

Повышение качества и производительности абразивной обработки деталей из жаропрочных сплавов на никелевой основе за счет определения рациональных технологических параметров сверхскоростного шлифования
На правах рукописи

Аверков Константин Васильевич
ПОВЫШЕНИЕ КАЧЕСТВА И ПРОИЗВОДИТЕЛЬНОСТИ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ НА НИКЕЛЕВОЙ ОСНОВЕ ЗА СЧЕТ ОПРЕДЕЛЕНИЯ РАЦИОНАЛЬНЫХ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ СВЕРХСКОРОСТНОГО ШЛИФОВАНИЯ
Специальность 05.02.08 – Технология машиностроения
Автореферат
диссертации на соискание ученой степени
кандидата технических наук
Омск – 2011
Работа выполнена в Государственном образовательном учреждении
высшего профессионального образования «Омский государственный университет путей сообщения»
Научный руководитель доктор технических наук, профессор, Попов Андрей Юрьевич
Официальные оппоненты: доктор технических наук, профессор,
Кушнер Валерий Семенович
кандидат технических наук,
Нуртдинов Юрий Рашитович
Ведущая организация; ОАО «Омское моторостроительное конструкторское бюро»
Защита состоится 27 декабря 2011 г. в 14.00 на заседании диссертационного совета Д212.178.05 при ФГБОУ ВПО «Омский государственный технический университет» по адресу: 644050, г. Омск, пр. Мира, д. 11.
С диссертацией можно ознакомиться в библиотеке Омского государственного технического университета.
Автореферат разослан «___»____________2011 г.
Ученый секретарь
диссертационного совета ![]() В.Б. Масягин
В.Б. Масягин
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность. Детали, изготовленные из жаропрочных сплавов на никелевой основе, активно применяются во многих областях техники. Особенно широкое распространение они получили в авиационном двигателестроении, причем именно эти детали являются наиболее ответственными и определяют ресурс двигателя. Разрушение деталей в большинстве случаев начинается с поверхности. Этому способствуют впадины между микронеровностями, остаточные напряжения и поверхностные дефекты, оставшиеся после механической обработки. Традиционно, на производстве высокого качества поверхности деталей добиваются с помощью операций, полирования и притирки, часто вручную. Процесс полирования характеризуется низкой производительностью, высокой трудоемкостью, а качество поверхности напрямую зависит от квалификации рабочего. При этом не всегда гарантируется отсутствие прижогов.
Относительно недавно появившаяся технология сверхскоростного шлифования открыла возможности кардинального повышения качества поверхности. Специалисты, занимавшиеся данным вопросом: Л. Н. Филимонов, Л. В. Худобин, В. Н. Подураев, В. Ф. Казаков, К. Гюринг, А. Ю. Попов, Д. С. Реченко, – отмечают, что при сверхскоростном шлифовании изменяются физические процессы, происходящие в зоне резания. Причем, это касается как инструмента, так и обрабатываемого материала. Износ абразивных зерен приобретает характер самозатачивания, изменяются температурные условия в зоне резания, повышается производительность процесса. Таким образом, повышение скорости резания свыше 120 м/с, при обработке деталей из жаропрочных сплавов, является наиболее перспективным способом достижения высокого качества поверхности.
На сегодняшний день установлена следующая градация скоростей резания:
До 45 м/с – обычное шлифование. Данная граница сложилась исторически в силу того, что не существовало конструкций шлифовальных кругов, способных выдержать центробежные силы при более высоких скоростях резания. Процессы, происходящие при таких скоростях, подробно изучены и описаны многими авторами.
Свыше 45 до 120 м/с – высокоскоростное шлифование. Для достижения этих скоростей были разработаны конструкции кругов, способных выдерживать центробежные силы, однако не существовало серийно выпускаемых приводов, обеспечивающих требуемые частоты вращения шпинделя. Работ, посвященных изучению процессов, происходящих в зоне резания при таких скоростях, значительно меньше.
