

Развитие теории процессов распределения рабочих сред и совершенствование аппаратов для жидкостной обработки и сушки текстильных паковок
УДК 677.057.431:677.021.125.5/7
На правах рукописи
Киселёв Николай Владимирович
Развитие теории процессов распределения
рабочих сред и совершенствование аппаратов
для жидкостной обработки и сушки
текстильных паковок
Специальность 05.02.13 –Машины, агрегаты и процессы
(легкая промышленность)
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
доктора технических наук
Кострома
2008
Работа выполнена в Костромском государственном технологическом университете (КГТУ)
Научный консультант: доктор технических наук,
профессор Каравайков Владимир Михайлович
Официальные оппоненты: доктор технических наук,
профессор Гудим Леонид Иванович,
Московский государственный текстильный университет им. А.Н. Косыгина,
доктор технических наук,
профессор Герасимов Михаил Николаевич,
Ивановский государственный
химико-технологический университет,
доктор технических наук,
доцент Титов Сергей Николаевич,
Костромской государственный технологический университет.
Ведущая организация: Ивановский государственный
химико-технологический университет.
Защита состоится __ декабря 2008г. в 10 часов на заседании диссертационного совета Д212.093.01 в Костромском государственном технологическом университете по адресу: 156005, г.Кострома, ул. Дзержинского, 17, ауд. 214.
С диссертацией можно ознакомиться в библиотеке Костромского государственного технологического университета.
Автореферат разослан __ ноября 2008 г.
Ученый секретарь
диссертационного совета,
доктор технических наук, профессор П.Н.Рудовский
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность темы
В настоящее время становится все более очевидным, что ориентация исключительно на импорт в таких важных отраслях как производство продуктов питания, одежды и других товаров первой необходимости не соответствует требованиям экономической безопасности страны. Общая положительная динамика развития экономики позволяет качественно изменить уровень инвестиций государства не только в приоритетные наукоемкие направления, но и в отрасли, производящие товары массового спроса, ассортимент и цена которых непосредственно влияет на качество жизни населения.
Об этом свидетельствуют материалы заседания президиума Госсовета РФ по проблемам модернизации текстильной отрасли 20-го июня 2008 г. В материалах заседания отмечается, что по уровню потребления продукция легкой промышленности уступает только продовольственным товарам, намного опережая рынки бытовой электроники, легковых автомобилей и других товаров. По прогнозу, к 2012 году рынок товаров легкой промышленности может составить порядка 3–3,5 триллионов рублей. В своем выступлении на заседании Президент РФ Д.А.Медведев отметил необходимость качественно модернизировать отрасль, внедрить передовые технологии, повысить производительность труда, увеличить субсидии на техническое перевооружение. Он подчеркнул, что особое значение имеет восстановление льняного производства, отметив, что если раньше доля России на мировом рынке льна составляла 50–60%, то сейчас только 14 %.
Российские текстильщики испытывают конкуренцию как со стороны Китая и стран юго-восточной Азии, поставляющих дешевую продукцию массового спроса, так и со стороны европейских производителей, ориентированных на рынок более дорогой, но высококачественной продукции.
Основой конкурентоспособности в современных условиях является снижение энергоемкости и повышение качества продукции. Наиболее актуальна эта проблема в отделочном производстве текстильной промышленности, в силу того, что оно является наиболее энерго-, ресурсоемким и нестабильным по качественным показателям. Доля потребления электроэнергии в отделочном производстве составляет 44,4%, а тепловой энергии – 69% в общем энергобалансе предприятий. При этом оборудованием для отделки паковок потребляется свыше 60% электроэнергии отделочного производства, а удельное потребление тепла аппаратов почти на порядок превышает показатели отделочных линий.
В настоящее время при обработке материалов в паковках на российских предприятиях используются аппараты типа АКД и СКД, которые проектировались и выпускались в эпоху, когда энергоэффективности, в связи с низкой стоимостью энергоресурсов в то время, не придавалось первостепенного значения. Достаточно сказать, что если в 1989 г. расходы на топливо и электроэнергию в текстильной промышленности составляли 0,9% всех издержек, то уже к 2000 г. они достигли 20% и имеют тенденцию к повышению.
Следует отметить и резкое повышение требований к качеству продукции в условиях рынка, в том числе к равномерности обработки текстильного материала, которая для аппаратов в значительной мере определяется равномерностью распределения рабочих сред между всеми паковками партии. Не вызывает сомнений и тот факт, что высокая неравномерность обработки на имеющемся оборудовании приводит к вынужденному завышению времени технологического процесса как при жидкостной обработке, так и при сушке паковок в аппаратах периодического действия, что напрямую отражается на себестоимости. Резкое возрастание неравномерности обработки в партии паковок при снижении модуля ванны за счет неполного заполнения аппарата рабочим раствором для текстильных паковок с низким гидравлическим сопротивлением сдерживает применение в льняной отрасли низкомодульной технологии, обеспечивающей значительную экономию энергоресурсов и красителей.
Имеющиеся теоретические и экспериментальные исследования по вопросам жидкостной обработки и сушки паковок посвящены главным образом изучению массообменных процессов в структуре отдельно взятой паковки, без учета процессов распределения рабочих сред между всеми паковками партии. Однако указанная неравномерность во многих случаях оказывает доминирующее влияние на продолжительность и качество жидкостной обработки и суши.
Вышеизложенное обуславливает актуальность данной работы.
Цель и задачи исследования
Целью диссертационной работы является повышение качества продукции, снижение энергоемкости процессов за счет:
- совершенствования элементов аппаратов, ответственных за равномерную обработку материала на основе теоретического анализа процессов распределения рабочих сред при жидкостной обработке и сушке паковок,
- организационно-технических мероприятий по снижению отрицательного влияния неоднородности фильтрационных характеристик паковок на качество и эффективность их обработки.
Для достижения цели решались следующие основные задачи:
- Анализ особенностей массообменных процессов при жидкостной обработке паковок и способов их интенсификации в аппаратах;
- Классификация конструкций стержней носителя материала по характеру движения рабочих сред;
- Разработка обобщенных математических моделей движения рабочих сред в аппаратах для отделки паковок, учитывающих параметры технологического процесса, паковок и элементов носителя материала;
- Подтверждение адекватности предложенных моделей на основании экспериментальных исследований;
- Выяснение механизма влияния конструктивных и технологических факторов на неравномерность распределения рабочих сред в аппаратах при жидкостной обработке и сушке;
- Разработка принципов конструирования и вариантов конструкции стержня носителя материала, пригодного для проведения жидкостной обработки с неполным заполнением и последующей конвективной сушки;
- Разработка научно обоснованных рекомендаций по совершенствованию элементов носителя материала;
- Разработка мероприятий по снижению отрицательного влияния неоднородности фильтрационных характеристик паковок на качество и эффективность их обработки.
Объектами исследования являются аппараты для жидкостной обработки и сушки текстильных паковок и их конструктивные элементы, оказывающие доминирующее влияние на распределение рабочих сред между паковками партии.
Предметом исследования являются процессы транспортного этапа массообмена в аппаратах для жидкостной обработки и сушки текстильных паковок.
Методы исследования, достоверность и обоснованность результатов.
В работе использованы теоретические и экспериментальные методы исследования. Разработанные математические модели базируются на законах теоретической механики, гидравлики, уравнениях гидродинамики вязкой несжимаемой жидкости, современных моделях турбулентности, заложенных в САЕ-системы ANSYS и Star-CD, теории математического моделирования.
При решении системы дифференциальных уравнений моделей одномерного течения среды использовались численные методы (метод Рунге–Кутта четвертого порядка, метод стрельбы, метод парабол, метод сопряженных направлений).
Для решения нестационарного уравнения сушки использовался алгоритм послойных вычислений, с применением схемы «предиктор–корректор». Эмпирические зависимости, замыкающие математическую модель сушки, получены методами регрессионного анализа.
Оптимизационные задачи решались методом сопряженных направлений с ограничениями.
Программная реализация моделей и методов их решения выполнена в среде Delphi 7.
Статистическая обработка результатов измерений производилась в среде LabView 8.5
Достоверность полученных результатов обеспечивается обоснованным уровнем абстракции при замене реальных процессов их математическими моделями и подтверждается соответствием полученных теоретических результатов данным экспериментов, в том числе выполненных другими исследователями.
Научная новизна работы
Новыми являются следующие результаты:
- Обоснована необходимость учета транспортного этапа при моделировании массообмена в аппаратах периодического действия.
- Разработана классификация конструкций стержней носителя материала по характеру движения рабочей среды.
- Разработаны и систематически исследованы одномерные аналитические и пространственные конечноэлементные модели движения рабочих сред на различных уровнях структуры циркуляционной системы аппаратов, учитывающие параметры технологического процесса, паковок и геометрии элементов носителя материала, а также фактора неполного заполнения аппарата раствором.
- Получены уравнения для расчета законов распределения по высоте столба паковок коэффициента сопротивления перфорации, площади проходного сечения и коэффициента гидравлического сопротивления столба, обеспечивающих равномерное распределение рабочих сред.
- Разработана теоретико-экспериментальная модель процесса сушки партии паковок в аппаратах с замкнутым циркуляционным контуром, учитывающая геометрию элементов, ответственных за распределение сушильного агента между паковками, а также основные параметры технологического процесса;
- Введено понятие «неравномерность сушки» и предложен критерий для его оценки при сушке партии паковок, влияющий на качество высушенного материала;
- Впервые получена количественная оценка статистических показателей процесса сушки при учете неоднородности фильтрационных характеристик паковок в реальных условиях;
Научные гипотезы и положения, выносимые на защиту:
1. При моделировании процессов транспортного этапа массообмена на уровне аппарата во избежание чрезмерного усложнения моделей допустимо не учитывать особенности процессов во внутренних структурных элементах текстильных паковок.
2. Математические модели процессов и результаты их анализа.
Практическая значимость и реализация результатов работы
1. Сформулирован принцип конструирования и разработаны варианты конструкции стержня носителя материала, принципиальная схема аппарата, защищенные охранными документами, предназначенные для проведения жидкостной обработки с неполным заполнением.
2. Разработана программная система прогнозирования основных показателей процесса сушки партии паковок, включающая модуль оптимизации ряда конструктивных и технологических параметров.
3. Разработано эффективное конструктивное решение системы подогрева раствора для смачивания ровницы на машине ПМ-88-Л8.
4. Предложен комплекс технических решений по совершенствованию элементов аппаратов, ответственных за равномерное распределение рабочих сред при обработке паковок.
5. Показана целесообразность разработки новых патронов с повышенным сопротивлением, компенсирующим неравномерность распределения рабочих сред на существующем оборудовании и значительно повышающих его эффективность.
