место сток тепла к включениям. При этом основную роль играет скорость нагрева материала. При высоких скоростях наблюдается быстрый переход твердая фаза – газ. Поскольку неметаллические включения располагаются, как правило, по границам зерен (по дефектам структуры), то в этом месте образуются газовые каналы, которые могут превращаться в газожидкостные за счет некоторой потери теплоты. По этим каналам происходит перенос сублимированных элементов к поверхности детали, причем движение газовой и жидкостной фаз подчиняется законам турбулентной диффузии. Коэффициенты диффузии при такой модели переноса на 5-6 порядков выше, чем при описании диффузии по гидродинамической, флуктуационной или активационным моделям. При достижении поверхности происходит падение температуры переносимого материала, сопровождаемое диссоциацией неметаллического включения на ионы металла и неметалла. Неметаллическая составляющая выносится из детали, а большая часть металлической остается в поверхностном слое за счет того, что имеет более высокую температуру возгонки.
Кроме того, разработана электромагнитная модель массопереноса. Лазерное излучение является электромагнитным и должно взаимодействовать со свободными и орбитальными электронами металла, находящегося в жидком или твердом состоянии. Результирующий магнитный момент атома складывается из всех магнитных моментов электронов, величина его и направление существенно зависит от физических свойств данного вещества: атом может быть парамагнитным и диамагнитным. Направление силы, действующей в данной точке неоднородного магнитного поля, противоположно силе, действующей на диамагнитный атом. Из этого следует, что диамагнетик выталкивается из неоднородного магнитного поля, а парамагнитный атом втягивается в него. Диамагнитные и парамагнитные атомы будут разделяться в жидкой пленке металла. При этом следует ожидать, что диамагнитные атомы перемещаются в глубь жидкого металла, а парамагнитные – к поверхности детали.
При наличии большого градиента магнитной индукции в зоне термического влияния в твердой фазе на атомы химических элементов будет действовать сила со стороны неоднородного магнитного поля, которая будет способствовать интенсификации диффузионных процессов. Некоторые элементы могут двигаться к границе раздела сред жидкого и твердого металла, другие – в противоположную сторону. Распределение химических элементов, входящих в состав расплава и твердого металла, происходит по аналогии с действием гравитационного поля. С той разницей, что в гравитационном поле разделение компонентов происходит под действием силы тяжести в зависимости от плотности, а в нашем случае – под действием силы со стороны неоднородного магнитного поля в зависимости от величины магнитного момента данного атома и его направления.
Таким образом, можно считать, что градиент магнитного поля будет являться аналогом ускорения свободного падения, магнитный момент атома – аналогом плотности. При известном направлении градиента магнитной индукции в соответствующей области пространства компоненты могут распределяться так, как показано на рис.1.

Рис. 1. Изменение вектора направления сил, действующих на элементы
в поле действия градиента магнитной индукции: ![]() – магнитный
– магнитный
момент витка с током; ![]() – сила, действующая на элементы в ЗЛВ;
– сила, действующая на элементы в ЗЛВ;
x – удельная магнитная восприимчивость; ![]() – градиент магнитного поля по оси соленоида (координате х)
– градиент магнитного поля по оси соленоида (координате х)
Из рисунка следует, что у поверхности детали в зоне интенсивного лазерного излучения будет находиться больше элементов с парамагнитными свойствами и большими магнитными моментами и, наоборот – в удалении от поверхности будут находиться элементы с диамагнитными свойствами.
Развивая теорию аномального массопереноса, были проведены исследования напряжений, возникающих в неметаллических включениях при восприятии лазерного излучения. В процессе лазерного оплавления неметаллические включения, находящиеся в зоне термического воздействия, испытывают два цикла термических напряжений – при нагреве и охлаждении. В каждом случае в окрестностях неметаллического включения металлическая матрица испытывает напряжения, характер которых зависит от теплофизических характеристик включения. В процессе нагрева наиболее опасными являются неметаллические включения, имеющие больший, чем у стали коэффициент термического расширения. Такие включения с повышением температуры создают растягивающие напряжения в металле, превышающие его предел прочности, особенно при температурах, близких к температуре солидус, и вызывают образование микротрещин, способных соединяться между собой. Наиболее вероятным направлением разрушения металла и развития микротрещины является направление, по которому происходит снижение прочностных характеристик металла, а именно встречное лазерному лучу. По этой причине существует вероятность образования микротрещин-каналов, пересекающих зону термического влияния и соединяющихся с жидким металлом. По ним возможна миграция легкоплавких неметаллических включений и диффузия элементов из зоны термического влияния в зону оплавления.
Процесс затвердевания, наступающий после прекращения действия лазерного излучения, проходит с продвижением фронта затвердевания в том же направлении, в котором шло развитие трещин. Возникающие при этом напряжения в металле зоны термического влияния способствуют выдавливанию жидкой легкоплавкой неметаллической фазы впереди фронта затвердевания.
В основе разработки математической модели лежит принцип, утверждающий, что при лазерной обработке материала имеет место распространение температурного (концентрационного) поля, суть которого заключается в том, что в любой момент времени перемещающийся с конечной (а не бесконечной) скоростью фронт разделяет все пространство на две зоны: зону температурного (концентрационного) влияния и невозмущенную зону. Этот основной принцип распространения любой субстанции не находит своего отражения в классических моделях. В основу дальнейших рассуждений положено предположение, что при высокоинтенсивном возмущении поля (концентрации или температуры) линейная связь между потоками и градиентами соответствующих субстанций наступает через определенный период r, который можно назвать временем релаксации. В этом параметре находят свое непосредственное отражение причинно-следственные отношения.
Для лазерного возмущения температурного поля в первом приближении найти период r можно, исходя из специфики распространения температурного поля. При нашем предположении в модель вносится свойство инерции тепла, по причине которой при интенсивном возмущении температурного поля происходит запаздывание теплоотвода во внутренние слои металла. Тепло локализуется в приповерхностном слое некоторой толщины m. Отношение квадрата этого характерного размера к параметру a, характеризующему скорость изменения температурного поля, может быть принято за верхнюю оценку времени релаксации.
Согласно этим предположениям связь между потоком и градиентом субстанции (например, температуры) выражается уравнением с запаздывающим аргументом
![]() . (1)
. (1)
С учетом его, а также закона сохранения получим соответствующее уравнение переноса тепла с отклоняющимся аргументом:
![]() . (2)
. (2)
В приведенных здесь и ниже формулах a – коэффициент температуропроводности; – коэффициент теплопроводности; tи – длительность импульса; q0 – плотность мощности лазерного излучения; R0 – коэффициент поглощения лазерного излучения; t – время; T – температура; x – расстояние от поверхности детали.
Для систем, характеризующихся малым периодом релаксации, разложив в (2) функцию потока в ряд и воспользовавшись первым приближением, получим более приемлемую для практики связь между потоком и градиентом температуры
![]() (3)
(3)
и соответствующее ему уравнение теплопереноса
![]() . (4)
. (4)
Анализ составляющих уравнения (4) показывает, что второе слагаемое на порядок больше первого, т.е. на рассматриваемом промежутке процесс приобретает чисто волновой характер. Спустя промежуток r начинается диссипация этих волн.
Таким образом, на основании предложенной теоретической модели можно получить экспериментальные данные взаимосвязи эксплуатационных свойств деталей машин с условиями их обработки, реализуемые по основным направлениям, связанным с единством процессов силового, температурного и химического воздействия на деталь как при ее изготовлении, так и при эксплуатации.
Используя предложенную релаксационную модель распространения тепла, в работе произведен расчет температурного поля твердого тела при воздействии на его поверхность высокоинтенсивного лазерного импульса длительностью r. Для расчета принята следующая структура импульса излучения:
![]() , (5)
, (5)
где  , (6)
, (6)
т.е. рассмотрен практически важный квазистационарный режим воздействия лазерного излучения на поверхность твердого тела эффективной тепловой мощностью источника q0 и эффективным коэффициентом поглощения лазерного излучения R(t).
