

Автоматизация технологического и организационного управления в литейном производстве на основе интеллектуализации синтеза и анализа технологических процессов и оборудования
![]() На правах рукописи
На правах рукописи
УДК 621.744.43
Блинников Александр Евгеньевич
АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКОГО И ОРГАНИЗАЦИОННОГО УПРАВЛЕНИЯ В ЛИТЕЙНОМ ПРОИЗВОДСТВЕ НА ОСНОВЕ ИНТЕЛЛЕКТУАЛИЗАЦИИ СИНТЕЗА И АНАЛИЗА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ И ОБОРУДОВАНИЯ
Специальности:
05.13.06 – Автоматизация и управление технологическими
процессами и производствами (машиностроение)
05.16.04 – Литейное производство
Автореферат
диссертации на соискание ученой степени
доктора технических наук
Москва – 2011
Работа выполнена в Московском государственном техническом университете им. Н.Э. Баумана
Научный консультант: доктор технических наук, профессор
Рыбкин Валерий Аверьянович
Официальные оппоненты: доктор технических наук, профессор
Евгенев Георгий Борисович
доктор технических наук, профессор
Матвеенко Иван Владимирович
доктор технических наук, профессор
Феофанов Александр Николаевич
Ведущая организация - ФГОУ ВПО "Госуниверситет - УНПК"
Защита состоится г. в на заседании диссертационного совета Д 212.141.06 в Московском государственном техническом университете им. Н.Э. Баумана по адресу: 105005, г. Москва, 2-я Бауманская ул., д. 5.
Ваш отзыв на автореферат в одном экземпляре, заверенный печатью, просим направить по указанному адресу.
С диссертацией можно ознакомиться в библиотеке МГТУ им. Н.Э. Баумана.
Телефон для справок (8499) 267-09-63.
Автореферат разослан " ______ " ____________ 2011 г.