6. Разработано автоматизированное устройство для измерения коэффициента сопротивления паковок и их разбраковки при входном контроле, с функциями статистической обработки данных и анализа гидравлических характеристик паковок и патронов.
Полученные в работе математические модели могут использоваться также в таких областях как расчет и конструирование протяженных фильтрующих элементов, барботажных смесительных теплообменников, коллекторов и других распределительных устройств с равномерной раздачей потока.
Результаты работы нашли отражение в исходных требованиях-заявке на разработку аппаратов АКДН, аппарат выпускается серийно с 1989 г. Конструкция стержня носителя с двусторонним подводом среды реализована в носителе НБЦ-6Н для аппарата АКДН-6. Технические предложения по совершенствованию носителей материала НРН-4, НРВ-3, НБЦ-6Н приняты к реализации на ООО «БКЛМ-Актив» (г.Кострома). Устройство для контроля и разбраковки паковок планируется к внедрению на этом же предприятии.
Апробация работы. Материалы диссертационной работы доложены и получили положительную оценку:
- на Международной научно-практической конференции «Современные наукоемкие технологии и перспективные материалы текстильной и легкой промышленности (Прогресс–2008)», Иваново, 2008 г.;
- на Международной научно-технической конференции «Современные инновационные наукоемкие технологии развития промышленности региона (Лён–2008)», Кострома, 2008 г.
- на VIII Всероссийской научно-практической конференции «Системы промышленного и информационного сервиса (инфраструктура, объекты, процессы)», Кострома, 2008 г.
- на заседании семинара по теории машин и механизмов (Костромской филиал семинара по ТММ РАН, секция «Текстильное машиноведение»), 2005, 2007, 2008 г.г.;
- на межвузовской научно-практической конференции «Техническая эксплуатация и технический сервис: технология, организация, экономика и управление», Кострома, 2001 г.;
- на Межрегиональной научно-практической конференции «Технический и информационный сервис», Кострома, 2004 г.;
- на профессорском семинаре КГТУ (2006–2008 г.г.);
- на расширенных заседаниях кафедры теории механизмов и машин и проектирования текстильных машин КГТУ (2005–2008 г.г.);
Публикации. Основные результаты диссертационной работы отражены в 31 публикации. Из них одна монография, 12 статей в изданиях, рекомендованных ВАК, 4 статьи в научных сборниках, 10 авторских свидетельств и патентов, 4 –тезисы международных и всероссийских научно-технических конференций.
Структура и объем работы. Диссертация состоит из введения, 5 глав, выводов и рекомендаций, приложений, библиографического списка, включающего 192 наименования. Общий объем работы 252 страницы, 113 рисунков, 12 таблиц.
ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ
Во введении обоснована актуальность темы диссертации, сформулирована цель, основные задачи, методологическая основа исследований, изложены научная новизна, практическая ценность и реализация результатов работы.
В первой главе проведен аналитический обзор информации, посвященной вопросам интенсификации массообмена при жидкостной обработке текстильных паковок, современного оборудования, а также теоретических основ и программных систем моделирования гидродинамических процессов.
Качество и эффективность жидкостной обработки связано с особенностями происходящих при этом массообменных процессов. Анализ их показывает, что при отделке паковок в аппаратах периодического действия, в отличие от поточных линий, на этапе конвективной диффузии, заключающейся в переносе вещества из ванны к поверхности волокна, особое значение приобретают транспортный и фильтрационный этапы. Это связано с влиянием скорости течения раствора на толщину ламинарного диффузионного слоя у поверхности волокна, представляющего основное сопротивление массообмену. Связь скорости циркуляции с равномерностью и скоростью крашения установлена работами Дж.Крэнка и Дж.Боултона, Р.Х.Петерса, Ц.Я.Россинской, Л.А.Артемовой, Р.П.Якимчука, Н.В.Комарова.
Основные закономерности массообмена при жидкостной обработке паковок достаточно хорошо изучены. Теория пропитки паковок в наиболее законченном виде приводится в работах Ф.Л.Альтер-Песоцкого, фильтрационные явления в структуре паковок изучались В.Ф.Андросовым, С.А.Александровым, В.Б.Кленовым, И.Вайнером. Стадии сорбции и диффузии в волокне в свою очередь, хорошо изучены А.П.Морыгановым, Б.Н.Мельниковым, И.Б.Блиничевой, М.Н.Кирилловой, Т.Д.Захаровой и другими учеными. В настоящее время существуют математические модели крашения паковок, разработанные Ф.Л.Альтер-Песоцким, А.В.Шормановым, Ф.Ю.Телегиным и Б.Н.Мельниковым, учитывающие основные стадии массообмена.
Однако имеющиеся теоретические исследования охватывают лишь процессы, происходящие на уровне отдельно взятой паковки и составляющих ее структурных элементов. Транспортному этапу массообмена, ответственному за распределение рабочего раствора между всеми паковками в партии, до настоящего времени не уделялось серьезного внимания. Имеются лишь отдельные работы В.Г.Уханкова, Н.В.Комарова, А.В.Максимова, посвященные разработкам принципиальных схем аппаратов для жидкостной обработки паковок. Это объясняется тем, что, с точки зрения интенсификации процессов, основное значение имеют лишь лимитирующие стадии массообмена. Однако анализ литературы по крашению паковок показывает, что для красителей с высоким сродством к волокну приходится даже замедлять сорбцию и диффузию красителя для получения приемлемой ровноты окраски, что обусловлено исключительно проблемами транспортного и фильтрационного этапов.
Материалы международных выставок, анализ рекламных материалов и Internet-источников показывают, за последние годы не появилось принципиально новых видов отделочного оборудования для жидкостных обработок паковок, и основным направлением повышения эффективности оборудования и технологических процессов остается снижение модуля ванны. Современные аппараты зарубежных фирм позволяют производить обработку при модуле до 1:4, обеспечивая экономию до 40% воды, пара и электроэнергии, а также до 19% химматериалов. Наиболее радикальным способом снижения модуля ванны является использование неполного заполнения аппарата рабочим раствором (концепция фирмы Thies GmbH & Co.(Германия)), однако она применима лишь для материалов с большим гидравлическим сопротивлением. В противном случае проблемы транспортного этапа становятся едва ли не доминирующими, т.к. усиление неравномерности распределения раствора между паковками, расположенными на различной высоте над уровнем жидкости, снижает качество обработки, а для таких материалов как льняная пряжа, синтетические нити делает обработку просто невозможной.
Как показывают экспериментальные исследования Г.Н.Морозова, В.М.Каравайкова, проблема транспортного этапа массообмена существует и при конвективной сушке паковок в аппаратах периодического действия.
Общие уравнения тепломассопереноса при сушке капиллярно-пористых тел описаны в классических трудах А.В.Лыкова. Однако сложность их решения в трехмерной постановке для тел неканонической формы, необходимость получения эмпирических данных о коэффициентах капиллярной диффузии для конкретных параметров паковки и текстильного материала приводит к мысли о нецелесообразности столь общей постановки для решения поставленных в работе задач.
Теоретико-экспериментальная модель сушки массивных пористых тел получена в недавних работах И.П.Корнюхина, Т.А.Корнюхиной, И.В.Козырева, Л.И.Жмакина. Модель включает ряд эмпирических функций и данные о пористости, определенные авторами для тканей разного ассортимента, и может быть адаптирована для расчета сушки отдельной паковки, но доработка ее для уровня партии в целом привела бы к необоснованному усложнению.
Экспериментальные исследования конвективной сушки паковок выполнены в работах Н.Ф.Язычкова, Г.Н.Морозова, В.М.Каравайкова, Ю.В.Солодова. Наиболее общее регрессионное уравнение процесса получено В.М.Каравайковым применительно к сушке партии паковок в аппарате СКД-6. Однако уравнение не учитывает таких важных факторов, как изменение скорости циркуляции воздуха в процессе сушки, сопротивление материала и разброс его между паковками партии, конструктивные особенности носителя материала, что объясняется невозможностью выполнения соответствующих экспериментов в условиях производства. В.М.Каравайковым также однозначно доказано отрицательное влияние пересушивания материала на его физико-механические характеристики, что обосновывает необходимость равномерной суши всех паковок партии.
Наиболее существенно влияние гидродинамических условий обработки проявляется на уровне столбов паковок носителя материала. Движение среды при этом является частным случаем течения с переменным расходом, которое теоретически исследовалось И.Н.Коноваловым, В.Н.Талиевым, Г.А.Петровым применительно к задачам водоснабжения и вентиляции. В.Б.Кленов впервые получил уравнение, описывающее течение жидкости в столбе паковок, но без учета массовых сил, что не позволяет использовать его в условиях неполного заполнения.