Свыше 120 м/с – сверхскоростное шлифование. Выделение данной границы связано с тем, что при такой скорости резания изменяется характер износа абразивных зерен. При более низких скоростях абразивные зерна изнашиваются с образованием площадок износа, при более высоких скоростях на зернах образуются микросколы и происходит образование острых лезвий. Данная область скоростей на сегодняшний день является практически не изученной, и работ по этой теме чрезвычайно мало.
Цель работы:
повышение качества и производительности абразивной обработки деталей из жаропрочных сплавов на никелевой основе с помощью сверхскоростного шлифования.
Основными задачами исследования являются:
- Проанализировать влияние на производительность и качество обработки основных технологических параметров, а именно: конструкции и характеристики абразивного инструмента, компоновки и конструкции станка.
- Исследовать адгезионные и тепловые процессы при сверхскоростном шлифовании жаропрочных сплавов на никелевой основе.
- Определить влияние скорости резания при сверхскоростном шлифовании на процессы пластической деформации и шероховатость поверхности в зоне резания.
Методы исследования.
Теоретические исследования сверхскоростного шлифования жаропрочных сплавов на никелевой основе производились на основе теории резания, теплофизики и планирования эксперимента. Обработка теоретических и экспериментальных результатов производилась в программных средах Microsoft Excel и FlexPDE. При конструировании использовалось 3D моделирование в системе автоматизированного проектирования КОМПАС. Исследования проводились с использованием современных стандартных и специальных измерительных приборов: вибродинамического прибора ДИАНА-2М; электронного микроскопа JCM-7500; микротвердомера ПМТ-3, профилометра NewView 6200, профилометра 170622.
Научная новизна:
- Установлено, что основными параметрами, влияющими на качество поверхности при сверхскоростном шлифовании, являются скорость резания, характеристика круга и глубина резания.
- Разработана математическая модель тепловых процессов при сверхскоростном шлифовании, позволяющая установить интервал скоростей бесприжоговой обработки.
- Теоретически и экспериментально установлены значения технологических параметров, при которых минимизируется адгезия обрабатываемого и абразивного материала.
Практическое значение работы:
- Разработана серия кругов для сверхскоростного шлифования, включающая круги типа ПП, ЧК и круги для фасонного шлифования. Круги обеспечивают возможность динамической защиты и балансировки.
- Определен интервал скорости резания при сверхскоростном шлифовании деталей из жаропрочных сплавов на никелевой основе, оптимальный с точки зрения производительности и качества обработанной поверхности.
- Разработана конструкция установки для сверхскоростного шлифования на базе станка ВЗ-326Ф4.
Достоверность результатов.
Достоверность полученных результатов обосновывается:
- корректностью выполненных теоретических построений;
- сопоставлением и совпадением результатов моделирования и экспериментального исследования.
Апробация работы.
Основные положения работы доложены и обсуждены на II региональной молодежной научно-технической конференции «Омский регион – месторождение возможностей!» (Омск-2010), а также на заседаниях кафедр «Технология транспортного машиностроения и ремонта подвижного состава» (ОмГУПС) и «Металлорежущие станки и инструменты» (ОмГТУ). С работой ознакомлен исполнительный директор ОАО «Кузнецов» (г. Самара) Ю. С. Елисеев. Разработанные теоретические положения и новые технические решения опробованы экспериментально в лабораториях кафедры «Металлорежущие станки и инструменты» (ОмГТУ).
Положения, выносимые на защиту:
При сверхскоростном шлифовании жаропрочных сплавов на никелевой основе:
- Наилучшими показателями по стойкости круга и качеству обработки поверхности обладают шлифовальные головки из циркониевого электрокорунда 92А на керамической связке и алмаза синтетического АС20 на металлической связке.
- При скорости резания 250 – 300 м/с контактная температура меньше значения температуры образования прижогов на шлифованной поверхности.
- При скорости резания 120 – 150 м/с высота микронеровностей на обработанной поверхности минимальна.
Реализация и внедрение результатов работы.
- С учетом результатов представленной работы спроектирован, изготовлен и запатентован сборный шлифовальный круг для сверхскоростного шлифования, конструкция которого позволяет осуществлять автоматическую балансировку в процессе работы. Подписан протокол о намерениях с ОАО «Завод ВИЗАС» по созданию совместной лаборатории «Инструментальная техника и технология высокоскоростной обработки».