Ученый секретарь диссертационного
совета доктор технических наук, доцент ________________ Михайлов В.П.
Подписано к печати Заказ №
Объем 2,0 п.л. Тираж 100 экз.
Типография МГТУ им. Н.Э. Баумана
Общая характеристика работы
Актуальность проблемы. Современное состояние литейного производ-ства (ЛП) включает требование интенсивного развития технологических процессов и оборудования (ТПО), которые должны отличаться более высокими, по сравнению с существующими, параметрами и показателями качества, малыми сроками, необходимыми для проектирования и изготовления, учитывать конкретные условия производства. Особое место, при этом, отводится проблеме качества отливок, которое, во многих случаях, при несомненных достижениях в области ЛП, остается невысоким.
Предъявляемые требования определяют актуальность разработки новых методов автоматизации технологического и организационного управления (ТОУ) в ЛП, в частности, включающих возможность структурно-параметри-ческого синтеза и анализа ТПО, базирующихся на применении современных методов и средств обработки данных, ориентированных на повышение качества отливок, производительности, надежности, эффективности проекти-рования и эксплуатации литейного оборудования.
Наиболее актуальным решение указанных задач является для основных видов производства отливок в России - из серого чугуна в разовые песчано-глинистые формы (ПГФ) на автоматических литейных линиях (АЛЛ) и конвейерах и из алюминиевых сплавов методом литья под давлением (ЛПД). Преобладающие объемы указанных видов производств отливок при низких коэффициентах технического использования оборудования (до 0,43 для некоторых АЛЛ) и высокой дефектности отливок (до 39 % для отдельных производств) обусловливает значительные финансовые потери.
Существующая практика решения задач автоматизации ТОУ в системах технической подготовки и реализации ЛП, базируется на использовании традиционных методов формализованного описания объектов исследования, характеризующихся сложностью, отсутствием возможности учета трудно-формализуемых факторов и выявления скрытых закономерностей, влияющих на их функционирование в конкретных условиях, что не удовлетворяет современным требованиям.
В системе реализации ЛП, во многих случаях, практика автоматизации ТОУ полностью отсутствует. В периоды внезапного проявления повышенной дефектности отливок или отказов оборудования решения формируются на основе опыта персонала, который вынужден действовать интуитивно, вручную, ограничивая качество управления в силу своей компетенции и физических возможностей.
Ситуация осложняется самим характером ЛП, отличающимся высокой системной сложностью, наличием большого числа взаимодействующих между собой образцов оборудования, материалов, находящихся в различных агрегатных состояниях, вариативностью и необходимостью параллельной реализации различных физико-химических процессов, что не позволяет формировать адекватные формализованные описания исследуемых объектов для конкретных условий производства с применением традиционных методов.
Повышение качества решения задач ТОУ в ЛП возможно на основе применения новых информационных технологий, включающих интеллекту-альные методы формализованного описания ТПО и обработки данных, позволяющих формировать новые знания об объектах иследования для совершенствования процессов автоматизации ТОУ.
Отечественные ученые Баландин Г.Ф., Беликов О.А., Васильев В.А., Воронин Ю.Ф., Кабалдин Ю.Г., Корнюшкин О.А., Рыбкин В.А., Семенов В.И., Тихомиров М.Д., Трухов А.П. и другие внесли существенный вклад в развитие информатизации ЛП, что послужило основой создания на этой базе новых методов повышения его эффективности и подтверждает важность данного направления исследований.
Таким образом, задача автоматизации ТОУ в ЛП на основе приме-нения современных средств информатизации, внедрении автомати-зированных систем, имеет важное научное и практическое значение и является актуальной.
Цель и задачи исследований. Целью настоящей работы является повышение качества отливок, производительности, надежности, эффектив-ности проектирования и эксплуатации АЛЛ на базе разработки и реализации новых методов автоматизации ТОУ в ЛП, основанных на интеллектуализации структурно-параметрического синтеза и анализа ТПО. Для достижения поставленной цели сформулированы следующие основные задачи.
1. Теоретическое обоснование методологической основы эксперименталь-ных исследований ТПО, разработка и реализация на этой базе комплексных методов натурного и машинного эксперимента с применением процедур интел-лектуальной обработки данных (ИОД), позволяющих получать новую адекват-ную информацию о параметрах и свойствах объектов исследования.
2. Экспериментальные и теоретические исследования ТПО для создания информационной базы, являющейся основой интеллектуализации структурно-параметрического синтеза и анализа.
3. Разработка и реализация системных методов синтеза и анализа математических моделей с применением процедур ИОД, позволяющих формировать адекватные формализованные описания объектов исследования и выявлять на этой основе новые свойства ТПО, закономерности проявления дефектов в отливках, в зависимости от параметров реализуемых технологи-ческих процессов (ТП) и функционирования литейного оборудования.
4. Исследование дефектов отливок, влияющих на них параметров ТПО и внешней среды, создание и применение на этой базе теоретических и методологических основ интеллектуализации структурно-параметрического синтеза и анализа ТПО, включающих диагностику и устранение дефектов отливок для конкретных условий в системах подготовки и реализации производства.
5. Разработка и реализация теоретических и методологических основ интеллектуализации синтеза и анализа, включающих новые алгоритмы формирования параметров, структурно-компоновочных схем (СКС), решения задач структурной и параметрической оптимизации, прогнозирования состояний ТПО.
6. Разработка и применение автоматизированной системы синтеза и анализа ТП, функционирующей на базе ИОД, ориентированной на решение задач оперативной диагностики и устранения дефектов отливок.
7. Разработка и применение практических рекомендаций по реализации методов интеллектуализации структурно-параметрического синтеза и анализа ТПО на основе созданного информационного, математического, алгоритми-ческого и программного обеспечения.
Объект и предмет исследований. Основными объектами исследований являются ТП производства отливок из алюминиевых сплавов методом ЛПД и серого чугуна в ПГФ на АЛЛ, собственно АЛЛ. Предметом исследований яв-ляются методы информатизации процессов формирования технологических и конструкторских решений, включающие соответствующее информационное, математическое, алгоритмическое и программное обеспечение.
Научная новизна полученных результатов.
1. Теоретически обоснована и экспериментально подтверждена возмож-ность повышения качества отливок, производительности, надежности, эф-фективности проектирования и эксплуатации литейного оборудования на ос-нове разработанных и реализованных научных и методологических положе-ний автоматизации ТОУ в ЛП, базирующихся на применении процедур ИОД для решения задач структурно-параметрического синтеза и анализа ТПО.
2. Предложены алгоритмы, на основе которых разработаны новые методы структурно-параметрического синтеза и анализа ТПО в системах техничес-кой подготовки и реализации ЛП.
3. Разработаны новые методы синтеза и анализа нейросетевых математи-ческих моделей (НСММ) ТПО ЛП, включающие возможность моделиро-вания дефектов отливок и выявления причинно-следственных законо-мерностей их проявления.
4. Разработаны адекватные НСММ ТПО, дефектов отливок, отличающиеся возможностями учета трудноформализуемых факторов и выявления скрытых закономерностей, влияющих на функционирование объектов моделирова-ния.
5. Выявлены новые причинно-следственные закономерности прояв-ления дефектов отливок, в зависимости от параметров реализуемых ТП и используемого оборудования, конкретных условий производства и внешней среды.
6. Предложены алгоритмы, на основе которых разработаны новые методы анализа дефектов отливок, включающие возможности их оперативной диаг-ностики и устранения.
7. Предложены алгоритмы, на основе которых созданы новые методы ре-шения задач оптимизации, выявления новизны и прогнозирования состояний ТПО.
8. Решены задачи формирования информационной базы для реализации методов интеллектуализации синтеза и анализа ТПО - унифицированных модулей АЛЛ, вариантов параметров ТПО, внешней среды.
9. Решена задача объектно-ориентированного подхода к реализации методов интеллектуализации синтеза и анализа ТПО.
Методы исследований. В работе использован комплексный метод иссле-дований, включающий теоретический анализ и экспериментальное апробиро-вание формируемых решений в лабораторных и производственных условиях.
Основу комплексного метода исследований составляет ИОД, включающая пред- и постобработку данных, нейросетевые алгоритмы, алгоритмы формирования деревьев решений, нечеткую логику, реализуемые на базе широкого использования ПЭВМ.
Практическая ценность и реализация работы.
1. Разработка алгоритмов и программ, реализующих системные ме-тоды автоматизации ТОУ в ЛП на основе интеллектуализации струк-турно-параметрического синтеза и анализа ТП, на примере ЛПД и в ПГФ на АЛЛ, АЛЛ в системах технической подготовки и реализации конкретного ЛП, отличающихся снижением времени формирования решений, отсутствием необходимости строгого формализованного описания объектов исследования, простотой эмуляции на ЭВМ.
2. Повышение качества отливок, производимых из алюминиевых сплавов методом ЛПД и из серого чугуна в ПГФ на АЛЛ, на основе реализации разработанных методов интеллектуализации синтеза и анализа ТПО.
3. Снижение простоев, повышение производительности и надежнос-ти АЛЛ на основе реализации разработанных методов оперативной диагностики и устранения дефектов отливок, производимых в ПГФ на АЛЛ из серого чугуна, с учетом целевых установок пользователя, адекватного прогнозирования состояний АЛЛ, синтеза новых СКС АЛЛ из унифицированных модулей.
4. Снижение простоев оборудования ЛПД на основе применения разработанных методов оперативной диагностики и устранения дефектов отливок, производимых методом ЛПД, с учетом целевых установок пользователя.
5. Разработка автоматизированной советующей системы (АСС) синтеза и анализа параметров ТП ЛПД и в ПГФ на АЛЛ на основе нечеткой логики, ориентированной на решение задач оперативной диагностики и устранения дефектов отливок.
6. Применение объектно-ориентированного подхода и единого ме-тодологического языка для разработки информационного, алгорит-мического и программного обеспечения интеллектуализации структур-но-параметрического синтеза и анализа ТП ЛПД и в ПГФ на АЛЛ, АЛЛ.
7. Разработка инженерных методик структурно-параметрического синтеза и анализа ТП и АЛЛ на основе процедур ИОД в системах технической подготовки и реализации конкретного производства отливок методом ЛПД из алюминиевых сплавов и в ПГФ из серого чугуна на АЛЛ, которые приняты к внедрению в ОАО "Орелтекмаш", ООО "Завод им. Медведева – Литейный завод", ОАО "Мценский литейный завод", ОАО "Ливгидромаш" с суммарным экономическим эффектом 2850 тыс. руб. в год.
Основные положения, выносимые на защиту.
1. Методы и результаты автоматизации ТОУ в ЛП на основе интеллектуализации структурно-параметрического синтеза и анализа ТП ЛПД и в ПГФ на АЛЛ, АЛЛ, ориентированные на использование в системах технической подготовки и реализации ЛП.
2. Методы и результаты математического моделирования дефектов отливок, ТП ЛПД и в ПГФ на АЛЛ, АЛЛ, реализуемые на основе применения статических и динамических нейронных сетей.
3. Причинно-следственные закономерности проявления дефектов в отливках и методы их формирования на основе интеллектуального анализа параметров реализуемых ТП и используемого оборудования, конкретных условий производства и внешней среды.
4. Методы и результаты диагностики и устранения дефектов отливок в конкретных условиях производства, реализуемые с применением разрабо-танной АСС синтеза и анализа ТП ЛПД и в ПГФ на АЛЛ на основе нечеткой логики.
5. Алгоритмы структурно-параметрического синтеза и анализа ТП ЛПД и в ПГФ на АЛЛ, АЛЛ основанные на реализации процедур ИОД и объектно-ориентированного подхода.
Апробация работы. По содержанию диссертационной работы был сделан ряд докладов на научно-технических конференциях различного уровня, в том числе:
- Региональной научно - практической конференции "Современные про-блемы российского общества: экономический, политический и духовный аспекты", ВЗФЭИ, г. Орел, 26 ноября 2004 г.;
- Научном семинаре кафедры МТ - 5 "Литейные технологии" МГТУ им. Н.Э.Баумана, г. Москва, 19 мая 2005 г.;
- Научном семинаре кафедры МТ - 5 "Литейные технологии" МГТУ им. Н.Э.Баумана, г. Москва, 20 марта 2006 г.;
- Международной научно-практической конференции "Информатизация и глобализация экономических процессов в XXI веке: теория и практика", г. Москва, 22 – 23 мая 2006 г.;
- V Всероссийской научно - технической конференции "Информационные
системы и модели в научных исследованиях, промышленности и экологии", г. Тула, 30 июня 2006 г.;
- Всероссийской научно - технической конференции "Приоритетные нап-равления развития науки и технологий", г. Тула, 21 ноября 2006 г.;
- Международной научно – практической конференции "Баландинские чтения", посвященной 80-летию со дня рождения Г.Ф. Баландина, г. Москва, 21 декабря 2006 г.;
- Научном семинаре кафедры МТ - 5 "Литейные технологии" МГТУ им. Н.Э.Баумана, г. Москва, 16 апреля 2007 г.
- VIII Всероссийском съезде литейщиков, г. Ростов на Дону, 23–27 апреля 2007 г.;
- Международном научно-практическом симпозиуме "Современные науко-емкие технологии: теория, эксперимент и практические результаты", г. Хур-гада (Египет) 14 - 20 апреля 2007 г.;
- Межрегиональной научно-практической конференции "Теория и практи-ка применения инновационных технологий в условиях становления социально-ориентированной экономики", г. Орел, 25 ноября 2008 г.;
- Межкафедральнм научном семинаре кафедр МТ-11 "Электронные технологии в машиностроении" и МТ-5 "Литейные технологии" МГТУ им. Н.Э.Баумана, г. Москва, 18 февраля 2010 г.
Публикации. По теме диссертационной работы опубликовано: статей в центральных научных рецензируемых изданиях и сборниках, входящих в "Перечень периодических научных и научно-технических изданий, выпус-каемых в РФ, в которых рекомендуется публикация основных результатов диссертации на соискание ученой степени доктора наук" – 12, статей в различных межвузовских и внутривузовских сборниках научно-технических трудов – 18.
Структура и объем диссертации. Диссертационная работа состоит из введения, шести глав, общих выводов по работе, списка использованных источников из 252 наименований и приложений, включает 312 страниц машинописного основного текста, содержит 161 рисунок, 81 таблицу. Общий объем работы составляет 491 страницу.
Основное содержание работы
Во введении приведены актуальность, основные научные и методологи-ческие направления решения задач автоматизации ТОУ в ЛП на основе интеллектуализации синтеза и анализа ТПО в системах технической подго-товки и реализации производства. Даны научная и практическая значимость проведенных исследований, сформулированы основные положения, выноси-мые на защиту.
1. Состояние вопроса автоматизации технологического и организационного управления в литейном производстве
Важным направлением развития автоматизации ТОУ в ЛП является развитие системной информатизации ТОУ на основе разработки и применения новых информационных технологий, ориентированных, в частности, на качественное решение задач синтеза и анализа ТПО.
В системе технической подготовки ЛП указанные задачи, в большинстве случаев, решаются в рамках различных систем автоматизированного проектирования (САПР). САПР ТП характеризуются возможностью синтеза и анализа типовых технологий с узкой специализацией по типу деталей, их размерам, используемым сплавам, способам литья. Синтез и анализ качественных ТП, включающих решение задач предварительной диагностики и устранения дефектов отливок, влияния конкретных условий производства на их качество не реализуется из-за высокой системной сложности ЛП в целом и использования традиционных методов формализации, не ориентированных на описание большого числа трудноформализуемых факторов. В САПР литейного оборудования существует недостаток автоматизированных методов решения задач синтеза и анализа. Разрозненные частные методики решения отдельных задач не базируются на системной организации, слабо связаны с проблематикой дефектности отливок и ограниченно ориентированы на применение ЭВМ.
В системе реализации ЛП решаемые задачи также не включают текущей диагностики и устранения дефектов отливок, анализа качества функциониро-вания оборудования. В основном реализуется статистический анализ дефек-тов отливок. Оперативные технологические, прогнозные, конструкторские и другие решения формируются практически без применения методов и средств автоматизации, что приводит к снижению качества отливок и эффек-тивности производства в целом. Характерным для большинства производств являются частые отклонения технологических параметров от требуемых, от-сутствие эффективной информатизации и системного подхода при ликвида-ции дефектов отливок, недостаточная квалификация персонала, низкий уро-вень организация труда.
Анализ существующей проблематики показывает, что одним из возмож-ных путей повышения уровня автоматизации ТОУ в ЛП и, на этой основе, повышения качества отливок, производительности, надежности, эффектив-ности проектирования и эксплуатации литейного оборудования является применение новых автоматизированных методов синтеза и анализа ТПО, базирующихся на использовании процедур ИОД.
В результате проведенного анализа сформулирована цель и поставлены задачи исследования.
2. Информационные и методологические основы интеллектуализации синтеза и анализа технологических процессов и оборудования
Информационными и методологическими основами интеллектуализации синтеза и анализа ТПО являются процедуры ИОД, которые рассматриваются как система средств и методов поиска полезных знаний в данных, формируемых традиционными способами. Разработаны и реализованы следующие основные алгоритмы ИОД:
1. Подготовка исходного набора данных - формирование обучающих последовательностей.
2. Предобработка исходных данных, ориентированная на повышение их достоверности и качества.
3. Поиск новых знаний и формирование решений на основе использо-вания:
- статических нейронных сетей (СНС) - многослойных персептронов;
- динамических нейронных сетей (ДНС) - сетей Хопфилда и Коско;
- самоорганизующихся карт (СК) - нейронных сетей (НС) Кохонена;
- деревьев решений;
- нечеткой логики.
4. Постобработка данных, ориентированная на представление резуль-татных данных в терминах для конечного пользователя.
3. Интеллектуализация синтеза и анализа формализованных описаний технологических процессов и оборудования
Интеллектуализация синтеза и анализа формализованных описаний ТПО включает исследования на примере производства отливок из алюминиевых сплавов методом ЛПД и из серого чугуна в ПГФ на АЛЛ, АЛЛ, разработку и реализацию на указанной основе алгоритмов:
- синтеза и анализа адекватности НСММ дефектов отливок и ТПО;
- кластеризации и классификации дефектов отливок и параметров ТПО;
- установления причинно-следственных закономерностей проявления де-фектов отливкок в зависимости от параметров ТПО, конкретных условий производства и внешней среды;
- анализа результатов формализации.
Разработка и оценка адекватности НСММ основана на процедурах формирования, обучения и декомпозиции СНС, на базе которых формируется НСММ, с учетом конкретных значений коэффициентов весомости синаптических связей, смещений и функций активации нейронов. НСММ представляет собой комплексное формализованное описание взаимосвязей различных технологических, технических, внеш-них, внутренних и других параметров, определяющих показатели качества ТПО и дефектности отливок. Разработанный метод моделирования позволяет синтезировать системные многомерные НСММ, включающие не только явные, но и скрытые закономерности функционирования, нетривиальные параметры ТПО на основе использования единого методо-логического подхода и математического языка.
Оценка адекватности модели, реализуется на основе анализа качества обучения СНС посредством оценки ошибок обучения, постобработки и анализа выходных данных в процессе симуляции сети, тестирования сети. На рис. 1 приведена обобщенная топологическая структура пятислойного сигмоидального персептрона, на базе которой формируется НСММ.
Рис. 1. Обобщенная структура пятислойного сигмоидального
персептрона
Обобщенная НСММ ТПО, формируемая на основе СНС, приведенной на рис. 1, имеет вид:
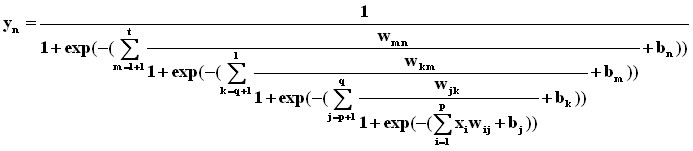 , (1)
, (1)
где x1, x2, …, xp - вектор входа, включающий значения факторов, влияющих на моделируемые ТПО;
yt+1, yn, …, yr – вектор выхода, включающий значения показателей качества моделируемых ТПО;
wij, wjk, wkm, wmn – текущие значения коэффициентов весомости синаптических связей при i = 1, 2,…, p; j = p + 1, p + 2,…, q; k = q + 1, q + 2,…, l; m = l + 1, l + 2,…, t; n = t + 1, t + 2,…, r. Значения p, q, l, t, r определяют число нейронов в каждом конкретном слое;
bj, bk, bm, bn – текущие значения смещений нейронов.
Пример НСММ дефектов отливок для ТП ЛПД, реализованной на базе двухслойной СНС одним выходом, сигмоидной функцией активации для обоих слоев нейронов и выходном нейроне № 7 приведен в (2).
 (2)
(2)
Пример НСММ дефектов отливок для ТП ЛПД, реализованной на базе двухслойной СНС с множественным выходом, сигмоидной функцией активации для обоих слоев нейронов и выходных нейронах №№ 7-12 приведен в (3). В (2) и (3) x1 – температура заливки металла, град. С, x2 –