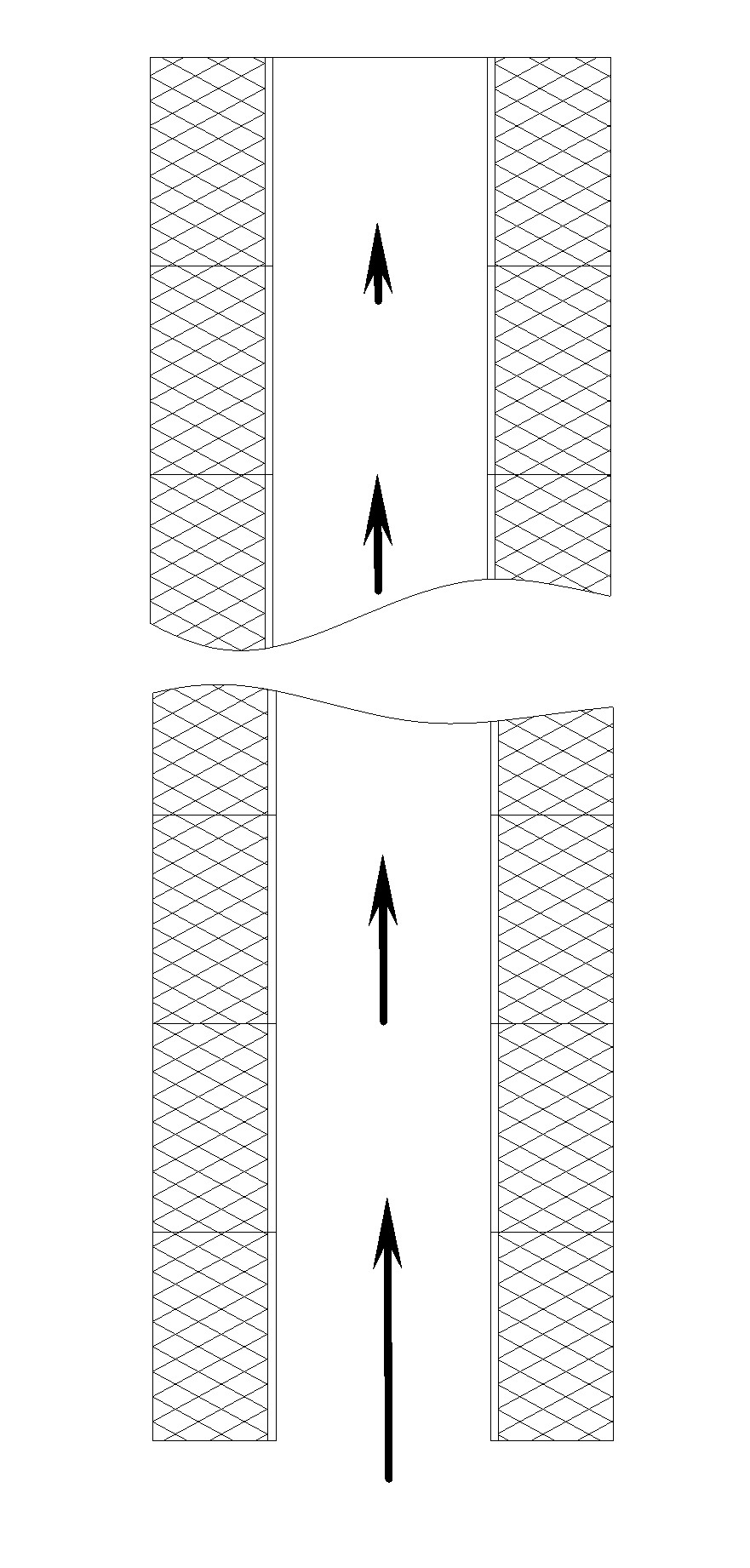
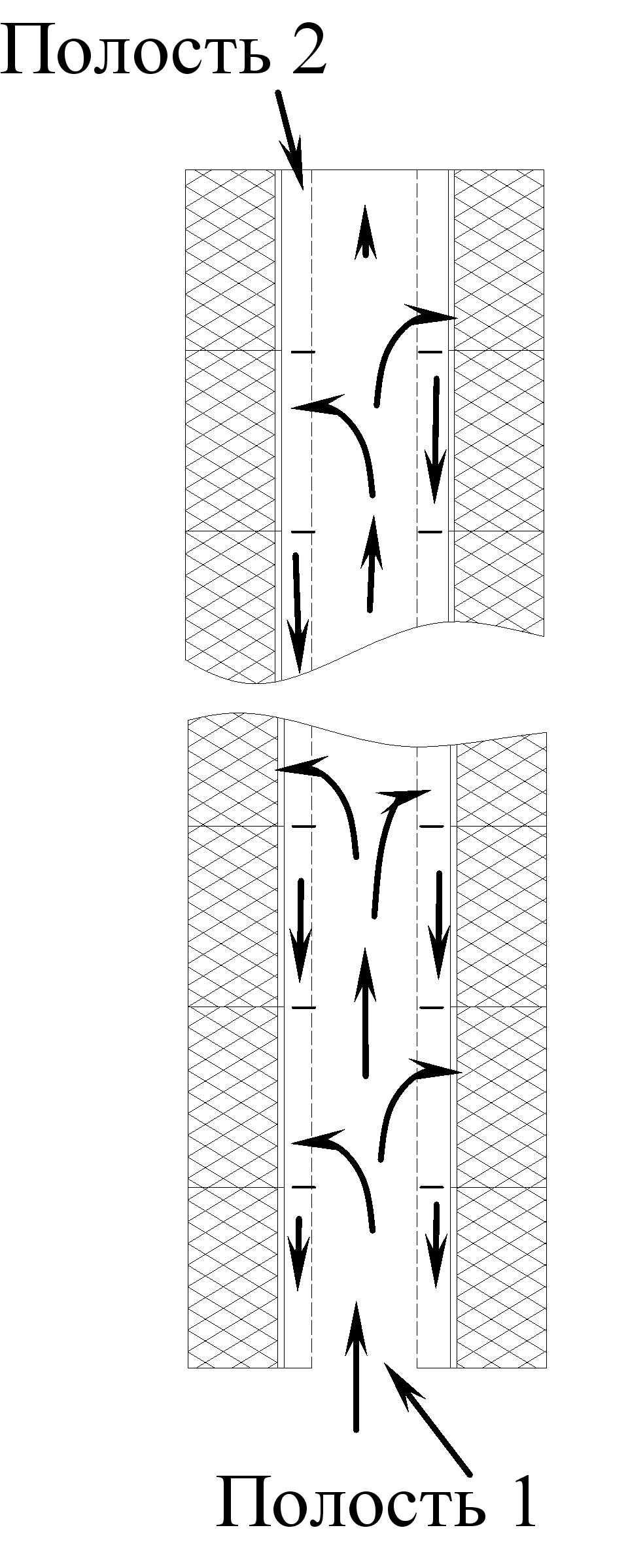
Анализ существующих конструкций стержней носителей материала позволил классифицировать их на две группы по характеру движения среды: с однополостным и двуполостным движением (рис.1).
Рассмотрены также основные уравнения и гипотезы гидродинамики вязкой жидкости и современные модели турбулентности, заложенные в пакеты программ инженерного анализа ANSYS и Star-CD, что позволило обоснованно подойти к решению поставленных в работе задач, избегая чрезмерного усложнения моделей.
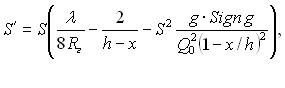
Вторая глава посвящена разработке и анализу моделей распределения рабочих сред при жидкостной обработке и сушке паковок. На основании уравнения изменения количества движения, записанного для элементарного объема среды в столбе паковок, получена математическая модель течения среды при однополостном движении:
(1)
С граничными условиями: ![]()
где ![]() – транзитный расход среды;
– транзитный расход среды; ![]() – площадь проходного сечения столба паковок;
– площадь проходного сечения столба паковок; ![]() – гидравлический радиус проходного сечения;
– гидравлический радиус проходного сечения; ![]() – коэффициент гидравлического сопротивления проходного сечения; a – коэффициент сопротивления паковки, – плотность среды; – коэффициент сопротивления перфорации патронов;
– коэффициент гидравлического сопротивления проходного сечения; a – коэффициент сопротивления паковки, – плотность среды; – коэффициент сопротивления перфорации патронов; ![]() – ускорение силы тяжести;
– ускорение силы тяжести; ![]() – знаковая функция, при сушке и при жидкостной обработке с полным заполнением аппарата раствором равна 0, при неполном заполнении равна 1 при верхней и -1 при нижней подаче жидкости в столб;
– знаковая функция, при сушке и при жидкостной обработке с полным заполнением аппарата раствором равна 0, при неполном заполнении равна 1 при верхней и -1 при нижней подаче жидкости в столб; ![]() – знаковая функция, при совпадении направления движения среды с направлением оси x ( прямая циркуляция) равна 1, иначе (обратная циркуляция) -1; h – высота столба паковок.
– знаковая функция, при совпадении направления движения среды с направлением оси x ( прямая циркуляция) равна 1, иначе (обратная циркуляция) -1; h – высота столба паковок.
Получена также критериальная форма данного уравнения, позволившая установить, что неравномерность распределения среды при отсутствии массовых сил (жидкостная обработка с полным заполнением и сушка) уменьшается с ростом числа Эйлера, а при неполном заполнении – при увеличении произведения чисел Эйлера и Фруда. Таким образом, неравномерность определяется соотношением пьезометрического, динамического и геометрического напоров жидкости в столбе паковок. Однако указанные критерии могут использоваться лишь для качественной оценки неравномерности.
Для стержней с двуполостным течением получена следующая математическая модель:

Граничные условия к уравнениям (2) имеют вид:

где т – коэффициент сопротивления перфорации центральной трубы; i –коэффициент сопротивления i-й дроссельной шайбы (назначение шайб описано ниже) полости 2 ; индекс у переменных соответствует номеру полости.
Первое из приведенных уравнений сформировано на основании того, что давление среды в полостях 1 и 2 отличаются на величину потерь на перфорации, второе учитывает потери на дроссельной шайбе.
Решение уравнения (1) в размерной форме позволило исследовать зависимость неравномерности распределения рабочих сред от конструктивных и технологических факторов. При полном заполнении аппарата жидкостью геометрический напор внутри столба отсутствует, т.е. компенсируется равным ему напором в аппарате. Анализ модели показал, что неравномерность распределения жидкости по высоте столба паковок в этих условиях даже для льняной пряжи на обычном стержне носителей аппаратов АКДС не превышает нескольких процентов. Картина резко ухудшается при неполном заполнении аппарата (Sign g0). Эксперименты показывают, что при обработке паковок с низким гидравлическим сопротивлением действие геометрического напора жидкости в столбе паковок приводит к тому, что раствор просто не поднимается на всю высоту столба. Анализ модели (1) показал, что проблему неравномерности в этом случае можно решать технологическими и конструктивными средствами.
Первый способ предполагает повышение скорости циркуляции и коэффициента сопротивления паковок (плотности намотки). Зависимость неравномерности от этих факторов представлена на рис.2.
Рис.2. Зависимость неравномерности N от коэффициента
сопротивления паковок a и удельного расхода жидкости Q
Установлено, что при существующих параметрах стержня этот способ практически невозможен, т.к. для снижения неравномерности до технологически приемлемого уровня 15% даже для хлопчатобумажной пряжи с плотностью намотки 0,4 г/см3 удельная скорость циркуляции должна составлять не менее 64 л/(минкг), а для льняной – более 110 л/(минкг).