При указанных ограничениях поставленная задача может быть сформулирована как задача распространения температурного поля в полубесконечном теле, на поверхность которого воздействует высокоинтенсивный импульс излучения лазера, работающего в квазистационарном режиме. Для этого необходимо решить уравнение распространения температурного поля
![]() ;
; ![]() ;
; ![]() (7)
(7)
при следующих краевых условиях:
![]() ; (8)
; (8)
![]() ; (9)
; (9)
![]() ; (10)
; (10)
![]() . (11)
. (11)
Решение этой поставленной краевой задачи имеет вид:
 (12)
(12)
где через  обозначена скорость распространения тепла, а точнее изотермы температурного поля, а I0 – функция Бесселя мнимого аргумента нулевого порядка.
обозначена скорость распространения тепла, а точнее изотермы температурного поля, а I0 – функция Бесселя мнимого аргумента нулевого порядка.
Оценку различий в характере распространения температурного поля, описываемого предлагаемой релаксационной и известной по работам Н.Н. Рыкалина феноменологической моделями, можно увидеть при рассмотрении процесса на поверхности детали, т.е. при x = 0. Исходя из общего решения, изменение температуры на поверхности описывается
по релаксационной модели:
 , (13)
, (13)
по феноменологической модели:
![]()
 , (14)
, (14)
где I1 – функция Бесселя мнимого аргумента первого порядка.
Существенное различие обнаруживается в начальный период нагрева. Согласно феноменологическому представлению температура должна изменяться от нуля на величину температурного возмущения, тогда как по релаксационной модели скачкообразное изменение потока энергии вызывает скачкообразное изменение температуры поверхности. Это соответствует основному предположению, заложенному в релаксационную модель – наличию времени запаздывания между градиентом температуры и потоком тепла, т.е. инерционности в распространении температурного поля. Для большого периода действия лазерного излучения в период установившейся стадии распространения температуры закон изменения ее на поверхности становится одинаковым для обеих моделей.
Использование релаксационного метода при описании физических процессов, протекающих в ЗЛВ, позволяет значительно полнее отразить и сблизить математические описания и реальные процессы.
В четвертой главе представлено экспериментальное подтверждение возможности изменения химического состава поверхностного слоя изделия путем управляемого легирования за счет энергетических характеристик лазерного излучения, а также изучена взаимосвязь процессов перераспределения легирующих элементов и трансформации неметаллических включений с процессами формирования структуры ЗЛВ и обеспечиваемыми при этом эксплуатационными свойствами поверхностного слоя обработанной детали.
В работе приведены экспериментальные данные по изучению процессов аномального массопереноса и трансформации неметаллических включений в стальных изделиях после лазерной обработки с различными режимами, подтверждающие результаты теоретических исследований.
Влияние воздействия лазерного излучения на перераспределение легирующих элементов целесообразно рассматривать на низколегированных сталях с малым количеством добавок, если они равномерно распределены в матрице, не образуют ликваций и связанных с ними микронеоднородностей. С этой позиции в качестве материала исследуемых образцов была выбрана сталь 20ГМЛ.
При обработке образцов из стали 20ГМЛ импульсно-периодическим лазером с фиксированной энергией в импульсе, равной 12 Дж, плотностью мощности излучения q = 4.105 Вт/см2 и q = 5.105 Вт/см2, частотой следования импульсов f = 1 Гц, но при разной длительности импульсов ЗЛВ отличается по глубине, однако имеет сходное строение и структуру.
В результате проведения микрорентгеноспектрального анализа был установлен характер перераспределения основных легирующих элементов – молибдена и марганца – в поверхностном слое образцов при воздействии импульсного лазерного излучения. На рис. 2 показано распределение Mo и Mn при воздействии излучения с различной длительностью импульса.
Анализируя перераспределение Mn по ЗЛВ можно сказать, что наиболее сильное изменение концентрации происходит в зоне оплавления, где подвижность атомов наиболее велика. На границе зоны оплавления, как правило, наблюдается наличие экстремума концентрации – минимального при длительности импульса 1,5 и 2,5 мс и максимального при 4 мс. Характер распределения по зоне оплавления неодинаков – монотонное убывание от поверхности к границе при 1,5 и 2,5 мс, монотонное возрастание при 2 мс и скачкообразное изменение концентрации с наличием ступенчатых участков при 4 мс. Распределение Mn в зоне закалки из твердого состояния характеризуется стабильностью относительно определенного уровня; содержание Mn на этом участке незначительно меньше среднего значения его концентрации в основном металле.
Анализируя перераспределение Mn по ЗЛВ можно сказать, что наиболее сильное изменение концентрации происходит в зоне оплавления, где подвижность атомов наиболее велика. На границе зоны оплавления, как правило, наблюдается наличие экстремума концентрации – минимального при длительности импульса 1,5 мс и 2,5 мс и максимального при 4 мс. Характер распределения по зоне оплавления неодинаков – монотонное убывание от поверхности к границе при 1,5 и 2,5 мс, монотонное возрастание при 2 мс и скачкообразное изменение концентрации с наличием ступенчатых участков при 4 мс. Распределение Mn в зоне закалки из твердого состояния характеризуется стабильностью относительно определенного уровня; содержание Mn на этом участке незначительно меньше среднего значения его концентрации в основном металле.


Рис. 2. Распределение элементов по ЗЛВ в поверхностном слое образцов из стали 20ГМЛ: а) ![]() и=1,5 мс; б)
и=1,5 мс; б) ![]() и=2 мс; в)
и=2 мс; в) ![]() и=2,5 мс; г)
и=2,5 мс; г) ![]() и=4 мс.
и=4 мс.
Таким образом, можно утверждать, что существуют режимы импульсной лазерной обработки, приводящие к уменьшению содержания Mn в поверхностном слое или, наоборот, к его резкому увеличению.
Анализ результатов перераспределения Мо показывает, что основные изменения (как и в случае с Mn) происходят в зоне оплавления поверхности, там, где подвижность атомов наиболее велика. Причем во всех случаях происходит снижение содержания Мо в этой области. Концентрация элемента по зоне оплавления заметно не изменяется, однако при переходе к границе ЗТВ происходит подъем до уровня исходной концентрации или чуть выше.
Известно, что увеличение содержания Mn повышает точку А4 и снижает точку А3 диаграммы состояния железо-цементит, расширяя тем самым область существования -модификации железа, в результате чего образуется аустенитная фаза. Таким образом, после изучения перераспределения Mn по ЗЛВ становится возможным объяснение того эффекта, что в различных работах было обнаружено различное количество аустенита в зоне оплавления поверхности углеродистых сталей, содержащих Mn, – от 8 до 70 %. Вполне естественно, что при обработке, обеспечивающей увеличение содержания Mn в зоне оплавления поверхности, будет наблюдаться большее количество аустенита, чем при обработке, приводящей к снижению концентрации Mn.
Зная эффект зависимости перераспределения Mn от режимов импульсной лазерной обработки, можно регулировать технологию обработки применительно к деталям, имеющим разное функциональное назначение. Для деталей, работающих в условиях трения и не испытывающих динамических и циклических нагрузок, нужно обеспечить высокую твердость и износостойкость поверхностного слоя. Это достигается получением структуры мелкодисперсного мартенсита. Однако чаще всего трущиеся детали машин работают в условиях знакопеременных или динамических нагрузок. Структура мартенсита имеет значительные внутренние напряжения за счет пересыщения -решетки железа углеродом. Поэтому для данных условий работы желательно наличие менее напряженной структуры аустенита. Сочетание мелкодисперсного мартенсита и аустенита обеспечивает высокую твердость поверхностного слоя при достаточно высоких показателях предела прочности. Регулируя режимы лазерной обработки, можно достичь наиболее благоприятной структуры рабочего поверхностного слоя детали.