 (3)
(3)


температура пресс-формы, град. С, x3 – площадь питателя, мм2, x4– время выдержки отливки в пресс-форме, с, yk - вид дефектов отливок, представляе-мых десятичным кодом.
Аргументы НСММ определяются результатами факторного и корреляци-онного анализа множества технологических и других параметров, в общем случае, включающего большее их число, по сравнению с учитываемыми в НСММ.
На рис. 2 приведены иллюстрации оценки адекватности НСММ дефектов отливок - зависимость ошибки обучения от числа выполненных циклов обучения сети для НСММ с одним (а) и множественным (б) выходами, реализующие точность обучения, равную 0,004766 и 0,016, что является удовлетворительным.
Дополнительно качество обучения СНС для НСММ оценивается путем реализации регрессионного анализа выходов сети и соответствующих целей. Рис. 3 иллюстрирует значения коэффициентов корреляции указанных аргу-ментов, близкие единице, что свидетельствует о высоком уровне адекватности НСММ.


а) б)
Рис. 2. Зависимость ошибки обучения от числа выполненных циклов
обучения сети для НСММ с одним (а) и множественным (б) выходами


а) б)
Рис. 3. Результаты регрессионного анализа нейронной сети для НСММ
с одним (а) и множественным (для одного нейрона) (б) выходами
Высокий уровень адекватности НСММ подтверждается значениями погрешностей выходов НС. Для приведенных НСММ значения абсолютной и относительной погрешностей соответственно:
- для НСММ с одним выходом 0,001 и 0,0015;
- для НСММ с множественным выходом (максимальные значения для вы-ходного нейрона) 0,0048 и 0,0246.
Синтез формализованных описаний АЛЛ реализуется на основе представления линии как системы, включающей набор основных и вспомогательных технологических агрегатов, соединенных в заданном порядке транспортными устройствами. Состав агрегатов и способы их компоновки определяются принятыми структурно-компоновочными отноше-ниями между ними.
Формализованное описание АЛЛ представляется в виде
M(S)={M(X),F(X),G(X),P(X)}, (4)
где ![]() , Е ={е1, е2,…,еm} = {ek},
, Е ={е1, е2,…,еm} = {ek}, ![]()
![]() ; X = {X1, X2,…,Xn}={Xi},
; X = {X1, X2,…,Xn}={Xi}, ![]() - структурное описание системы, представляющее совокупность ее функциональных элементов Е и структурных отношений Х между ними. Любое отношение Xi на множестве E может принимать два значения
- структурное описание системы, представляющее совокупность ее функциональных элементов Е и структурных отношений Х между ними. Любое отношение Xi на множестве E может принимать два значения ![]() - отношение Хi выполняется и
- отношение Хi выполняется и ![]() - отношение Хi не выполняется или
- отношение Хi не выполняется или ![]()
![]() [0 1]
[0 1]![]() [-1 1]. В качестве элементов Е, например, для рольганговых АЛЛ, могут быть приняты устройства, обеспечивающие выполнение операций изготовления форм - формовочные автоматы (ФА), распаровки (Р) комплектов опок, сборки (С) форм, переадресации (П) (изменения направления движения, высоты относительно уровня пола цеха и т. д.) опок и форм, подопочных щитков, кантовки (К) полуформ, выбивки (В) залитых форм, нагружения (Гу) форм, съема грузов (Гс) с залитых форм, установки форм (Фу) на подопочные щитки, снятия форм (Фс) с подопочных щитков, транспортировки (Т) опок и форм, подопочных щитков (Тщ) и грузов (Тг). Для рольганговых АЛЛ структурно-компоновочными отношениями Хi являются отношения включения в систему агрегатов АЛЛ, выполняющих определенные функции, организации потоков опок и форм, взаимного расположения агрегатов в пространстве и другие, например (для n=4), Х1 - расположение потоков опок и форм на участке формовки относительно участка охлаждения:
[-1 1]. В качестве элементов Е, например, для рольганговых АЛЛ, могут быть приняты устройства, обеспечивающие выполнение операций изготовления форм - формовочные автоматы (ФА), распаровки (Р) комплектов опок, сборки (С) форм, переадресации (П) (изменения направления движения, высоты относительно уровня пола цеха и т. д.) опок и форм, подопочных щитков, кантовки (К) полуформ, выбивки (В) залитых форм, нагружения (Гу) форм, съема грузов (Гс) с залитых форм, установки форм (Фу) на подопочные щитки, снятия форм (Фс) с подопочных щитков, транспортировки (Т) опок и форм, подопочных щитков (Тщ) и грузов (Тг). Для рольганговых АЛЛ структурно-компоновочными отношениями Хi являются отношения включения в систему агрегатов АЛЛ, выполняющих определенные функции, организации потоков опок и форм, взаимного расположения агрегатов в пространстве и другие, например (для n=4), Х1 - расположение потоков опок и форм на участке формовки относительно участка охлаждения: ![]() и
и ![]() - соответственно параллельно и перпендикулярно направлению движения потока форм; Х2 - расположение потоков верхних и нижних полуформ на участке простановки стержней:
- соответственно параллельно и перпендикулярно направлению движения потока форм; Х2 - расположение потоков верхних и нижних полуформ на участке простановки стержней: ![]() и
и ![]() - соответственно параллельное и последовательное движение верхних и нижних полуформ в двух и одном потоках; Х3 - структура участка охлаждения:
- соответственно параллельное и последовательное движение верхних и нижних полуформ в двух и одном потоках; Х3 - структура участка охлаждения: ![]() - из одной ветви,
- из одной ветви, ![]() - то же, но с образованием дополнительной петли; Х4 - дополнительной ветви для охлаждения отливок:
- то же, но с образованием дополнительной петли; Х4 - дополнительной ветви для охлаждения отливок: ![]() и
и ![]() - соответственно есть и отсутствует.
- соответственно есть и отсутствует.
F(X) - функциональное описание системы, представляющее ее параметры и показатели качества и реализуемое в виде комплекса алгебраических, логических или дифференциальных уравнений, характеризующих зависимости для определения показателей качества (производительнос-ти, надежности, сложности и других), установленных различными исследованиями.
G(X) - геометрическое, описание системы, представляющее взаимное расположение конструктивных элементов системы и их изображение в плоскости или в пространстве. Если ![]() - элементы структуры системы и в то же время соответствующие элементы G конструкции объекта, то имеет место отображение
- элементы структуры системы и в то же время соответствующие элементы G конструкции объекта, то имеет место отображение ![]()
![]() и
и ![]() где G0 - общий структурный модуль (ОСМ) для всех вариантов, на базе которого объединяются в единую конструкцию другие элементы
где G0 - общий структурный модуль (ОСМ) для всех вариантов, на базе которого объединяются в единую конструкцию другие элементы ![]() каждого структурного варианта.
каждого структурного варианта.
В обобщенной форме геометрическое описание системы имеет вид:
 ,
, ![]() ,
, ![]() . (5)
. (5)
Геометрическую форму любого структурного варианта ![]() можно представить как
можно представить как
 . (6)
. (6)
![]() - условие функциональной целостности (УФЦ) системы на уровне структуры, при которой она выполняет заданную функцию. Условие функциональной целостности может быть сформировано в логической форме в виде предиката
- условие функциональной целостности (УФЦ) системы на уровне структуры, при которой она выполняет заданную функцию. Условие функциональной целостности может быть сформировано в логической форме в виде предиката ![]() , j = 1, 2. Тогда структурными вариантами системы будут такие, для которых
, j = 1, 2. Тогда структурными вариантами системы будут такие, для которых ![]() .
.
Отдельный вариант СКС АЛЛ описывается набором конкретных значений переменных ![]() ,
, ![]() ,
, ![]() . Элементы кортежа M(y) могут быть представлены в терминах непрерывных или дискретных (двоичных) кодов и определять n-мерное пространство вариантов СКС АЛЛ.
. Элементы кортежа M(y) могут быть представлены в терминах непрерывных или дискретных (двоичных) кодов и определять n-мерное пространство вариантов СКС АЛЛ.
Разработанные формализованные описания позволяют выявлять новые, в том числе нетривиальные закономерности функционирования ТПО, в частности, проявления дефектов отливок, эффективности технологического оборудования и других, в зависимости от неограниченного числа и вида различных факторов. Пример нетривиальной НСММ приемлемости АЛЛ, синтезированной на основе СНС с одним выходом приведен в виде (7).
 , (7)
, (7)
A=-14,15x1+1,22x2+5,58x3+8,5x4-3,25x5+13,05x6-2,35x7-13,57x8+0,67x9-4,4;
B=-2,6x1-9,45x2+12,08x3-19,21x4+7,19x5-1,4x6-1,33x7+1,4x8-26,8x9+5,57.
В данном примере:
x1 - производительность АЛЛ, форм/час;
х2 - надежность АЛЛ (коэффициент технического использования);
x3 - сложность АЛЛ, баллы;
x4 - экологический фактор функционирования АЛЛ (коэффициент
весомости);
x5 - эргономический фактор функционирования АЛЛ (коэффициент
весомости);
х6 - наличие (1) или отсутствие (0) Тг;
х7 - наличие (1) или отсутствие (0) первой дополнительной ветви
охлаждения отливок;
х8 - наличие (1) или отсутствие (0) второй дополнительной ветви
охлаждения отливок;
х9 - расположение ФА на участке большего (1) или меньшего (0)
габаритного размера АЛЛ;
y12 - приемлемость АЛЛ для использования в конкретных условиях
производства (коэффициент весомости).
Для получения дополнительной информации об исследуемых ТПО формируются графические отображения поверхностей отклика НСММ - в случае многомерного представления данных при выбираемых фиксиро-ванных и изменяемых значениях данных. На рис. 4 приведены примеры зависимостей видов дефектов, представляемых десятичными кодами, для отливок, производимых методом ЛПД, от параметров ТП, формируемых по данным НСММ.
На основе разработанных моделей реализован анализ ТПО по принципу "что - если", т.е. оцениваются изменения выходных параметров при измене-нии любых входных. На рис. 5 приведен пример "что-если" анализа нетриви-ального параметра приемлемости АЛЛ, для конкретных условий производст-ва. Изменено структурное отношение "Расположение ФА". Результатом анализа является формирование значений параметров, включенных в НСММ, учитывающих заданные изменения.
Формализация процессов кластеризации и классификации дефектов отливок и параметров ТПО, установления причинно-следственных законо-


