

Научные основы ренова ции производства в цехах верфи с у чётом современных экол о гиче ских требований
На правах рукописи
Бурмистров Евгений Геннадьевич
научные основы реновации
производства в цехах верфи с учётом
современных экологических требований
Специальность 05.08.04 – Технология судостроения, судоремонта
и организация судостроительного производства
Автореферат
диссертации на соискание учёной степени
доктора технических наук
Нижний Новгород – 2009
Работа выполнена на кафедре «Проектирование и технология постройки судов» Волжской государственной академии водного транспорта
| Официальные оппоненты: | доктор технических наук, профессор Климов Евгений Николаевич |
| доктор технических наук, профессор Бавыкин Георгий Викторович | |
| доктор технических наук, профессор Гримитлин Александр Михайлович |
| Ведущее предприятие: | ОАО «Центр технологии судостроения и судоремонта» |
Защита состоится «27» января 2010 г. в 1300 час. в ауд. 235 на заседании диссертационного Совета Д 223.009.04 в Санкт-Петербургском государственном университете водных коммуникаций по адресу: 198035, Санкт-Петербург, ул. Двинская, 5/7, СПбГУВК
С диссертацией можно ознакомиться в библиотеке ФГОУ ВПО «СПбГУВК».
Автореферат разослан «15» октября 2009 г.
| Учёный секретарь диссертационного совета, д. т. н., проф. | В. Л. Ерофеев |
Общая характеристика работы
Актуальность работы. Приоритетными задачами организации судостроительного производства являются повышение эффективности труда и качества выпускаемой продукции. Оба показателя определяют рост экономической эффективности производства и конкурентоспособность отечественного судостроения. Рост этих показателей на российских верфях сдерживается их общей технической и технологической отсталостью и тревожной тенденцией усугубления этого отставания. Это делает отечественное судостроение уязвимым для иностранной конкуренции и осложняет переход России к открытой экономике. Отмеченное обусловливает необходимость создания нового конкурентоспособного облика судостроительной промышленности на основе масштабной реновации производства на существующих верфях, проектирования и строительства качественно новых судостроительных предприятий.
Наряду с совершенствованием технологий, развитием производства, обеспечением его рентабельности и повышением качества выпускаемой продукции главными целями реновации являются увеличение производственных мощностей и повышение качества выпускаемой продукции при одновременном улучшении условий труда производственного персонала и состояния окружающей среды (ОС). Последнее, в связи с ужесточением требований к экологической безопасности применяемых технологий и экологической чистоте выпускаемой продукции, становится всё более важным инструментом конкурентной борьбы в мировом судостроении.
Реновация производства в цехах предполагает комплексное решение экономических, общепроектных, технологических, организационных и санитарно-экологических задач. Очевидно, что повышение качества реновации производства в цехах верфи лежит в плоскости повышения качества проектов реновации. Такой подход соответствует методологии MS ISO серии 9000 применительно к системе менеджмента качества проектной организации и стандартов в области экологического менеджмента MS ISO серии 14000.
Наиболее эффективным путём достижения высокого качества (то есть требуемого уровня конкурентоспособности) проекта является выполнение его в системе Total Quality Management (TQM), в русскоязычной транскрипции известной как Всеобщее управление качеством. При этом, для управления качеством проектов реновации, отвечающего требованиям TQM, принципиально могут использоваться разнообразные методы и средства, однако качество во всех случаях выступает как фактор, объединяющий все аспекты и проблемы проектирования, в том числе решение вопросов санитарной и экологической безопасности производства.
Обеспечение требуемого качества производственной среды (ПС) является одним из наиболее эффективных направлений выполнения санитарных и экологических требований при реновации производства в цехах. Это особенно важно при реконструкции и модернизации производства в рамках общепринятой концепции «компакт-верфи».
Решению данных проблем посвящены работы М.И. и А.М. Гримитлиных, С.П. Наседкина, Б.А. Старцева, А.Н. Забавского, Л.Н. Григорьева, В.С. Корюкаева, А.Л. Баранова, А.С. Курникова, А.П. Муракова, Дж. Х. Харрингтона и др. Однако, несмотря на большой объём выполненных исследований, вопрос обеспечения современных санитарных и экологических требований при реновации производства в цехах остаётся весьма актуальным. Дальнейшее решение этой проблемы сдерживается отсутствием соответствующей концепции и необходимых организационных решений.
Тема диссертации непосредственно связана с программами многолетних исследований ФГОУ ВПО «ВГАВТ» и выполнялась в соответствии с планами НИОКР «ВГАВТ», тематикой госбюджетных исследований, а также по договорам с различными предприятиями.
Областью исследований являются методы решения задач организации судостроительного производства, в частности разработка прогрессивных направлений реновации производства в цехах судостроительных предприятий, обеспечивающих улучшение экологической обстановки, рост производительности труда и качества выпускаемой продукции и повышение на этой основе экономической эффективности и конкурентоспособности отечественных верфей.
Целью работы является разработка научных основ реновации производства в цехах с целью повышения производительности труда, качества выпускаемой продукции, экономической эффективности и конкурентоспособности отечественных верфей на основе обеспечения современных санитарных и экологических требований.
Для достижения поставленной цели необходимо решить ряд задач:
1. Обосновать перспективы повышения конкурентоспособности отечественного судостроения на основе обеспечения современных санитарных и экологических требований при реновации производства в цехах.
2. На основе анализа современных подходов к организации судостроительного производства, систем менеджмента качества и экологического менеджмента разработать концепцию обеспечения современных санитарных и экологических требований при реновации производства в цехах судостроительных предприятий.
3. Разработать алгоритмы процедур обеспечения современных санитарных и экологических требований при реновации производства.
4. С целью выработки адекватных превентивных мероприятий на ранних стадиях организации судостроительного производства, математически описать процессы образования и распространения в объёме цеха производственных эмиссий.
5. Изучить степень влияния образующихся эмиссий на показатели качества ПС и взаимосвязи между ними. Разработать их математическое описание.
6. Разработать показатели ресурсосбережения и эмиссионной активности производственных процессов, а также методику количественной оценки степени учёта при реновации производства современных требований.
7. Для обеспечения требуемых параметров ПС разработать альтернативные традиционным системам промышленной вентиляции технические решения.
8. Формализовать процедуры обеспечения современных санитарных и экологических требований к производственным процессам.
9. Выполнить комплекс необходимых экспериментальных исследований для проверки адекватности разработанных математических моделей, определения и уточнения входящих в них эмпирических коэффициентов;
10. Разработать методологию обеспечения современных санитарных и экологических требований при реновации производства в цехах.
Научная новизна работы
1. С целью повышения эффективности организации судостроительного производства впервые предложена и научно обоснована концепция обеспечения современных санитарных и экологических требований при реновации производства в цехах верфи.
2. С учётом специфики судостроения разработаны показатели ресурсосбережения и эмиссионной активности производственных процессов
3. Выполнено математическое описание процессов образования и распространения эмиссий в цехах судостроительных предприятий с учётом особенностей выполнения частных производственных процессов и влияния на эти процессы случайных производственных факторов
4. Разработан алгоритм обеспечения современных требований при реновации производства в цехах, удовлетворяющий стандартам, входящим в систему TQM, в том числе стандартам системы менеджмента качества проектной организации (ISO 9000) и экологического менеджмента (ISO 14000), и математическое описание процедур обеспечения качества ПС.
5. Для обеспечения требуемого качества ПС при реновации производства в цехах разработаны альтернативные традиционным системам промышленной вентиляции технические решения на основе систем технологического кондиционирования воздуха (СТКВ) с элементами активированных окислительных технологий (АОТ), а также математическая модель комплексной обработки воздуха в СТКВ на основе АОТехнологий.
Практическая ценность работы заключается в создании научной основы для реновации производства в цехах судостроительных предприятий с учётом экологических требований и в повышении на этой основе производительности труда и экологической безопасности судостроительного производства.
Практическое использование результатов исследований позволяет:
совершенствовать проекты реновации производства в цехах верфей;
на этапе организации судостроительного производства в цехах выполнять оценку категории опасности отдельных видов производства и оптимизацию производственных процессов по параметрам технологических режимов и ресурсопотреблению;
разрабатывать принципиально новые схемы технических средств обеспечения качества ПС при реновации производства в цехах, в том числе прогрессивные схемы цеховых климатических систем, обеспечивающие качество ПС на уровне, требуемом действующими нормативными документами и рекомендациями стандартов МС ИСO серии 14000.
Внедрение результатов исследований производилось на базе ПФ «Союзпроектверфь» (ОАО «ЦТСС»), ООО ИЭБ «Редокс-системы», ИК ЗАО «Консар», судостроительных заводов ОАО «Окская судоверфь» и ОАО «Завод «Красное Сормово».
В практику работы указанных научных и проектных организаций внедрены: 1) «Рекомендации по количественной оценке уровня экологической опасности применяемых технологий»; 2) «Выбор приоритетных направлений повышения качества подготовки производства в цехах. Типовая методика»; 3) «Метод оптимизации производственных процессов по параметрам технологических режимов и ресурсопотреблению»; 4) «Методика проектирования технических средств обеспечения качества производственной среды в цехах верфи».
Элементы разработанных автором технологических схем технических средств обеспечения современных санитарных и экологических требований к производственным процессам внедрены на участках плазменной резки СКЦ-1 ОАО «Окская судоверфь» и СК-1 ОАО «Завод «Красное Сормово», при модернизации системы вентиляции сборочно-сварочного цеха (СК-2) ОАО «Завод «Красное Сормово», кузнечно-прессовом участке механического цеха (МЦ-2), и на литейном участке фасонно-литейного цеха (ФЛЦ-2) того же завода.
Теоретические результаты исследований внедрены в учебный процесс – в цикл технологических дисциплин, читаемых на кафедре «Проектирование и технология постройки судов» ФГОУ ВПО «ВГАВТ» для студентов, обучающихся по специальности 180101 – Кораблестроение.
Достоверность полученных результатов обеспечена применением апробированных методов теоретических и экспериментальных исследований, совокупностью данных лабораторных и натурных экспериментов и сопоставимостью полученных аналитических и опытных результатов. Основные аналитические зависимости получены с применением методов математического анализа, теории вероятности и теории планирования эксперимента, а также корреляционно-регрессионного анализа.
Апробация работы. Основные результаты диссертационных исследований опубликованы в периодических изданиях, рекомендованных ВАК РФ, в том числе в отраслевом научно-практическом журнале «Судостроение» (2003, № 5; 2005, № 6; 2008, № 6; 2009, № 6), докладывались и обсуждались на научно-технических конференциях профессорско-преподавательского состава ФГОУ ВПО «ВГАВТ» 1998–2007 гг., I Международной научно-технической конференции «Малоотходные и энергосберегающие технологии» (г. Пенза, 1995 г.), II Международной научно-технической конференции «Экологическая безопасность машиностроительных технологий» (г. Пенза, 1996 г.), Международном Форуме по проблемам науки, техники и образования (г. Москва, 1998 г.), II–IV Международных конгрессах «Вода: экология и технология» (г. Москва, 1996, 1998, 2000 г.г.), III Международной научно-технической конференции «Питьевая и сточная вода» (г. Пенза, 1997 г.), IV Международной научно-технической конференции «Экономика природопользования» (г. Пенза, 1998 г.), V Международной научно-технической конференции «Экология и жизнь» (г. Пенза, 2001 г.), Региональной научно-практической конференции «Проблемы повышения эффективности функционирования и развития транспорта Поволжья» (г. Нижний Новгород, 2003 г.), IV–VIII-Международных форумах «Великие Реки» (г. Нижний Новгород, 2003–2008 г.г.), VII Общероссийской конференции и выставке по морским и интеллектуальным технологиям МОРИНТЕХ-2008 (г. Санкт-Петербург, 2008 г.).
Опытные образцы технических средств обеспечения санитарных и экологических требований в цехах верфи, разработанные по результатам исследований, экспонировались на международных выставках в г.г. Нижнем Новгороде и Москве.
Основные результаты и положения, выносимые на защиту
концепция и методология обеспечения современных санитарных и экологических требований при реновации производства в цехах судостроительных предприятий;
математические модели процессов образования и распространения в объёме цеха производственных эмиссий с учётом специфики применяемых технологий и влияния случайных производственных факторов;
обоснование перспективности применения для обеспечения качества ПС при реновации производства в цехах СТКВ на основе АОТехнологий;
математическая модель работы цеховой СТКВ с регенерацией промывной воды и математическое описание работы элементов СТКВ с учётом специфики судостроительных технологий, переходных процессов в элементах СТКВ и оптимизацией их конструктивных характеристик;
методика проектирования технических средств обеспечения современных требований к качеству ПС в цехах основного производства верфи (на примере проектирования СТКВ);
метод количественной оценки степени обеспечения современных экологических требований при реновации производства в цехах верфи.