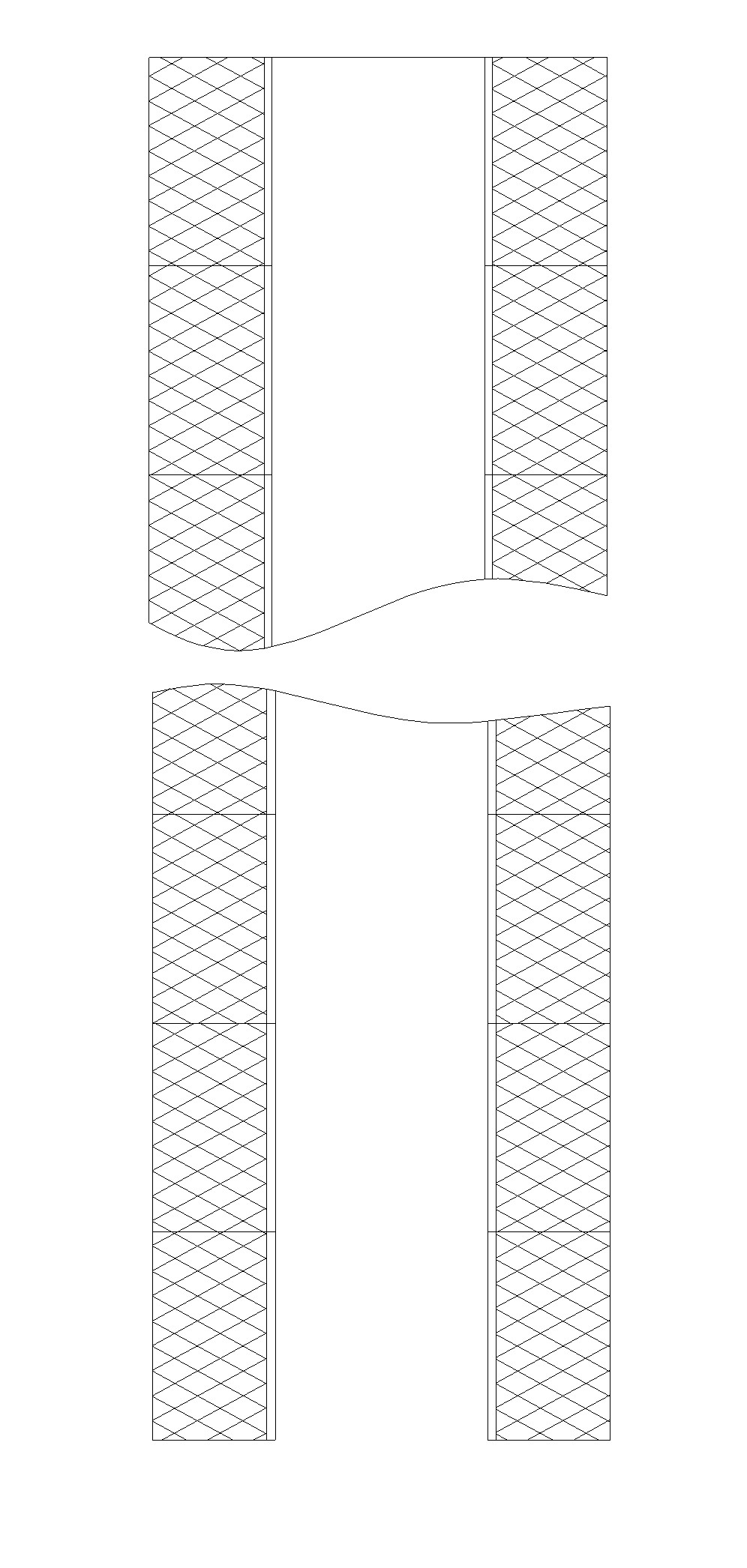
В связи с этим рассмотрены возможности снижения неравномерности за счет изменения конструктивных параметров стержня. Изменение площади проходного сечения столба при неизменном диаметре перфорированных патронов возможно путем введения центральной трубы, которая может обеспечивать как нижний, так и верхний подвод жидкости в столб паковок (рис.3). При неполном заполнении аппарата эти варианты неравнозначны, т.к. в уравнении (1) Sign g меняет знак. Это связано с изменением взаимного направления движения потока (оси x) и силы тяжести.
Анализ уравнения модели позволил рассчитать законы изменения площади проходного сечения столба S, коэффициента сопротивления перфорации и коэффициента гидравлического сопротивления столба, обеспечивающих равномерную раздачу жидкости. Положим в уравнении (1) ![]() .
.
При равномерной раздаче потока

После преобразований получим дифференциальное уравнение для площади S:
 (4 )
(4 )
При использовании патронов с диаметром 90 мм, изменение площади S возможно за счет вытеснителя круглого сечения, при этом
 (5)
(5)

где Q0 – расход на входе в столб паковок; D – внутренний диаметр патрона; – кинематическая вязкость; –шероховатость стенок.
Уравнение (1) с подстановками (3) решено в пакете Mathcad при D=0,874 дм, Q0 =4 л/с (30 л/(минкг)) при массе каждой из 10 паковок столба 0,8 кг, h=1,5 м, Sign g=1 (верхний подвод жидкости) и величине шероховатости стенок =0,1 мм. В качестве начального условия принималось S(0)=0,599 дм2, что соответствует площади проходного сечения патрона. Анализ показывает, что для реализации данного способа зазор между стенкой патрона и вытеснителем должен составлять уже на уровне третьей паковки всего 5 мм, а на уровне седьмой – 2 мм. При этом использовать существующие патроны ММ-150-1,3-12А оказывается невозможным, поскольку они имеют на внутренней поверхности упорные кольца толщиной 2 мм.
Требуемый для равномерной раздачи закон изменения коэффициента сопротивления перфорации получается при подстановке в уравнение (1) a=const, S=const=D2/4, тогда с учетом (5) получим дифференциальное уравнение:
 (6)
(6)
Данное уравнение решается аналитически, если положить =const:  Решение уравнения (7) при D=0,874 дм, h=15 дм, Sign g = –1 (нижняя подача жидкости), Sign Q=1 и =0,5 мм с начальным условием представлено на рис.4. Закон изменения по высоте оказывается почти линейным, что вызвано преобладающим влиянием коэффициента А, связанного с геометрическим напором
Решение уравнения (7) при D=0,874 дм, h=15 дм, Sign g = –1 (нижняя подача жидкости), Sign Q=1 и =0,5 мм с начальным условием представлено на рис.4. Закон изменения по высоте оказывается почти линейным, что вызвано преобладающим влиянием коэффициента А, связанного с геометрическим напором
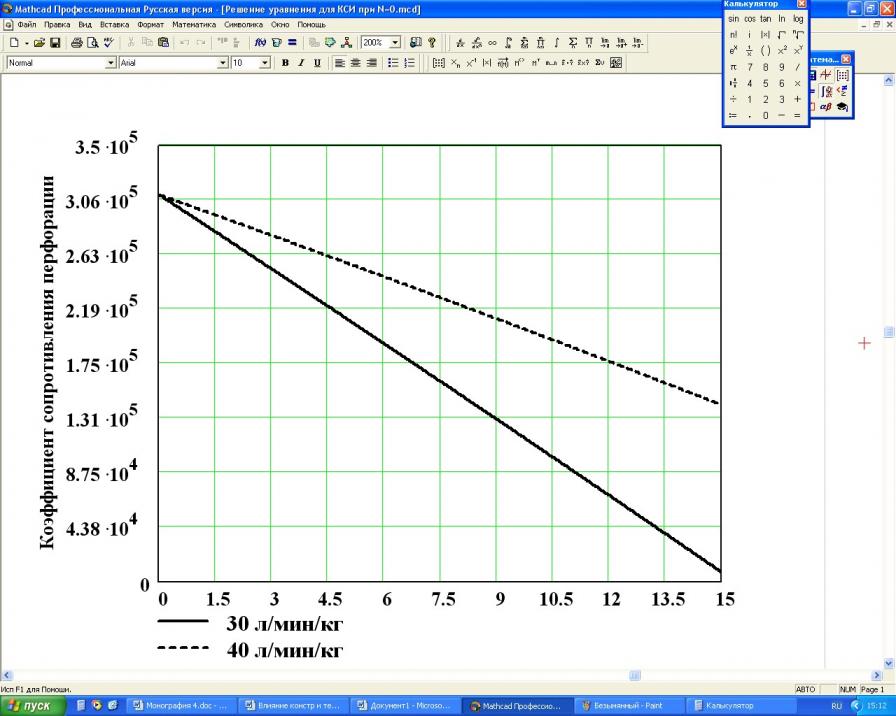
. Уравнение (7) позволяет рассчитать параметры перфорации, обеспечивающие равномерную раздачу потока и при полном заполнении, в том числе и при обратной циркуляции. Однако при двусторонней циркуляции задача резко усложняется, поскольку не существует аналогичного (7) закона, обеспечивающего ![]() как при прямой, так и при обратной циркуляции. Однако при жидкостной обработке с полным заполнением неравномерность для льняной пряжи при двусторонней циркуляции настолько мала (0,02%), что задача не актуальна. Но при сушке льняной пряжи эта величина может достигать 20% и более.
как при прямой, так и при обратной циркуляции. Однако при жидкостной обработке с полным заполнением неравномерность для льняной пряжи при двусторонней циркуляции настолько мала (0,02%), что задача не актуальна. Но при сушке льняной пряжи эта величина может достигать 20% и более.
Важным параметром конструкции стержня является коэффициент гидравлического сопротивления. В предыдущих расчетах (или шероховатость ) принимались постоянными. Если под понимать приведенный коэффициент, учитывающий также влияние местных сопротивлений, то, очевидно, можно эффективно управлять им, компенсируя геометрический напор потерями на трение.
Из уравнения (1) при S=const, =0, a=const получен закон изменения, обеспечивающий равномерную раздачу потока:
Из (8) видно, что реализовать данную зависимость можно только при верхней подаче жидкости в столб (Sign g=1), т.к. при Sign g = –1 на большей части столба отрицательно. При использовании для подвода жидкости центральной трубы (см. рис.2) диаметром d и внутреннем диаметре патрона D
![]()
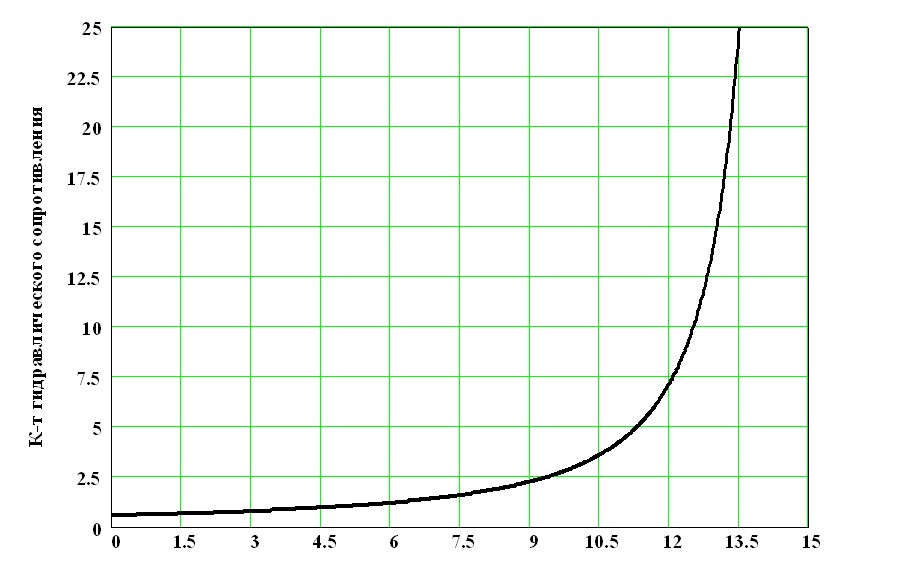
Для D=87,4 мм, d=57 мм, Q0=4 л/с (30 л/(минкг)), h=15 дм зависимость (8) приведена на рис.5.