а) б)
Рис. 4. Зависимость видов дефектов отливок от температуры пресс-формы
(а) и времени выдержки (б) отливки в пресс – форме


Рис. 5. Реализация "что – если" анализа для НСММ приемлемости АЛЛ
мерностей проявления дефектов в отливках базируется на использовании методов анализа ТПО и дефектов отливок, реализуемых с применением НС
Кохонена и деревьев решений.
На рис. 6 приведены примеры решения задачи кластеризации и классификации параметров ТП ЛПД и дефектов отливок по пяти признакам.
На рис. 7 приведен пример фрагмента дерева решений, устанавливающего закономерности причинно-следственных взаимосвязей параметров ТП и дефектов отливок.
Разработанные методы анализа являются основой решения задач:
1. Точного описания закономерностей причинно-следственных взаимосвя-зей анализируемых дефектов отливок и параметров ТПО.


2. Формирования правил отнесения анализируемых дефектов отливок и параметров ТПО к соответствующему кластеру или классу. Рис. 6 иллюстри-рует результаты кластеризации, дающие дополнительный инструментарий анализа результатов. В частности, данное отображение позволяет, например, делать вывод о том, что вид дефекта "норма" (код 0,25) характерен для параметров ТП ЛПД, отнесенных к кластеру 3, при температуре металла 707,77°С, температуре формы 204,17°С, площади питателя 14,64 мм2, времени выдержки 8,69 с.
3. Выявления новизны (или особых свойств) ТПО в случае невозможности их отнесения к соответствующему классу. Если для ТПО формируется отдельный кластер, или объект не классифицируется, то можно ставить вопрос о дополнительном исследовании с целью определения уровня его новизны или изучения свойств.
4. Интеллектуализация синтеза и анализа технологических процессов
Интеллектуализация синтеза и анализа ТП включает исследования на примере производства отливок из алюминиевых сплавов методом ЛПД и из серого чугуна в ПГФ на АЛЛ, разработку и реализацию на указанной основе алгоритмов синтеза и анализа параметров ТП:
- в системе технической подготовки производства для проектируемых отливок;
- в системе реализации производства для решения задач оперативной диагностики и устранения дефектов отливок, с учетом целевых установок пользователя.
Синтез и анализ параметров ТП в системе подготовки производства реали-
лизуется по алгоритму, включающему, в основном, формирование набора обучающих последовательностей и их предобработку, формирование топо-логической структуры НС, обучение сети и оценку его качества, предъявле-ние НС входных данных и формирование на их основе требуемых значений параметров анализируемого ТП, постобработку выходных данных.
На рис. 8 приведена топологическая структура НС, используемой для решения задачи синтеза параметров ТП литья в ПГФ на АЛЛ для отливки "Колпак напорный" из чугуна СЧ20 массой 4,5 кг и средней толщиной стенки 10,0 мм.

Рис. 8. Топологическая структура НС
В качестве входных данных использованы виды дефектов, масса, средняя толщины стенки отливок. Виды дефектов отображены кодами 1- скол, 2 - норма (отливка отвечает требованиям качества), 3 - трещины, 4 - течь, 5 - га-зовые раковины, 6 - трещины и течь, 7 - скол и трещины.
Выходные данные включают жидкотекучесть и температуру сплава, вид уплотнения формы (1 - встряхивание, 2 - встряхивание с подпрессовкой, 3 - прессование, 4 - вибропрессование), влажность формовочной смеси, газо-проницаемость формовочной смеси.
При предъявлении НС входных значений в качестве выходных данных формируются требуемые параметры ТП.