Химический анализ, проведенный на микрорентгеноспектральном анализаторе «Camebax», позволяет количественно оценить содержание легирующих элементов в ЗЛВ после воздействия на образец из стали 20ГМЛ лазерного излучения различной длительности импульса. Для анализа выбирали участки зоны оплавления, зоны закалки из твердого состояния и основного металла, свободные от неметаллических включений. Размер зоны измерения, где проводились исследования, равнялся 2 мкм. Результаты анализа приведены в табл. 1.
Таблица 1
Содержание молибдена и марганца в поверхностном слое образца
из стали 20ГМЛ после импульсной лазерной обработки
| Элемент | Зона оплавления | Зона закалки из твердого состояния | Основной металл | |||||||
| Длительность импульса, мс | ||||||||||
| 1,5 | 2,0 | 2,5 | 4,0 | 1,5 | 2,0 | 2,5 | 4,0 | |||
| Мо, масс. % | 0,5…0,6 | 0,5…0,6 | 0,5…0,6 | до 0,1 | 0,6…0,7 | 0,6…0,7 | 0,6…0,8 | 0,6…0,7 | 0,5…0,6 | |
| Mn, масс. % | до 0,1 | 0,2…0,4 | 0,6…0,8 | 6,0…8,0 | 0,4…0,6 | 0,3…0,6 | 0,5…0,6 | 0,2…0,3 | 0,6…1,2 | |
Изучение характера перераспределения легирующих элементов в поверхностном слое образцов из стали 20ГМЛ проводили также после обработки непрерывным СО2-лазером. Была проведена обработка с оплавлением поверхности, так как именно этот режим приводит к максимальному упрочнению поверхностного слоя. При обработке сфокусированное излучение (диаметр пятна dп = 0,5 мм) имело мощность N = 500 Вт, скорость перемещения луча относительно поверхности детали v = 90 мм/мин.
Количественный анализ, проведенный в различных областях ЗЛВ, позволил оценить величину прироста Mn в зоне оплавления. По сравнению с исходным содержанием (0,8…1,2 %) концентрация Mn выросла до 6,4…8 %. Содержание Мо в различных областях равно исходной величине (табл. 2).
Таблица 2
Содержание молибдена и марганца в поверхностном слое образца
из стали 20ГМЛ после обработки непрерывным СО2-лазером
| Элемент | Зона оплавления | Зона закалки | Основной металл |
| Мо, масс. % | 0,2…0,4 | 0,5…0,6 | 0,5…0,6 |
| Mn, масс. % | 6,4…8,0 | 0,4…0,6 | 0,8…1,2 |
Наряду со сталью 20ГМЛ были проведены исследования влияния режимов лазерного излучения на характер перераспределения легирующих элементов в поверхностном слое образцов из быстрорежущей стали Р6М5. Была проведена обработка без оплавления и с оплавлением поверхности при различной длительности импульса, а также непрерывным лазерным излучением. В результате металлографического и микрорентгеноспектрального анализов ЗЛВ этой стали были сделаны выводы, что упрочнение поверхностного слоя детали из стали Р6М5 достигается не только за счет получения закалочных структур, но и благодаря обогащению карбидной фазы ЗЛВ тугоплавкими легирующими элементами – W и Мо. При определенных режимах лазерной обработки обеспечивается интенсификация диффузионных процессов перераспределения этих элементов и формирование новых фаз (карбидов), которые в сочетании с получаемыми структурами закалки дают высокую микротвердость ЗЛВ. Качественный анализ карбидов в ЗЛВ стали Р6М5, получившей максимальное упрочнение, показал, что карбиды типа М6С под воздействием лазерного излучения растворились практически полностью. Большинство карбидов (около 70 %) содержит от 29 до 40 % W, что близко по составу к карбидам МС. Примерно 28 % карбидов по содержанию металлической фазы соответствует карбидам типа М23С6.
Лазерная обработка образцов из стали Р6М5 с оплавлением поверхности приводит к разрушению карбидной сетки, распад карбидов усиливается при увеличении длительности импульса излучения. Применение такой обработки на практике нецелесообразно.
Наиболее высокое содержание основных карбидообразующих элементов наблюдается после обработки детали импульсным лазерным излучением без оплавления поверхности (табл. 3).
Таблица 3
Химический состав поверхностного слоя образцов из стали Р6М5
после импульсной лазерной обработки с длительностью импульса ![]() и=4 мс
и=4 мс
| Условия исследования | Содержание элемента, масс. % | ||||||
| Fe | Mn | Cr | Si | Mo | W | ||
| Исходный металл | 74,8 | 0,3 | 4,0 | 0,3 | 6,9 | 3,8 | |
| Обработка с оплавлением | Зона оплавления | 65,3 | 0,3 | 4,7 | 0,2 | 9,3 | 5,8 |
| Зона закалки | 72,6 | 0,3 | 4,0 | 0,2 | 8,6 | 5,4 | |
| Обработка без оплавления | 74,6 | 0,3 | 3,9 | 0,2 | 10,2 | 6,0 | |
Концентрация Мо увеличивается от 6,9 % в необработанном материале до 10,2 % после лазерной обработки; содержание W возрастает от 3,8 % до 6,0 %. При этом незначительно снижается содержание хрома. Такая обработка не ведет к растворению карбидной сетки, а наоборот, увеличивает количество карбидов, уменьшая их в размерах по сравнению с исходным состоянием. Образование наряду с этим закалочных структур в ЗЛВ обеспечивает наибольшее повышение эксплуатационных свойств поверхностного слоя деталей.
При обработке без оплавления поверхности растворенный в Fe- углерод связывается карбидообразующими элементами Мо и W. Во время эксплуатации металлорежущего инструмента из стали Р6М5 имеет место коагуляция карбидов, которая происходит в необработанной лазером стали при увеличении температуры инструмента до 200оС. При обработке лазерным излучением с данным режимом этот процесс предотвращается.
Повышение эксплуатационных свойств деталей в настоящее время ожидается не столько от создания новых марок сталей и сплавов, сколько от изучения влияния микропримесей, от достижения чистоты сталей по неметаллическим включениям, от умения управлять степенью загрязненности металла. Основную нагрузку при эксплуатации детали воспринимают их рабочие поверхностные слои. Поэтому особенно важно добиться чистоты по неметаллическим включениям именно в этой зоне.
В данной работе проведен анализ изменения состояния неметаллических включений в сталях различного типа под воздействием лазерного излучения. При обработке сталей импульсно-периодическим лазером неметаллические включения в ЗЛВ углеродистых сталей располагаются послойно. Полоса металла шириной около 8…10 мкм, расположенная по изотерме, чередуется с такой же по ширине – без включений. В ЗЛВ включения имеют округлую форму от глобулярной до эллипсной. Размеры их не превышают 1 мкм.
Количественный состав неметаллических включений определялся отношением темных участков (пятен), создаваемых ими на нетравленом шлифе, к общей площади зоны лазерного воздействия. Включения регистрировались сканированием луча на оптическом металлографическом микроскопе фирмы «Epival».
В стали 20ГМЛ основные включения – это оксисульфиды редкоземельных металлов и алюминия. Эти элементы вводятся в качестве модификаторов при внепечной обработке стали. Примерный химический состав включений в стали 20ГМЛ приведен в табл. 4.