Личный вклад автора. В диссертации изложены результаты многолетних исследований, полученные автором самостоятельно, а также совместно с профессором Ю. Г. Куликом (в части совершенствования организации судостроительного производства), инженером А. П. Мураковым (в части разработки цеховых климатических систем), профессором А. С. Курниковым (в части обоснования применения АОТехнологий). При этом автору принадлежат: выработка направлений исследований и методология решения проблемы, постановка задач и разработка программы исследований; организация, планирование и проведение экспериментов; обработка, анализ и обобщение данных, формулировка полученных закономерностей, разработка и обоснование математических моделей; проектирование цеховых и локальных СТКВ и их элементов, участие в монтаже, пусконаладочных работах и испытаниях; непосредственное участие в подготовке заявок по 10 патентам на изобретения и полезные модели.
Публикации. Список публикаций по материалам диссертации включает 1 монографию и 42 работы, в том числе 8 статей в журналах, реферируемых ВАК, 1 учебное пособие с грифом Министерства транспорта РФ, 8 патентов РФ на изобретения и 2 патента на полезные модели.
Структура и объём работы. Диссертация состоит из введения, 6 глав, заключения, библиографического списка использованной литературы и приложений. Основное содержание работы изложено на 246 страницах машинописного текста и включает 56 рисунков и 47 таблиц. Библиографический список включает 233 наименования. Приложения содержат акты внедрения результатов работы, заключения о результатах испытаний, копии патентов на изобретения и полезные модели.
Основное содержание работы
Во введении обоснована актуальность темы диссертационной работы, сформулированы цель и задачи исследований, указана научная новизна и основные положения, выносимые на защиту.
В первой главе показаны взаимосвязи проблемы обеспечения современных санитарных и экологических требований при реновации производства в цехах верфи, организации судостроительного производства и обеспечения качества выпускаемой продукции. Отмечено, что существующие взаимосвязи определяют конкурентоспособность отечественных верфей на мировом рынке судостроительных услуг.
В связи с возросшими требованиями к экологической чистоте выпускаемой продукции и безопасности производственных процессов, а также в связи с тем, что санитарная и экологическая безопасность производства становится важной составляющей конкурентной борьбы, определены место и роль соответствующих факторов при организации судостроительного производства и обоснована необходимость учёта современных санитарных и экологических требований при реновации производства в цехах.
На основе изложенного дана оценка современного состояния проблемы и выполнен аналитический обзор исследований по данной тематике. Отмечено, что решение данной проблемы лежит в плоскости повышения качества проектов реновации производства, которое, в свою очередь, определяется принятой системой менеджмента качества проектной организации. Рассмотрены существующие системы управления качеством продукции и эффективностью производства (УКП и ЭП), в том числе система TQM и входящие в неё стандарты менеджмента качества проектной организации на основе MS ISO серии 9000 и экологического менеджмента MS ISO серии 14000. Выяснено, что для управления качеством проекта реновации производства в цехах на базе стандартов MS ISO серии 9000 могут использоваться разнообразные методы и средства, такие как: внедрение новой техники и технологий; аудит качества; внедрение программ совершенствования проектов и проч. Качество во всех случаях выступает как фактор, объединяющий все аспекты и проблемы проектирования, в том числе решение вопросов обеспечения санитарной и экологической безопасности производства.
С учётом того, что состояние большинства отечественных верфей сегодня характеризуется высоким моральным (до 70%) и физическим (до 85%) износом технологического оборудования и низкими темпами обновления основных производственных фондов при низкой загрузке имеющихся мощностей (не более 45%), несоответствием действующих технологических процессов и оборудования современным требованиям, а также требованиям охраны ОС и безопасности жизнедеятельности, энерго- и ресурсосбережения, потребовалось проведение анализа особенностей частных производственных процессов по видам производства. По итогам анализа были выявлены проблемы, условия и направления решения задач совершенствования проектов реновации производства в цехах верфей с учётом современных требований. Установлено, что основные направления совершенствования проектов могут быть сведены в следующие группы:
повышение технического уровня производства и его модернизация на принципах общепринятой концепции «компакт-верфи»;
углубление специализации видов производства с внедрением организационных принципов, присущих поточному производству;
совершенствование существующих технологий производства;
разработка и внедрение ресурсосберегающих технологий;
обеспечение требуемых параметров ПС за счёт модернизации цеховых климатических систем;
совершенствование существующих и разработка принципиально новых технических средств защиты ОС.
Выбор приоритетов дальнейших исследований выполнялся на основе анализа применимости показателей известных групп качества к перечисленным направлениям. Анализ показал, что выраженную санитарно-экологическую направленность имеют четыре последних из перечисленных направления. Из них только одно – совершенствование качества ПС – в полной мере учитывает доминирующий характер санитарных и экологических требований и позволяет прогнозировать в ближне- и среднесрочной перспективе возможность существенного улучшения качества реновации производства в цехах верфей и совершенствовать организацию судостроительного производства при минимальных капитальных и эксплуатационных затратах. В контексте данной работы именно это направление является приоритетным.
Вторая глава посвящена разработке концепции обеспечения современных санитарных и экологических требований при реновации производства в цехах судостроительных предприятий.
Выполненный в главе 1 анализ профильной литературы показал, что в настоящее время в отрасли не существует чёткой концепции обеспечения современных санитарных и экологических требований ни в проектах реновации производства, ни при его организации в цехах. Все соответствующие процедуры в основном реализуются на основе устаревшей нормативной базы, а также стандартов в области экологического менеджмента MS ISO серии 14000 и, отчасти, стандартов предприятия (проектной организации), разработанных на основе MS ISO серии 9000 и недостаточно адаптированных к особенностям судостроительного производства. Так, требования стандартов MS ISO серии 9000, в современной их интерпретации, являются не более чем минимально необходимой базой для решения проблемы качества и к повышению экономической эффективности производства (а следовательно, и конкурентоспособности) верфей прямого отношения не имеют. Более того, в п. 2.1 и 2.2 MS ISO серии 9000: 3000 делается акцент на том, что цели в области обеспечения качества лишь дополняют другие цели предприятия (проектной организации), такие как развитие, рентабельность, охрана труда и окружающей среды, обеспечение безопасности жизнедеятельности и др.
Вместе с тем обзор сложившихся в судостроении тенденций дальнейшего развития позволил выработать стратегические приоритеты совершенствования проектов реновации производства в цехах верфи. Практическая реализация этих приоритетов потребовала разработки критериев экологической безопасности производства, в том числе критериев ресурсосбережения и оптимизации производственных процессов по технологическим режимам и ресурсопотреблению, а также критериев оценки эффективности цеховых климатических систем.
В качестве критериев ресурсосбережения при оценке ресурсопотребления судостроительных производств (с учётом их специфики) автором предложено использовать частные показатели малоотходности (в других секторах промышленности, как правило, для этих целей применяют суммарные показатели). Частный материальный показатель малоотходности предложено определять по формуле
| (1) |
где Мij – масса продуктивно использованной части i-го материала в j-м производственном процессе; Мi – общая масса поступившего на обработку материала.
а частный технико-экономический показатель – как отношение
| (2) |
где Vиi – объём полезно использованной части ресурса, руб.; Vi – общий объём подведённого ресурса, руб.
Для оценки экологической безопасности отдельных видов производства предложено применять специальный критерий Кэк, рассчитываемый по формуле
 , , | (3) |
где miж, miг и miт – количество i-го токсичного компонента жидких, газообразных и твёрдых отходов соответственно, т/т. продукции; miэ – количественная характеристика i-й составляющей энергетического воздействия; Сiж, Сiг и Сiт – концентрации i-го компонента в жидких (мг/дм3), газообразных (мг/м3) и твёрдых (мг/дм3) отходах соответственно; Сiэ – уровень i-й составляющей энергетического воздействия; ПДКiж, ПДКiг и ПДКiт – соответственно предельно допустимые концентрации i-го компонента отходов в воде (мг/дм3) и в воздухе (мг/м3) ближайших населённых пунктов и твёрдых отходов, мг/дм3 на территории промышленной и прилегающей к ней зоны; ПДУiэ – предельный уровень i-й составляющей воздействия.
| Рис. 1. Алгоритм моделирования детерминистской фазы экологически ориентированной оптимизации производственного процесса |
В отличие от известных аналогичных критериев формула (3) имеет более чётко выраженную экологическую значимость, так как учитывает уровень, количество и токсичность всех видов отходов производства и воздействий на ОС. Это делает возможным на ранних этапах организации судостроительного производства обоснованно ориентироваться на применение экологически безопасных технологий и материалов.
Предложенные критерии позволяют выполнять оптимизационное моделирование параметров технологических режимов и ресурсопотребления процессов основного и вспомогательного производств: обработки металлопроката, сварочных, окрасочных и других работ.
При разработке соответствующих моделей автор исходил из того, что любую величину, изменения которой приводят к изменениям параметров технологических режимов, можно отнести к группе входных параметров, которые могут быть разделены на внешние ![]() (параметры ОС и ПС) и внутренние
(параметры ОС и ПС) и внутренние ![]() (оптимизируемые параметры производственного процесса).
(оптимизируемые параметры производственного процесса).
Выходные параметры ![]() характеризуют реакции процесса на изменения внешних и внутренних производственных факторов (определяют количественный и качественный состав образующихся эмиссий). Они зависят от особенностей взаимосвязей отдельных технологических этапов производственного процесса между собой. Их изменение формирует новую структуру и влечёт за собой изменение выходных параметров. К аналогичным изменениям приводит варьирование основ
характеризуют реакции процесса на изменения внешних и внутренних производственных факторов (определяют количественный и качественный состав образующихся эмиссий). Они зависят от особенностей взаимосвязей отдельных технологических этапов производственного процесса между собой. Их изменение формирует новую структуру и влечёт за собой изменение выходных параметров. К аналогичным изменениям приводит варьирование основ
| Рис. 2. Алгоритм моделирования вероятностной фазы экологически ориентированной оптимизации производственного процесса |
ных и расходных материалов.
Собственно моделирование включает две фазы исследований: детерминистскую (рис. 1) и стохастическую (рис. 2). В первой решается задача поиска допустимого решения ![]() , то есть вектора внутренних входных параметров, доставляющих минимум интегральному обобщённому показателю качества
, то есть вектора внутренних входных параметров, доставляющих минимум интегральному обобщённому показателю качества ![]() . Во второй фазе решается задача поиска оптимального решения
. Во второй фазе решается задача поиска оптимального решения ![]() , то есть вектора внутренних входных параметров, доставляющего максимум интегральному показателю оптимальных параметров технологических режимов
, то есть вектора внутренних входных параметров, доставляющего максимум интегральному показателю оптимальных параметров технологических режимов ![]() .
.
В логическом смысле обе фазы моделирования представляют собой единый процесс, а каждая из фаз реализуется алгоритмически (см. рис. 1 и 2).
Разработанный алгоритм легко формализуется и позволяет решать проблемы экологической оптимизации и обеспечения современных требований при реновации производства в цехах на базе современных информационных технологий. При этом удовлетворительные решения могут быть получены как для производственного процесса в целом, так и для отдельного технологического процесса или операции.
В качестве иллюстрации изложенного на рис. 3 приведён алгоритм оптимизации параметров технологических режимов при сварке судовых конструкций.
Другой важнейшей задачей при реновации производства в цехах является создание ПС, параметры которой обеспечивали бы безопасную и высокопроизводительную работу производственного персонала и технологического оборудования. Такими параметрами являются концентрация образующихся эмитентов, относительная влажность воздуха, его температура, скорость движения или сочетание этих параметров.
| Рис. 3. Принципиальная блок-схема оптимизационного моделирования параметров технологических режимов по экологическим требованиям |
Задача, как правило, решается с помощью цеховых технических систем климат-контроля (систем отопления, общеобменной и местной вентиляции и др.). Однако традиционные климатические системы характеризуются высоким (до 30 % от общего) уровнем энергопотребления и требуют отдельного решения вопросов очистки вентиляционных выбросов. Поэтому логичным представляется разработка альтернативных методов обеспечения современных требований к качеству ПС в цехах верфи, например, на базе цеховых СТКВ.
В настоящее время не существует общепринятого подхода к оценке санитарно-экологической эффективности цеховых климатических систем. Целесообразным считается выполнение такой оценки с учётом равномерности создаваемых воздушных потоков и конфигурации полей концентраций эмитентов и их температур. Это даёт возможность регламентировать относительный объём, в котором допускается отклонение параметров от нормируемых. Исследования М.И. Гримитлина, Г.М. Позина и автора позволили установить, что важной характеристикой поля концентраций и температур является его стационарность. Конфигурация стационарного поля не зависит от времени, и для оценки эффективности цеховой климатической системы в этом случае достаточно использовать конфигурацию самого поля, значения параметров которого должны соответствовать установленным нормам. нестационарных полей в качестве критерия эффективности целесообразно принимать интервал времени, в течение которого в обслуживаемом помещении создаётся атмосфера, параметры которой соответствуют установленным нормам.