На рис. 9 приведен пример результатов решения задачи.
Рис. 9. Результаты решения задачи
Синтез и анализ ТП для оперативной диагностики и устранения дефектов отливок с учетом целевых установок пользователя, в системе реализации конкретного производства основан на:
- процедурах обработки данных, выполняемых по принципу обратных вычислений с использованием НСММ дефектов отливок;
- разработке и использовании АСС анализа ТП на основе нечеткой логики.
Обратные вычисления - это получение требуемых значений аргументов вектора входных данных (параметров и других факторов, влияющих на ход реализации ТП производства отливок), входящих в НСММ, на основании реальных и требуемых, для бездефектного производства отливок, значений выходов НСММ и дополнительной информации, поступающей от пользователя.
Требуемые значения параметров и других факторов, влияющих на ход реализации ТП производства отливок, формируются путем изменения аргу-ментов входного вектора с использованием индивидуальных или единого (при малых размерностях вектора входных значений) коэффициентов изменения аргументов входа для нейронов первого скрытого слоя с учетом целевых установок пользователя. Данный алгоритм обусловлен необходимостью оперативности диагностики и устранения дефектов отливок, поскольку отсутствие вариативности в данном случае может привести к указаниям со стороны системы к реализации неоперативных действий, если, например, НСММ включает в качестве технологических параметров конструктивные особенности технологической оснастки, формы и т.д. Целевая установка пользователя, содержит детализацию изменений элементов вектора входных значений.
Индивидуальные коэффициенты изменения аргументов входного вектора рассчитываются по формуле:
 , (8)
, (8)
единый коэффициент изменения аргументов входного вектора - по формуле:
 , (9)
, (9)
где kij, kj – расчетные значения индивидуального и единого соответственно коэффициентов изменения элемента вектора входа для i – го нейрона входного слоя, связанного с j – м нейроном первого скрытого слоя;
wij – коэффициент весомости синаптической связи между i – м нейроном входного слоя и j – м нейроном первого скрытого слоя;
xi - элемент вектора входных значений, соответствующий i – му нейрону;
![]() - реальное значение входа для j – го нейрона первого скрытого слоя;
- реальное значение входа для j – го нейрона первого скрытого слоя;
bj – смещение для j – го нейрона первого скрытого слоя;
![]() ,
, ![]() - требуемое значение входа для j – го нейрона первого
- требуемое значение входа для j – го нейрона первого
скрытого слоя.
Формирование модифицированных значений элементов вектора входных данных для формирования требуемого значения входа нейронов первого скрытого слоя с учетом целевых установок, указываемых пользователем, реализуется для каждого j - го нейрона первого скрытого слоя c применением алгоритма нелинейной оптимизации Generalized Reduced Gradient (GRG) путем допустимых изменений значений элементов вектора входных данных при условиях:
- функция цели:
 , (10)
, (10)
где ![]() - текущее значение i - го элемента вектора входных данных;
- текущее значение i - го элемента вектора входных данных;
![]() - модифицированное значение i - го элемента вектора входных данных;
- модифицированное значение i - го элемента вектора входных данных;
wij - коэффициент весомости синаптической связи между i – м и j - м нейронами соответственно входного и первого скрытого слоев;
![]() - рассчитываемый индивидуальный коэффициент изменения элементов вектора входных данных;
- рассчитываемый индивидуальный коэффициент изменения элементов вектора входных данных;
- изменяемые параметры - ![]() ,
, ![]() ;
;
- допустимые изменения значений элементов вектора входных данных определяются значениями ![]() с учетом ограничений:
с учетом ограничений:
- для значений ![]() = z, где z < 0, z
= z, где z < 0, z ![]() 1;
1;
- для значений ![]() = z, где 1 z > 0, z
= z, где 1 z > 0, z ![]() 1;
1;
- для значений ![]() = z, где z 1, z
= z, где z 1, z ![]() 1;
1;
- ![]() 1.
1.
Целевые установки реализуются посредством:
- формирования общего, для каждого анализируемого j - го нейрона первого скрытого слоя СНС, модифицирующего коэффициента ![]() , на который умножаются соответствующие индивидуальные коэффициенты
, на который умножаются соответствующие индивидуальные коэффициенты ![]() при изменяемых
при изменяемых ![]() . Расчет
. Расчет ![]() реализуется путем использования зависимости вида
реализуется путем использования зависимости вида
 . (11)
. (11)
В числителе (11) указываются ![]() , при которых
, при которых ![]() подлежат модификации, т.е.
подлежат модификации, т.е. ![]() , остающиеся неизменными. При этом сами
, остающиеся неизменными. При этом сами ![]() не указываются. В знаменатель (11) включаются изменяемые
не указываются. В знаменатель (11) включаются изменяемые ![]() ;
;
- установки ограничений вида ![]() = const для неизменяемых
= const для неизменяемых ![]() при использовании алгоритма GRD. При этом ограничения на
при использовании алгоритма GRD. При этом ограничения на ![]() для неизменяемых
для неизменяемых ![]() не устанавливаются.
не устанавливаются.
В табл. 1 приведены результаты решения задачи анализа ТП ЛПД отливок
Таблица 1.
Результаты решения задачи анализа ТП
№ | Вид НСММ | Текущие значения вектора входных данных | Модифицированные значения вектора входных данных | ||
| Масштабир. значения, ед. | Реальные значения | Масштабир. значения, ед. | Реальные значения | ||
| 1 2 | НСММ с одним выходом НСММ с множ. выходом | Тме = 0,58596 Тф = -0,5017 Sпит = -0,6346 tвыд = -1 Тме = 0,017544 Тф = -1 Sпит = -0,80769 tвыд = -0,52153 | Тме =707,77 ° Тф = 204,17 ° Sпит = 14,69 мм2 tвыд = 8,69 с Тме = 706,15° Тф = 202,7° Sпит = 14,37 мм2 tвыд = 9,19 с | Тме = -0,77230 Тф = -0,11400 Sпит = 0,68611 tвыд = -0,59645 Тме = 0,0722 Тф = -0,1246 Sпит = -0,0607 tвыд = -0,2955 | Тме = 703,899 ° Тф = 205,314° Sпит = 16,7мм2 tвыд = 9,112 с Тме = 706,306° Тф = 205,282 ° Sпит = 15,535 мм2 tвыд = 9,426 с |
Таблица 2.
Значения элементов векторов выхода нейронной сети
№ | Вид НСММ | Значения элементов вектора выходных данных | Параметры значений элементов вектора выходных данных | ||
| Номер нейрона | Значения выхода | Требуемое значение выхода | Ошибка | ||
| 1 2 | НСММ с одним вых. НСММ с множ. вых. | 7 7 8 9 10 11 12 | 0,25184 0,9997 1 1 0,99999 0,99999 1 | 0,25 1 1 1 1 1 1 | 0,00184 0,0003 0 0 0,00001 0,00001 0 |
из сплава АК12 массой 0,4 - 0,5 Кг, средней толщиной стенки 6,9 - 7,5 мм, с применением НСММ дефектов отливок с одним выходом для целевой установки ![]() и НСММ дефектов отливок с множественным выходом для целевой установки
и НСММ дефектов отливок с множественным выходом для целевой установки ![]() . Значение
. Значение ![]() обозначает требование уменьшения кода дефекта, интерпретируемого нейроном № 7,
обозначает требование уменьшения кода дефекта, интерпретируемого нейроном № 7, ![]() - увеличение кода для нейрона № 11 при изменении всех указанных аргументов. В табл. 2 приведены данные, иллюстрирующие качество решения задачи.
- увеличение кода для нейрона № 11 при изменении всех указанных аргументов. В табл. 2 приведены данные, иллюстрирующие качество решения задачи.
Решение задач синтеза и анализа ТП на основе разработки и использования АСС нечеткой логики обусловлено сложностью квалиметрии данных, характеризующих ТП производства отливок, и возможностью формирования экспертных знаний о ТП в лингвистической форме.
В табл. 3 приведены примеры формирования исходных данных для решения задачи анализа ТП ЛПД отливок, указанных выше.
Таблица 3.
Примеры исходных данных
| Данные | Единица измерения | Диапазон значений | ||
| D | Вид дефекта отливки | Кодовое обозначение | 0,15 - 0,55 | |
| Tme | Температура металла | Град. С | 702,3 - 710,9 | |
| Tf | Температура пресс-формы | Град. С | 202,7 - 208,6 | |
| Spit | Площадь питателя | мм2 | 14,3 - 17,19 | |
| tvyd | Время выдержки | с | 8,69 - 10,78 | |
На рис. 10 приведены результаты решения задачи формирования параметров ТП ЛПД с применением АСС, разработанной в среде ППП Matlab.
Для условного дефекта отливки "Норма" (D = 0,25 - отливка отвечает всем требованиям качества), запрашиваемого пользователем (а), сформированы четкие параметры ТП ЛПД (б).
По значениям параметров ТП ЛПД (б) сформировано значение кода условного дефекта отливки "Норма" (D = 0,25 - отливка отвечает всем требованиям качества). При этом учтена целевая установка пользователя вида ![]() (площадь питателя Spit не меняется).
(площадь питателя Spit не меняется).

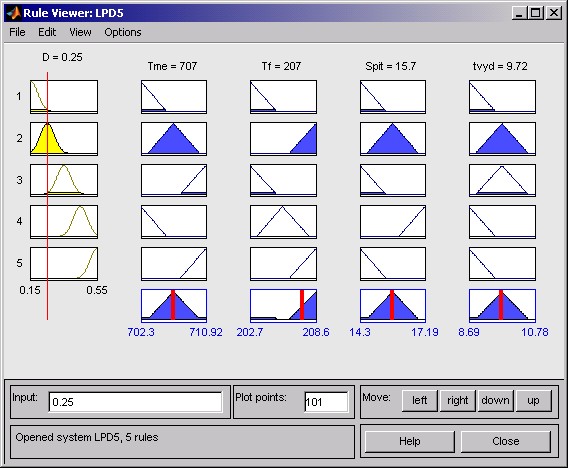
а) б)
Рис. 10. Результаты решения задачи
5. Интеллектуализация синтеза и анализа автоматических
литейных линий
Интеллектуализация синтеза и анализа АЛЛ включает исследования на примере рольганговых АЛЛ, разработку и реализацию на указанной основе алгоритмов синтеза и анализа СКС АЛЛ и их параметров, при различных уровнях детализации линий. Синтез и анализ СКС АЛЛ включает:

1. Разработку на заданном уровне детализации АЛЛ небольшого числа вариантов СКС АЛЛ, входящих в n – мерное двоичное пространство возможных решений, формируемое по числу элементов кортежа М(y), и составляющих цепь из n + 1 элементов, отличающихся в одной координате (рис. 11).
Рис. 11. Представление цепи вариантов АЛЛ в трехмерном двоичном
пространстве на уровне структурных описаний
2. Формирование унифицированной элементной базы (УЭБ). В цепи вариантов СКС АЛЛ первый и последний коды являются противопо-ложными и элементы цепи включают значения всех структурных переменных. Состав множества Е можно представить в виде ряда структурных модулей:
![]()
![]()
![]() , (12)
, (12)
где Е0 - ОСМ для заданного пространства вариантов;
![]() - структурный модуль, соответствующий значению j структурной переменной xi.
- структурный модуль, соответствующий значению j структурной переменной xi.
Поскольку любой структурный модуль из Е представляет собой опреде-ленного вида конструкцию, то для каждого Е0 и ![]()
![]()
![]() , (13)
, (13)
где G0 - графическое изображение ОСМ;
![]() - графическое изображение, структурного модуля, соответствующего некоторой структурной переменной
- графическое изображение, структурного модуля, соответствующего некоторой структурной переменной ![]() . Уровень детализации графических изображений структурных модулей зависит от принятого графического изображения СКС АЛЛ и предъявляемых к нему требований.
. Уровень детализации графических изображений структурных модулей зависит от принятого графического изображения СКС АЛЛ и предъявляемых к нему требований.
Формирование УЭБ для синтеза АЛЛ реализуется посредством декомпо-зиции вариантов СКС АЛЛ, вошедших в цепь, до уровня структурных модулей с применением алгоритма, включающего основные процедуры:
- выделение ОСМ G0 путем преобразования
![]()
![]() , (14)
, (14)
где ![]() - графическое изображение варианта СКС АЛЛ;
- графическое изображение варианта СКС АЛЛ;
- выделение структурных модулей ![]() соответствующих структурным переменным
соответствующих структурным переменным ![]() :
:
![]()
![]() , (15)
, (15)
![]()
![]() . (16)
. (16)
Выражения (15) и (16) определяют реализацию поиска разности между кор-
тежами, характеризующими графическое изображение вариантов СКС АЛЛ, каждого элемента цепи и следующего за ним смежного элемента в этой цепи при всех указанных значениях k в прямом и обратном порядках. На рис. 12 приведен пример УЭБ.
Особенностью приведенного метода формирования УЭБ СКС АЛЛ является функциональная и геометрическая согласованность и стыкуемость агрегатов, так как они выделены из законченных планировок АЛЛ, т. е. обладают необходимыми системными признаками.
3. Синтез СКС АЛЛ реализуется в нейросетевом базисе с применением СНС и включает процедуры:
3.1. Множество СКС АЛЛ {P}, представляется как совокупность причинно-следственных отношений {X} и {Y}, где
![]() . (17)
. (17)
При этом ![]() , (18)
, (18)
где: {R} – обобщенный информационный массив;
N - число наблюдаемых ситуаций;