Таблица 4
Содержание элементов в неметаллических включениях образцов из стали 20ГМЛ
| Место расположения включения | Содержание элементов, масс. % | ||||||
| Fe | Al | РЗМ | Mn | Mo | S | O | |
| В основном металле | 93,2… 95,7 | 0,4…6,7 | 4,5…7,0 | 0,4…1,2 | 0,1…0,2 | 0,1…1,2 | 0,8…3,2 |
| В зоне лазерного воздействия | 83,2…87,4 | 6,2…13,3 | 4,0…6,3 | 0,2…1,7 | 0,5…0,8 | 2,4…19,1 | 1,1…2,7 |
Видно, что содержание серы в неметаллических включениях выросло. Встречаются включения, где содержание S достигает 7,2 % и выше – до 19,1 %. Значительно выросло содержание Mo и Al, а количество Fe уменьшилось. Нужно отметить, что химический состав включений в ЗЛВ неодинаков. Поэтому в приведенной таблице имеется большой разброс в содержании некоторых элементов. В изменении химического состава не наблюдается закономерностей. Включения с повышенным (или пониженным) содержанием какого-либо элемента могут находиться как по центру ЗЛВ, так и ближе к поверхности или к основному металлу. Размер включений позволяет сказать не точно, а с большой долей уверенности, что в ЗЛВ кроме оксисульфидов присутствуют включения нитридов алюминия.
Вместе с тем, проведенные исследования показали, что общее количество серы в ЗЛВ уменьшилось (особенно в зоне оплавления). Общий химический состав, определенный по площади размером 1515 мкм, показывает, что содержание S в основном металле (0,03 %) снижается до значения, менее 0,01 % в зоне термического воздействия.
Суммарное количество включений в основном металле стали 20ГМЛ составляет 0,59 %. В ЗЛВ количество включений уменьшается более, чем на два порядка и равняется 0,0017 %. Такое количество неметаллических включений содержится в сталях, выплавленных специальными способами с последующим рафинированием.
Значение 0,0017 % получено для неметаллических включений, расположенных по всей ЗЛВ. В слоях, обогащенных включениями, их содержание равно примерно 0,01 %. В слоях чистого металла прибором не было зарегистрировано каких-либо включений.
При обработке стали непрерывным СО2-лазером основными неметаллическими включениями являются также комплексные оксисульфиды химический состав, форма и размеры которых идентичны включениям, образующимся под воздействием импульсного излучения. Однако характер распределения в этом случае иной. В зоне оплавления наблюдается чистая область с содержанием включений около 0,001 %. В зоне закалки из твердого состояния включения расположены равномерно, общее содержание их находятся в пределах 0,002 %.
Нужно отметить, что такой состав, морфология и распределение неметаллических включений характерен и для других исследуемых углеродистых нелегированных сталей – конструкционной 35Л и инструментальной У8.
Таким образом, лазерная обработка с оплавлением поверхности приводит к удалению из ЗЛВ крупных неметаллических включений, являющихся концентраторами напряжений при эксплуатации, формированию и перераспределению новых дисперсных включений глобулярной формы. Воздействие лазерного излучения позволяет получить слой металла по неметаллическим включениям соответствующий сталям, полученным специальными способами с последующей обработкой.
Пятая глава посвящена рассмотрению принципов выбора технологических режимов лазерной обработки деталей из железоуглеродистых сплавов как многоплановой задачи, решение которой должно учитывать все многообразие явлений, сопровождающих формирование требуемой структуры в рабочем поверхностном слое и получение необходимых эксплуатационных свойств изделия.
Используя положения, рассмотренные в настоящей работе, определяем основные показатели качества поверхностного слоя, являющиеся определяющими для повышения эксплуатационных свойств изделий после лазерной обработки. Для этого необходимо решать разные задачи, которые можно свести к двум основным. Первая задача – при известных материале и размерах детали определяют их точность и параметры состояния поверхностного слоя. Эта задача имеет место в том случае, если для изготовления детали используется какой-либо конкретный материал и его замена на другой невозможна по соображениям требований к материалу изделия или его себестоимости. Вторая задача выбора параметров состояния поверхностного слоя должна быть решена, если в качестве заданных характеристик приводятся размеры детали и эксплуатационные свойства. Здесь необходимо определиться с выбором материала детали. Для этого следует воспользоваться методикой обработки изделий излучением лазера с различными энергетическими характеристиками, провоцирующими перенос легирующих элементов в зону лазерной обработки или во внутренние слои детали. В этом случае можно получить поверхностный слой, соответствующий легированному сплаву, на нелегированной основе и осуществить замену дорогостоящего высоколегированного материала на более доступный.
Решение первой задачи сводится к анализу влияния того или иного параметра качества поверхностного слоя на требуемое эксплуатационное свойство, если материал изделия задан, и можно только варьировать микротвердостью зоны лазерной обработки.
Более эффективной для решения основной задачи технологии машиностроения – обеспечения качества изделий при наименьшей их себестоимости – является выбор параметров качества по второму условию, когда по известным геометрическим размерам и эксплуатационным свойствам детали выбирают марку материала. В работе предложены структурные схемы выбора параметров состояния поверхностного слоя, обеспечивающих требуемые значения эксплуатационных свойств в заданных условиях (рис. 3).
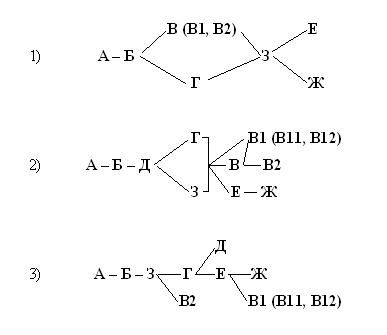
Рис. 3. Структурные схемы выбора параметров состояния поверхностного
слоя при лазерной обработке: А – условия работы детали; Б – эксплуатационные свойства; В – требуемые параметры качества поверхностного слоя; В1 – физико-механические характеристики; В11 – микротвердость; В12 – внутренние напряжения; В2 – геометрические параметры поверхностного слоя (макронеровности, волнистость, шероховатость); Г – материал детали; Д – химический состав поверхностного слоя до лазерной обработки; Е – химический состав поверхностного слоя после проведения лазерной обработки; Ж – микроструктура поверхностного слоя после проведения лазерной обработки; З – лазерная обработка детали с оплавлением или без оплавления поверхности
Последовательность выбора параметров состояния рабочих поверхностей при лазерной обработке детали по первому варианту (рис. 3, схема 1) следующая: по известным условиям работы детали определены требуемые эксплуатационные свойства, которые требуют назначения однозначно определенных параметров состояния поверхностного слоя и марки материала детали. Далее назначаются режимы лазерной обработки, которые обеспечат определенную микроструктуру и химический состав ЗЛВ. Эта последовательность является классической при лазерной обработке деталей.
Более эффективными можно считать другие предложенные в работе варианты (рис. 3, схемы 2 и 3), так как они позволяют подойти к выбору материала изделия с точки зрения уменьшения его себестоимости при сохранении эксплуатационных свойств детали. Второй вариант (рис. 3, схема 2) применяется, если после определения эксплуатационных свойств детали при известных условиях работы проводится анализ возможности изменения химического состава материала детали в зоне лазерной обработки. Предварительно изучаются свойства поверхностного слоя детали, если она будет изготовлена из более дорогого легированного сплава. Назначаются режимы лазерной обработки, обеспечивающие управляемое легирование поверхностного слоя из материала основы. При этом должны быть обеспечены геометрические и физико-механические параметры поверхностного слоя и получен определенный химический состав ЗЛВ, влияющий на микроструктуру зоны обработки.
Частным случаем второго варианта можно считать схему 3 (рис. 3). Здесь выбор параметров лазерной обработки диктуется геометрическими характеристиками поверхностного слоя. Далее после изучения возможности замены материала на менее легированный добиваются получения определенной микроструктуры и микротвердости зоны лазерной обработки.