Формула (8) указывает, на взгляд автора, наиболее рациональный способ снижения неравномерности при жидкостной обработке с неполным заполнением аппарата раствором. Её реализация предполагает установку в кольцевой полости между патроном и центральной трубой системы местных сопротивлений, например дроссельных шайб.
После крашения паковки поступают в сушку на том же носителе материала, в связи с чем он должен обеспечивать оптимальное распределение рабочих сред при обеих технологических операциях. Особенностью гидродинамики процесса сушки является снижение числа Эйлера почти в 34 раза по сравнению с жидкостной обработкой. Следовательно, при сушке проблема неравномерности распределения рабочих сред еще более актуальна, тем более что даже небольшая начальная неравномерность в ходе сушки усиливается. В связи с этим для оценки влияния неравномерности на показатели эффективности сушки необходимо моделирование нестационарного процесса сушки в целом. В данной работе предлагается теоретико-экспериментальная модель процесса сушки столба паковок в аппарате с замкнутым циркуляционным контуром.
Модель включает общее нестационарное уравнение процесса сушки паковок с замыкающими соотношениями (9), а также дифференциальные уравнения (1) или (2), описывающие движение среды в полости столбов на стержнях различной конструкции, дополняемое соответствующими краевыми условиями. Зависимость сопротивления паковок от влажности описывается эмпирической функцией в виде многочлена, напорная характеристика турбокомпрессора также аппроксимируется многочленом.

где W – влажность паковки, d – влагосодержание воздуха, р – давление воздуха в аппарате,, t, h – относительная влажность, температура и энтальпия воздуха; Hв – напор воздуходувки в рабочей точке характеристики; hwст,hwто, hwохл, hwсист – гидравлические сопротивления столба паковок, теплообменника, охладителя и воздуховодов циркуляционной системы.
В уравнениях (9) учтено снижение скорости сушки паковки во втором периоде сушки (при влажности меньше 20%) по данным В.М.Каравайкова.
Разработанная модель реализована в программе DRYING на языке Delphi 7. Программа имеет также встроенный модуль оптимизации, позволяющий рассчитать оптимальные значения ряда конструктивных параметров стержня и технологических параметров процесса, обеспечивающих минимальное время сушки или минимальную ее стоимость.
Вычислительные эксперименты позволили установить, что при прямой циркуляции начальная неравномерность паковок столба по влажности и неравномерность раздачи потока сушильного агента совместно усиливают неравномерность сушки, а при обратной действие указанных факторов частично компенсируется, благодаря чему неравномерность сушки на первом этапе уменьшается, сокращая время сушки столба в целом (рис.6). Под неравномерностью сушки будем понимать промежуток времени между моментами высыхания первой и последней паковок столба (или партии в целом). На рис.6 неравномерность сушки изображается шириной области кривых сушки всех паковок столба при заданном значении конечной влажности.

Моделирование процесса сушки на стержне с однополостным движением среды позволило установить, что при известном законе распределения влажности, существует оптимальное значение периода смены направления циркуляции, при котором верхняя и нижняя паковки высыхают одновременно, обеспечивая минимальное в данных условиях время сушки.
Другим источником неравномерности распределения рабочих сред в партии паковок является распределительная тарелка – основание носителя материала. В связи с этим разработана математическая модель осесимметричного течения идеальной жидкости по радиусу тарелки для случая непрерывной и дискретной раздачи потока:

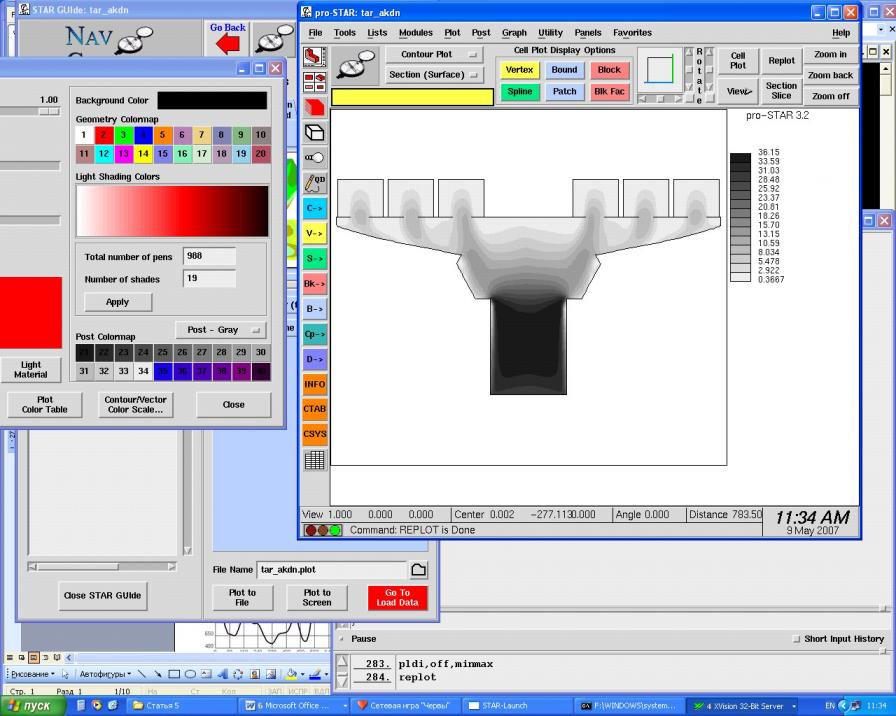

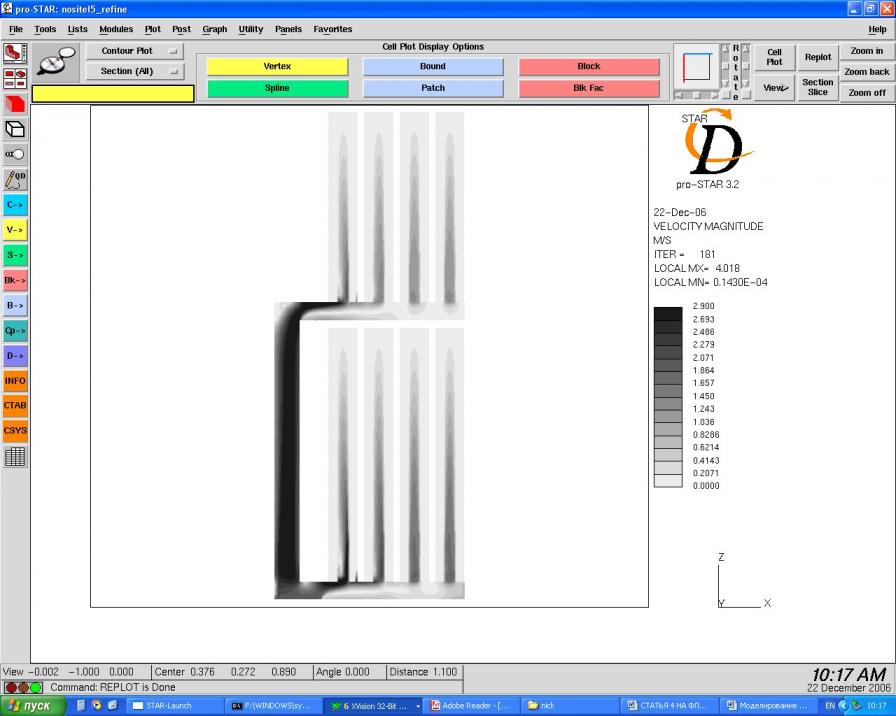
Модель позволила рассчитать профиль тарелки, необходимый для равномерной раздачи, и произвести предварительную оценку неравномерности для существующих конструкций носителя при жидкостной обработке и сушке. Установлено, что тарелки носителей, предназначенных только для жидкостной обработки, не требуют модернизации, т.к. обеспечивают минимальную неравномерность. Однако для носителя НБЦ-6Н, предназначенного и для сушки пряжи, неравномерность весьма значительна. Например, для льняной пряжи![]() плотностью 0,33 г/см3 при влажности 110% начальная неравномерность даже при двусторонней циркуляции достигает 18%, и в первом периоде сушки быстро возрастает. В связи с этим, для обработки материалов с низким гидравлическим сопротивлением мероприятия по снижению неравномерности раздачи потока по радиусу тарелки представляются целесообразными. Для подтверждения данного вывода разработана пространственная модель течения вязкой несжимаемой среды при турбулентном режиме в среде CAEсистемы Star-CD для носителя НБЦ-6Н. Полученные поля скоростей в сечении носителя приведены на рис.7.
плотностью 0,33 г/см3 при влажности 110% начальная неравномерность даже при двусторонней циркуляции достигает 18%, и в первом периоде сушки быстро возрастает. В связи с этим, для обработки материалов с низким гидравлическим сопротивлением мероприятия по снижению неравномерности раздачи потока по радиусу тарелки представляются целесообразными. Для подтверждения данного вывода разработана пространственная модель течения вязкой несжимаемой среды при турбулентном режиме в среде CAEсистемы Star-CD для носителя НБЦ-6Н. Полученные поля скоростей в сечении носителя приведены на рис.7.
Рис.7. Поле скоростей в тарелке НБЦ-6Н при прямой (а) и обратной (б) циркуляции
Расчетное значение неравномерности при двусторонней циркуляции для указанных выше параметрах пряжи составило 21,5%, что, по результатам моделирования в программе DRYING, увеличивает время сушки на 14%. Для снижения неравномерности предложено повышение сопротивления столбов паковок за счет установки на входе дроссельных шайб, что позволит снизить время сушки на 12%.
Производилась также оценка напряженно-деформированного состояния тарелки носителя в CAE-системе ANSYS под действием гидродинамических нагрузок, и сформулированы предложения по модернизации, позволившая в 1,5 раза уменьшить напряжения в наиболее нагруженных элементах (ребра жесткости).