Рис. 12. Пример формирования УЭБ
X - вектор входных параметров;
Y - вектор выходных параметров.
Множество {Pi}, ![]() представляется множеством прецедентов, опи-санных векторами X, Y, аккумулирующими предшествующий опыт эксплуа-тации объекта исследования F в течение периода.
представляется множеством прецедентов, опи-санных векторами X, Y, аккумулирующими предшествующий опыт эксплуа-тации объекта исследования F в течение периода.
3.2. Определение параметров нейросетевой модели F({w}, {b}, V, {r}, f), где V – число слоев нейронной сети, {w} – множество значений весовых коэффициентов синаптических связей между нейронами смежных слоев, {b} – множество значений смещений нейронов, {r} – множество, определяющее число нейронов в слое, f – функция активации нейронов.
3.3. Отображение множества векторов {Xi}, входных параметров в элементы множества выходных параметров {Yj}, ![]() путем обучения НС.
путем обучения НС.
3.4. Определение множества векторов {Yj}, характеризующих проектное решение.
На рис. 13, 14 приведены примеры результатов решения задач синтеза СКС АЛЛ по требуемым показателям качества АЛЛ и по значениям параметров отливок с применением УЭБ на уровне условных планировок.
4. Оптимизация СКС АЛЛ реализуется с использованием ДНС и включает процедуру обучения ДНС - расчет весовых коэффициентов нейронов на основе исходной информации (эталонов СКС АЛЛ), каждый из
которых при этом является точкой из конечного множества равновесных точек, характеризующих минимум энергии ДНС. Предъявляемый на вход
сети входной вектор варианта объекта проектирования "сходится" к одному
из запомненных эталонов, решая при этом задачу поиска оптимального решения - некоторого локального минимума энергетической функции, соответствующего наиболее подходящему эталону.
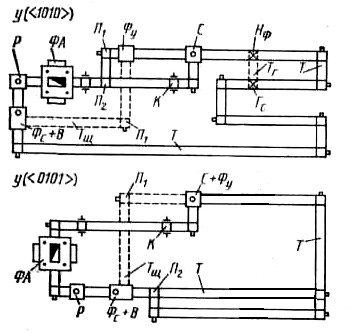
Рис. 13. Результаты решения задачи синтеза СКС АЛЛ
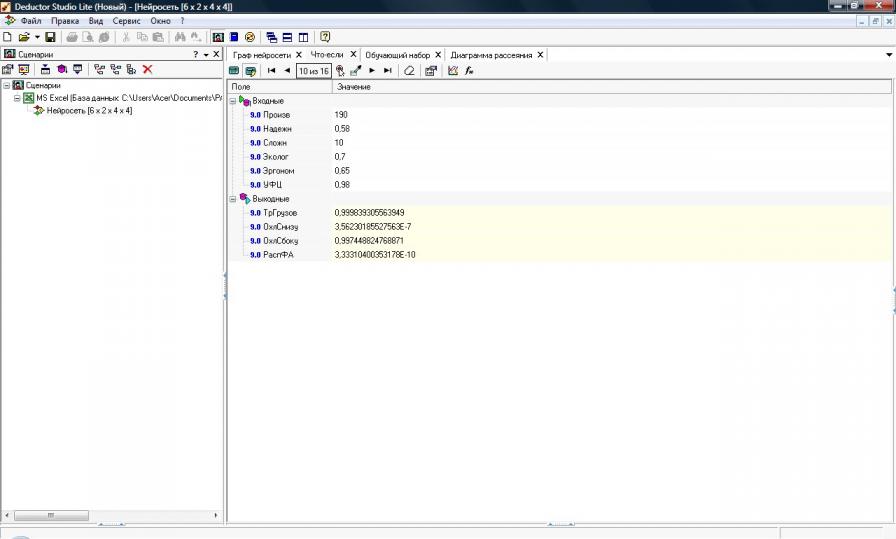

