

Структурное моделирование и алгоритм управления подвижными органами обрабатывающего центра с целью обеспечения требуемой динамической точности инструмента при воспроизведении заданной траектории
На правах рукописи
Пешев Ярослав Иванович
СТРУКТУРНОЕ МОДЕЛИРОВАНИЕ И АЛГОРИТМ УПРАВЛЕНИЯ ПОДВИЖНЫМИ ОРГАНАМИ ОБРАБАТЫВАЮЩЕГО ЦЕНТРА
С ЦЕЛЬЮ ОБЕСПЕЧЕНИЯ ТРЕБУЕМОЙ ДИНАМИЧЕСКОЙ ТОЧНОСТИ ИНСТРУМЕНТА ПРИ ВОСПРОИЗВЕДЕНИИ ЗАДАННОЙ ТРАЕКТОРИИ
Специальность 05.13.06 – Автоматизация и управление технологическими процессами и производствами (промышленность)
Автореферат
диссертации на соискание ученой степени
кандидата технических наук
Самара – 2010
Работа выполнена на кафедре «Электропривод и промышленная автоматика» Государственного образовательного учреждения высшего профессионального образования «Самарский государственный технический университет».
Научный руководитель: доктор технических наук, профессор
Лысов Владимир Ефимович
Официальные оппоненты: доктор технических наук, профессор
Галицков Станислав Яковлевич
кандидат технических наук, доцент
Щетинин Владимир Георгиевич
Ведущая организация: ГОУ ВПО «Тольяттинский государственный университет» (г. Тольятти)
Защита диссертации состоится «28» декабря 2010 г. в 09 часов 00 мин на заседании диссертационного совета Д 212.217.03 ГОУ ВПО «Самарский государственный технический университет» по адресу: г. Самара, ул. Первомайская, 18, 1 корпус, ауд. №4 (Учебный центр «СамГТУ Электрощит»).
Отзывы по данной работе в двух экземплярах, заверенные печатью, просим направлять по адресу: Россия, 443100, Самара, ул. Молодогвардейская, 244, Главный корпус на имя ученого секретаря диссертационного совета Д 212.217.03; факс: (846) 278-44-00; e-mail: [email protected]
С диссертацией можно ознакомиться в библиотеке Самарского государственного технического университета (ул. Первомайская, 18).
Автореферат разослан __ ноября 2010 г.
Ученый секретарь
диссертационного совета Губанов Н.Г.
Д 212.217.03
Общая характеристика работы
Актуальность темы.
Требования к качеству обработки деталей для последующих технологических операций непрерывно возрастают, так, в 1990 году величина поля допуска составляла значение 5 мкм, а в настоящее время стремительно приблизилась к величине 1-3 мкм. В таких условиях крайне актуальными становятся вопросы разработки многооперационных координатно-расточных станков (обрабатывающих центров) класса точности C, способных повысить качество выпускаемой продукции и её конкурентоспособность, как на региональном, так и на мировом рынках.
Реализуемые на подобных станках технологические процессы и операции (металлообработка, контрольные измерения) предъявляют высокие требования к точности позиционирования рабочих органов, а также к динамическим процессам перемещения подвижных узлов заключающиеся в отсутствии ударов в кинематических звеньях электропривода подачи при разгоне, торможении, позиционировании; монотонность позиционирования; обеспечение требуемых значений скоростной ошибки и ошибки по ускорению при одновременном обеспечении высоких скоростей перемещения подвижных узлов.
Стремление к цели обеспечения требуемой точности положения инструмента в рабочем пространстве прецизионного металлорежущего станка, приводит к необходимости решения целого ряда сложных и взаимосвязанных проблем таких как: обеспечение динамики перемещения и позиционирования рабочих органов линейных интерполирующих координат; компенсация погрешностей от взаимовлияния интерполирующих координат; обеспечение требуемой жёсткости несущей системы станка (станина, стойка, механические крепления несущих элементов); компенсация разворота и всплывания подвижных узлов на направляющих; компенсация температурных деформаций.
Значительный вклад в области повышения точности прецизионных координатно-расточных станков за счёт введения системы автоматического управления (САУ) подвижными узлами и несущими элементами был внесён такими учёными как: Ж.С. Равва, К.В. Вотинов, В.А. Кудинов, Д.Н. Решетов, С.Я. Галицков, А.П. Соколовский, С.Я., В.Г. Болтянский, Н.Н. Красовский, Г.М. Уланов, З.М. Левин. Вклад в решение проблем по улучшению динамических характеристик станков внесён зарубежными исследователями: Г. Шлезингером, Ф. Кенигсбергом, И. Тлусты.
Динамические погрешности положения инструмента в рабочем пространстве станка имеют крайне сложную природу возникновения, и зачастую носят случайный характер. В условиях работ по развитию нанотехнологий этот вид погрешностей приобретает особое значение, поэтому данная диссертационная работа актуальна и своевременна.
Работа выполнена в рамках федеральной государственной программы «Развитие точного машиностроения и станкостроения».
Предметом исследования является влияние динамики САУ линейными интерполирующими координатами и САУ устройством автоматической смены инструмента (УАСИ) на точность положения инструмента в рабочем пространстве станка и эксплуатационную надёжность по точности.
Объектом исследования является формирование алгоритмов управления траекториями перемещений подвижных органов линейных интерполирующих координат и руки механизма смены инструмента, которые обеспечивают требуемую величину динамической ошибки положения инструмента в рабочем пространстве станка.
Цель настоящей работы.
Структурное представление процесса формирования динамической погрешности положения инструмента в рабочем пространстве станка.
Разработка управляющих алгоритмов для САУ линейными интерполирующими координатами и УАСИ, которые обеспечивают заданную динамическую ошибку положения инструмента в рабочем пространстве и требуемую долговечность станка по точности.
Для достижения цели, поставленной в работе, необходимо решить следующие задачи:
- Представление каждой линейной интерполирующей координаты (автономного сепаратного канала) в виде математической модели, которая учитывает упруго-диссипативные процессы во время перемещения подвижного органа, реализует формирование собственной помехи линейной интерполирующей координаты и реакцию подвижного органа на внешние силовые возмущающие воздействия.
- Представление УАСИ как источника возмущающих воздействий на подвижные органы линейных интерполирующих координат X, Y, Z.