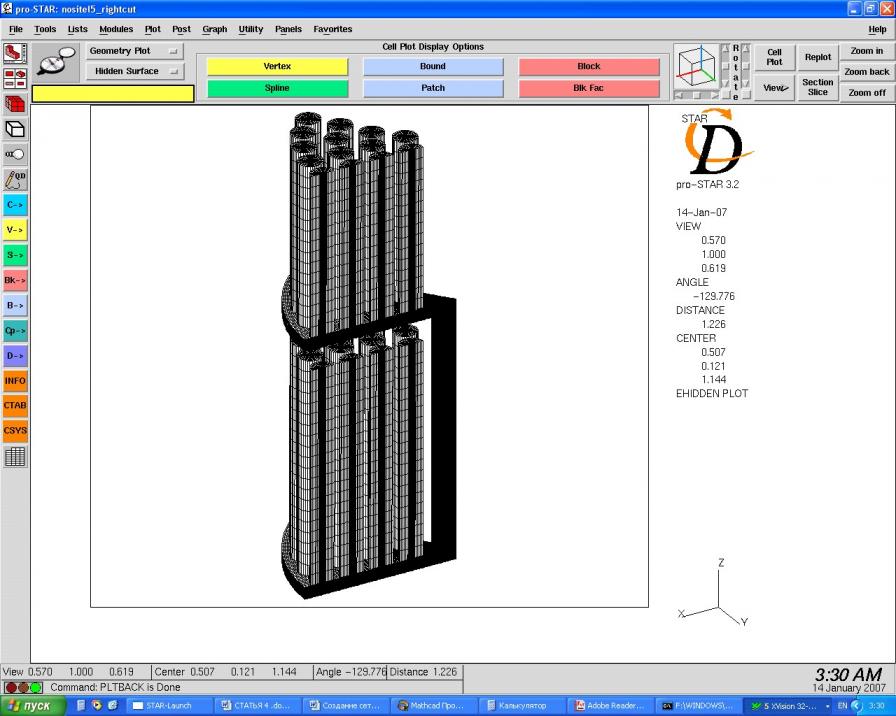
Помимо неравномерности распределения среды на уровне столбов паковок существуют аналогичные проблемы распределения ее между носителями материала при использовании сдвоенных носителей. Сдвоенные носители материала используются преимущественно при химической обработке ровницы, при этом, по данным ООО «БКЛМ-Актив», при белении оческовой ровницы на сдвоенном носителе НРВ-3, НРН4 относительная разница в потере веса между паковками верхнего и нижнего носителя достигает 7,3%. Это является одной из причин появления пороков «полосатость» на белых и «переходы цвета» на крашеных тканях, выработанных из химически обработанной ровницы. В связи с этим в среде CAEсистемы Star CD построена конечноэлементная модель ( рис.8 а) указанных носителей, и рассчитаны поля скоростей (рис.8 б) и давлений.
Результаты расчетов, представленные в табл.1, показали, что при сопротивлении носителя с ровницей на уровне 4,4 м в.ст., соответствующем условиям обработки на данном предприятии, неравномерность распределения жидкости в партии достигает 31%, в основном из-за различного гидравлического сопротивления носителей.
Таблица 1.
| Коэффициент сопротивления материала, кг/(м3с) х10-7 | Гидравлическое сопротивление носителя с материалом, м вод.ст. | Неравномерность, % | |||
| между столбами (нижний носитель) | между столбами (верхний носитель) | между носителями (по внешним столбам паковок) | общая | ||
| 10 | 4,4 | 10,5 | 12,5 | 16,8 | 31,5 |
| 20 | 7,1 | 5,8 | 6,9 | 7,7 | 15,1 |
| 40 | 11,7 | 2,9 | 3,3 | 2,9 | 6,3 |
| 10* | 3,8 | 9,0 | 12,0 | 0,26 | 12,1 |
| * При оптимальном диаметре соединительной трубы | |||||
По данным вычислительных экспериментов определен оптимальный диаметр соединительной трубы, обеспечивающий равенство сопротивлений при односторонней и при двусторонней циркуляции.
В третьей главе приведены результаты экспериментальных исследований движения рабочих сред по столбу паковок при жидкостной обработке и процесса сушки, направленных на подтверждение адекватности разработанных математических моделей.
Разработанные стенды для исследования движения жидкости по столбу из 10 паковок, а также для сушки столба паковок позволили определить эмпирические коэффициенты и зависимости, необходимые для замыкания уравнений математических моделей: коэффициенты гидравлического сопротивления стержня, паковок, автоматических клапанов стержня низкомодульного исполнения, а также зависимость коэффициента сопротивления паковок от их влажности.
Исследования движения жидкости проводились в диапазоне расходов 5–9 л/с, что соответствует удельной скорости циркуляции 30–54 л/мин на паковку. Установлено, что при прямой циркуляции и верхней подаче жидкости в столб паковок, а также при обратной циркуляции расхождение расчетных и опытных данных по критерию неравномерности эпюры давления не превышает 7–13%.
Исследовался процесс сушки столба 10 паковок льняной пряжи 55 текс с плотностью намотки в пределах 0,328–0,332 г/см3 при прямой циркуляции с расходом 50 л/с. Данный расход соответствует условиям сушки в аппарате СКД-6. Температура воздуха составляла 110С. Расхождение во времени сушки до средней по столбу влажности 10% составило 9 минут (8%), а время сушки столба паковок, определяемое по моменту высыхания последней паковки лишь на 3 минуты (2%) расходится с данными опыта.
Таким образом, эксперименты показывают вполне удовлетворительное соответствие с теоретическими данными и в диапазоне расходов среды, соответствующем промышленным аппаратам, подтверждают адекватность предложенных математических моделей.
Четвертая глава посвящена совершенствованию элементов оборудования, обеспечивающих оптимальное распределение рабочих сред в технологических процессах.
В разделе, касающемся разработки стержня носителя материала для жидкостной обработки с неполным заполнением, сформулирован принцип его конструирования, заключающийся в необходимости изменения схемы движения среды по стержню при переходе от жидкостной обработке к сушке. Это связано с противоречием требований, предъявляемых к параметрам стержня при жидкостной обработке с неполным заполнением и при сушке.
В соответствии с данным принципом разработаны конструкции стержня с непрерывной и дискретной раздачей потока воздуха при сушке, защищенные охранными документами. Стержень с дискретной раздачей представлен на рис.9.
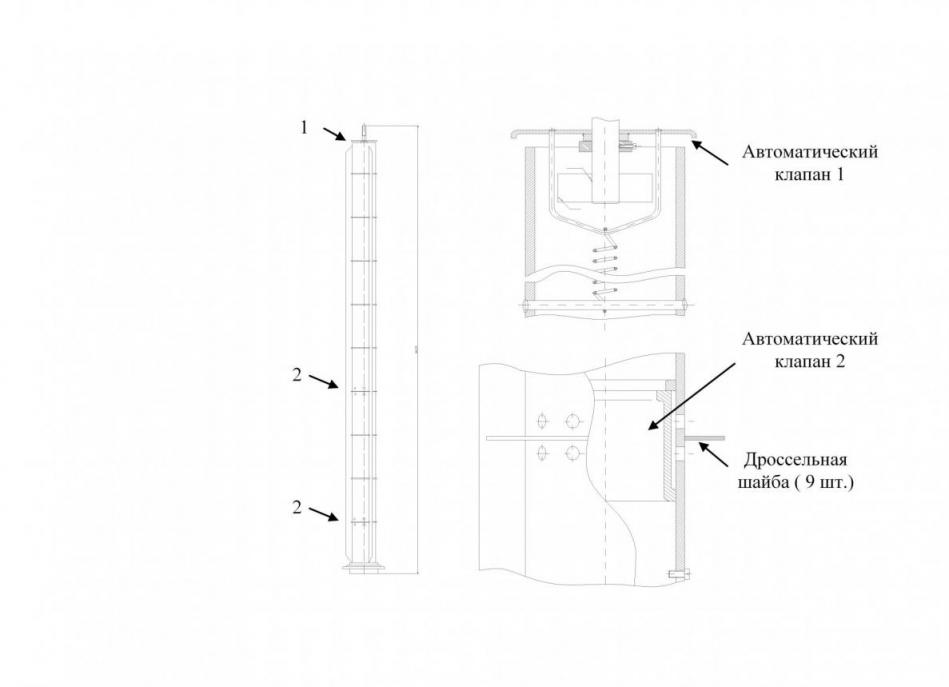
Рис.9. Стержень низкомодульного исполнения с дискретной раздачей потока
При жидкостной обработке клапаны 2 закрыты динамическим давлением жидкости, и подвод ее к паковкам происходит через клапан 1. При этом потери напора на дроссельных шайбах при движении жидкости сверху вниз компенсируют гидростатический напор. При сушке подвод среды происходит через все три клапана. При оптимизированных значениях проходного сечения клапанов, рассчитанных программой DRYING с учетом неравномерного распределения влажности паковок перед сушкой, можно получить близкий к оптимальному закон распределения сушильного агента между паковками, обеспечивающий минимальное время сушки.
Краевые условия к уравнениям (2) для данной конструкции имеют вид:
где xот, xв, xi – координаты клапанов 2 и дроссельных шайб; от, в,п, – коэффициенты сопротивления клапанов 2 и 1; ; Sот, Sв,Sп, – площади их проходного сечения; i– коэффициент сопротивления i-й дроссельной шайбы; Qот, Qв– расходы через клапаны 2; Q1, Q2 – транзитные расходы среды в каждой из полостей столба.
Внутренние краевые условия накладываются на транзитные и путевые расходы в сечениях, где расположены клапаны 1 и 2, а также дроссельные шайбы.
Разработана также защищенная авторским свидетельством конструкция автоматического клапана 1, снижающего колебания расхода жидкости при изменении сопротивления материала.
Экспериментальные исследования данной конструкции подтвердили ее эффективность при неполном заполнении. При гидравлическом сопротивлении столба из 10 паковок 2,8 м в.ст. неравномерность распределения жидкости по его высоте не превышает 9%, в то время как на существующем стержне составляет 115%. Теоретическая оценка эффективности стержня при сушке показала, что при учете неравномерности начальной влажности и разброса проницаемости паковок он не увеличивает время сушки, а при повышении сопротивления патронов даже позволяет уменьшить продолжительность процесса на 13–18% по сравнению с существующими конструкциями.
Существенные преимущества двусторонней циркуляции и верхней подачи жидкости в столбы паковок в сочетании с технологическими преимуществами обратной циркуляции послужили основой для разработки принципиальной схемы нового низкомодульного аппарата, в котором партия паковок разделена на две части, одна из которых обрабатывается при полном заполнении и обратной циркуляции, а вторая – при неполном заполнении и прямой циркуляции. При этом рабочий раствор последовательно прокачивается через обе части. Данная конструкция защищена патентами Великобритании, Франции и ФРГ.