- Кафедрой «Металлорежущие станки и инструмент» (ОмГТУ) принята к эксплуатации установка для сверхскоростного шлифования на базе модернизированного станка ВЗ-326Ф4 для 4-х координатной обработки со скоростью резания до 200 м/с.
Структура и объем работы.
Работа состоит из введения, четырех глав, основных выводов, списка использованных литературных источников, содержащего 115 наименований, и приложения актов внедрения результатов работы, патентной документации. Диссертация содержит 73 рисунка и 7 таблиц. Общий объем работы – 140 страниц.
ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ
Во введении обоснована актуальность темы диссертации, рассмотрена научная исследованность в данной отрасли, сформулированы цели и задачи работы, указаны методы исследования, изложены научная новизна и практическая ценность результатов работы.
В первой главе рассматриваются основные особенности процесса обработки деталей из жаропрочных сплавов на никелевой основе. Показано, что основными причинами низкой обрабатываемости шлифованием материалов данной группы являются высокие механические характеристики и значительные контактные температуры. Также показано, что основной причиной потери режущей способности шлифовального круга при обработке материалов данной группы является засаливание его рабочей поверхности. Показано, что одним из главных условий обеспечения надежности и долговечности деталей авиационных двигателей из жаропрочных сплавов является обеспечение качества поверхности. Наиболее важными показателями качества поверхности являются шероховатость и отсутствие термических повреждений. Проанализировано влияние на эксплуатационные показатели деталей из материалов данной группы шероховатости, остаточных напряжений в поверхностном слое и термических повреждений. Проанализированы основные методы обработки. Подробно рассмотрено влияние на процесс шлифования жаропрочных сплавов основных технологических факторов.
Сделан вывод, что наиболее перспективным методом обеспечения требуемого качества поверхности и производительности является сверхскоростное шлифование.
Приведены результаты работ авторов, посвященных высокоскоростному шлифованию. Анализ литературных данных показал, что работы, посвященные данной теме, носят поверхностный и фрагментарный характер.
Сформулированы основные требования, цели и задачи работы по исследованию и разработке технологии сверхскоростного шлифования деталей из жаропрочных сплавов на никелевой основе.
Вторая глава посвящена анализу температурных и адгезионных процессов в зоне контакта шлифовального круга и детали при сверхскоростном шлифовании жаропрочных сплавов. Рассмотрены основные факторы, влияющие на контактную температуру. Проведен анализ существующих математических моделей тепловых процессов при шлифовании. Анализ показал, что на сегодняшний день не разработано математических моделей учитывающих следующие особенности процесса сверхскоростного шлифования:
- меньшее значение сил резания при сверхскоростном шлифовании;
- пульсацию теплового потока при шлифовании кругом сборной конструкции.
Помимо этого, часто разработанные модели тепловых процессов не учитывают зависимость теплопроводности обрабатываемого материала от температуры.
Разработана новая модель тепловых процессов при сверхскоростном шлифовании. Данная модель базируется на уравнении теплопроводности:
 (1)
(1)
где – температура, °C;
– время, с;
c – массовая теплоемкость, Дж/(кг°C);
– плотность, кг/м2;
– коэффициент теплопроводности;
qв – плотность теплового потока от внутренних источников, Вт/м2.
Так как распределение тепла в любом сечении детали, перпендикулярном скорости резания, одинаково, то рассматриваемую задачу можно считать двумерной. Кроме того, в рассматриваемой задаче отсутствуют внутренние тепловые источники. В связи с этим, уравнение существенно упрощается:
 . (2)
. (2)
Зависимость от температуры для сплава ЖС6-К определяется следующим выражением:
![]() . (3)
. (3)
Для решения уравнения теплопроводности был использован метод конечных элементов. Решение осуществлялось в программе FlexPDE.
Учет прерывистости теплового потока в данной программе производился с помощью введенного автором коэффициента пульсации:
![]() , (4)
, (4)
где K – коэффициент пульсации;
– время, с;
T –шаг по времени между контактами отдельных абразивных головок (рис. 1), с;
A – часть T между началом и завершением контакта абразивной головки с обрабатываемой поверхностью, с;
mod(,T) – функция, показывающая остаток от деления на T;
ustep(x) – функция, равная 0 если аргумент x отрицателен; и 1, если x положителен.