Проведено большое количество экспериментов по обработке сталей различных классов с целью доказательств теоретических положений, представленных в настоящей работе. Были проведены исследования зависимости распределения микротвердости по глубине ЗЛВ от режимов лазерной обработки, а также зависимости глубины ЗЛВ от энергетических параметров обработки.
Образцы из стали 20ГМЛ были обработаны импульсным излучением в широком диапазоне режимов. Скорость обработки изменялась от 30 до 200 мм/мин, плотность мощности – от 9.102 до 5.105 Вт/см2. Обработка проводилась при длительности импульса ![]() = 4 мс с частотой f = 1 Гц. Режимы с плотностью мощности до 6.103 Вт/см2 обеспечивали обработку без оплавления поверхности и не приводили к изменениям в структуре и микротвердости. Обработка с плотностью мощности свыше 6.105 Вт/см2 приводит к испарению металла с поверхности, что неприменимо при упрочнении поверхности. Из графика (рис. 4) можно определить режим обработки с плотностью мощности излучения, обеспечивающей максимальное повышение микротвердости и глубину упрочненного слоя.
= 4 мс с частотой f = 1 Гц. Режимы с плотностью мощности до 6.103 Вт/см2 обеспечивали обработку без оплавления поверхности и не приводили к изменениям в структуре и микротвердости. Обработка с плотностью мощности свыше 6.105 Вт/см2 приводит к испарению металла с поверхности, что неприменимо при упрочнении поверхности. Из графика (рис. 4) можно определить режим обработки с плотностью мощности излучения, обеспечивающей максимальное повышение микротвердости и глубину упрочненного слоя.
Как уже рассматривалось выше, лазерная обработка стали 20ГМЛ способствует перемещению легирующих элементов к поверхности детали или внутрь ее. В сочетании с эффектом лазерной закалки массоперенос молибдена и марганца может привести к значительному повышению физико-механических характеристик, а конкретно – микротвердости поверхностного слоя изделия.
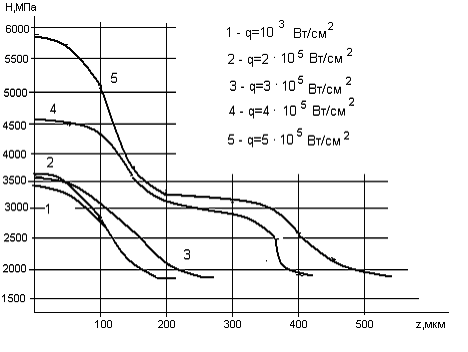
Рис. 4. Изменение микротвердости по глубине образца
при лазерной обработке стали 20ГМЛ.
На рис. 5 показана аналогичная зависимость, полученная при обработке образцов из стали 35Л импульсным лазерным излучением. Обработка велась на скорости 45 мм/мин при длительности импульса ![]() = 4 мс с частотой f = 1 Гц. Обработка с плотностью мощности q = 103 Вт/см2 не давала оплавления поверхности, при q > 103 Вт/см2 оплавление имело место, а при q > 106 Вт/см2 наблюдалась эрозия.
= 4 мс с частотой f = 1 Гц. Обработка с плотностью мощности q = 103 Вт/см2 не давала оплавления поверхности, при q > 103 Вт/см2 оплавление имело место, а при q > 106 Вт/см2 наблюдалась эрозия.

Рис. 5. Изменение микротвердости по глубине образца
при лазерной обработке стали 35Л.
Наибольшее упрочнение у стали 20ГМЛ и стали 35Л имеет место при обработке с оплавлением поверхности. Получение высокой микротвердости поверхности у малоуглеродистой стали 20ГМЛ происходит в узком диапазоне плотностей мощности при обработке с оплавлением поверхности, а у среднеуглеродистой стали 35Л увеличение микротвердости незначительно после достижения плотностей мощности порядка 2.105 Вт/см2. Глубина упрочненного слоя и всей ЗЛВ у стали 20ГМЛ больше, чем у стали 35Л.
В состав стали 35Л входит до 0,9 % Mn, т.е. такое количество Mn сравнимо с содержанием его в стали 20ГМЛ. Обрабатывая образец из стали 35Л по режиму, совпадающему с облучением, обеспечивающим максимальный перенос этого элемента в поверхностный слой стали 20ГМЛ, получаем максимальную микротвердость зоны переплава. Очевидно, что при обработке стали 35Л также, как и в стали 20ГМЛ, происходят процессы массопереноса Mn, что, наряду с получением закалочных структур, способствует повышению микротвердости поверхности.
Образцы из быстрорежущей стали Р6М5 были обработаны импульсным лазерным излучением на установке «Квант-15» с оплавлением и без оплавления поверхности.
Анализируя графики распределения микротвердости по глубине ЗЛВ (рис. 6), можно сказать, что зона отпуска во многих случаях не наблюдается, зато образуется еще одна зона, микротвердость которой выше микротвердости основы, но ниже зоны закалки из твердого состояния.

Рис. 6. Изменение микротвердости по глубине образца
при лазерной обработке стали Р6М5.
При обработке с оплавлением поверхности были получены следующие результаты. Зона оплавления имеет низкую микротвердость, которая резко повышается при переходе к зоне закалки из твердого состояния. Наилучший результат с точки зрения упрочнения поверхности дает обработка без оплавления поверхности. Зона оптимальной обработки находится в очень узком интервале плотностей мощности и для лучшей обработки изделий необходимо точно выдерживать режимы. При обработке по режиму с плотностью мощности из этого интервала имеет место максимальное перемещение тугоплавких легирующих элементов W и Mo в рабочий поверхностный слой, что обеспечивает формирование новых карбидов, увеличивающих его микротвердость, а также красностойкость материала.
Результаты механических испытаний обработанных материалов доказали перспективность использования лазерной обработки с режимами, обеспечивающими требуемое перераспределение легирующих элементов. Для назначения технологических параметров лазерной обработки необходимо пользоваться целым комплексом исходных данных.
Как было показано выше, лазерное упрочнение железоуглеродистых сплавов приводит к концентрационным неоднородностям, выражающимся в повышенном (пониженном) содержании легирующих элементов в ЗЛВ. Основными параметрами лазерного излучения, влияющими на характер перераспределения лазерного излучения, являются длительность импульса и плотность мощности. Значительное влияние на этот показатель оказывает класс обрабатываемого материала, а конкретно то, в каком состоянии находятся легирующие элементы в сплаве. Поэтому для корректного описания зависимости параметров качества поверхностного слоя железоуглеродистых сплавов от технологических режимов лазерного излучения необходимо знать большое число составляющих обработки.
Во-первых, нужно точно знать марку и химический состав материала обрабатываемого изделия. При изучении исходной структуры материала первоначальное внимание нужно уделить химическому составу и расположению неметаллических включений, а также определить роль этих включений в сплаве. Это необходимо для того, чтобы предложить ожидаемый характер трансформации неметаллических включений после лазерной обработки с целью получения заданных эксплуатационных характеристик.
Во-вторых, необходимо знать требования к эксплуатационным свойствам рабочих поверхностных слоев деталей, изготовленных из предложенного материала, и условия их работы. Это необходимо для определения элементов, которые должны перемещаться по направлению к поверхности. Карбидообразующие элементы повышают твердость и износостойкость поверхностного слоя. Элементы, способствующие расширению области существования -Fe, повышают вероятность появления в ЗЛВ стали структуры мартенсита, что важно для повышения износостойкости детали, не испытывающей динамической нагрузки. Для повышения износостойкости деталей, работающих в условиях циклического или динамического нагружения, необходимо добиться перемещения в рабочий поверхностный слой элементов, расширяющих область существования -Fe, что приводит к получению структуры закалки, состоящей из аустенита и мартенсита.
В-третьих, нужно объективно оценить отражающую способность поверхности обрабатываемого изделия для определения коэффициента поглощения лазерного излучения, что необходимо для назначения его энергетических параметров.