Разработанная математическая модель движения среды с переменным расходом позволила также решить задачу по обеспечению равномерного по длине ванны нагрева раствора для смачивания ровницы на прядильных машинах ПМ-88-Л8, работа над которой выполнялась по заданию Костромского СКБТМ. Теоретически определен закон изменения коэффициента сопротивления перфорации, обеспечивающий равномерную раздачу пара:
 (11)
(11)
где: ![]() коэффициент кинематической вязкости; d – диаметр трубы;
коэффициент кинематической вязкости; d – диаметр трубы; ![]() коэффициент сопротивления при x =0; x – координата.
коэффициент сопротивления при x =0; x – координата.
Показано также, что при =108, что соответствует одному отверстию перфорации диаметром 1 мм на 88 мм длины, неравномерность распределения расхода пара не превысит 6%, что позволяет упростить конструкцию.
В пятой главе излагаются конструктивные и организационно-технические предложения по снижению отрицательного влияния неоднородности фильтрационных характеристик паковок на качество и эффективность их обработки.
Известно, что проблемы повышения качества крашения не в последнюю очередь связаны с качеством намотки. Распространенные на отечественных предприятиях машины мягкой мотки ММ150 не обеспечивают качественную намотку даже в отношении стабильности размеров и формы паковок, не говоря уже об их проницаемости. На практике, по данным автора, паковки льняной пряжи в пределах одной партии (420 штук) могут отличаться по проницаемости в 3–5 раз, при коэффициенте вариации по этому показателю (Св) 20–35 %. Разброс паковок по проницаемости приводит к разнооттеночности и непрокрасу, заставляет увеличивать время и температуру на операции крашения, для кубовых красителей использовать длительный суспензионно-восстановительный способ. Кроме того, резко увеличивается время сушки партии в аппаратах СКД.
Не вызывает сомнений, что для повышения качества намотки необходимо совершенствование мотального оборудования. Однако при наматывании всегда существует группа факторов, случайным образом влияющих на плотность, а, следовательно, и на проницаемость: колебания коэффициента трения пряжи о нитепроводники и грузовые шайбы (связанные, главным образом, с колебанием влажности пряжи), колебания паковки, вызванные наличием дефектов формы патронов, несоосностью и ряд других. Поэтому мероприятия, направленные на снижение вредного влияния некачественной намотки пост-фактум, т.е. уже в отделочном производстве, представляются актуальными.
Результаты моделирования сушки льняной пряжи позволяют заключить, что на практике разброс по проницаемости приводит к увеличению времени сушки, необходимого для гарантированного высыхания всех паковок партии с вероятностью 95%, в 1,7–3 раза. Для хлопчатобумажной пряжи, в связи с более сильной зависимостью коэффициента сопротивления от влажности, затягивание процесса сушки проявляется в еще большей степени. Количественная оценка данного эффекта произведена впервые, и она указывает на большие резервы повышения эффективности процесса.
Снижение указанного эффекта конструктивными средствами для существующих перфорированных патронов возможно за счет использования стержня с центральной перфорированной трубой и разделительных шайб между паковками, исключающих осевое перераспределение рабочей среды в полости между трубой и патроном. При коэффициенте сопротивления перфорации трубы 5104, даже при двукратной разнице паковок по проницаемости, разница расходов воздуха через них не превысит 7%. Однако применение разделительных шайб усложняет операцию насадки. Более универсальным решением является разработка патронов с повышенным коэффициентом сопротивления перфорации. Программой DRYING рассчитано оптимальное значение, равное 5,2105 для хлопчатобумажной пряжи с коэффициентом сопротивления 124 кг/(с·дм3), при учете сопротивления циркуляционной системы и напорной характеристики турбокомпрессора аппарата СКД-6. Моделирование процесса сушки показали, что при этом время сушки хлопчатобумажной и льняной пряжи с Св=30% сокращается в 2,1 раза. При этом сопротивление паковок не превышает 22% общего сопротивления циркуляционного контура.
Организационно-технические мероприятия сводятся к разбраковке паковок, которая фактически уже имеет место на предприятиях в ходе входного контроля поступающих в крашение паковок.
Единственным способом такого контроля, используемом на отечественных предприятиях, является отбраковка паковок по весу, наружному диаметру, отсутствию жгутовой и сомкнутой намотки, открытой перфорации. В наиболее ответственных случаях органолептически контролируется плотность наружного слоя паковки. Однако контроль по весу не эффективен, т.к., по нашим данным, коэффициент корреляции между весом паковки и ее проницаемостью составляет лишь 0,18. То же можно сказать и о наружном диаметре намотки, а также о плотности наружного слоя, поскольку проницаемость определяется плотностью всех слоев паковки.
Следует признать, что существующие способы контроля и отбраковки паковок перед жидкостной обработкой неэффективны, и сохраняются лишь ввиду отсутствия на предприятиях инструментальных средств контроля проницаемости. Устройства для его оценки предлагались как отечественными, так и зарубежными специалистами, но по причине малой производительности не получили распространения.
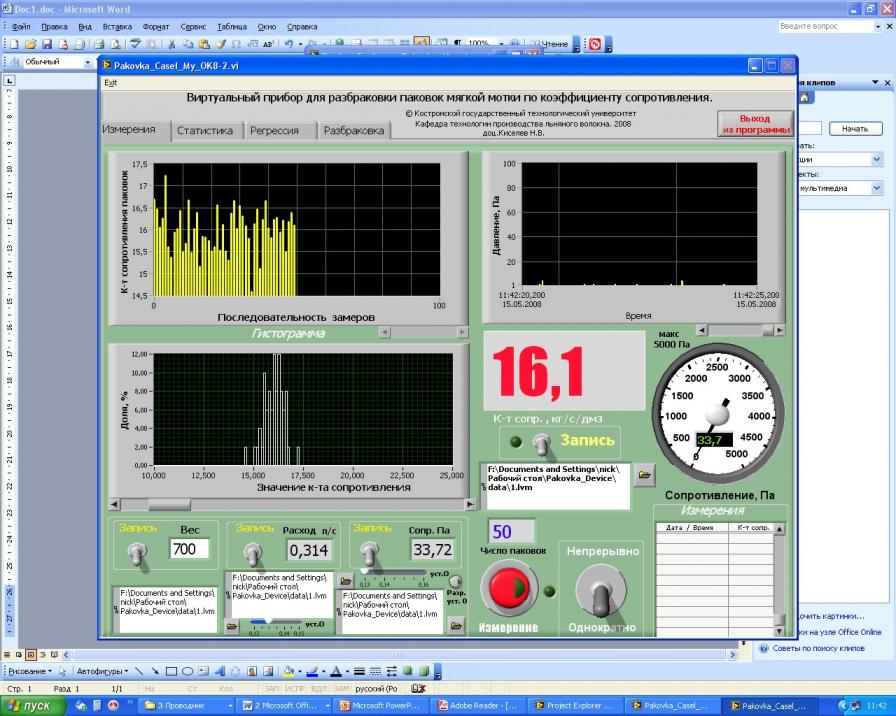
В рамках представляемой работы создано устройство для контроля коэффициента сопротивления паковок пряжи и ниток на перфорированных патронах. Информация об измерениях вводится в ноутбук или настольный компьютер и обрабатывается программой, разработанной в среде LabView 8.5. Интерфейс программы в режиме «измерение» приведен на рис.10.
Рис.10. Интерфейс программы устройства в режиме «измерение»
В программе реализованы несколько алгоритмов разбраковки и сортировки, выбираемые оператором. Разбраковка партии из 420 паковок одним оператором занимает не более 1,5 часа. Предусмотрен режим непрерывного измерения, в котором производится серия последовательных замеров перепада давления, что при одновременном изменении расхода позволяет снять гидравлическую характеристику паковки или стыка патронов.
В режиме «статистика» производится чтение файлов с результатами измерений и расчет основных статистических характеристик выборок, с возможностью сравнения характеристик двух выборок и проверки статистических гипотез, что может использоваться, например, для исследования влияния настроек и регулировок мотальной машины на разброс паковок по проницаемости.
С использованием данного устройства в условиях ООО «БКЛМ-Актив» производилась разбраковка двух партий паковок льняной пряжи с отсевом 20% паковок. Коэффициент вариации до разбраковки находился в пределах 28–32%, после – 17–19%. Время сушки опытных партий сократилось на 30%. Разбраковка ткани из опытных партий показала, что полосатость по утку визуально отсутствует, вся выработанная ткань соответствует экспортным требованиям. За счет экономии ресурсов при сушке снижение затрат составляет 1785 руб. на тонну пряжи.
ОБЩИЕ ВЫВОДЫ И РЕКОМЕНДАЦИИ
- Анализ работ по исследованию интенсификации массообмена при жидкостной обработке и сушке текстильных паковок позволил установить, что в аппаратах периодического действия, в отличие от отделочных линий, проблемы эффективности и качества в значительной степени определяется неравномерностью процессов транспортного этапа.
- Снижение модуля ванны позволяет обеспечить существенную экономию материальных и энергетических ресурсов и остается одним из самых перспективных направлений при отделке паковок, а использование неполного заполнения аппарата раствором предусмотрено в большинстве современных аппаратов зарубежных фирм.
- Использование неполного заполнения для материалов с низким гидравлическим сопротивлением в настоящее время невозможно из-за высокой неравномерности распределения раствора на уровне столбов паковок.
- Анализ существующих конструкций стержней носителя материала позволил классифицировать их на два типа: с однополостным и двуполостным движением рабочей среды, с соответствующей дифференцировкой математических моделей.
- Разработана обобщенная математическая модель движения среды по столбу паковок, учитывающая параметры среды, обрабатываемого материала, геометрии всех типов стержней и фактора неполного заполнения. Адекватность модели подтверждена экспериментами.
- На основе анализа модели получены законы распределения площади сечения, коэффициента сопротивления перфорации и коэффициента гидравлического сопротивления стержня, обеспечивающие равномерную раздачу потока.
- Предложен принцип конструирования стержней низкомодульного исполнения, предполагающий автоматическое изменение схемы движения среды по столбу паковок при переходе от жидкостной обработки с неполным заполнением к сушке.
- Разработана конструкция стержня низкомодульного исполнения, эффективность которого подтверждена экспериментом.
- Предложена теоретико-экспериментальная модель процесса сушки для аппаратов с замкнутым циркуляционным контуром и реализующая ее программа DRYING, пригодная для прогнозирования показателей процесса и оптимизации параметров сушки столба паковок в аппаратах типа СКД.
- Показана возможность сокращения времени сушки за счет выбора оптимального периода изменения направления циркуляции.
- Установлено, при учете разброса паковок по проницаемости и повышении сопротивления перфорации патронов предлагаемый стержень позволяет снизить время сушки на 13–18%.