- Моделирование формирования динамической погрешности положения инструмента в рабочем пространстве станка от взаимовлияния линейных интерполирующих координат и воздействия на последние УАСИ.
- Разработка критериев формирования ошибки положения инструмента в рабочем пространстве станка от траекторий перемещения подвижных узлов формообразующих линейных интерполирующих координат при отработке линейной и круговой видов интерполяций.
- Разработка системы управления электроприводом механизма смены инструмента, которая минимизирует возмущающие воздействия и повышает эксплуатационную надёжность станка.
Методы исследования: теоретические исследования базируются на методах теории автоматического управления, классической механики, линейной алгебры, теорий вероятности и математической статистики. Вопросы анализа и синтеза систем управления решались методами дифференциального и интегрального исчисления, компьютерного моделирования, численными методами.
Метод экспериментального исследования на стенде-станке использовался для получения исходных данных, проведения и уточнения результатов теоретического анализа.
Научная новизна работы заключается в следующем:
Диссертационная работа расширяет и углубляет теоретические представления о формировании статических и динамических погрешностей положения инструмента в рабочем пространстве станка, которые определяют качество обработки деталей.
В диссертации получены следующие основные результаты, отличающиеся научной новизной:
- Разработана модель формирования статической и динамической ошибки в воспроизведении заданной траектории движения инструмента, отличающаяся от известных, учётом взаимовлияния САУ линейными интерполирующими координатами.
- Впервые разработана модель формирования составляющей возмущающего воздействия от технологической операции автоматической смены инструмента. Указанная модель позволяет синтезировать и оценить эффективность САУ устройством автоматической смены инструмента, обеспечивающей плавность перемещения руки механизма смены инструмента и исключающей механические нагрузки на элементы станка.
- Определены предельные технологические параметры обрабатывающего центра при реализации лезвийных и шлифовальных технологических операций, обеспечивающие заданную динамическую ошибку положения инструмента в рабочем пространстве станка.
- Впервые разработаны критерии формирования ошибки положения инструмента в рабочем пространстве станка от траекторий перемещения подвижных узлов формообразующих линейных интерполирующих координат при отработке линейной и круговой видов интерполяций.
- Разработаны алгоритмы управления САУ линейными интерполирующими координатами и устройством автоматической смены инструмента, которые обеспечивают требуемую точность, а также эксплуатационную надёжность обрабатывающего центра. Указанные алгоритмы отличаются от известных учётом взаимовлияния линейных интерполирующих координат и УАСИ через несущие элементы обрабатывающего центра.
Практическая ценность работы состоит в следующем:
- создана компьютерная модель, которая позволяет оценить влияние параметров САУ линейными интерполирующими координатами станка, а также его конструкции на точность воспроизведения заданного закона движения.
- определены технологические параметры для разработки САУ устройством автоматичной смены инструмента.
- результаты работы использовались при разработке управляющих алгоритмов обрабатывающим центром 2440СМФ4 на предприятии ЗАО «Стан-Самара» (Акт использования в практике инженерного проекта в работе на предприятии ЗАО «Стан-Самара».)
Реализация результатов работы. Основные результаты теоретических и экспериментальных исследований внедрены:
- на обрабатывающем центре 2440СФ4, выпускаемом ЗАО «Стан-Самара»;
- в технических проектах САУ одностоечных координатно-расточных станков класса точности С.
Апробация работы. Основные положения и результаты исследований докладывались и обсуждались на следующих конференциях:
- Международная научно-техническая конференция, Тольятти – 2006г.
- Тринадцатая Международная научно-техническая конференция студентов и аспирантов, Москва – 2007 г.
- XV-ая Международная научно-техническая конференция «Проблемы автоматизированного электропривода. Теория и практика», Харьков – 2008.
Публикации. По теме диссертации опубликовано 6 работ, в том числе 3 из них – в журналах, рекомендованных ВАК РФ (журнал СТИН №10-2009 и сборник серии «Технические науки» СамГТУ №2(22) – 2008, СамГТУ №1(23) – 2009), 3 публикации – в трудах и материалах международных научно-технических конференций.
На защиту выносятся основные научные положения:
- Математические модели и структурное представление процесса формирования статической и динамической погрешности положения инструмента в рабочем пространстве станка при воспроизведении линейными интерполирующими координатами заданной траектории.
- Математическая модель формирования возмущающего воздействия от технологической операции автоматической смены инструмента.
- Методика определения предельных технологических параметров обрабатывающего центра при реализации лезвийных и шлифовальных технологических операций, обеспечивающих заданную динамическую ошибку положения инструмента в рабочем пространстве станка.
- Критерии формирования ошибки положения инструмента в рабочем пространстве станка от траекторий перемещения подвижных узлов формообразующих линейных интерполирующих координат при отработке линейной и круговой видов интерполяций.
- Алгоритмы управления САУ линейными интерполирующими координатами и механизмом смены инструмента.
Структура и объём работы:
Диссертационная работа состоит из введения, четырех глав, заключения, библиографического списка из 58 наименований и приложения. Основной текст работы изложен на 206 страницах, диссертация содержит: 95 рисунков, 11 таблиц, 1 приложение, библиографический список на 6 страницах.
СОДЕРЖАНИЕ работы
Во введении в краткой форме изложены актуальность проведённого исследования; научная новизна; практическая значимость диссертационной работы; перечень задач, решаемых в диссертации; приводятся основные положения, выносимые на защиту.
В первой главе показана роль прецизионных многооперационных станков (обрабатывающих центров) в автоматизации технологических процессов серийного и мелкосерийного производства с учётом особенностей развития российского станкостроения. Представлены анализ природы возникновения и классификация ошибок положения режущего инструмента в рабочем пространстве станка.
Формулируются цели и задачи исследования.
Во второй главе разработана математическая модель формирования погрешности положения инструмента в рабочем пространстве станка.
Первый этап синтеза математической модели формирования погрешности положения инструмента в рабочем пространстве станка состоит в представлении каждой линейной интерполирующей координаты обрабатывающего центра в виде автономного сепаратного канала, который учитывает как упругие, инерционные и диссипативные процессы в серводвигателе, а также передаточных и исполнительного механизмов, так и свойства системы автоматического управления положением исполнительного подвижного узла.
Описание упруго-диссипативных процессов линейной интерполирующей координаты удобно представить в виде расчётной схемы.