На формирование полей концентраций и температур основное воздействие оказывает структура подаваемого в обслуживаемое помещение воздушного потока. Распределение потока можно описать уравнением
| (4) |
где Сi*=Ci/C0 – приведённая концентрация (Сi – концентрация в i-й зоне, С0 – концентрация на входе в обслуживаемый объём), мг/м3; z – координата точки в i-й зоне, м; ![]() – критерий Пекле для i-й зоны (vi – скорость потока в i-й зоне, м/с; li – длина i-й зоны, м, Dэфi– эффективный коэффициент диффузии);
– критерий Пекле для i-й зоны (vi – скорость потока в i-й зоне, м/с; li – длина i-й зоны, м, Dэфi– эффективный коэффициент диффузии); ![]() – приведённое время ( – время, с); ki,j – коэффициент обмена веществом i-й зоны с примыкающими зонами; i=Qi/Q – доля потока в i-й зоне (Q – расход воздуха через исследуемый объём, м3/с; Qi – расход воздуха через i-ю зону, м3/с); C*i,j – концентрация эмитентов в примыкающих зонах, мг/м3.
– приведённое время ( – время, с); ki,j – коэффициент обмена веществом i-й зоны с примыкающими зонами; i=Qi/Q – доля потока в i-й зоне (Q – расход воздуха через исследуемый объём, м3/с; Qi – расход воздуха через i-ю зону, м3/с); C*i,j – концентрация эмитентов в примыкающих зонах, мг/м3.
Однако для описания стационарного поля при наличии технологического оборудования – источника эмиссий – более корректно уравнение
| (5) |
где Wi – интенсивность источника эмиссий в i-й зоне; вi=li/vi – среднее время пребывания потока в i-й зоне цеха.
Повышение экономичности климатических систем, в частности СТКВ, связанно с необходимостью поддержания более высокой степени герметичности цеховых помещений. Для характеристики степени герметичности предложено использовать показатели удельной степени герметичности и суммарной площади неплотностей в ограждающих конструкциях цеха. Оба этих показателя могут быть рассчитаны по известным в термодинамике формулам для определения расхода газа через отверстие.
Данные натурных экспериментов, выполненных автором, а также анализ работ М.И. и А.М. Гримитлиных, Г.М. Позина и других исследователей, показывают, что значения удельных степеней герметичности цеховых помещений (Г) лежат в пределах (2,5 – 10,5)·10-6 м-1 на каждые (1000 – 1500) м3 объёма, а суммарных площадей неплотностей fнп=(1,0 – 14,0) 10-3 м2. На основании этого предложено считать герметичность цехового помещения удовлетворительной, если Г2·10-6 м-1. В этом случае fнп3·10-3 м2 на каждые 1500 м3 объёма цеха.
Предложенные алгоритмы и критерии оптимизации, а также показатели эффективности цеховых климатических систем делают возможным научно обоснованное управление качеством реновации производства в цехах судостроительных предприятий и выработку соответствующих управляющих процедур. Задачами управления при этом могут являться: проверка соответствия применяемых технологий и оборудования санитарным и экологическим требованиям; оптимизация организационно-технологической структуры производства и управления им; оценка рисков от регулируемых и нерегулируемых воздействий на ОС и ПС. Объектами управления могут выступать: ресурсы всех видов и форм; технологические процессы; выпускаемая продукция; производственные эмиссии; отходы производства; экологическая политика предприятия и др. Такая постановка задачи управления качеством проектов реновации производства в цехах хорошо вписывается в модель системы менеджмента качества проектной организации, регламентированную ГОСТ Р ИСО 9004–2001.
Решать задачи управления обеспечением современных требований при реновации производства в цехах предложено на основе процедуры замещения воздействия, которая может быть эффективно реализована известными методами инженерной оптимизации (метод базовой точки, метод золотого сечения и др.). Целевыми функциями при этом могут выступать суммарные затраты на проведение соответствующих мероприятий (З) и годовой экономический эффект от их внедрения (Э). В ряде случаев в качестве целевых функций могут рассматриваться также абсолютные значения уровней механизации (УМ) и экологической безопасности производства (УЭБ). Оптимизируемыми параметрами во всех случаях являются капитальные затраты (К), а также уровни механизации (УМ) и экологической безопасности (УЭБ) производственных процессов.
Структурно-логическая схема такой оптимизации применительно к данной постановки задачи приведена на рис. 4.
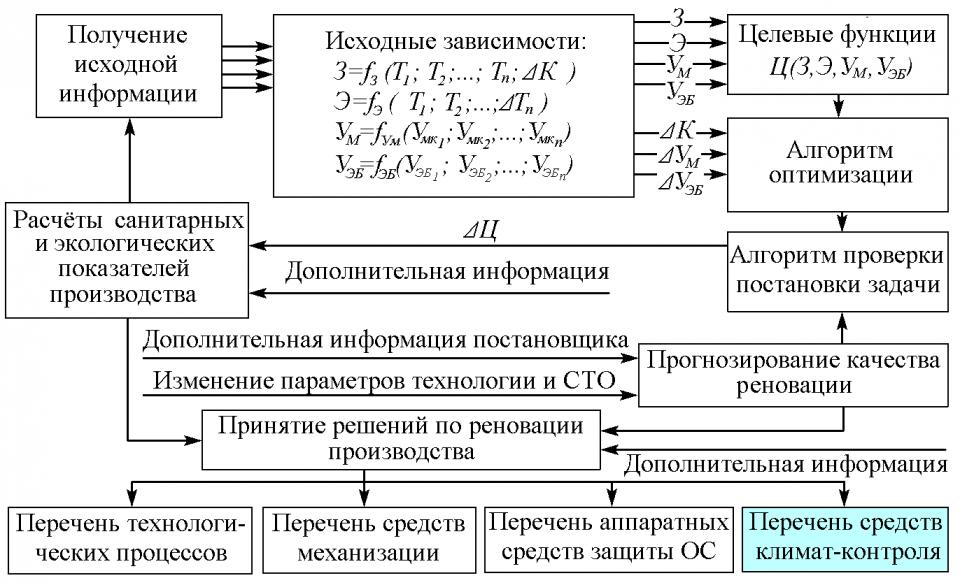 |
| Рис. 4. Структурно-логическая схема управления качеством реновации производства в цехах с учётом современных санитарных и экологических требований |
Обобщение изложенных принципов, направлений и стратегических приоритетов сделало возможным разработку концепции обеспечения современных санитарно-гигиенических и экологических требований при реновации производства в цехах судостроительных предприятий.
Концепция предполагает решение задач четырёх уровней. Решения первого уровня определяют условия её реализации. Задачи этого уровня должны решаться на федеральном и региональном уровнях. Основными условиями являются: наличие долгосрочной стратегической программы развития отрасли; достаточное финансирование соответствующих программ, их научно-методическая, информационная и нормативная обеспеченность. Решения второго (отраслевого) уровня должны обеспечить соответствие применяемых техники и технологий ужесточающимся санитарным и экологическим требованиям. Они должны определять задачи повышения качества и эффективности (т. е. конкурентоспособности) производства. Решения третьего уровня (уровень проектных организаций) должны регламентировать методы обеспечения качества организации производства с учётом современных требований. Решения четвёртого уровня (уровень ОГК, ОГТ, ОГСв, ОГЭ предприятия) должны предусматривать разработку мероприятий по обеспечению современных требований при реновации производства непосредственно в цехах верфи.
Главными условиями реализации изложенной концепции является комплексное решение конструкторских, технологических, социально-правовых и других задач организации судостроительного производства.
Для планирования при реновации производства в цехах адекватных процедур по обеспечению современных требований к качеству ПС и управления ими в третьей главе разработаны теоретические основы организации судостроительного производства в цехах с учётом современных санитарных и экологических требований. Соответствующие процедурные вопросы решены методом формализации взаимосвязей производственных, санитарных и экологических факторов, оказывающих доминирующее влияние на качество ПС. Цех (производственный участок) интерпретирован как эколого-экономическая система (ЭЭС), процессы образования и распространения эмиссий в которой также формализованы.
Математическая модель процесса образования характерных для цехов основного производства эмиссий в общем виде описана уравнением
 , , | (6) |
где с и с – концентрация эмитента в рассматриваемой точке цеха и в месте его образования соответственно, г/м3; l – расстояние от источника эмиссий до рассматриваемой точки в объёме цеха, м; D – коэффициент диффузии; КВ – кратность воздухообмена, раз; v – скорость распространения эмиссий, м/с.
Для описания процессов распространения эмиссий в объёме цеха разработаны несколько моделей. Вид моделей в основном определяется влиянием производственных факторов (параметрами технологических режимов, единичной мощностью агрегатов и т. п.). Первая модель предполагает, что с производственного участка в объём V цеха в момент времени =0 эмитируется некоторый объём вредных веществ, а удаление эмиссий из объёма цеха не производится, что обусловливает их аккумуляцию в этом объёме. Число производственных участков (или СТО) – источников эмиссий в момент времени – составляет х(). Не загрязнённый эмиссиями объём цеха (часть этого объёма с течением времени может быть загрязнена) составляет y(). То есть в любой момент времени выполняется равенство х()+ y()=V+1. Причём при =0 x(0)=1.
Количество эмиссий, образовавшихся за интервал времени +, пропорционально (х) и суммарной площади фазовой поверхности (х()y()). Таким образом, xx()y()d, где – коэффициент пропорциональности. Данное соотношение при 0 позволило получить уравнение
| (7) |
которое, вместе с начальным условием х(0)=1, определяет функцию х().
Решение задачи Коши для него имеет вид:
| (8) |
То есть распространение производственных эмиссий – функция времени. С течением времени при работающем оборудовании загрязняемый объём цеха может только увеличиваться (так как ![]() ) причём скорость загрязнения может быть оценена количественно из выражения:
) причём скорость загрязнения может быть оценена количественно из выражения:
| (9) |
Вторая модель учитывает удаление эмиссий из объёма цеха средствами общеобменной вентиляции или СТКВ, а также эксфильтрацию эмиссий через неплотности в ограждающих строительных конструкциях цеха.
Для решения этой задачи исследовался дифференциал величины ![]() :
:
| (10) |
Из этого уравнения вытекает, что ![]() при
при ![]() и
и ![]() при
при ![]() . Следовательно, скорость загрязнения объёма цеха – функция
. Следовательно, скорость загрязнения объёма цеха – функция ![]() – нарастает до момента насыщения при, после чего начинает уменьшаться.
– нарастает до момента насыщения при, после чего начинает уменьшаться.
| Рис. 5. Графическая интерпретация зависимости концентраций эмитируемого агента от скорости его распространения в объёме цеха |
Несмотря на упрощенный характер данной модели её адекватность подтверждена экспериментально (см. рис. 5).
Для оценки скорости нарастания объёма эмиссий предложена третья модель. Согласно ей, если эмитируемый агент имеет в момент времени 0 объём х0 и скорость нарастания объёма в каждый момент времени пропорциональна уже имеющемуся объёму, то возникающие явления диссипации и ассимиляции уменьшают объём эмитента пропорционально квадрату наличного объёма:
| (11) |
где и k – положительные постоянные параметры.
Решение задачи Коши для данного уравнения при начальном условии x(0)=x0 после соответствующих преобразований даёт
| . |
Четвёртая модель учитывает возможное одновременное присутствие в цехе разнородных эмиссий. Динамика нарастания их объёмов описывается системой уравнений:
 , , | (12) |
где k1, k2, 1, 2, 1, и 2 – определённые положительные числа.
Первые члены правых частей характеризуют скорость нарастания объёмов эмиссий при отсутствии ограничивающих факторов. Вторые – учитывают изменения в скоростях нарастания, вызванные ассимиляционными явлениями. Решение задачи Коши для данной системы определяется начальными условиями ![]() и имеет вид:
и имеет вид: ![]() . То есть, эмиссии (в примере – двух видов) взаимно диффундируют с последующей стабилизацией
. То есть, эмиссии (в примере – двух видов) взаимно диффундируют с последующей стабилизацией ![]() и
и ![]() .
.
Предложенные модели допускают также учёт влияния случайных производственных факторов (изменение программы загрузки, смена номенклатуры выпускаемой продукции и др.) на распространение эмиссий.