- Разработаны предложения по совершенствование системы подогрева раствора для смачивания ровницы на машине ПМ-88-Л8, обеспечивающие снижение неравномерности расхода пара до величины не более 6%.
- Получены одномерные математические и пространственные конечноэлементные модели движения среды в полости распределительной тарелки носителей материала, позволяющие рассчитать распределение среды между столбами паковок.
- На основании анализа моделей установлено, что неравномерность распределения воздуха в тарелке носителя НБЦ-6Н для льняной пряжи в начальный период сушки достигает 21%, что приводит к увеличению времени сушки на 14%.
- Для снижения данной неравномерности предложено повышение сопротивления столбов паковок за счет установки на входе дроссельных шайб, что позволит снизить время сушки на 12%.
- Разработана конечноэлементная модель движения жидкости в сдвоенных носителях НРН-4, НРВ-3, и рассчитаны значения неравномерности распределения жидкости между носителями (16,8%) и в партии в целом (31%). По данным вычислительных экспериментов определены оптимальные диаметры соединительной трубы, обеспечивающие выравнивание гидравлических сопротивлений носителей при прямой и двусторонней циркуляции.
- Установлено, что разброс паковок партии по проницаемости в реальных условиях достигает 3–5 раз, при коэффициенте вариации до 30%, что приводит к вынужденному увеличению времени сушки в 1,7–3 раза.
- Для уменьшения влияния разброса по проницаемости наиболее эффективно увеличение коэффициента сопротивления перфорации патронов, оптимальное значение которого для аппаратов СКД-6 составляет 5,2105. При этом возможно сокращение времени сушки в 2,1 раза.
- Разработано устройство для автоматизированного контроля коэффициента сопротивления паковок и разбраковки их по этому показателю при входном контроле. Производственная проверка устройства показала возможность снижения времени сушки на 30%, что обеспечивает снижение затрат на 1785 руб. на тонну пряжи.
По теме диссертации опубликованы следующие работы:
Монография
- Киселев Н.В. Моделирование и анализ гидродинамических процессов при отделке текстильных материалов в паковках / Н.В.Киселёв: монография.–Кострома: КГТУ, 2008. –129 с.
Статьи в журналах, включенных в список ВАК
- Киселев Н.В. Математическая модель фильтрации жидкости через столб паковок текстильного материала / Н.В.Киселев // Изв. ВУЗов. Технология текстильной промышленности. – 1982. – № 5.
- Киселев Н.В. Оптимизация процесса фильтрации жидкости через столб паковок текстильного материала / Н.В.Киселев, В.Г.Уханков // Изв. ВУЗов. Технология текстильной промышленности. – 1985. – № 4.
- Уханков В.Г. Новый красильный аппарат АКДН-602 / В.Г.Уханков, Н.В.Киселев, Г.Н.Шошина // Текстильная промышленность. – 1989. – №8.
- Каравайков В.М. Повышение энергоэффективности термохимической обработки ровницы перед прядением / В.М.Каравайков, Н.В.Киселев, И.С.Смирнов // Изв. ВУЗов. Технология текстильной промышленности. – 2005. – № 6.
- Киселев Н.В. Моделирование технологического процесса сушки текстильного материала в паковках / Н.В.Киселев // Изв. ВУЗов. Технология текстильной промышленности. – 2006. – № 4С.
- Киселев Н.В. О снижении неравномерности распределения рабочих сред между паковками, имеющими разброс по проницаемости / Н.В.Киселев // Изв. ВУЗов. Технология текстильной промышленности. – 2007. – № 2.
- Киселев Н.В. Сравнительная эффективность сушки паковок льняной пряжи на стержнях различной геометрии с учетом разброса по проницаемости / Н.В.Киселев // Изв. ВУЗов. Технология текстильной промышленности. – 2007. – № 4С.
- Киселев Н.В. Анализ неравномерности распределения рабочих сред между столбами паковок носителя материала при жидкостной обработке и сушке / Н.В.Киселев // Изв. ВУЗов. Технология текстильной промышленности. – 2007. – № 5.
- Киселев Н.В. О влиянии неравномерности распределения рабочих сред между столбами паковок носителя материала на продолжительность процесса сушки / Н.В.Киселев // Изв. ВУЗов. Технология текстильной промышленности. – 2007. – № 6С.
- Киселев Н.В. Оценка неравномерности распределения жидкости в партии паковок льняной ровницы на сдвоенном носителе материала / Н.В.Киселев, Н.В.Киселева // Изв. ВУЗов. Технология текстильной промышленности. – 2008. – №1.
- Киселев Н.В. Проблемы эффективности и качества при обработке текстильного материала в аппаратах периодического действия /Н.В.Киселев, В.М.Каравайков, Г.К.Кузнецов // Текстильная промышленность. – 2008.– №5.
- Киселев Н.В. О влиянии разброса паковок по проницаемости на продолжительность процесса сушки / Н.В.Киселев // Изв. ВУЗов. Технология текстильной промышленности. – 2008. – № 4С.
Статьи в научных сборниках
- Кондрашова Л.В. Изыскания в области оптимизации процессов крашения швейных ниток с применением низкомодульного аппарата / Л.В.Кондрашова, В.Г.Уханков, Н.В.Киселев // Сб.науч.трудов ЛенНИИТП “Исследования в области прядильно-ниточного производства”.–М.: ЦНИИТЭИЛегпром, 1983.
- Уханков В.Г. Изучение возможности крашения хлопчатобумажной пряжи в аппарате АКД-2 при неполном заполнении жидкостью / В.Г.Уханков, Н.В.Киселев, В.В.Мозалев//Сб.науч.трудов ЦНИИЛВ,–М.: ЦНИИТЭИЛегпром, 1987.
- Киселев Н.В. Разработка конструкции стержня носителя материала для аппарата с неполным заполнением жидкостью / Н.В.Киселев, В.Г.Уханков // Сб.науч.трудов ЦНИИЛВ,–М.: ЦНИИТЭИЛегпром, 1987.
- Киселев Н.В. Оптимизация конструкции паковкодержателя для аппаратов котлового типа / Н.В.Киселев, В.Г.Уханков // Межвуз.сб.науч.трудов «Современные методы исследования и прогнозирования эксплуатационных параметров текстильных машин»,–Ярославль: изд-во Ярославского политехнического института, 1989.
Авторские свидетельства и патенты
- АС №910891 СССР, МКИ D 06 B 5/12. Устройство для жидкостной обработки текстильного материала в паковках/ В.Г.Уханков, Н.В.Киселев, Н.В.Комаров [и др.] (СССР). – Опубл. 07.03.1982, бюл. №9.
- АС №931855 СССР, МКИ D 06 B 5/12. Устройство для жидкостной обработки текстильного материала в паковках/ В.Г.Уханков, Н.В.Киселев, Н.В.Комаров [и др.] (СССР). – Опубл. 30.05.1982, бюл. №20.
- АС №1142546 СССР, МКИ D 06 B 5/12. Устройство для жидкостной обработки текстильного материала в паковках/ В.Г.Уханков, А.В.Максимов, Н.В.Комаров, Н.В.Киселев (СССР). – Опубл. 28.02.1985, бюл. №20.
- АС №1180422 СССР, МКИ D 06 B 23/04. Паковкодержатель устройства для жидкостной обработки и сушки текстильного материала/ Н.В.Киселев, В.Г.Уханков, А.В.Максимов [и др.](СССР). –Опубл. 23.09.1985, бюл. №35.
- АС №1313924 СССР, МКИ D 06 B 5/12. Паковкодержатель устройства для жидкостной обработки и сушки текстильного материала/ Н.В.Киселев, В.Г.Уханков, А.В.Максимов [и др.] (СССР). – Опубл. 30.05.87, бюл. №20.
- АС №1337448 СССР, МКИ D 06 B 5/12. Устройство для жидкостной обработки текстильного материала в паковках/ В.Г.Уханков, Н.В.Киселев, Н.В.Комаров [и др.] (СССР). – Опубл. 15.09.1987, бюл. №34.
- АС №1398496 СССР, МКИ D 06 B 5/12. Устройство для жидкостной обработки текстильного материала в паковках/ В.Г.Уханков, Н.В.Комаров, Б.М.Шостенко, В.И.Семенов, Н.В.Киселев, А.В.Максимов (СССР). – Зарегистр. 22.01.1988, «ДСП».
- АС №1581792 СССР, МКИ D 06 B 5/12. Паковкодержатель устройства для жидкостной обработки и сушки текстильного материала / Н.В.Киселев, В.Г.Уханков [и др.] (СССР). – Опубл. 30.07.1990, бюл. №28.
- Патент ФРГ №3613914, МКИ D 06 B 23/14. Устройство для жидкостной обработки текстильного материала в паковках/ В.Г.Уханков, Н.В.Киселев, Н.В.Комаров [и др.] (СССР). – Опубл. 28.10.1987.
- Патент Франции №3613914, МКИ D 06 B 23/14. Устройство для жидкостной обработки текстильного материала в паковках/ В.Г.Уханков, Н.В.Киселев, Н.В.Комаров [и др.] (СССР). – Опубл. 28.10.1987.
- Патент Великобритании №2189518, МКИ D 06 B 5/16. Устройство для жидкостной обработки текстильного материала в паковках/ В.Г.Уханков, Н.В.Киселев, Н.В.Комаров [и др.] (СССР). – Опубл. 25.04.1986.
Материалы конференций
- Киселев Н.В. Устройство для разбраковки паковок под крашение по коэффициенту гидравлического сопротивления / Н.В.Киселев // В сб. мат. VIII Всероссийской научно-практической конференции «Системы промышленного и информационного сервиса (инфраструктура, объекты, процессы)».– Кострома, 2008.
- Киселев Н.В. Моделирование течения жидкости в сдвоенных носителях материала НРН-4, НРВ-3 для аппаратов АКДС / Н.В.Киселев // В сб. мат. Международной научно-технической конференции «Современные наукоемкие технологии и перспективные материалы текстильной и легкой промышленности (Прогресс–2008), ч.2, –Иваново, 2008,–С.43–44;
- Киселев Н.В. Моделирование и анализ процесса сушки с учетом неравномерности распределения воздуха между столбами паковок / Н.В.Киселев // В сб. мат. Международной научно-технической конференции «Современные наукоемкие технологии и перспективные материалы текстильной и легкой промышленности (Прогресс–2008), ч.2, –Иваново, 2008, –С.93–94.
- Киселев Н.В. Оценка эффективности устройства для разбраковки паковок по коэффициенту гидравлического сопротивления / Н.В.Киселев // В сб. мат. Международной научно-технической конференции «Лён–2008»,– Кострома, 2008.