Таким образом, K=0, если абразивная головка не контактирует с деталью; и K=1, если абразивная головка контактирует с деталью.
Рис. 1. Период между контактами абразивных головок
Начальное условие:
=окр,
где окр – температура окружающей среды, окр=25 °C.
Граничные условия (рис. 2.):
Нижняя граница (граничное условие второго рода):
 . (5)
. (5)
Верхняя граница (смешанные граничные условия второго и третьего рода):
При q=0:
 (6)
(6)
где ж – коэффициент теплоотвода СОЖ, Вт/(м2·°С);
ж – температура СОЖ, °С.
Что соответствует теплообмену с СОЖ.
При q0:
 . (7)
. (7)
Левая и правая границы (граничное условие второго рода):
(8)

Рис. 2. Граничные условия
Исходные данные для расчета:
с=551 Дж/(кг·°С);
=8100 кг/м3;
ж=46500 Вт/(м2·°С);
ж= окр=25 °С.
На рисунках 3 и 4 представлены полученные с помощью программы FlexPDE изображения температурных полей при обычном и сверхскоростном шлифовании.
Рис. 3. Температурное поле при шлифовании со скоростью резания 30 м/с
Рис. 4. Температурное поле при шлифовании со скоростью резания 260 м/с
Также полученная модель позволяет установить зависимость контактной температуры от скорости резания при сверхскоростном шлифовании (рис. 5).
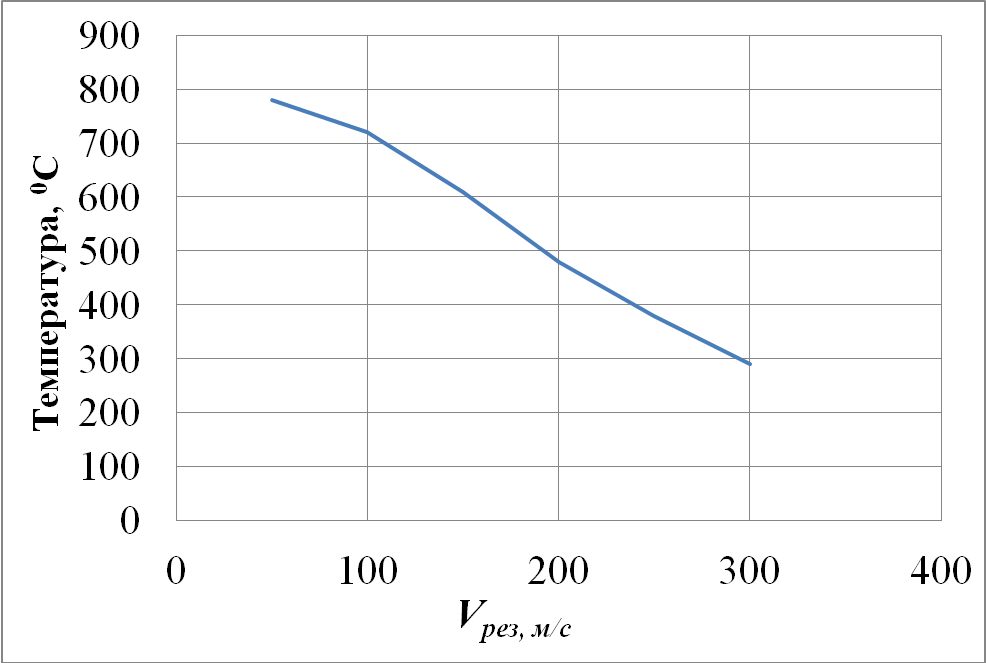
Рис. 5. Зависимость контактной температуры от скорости резания
Полученные выводы подтверждаются экспериментально. При шлифовании со скоростью Vрез=40 м/с (рис. 6) на поверхности образцов ЖС6-К, обработанных абразивными головками марки 92А40НСМ16К, наблюдаются окислившиеся участки (выделенные участки – сегрегации титана). На поверхности, обработанной сверхскоростным шлифованием, подобных участков не наблюдается (рис. 7), несмотря на то, что элементное картирование выявляет наличие сегрегаций.