Рисунок 1
Для линейной интерполирующей координаты X упомянутая выше расчётная схема (см. рисунок 1) представлена в виде последовательной цепи четырёх упруго-диссипативных и трёх инерционных элементов, причём C1X, C2X и Д1X, Д2X – крутильная жёсткость и коэффициент демпфирования соединительной муфты и винта, соответственно; C3X, C4X и Д3X, Д4X – линейная жёсткость и коэффициент демпфирования шариковинтовой пары (ШВП) и упорного подшипника со стыками; mX – масса рабочего органа (совместно с массой обрабатываемой заготовки); FТР X – сила трения в направляющих; ![]() – силовое возмущающее воздействие от перемещения стола; JДВ X, JВ X – момент инерции ротора серводвигателя и винта; iВГ X – коэффициент передачи винт-гайка.
– силовое возмущающее воздействие от перемещения стола; JДВ X, JВ X – момент инерции ротора серводвигателя и винта; iВГ X – коэффициент передачи винт-гайка.
С использованием вышеуказанной расчётной схемы и основного уравнения движения электропривода получим систему операторных уравнений (1), описывающую динамические процессы механической части линейной интерполирующей координаты X:
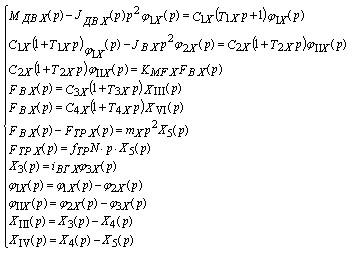 . (1)
. (1)
В системе операторных уравнений (1) введены следующие обозначения: ![]() – коэффициент, связывающий вращающий момент винта с усилием подачи;
– коэффициент, связывающий вращающий момент винта с усилием подачи; ![]() – угол скручивания соединительной муфты;
– угол скручивания соединительной муфты; ![]() – угол скручивания ходового винта;
– угол скручивания ходового винта; ![]() – упругая осевая деформация ходового винта
– упругая осевая деформация ходового винта ![]() – упругая осевая деформация упорного подшипника со стыками.
– упругая осевая деформация упорного подшипника со стыками.
![]() , (2)
, (2)
где ![]() ,
, ![]() ,
, ![]() .
.
Передаточная функция (2) по управляющему воздействию синхронного серводвигателя с постоянными магнитами синтезирована с применением известной модели обобщенного двухфазного синхронного серводвигателя.
В (2) введены следующие обозначения: m1 – число фаз статора серводвигателя, Zn – число пар полюсов, J – приведённый к валу серводвигателя момент инерции; Mс – момент сил сопротивления; ![]() , причём L1 – индуктивность статорной обмотки, R1 – активное сопротивление статорной обмотки;
, причём L1 – индуктивность статорной обмотки, R1 – активное сопротивление статорной обмотки; ![]() – частота вращения магнитного поля;
– частота вращения магнитного поля; ![]() – частота вращения ротора;
– частота вращения ротора; ![]() – потокосцепление, создаваемое постоянными магнитами на роторе;
– потокосцепление, создаваемое постоянными магнитами на роторе; ![]() ,
, ![]() – потокосцепления, создаваемые статорными обмотками; K11 – коэффициент передачи серводвигателя по управляющему воздействию.
– потокосцепления, создаваемые статорными обмотками; K11 – коэффициент передачи серводвигателя по управляющему воздействию.
Таким образом, математическая модель автономного сепаратного канала линейной интерполирующей координаты X синтезирована на основе методики синтеза САУ по идеологии систем подчинённого регулирования, системы операторных уравнений (1) и передаточной функции (2).
Методика синтеза математической модели автономного сепаратного канала линейной интерполирующей координаты Y имеет полную аналогию с методикой синтеза математической модели автономного сепаратного канала линейной интерполирующей координаты X.

Рисунок 2
Расчётная схема линейной интерполирующей координаты Z, изображена на рисунке 2, в которой введены обозначения: C1Z, C2Z и Д1Z, Д2Z – крутильная жёсткость и коэффициент демпфирования соединительной муфты и винта, соответственно; C3Z, C4Z и Д3Z, Д4Z – линейная жёсткость и коэффициент демпфирования шариковинтовой пары и упорного подшипника со стыками; ![]() ,
, ![]() – линейная жёсткость и коэффициент демпфирования противовеса; mZ – масса рабочего органа (шпиндельной бабки); mП – масса противовеса; FВ Z – сила подачи шпиндельной бабки; FТР Z – сила трения в направляющих;
– линейная жёсткость и коэффициент демпфирования противовеса; mZ – масса рабочего органа (шпиндельной бабки); mП – масса противовеса; FВ Z – сила подачи шпиндельной бабки; FТР Z – сила трения в направляющих; ![]() – силовое возмущающее воздействие от перемещения шпиндельной бабки; JДВ Z, JВ Z – момент инерции ротора серводвигателя и винта.
– силовое возмущающее воздействие от перемещения шпиндельной бабки; JДВ Z, JВ Z – момент инерции ротора серводвигателя и винта.
Динамические процессы механической части линейной интерполирующей координаты Z описываются системой операторных уравнений (3), в которой: ![]() – коэффициент, связывающий вращающий момент винта с усилием подачи;
– коэффициент, связывающий вращающий момент винта с усилием подачи; ![]() – угол скручивания соединительной муфты;
– угол скручивания соединительной муфты; ![]() – угол скручивания ходового винта;
– угол скручивания ходового винта; ![]() – упругая осевая деформация ходового винта
– упругая осевая деформация ходового винта ![]() – упругая осевая деформация упорного подшипника со стыками.
– упругая осевая деформация упорного подшипника со стыками.
 . (3)
. (3)
Влияние противовеса, разгружающего по массе шпиндельную бабку, на динамические показатели линейной интерполирующей координаты Z, отражено системой операторных уравнений (4):
 . (4)
. (4)
Математическая модель автономного сепаратного канала линейной интерполирующей координаты Z синтезирована на основе методики представления синхронного серводвигателя с постоянными магнитами на роторе как объекта управления (2), методики синтеза САУ по идеологии систем подчинённого регулирования, а также систем операторных уравнений (3) и (4).