Рис. 14. Результаты решения задачи синтеза СКС АЛЛ
Разработанный метод является основой решения задач формирования оптимальных решений СКС АЛЛ для ТП производства отливок в ПГФ.
В табл. 4 приведен пример решения задачи оптимизации СКС АЛЛ. Значения активности нейронов на выходе сформированы в соответствии с пороговой функцией активации yj = sgn(Sj) = -1, если Sj < 0, 1, если Sj > 0, прежнее значение, если Sj = 0.
Таблица 4.
Результат решения задачи оптимизации
Предъявленный образец СКС АЛЛ | Энергия стабили-зации ДНС | Значение активности нейронов, соответствующих структурным переменным СКС АЛЛ | |||||||
| 1 | 2 | 3 | 4 | ||||||
| S1 | Sgn(S1) | S2 | Sgn(S2) | S3 | Sgn(S) | S4 | Sgn(S) | ||
| -1-1 1-1 -1-1 1 1 -1 1-1 1 1 1 1 1 | -13 -13 -13 -13 | -4 -4 -4 4 | -1 -1 -1 1 | -8 -8 -8 8 | -1 -1 -1 1 | -4 -4 -4 4 | -1 -1 -1 1 | 4 4 4 -4 | 1 1 1 -1 |
Совершенствование метода реализовано на основе активизации свойств ассоциативной памяти ДНС. При этом использована ДНС Коско, позволяю-щая решать задачи оптимизации по ассоциируемым образцам, в качестве которых могут быть выбраны конкретные классы отливок. В качестве ассоциаций конкретным классам отливок могут назначаться образцы СКС АЛЛ, реализуемые на них ТП и отдельные параметры. Данный метод впервые позволяет решать задачи формирования оптимальных решений по типу "отливка – ТП", "отливка – СКС АЛЛ" и другие. Функционирование сети основано на циклическом перемещении сигналов от нейронов – источников и обратно до достижения состояния равновесия при минимуме энергии сети. Функция активации нейронов, в основном, имеет пороговый биполярный характер со значениями ±1.
Входные обучающие последовательности определены в виде множества из m биполярных пар {(ai, bi)}, где ai = [ai1, ai2,…,ain], bi = [bi1, bi2,…,bip]. Этому множеству сопоставляется множество биполярных пар {(xi, yi)}, где xi - биполярное представление ai, yi - биполярное представление bi.
На основе разработанного метода решены задачи ассоциированного формирования оптимальных СКС АЛЛ и реализуемых на них ТП. В табл. 5, 6 приведен пример реализации ассоциативного формирования СКС АЛЛ для
конструктивных и технологических параметров отливок, указанных в полях 1-15. Различные значения энергии стабилизации сети позволяют реализовать процедуры выбора лучших вариантов СКС АЛЛ, соответствующих мини-мальной энергии сети. При предъявлении сети образца, не входящего в
Таблица 5.
Исходные данные задачи ассоциативного выбора СКС АЛЛ
| № п.п. | Масса отл., кг | Ср.толщ.ст., мм | Технологичность | Способ подвода металла | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | |
| <10 | 10-35 | >35 | <10 | 10-15 | >15 | Хорошая | Плохая | Сверху | В разъем | Снизу | |
| 1 2 3 4 5 6 | -1 | 1 | -1 | -1 | 1 | -1 | 1 | -1 | 1 | -1 | -1 |
| 1 | -1 | -1 | -1 | 1 | -1 | 1 | -1 | -1 | 1 | -1 | |
| 1 | -1 | -1 | 1 | -1 | -1 | -1 | 1 | -1 | -1 | 1 | |
| -1 | -1 | 1 | -1 | -1 | 1 | -1 | 1 | -1 | 1 | -1 | |
| -1 | 1 | -1 | -1 | -1 | 1 | 1 | -1 | 1 | -1 | -1 | |
| -1 | 1 | -1 | -1 | -1 | 1 | 1 | -1 | -1 | 1 | -1 | |
Продолжение таблицы 5.
Исходные данные задачи ассоциативного выбора СКС АЛЛ
| № п.п | Метод уплотнения | Ассоциируемый | |||
| 12 | 13 | 14 | 15 | образец | |
| Встряхив. | Прессов. | Встр. + Пр. | Вибр.+Пресс. | СКС АЛЛ | |
| 1 2 3 4 5 6 | 1 | -1 | -1 | -1 | 1 1-1 -1 |
| 1 | -1 | -1 | -1 | -1 1 -1 1 | |
| -1 | -1 | 1 | -1 | 1 -1 1 1 | |
| -1 | -1 | -1 | 1 | -1 1 1 1 | |
| 1 | -1 | -1 | -1 | 1 1 -1 -1 | |
| -1 | 1 | -1 | -1 | 1 1 1-1 | |
Таблица 6.
Результаты решения задачи
Предъявленный образец конструктивных и технологических параметров отливок | Енерг. стабил. ДНС | Значение активности нейронов, соответствующих структурным переменным СКС АЛЛ | |||||||
| 1 | 2 | 3 | 4 | ||||||
| S1 | Sgn (S1) | S2 | Sgn (S2) | S3 | Sgn (S3) | S4 | Sgn (S4) | ||
| -1 1-1-11-11-1 1-1-1-1-1-11 1-1-1-11-11-1-1 1-1-1-11-1 1-1-1 -11-1-11-1-11-11-1-1 -11-1-1-1 11-1-11-1-1-1-11 -1 1-1-1-1 1 1-1-11-1-1-11-1 -1 1-1-1-1 1 1-1-11-1-11-1-1 | -80 -60 -72 -68 -130 -74 | 8 -8 12 -20 26 14 | 1 -1 1 -1 1 1 | 22 22 -22 10 40 36 | 1 1 -1 1 1 1 | -32 -24 20 20 -28 0 | -1 -1 1 1 -1 1 | -18 6 18 18 -36 -24 | -1 1 1 1 -1 -1 |
обучающие последовательности, ДНС формирует ответ, соответствующий ближайшему образцу, входящему в обучающее множество. Соответствие выбранного образца входному проверяется возможностью его отнесения к кластеру входного образца с применением НС Кохонена.
На основе применения ДНС разработан метод решения задач структурной и параметрической оптимизации СКС АЛЛ, в том числе и NP-полных. Данные задачи актуальны для синтеза СКС АЛЛ с применением УЭБ, с учетом вариативности технологических агрегатов, входящих в состав структурных модулей.
Вводится сеть нейронов размерностью n m Np, в которой в качестве функции активации нейронов принята сигмоидная функция
 , (19)
, (19)
где – параметр сигмоиды;
Uijk – комбинированный ввод нейрона;
V – выходное напряжение нейрона, Vijk = (Uijk);
![]() - коэффициент синаптических связей между нейронами ijk и ;
- коэффициент синаптических связей между нейронами ijk и ;
Iijk – смещение, прикладываемое к нейрону ijk;
Np – число путей между элементами пары aibj.
Возбужденное состояние нейрона Vijk 1 в такой сети соответствует факту выбора для рассмотрения k – го значения оптимизируемого параметра между ai и bj состояниями PijkVijk, ![]() ,
,![]() , k=Np(aibj). При этом нейрону с максимальным уровнем возбуждения соответствует минимальное значение оптимизируемого параметра.
, k=Np(aibj). При этом нейрону с максимальным уровнем возбуждения соответствует минимальное значение оптимизируемого параметра.
Минимизировалось время выполнения совокупности операций цикла ТП производства отливок на АЛЛ. На рис. 15 приведен фрагмент взвешенного орграфа состояний анализируемого процесса, где состояния 1 – начальное, 2 – заполнено формовочной смесью, 4 – уплотнено, 3 – форма собрана.
Таблица 7.
Исходные данные
| Пары и критерии | Технологические операции и их продолжительность, с. | |||||
| Заполнение формовочн. смесью | Уплотн. полуформ | Сборка форм | ||||
| ai bj | 121 | 122 | 241 | 242 | 341 | 342 |
| tijk | 28 | 18 | 9 | 14 | 33 | 35 |
Рис. 15. Граф состояний
В табл. 7 приведены значения исходных данных. В табл. 8 приведены значения выходных напряжений нейронов. Большее напряжение нейронов, соответствует меньшему значению минимизируемого параметра для каждой пары.
Таблица 8.
Значения выходных напряжений нейронов
| 121 | 122 | 241 | 242 | 341 | 342 | |
| Uijk | -28 | -18 | -9,00001245 | -14,0019 | -33 | -35 |
| Vijk | 6,91E-13 | 1,52E-08 | 0,000123393 | 8,3E-07 | 4,66E-15 | 6,31E-16 |
5. Прогнозирование состояний АЛЛ реализовано на основе использования ДНС. Отображение множества причин ![]() в множество следствий
в множество следствий ![]() реализуется путем обучения ДНС по данным протокола испытаний R и подачи на ее вход вектора
реализуется путем обучения ДНС по данным протокола испытаний R и подачи на ее вход вектора ![]() = (
= (![]() ,
, ![]() ,
, ![]() ), что приведет к изменению энергетической функции ДНС, соответствующей этому вектору, в котором
), что приведет к изменению энергетической функции ДНС, соответствующей этому вектору, в котором ![]() - искомый прогноз технического состояния анализируемой АЛЛ в наблюдаемой ситуации.
- искомый прогноз технического состояния анализируемой АЛЛ в наблюдаемой ситуации.
На основании приведенных данных решены задачи прогнозирования технического состояния АЛЛ. С помощью ДНС осуществлено восстанов-ление неизвестных составляющих вектора, описывающего параметры функционирования АЛЛ. В табл. 9 приведены значения и характеристики параметров АЛЛ, использованных при решении задачи. В табл. 10 приведены характеристики решаемой задачи и результаты прогнозирования. Символа-
Таблица 9.
Значения и характеристики параметров АЛЛ
| Параметр | Ед. измерения | Значение | |||
| 00 | 01 | 10 | 11 | ||
| Производит. (П) Надежность (Н) Сложность (С) Экологичн. (Эк) Эргономичн. (Эр) Приемлемость (Пр) Ремонтоприг. (Р) Унифициров. (У) Обсл. перс.(Ч) Трансп. форм Тип форм. автомата Способ выбивки Способ охл.отл. Вид упл. полуформ | Форм/час К. техн. использ. Баллы К. весомости К. весомости К. весомости Баллы К. унификации Число человек Рольг., конв. Сдв. челн. (СЧ) карусельный (К), однопозицион. со сменой мод. оснастки (О) Выдавл, разруш. Принуд., естеств. Встряхив. (В), встр.+пр.(В+П), прессование (П), вибропресс (ВП) | < 200 <0,5 >10 <0,75 <0,75 <0,75 <7,5 <0,5 >7 Конв. О Выдав Естест П | 220П200 0,65Н0,5 8,5С10 0,75Эк0,85 0,75Эр0,85 0,75Пр0,85 8,5Р7,5 0,65У0,5 5Ч7 Конв., рольг К Разруш. Принуд. ВП | 250П>220 0,75Н>0,65 8,5>C7,5 0,85<Эк0,95 0,85<Эр0,95 0,85<Пр0,95 9,5Р>8,5 0,75У>0,65 3Ч<5 Рольг.,конв. К Разруш. Принуд. ВП | > 250 >0,75 <7,5 >0,95 >0,95 >0,95 >9,5 >0,75 <3 Рольг. СЧ Выдав. Естест. В+П |
ми Хi, i = 1,..., 14 обозначены различные параметры функционирования АЛЛ. Прогнозируемый параметр обозначен как Х11.
Анализ табл. 10 иллюстрирует значение параметра Х11=11, что соответствует прогнозу (рекомендации) применения сдвоенного челночного формовочного автомата.
Таблица 10.
Параметры условий и результаты прогнозирования состояний АЛЛ
| Код стимула | 0 1 | 1 1 | 00 | 00 | 00 | 1 1 |
| Код отклика | 0 1 | 1 1 | 00 | 00 | 00 | 1 1 |
| Параметр | Х1 | Х2 | Х3 | Х4 | Х5 | Х6 |
| Значения параметров | Произв. форм./час | Надежн., к.т.и. | Сложн., баллы | Экол., коэфф. | Эргон., коэфф. | Прием. коэфф. |
Продолжение таблицы 10
| 00 | 1 1 | 0 1 | 1 1 | 00 | 00 | 1 1 | 1 1 |
| 00 | 1 1 | 0 1 | 1 1 | 1 1 | 00 | 1 1 | 1 1 |
| Х7 | Х8 | Х9 | Х10 | Х11 | Х12 | Х13 | Х14 |
| Ремонт., коэфф. | Унифицир., коэфф. | Число ОП | Рольг. трансп. | Тип ФА | Конв. трансп. | Способ охлаждения | Вид уплотн. |
6. Решение задач прогнозирования состояний АЛЛ с применением ДНС на основе причинно-следственных отношений базируется на использовании ДНС Коско. Каждый параметр исследуемого объекта или процесса рассматривается как отдельный нейрон такой сети, а коэффициенты связей между ними - как синаптические веса.
Обобщенно алгоритм прогнозирования включает:
6.1. Определение набора параметров, характеризующих предметную область. Состав списка параметров зависит от эксперта в области литейного производства.
6.2. Определение характера и величин причинно-следственных зависи-мостей между параметрами введенного ранее списка. Карта ситуации полностью задается матрицей связей W[i, j]. Элемент wij данной матрицы определяет связь от i - го параметра к j – му.
6.3. Формализованный ввод вопроса. Пользователь прогнозной системы формирует компоненты (факторы) входного вопросного вектора B[i], i= 1,..., k, где k - количество параметров. При этом в соответствующих позициях вектора вопроса указываются некоторые величины, в частности, характери-зующие длительность и силу влияния фактора на ситуацию.
6.4. Собственно прогнозирование. На вход НС подается формализованный вектор-вопрос с признаками сроков воздействия соответствующих факторов. С помощью сети осуществляется итерационное вычисление входных сигналов до момента достижения установившегося состояния, либо достижения порога останова (рис. 16).