а) б)
Рис. 6. Шлифованная поверхность ЖС-6К (Vрез=40 м/с) (x2000):
а) окислившиеся участки; б) элементное картирование
а) б)
Рис. 7. Шлифованная поверхность ЖС-6К (Vрез=230 м/с) (x2000):
а) окислившиеся участки; б) элементное картирование
Известно, что титан и его соединения интенсивно окисляются при температуре свыше 500 °С. Эти данные являются подтверждением адекватности полученной математической модели. Данная модель может быть использована для определения контактной температуры при сверхскоростном шлифовании.
Основной причиной потери режущей способности шлифовальных кругов при обработке заготовок из жаропрочных сталей и сплавов является засаливание их рабочих поверхностей. В основе процесса засаливания лежит процесс адгезионного взаимодействия обрабатываемого и абразивного материалов
Известно, что адгезионное схватывание – это процесс, зависящий от времени контакта. На основании этого была выдвинута гипотеза о том, что повышение скорости шлифования позволит минимизировать засаливание шлифовального круга за счет уменьшения времени взаимодействия tВ абразивного зерна с деталью до значения меньшего, чем необходимое для схватывания tС.
![]() . (9)
. (9)
При этом время взаимодействия определяется из выражения:
 , (10)
, (10)
где lК – длина дуги контакта шлифовального круга и детали, мм;
Vрез – скорость резания, м/с.
Длительность схватывания tС определяется длительностью активации tА атомов контактной поверхности, т. е. можно считать, что tС = tА. Известно, что электрокорунд (Al2O3) является полупроводником n-типа. Поэтому взаимодействие электрокорунда со сплавом ЖС6-К относится к типу «полупроводник-металл», и при этом время активации атомов на поверхности полупроводника можно оценить по формуле:
 , (11)
, (11)
где – частота собственных колебаний атомов, с-1;
W – энергия активации диффузии в полупроводнике, эВ;
k – постоянная Больцмана, Эв·К-1;
Т – температура поверхности полупроводника, К;
– коэффициент, Н-1 м2;
– касательные напряжения в контакте, Па.
W для электрокорунда составляет 3,73 эВ, = 1,2·1013 с-1, k=8,617·10-5 Эв·К-1, =10-6 Н-1м2.
Кривые времени взаимодействия зерна с поверхностью детали и времени адгезионного схватывания пересекаются в точке, соответствующей Vрез=140 – 150 м/с (рис. 8). Таким образом, при более высоких скоростях резания времени на протекание адгезионных процессов недостаточно, и засаливание шлифовального круга минимизируется.
Рис. 8. Оптимальная скорость резания при шлифовании сплава ЖС6-К
Этот вывод был подтвержден экспериментально. Была предложена новая характеристика – коэффициент засаливания Кз, который определяется по выражению:
 (12)
(12)
где Sраб – площадь рабочей поверхности круга, мм2;
Sз – площадь засаленных участков на рабочей поверхности круга, мм2.
График зависимости коэффициента засаливания от скорости резания представлен на рисунке 9.
Рис. 9. Зависимость коэффициента засаливания от скорости резания
Таким образом, шлифование жаропрочного сплава ЖС6-К со скоростью резания свыше 150 м/с позволяет уменьшить засаливание контактной поверхности шлифовального круга, а также обеспечить снижение шероховатости и отсутствие прижогов на шлифованной поверхности.
В третьей главе проводится анализ влияния скорости резания на процессы пластического деформирования и формирования шероховатости. С помощью электронного микроскопа JCM-5700 (рис. 10) производилось сравнение качества поверхностей, шлифованных при Vрез=30 м/с и Vрез=230 м/с.