Рисунок 3
На рисунке 3 изображена структурная схема автономного сепаратного канала линейной интерполирующей координаты Z. Указанная структурная схема включает в себя звенья, учитывающие упругие, инерционные, диссипативные процессы в серводвигателе подачи, передаточных и исполнительных механизмов линейной интерполирующей координаты Z; контур стабилизации тока серводвигателя подачи; контур стабилизации частоты вращения вала серводвигателя подачи и контур положения шпиндельной бабки. Элементы, показанные на рисунке 3 пунктиром, учитывают наличие противовеса, обеспечивающего разгрузку по массе подвижного органа (шпиндельной бабки).
На рисунке 3 обозначены: ![]() – электромагнитная постоянная времени серводвигателя,
– электромагнитная постоянная времени серводвигателя, ![]() – индуктивность статорной обмотки,
– индуктивность статорной обмотки, ![]() – активное сопротивление статорной обмотки;
– активное сопротивление статорной обмотки; ![]() ,
, ![]() – число фаз статора серводвигателя,
– число фаз статора серводвигателя, ![]() – число пар полюсов,
– число пар полюсов, ![]() – потокосцепление, создаваемое постоянными магнитами на роторе,
– потокосцепление, создаваемое постоянными магнитами на роторе, ![]() – ток статорной обмотки серводвигателя;
– ток статорной обмотки серводвигателя; ![]() – коэффициент передачи датчика тока;
– коэффициент передачи датчика тока; ![]() – коэффициент передачи датчика скорости (энкодера, встроенного в серводвигатель);
– коэффициент передачи датчика скорости (энкодера, встроенного в серводвигатель); ![]() – коэффициент передачи датчика положения шпиндельной бабки (фотооптической линейки);
– коэффициент передачи датчика положения шпиндельной бабки (фотооптической линейки); ![]() – коэффициент передачи силового преобразователя,
– коэффициент передачи силового преобразователя, ![]() – постоянная времени силового преобразователя;
– постоянная времени силового преобразователя; ![]() – передаточная функция корректирующего регулятора контура тока;
– передаточная функция корректирующего регулятора контура тока; ![]() – передаточная функция корректирующего регулятора контура скорости;
– передаточная функция корректирующего регулятора контура скорости; ![]() – передаточная функция корректирующего регулятора контура положения;
– передаточная функция корректирующего регулятора контура положения; ![]() – изображение тока серводвигателя;
– изображение тока серводвигателя; ![]() – изображение сигнала задания положения шпиндельной бабки;
– изображение сигнала задания положения шпиндельной бабки; ![]() – изображение положения шпиндельной бабки в рабочем пространстве станка;
– изображение положения шпиндельной бабки в рабочем пространстве станка; ![]() – изображение отклонения шпиндельной бабки от заданного положения за счёт выборки зазора ШВП и упругих деформаций;
– изображение отклонения шпиндельной бабки от заданного положения за счёт выборки зазора ШВП и упругих деформаций; ![]() – изображение силового возмущающего воздействия на шпиндельную бабку, которое создаёт момент на ходовом винте превышающий момент трогания ШВП.
– изображение силового возмущающего воздействия на шпиндельную бабку, которое создаёт момент на ходовом винте превышающий момент трогания ШВП.
Реализация возможности моделирования межканальных связей линейных интерполирующих координат через несущие элементы станка, требует рассмотрения каждого автономного сепаратного канала с позиций формирования собственной помехи линейной интерполирующей координатой и реакции подвижного органа линейной интерполирующей координаты на внешние силовые возмущающие воздействия.
Структурная схема канала реакции линейной интерполирующей координаты X на внешние возмущающие воздействия изображена на рисунке 4, где ![]() – колебательное звено, учитывающее упругие свойства ШВП;
– колебательное звено, учитывающее упругие свойства ШВП; ![]() – коэффициент, устанавливающий связь между внешним силовым возмущающим воздействием и отклонением стола от заданного положения, в результате упругих деформаций ШВП;
– коэффициент, устанавливающий связь между внешним силовым возмущающим воздействием и отклонением стола от заданного положения, в результате упругих деформаций ШВП; ![]() – изображение внешнего силового возмущающего воздействия на стол;
– изображение внешнего силового возмущающего воздействия на стол; ![]() – изображение внешнего силового возмущающего воздействия на выходе колебательного звена
– изображение внешнего силового возмущающего воздействия на выходе колебательного звена ![]() ;
; ![]() – изображение отклонения стола от заданного положения за счёт упругих деформаций ШВП;
– изображение отклонения стола от заданного положения за счёт упругих деформаций ШВП; ![]() – изображение силового возмущающего воздействия на стол, которое создаёт момент на ходовом винте превышающий момент трогания ШВП.
– изображение силового возмущающего воздействия на стол, которое создаёт момент на ходовом винте превышающий момент трогания ШВП.

Рисунок 4
Структурно, каналы реакции линейных интерполирующих координат Y и Z на внешние силовые возмущающие воздействия полностью аналогичны каналу реакции линейной интерполирующей координаты X.
Собственная помеха линейной интерполирующей координаты возникают при перемещении подвижного узла этой координаты и обусловлена неидеальностью геометрии элементов ШВП, направляющих, наличием на направляющих посторонних твёрдых частиц (загрязнений), а также другими неучтёнными факторами.
В процессе сравнения, и статистической обработки результатов экспериментов, согласно положениям теории инженерного эксперимента, было предложено представлять собственную помеху ![]() в виде суммы двух составляющих:
в виде суммы двух составляющих: ![]() .
.
- составляющая ![]() обусловлена влиянием упругих деформаций элементов ШВП в процессе разгона/торможения серводвигателя подачи, указанная составляющая собственной помехи
обусловлена влиянием упругих деформаций элементов ШВП в процессе разгона/торможения серводвигателя подачи, указанная составляющая собственной помехи ![]() моделируется колебательным звеном передаточной функцией:
моделируется колебательным звеном передаточной функцией:
![]() .
.
- составляющая ![]() обусловлена геометрической неидеальностью направляющих, ШВП, наличием между ними загрязнений и другими случайными факторами.
обусловлена геометрической неидеальностью направляющих, ШВП, наличием между ними загрязнений и другими случайными факторами.
Данная составляющая может быть представлен в виде сигнала ![]() , амплитуда
, амплитуда ![]() (генеральная совокупность) которого изменяется во времени случайным образом и имеет нормальный закон распределения:
(генеральная совокупность) которого изменяется во времени случайным образом и имеет нормальный закон распределения:
 .
.