В связи с тем, что обеспечение качества ПС является наиболее рациональным направлением обеспечения современных санитарных и экологических требований в цехах судостроительных предприятий, в четвёртой главе разработаны математические модели соответствующих организационных процедур. Важнейшей их составляющей является применение прогрессивных цеховых климатических систем, в частности СТКВ. Теоретическими предпосылками для разработки математических моделей послужили работы А. С. Курникова, А. П. Муракова и автора.
Анализ библиографии по вопросам применения технических средств обеспечения качества ПС в цехах, показывает, что рациональное решение данной проблемы возможно при использовании АОТехнологий обработки воздуха в СТКВ. Полномасштабные исследования таких технологий, выполненные С.А. Сотниченко, подтвердили их высокую эффективность и экологическую чистоту.
Одним из элементов АОТехнологий является озонирование промывной воды в соответствующей системе СТКВ. Однако при этом возможно появление в воде опасных побочных продуктов озонолиза. Повышение безопасности данного процесса возможно при активном принудительном управлении процессом озонирования промывной воды. С учётом отмеченного автором разработана технологическая схема перспективной для внедрения в цехах основного производства верфи СТКВ (рис. 6), которая позволяет производить одновременную тепловлажностную, химическую, биологическую и электрическую очистку воздуха от твёрдых и газообразных аэрополлютантов. Принципиальной отличительной особенностью данной схемы является применение адсорбционно-фильтрующего узла специальной конструкции, что позволяет значительно повысить качество обработки воздуха, улучшить массогабаритные и эксплуатационные характеристики СТКВ, минимизировать потребность в приточном воздухе; исключить возможность его вторичного загрязнения.
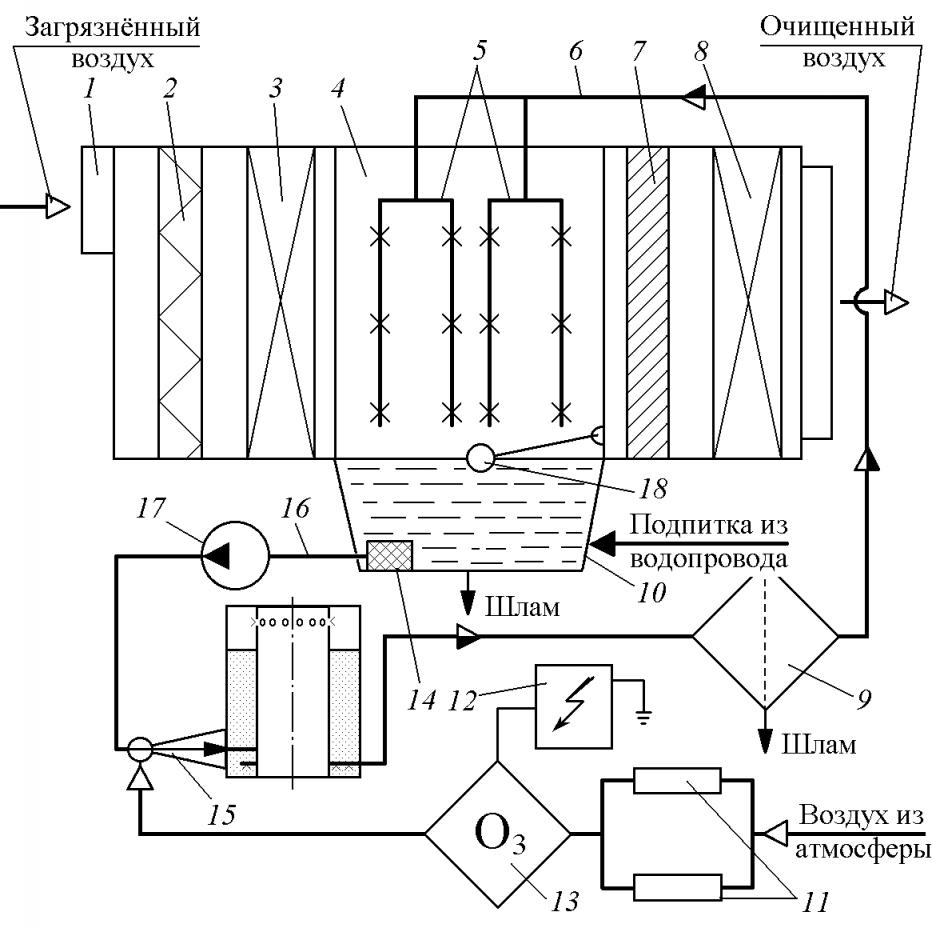 |
| Рис. 6. Технологическая схема СТКВ с применением элементов АОТехнологий комплексной обработки воздуха и промывной воды: 1 – воздухозаборное устройство; 2 – предварительный воздушный фильтр; 3 – калорифер I ступени; 4 – камера орошения; 5 – форсуночный аппарат; 6 – напорный трубопровод; 7 – эллиминатор; 8 – калорифер II ступени; 9 – постфильтр; 10 – поддон; 11 – блок подготовки воздуха; 12 – трансформатор высоковольтный; 13 – озонатор; 14 – грязевая коробка; 15 – струйный аппарат (эжектор); 16 – всасывающий трубопровод; 17 – циркуляционный насос; 18 – регулятор уровня |
В результате обеспечивается требуемое качество ПС, что ведёт к росту производительности, качества и привлекательности труда, повышению качества выпускаемой продукции, экономической эффективности и конкурентоспособности производства.
Основные процессы обработки воздуха в СТКВ происходят в контактном аппарате, где одновременно происходит увлажнение, очистка от пыли, искусственное озонирование, ионизация, дезодорация и, частично, тепловая обработка воздуха. Концептуальная модель этих процессов в виде схемы материальных потоков в системе «СТКВ – обслуживаемое помещение» приведена на рис. 7.
Уравнение материального баланса расходов воздуха в обслуживаемом помещении и СТКВ имеет вид:
| (13) |
где L0 –расход приточного воздуха, м3/с; L1 – расход озоно-воздушной смеси, поступающей с водой из системы обработки промывной воды, м3/с; L2 – расход воздуха, поступающего в цех при инфильтрации через неплотности в строительных конструкциях, открытые окна, двери, ввозные и вывозные ворота, м3/с; L3 – расход рециркуляционного воздуха (для теплонапряжённых помещений учитывается только при работе СТКВ в весеннее-летний период), м3/с; L4 – расход воздуха, удаляемого из цеха, м3/с; L5 – расход воздуха из цеха при эксфильтрации через неплотности в его ограждающих конструкциях, м3/с.
| Рисунок 7 – Схема материальных потоков в системе «СТКВ – обслуживаемое помещение» |
Изменение во времени концентрации озона dс3 в помещении цеха с объёмом V1 при идеальном смешении кондиционируемого воздуха с озоном, вычислялось на основе уравнения материального баланса (13) по формуле:
 , , | (14) |
где ![]() – производная по времени; s – потери озона в обслуживаемом помещении, г/с;
– производная по времени; s – потери озона в обслуживаемом помещении, г/с; ![]() _ скорость поглощения озона в воздухе; Fi – производная по времени; kдеп.i – условная скорость депозиции озона, м/с.
_ скорость поглощения озона в воздухе; Fi – производная по времени; kдеп.i – условная скорость депозиции озона, м/с.
Изменение во времени концентрации озона dс2 для объёма кондиционера V2, в котором также принято идеальное смешение озона с воздухом, определяется уравнением:
| (15) |
где с1 – концентрация озона, поступающего из озонатора, г/м3; – эмпирический коэффициент повышения концентрации озона в контактном аппарате.
При решении выражений (14) и (15) для стационарного режима обработки воздуха в СТКВ (, ![]() ,
,![]() ) возможно определение концентрации озона с1 в воздухе, который поступает из озонатора в кондиционер с промывной водой.
) возможно определение концентрации озона с1 в воздухе, который поступает из озонатора в кондиционер с промывной водой.
Для правильной организации работы СТКВ необходимо соблюдение условия равенства между концентрацией озона в воздухе обслуживаемого помещения и его фоновой концентрацией, то есть с3с0. Тогда допустимая концентрация озона [с1] для СТКВ с рециркуляцией воздуха будет равна
| (16) |
где kр=L/L0 – коэффициент рециркуляции воздуха;
| (17) |
а производительность озонатора, работающего в составе СТКВ, по озону определится по формуле, г/с
| (18) |
Особенностью процессов обработки воздуха в контактных аппаратах СТКВ является относительно небольшой диапазон изменения параметров воздуха в обслуживаемом помещении. Поэтому, любое изменение состояния воздуха в кондиционере при орошении его промывной водой, может быть выражено через коэффициент эффективности СТКВ Ер:
| (19) |
где tм1, 2 – начальная и конечная температуры по «мокрому» термометру, °С; tж2 – температура промывной воды на выходе из аппарата, °С.
Эмпирическая зависимость коэффициента орошения к от Ер впервые была получена А.П. Мураковым для систем комфортного кондиционирования воздуха. Для СТКВ потребовалось её уточнение с учётом специфики выполняемых производственных процессов. Уточнение формулы Муракова было осуществлено автором методами численного анализа. В окончательном виде зависимость имеет вид:
| (20) |
где ![]() – переводной коэффициент; рф – давление воды перед форсунками, кПа.
– переводной коэффициент; рф – давление воды перед форсунками, кПа.
По известному значению k можно рассчитать производительность СТКВ по промывной воде, кг/с:
| (21) |
где ![]() – массовая скорость воздуха, проходящего через СТКВ, кг/с.
– массовая скорость воздуха, проходящего через СТКВ, кг/с.
Удельный расход промывной воды для теплонапряжённых цеховых помещений может достигать q''ж10 г/кг. Поэтому более точно ![]() можно определить по выражению:
можно определить по выражению:
| (22) |
где d – требуемое повышение влагосодержания воздуха, г/кг.
Кроме тепловлажностной обработки воздуха и нейтрализации содержащихся в нём аэрополлютантов обогащение кондиционированного воздуха озоном поддерживает в нём оптимальный баланс лёгких аэроионов кислорода (в основном отрицательной полярности). Это так же определяет качество ПС в цехах и способствует снижению утомляемости производственных рабочих. Однако эффективность ионизации воздуха (коэффициент униполярности К) можно оценить только экспериментальным путём.
Согласно требованиям СНиП 41-01–2003 «Отопление, вентиляция и кондиционирование воздуха» качество обработки промывной воды в СТКВ по основным показателям должно соответствовать требованиям, предъявляемым к качеству питьевой воды. С учётом этого автором разработана модель обработки промывной воды с элементами АОТехнологий и управляемым процессом озонирования воды. Методической основой для создания модели послужили работы В.Л. Этина, А.С. Курникова, В.Н. Плотниковой и собственные разработки автора.
Математическая модель процесса озонирования промывной воды и адсорбции из неё загрязнений в общем виде описывается уравнениями:
| (23) | |
| (24) |
где Vке – общий реакционный объём, м3; Vзаг – общий объём загрузки адсорбера, м3; ![]() – производительность СТКВ по воде, м3/ч; zo, zоз, zад – показатели качества исходной, озонированной и воды после адсорбции из неё загрязнений; оз – степень очистки промывной воды озонированием; ад – степень очистки промывной воды адсорбцией (определяется экспериментальным путём).
– производительность СТКВ по воде, м3/ч; zo, zоз, zад – показатели качества исходной, озонированной и воды после адсорбции из неё загрязнений; оз – степень очистки промывной воды озонированием; ад – степень очистки промывной воды адсорбцией (определяется экспериментальным путём).
Для оценки переходных процессов в системе обработки промывной воды при управлении процессом её озонирования необходимо было определить время этих процессов, решив уравнение (23) с заменой ![]() на
на ![]() . Итоговое выражение для выглядит следующим образом:
. Итоговое выражение для выглядит следующим образом:
| (25) |
Разработанные модели позволяют выполнять точный расчёт основных характеристик СТКВ, что является определяющим с точки зрения обеспечения современных требований к качеству ПС при реновации производства в цехах, повышения его эффективности и конкурентоспособности отечественных верфей (за счёт роста производительности труда, снижения текучести кадров, повышения качества выпускаемой продукции). Однако ряд уравнений, входящих в изложенные модели, содержит неизвестные коэффициенты (, К, са, k1 и др.), для определения которых потребовалось проведение специальных экспериментальных исследований.