а) б)
Рис. 10. Поверхность образцов сплава ЖС6-К шлифованная:
а) Vрез=30 м/с; б) Vрез=230 (x2000)
При Vрез=30 м/с на поверхности отчетливо заметны отдельные наплывы, что свидетельствует о высокой степени пластического деформирования. При Vрез=230 м/с наплывов практически не наблюдается и отчетливо заметны отдельные шлифовочные риски, причем дно некоторых их них покрыто микросколами. Это говорит о том, что доля пластической деформации при высокоскоростном шлифовании ниже, и разрушение приобретает более «хрупкий» характер.
Оценка степени наклепа поверхности при обычном и сверхскоростном шлифовании производилась с помощью микротвердомера ПМТ-3. Полученные данные приведены на рисунке 11.
а) б)
Рис. 11. Распределение микротвердости по глубине при сверхскоростном шлифовании:
а) Vрез=30 м/с; б) Vрез=230 м/с
Приведенные данные показывают, что сверхскоростное шлифование существенно не влияет на глубину и степень наклепа обработанной поверхности и, следовательно, не снижает качество поверхности.
Была произведена серия экспериментов для получения зависимости, определяющей влияние скорости резания на шероховатость обработанной поверхности. Были использованы абразивы двух марок, показавших наилучшие результаты по стойкости и отсутствию термических повреждений на обработанной поверхности: 24А16СМ1К и 92А40НСМ16К. Результаты представлены на рисунке 12.
а) б)
Рис. 12. Изменение высоты микронеровностей с повышением скорости:
а) 92А40НСМ16К; б) 24А16СМ1К
Получены следующие уравнения регрессии:
для абразива 92А40НСМ16К:
 , (13)
, (13)
для абразива 24А16СМ1К:
 . (14)
. (14)
На представленных графиках видно, что при использовании абразива 24А16СМ1К шероховатость минимальна при Vрез=80 – 100 м/с, при использовании 92А40НСМ16К – 120 – 130 м/с. Увеличение шероховатости при более высокой скорости резания, по-видимому, объясняется колебаниями системы СПИД.
Топографическое исследование шлифованной поверхности, проведенное с помощью профилометра NewView 6200, показало аналогичные результаты (рис. 13). Однако, рельеф поверхности при сверхскоростном шлифовании становится более равномерным, что свидетельствует о большей эффективности процесса шлифования.
а) б)
Рис. 13. Объемное изображение шлифованной поверхности:
а) Vрез=80 м/с; б) Vрез=230 м/с
Полученные данные свидетельствуют о том, что сверхскоростное шлифование позволяет обеспечить высокое качество обработанной поверхности. Однако, полученного качества часто недостаточно для обеспечения высоких эксплуатационных характеристик деталей из жаропрочных сплавов. Дальнейшего повышения качества поверхности можно добиться с помощью операции полирования.
Четвертая глава посвящена разработке инструмента и установки для сверхскоростного шлифования. Проведенный анализ конструкций кругов для высокоскоростного шлифования показал, что данные конструкции либо позволяют достигнуть скоростей резания не выше 80 – 100 м/с, либо обладают ограниченными технологическими возможностями. Кроме этого, все рассмотренные конструкции кругов не оснащены специальными системами балансировки, между тем, в условиях высокоскоростного шлифования эта проблема очень актуальна.
Разработана серия шлифовальных кругов, предназначенных для сверхскоростного шлифования и обеспечивающих возможность балансировки до начала обработки или непосредственно во время нее. Схема плоского шлифования торцом круга может быть реализована шлифовальным кругом, конструкция которого представлена на рисунке 14. Круг состоит из стального корпуса 1 с симметрично расположенными относительно оси гнездами. В гнездах зафиксированы шлифовальные головки. Каждая шлифовальная головка (сечение А-А) состоит из переднего и заднего обтекателей 2 и 5, винта 4 и закрепленного с помощью инструментального клея 7 цилиндрического шлифовального сегмента 3. Шлифовальные сегменты крепятся в полости переднего обтекателя 2, винт 4 фиксирует обтекатели 2 и 5 на корпусе шлифовального круга. В корпусе предусмотрена канавка 6 для балансирующей жидкости. На рисунке 13, б показана конструкция с угловым расположением шлифовальной головки.