С целью синтеза генератора составляющей ![]() собственной помехи
собственной помехи ![]() , путём статистической обработки экспериментально полученных осциллограмм, были найдены функциональные зависимости
, путём статистической обработки экспериментально полученных осциллограмм, были найдены функциональные зависимости ![]() и
и ![]() , в которых введены следующие обозначения:
, в которых введены следующие обозначения: ![]() – среднее значение амплитуды сигнала составляющей
– среднее значение амплитуды сигнала составляющей ![]() собственной помехи
собственной помехи ![]() ;
; ![]() – частота сигнала составляющей
– частота сигнала составляющей ![]() собственной помехи
собственной помехи ![]() ;
; ![]() – линейная скорость перемещения стола.
– линейная скорость перемещения стола.
Математическую модель формирования составляющих собственной помехи линейной интерполирующей координаты X иллюстрирует структурная схема на рисунке 5, на которой обозначены: ![]() – изображение угловой скорости вращения вала серводвигателя электропривода подачи стола;
– изображение угловой скорости вращения вала серводвигателя электропривода подачи стола; ![]() – изображение углового ускорения вращения вала серводвигателя электропривода подачи стола;
– изображение углового ускорения вращения вала серводвигателя электропривода подачи стола; ![]() – изображение собственной помехи линейной интерполирующей координаты X;
– изображение собственной помехи линейной интерполирующей координаты X; ![]() – изображение составляющей собственной помехи
– изображение составляющей собственной помехи ![]() , которая обусловлена влиянием упругих деформаций элементов ШВП в процессе разгона/торможения серводвигателя подачи стола;
, которая обусловлена влиянием упругих деформаций элементов ШВП в процессе разгона/торможения серводвигателя подачи стола; ![]() – изображение составляющей собственной помехи
– изображение составляющей собственной помехи ![]() , которая обусловлена геометрической неидеальностью направляющих, ШВП, наличием между ними загрязнений;
, которая обусловлена геометрической неидеальностью направляющих, ШВП, наличием между ними загрязнений; ![]() – среднее значение амплитуды сигнала составляющей
– среднее значение амплитуды сигнала составляющей ![]() собственной помехи
собственной помехи ![]() ;
; ![]() – частота сигнала составляющей
– частота сигнала составляющей ![]() собственной помехи
собственной помехи ![]() ;
; ![]() – изображение положения стола в рабочем пространстве станка. Звенья с передаточными функциями
– изображение положения стола в рабочем пространстве станка. Звенья с передаточными функциями ![]() реализуют операцию дифференцирования. Функциональный блок abs выделяет абсолютное значение сигнала.
реализуют операцию дифференцирования. Функциональный блок abs выделяет абсолютное значение сигнала.
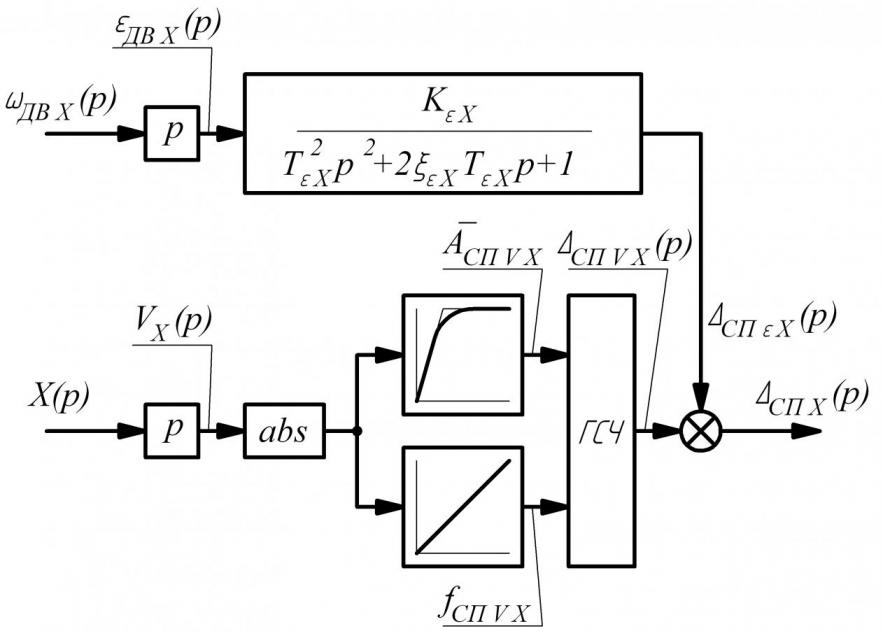
Рисунок 5
Математическая модель формирования составляющих собственной помехи линейной интерполирующей координаты Y структурно полностью аналогична математической модели формирования составляющих собственной помехи линейной интерполирующей координаты X.
Разгон/торможение в процессе перемещения шпиндельной бабки способствует возникновению сильных гармонических колебаний противовеса преимущественно в вертикальной плоскости. Это обусловлено тем, что груз, подвешенный на двух тросах, соединённых с подвижным органом Z, являет собой по существу пружинный маятник. Поэтому, очевидно, что имеет место быть составляющая ![]() собственной помехи
собственной помехи ![]() , вызванная колебаниями противовеса.
, вызванная колебаниями противовеса.
Представляя противовес в виде пружинного маятника, получим выражение математической модели формирования составляющей ![]() :
:
![]() .
.