В пятой главе приводится описание выполненных экспериментов, анализ их результатов и выводы. Исследования проводились на специально разработанном автором стенде (рис. 8). Воздух обрабатывался в кондиционере с форсуночной камерой (кондиционер А) или с циклонно-пенным аппаратом (кондиционер Б). В системе обработки промывной воды СТКВ применялись элементы АОТехнологий: озонирование промывной воды; последующая фильтрация; сорбция загрязнений.
| Рис. 8. Схема экспериментального стенда: 1 – фильтр грубой очистки; 2 – калорифер; 3 – камера орошения; 4 – форсуночный аппарат; 5 – каплеуловитель; 6 – манометр; 7 – микроманометр с трубкой Прандтля; 8 – расходомер; 9 – насос; 10 – эжектор; 11 – пробоотборный кран; 12 – контактный фильтр; 13 – озонатор; 14 – термометр; 15 – холодильный агрегат; 16 – адсорбер; 17 – клапан электромагнитный; 18 – датчик измерения ОВП; 19 – деструктор озона; 20 – мановакуомметр; 21 – бункер; 22 – завихритель; 23 – пенная камера; 24 – сепаратор; 13 – корпус |
Параметры работы СТКВ при проведении экспериментов варьировались в следующих диапазонах: Gв=(0,4…33,3) м3/с; k=(0,5…1,0) кг/кг; ![]() (0…60) г/ч.
(0…60) г/ч.
Для определения неизвестного в формулах (15) и (16) коэффициента использовался кондиционер А, при этом работа СТКВ осуществлялась в двух режимах: непосредственным введением озона в кондиционируемый воздух (точка а) и методом орошения его озонированной промывной водой. В первом режиме производительность озонатора составляла ![]() (2…5) г/ч, во втором –
(2…5) г/ч, во втором – ![]() (30…60) г/ч. Значение коэффициента находилось из уравнения
(30…60) г/ч. Значение коэффициента находилось из уравнения ![]() , где Gоз, Gоз – производительность озонатора, г/ч соответственно в первом и втором режимах работы.
, где Gоз, Gоз – производительность озонатора, г/ч соответственно в первом и втором режимах работы.
Результаты эксперимента представлены на рис. 9.
а) 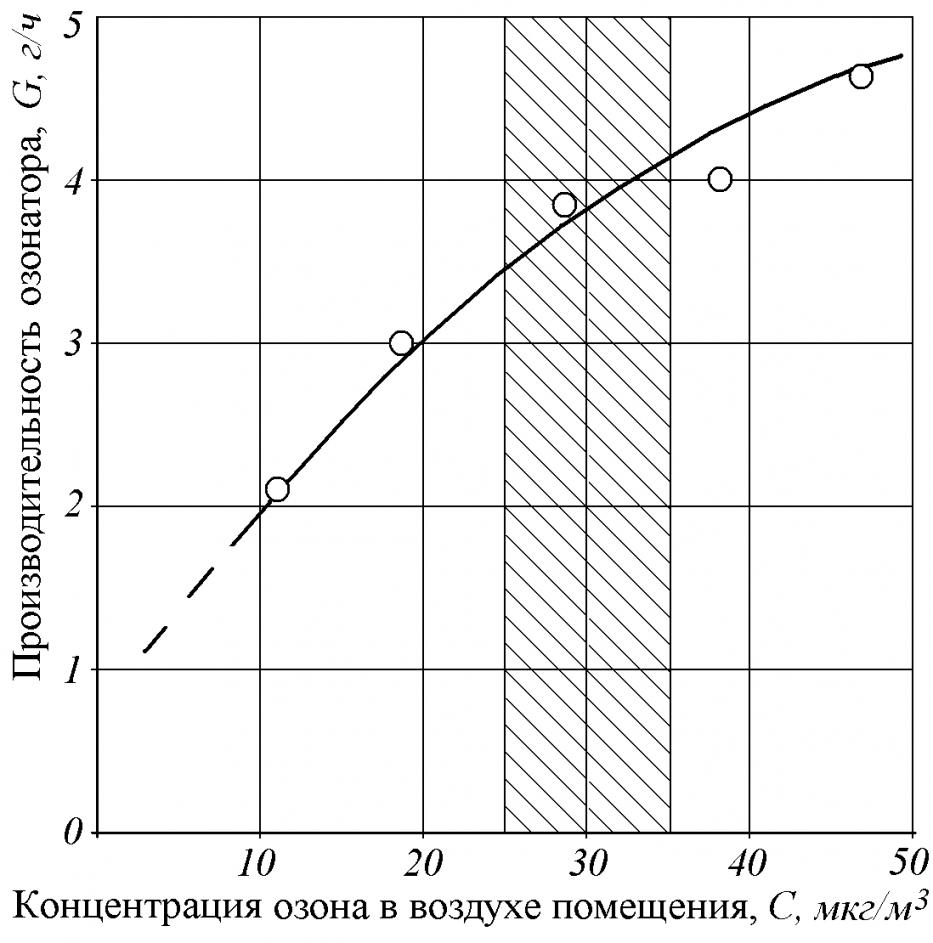 | б) 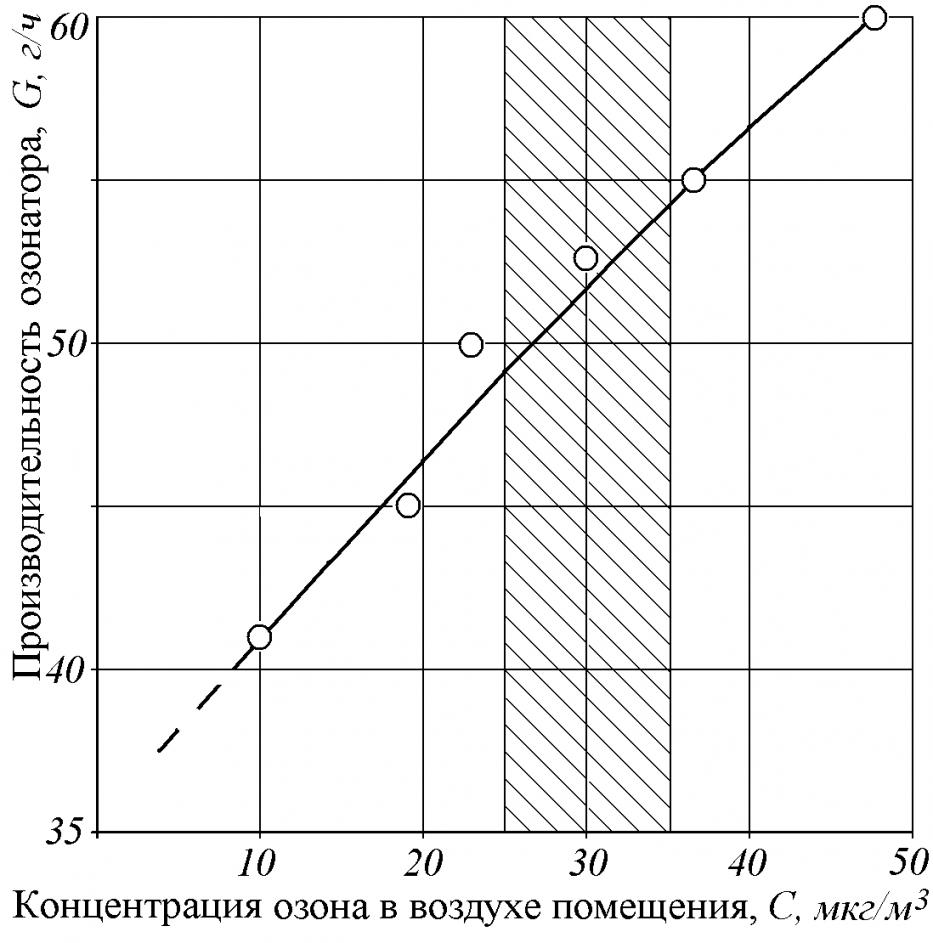 |
| Рис. 9. Зависимость концентрации озона в кондиционируемом воздухе от производительности озонатора (заштрихованы зоны фоновых значений): а) при орошении воздушного потока насыщенной озоно-водяной эмульсией; б) введение озона непосредственно в обрабатываемый воздушный поток | |
По данным эксперимента определено численное значение коэффициента =0,07. Доза gоз для поддержания концентрации озона в рециркуляционном воздухе в пределах фоновых значений при k=1,0 составила 0,51 мгоз/дм3вод. Коэффициенты униполярности при данной дозе озона составили Кл=0,013 и Кт=0,35 по лёгким и тяжёлым ионам соответственно.
Для определения стационарной концентрации озона (са), г/м3 и константы скорости образования и разложения озона (k1), м3/(Втс) проводилась серия опытов при различных скоростях газа. Искомые величины са и k1 определялись решением системы уравнений:
 , , | (26) |
где V1, V1 – объёмные скорости газа соответственно при первом и втором режимах введения озона в кондиционируемый воздух, м3/ч.
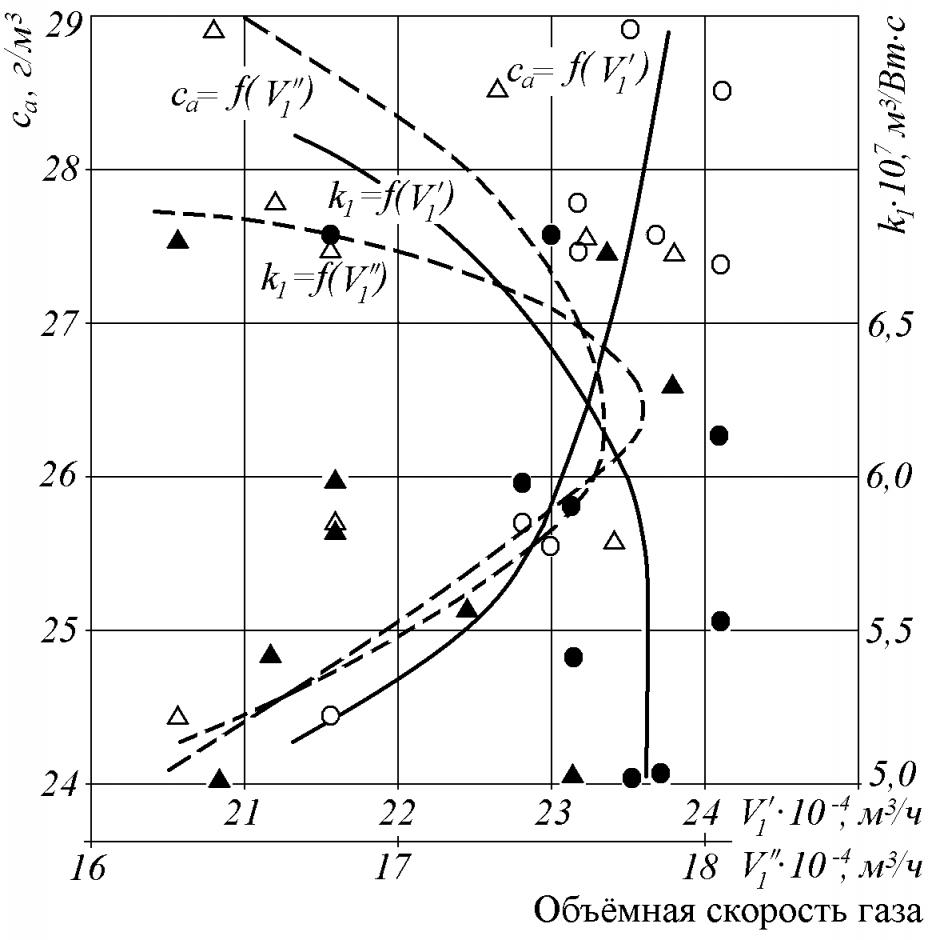 |
| Рис. 10. Распределение величин са и k1 в зависимости от объёмной скорости газа |
Результаты расчётов представлены в графическом виде на рис. 10.
Обработка полученных данных позволила определить константы са и k1 для расчёта процесса синтеза озона. Они составляют: са=27,0 г/м3; k1=5,8710-7 м3/Втс.
Таким образом, при организации судостроительного производства в цехах возможен точный расчёт необходимой производительности озонатора для поддержания требуемых параметров ПС.