В-четвертых, должны быть известны требования к шероховатости поверхности после лазерной обработки. Это – обязательное условие для выбора режимов обработки, а конкретно – для назначения обработки с оплавлением или без оплавления поверхности.
![]()
![]() В-пятых, необходимо знать форму обрабатываемой детали в целом, а также геометрические параметры непосредственно участка, требующего упрочнения. Это необходимо для определения условий самозакалки, а также размещения детали на рабочем столе лазерной установки и условий подвода лазерного излучения на необходимый участок поверхности.
В-пятых, необходимо знать форму обрабатываемой детали в целом, а также геометрические параметры непосредственно участка, требующего упрочнения. Это необходимо для определения условий самозакалки, а также размещения детали на рабочем столе лазерной установки и условий подвода лазерного излучения на необходимый участок поверхности.
После изучения этих характеристик следует приступить к назначению режимов лазерной обработки. Причем выбор параметров лазерного излучения необходимо осуществлять после анализа всей совокупности рассмотренных характеристик, не отделяя какое-либо качество от остальных.
Для прогноза получения свойств поверхностного слоя после лазерной обработки необходимо принимать во внимание данные распределения микротвердости, перераспределения легирующих элементов и трансформации неметаллических включений в ЗЛВ. Эти параметры являются основными для получения требуемых эксплуатационных показателей изделия.
В шестой главе приведены конкретные примеры практического применения лазерной обработки деталей машин с целью повышения их эксплуатационных характеристик с режимами, обеспечивающими изменение химического состава материала деталей путем управляемого легирования поверхностного слоя.
Назначение каждого режима лазерной обработки носит комплексный характер. Изменение одного из принятых режимов обязательно должно привести к изменению других. Поэтому задачу назначения режимов лазерной обработки следует вести после анализа всех рассмотренных ранее факторов.
Структурная схема оптимизационного алгоритма выбора технологических режимов лазерной обработки, основывающегося на выявленном механизме массопереноса элементов при воздействии лазерного излучения на поверхность детали, показана на рис. 7.
Учитывая многообразие входных условий (конструктивные размеры детали, геометрические особенности зоны обработки, марка материала, состояние обрабатываемой поверхности, состав неметаллических включений, структура металла и т.д.), а также изменяемых в зависимости от обрабатываемого материала свойств обработанной поверхности (распределение элементов в ЗЛВ, поверхностная микротвердость, формируемая структура, шероховатость поверхности и др.), для корректного практического применения предложенного алгоритма целесообразно автоматизировать выбор режимов лазерного излучения. Основная роль при этом отводится технологу, так как от его профессионального уровня зависит окончательный выбор режимов обработки, что в итоге скажется на качестве обработанной детали.

Схема автоматизированного назначения режимов лазерного упрочнения приведена на рис. 8. Работа специалиста начинается с подготовки исходных данных (блок 2), после чего в автоматизированном режиме происходит их анализ и генерируются (при необходимости) рекомендации по повышению коэффициента поглощения обрабатываемой поверхностью лазерного излучения (блок 3). Технолог, выступая в роли эксперта, может принять их или проигнорировать.
Блоки 4 и 5 позволяют проанализировать возможности использования процесса массопереноса легирующих элементов в поверхностном слое под воздействием лазерного излучения для повышения эксплуатационных свойств рассматриваемой детали и сформировать несколько вариантов реализации технологии лазерного упрочнения, которые могут быть последовательно просмотрены специалистом. После выбора одного варианта технологии из предложенных (блок 6) происходит назначение режимов обработки (блок 7) и нормирование операций (блок 8) с целью определения трудоемкости, расхода вспомогательных материалов и энергоресурсов.
Следует отметить важное значение на этом этапе базы данных технологий поверхностной лазерной обработки (блок 14), которая, с одной стороны, используется как источник информации нормативно-справочного характера, а с другой, позволяет систематически пополнять информационный массив результатами практического применения автоматизированной системы для конкретных деталей.
На этапе анализа экономической эффективности применения выбранной технологии лазерного упрочнения (блок 9) выполняется оценка целесообразности применения полученного технологического решения как в сфере производства (в масштабах производственного подразделения предприятия и предполагаемой загрузки технологического оборудования соответствующими деталями), так и в сфере эксплуатации упрочненной детали. При положительном заключении формируется необходимая технологическая документация (блок 11), в противном случае специалисту предоставляется возможность внести изменения в условия обработки (блок 13) или вернуться к одному из ранее отклоненных вариантов (блок 6).
Предложенный алгоритм выбора режимов лазерной обработки реализован программно и методически. Практическое использование соответствующей автоматизированной системы осуществлено применительно к функциональным поверхностям металлорежущего и штампового инструмента, ковшей пескометной машины, зубил пневмомолотка, роликов и трубчатых направляющих подвесного конвейера.
Для назначения режимов лазерной обработки металлорежущего инструмента, изготовленного из стали Р6М5 следует использовать следующие данные. Высокую твердость и износостойкость поверхности придают карбиды. Основными карбидообразующими элементами являются вольфрам и молибден. Таким образом, для выбора режима обработки нужно руководствоваться тем, чтобы карбидная сетка не была разрушена, а по возможности количество карбидов следует увеличить, например, за счет повышения их дисперсности, что можно достигнуть увеличением количества основных карбидообразующих элементов в верхней части ЗЛВ.
Кроме износостойкости к параметрам, определяющим эксплуатационные свойства металлорежущего инструмента, следует отнести высокую прочность и малый коэффициент трения в паре с обрабатываемой деталью. Прочность определяется свойствами материала. Снижение коэффициента трения можно получить при образовании на поверхности оксидной пленки. Для этого следует производить лазерную обработку на воздухе без защитной среды.
Поверхность режущего инструмента качественно обработана механически, т.е. имеет низкую шероховатость (Ra 0,2…0,4) и высокую отражательную способность. Для обработки необходимо воспользоваться покрытиями, увеличивающими коэффициент поглощения излучения, которое не должно диффундировать в поверхностный слой инструмента. В качестве покрытия следует использовать темную гуашь. Чтобы не изменить шероховатость поверхности нужно назначить режим без оплавления. Для этого нужно воспользоваться результатами, приведенными на рис. 6. Для снижения энергетических характеристик обработки и захвата большей площади поверхности инструмента необходимо использовать расфокусированное излучение. Для повышения производительности обработки время контакта излучения с поверхностью должно быть минимальным. Поэтому обработка должна производиться с высокой скоростью.
Суммируя сказанное, были назначены режимы импульсной лазерной обработки: обработка на открытом воздухе расфокусированным излучением (диаметр пятна на плоскости обработки 2,5…3 мм) с плотностью мощности ![]() 8.103 Вт/см2, длительностью импульса и = 4 мс, скоростью обработки 200…300 мм/мин и частотой следования импульсов 1 Гц.
8.103 Вт/см2, длительностью импульса и = 4 мс, скоростью обработки 200…300 мм/мин и частотой следования импульсов 1 Гц.
Обработке были подвергнуты сверла спиральные, зенкера, развертки, фрезы пальцевые, дисковые трехсторонние и модульные, цилиндрические, червячные модульные, долбяки, пуансоны, комбинированный инструмент различного типоразмера.
Упрочнение пуансонов производили по боковым поверхностям, потому что при этом возможна многократная переточка. При упрочнении по передней поверхности после очередной переточки кромки требовалась бы повторная лазерная обработка. Наибольшую стойкость при обработке фрез и долбяков обеспечила схема, при которой облучению подвергались одновременно передняя и задняя поверхности. При упрочнении сверл, зенкеров и разверток лазерному упрочнению подвергалась передняя поверхность, что позволяло производить последующие многократные переточки без дополнительной лазерной обработки.