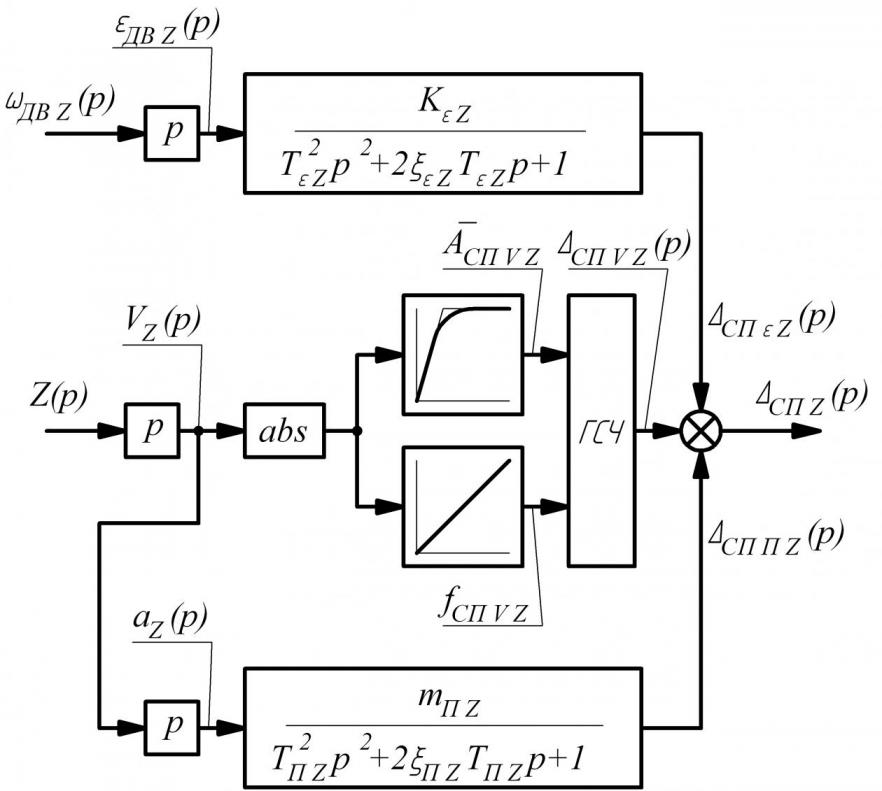
Рисунок 6
Структурная схема формирования составляющих собственной помехи линейной интерполирующей координатой Z представлена на рисунке 6, на которой обозначены: ![]() – изображение угловой скорости вращения вала серводвигателя электропривода подачи шпиндельной бабки;
– изображение угловой скорости вращения вала серводвигателя электропривода подачи шпиндельной бабки; ![]() – изображение углового ускорения вращения вала серводвигателя электропривода подачи шпиндельной бабки;
– изображение углового ускорения вращения вала серводвигателя электропривода подачи шпиндельной бабки; ![]() – изображение собственной помехи линейной интерполирующей координаты Z;
– изображение собственной помехи линейной интерполирующей координаты Z; ![]() – изображение составляющей собственной помехи
– изображение составляющей собственной помехи ![]() , которая обусловлена влиянием упругих деформаций элементов ШВП в процессе разгона/торможения серводвигателя подачи шпиндельной бабки;
, которая обусловлена влиянием упругих деформаций элементов ШВП в процессе разгона/торможения серводвигателя подачи шпиндельной бабки; ![]() – изображение составляющей собственной помехи
– изображение составляющей собственной помехи ![]() , которая обусловлена геометрической неидеальностью направляющих, ШВП, наличием между ними загрязнений;
, которая обусловлена геометрической неидеальностью направляющих, ШВП, наличием между ними загрязнений; ![]() – изображение составляющей собственной помехи
– изображение составляющей собственной помехи ![]() , вызванной колебаниями противовеса шпиндельной бабки;
, вызванной колебаниями противовеса шпиндельной бабки; ![]() – среднее значение амплитуды сигнала составляющей
– среднее значение амплитуды сигнала составляющей ![]() собственной помехи
собственной помехи ![]() ;
; ![]() – частота сигнала составляющей
– частота сигнала составляющей ![]() собственной помехи
собственной помехи ![]() ;
; ![]() – изображение линейной скорости перемещения шпиндельной бабки;
– изображение линейной скорости перемещения шпиндельной бабки; ![]() – изображение линейного ускорения перемещения шпиндельной бабки;
– изображение линейного ускорения перемещения шпиндельной бабки; ![]() – изображение положения салазок в рабочем пространстве станка. Звенья с передаточными функциями
– изображение положения салазок в рабочем пространстве станка. Звенья с передаточными функциями ![]() реализуют операцию дифференцирования. Функциональный блок abs выделяет абсолютное значение сигнала.
реализуют операцию дифференцирования. Функциональный блок abs выделяет абсолютное значение сигнала.
При синтезе многосвязанной модели формирования погрешности положения инструмента в рабочем пространстве станка учитывались конструктивные особенности взаимного механического соединения линейных интерполирующих координат станка.
Силовые возмущающие воздействия от УАСИ были определены экспериментально на разных этапах технологической операции автоматической смены инструмента. В результате чего можно выделить четыре источника силовых возмущающих воздействий: ![]() – от захвата инструментов рукой,
– от захвата инструментов рукой, ![]() – от схода руки с инструментов,
– от схода руки с инструментов, ![]() – от выема инструментов,
– от выема инструментов, ![]() – от посадки инструментов.
– от посадки инструментов.
Система операторных уравнений, отражающая взаимную связь автономных сепаратных каналов и УАСИ:
 . (5)
. (5)
В (5) дифференцирующие звенья ![]() -
-![]() учитывают взаимосвязь линейных интерполирующих координат обрабатывающего центра через несущие конструкции, а именно:
учитывают взаимосвязь линейных интерполирующих координат обрабатывающего центра через несущие конструкции, а именно: ![]() – учёт взаимной механической связи линейных интерполирующих координат X и Y (Y и X),
– учёт взаимной механической связи линейных интерполирующих координат X и Y (Y и X), ![]() – учёт взаимной механической связи линейных интерполирующих координат X и Z (Z и X),
– учёт взаимной механической связи линейных интерполирующих координат X и Z (Z и X), ![]() – учёт взаимной механической связи линейных интерполирующих координат Y и Z (Z и Y). Воздействие силового возмущения от УАСИ
– учёт взаимной механической связи линейных интерполирующих координат Y и Z (Z и Y). Воздействие силового возмущения от УАСИ ![]() на линейные интерполирующие координаты X, Y через несущие конструкции обрабатывающего центра учитывается дифференцирующими звеньями
на линейные интерполирующие координаты X, Y через несущие конструкции обрабатывающего центра учитывается дифференцирующими звеньями ![]() ,
, ![]() и
и ![]() соответственно.
соответственно.
Многосвязанная модель формирования погрешностей положения инструмента в рабочем пространстве станка, синтезированная с применением системы операторных уравнений (5), показана на рисунке 7. Блок «X» включает в себя автономный сепаратный канал линейной интерполирующей координаты X, канал реакции линейной интерполирующей координаты X на внешние возмущающие воздействия, канал формирования составляющих собственной помехи линейной интерполирующей координаты X. Состав блоков «Y» и «Z» аналогичен блоку «X».