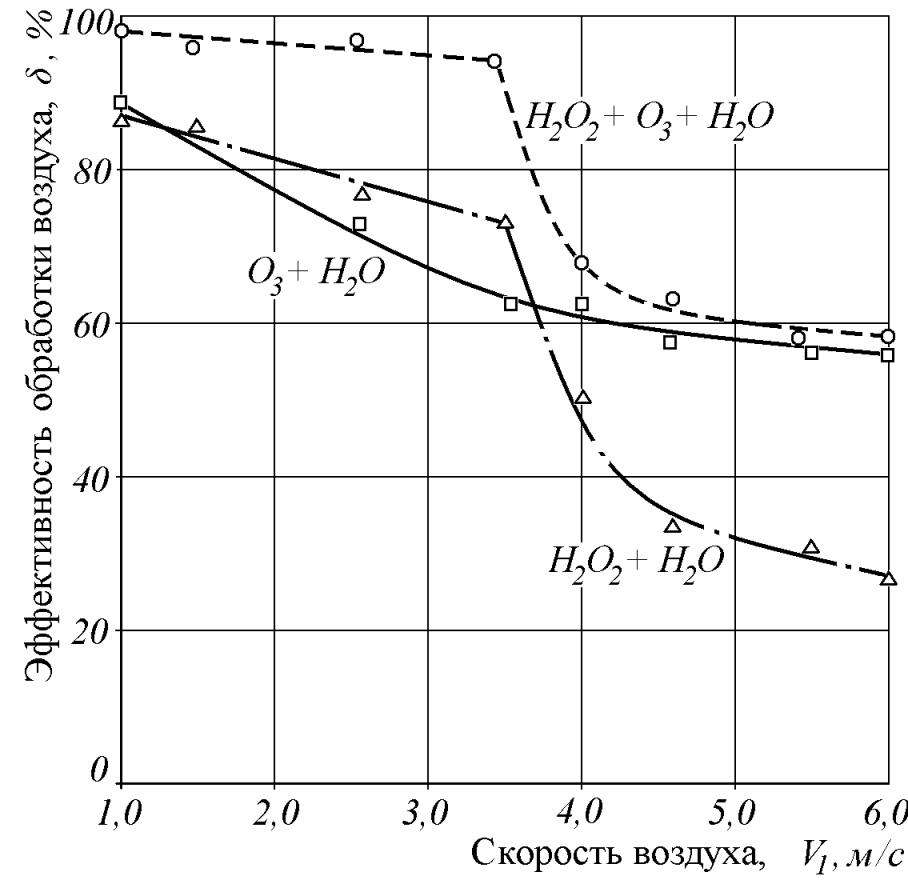 |
| Рис. 11. Зависимость эффективности обработки воздуха от скорости газа V1 при использовании различных окислителей |
Известные явления, связанные с синергетическим эффектом от совместного использования нескольких окислителей, позволяли предполагать возможность существенного повышения эффективности обработки воздуха в СТКВ. С целью подтверждения таких ожиданий автором были проведены специальные исследования. В качестве дополнительного окислителя применялся пероксид водорода (Н2О2), а в качестве контактного аппарата – ЦПА. Задачей эксперимента являлось выявление зависимости между эффективностью процесса обработки воздуха и скоростью движения воздушного потока V1 для трёх вариантов обработки: совместным действием окислителей; только озонированной промывной водой; только Н2О2. Эксперимент состоял из серии опытов, в процессе которых V1 варьировалась в диапазоне 1,0 – 6,0 м3/с. Результаты исследований представлены на рис. 11.
Анализ результатов показывает, что выраженный синергетический эффект имеет место лишь при малых объёмных скоростях обрабатываемого воздуха (до 3,5 м3/с). В этом случае комбинация О3+Н2О2+Н2О обеспечивает эффективность обработки воздуха, близкую к 99 %. При увеличении объёмной скорости газа (до реальных экономически обоснованных значений при V16,0 м3/с) эффективность обработки скачкообразно падает. Варианты раздельного применения окислителей в комбинациях О3+Н2О и Н2О2+Н2О дают близкие результаты при невысоких значениях V1 (85 %). Однако при увеличении скорости эффективность третьего варианта падает более чем на 3/4, а второго – не более чем на 1/3. Таким образом, синергетический эффект при больших скоростях воздуха не нашёл экспериментального подтверждения. Кроме того, эксперимент показал, что применение дополнительного окислителя для реальных условий работы СТКВ не целесообразно по экономическим причинам (при сопоставимой эффективности обработки, себестоимость производства озона примерно в 20 раз меньше себестоимости производства Н2О2).
Управление процессом озонирования промывной воды осуществлялось регистрированием дозы озона и изменением частоты электропитания озонатора. Результаты эксперимента представлены на рис. 12.
а) 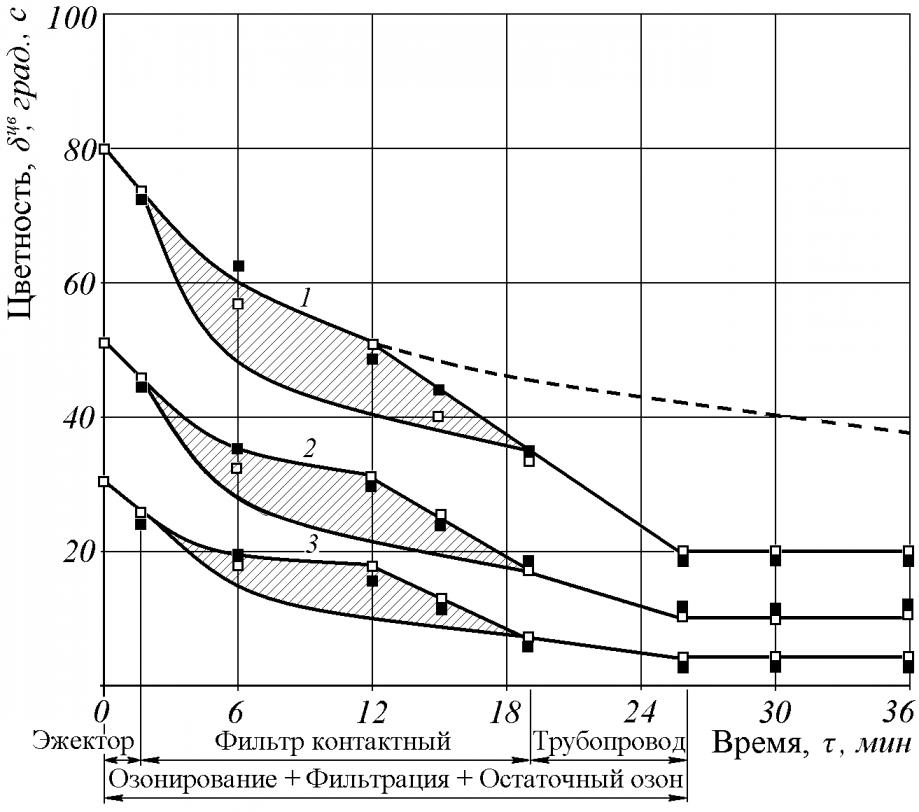 | б) 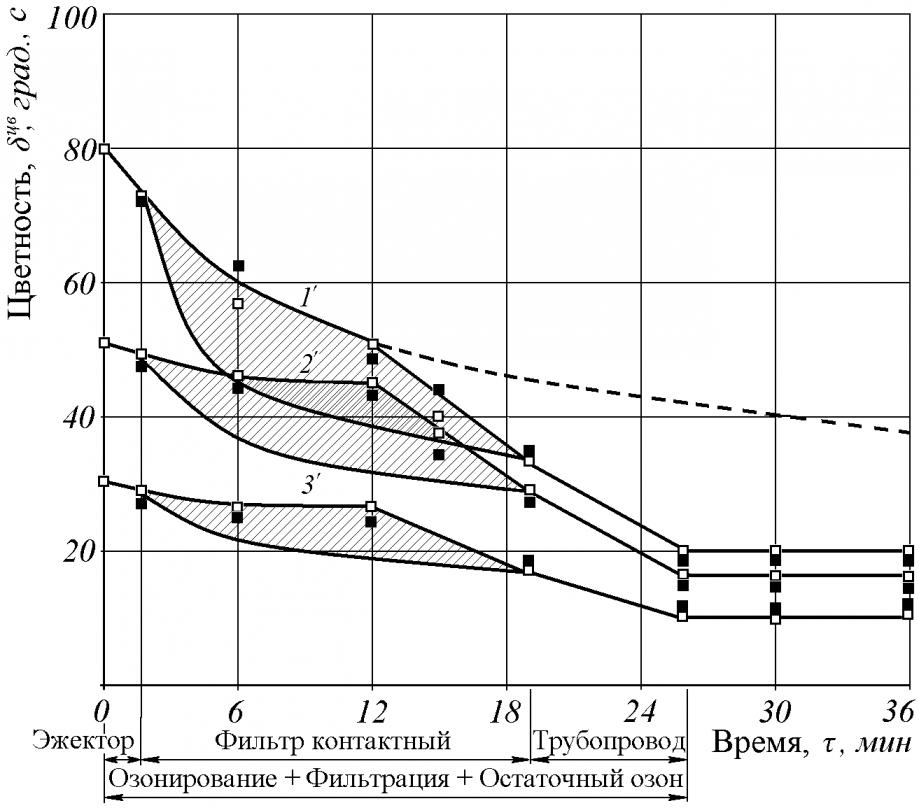 |
| Рис. 12. Результаты исследований работы СОПВ с озонированием промывной воды (заштрихована область совместного действия озонирования и фильтрации/сорбции): а) – без регулирования процесса; б) – с регулированием процесса: 1, 1 – при цветности 80 град; 2, 2 – при цветности 50 град.; 3, 3 – при цветности 30 град.;. – – – – – – только озонирование ( – опыт №1; – опыт №2); ––––––– – Озонирование + Фильтрация +Оостаточный озон ( – опыт № 1; – опыт № 2) | |
Таким образом, данная часть исследований позволила определить все неизвестные коэффициенты уравнений математического описания работы СТКВ. Проверка адекватности модели производилась на основании дисперсионного анализа с использованием критерия Фишера. Вычисленные значения F-критерия ни в одном эксперименте не превысили табличных величин.
Для определения оптимальной схемы подачи кондиционированного воздуха в цех был поставлен отдельный эксперимент, выполненный методами имитационного 3D-моделирования. В основу эксперимента были положены результаты исследований М.И. Гримитлина, Г.М. Позина и автора. Результаты моделирования показывают, что наиболее приемлемым способом раздачи воздуха является его подача сосредоточенными струями в направлении рабочей зоны (рис. 13). Это обеспечивает подачу в помещение в 2,2 раза большего объёма воздуха. Однако применение такого способа для раздачи нагретого кондиционированного воздуха из-за эффекта «всплывания» потока, допустимо лишь при соблюдении соотношения ![]() , где Нп – высота обслуживаемого помещения, м; Нуст – высота установки воздухораспределительного устройства, м.
, где Нп – высота обслуживаемого помещения, м; Нуст – высота установки воздухораспределительного устройства, м.
| Рис. 13. Схема движения струи тёплого воздуха при сосредоточенной подаче и соотношении | ||
При подаче охлаждённого воздуха (например, в теплонапряжённых производствах) напротив, имеет место «проседание» воздушного потока при высоких значениях его относительной влажности. Кроме того, выражена тенденция к деформации потока под действием гравитационных сил (рис. 14). Это может способствовать переохлаждению воздуха рабочей зоны с нежелательными последствиями для качества выполняемых технологических процессов и производственного персонала.
| Рис. 14. Схема движения струи охлаждённого воздуха при сосредоточенной подаче и соотношении | ||
В связи с отмеченным важным представлялось определение температуры подаваемого кондиционированного воздуха t0 и начального температурного перепада t0=t0-tр.з (tp.з – температура воздуха рабочей зоны). t0 определялся исходя из условий: 1) должна соблюдаться расчётная схема циркуляции; 2) температурный перепад tх в струе в месте её внедрения в рабочую зону не должен превышать нормативного значения.
Схема циркуляции (соотношение между гравитационными и инерционными силами) оценивалась значением текущего критерия Архимеда:
| для осесимметричных струй | для плоских струй |
где п – коэффициент затухания избыточных температур в струе;
bо – ширина воздуховыпускной щели, м;
х1 – характерный размер помещения, м.
Допустимый температурный перепад, обеспечивающий второе условие, определялся по следующим формулам:
| для осесимметричных струй | для плоских струй |
Результатом данной части экспериментальных исследований явилась разработка практических рекомендаций по выбору насадков для наиболее рациональной раздачи кондиционированного воздуха в объёме цеха.
В шестой главе представлена методология обеспечения современных санитарных и экологических требований при реновации производства в цехах, практическая реализация результатов выполненных исследований и расчёты ожидаемого социально-экономического эффекта от их внедрения в производство.
Указанная методология включает методику количественной оценки уровня экологической опасности применяемых технологий, методику выбора приоритетных направлений повышения безопасности производственных процессов, метод ранжирования видов производства по уровню экологической опасности и методику проектирования технических систем обеспечения требуемого качества ПС при реновации производства в цехах (на примере СТКВ).
Разработка метода количественной оценки уровня экологической опасности применяемых технологий сделало возможным выявление взаимосвязей в ЭЭС и создание формализованных моделей образования и распространения производственных эмиссий. Метод предполагает сведение всего многообразия принимаемых при реновации производства в цехах решений по обеспечению экологической безопасности производственных процессов к трём группам с соответствующей их количественной оценкой.