Рис. 14. Шлифовальный круг для сверхскоростного шлифования
На основе данной конструкции разработан шлифовальный круг, работающий наружной цилиндрической поверхностью (круг типа ПП) (рис. 15). Абразивные сегменты 1 с помощью инструментального клея 6 крепятся к державке 5, которая устанавливаются в специальное гнездо корпуса 2 и фиксируются прижимным элементом 4 с помощью винтов 3. Выступы корпуса 7 надежно фиксируют абразивную головку от возможного отрыва под действием центробежных сил Fц.
Рис. 15. Конструкция круга для высокоскоростного круглого шлифования
Был произведен расчет конструкции круга (рис. 14) на прочность, который позволил установить следующие значения коэффициентов запаса по разрушающей частоте вращения (табл. 1).
Таблица 1
Значения коэффициентов запаса по разрушающей частоте вращения
| Коэффициент запаса по диаметральному сечению, Kb1. | 1,89 |
| Коэффициент запаса по цилиндрическому сечению для внутреннего ряда отверстий, Kb2. | 1,8 |
| Коэффициент запаса по цилиндрическому сечению для внешнего ряда отверстий, Kb3. | 4,96 |
Таким образом, предложенная конструкция шлифовального круга обладает необходимыми прочностными характеристиками.
Был разработан станок с ЧПУ для сверхскоростного шлифования деталей из жаропрочных сплавов на никелевой основе на базе специального шлифовально-заточного полуавтомата ВЗ-326Ф4. Модернизация станка заключалась в оснащении его отечественной системой ЧПУ «Маяк-600» и шлифовальной бабкой для сверхскоростного шлифования.
Обработка производится по схеме, представленной на рисунке 16.
Турбинная лопатка 1 фиксируется в шпинделе бабки изделия с помощью специального приспособления 3. Шлифовальный круг 2 производит обработку поперечными строчками шириной m. После каждого прохода происходит перемещение в продольном направлении. Обработка по контуру обеспечивается за счет синхронизации системой ЧПУ поперечной Sпоп и круговой подачи A.

Рис. 16. Схема сверхскоростного шлифования спинки пера лопатки
Повышение производительности при сверхскоростном шлифовании обеспечивается за счет уменьшения припуска на последующее полирование, так как сверхскоростное шлифование обеспечивает меньшую шероховатость и уменьшение дефектного слоя (табл. 2). В таблице использованы следующие обозначения Rz – шероховатость после шлифования, h – глубина дефектного слоя, – суммарные отклонения расположения поверхности, – погрешность установки, Z – припуск на полирование.
Таблица 2
Припуск на притирку после ленточного и сверхскоростного шлифования
| Rz, мкм | h, мкм | , мкм | , мкм | Z, мкм | |
| Ленточное шлифование | 2 | 20 | 20 | 25 | 67 |
| Сверхскоростное шлифование | 0,6 | 5 | 20 | 25 | 45,6 |
Снижение трудоемкости полирования пера лопатки при использовании сверхскоростного шлифования составляет 25% по сравнению с ленточным шлифованием.
ОСНОВНЫЕ РЕЗУЛЬТАТЫ РАБОТЫ И ВЫВОДЫ
- Анализ литературы и существующего технологического процесса изготовления лопаток турбин и других деталей из жаропрочных сплавов показал, что среди методов повышения качества поверхностного слоя и производительности наиболее эффективным является сверхскоростное шлифование со скоростями свыше 120 м/с.
- Установлено, что при шлифовании всеми основными типами абразивных и алмазных материалов повышение скорости резания приводит к уменьшению параметров шероховатости, снижению температуры в зоне резания и уменьшению следов пластической деформации.
- Экспериментальное исследование удельного расхода абразивного материала показало, что наилучшими показателями по стойкости круга и качеству обработки поверхности обладают головки из циркониевого электрокорунда 92А на керамической связке и алмаза синтетического АС20 на металлической связке.
- Разработана математическая модель тепловых процессов при сверхскоростном шлифовании, позволяющая установить интервал скоростей резания, при которых значение контактной температуры меньше температуры образования прижогов на шлифованной поверхности, получено экспериментальное подтверждение. При обработке сплава ЖС6-К этот интервал – 160 – 200 м/с.