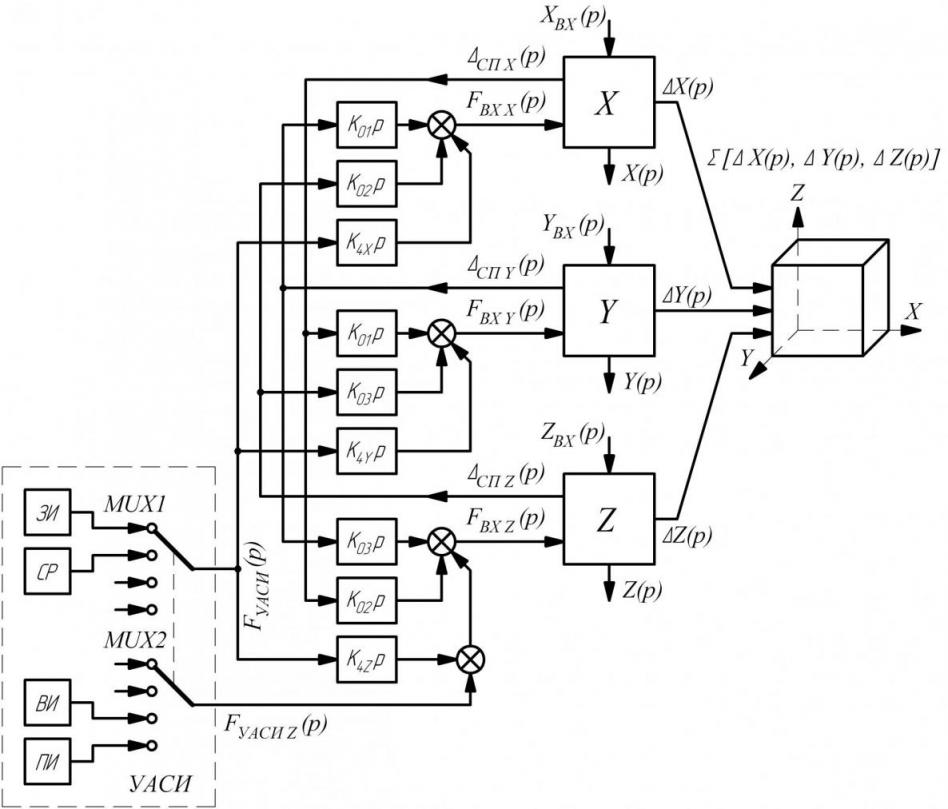
Рисунок 7
В третьей главе с использованием многосвязанной модели, структурная схема которой изображена на рисунке 7, осуществляется имитационное моделирование формирования погрешности положения инструмента в рабочем пространстве станка при отработке линейной интерполяции; при воздействии на подвижные органы (стол, салазки, шпиндельная бабка) внешнего динамического силового возмущающего воздействия; при технологическом процессе шлифования с осцилляцией шпиндельной бабкой; при технологической операции автоматической смены инструмента.
Исследование возникновения погрешности положения инструмента в рабочем пространстве станка при отработке круговой и линейной видов интерполяций позволило вывести критерий формирования ошибки положения стола и салазок при отработке линейной и круговой интерполяции. Указанный критерий позволяет установить аналитическую зависимость между абсолютным максимальным значением составляющей собственной помехи линейной интерполирующей координаты и угловым ускорением вращения вала серводвигателя подачи подвижного органа линейной интерполирующей координаты, а также линейной скоростью перемещения подвижного органа линейной интерполирующей координаты.
Результаты экспериментов и моделирования показали следующие результаты: для участка разгона/торможения вала серводвигателя подачи допустимый диапазон изменения ускорений (0-1,5 м/c2). При ускорении 1,5 м/c2 для линейной интерполирующей координаты X, максимальное отклонение салазок от заданного положения составило – 1,8 мкм, шпиндельной бабки – 0,6 мкм. При ускорении 1,5 м/c2 для линейной интерполирующей координаты Y, максимальное отклонение стола от заданного положения составило – 1,1 мкм, шпиндельной бабки – 0,8 мкм.
При движении стола со скоростью 5400 мм/мин, максимальное отклонение салазок от заданного положения составило – 2,3 мкм, шпиндельной бабки – 0,4 мкм. Движение салазок со скоростью 5400 мм/мин, взывает максимальное отклонение стола от заданного положения – 1,5 мкм, шпиндельной бабки – 0,8 мкм.
Проведённый анализ формирования погрешности положения инструмента в рабочем пространстве станка при воздействии на подвижные органы внешнего динамического силового возмущающего воздействия позволил найти допустимый диапазон максимальных значений динамической составляющей силы резания ![]() , в котором сохраняется заявленный класс точности C, а также область резонансных частот, лежащие в диапазоне 50…100 Гц.
, в котором сохраняется заявленный класс точности C, а также область резонансных частот, лежащие в диапазоне 50…100 Гц.
Результатом изучения законов формирования ошибки положения инструмента в рабочем пространстве станка при осцилляции шпиндельной бабкой является разработка способов уменьшения силовых возмущающих воздействий от противовеса в режиме осцилляции и, как следствие, обеспечение требуемых точностных показателей обрабатывающего центра.
Путём исследования возмущающих воздействий от УАСИ была доказана необходимость применения САУ УАСИ, осуществляющая режим «мягкая смена инструмента». В указанном режиме управление электроприводом УАСИ осуществляется специально разработанной системой, которая обеспечивает плавное замедление перемещения руки при захвате, выеме, посадке инструмента и при сходе руки с инструмента.
В режиме «мягкая смена инструмента» в десятки раз снижается максимальное отклонение рабочих органов линейных интерполирующих координат X, Y и Z по сравнению с традиционным режимом автоматической смены инструмента.
В аварийном режиме автоматической смены инструмента применение САУ УАСИ позволило снизить приблизительно в 90 раз максимальное отклонение рабочего органа линейной интерполирующей координаты Z.
В четвёртой главе получены критерии формирования траекторий перемещения формообразующих линейных интерполирующих координат X и Y для линейной и круговой видов интерполяций. Критерии позволяют определить значения угловых ускорений серводвигателей подач и линейных скоростей перемещения подвижных узлов, при которых обеспечивается заявленный класс точности C.