Первую группу составляют активные средства и методы обеспечения санитарных и экологических требований (оптимизация параметров технологических режимов, внедрение малоотходных и энергосберегающих технологий, применение замкнутых систем водоснабжения, систем рекуперации воздуха и пр.). Для данной группы количественная оценка безопасности процесса (%) описывается формулой
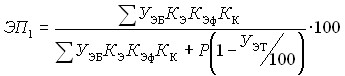 , , | (27) |
где КЭ – коэффициент экологизации производственного процесса, выражающий отношение количества технологических процессов, в которых используются малоотходные и ресурсосберегающие технологии, к общему числу применяемых в данном производстве технологических процессов; КЭфП – коэффициент экологической эффективности применяемых технологий (здесь П – КПД); КК – коэффициент комплексности мало- и ресурсосберегающих технологий; Р – общее число производственных рабочих, задействованных в рассматриваемом производственном процессе, чел.; ![]() – уровень «экологизации» труда, отражающий часть трудозатрат, обеспеченную всеми видами технических средств индивидуальной и коллективной защиты и защиты ОС;
– уровень «экологизации» труда, отражающий часть трудозатрат, обеспеченную всеми видами технических средств индивидуальной и коллективной защиты и защиты ОС; ![]() – коэффициент «экологизации» труда, выражающий долю «экологизированного» труда в общих трудозатратах; Ра – число рабочих (во всех сменах) в рассматриваемом производственном процессе, занятых «экологизированным» трудом, чел.; РЭТ – число рабочих, выполняющих работу «высокоэкологизированным» способом, чел.; Рч-ЭТ – число рабочих, выполняющих работу частично «экологизированным» способом в процессах и на оборудовании, предполагающем локализацию и очистку образующихся эмиссий, чел; РнеЭТ – число рабочих, занятых не «экологизированным» трудом, чел.
– коэффициент «экологизации» труда, выражающий долю «экологизированного» труда в общих трудозатратах; Ра – число рабочих (во всех сменах) в рассматриваемом производственном процессе, занятых «экологизированным» трудом, чел.; РЭТ – число рабочих, выполняющих работу «высокоэкологизированным» способом, чел.; Рч-ЭТ – число рабочих, выполняющих работу частично «экологизированным» способом в процессах и на оборудовании, предполагающем локализацию и очистку образующихся эмиссий, чел; РнеЭТ – число рабочих, занятых не «экологизированным» трудом, чел.
Вторую группу образуют пассивные средства и методы (аппаратные средства защиты ОС, рациональное размещение источников эмиссий в цехе, локализация эмиссий за счёт конструктивных мероприятий, естественная и принудительная вентиляция и аэрация цеха, технологическое кондиционирование воздуха, воздушное душирование рабочих мест и др.). Количественная оценка (%) для данной группы выражается формулой:
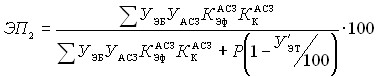 , , | (28) |
где УАСЗ – уровень оснащённости производственного процесса аппаратными средствами защиты ОС; ![]() – технический потенциал аппаратных средств защиты;
– технический потенциал аппаратных средств защиты;![]() – комплексность оснащения производства пассивными средствами защиты ОС; УЭТ – уровень «экологизации» труда, обеспечиваемый применением пассивных средств и методов защиты.
– комплексность оснащения производства пассивными средствами защиты ОС; УЭТ – уровень «экологизации» труда, обеспечиваемый применением пассивных средств и методов защиты.
Третью группу образуют средства индивидуальной защиты (СИЗ) производственного персонала (респираторы, спецодежда и др.). Количественная оценка (%) для данной группы выражается формулой:
 , , | (29) |
где МО – уровень организации рабочих мест по условиям труда; ![]() – коэффициент эффективности i-го СИЗ; УЭТ – уровень простейшей «экологизации» труда, обеспечиваемый СИЗ.
– коэффициент эффективности i-го СИЗ; УЭТ – уровень простейшей «экологизации» труда, обеспечиваемый СИЗ.
Таким образом, отличие от нуля ЭП1 характеризует уровень экологической безопасности собственно производственного процесса, а отличие от нуля ЭП2 и ЭП3 характеризует удовлетворение санитарных требований в производственном помещении и на рабочем месте соответственно. Для идеального процесса ЭП1max, а ЭП2 и ЭП30.
Учитывая значительное количество производственного персонала, задействованного в цехах верфи, интерес могут представлять частные показатели, характеризующие общую степень охвата рабочих «экологизированным» трудом и общий уровень «экологизированного» труда в общих трудозатратах. Этими показателями можно оценить фактическое состояние безопасности процессов в цехе, на предприятии и в отрасли в целом.
Общую степень охвата рабочих «экологизированным» трудом (%) предложено определять как сумму:
| (30) |
где СЭТ – степень охвата рабочих «экологизированным» трудом, %; Сч-ЭТ – степень охвата рабочих частично «экологизированным» трудом, %.
Общий уровень «экологизированного» труда в общих трудозатратах так же может быть определён как сумма:
| (31) |
где ДЭТ – доля «высокоэкологизированного» труда в общих трудозатратах рассматриваемого процесса, %; Дч-ЭТ – доля частично «экологизированного» труда в общих трудозатратах данного процесса, %.
На этапе разработки проектов реконструкции верфи и реновации производства в цехах, а так же при организации и подготовке производства к постройке судов показатели ЭП, ЭП1 – ЭП3, ![]() и
и ![]() позволяют: оценивать конкурентоспособность верфи с точки зрения обеспечения современных санитарных и экологических требований; определять резервы повышения производительности труда; отслеживать динамику и тенденции в обеспечении безопасности производственных процессов; определять направления повышения эффективности производства.
позволяют: оценивать конкурентоспособность верфи с точки зрения обеспечения современных санитарных и экологических требований; определять резервы повышения производительности труда; отслеживать динамику и тенденции в обеспечении безопасности производственных процессов; определять направления повышения эффективности производства.
Методика выбора приоритетных направлений обеспечения санитарной и экологической безопасности производственных процессов позволяет осуществлять выбор приоритетных направлений реновации и модернизации судостроительного производства по существующей структуре производства и гипотетическим коэффициентам приоритетности факторов. Выбор сводится к разбивке факторов влияния на n+1 группу и выявлению среди них доминирующих. Обозначая через xn число определителей взаимодействия в каждой группе, легко получить вектор ![]() , описывающий структуру производства в момент времени.
, описывающий структуру производства в момент времени.
Модель описывается матричным уравнением ![]() , или
, или
 , , | (32) |
где fi (i=0, 1, …, n) – фактор; pi (i=0, 1, …, n-1) – вероятность того, что i-й фактор окажется приоритетным.
Элементы матрицы А являются либо положительными числами, либо нулями. Поэтому наибольшее собственное число и координаты отвечающего ему вектора положительны и при этом имеют определённый смысл – отражают приоритетность того или иного фактора.
Методика проектирования технических систем обеспечения требуемого качества ПС при реновации производства в цехах включает формирование базы данных и алгоритм проектирования СТКВ. На базе данной методики спроектированы промышленные образцы:
1) передвижной автономной СТКВ для сопровождения работ в замкнутых судовых помещениях;
2) передвижной автономной СТКВ для нестационарных рабочих мест;
3) цеховой центрально-местной СТКВ для теплонапряжённых цехов и производственных участков.
Первое устройство представляет собой передвижной малогабаритный комплекс для мокрой очистки газов от производственных эмиссий. Обработка загрязнённого воздуха в устройстве осуществляется с применением элементов АОТехнологий и включает озонирование промывной воды и сорбцию загрязнений на угольном фильтре.
В результате комплексной обработки воздуха обеспечиваются оптимальные для выполнения всего комплекса сварочных и малярно-изоляционных работ в замкнутых судовых помещениях параметры воздушной среды. Степень рекуперации воздуха достигает 97 %. Технологическая схема и конструкция устройства защищены патентом № 2139474.
Второе устройство разработано на базе серийно изготовляемого ЗАО «КОНСАР» (г. Саров) аппарата серии «IPERJET». Оно предназначено для работы в качестве передвижной аспирационно-рекуперационной установки на нестационарных рабочих местах при производстве сварочных работ и позволяет обеспечить отсос и регенерацию воздуха в рабочей зоне сварщика. Устройство также позволяет производить мокрую очистку других невзрывоопасных газовых выбросов от пыли с размерами частиц не более (2–8) мкм плотностью не более 1500 кг/м3 не склонных к цементированию или кристаллизации в процессе промывки.
В третьей установке реализован способ мокрого пылеулавливания, газоочистки и кондиционирования воздуха в цехах основного и вспомогательного производств судостроительных предприятий. Кроме того, устройство может быть применено для очистки, комфортного и комфортно-технологического кондиционирования воздуха в жилых и общественных зданиях, а также в теплонапряжённых судовых помещениях.
Применённые при разработке двух последних устройств технологические схемы, технические и конструктивные решения защищены десятью патентами на изобретения и полезные модели.
Результаты испытаний и опытная эксплуатация разработанных СТКВ показали их высокую эффективность. В частности, снижение поступления в рабочую зону сварочного аэрозоля, пыли и газов составляет от 87 до 95% (по отдельным компонентам (Mn2O3, NO2) – 100 %). Снижение валовых выбросов в атмосферу составляет более 65 %. Экономия по энергозатратам – 210 – 230 %, по водопотреблению – до 400 %. Рост производительности труда при этом достигает 3,0 – 3,25 %. Полученные результаты, таким образом, подтверждают правильность основных положений разработанных математических моделей и методики проектирования СТКВ.
Основные положения разработанных автором концепции и методологии реновации производства с учётом современных санитарных и экологических требований включены в Программу стратегического развития и реорганизации производства ОАО «Окская судоверфь». На их основе разработаны соответствующие РД и РТМ. Ряд разработок внедрены в практику работы ПФ «Союзпроектверфь» (ОАО «ЦТСС»). Методика проектирования СТКВ внедрена на ООО ИЭБ «Редокс-системы» и ИК ЗАО «Консар». Элементы разработанной автором технологической схемы цеховой СТКВ внедрены на участках плазменной резки СКЦ-1 ОАО «Окская судоверфь» и СК-1 ОАО «Завод «Красное Сормово», при модернизации системы вентиляции сборочно-сварочного цеха (СК-2) ОАО «Завод «Красное Сормово», на кузнечно-прессовом участке механического цеха и на литейном участке фасонно-литейного цеха того же завода. Разработанные промышленные образцы локальных СТКВ внедрены в заготовительных, сборочно-сварочных и достроечных цехах тех же предприятий.
Общие выводы и заключение
Итогом выполненных исследований является разработка теоретических основ и научно-обоснованных методик обеспечения современных санитарных и экологических требований при реновации производства в цехах судостроительных предприятий.
Основные результаты исследований сводятся к следующему:
1. На основе современных подходов к организации судостроительного производства и систем менеджмента качества продукции MS ISO 9000 и экологического менеджмента MS ISO 14000 разработана концепция и соответствующая методология реновации производства в цехах с учётом санитарных и экологических требований.
2. В рамках разработанной концепции систематизированы основные принципы и направления обеспечения современных требований. Определены стратегические области обеспечения качества и условия удовлетворения проектов реновации производства требованиям санитарной и экологической безопасности производства.
3. Созданы теоретические предпосылки для разработки проектов реновации производства в цехах с учётом современных санитарных и экологических требований. Разработан алгоритм соответствующих управляющих процедур.
4. Разработан универсальный критерий оценки качества проекта реновации производства в цехах по условиям ресурсосбережения и интенсивности воздействия на ОС (Кэк). Разработана структурно-логическая схема управления качеством реновации производства, определены целевые функции и критерии оптимальности.
5. Рассмотрены взаимосвязь и взаимная обусловленность производственных, санитарных и экологических факторов. Разработана формализованная модель ЭЭС, предложено математическое описание взаимосвязей в ней с учётом особенностей выполнения частных производственных процессов. Показаны основные направления практического использования данной модели при разработке проектов реновации производства в цехах.
6. С целью выработки адекватных превентивных мероприятий по предотвращению загрязнения ПС разработаны математические модели процессов образования и распространения в цехе производственных эмиссий и влияния на эти процессы случайных производственных факторов.
7. Для обеспечения требуемых параметров ПС разработаны альтернативные традиционным системам промышленной вентиляции технические решения (на примере СТКВ). Доказано, что их внедрение при реновации производства в цехах может способствовать повышению производительности труда и эффективности производства.
8. Разработаны принципиальная схема перспективной системы комплексной обработки воздуха в СТКВ с регенерацией промывной воды и соответствующее математическое описание этих процессов. Предложены критерии количественной оценки эффективности использования цеховых климатических систем.
9. Предложена методика проектирования технических средств обеспечения требуемого качества ПС при реновации производства в цехах (на примере СТКВ). На основе этой методики разработаны промышленные образцы СТКВ, в том числе передвижная автономная СТКВ для нестационарных рабочих мест и цеховая центрально-местная СТКВ для теплонапряжённых цехов и производственных участков.