Промышленные испытания показали, что стойкость всех инструментов увеличилась в среднем в 2,5…4 раза.
Лазерная обработка позволяет заменить дорогостоящие высоколегированные стали на доступные конструкционные. Так, на Цимлянском судомеханическом заводе ковши пескометной машины изготовляли из стали 110Г13. Разработанная технология лазерного упрочнения позволила осуществить замену этой стали на сталь 35Л. Для этого был подобран режим лазерного упрочнения, обеспечивающий максимальный перенос Mn в поверхностный слой изделия из стали 35Л. Поверхности, подвергаемые наибольшему износу были обработаны по следующему режиму – работа сфокусированным импульсным излучением с энергией в импульсе Е = 12 Дж при плотности мощности q = 5.105 Вт/см2. Поскольку известно, что включения графита повышают износостойкость при трении, так как выполняют роль смазки, то на обрабатываемые поверхности был нанесен слой порошкообразного графита. Кроме того, графит повышал коэффициент поглощения лазерного излучения. Примененная обработка с оплавлением поверхности привела к проникновению графита в рабочие слои изделия.
Промышленные испытания показали, что внедрение лазерной обработки для повышения износостойкости ковшей пескометной машины приводит к значительному увеличению срока их эксплуатации. Срок службы ковшей пескометной машины можно увеличить примерно в 10 раз по сравнению с необработанными ковшами из этой же стали (сталь 35Л) и в 5…6 раз по сравнению с изделиями из высокомарганцовистой износостойкой стали 110Г13.
Замену дорогостоящей легированной стали на конструкционную удалось осуществить при внедрении лазерной технологии на ООО «Конвейер» г. Брянск. Используя предложенную методику и проведя аналогичные рассуждения, было предложено заменить легированную сталь 35ХГСА, из которой были изготовлены ролики и трубчатые направляющие, на конструкционную сталь 35Л, обработанную лазером. Лазером были обработаны образующие трубчатых направляющих и кольца контакта на боковых поверхностях ролика с направляющими. После стендовых испытаний стойкость обработанных деталей из стали 35Л оказалась в 4 раза выше стойкости необработанных лазером изделий, изготовленных из стали 35ХГСА.
Для упрочнения опорных поверхностей зубила, изготовленного из стали У8, применяемых для крепления зубила в патроне пневмомолотка, была разработана технология лазерного упрочнения, обеспечившая высокую твердость рабочих поверхностных слоев для сопротивления истиранию в сочетании с вязкой сердцевиной для сопротивления динамическим нагрузкам. Переходя к структурам – была получена структура мартенсита на поверхности и аустенита в ЗЛВ. Это можно обеспечить, произведя лазерную обработку по режиму, обеспечивающему перенос Mn в поверхностный слой ЗЛВ. Обработка проводилась сфокусированным излучением с плотностью мощности излучения 5.105 Вт/см2, скоростью обработки 100 мм/мин, длительностью импульса 4 мс.
Режимы лазерной обработки были подобраны так, чтобы устранить негативное действие неметаллических включений. Это было достигнуто лазерной обработкой на жестких режимах с оплавлением поверхности, когда происходит разрушение крупных неметаллических включений и включений остроугольной формы. При этом образуются глобулярные неметаллические включения мелких размеров со значительно уменьшенным количеством неметаллической составляющей в них. К поверхностям торца и бурта не предъявляются высокие требования по шероховатости поверхности. Поэтому лазерная обработка с оплавлением поверхности может иметь место. Стойкость зубила при этом увеличилась примерно в 3 раза (6…6,5 часов непрерывной работы).
ОБЩИЕ ВЫВОДЫ И РЕЗУЛЬТАТЫ
1. На основе анализа публикаций российских и зарубежных ученых и разработок автора изложены научно-обоснованные технологические решения, заключающиеся в оптимизации режимов лазерного упрочнения на основе выявленного механизма массопереноса легирующих элементов в поверхностном слое обрабатываемых деталей и позволяющие повысить их эксплуатационные свойства, внедрение которых вносит значительный вклад в ускорение научно-технического прогресса и повышение эффективности отечественного машиностроения.
2. Впервые установлена связь между характером перераспределения легирующих элементов в зоне лазерного воздействия и длительностью импульса. Установлено, что изменение концентрации элементов в зоне лазерного воздействия имеет место как при обработке с оплавлением поверхности, так и без оплавления. Определены режимы лазерной обработки, обеспечивающие повышение (понижение) концентрации легирующих элементов в зоне лазерного воздействия, что влияет на процесс формирования структуры зоны обработки, а, следовательно, и на свойства обработанных деталей.
3. Предложена принципиально новая физическая модель аномального массопереноса элементов при воздействии лазерного излучения на поверхность детали, основанная на разнице оптических свойств неметаллических включений, находящихся в основном металле, и самой матрицы. Установлено, что основную роль в процессе переноса играет скорость нагрева, обеспечивающая переход твердая фаза – газ.
4. В результате анализа существующих моделей расчета температурного поля дано обоснование и разработана математическая модель одномерного распространения температурного поля в зоне лазерного воздействия, в основу которой положена теория релаксационных процессов. Расчет, произведенный по данной модели, подтвердил гипотезу о более высокой интенсивности нагрева детали лазерным излучением, чем это было принято считать, исходя из известных математических моделей.
5. Выявлено, что перенос включений к поверхности расплава зависит от геометрических размеров и формы ванны расплава, которые, в свою очередь, определяются энергетическими параметрами лазерного излучения и местом расположения включения в ванне расплава.
6. Установлено, что основным источником аномального массопереноса элементов в зоне оплавления и в зоне термического влияния являются неметаллические включения (оксиды, сульфиды, карбиды и комплексные соединения на их основе). Перераспределение элементов в зоне лазерного воздействия обеспечивается за счет миграции неметаллических включений в зоне термического влияния, их распадом и диффузией элементов в расплаве.
7. Экспериментально выявлены и теоретически обоснованы иглоподобные каналы-трещины, образующиеся в зоне термического влияния вследствие термических напряжений вблизи неметаллических включений, длиной соразмерной с зоной термического влияния, которые являются каналами миграции неметаллических включений и газов, а также жидкофазной диффузии элементов в зоне термического влияния.
8. Предложена модель, утверждающая, что фактором образования аномалий перераспределения и массопереноса элементов и фаз в зоне лазерного воздействия является магнитное поле, индуцируемое лазерным излучением. Со стороны этого поля на компоненты сплава (парамагнетики и диамагнетики) в зоне оплавления и зоне термического влияния действуют силы, имеющие различные направления вектора, которые зависят от магнитных свойств компонентов.
9. Установлено, что под действием лазерного излучения происходит изменение количества, формы, размеров, химического состава и характера распределения неметаллических включений. В зоне лазерного воздействия характерно наличие высокодисперсных (менее 1 мкм) неметаллических включений, имеющих глобулярную форму. Эти включения расположены равномерно, без скоплений. Количество их на 2 порядка меньше, чем в исходном металле. Включения в значительной степени обеднены неметаллической составляющей.
10. Для деталей из различных сталей определены режимы лазерной обработки, обеспечивающие наибольшее повышение микротвердости поверхностного слоя.
11. Так как лазерная обработка приводит к изменению морфологии, размеров и характера распределения неметаллических включений, они перестают играть роль концентраторов напряжений при динамических нагрузках. Однако получаемые после облучения внутренние напряжения в зоне лазерного воздействия не позволяют увеличить работу разрушения при испытании прочностных характеристик детали.
12. Теоретически обоснованы принципы выбора технологических режимов лазерной обработки деталей с целью получения поверхностных слоев с заданными эксплуатационными свойствами.