Максимальная ошибка положения стола при отработке линейной интерполяции линейными интерполирующими координатами Y и/или Z и установившейся частоте вращения вала серводвигателя подачи (Y и Z):
![]() . (6)
. (6)
Уравнение (6) справедливо для следующих диапазонов изменения линейных скоростей перемещения салазок и шпиндельной бабки: ![]() ,
, ![]() .
.
Максимальная ошибка положения стола при отработке линейной интерполяции линейными интерполирующими координатами Y и/или Z и разгоне/торможении серводвигателя подачи (Y и Z):
 . (7)
. (7)
Уравнение (7) справедливо для следующих диапазонов установившихся линейных скоростей перемещения салазок и шпиндельной бабки: ![]() ,
, ![]() .
.
Максимальная ошибка положения салазок при отработке линейной интерполяции линейными интерполирующими координатами X и/или Z и установившейся частоте вращения вала серводвигателя подачи (X и Z):
![]() . (8)
. (8)
Уравнение (8) справедливо для следующих диапазонов изменения линейных скоростей перемещения стола и шпиндельной бабки: ![]() ,
, ![]() .
.
Максимальная ошибка положения салазок при отработке линейной интерполяции линейными интерполирующими координатами X и/или Z и разгоне/торможении серводвигателя подачи (X и Z):
 . (9)
. (9)
Уравнение (9) справедливо для следующих диапазонов установившихся линейных скоростей перемещения стола и шпиндельной бабки: ![]() ,
, ![]() .
.
Абсолютное значение максимальной ошибки положения стола при отработке круговой интерполяции линейными интерполирующими координатами (X и Y):
 . (10)
. (10)
Абсолютное значение максимальной ошибки положения салазок при отработке круговой интерполяции линейными интерполирующими координатами (X и Y):
 . (11)
. (11)
Уравнения (10) и (11) справедливы, если в процессе отработки круговой интерполяции не выполняется условие: ![]() .
.
Анализ и моделирование возмущающих факторов в процессе отработки технологической операции автоматической смены инструмента позволили синтезировать алгоритмы перемещения руки механизма смены инструмента, при которых возмущающие воздействия от УАСИ не оказывают существенного влияния на эксплуатационную надёжность станка по точности.
Работа выполнена на кафедре «Электропривод и промышленная автоматика» Самарского государственного технического университета в период обучения в аспирантуре с 2006 по 2009 г.
Заключение
Основные научные и практические результаты, достигнутые в работе, заключаются в следующем:
- На основании теоретического и экспериментального анализа конструкции обрабатывающего центра; САУ линейными интерполирующими координатами; физических процессов механической части линейных интерполирующих координат впервые была синтезирована модель формирования погрешности положения инструмента в рабочем пространстве станка. Перспективными направлениями применения указанной модели, являются совершенствование механических узлов координатно-расточного станка и разработка принципиально-новых САУ интерполирующими координатами.
- Разработана математическая модель формирования возмущающего воздействия от технологической операции автоматической смены инструмента.
- Найдены критерии, на основании которых выбираются максимально-допустимые значения линейной скорости перемещения подвижного узла линейной интерполирующей координаты Z, расстояния осцилляции, при отработке технологического процесса шлифования с осцилляцией шпиндельной бабкой. Указанные значения ограничены максимальной ошибкой положения подвижных органов формообразующих линейных интерполирующих координат (стола и салазок), которая не должна превышать
 для класса точности C.
для класса точности C. - Найдены критерии, на основании которых выбираются значения углового ускорения серводвигателей подач и линейной скорости перемещения подвижных органов линейных интерполирующих координат для случаев отработки линейной и круговой видов интерполяций, при которых максимальная ошибка положения стола, салазок и шпиндельной бабки не превышает
 .
. - Разработана САУ механизмом смены инструмента, позволяющая, при незначительном увеличении времени автоматичной смены инструмента, повысить эксплуатационную надёжность обрабатывающего центра в среднем на 45% и безопасность обслуживающего персонала.
СПИСОК ПУБЛИКАЦИЙ ПО ТЕМЕ ДИССЕРТАЦИИ
- Пешев Я.И. Повышение динамической точности положения инструмента в рабочем пространстве станка типа обрабатывающий центр [текст] / Пешев Я.И., Лысов В.Е. // СТИН. – 2009. – №10. – С. 13-16.
- Пешев Я.И. Анализ формирования погрешностей в положении инструмента координатно-расточного станка [текст] / Пешев Я.И. // Вестник Самар. гос. техн. ун-та. Сер. «Технические науки». – 2008. – №2 (22). – С. 172-176.
- Пешев Я.И. Компенсация динамической погрешности положения инструмента в рабочем пространстве станка типа «обрабатывающий центр» [текст] / Пешев Я.И., Лысов В.Е. // Вестник Самар. гос. техн. ун-та. Сер. «Технические науки». – 2009. – №1 (23). – С. 221-224.
- Пешев Я.И. Адаптивное обеспечение точности обрабатывающего центра 2440СМФ4 [текст] / Пешев Я.И., Лысов В.Е. // Радиоэлектроника, электротехника и энергетика. Тринадцатая: Тез. докл. Междунар. науч.-техн. конф. студентов и аспирантов. 1 – 2 марта 2007 г.: В 3-х т. – Т.2. – М., 2007. – 556 c.
- Пешев Я.И. Разработка алгоритма управления устройством автоматической смены инструмента обрабатывающего центра 2440СМФ4 [текст] / Пешев Я.И. // Автоматизация технологических процессов и производственный контроль: Сб. докл. Междунар. науч.-техн. конф. 23-25 мая. Ч.II. – Тольятти: ТГУ, 2006. – С. 60-63.
- Пешев Я.И. Система управления электроприводом механизма смены инструмента обрабатывающего центра. Проблемы автоматизированного электропривода [текст] / Пешев Я.И., Лысов В.Е. // Вестник Национального технического ун-та «Харьковский политехнический институт». – Харьков: НТУ «XПИ». – 2008. – №30. – 646 с.
Автореферат отпечатан с разрешения диссертационного совета Д212.217.03 ГОУ ВПО «Самарский государственный технический университет»
(протокол №15 от 22 ноября 2010 г.)
Тираж 100 экз. Заказ №93
Отпечатано на ризографе.
ГОУ ВПО «Самарский государственный технический университет»
Отдел типографии и оперативной полиграфии
443100, г. Самара, ул. Молодогвардейская, 244