10. Определена оптимальная схема подачи кондиционированного воздуха в обслуживаемое помещение. Исследованы траектории движения воздуха для известных способов его раздачи в объёме цеха. Даны рекомендации по выбору раздающих насадков.
Расчётный экономический эффект от использования в производстве предложенных технических средств и методов обеспечения современных экологических требований при реновации производства в цехах составляет до 215 тыс. руб. на одно рабочее место. Социально-экологический эффект выражается в улучшении условий труда, повышении его производительности, закреплении кадров, экономии энергоресурсов, снижении техногенной нагрузки на ОС. Отмеченное способствует повышению эффективности производства, улучшению имиджа и конкурентоспособности отечественных верфей на рынке судостроительных услуг.
Основные публикации по теме
диссертационной работы
Публикации в изданиях, рекомендованных ВАК
1. Бурмистров, Е.Г. Решение задач повышения экологической безопасности судостроительных производств методами инженерной оптимизации / Е.Г. Бурмистров // Судостроение. – 2003. – № 5. – С 49–51.
2. Бурмистров, Е.Г. Технологическое кондиционирование воздуха в теплонапряжённых цехах судостроительных предприятий как одно из направлений экологизации производства / Е.Г. Бурмистров // Судостроение. – 2005. – № 6. – С. 43–45.
3. Бурмистров, Е.Г. Метод оценки качества подготовки производства в цехах с учётом доминирующих санитарных и экологических факторов / Е.Г. Бурмистров // Судостроение. – 2008. – № 6. – С. 59–61.
4. Бурмистров, Е.Г. Обеспечение современных санитарно-гигиенических и экологических требований в проектах реновации производства в цехах верфи / Е.Г. Бурмистров // Судостроение. – 2009. – № 6. – С. 44–46.производств / Проблемы повышения эффективности функционирования и развития транспорта Поволжья.: МРНПК. Н. Новгород. 2003, ноябрь.
5. Бурмистров, Е.Г. К вопросу о концепции экологически чистого судна / Е.Г. Бурмистров // Морской Вестник. – 2005. – № 4(16).С. 60–62.
6. Бурмистров, Е.Г. Перспективные средства повышения экологической безопасности производства для судостроения и судоремонта / Е.Г. Бурмистров // Речной транспорт. XXI век. – 2003. – № 3. С. 34–35.
7. Курников, А. С. Экологический аспект в современном судостроении / А.С. Курников, Е.Г. Бурмистров // Экология и промышленность России. – 1997. – № 7. С. 8–11.
8. Курников, А.С. Экологически чистые технологии кондиционирования воздуха в цехах / А.С. Курников, А.С. Ширшин, Е.Г. Бурмистров // Экология и промышленность России. – 2005. № 7. – С. 20–24.
Публикации в других изданиях
9. Бурмистров, Е.Г. Ресурсосберегающая технология оборотного водоснабжения раскройных столов машин тепловой резки листового проката / Е.Г. Бурмистров, Т.А. Михеева, А.С. Курников // Экология и промышленность России. – 2007. № 11. – С. 13–15.
10. Бурмистров, Е.Г. Обеспечение экологической безопасности судостроительного производства. Проблемы и перспективы: монография. – Н. Новгород: Изд-во ФГОУ ВПО ВГАВТ, 2007.–190 с. ISBN 598449053-6.
11. Бурмистров, Е.Г. Оптимизация параметров технологических процессов как условие повышения экологической безопасности производства / Материалы НТК ППС ВГАВТ. Н.Новгород. Апрель, 2003.
12. Бурмистров, Е.Г. Обеспечение качества подготовки производства в теплонапряжённых цехах судостроительных предприятий с учётом доминирующих санитарно-экологических факторов / Вестник ФГОУ ВПО ВГАВТ. – Н. Новгород: – Изд-во ФГОУ ВПО ВГАВТ, 2008.
13. Бурмистров, Е.Г. Основные направления повышения экологической безопасности малярного производства в судостроении / Е.Г. Бурмистров, В.В. Ванцев // Экологичность техники и технологий производственных и автотранспортных комплексов: Тез. докл. II МРНПК, ноябрь, 1999, Пенза. – ПДЗ, 1999. – С. 32 – 34.
14. Бурмистров, Е.Г. Некоторые нормативно-экономические аспекты управления экологической безопасностью современных производств / Е.Г. Бурмистров // МНТК ППС / ВГАВТ–1999. – Вып. 283. ч. 6. – С. 17–21.
15. Бурмистров, Е.Г. Пути повышения экологичности производственных процессов и производственного оборудования на предприятиях водного транспорта // Тр. Волжск. гос. академ. водн. тр-та. – Н.Н.: ИПК ВГАВТ, 2000. – Вып. 292. ч. 4. – С. 10–16.
16. Бурмистров, Е.Г. Опыт совершенствования экологичности техники и технологий в судостроительных производствах / Е.Г. Бурмистров, А.С. Курников // Экология и жизнь: труды МНТК, 2001, ноябрь, Пенза. – ПДЗ, 2001. – С. 96 – 98.
17. Бурмистров, Е.Г. Концептуальные положения стратегии экологической безопасности судостроительных производств // Великие Реки: V Международн. форум, май, 2003, Н.Н.. – 2004. С. 460 – 462.
18. Бурмистров, Е.Г. Концепция повышения экологичности судостроительно-судоремонтных производств / Труды МНПК «Экологичность техники и технологий производственных и автотранспортных комплексов» – Пенза. – ПДЗ, 1999. – С. 60 – 62.
19. Бурмистров, Е.Г., Кочкуркина С.О. Решение задач экологизации производственных процессов на основе моделирования и прогнозирования развития технологий / Проектирование транспортных судов внутреннего плавания // Вестник Волжск. гос. академ. водн. тр-та. – Н.Н.: ИПК ВГАВТ, 2004. – Вып. 8. – С. 11 – 15.
20. Кулик, Ю.Г., Бурмистров, Е.Г. Логистика процессов сборочно-сварочного производства в судостроении – Н.Новгород: Издательство ФГОУ ВПО ВГАВТ, 2004. – 112 с.
21. Бурмистров, Е.Г. Моделирование процессов обработки воздуха в СКВ, функционирующих с применением озонных технологий / Е.Г. Бурмистров, А.С. Курников, А.В.Щепоткин // Внутривузовский сборник научных трудов, Вып. 276 / ГОУ ВПО ВГАВТ. Н.Новгород, 1997.
22. Бурмистров, Е.Г. Перспективные технологические схемы кондиционирования воздуха / Матер. Международн. Форума по проблемам науки, техники и образования, вып. 1. Москва. 1997, апрель.
23. Бурмистров, Е.Г. Оценка экологичности технологических процессов сборочно-сварочных производств / Е.Г. Бурмистров, А.С. Курников. // Экономика природопользования: МНТК, Пенза. 1998, ноябрь.
24. Бурмистров, Е.Г. Перспективы повышения безотходности судостроительных производств / Внутривузовский сборник научных трудов, Вып. 285, ч.4 / ГОУ ВПО ВГАВТ.: Н.Новгород, 2000.
25. Бурмистров, Е.Г. Методология оценки природоохранного уровня производственных процессов в судостроении / Экология и жизнь // IV МНТК. Пенза. 2001, декабрь.
26. Бурмистров, Е.Г. Комплексный подход к выбору стратегии экологизации судостроительных производств / Внутривузовский сборник научных трудов, Вып. 285 / ГОУ ВПО ВГАВТ. Н.Новгород, 2001.
27. Бурмистров, Е.Г. Методология расчёта объёмов производственных эмиссий в цехах судостроительных предприятий / Экология и жизнь.: V МНТК. Пенза. 2002, декабрь.
28. Бурмистров, Е.Г. Базовые принципы создания системы технологического обеспечения экологической безопасности судостроительных
29. Бурмистров, Е.Г. Р 45-095-07. Рекомендации по количественной оценке уровня экологической опасности применяемых технологий. – Н. Новгород.: ИПК ФГОУ ВПО ВГАВТ, 2008. – 10 с.
30. Бурмистров, Е.Г. РТМ 45-101-08 «Выбор приоритетных направлений повышения качества подготовки производства в цехах. Типовая методика». – Н. Новгород.: ИПК ФГОУ ВПО ВГАВТ, 2008. – 15 с.
31. Бурмистров, Е.Г. Обработка воздуха озоном в системах кондиционирования воздуха / Е.Г. Бурмистров // А.С. Курников, А.С. Ширшин VII МНПК «Экономика природопользования», Пенза. Ноябрь. 2005.
32. Бурмистров Е.Г., Латыпов Р.Р. Систематизация принципов функционирования производственной системы КОЦ верфи в условиях мелкосерийного производства / Вестник ВГАВТ. – 2009, вып. 14. – С. 24–30.
33. Бурмистров Е.Г., Кондратюк Р.И. Система автоматизированного мониторинга производственной среды в сборочно-сварочных цехах / Вестник ВГАВТ. – 2009, вып. 14. – С. 44–49.
34. Пат. №2139474 РФ, МКИ 6 F 24 F 3/16. Устройство кондиционирования воздуха / Е.Г. Бурмистров, А.С. Курников, А.В. Щепоткин (Россия). – №97106619; заявлено 16.04.97; опубл. 10.10.99, Бюл. №28. – 5 с.
35. Пат. №2269064 РФ, МКИ С2. Способ комплексной обработки и кондиционирования воздуха / Е.Г. Бурмистров, А.С. Курников, Д.В. Щавелёв, И.А. Сычёва (РФ). – №2004107749/06; заявлено 15.03.2004; опубл. 27.01.2006, Бюл. №03 – 2 с.
36. Пат. 2162060 РФ, МКИ3 С2. Способ обеспечения качества воды автоматической регулировкой минимально необходимой дозы озона / Курников А.С., Бурмистров Е.Г. и др. – №98123543; заявлено 23.12.1998; опубл. 20.01.2001, Бюл. №2. – 26 с.
37. Пат. 2162061 РФ, МКИ3 С2 Установка для озонирования воды / Курников А.С., Бурмистров Е.Г., Ванцев В.В. – №98123544/12; заявлено 23.12.98; опубл. 20.01.2001, Бюл. 32. – 3 с.
38. Пат. 2076063 РФ, МКИ3 С1. Генератор озона / Курников А.С., Бурмистров Е.Г. и др. – №2162061; заявлено 07.06.93; опубл. 27.03.1997, Бюл. 9. – 3 с.
39. Пат. 2081058 РФ, МКИ3 С1. Способ охлаждения озонатора и устройство для его осуществления / Курников А. С., Бурмистров Е. Г. и др. – №94002525; заявлено 25.01.94; опубл. 10.06.1997, Бюл. 16. – 4 с.
40. Пат. 2076972 РФ, МКИ3 С1. Узел уплотнения / Курников А.С., Хлопков С.А., Бурмистров Е.Г. и др. – №93025543; заявлено 27.04.93; опубл. 10.04.1997, Бюл. 10. – 3 с.
41. Пат. 2190458 РФ, МКИ3 С1. Устройство адсорбционной осушки газов / Курников А.С., Бурмистров Е.Г. и др. – № 2001100522; заявлено 05.01.2001; опубл. 10.10.2002, Бюл. №28. – 35 с.
42. Пат. 62599 RU, U1. Установка для очистки промышленных сточных вод / Бурмистров Е.Г., Курников А.С., Михеева Т.А. – № 2007100389/22; заявлено 09.01.2007; опубл. 27.04.2007, Бюл. №12. – 33 С.
43. Пат. 68400 RU, U1. Устройство водоснабжения раскройных столов машин тепловой резки / Бурмистров Е.Г., Курников А.С., Михеева Т.А. – № 200711690/20; заявлено 02.05.2007; опубл. 27.11.2007, Бюл. №33.–3 С.
список принятых сокращений
АОТ (АОТехнологии) – активированные окислительные технологии
ОС – окружающая среда (природная)
СИЗ – средства индивидуальной защиты
СОПВ – система обработки промывной воды
СТКВ – система технологического кондиционирования воздуха
СТО – средства технологического оснащения
КС УКП и ЭП – комплексная система управления качеством продукции и эффективностью производства
ЦПА – циклонно-пенный аппарат
ЭЭС – эколого-экономическая система
TQM (Total Quality Management) – Всеобщее управление качеством
MS ISO – международная организация по стандартизации
Формат бумаги 6084 ![]() .
.
Ризография. Усл. печ. л. 2,0. Уч.-изд. Л. 2,0.
Заказ ???. Тираж 100
| Издательско-полиграфический комплекс ФГОУ ВПО «ВГАВТ» |
| 603950. Нижний Новгород, ул. Нестерова, 5а |