Рис. 16. Результаты решения задачи прогнозирования состояний АЛЛ
6. Реализация методов интеллектуализации синтеза и анализа технологических процессов и оборудования
Основными направлениями реализации разработанных методов интеллектуализации синтеза и анализа ТПО являются:
- системный анализ дефектов отливок и реализуемых ТП, позволивший, на основе формирования правил отнесения анализируемых параметров к определенному классу снизить дефектность отливок на 8-10 %;
- системный синтез адекватных НСММ дефектов отливок, разработка АСС нечеткой логики, на основе которых сформированы технологические решения в системе реализации производства, учитывающие целевые установ-ки пользователя и снижающие дефектность отливок на 12-15 %, простои оборудования на 14-16 %;
- формирование значений параметров ТП в системе технической под-готовки производства, соответствующих конкретным условиям, снижающих затраты на подготовку и реализацию ТП на 14-15 %;
- формирование рекомендаций по оптимизации параметров АЛЛ, включая прогнозирование их состояний в системе технической подготовки конкретного производства, снижающее время простоев линий по техни-ческим причинам на 12-14 %.
Результаты реализации разработанных методов получены на промыш-ленных предприятиях, указанных выше, для отливок, производимых методом ЛПД из алюминиевых сплавов и в ПГФ из серого чугуна на АЛЛ.
Основные выводы по работе
1. Разработаны новые методы автоматизации технологического и организационного управления в системах технической подготовки и реализации ЛП. В результате достигнута возможность автоматизированного решения нового класса задач синтеза и анализа ТП и оборудования в ЛП на основе интеллектуальной обработки данных. Применение разработанных методов дает возможность создания новых научно обоснованных методик формирования параметров ТП и образцов литейного оборудования для получения отливок высокого качества. Решением задачи повышения качества отливок достигается ускорение научно-технического прогресса в ЛП.
2. На основе разработанных методов интеллектуализации синтеза и анализа ТП и оборудования в ЛП решена задача повышения качества отливок, производительности, надежности, эффективности проектирования и эксплуатации автоматических литейных линий.
3. Разработанные методы интеллектуализации синтеза и анализа ТП и оборудования в ЛП включают преимущества:
- отсутствие необходимости знания закономерностей, описывающих структурно-функциональные характеристики объектов исследования;
- возможность учета, с использованием синтезируемых нейросетевых математических моделей, трудноформализуемых факторов и скрытых закономерностей, которые могут оказывать существенное влияние на качество функционирования ТП и оборудования;
- максимальное приближение показателей качества анализируемых ТП и оборудования к конкретным условиям производства;
- максимальный учет всех влияющих на ТП и оборудование факторов, которые невозможно учесть при использовании традиционных методов формализации.
4. На основе реализации машинного эксперимента проведены теорети-ческие и экспериментальные исследования и разработка универсального автоматизированного метода технического анализа ТП и оборудования в ЛП, на базе которого сформированы новые знания, включающие нетривиальные зависимости дефектов отливок от параметров ТП, внешней среды, данные о новизне структурно-компоновочных схем автоматических литейных линий.
5. Разработаны новые методы формирования системы унифицированных модулей, основанные на декомпозиции реально существующих автоматических литейных линий, на базе которых синтезированы новые варианты структурно-компоновочных схем линий, наиболее полно соответствующие конкретным условиям литейного цеха.
6. Проведены теоретические обоснования и разработка новых видов системных, адекватных, многомерных нейросетевых математических моделей ТП и оборудования в ЛП, базирующихся на использовании единого методологического подхода и математического языка, что позволило расчет-ным путем устанавливать необходимые параметры ТП, обеспечивающие высокое качество отливок. Применение указанных моделей позволяет значительно сократить объемы экспериментов по отладке ТП и тем самым снизить затраты на техническую подготовку производства.
7. На основе разработанных нейросетевых математических моделей ТП и оборудования, автоматизированной советующей системы нечеткой логики созданы новые методы синтеза и анализа параметров ТП в системе реализации ЛП, с учетом целевых установок пользователя, что позволило уменьшить дефектность производимых отливок, время незапланированных простоев автоматических литейных линий по различным причинам и связанных с ними финансовых потерь.
8. В системе технической подготовки ЛП, на основе нейросетевых алгоритмов, разработаны и реализованы автоматизированные методы синтеза и анализа параметров ТП производства отливок методом литья под давлением и в песчано-глинистые формы на автоматических литейных линиях, структурно-компоновочных схем линий. Применение разработанных методов позволяет снизить дефектность отливок при указанных выше преимуществах.
9. Для оптимизации проектных решений ТП и оборудования в ЛП, на основе динамических нейронных сетей разработаны и реализованы методы структурной и параметрической оптимизации параметров ТП производства отливок методом литья под давлением и в песчано-глинистые формы на автоматических литейных линиях, структурно-компоновочных схем линий с
использованием как дискретных, так и непрерывных значений параметров.
10. Для прогнозирования состояний ТП и оборудования в ЛП, на основе динамических нейронных сетей, разработаны и использованы методы прогнозирования дефектности отливок, производимых методом литья под давлением и в песчано-глинистые формы на автоматических литейных линиях, состояний линий, что позволило снизить дефектность отливок и простои оборудования по техническим причинам.
11. По результатам выполненных теоретических и экспериментальных исследований разработан ряд ТП, включающих технологические параметры, обеспечивающие высокое качество отливок.
12. Материалы диссертации применены в преподавании учебного курса "Информационные технологии управления".
Основные результаты диссертации изложены в работах:
1. Беликов О.А., Блинников А.Е. Предпосылки формирования унифициро-ванных агрегатов, входящих в состав автоматических формовочных линий
// Литейное производство. 1984. № 8. С. 28-31.
2. Блинников А.Е., Прасов М.Т. Критерий оценки синтезируемых объектов в САПР // Совершенствование конструирования и технологии производства приборов, машин, механизмов: Материалы Регион. научн.-технич. конф. Орел, 1990. С. 60-63.
3. Блинников А.Е., Прасов М.Т. Совершенствование диагонально-структурного метода синтеза в САПР // Совершенствование конструирования и технологии производства приборов, машин, механизмов: Материалы Регион. научн.-технич. конф. Орел, 1990. С. 340-343.
4. Сергеев В.В., Пилюзин В.И., Блинников А.Е. Исследования влияния добавок в формовочные смеси на качество поверхности чугунных отливок
// Совершенствование конструирования и технологии производства прибо-ров, машин, механизмов: Материалы Регион. научн.-технич. конф. Орел, 1990. С. 63-66.
5. Блинников А.Е. Метод синтеза структурно-компоновочных схем автоматических литейных линий // Совершенствование конструирования и технологии производства приборов, машин, механизмов: Материалы Регион. научн.-технич. конф. Орел, 1990. С. 367-373.
6. Блинников А.Е., Пилюзин В.И. К вопросу повышения качества и надежности литых изделий // Современные методы контроля качества и повышения надежности приборо- и машиностроения. Орел: НТО ПМ, 1992. С. 99-101.
7. Блинников А. Е. Экспертные системы // В помощь изучающим экономические дисциплины: Научно-методическое пособие филиала ВЗФЭИ в г. Орле. Орел, 2001. С. 48-63.
8. Блинников А. Е. Нейросетевые технологии управления // Научные труды преподавателей и аспирантов филиала ВЗФЭИ в г. Орле. Москва-Орел. ВЗФЭИ, 2002. С. 42-52.
9. Блинников А. Е. Применение элементов интеллектуального анализа данных в решении задач управления качеством литых изделий // Сборник научных трудов. Орел: Издательский Дом "Орлик", 2003. С. 3-21.
10. Блинников А. Е. Применение элементов нейросетевых технологий в решении задач управления качеством литых изделий // Сборник научных трудов. Орел: Издательский Дом "Орлик", 2003. С. 22-36.
11. Блинников А. Е. Предпосылки создания экспертных советующих систем управления качеством литых изделий // Сборник научных трудов. Орел: Издательский Дом "Орлик", 2003. С.37-49.
12. Блинников А. Е. Управление качеством литых изделий на базе системы SEE5 // Ежегодник научных и методических работ преподавателей и аспирантов филиала ВЗФЭИ в г. Орле. / Под ред. В.П. Матвеева, А.А. Устенко. Орел: Издательский Дом "Орлик", 2004. С. 26-44.
13. Блинников А. Е. Решение задач управления качеством и структурно-функциональной организацией технологических процессов на основе интеллектуальных советующих систем // Современные проблемы российского общества: экономический, политический и духовный аспекты: Тез. докл. Регион. научн.- практ. конф. Орел, 2004. С. 28-33.
14. Блинников А. Е. Нейросетевые методы формирования и оптимизации конструкторских и технологических решений в литейном производстве
// Информациионные системы и модели в научных исследованиях, про-мышленности и экологии: Тез. докл. V Всерос. научн.-техн. конф. Тула, 2006. С. 163-166.
15. Блинников А. Е. Современные методы информатизации процессов конструкторского и технологического управления литейным производством // Информатизация и глобализация экономических процессов в XXI веке: теория и практика: Тез. докл. Междунар. научн.-практ. конф. Москва, 2006. Т. 2. С. 85 - 89.
16. Блинников А. Е. Оперативное управление технологическими процес-сами литейного производства на основе нейронных сетей // Приоритетные направления развития науки и технологий: Тез. докл. Всерос. научн.-технич. конф. Тула, 2006. С. 144-146.
17. Блинников А. Е. Применение динамических нейронных сетей при проектировании литейных технологий и оборудования // Литейное производство. 2006. № 8. С. 29-33.
18. Блинников А. Е. Применение нейронных сетей в решении задач оптимизации проектирования технологических процессов и оборудования литейного производства // Заготовительные производства в машиностроении. 2007. № 11. С. 8-13.
19. Блинников А. Е. Метод оперативно-технологического управления качеством отливок с применением нейронных сетей // Литейное производ-ство. 2007. № 2. С. 20-22.
20. Блинников А. Е. Метод кластеризации и классификации объектов литейного производства с применением нейронных сетей // Литейное производство. 2008. № 1. С. 40-42.
21. Блинников А. Е. Нейросетевые методы информатизации процессов конструкторского и технологического управления литейным производством // Труды VIII съезда литейщиков России. Ростов на Дону, 2007. С. 297 - 304.
22. Блинников А. Е. Разработка новых методов конструкторского и технологического управления литейным производством // Заготовительные производства в машиностроении. 2008. № 2. С. 3-6.
23. Блинников А. Е. Применение нейросетевых алгоритмов в решении задач оптимизации технологических процессов и оборудования литейного производства // Мехатроника, Автоматизация, Управление. 2007. № 12. С. 15-20.
24. Блинников А.Е. Формализованный анализ объектов литейного производства в нейросетевом базисе // Современные наукоемкие технологии: теория, эксперимент и практические результаты: Тез. докл. Междунар. научно-практического симпозиума. Хургада (Египет), 2007. С. 87 - 89.
25. Блинников А.Е. Оперативно-технологическе управление качеством отливок с применением нейронных сетей // Литейщик России. 2008. № 6. С. 38-41.
26. Блинников А.Е. Оперативно-технологическе управление качеством отливок с применением экспертных советующих систем нечеткой логики
// Литейное производство. 2008. № 6. С. 35-38.
27. Блинников А.Е. Разработка новых методов технической подготовки в литейном производстве // Литейное производство. 2008. № 8. С. 32-34.
28. Блинников А.Е. Разработка новых методов организационного и технологического управления в литейном производстве // Мехатроника, Автоматизация, Управление. 2008. № 10. С. 14-18.
29. Блинников А.Е. Новые методы организационно-технологического управления производством // Теория и практика применения инновационных технологий в условиях становления социально-ориентированной экономики: Тез. докл. Межрегион. научн.-практ. конф. Орел, 2008. С. 19-23.
30. Блинников А.Е. О новых методах технологического и организационного управления в литейном производстве // Литейное производство. 2010. № 11. С. 15-18.