- Расчетными и экспериментальными методами установлено, что при шлифовании со скоростью резания свыше 140 – 150 м/с время адгезионного схватывания материала детали превышает время взаимодействия абразивных зерен с обрабатываемой поверхностью, что минимизирует засаливание рабочей поверхности шлифовального круга.
- Экспериментально определен интервал скоростей резания для разработанной установки 120 – 140 м/с, при которых значение высоты микронеровностей на обработанной поверхности минимально. Установлено, что основным фактором, влияющим на шероховатость, является уровень вибраций технологической системы. Дальнейшее уменьшение высоты микронеровностей требует разработки оборудования принципиально иной компоновки.
- Установлено, что распределение микротвердости в поверхностном слое детали при сверхскоростном шлифовании существенно не отличается от обычного шлифования. При скорости резания свыше 160 м/с уменьшается количество следов пластической деформации, и появляются участки микросколов на обработанной поверхности жаропрочного сплава ЖС6-К. Это подтверждает гипотезу об изменении характера разрушения пластичных материалов при повышении скорости резания более 200 м/с.
- Исследован механизм разрушения шлифовальных кругов для сверхскоростного шлифования, разработаны конструкции крепления абразивных вставок, механизм динамической защиты и механизм автоматической балансировки. Испытаниями установлено, что дополнительные крепежные элементы: штифты, болты и т.д., – не оказывают существенного влияния на повышение прочности конструкции.
- Спроектирован и модернизирован специальный станок на базе станка ВЗ-326Ф4 для сверхскоростного шлифования деталей из жаропрочных сплавов с защищенными от вибрации приводами.
Основные положения и результаты диссертации отражены в следующих работах:
- *Аверков, К. В. Повышение качества обработанной поверхности при шлифовании жаропрочных сплавов на никелевой основе / К. В. Аверков, Д. С. Реченко // Омский научный вестник. – 2010. №2.
С. 36 – 39. - *Аверков, К. В. Тепловые процессы при высокоскоростном шлифовании / К. В. Аверков, Д. С. Реченко, А. М. Ласица // Омский научный вестник. – 2011. – №3. С. 83-86.
- Аверков, К. В. Конструкции специальных шлифовальных кругов для высокоскоростного шлифования / К. В. Аверков, Д. С. Реченко, А. Ю. Попов // Матер. III Всерос. Молодежн. Науч.-техн. конференции. – Омск изд-во ОмГТУ, 2010 кн.1. С. 83 – 87
- Аверков, К. В. Высокоскоростное шлифование жаропрочных сплавов на никелевой основе / К. В. Аверков, Д. С. Реченко, А. Ю. Попов // Инновации для транспорта. Сборник научных статей с международным участием в трех частях. Ч. 2. Омский гос. ун-т путей сообщения. Омск, 2010.
С. 234 – 238. - Аверков, К. В. Высокоскоростное шлифование инструментальных материалов / Инженерия поверхности и реновация изделий: Матер. 10-й Юбилейной Междунар. науч.-техн. конф. Киев, 2010. С. 154 – 156.
- Аверков, К. В. Высокоскоростное прерывистое шлифование жаропрочных сплавов на никелевой основе / К. В. Аверков // Омский регион – месторождение возможностей. Материалы II Региональной научно-технической конференции. Книга 1. Омск, 2011. С. 23 – 24.
- Аверков, К. В. Шлифовальный круг для высокоскоростной обработки. (патент на полезную модель) / К. В. Аверков, Д. С. Реченко, А. Ю. Попов // Патент № 101666 на полезную модель (РФ) МПК B24D 7/06. Приоритет 24.09.2010. Заявка № 2010139548. Зарегистрировано в Государственном реестре полезных моделей РФ. 27.01.2011
- Аверков, К. В. Высокоскоростное шлифование жаропрочного сплава на никелевой основе ЖС6-К / К. В. Аверков, В. А. Сергеев, Е. В. Васильев, Д. С. Реченко // Россия молодая: передовые технологии – в промышленность! Материалы IV Всероссийской молодежной научно-технической конференции с международным участием С.117 – 120
* Публикации в изданиях, рекомендованных ВАК.