13. На основании результатов исследований разработаны технологии лазерной обработки, внедрение которых в производство позволило повысить эксплуатационные характеристики деталей при работе в условиях интенсивного износа. Экономический эффект от внедрения результатов работы, подтвержденный актами внедрения, составил 120 000 рублей в ценах 1992 года и 412 000 в ценах 2003…2005 гг.
Основное содержание диссертации изложено в следующих работах:
1. Семенцев А.М. Массоперенос легирующих элементов в технологических процессах лазерной обработки. М: Машиностроение-1, 2006. – 159 с.
2. Семенцев А.М. Выбор режимов лазерной термообработки сталей различных классов// Упрочняющие технологии и покрытия. – 2006. – № 9. – С. 20-23.
3. Семенцев А.М. Особенности структурообразования в низколегированных сталях при лазерной обработке// Автоматизация и современные технологии. – 2006. – № 7. – С. 34-36.
4. Семенцев А.М. Особенности лазерной обработки стали 20ГМЛ// Обработка металлов. – 2007. – № 1. – С. 4-5.
5. Семенцев А.М. Повышение эксплуатационных характеристик стальных деталей// Ремонт, восстановление, модернизация. – 2007. – №1. – С. 40-43.
6. Семенцев А.М. Лазерная обработка высокоуглеродистых сталей// Заготовительные производства в машиностроении. – 2007. – № 4. – С. 46-47.
7. Семенцев А.М. Оптическая модель массопереноса элементов под действием лазерного излучения// Известия Вузов Сев.-Кавк. Регион. – Технические науки. – 2006. – Приложение № 2. – С. 102-105.
8. Лазерное упрочнение отливок из низко- и среднеуглеродистых сталей./ А.М. Семенцев// Сварочное производство. – 2006. – № 1. – С. 25-29.
9. Семенцев А.М, Семенцев М.А. Лазерная обработка стали Р6М5// Известия Вузов Сев.-Кавк. Регион. – Технические науки. – 2006. – Приложение № 2 – С. 99-102.
10. Семенцев А.М. Лазерная обработка литейных сталей// Заготовительные производства в машиностроении. – 2007. – № 3. – С. 49-51.
11. А.М.Семенцев, А.Ю.Смолин. Лазерная обработка стали 20ГМЛ// Изв. вузов Сев.-Кавк. регион – Технические науки. – 2004. – Спецвыпуск. – С. 118-119.
12. А.М.Семенцев, А.Ю.Смолин. Перераспределение элементов в стали Р6М5 под действием лазерного излучения// Изв. Вузов Сев.-Кавк. регион – Технические науки. – 2004. – Спецвыпуск. – С.120-121.
13. А.М.Семенцев, С.П. Есипко. Неметаллические включения в зоне лазерного воздействия стали 20ГМЛ// Изв. Вузов Сев.-Кавк. регион – Технические науки. – 2004. – Приложение № 5. – С. 90…92.
14. Семенцев А.М., Борисовская И.В., Волынкина Ю.С. Особенности процесса структурообразования в стали Р6М5 при лазерной обработке// Известия Вузов Сев.-Кавк. Регион. – Технические науки. – 2004.- Приложение № 5 – С. 92-95.
15. Лазерное упрочнение отливок из стали 35Л./ А.М. Семенцев// Надежность и ремонт машин: Сборник материалов Международной науч.-техн.конф. – Орел: Изд-во ОрелГАУ, 2004. – Ч.2. – С.47-50.
16. Поведение неметаллических включений в зоне лазерного воздействия сталей/ А.М.Семенцев// Машиностроение и техносфера XXI века. – Донецк: ДонНТУ, 2005. – Т.3. – С. 164 – 168.
17. Механические свойства мало- и среднеуглеродистых сталей, упрочненных лазером/ А.М.Семенцев, Е.А.Семенцева// Надежность и ремонт машин: Сборник материалов 2-ой Международной науч.-техн.конф. – Орел: Изд-во ОрелГАУ, 2005. – Ч.2. – С.93-97.
18. Семенцев А.М., Перелома В.А., Лихошва В.П., Шевченко А.Г. Неметаллические включения в зоне лазерного воздействия сталей// Металлы. – 1997. – № 2. – С. 139-142.
19. Семенцев А.М., Лунин Л.С., Паук А.Г. и др. Формирование неметаллических включений при лазерной обработке опытной стали// Материаловедение. – 1997. – № 4. – С. 22-23.
20. Исследование параметров жидкого и жидко-твердого состояния стали при внепечной обработке комплексными лигатурами/ В.Л. Найдек, В.А. Перелома, В.П. Лихошва, А.М. Семенцев// Новые литые материалы, технологии и методы их исследования. – Киев: ИПЛ АН Украины, 1991. – С. 109-113.
21. Лазерная обработка алюминиевого сплава в жидко-твердом состоянии/ В.А. Перелома, В.П. Лихошва, Н.М. Кочегура, А.М. Семенцев// Применение лазерных технологий в машиностроении и приборостроении: Сб.науч.тр.междунар.конф.- М.: НИИЦТЛАН, 1991. – С. 40-41.
22. Повышение эксплуатационной стойкости отливок для формовочного оборудования/ В.Л. Найдек, В.П. Лихошва, А.М. Семенцев// Литейное производство и окружающая среда. – Минск: НИИЛитавтопром, 1992. – С. 59-61.
23. Влияние лазерного воздействия на распределение легирующих элементов в поверхностном слое изделий из железоуглеродистых сплавов/ В.Л. Найдек, В.А. Перелома, В.П. Лихошва, А.М. Семенцев, Р.Я. Ликер// Нетрадиционные и лазерные технологии. NALT’92. – М.: ФИРАН, 1992. – С. 118-120.
24. Обработка расплава силумина/ В.П. Лихошва, А.М. Семенцев, Е.А. Бабченко// Строение металлических и шлаковых расплавов. – Екатеринбург: Ин-т металлургии УНЦ РАН, 1994. – С. 18-20.
25. Повышение надежности и ресурса узлов летательных аппаратов посредством лазерной обработки/ А.М. Семенцев, А.Г. Шевченко, А.Ю. Смолин// 21 Гагаринские чтения. – М: МАИ, 1995. – С. 52-53.
26. Семенцев А.М., Гладун К.К. Моделирование температурного и концентрационного полей при лазерном воздействии на металл// Проблемы современных технологий: Сб. науч. тр./ Волгодон. ин-т Новочерк. гос. техн. ун-та. – Новочеркасск: Набла, 1996. – С. 49-54.
27. Технологические особенности лазерной обработки стали 20ГМЛ/ А.М. Семенцев// Проблемы машиностроения и технологии материалов на рубеже веков: Сборник статей VII междунар. науч.-техн. конф. – Пенза, 2003. – Ч. 2. – С. 74-76.
28. Трансформация неметаллических включений в сталях при лазерной обработке/ А.М.Семенцев// Машиностроение и техносфера XXI века. – Донецк: ДонНТУ, 2003. – Т.3. – С. 111-114.
29. Массоперенос элементов при лазерной обработке стали 20ГМЛ/ А.М. Семенцев, М.А. Семенцев// Инновации в машиностроении. – Пенза, 2003. – С.34-36.
Семенцев Александр Михайлович
ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ
ЛАЗЕРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ, ОСНОВАННОЕ НА УСТАНОВЛЕННОМ МЕХАНИЗМЕ МАССОПЕРЕНОСА ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ
В ЗОНЕ ЛАЗЕРНОГО ВОЗДЕЙСТВИЯ
Автореферат
Подписано к печати 12.12.07.
Формат 60х90 1/16 (А5). Бумага офсетная. Печать офсетная.
Печ.л. 2,45. Уч-изд.л. 2,5. Тираж 100. Заказ 1401.
Типография Южно-Российского государственного технического университета
(Новочеркасского политехнического института)
346428, г. Новочеркасск, Ростовская обл., ул. Просвещения, 132