

Разработка принципов и методов построения пневматических систем автоматизированного дозирования жидкостей
УЧРЕЖДЕНИЕ РОССИЙСКОЙ АКАДЕМИИ НАУК
ИНСТИТУТ ПРОБЛЕМ УПРАВЛЕНИЯ
им. В.А. ТРАПЕЗНИКОВА РАН
(ИПУ РАН)
На правах рукописи
УДК 62-50: 62-525: 628
БЕЗМЕНОВ Василий Серафимович
РАЗРАБОТКА ПРИНЦИПОВ И МЕТОДОВ ПОСТРОЕНИЯ
ПНЕВМАТИЧЕСКИХ СИСТЕМ
АВТОМАТИЗИРОВАННОГО ДОЗИРОВАНИЯ ЖИДКОСТЕЙ
Специальность: 05.13.05 – Элементы и устройства вычислительной
техники и систем управления
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
доктора технических наук
Москва, 2009
Работа выполнена в ИПУ РАН
Официальные оппоненты:
доктор технических наук, профессор, главный научный сотрудник ИПУ РАН Совлуков Александр Сергеевич
доктор технических наук, заведующий аспирантурой
ОАО «Научно-исследовательский институт
железнодорожного транспорта» (ОАО «ВНИИЖТ»)
Гогричиани Георгий Венедиктович
доктор физико-математических наук, профессор,
проректор по научной работе
Московского государственного университета
технологии и управления (МГУТУ)
Краснов Андрей Евгеньевич
Ведущая организация:
ГУП г. Москвы «Институт Мосводоканал НИИ Проект»
Защита состоится «_____» ____________________2009 г. в __ час.
на заседании Диссертационного совета Д 002.226.03 Института проблем управления им. В.А. Трапезникова РАН по адресу: 117997, г. Москва,
ул. Профсоюзная,65.
С диссертацией можно ознакомиться в библиотеке Института проблем управления им. В.А. Трапезникова РАН
Ученый секретарь
Диссертационного совета
к.т.н. А.А. Кулинич
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Проблематика диссертации. В диссертации решается крупная научно-техническая проблема, имеющая важное народно-хозяйственное значение, - создание конкурентоспособного однотипного дозировочного оборудования для автоматизации производственных технологических процессов (ТП), содержащих контуры дозированной подачи жидкостей. В этой связи в работе предложена новая технология построения систем автоматизированного дозирования (САД) жидкостей, рассматриваемых в виде совокупности дозирующего устройства (ДУ) как объекта управления и устройства управления (УУ), обеспечивающего управление исполнительными органами ДУ по заданному алгоритму. Проектирование САД ведется на основе использования методов отмеривания дозы по косвенным параметрам, аппаратуры промышленной пневмоавтоматики УСЭППА и ЦИКЛ в узлах управления и датчиков параметров течения жидкостей барботажного типа.
Актуальность.
1. Значительная часть ТП химических, нефтехимических, пищевых, текстильных, парфюмерных, лакокрасочных, фасовочных (разлив жидких продуктов в тару) и других производств характеризуется наличием операций, для выполнения которых необходима реализация автоматической подачи в объект управления (ОУ) устанавливаемых технологическим регламентом доз или расходов жидких компонентов. При этом при проектировании оборудования необходимо учитывать разнообразие физико-химических свойств дозируемых составов, обеспечивать достаточно высокую точность и широкие диапазоны дозирования.
Задача автоматизации операций дозирования усложняется, если требуется реализовать систему автоматического регулирования (САР) параметров ТП, эффект регулирования в которой достигается посредством ввода в ОУ доз жидкости. В этом случае САД надо рассматривать и, соответственно, проектировать как исполнительное устройство (ИУ) в составе САР, в которой, помимо средств автоматического контроля и регулирования основных параметров, должны содержаться контуры управления собственно процессами дозирования.
И здесь проектировщик сталкивается с еще более сложной задачей, когда ОУ обладает инерционным запаздыванием и параметрической нестационарностью. Последняя выражается в непостоянстве во времени его динамических параметров.
Типичными примерами таких ОУ являются объекты очистки промышленных сточных вод гальванических производств.
Эти ОУ характеризуются следующими общими признаками:
- возможностью описания динамики реакторов очистных установок передаточной функцией Wо(s) вида: Wo(s)= koexp(-os)/(Tos+1), где ko, o и Тo - соответственно, коэффициент усиления, постоянная времени и время запаздывания ОУ;
- параметрической нестационарностью, выражающейся в непостоянстве во времени параметров ko, o и Тo или части из них, обусловленной их зависимостью от химического состава сточных вод.
Согласно рекомендациям, изложенным в научно-технической литературе, при выборе закона регулирования для такого рода объектов необходимо учитывать величину отношения o/To, служащую общей динамической характеристикой ОУ. В зависимости от величины o/To рекомендуется выбирать двухпозиционный закон регулирования при o/To < 0,2; пропорциональный - при 0,2 o/To 1,5; импульсный - при o/To > 1,5.
На практике же, ввиду параметрической нестационарности данных ОУ и ограниченности времени процесса обезвреживания промстоков, применение какого-либо одного из указанных законов регулирования не обеспечивает нужные характеристики САР по точности и быстродействию. Для достижения должного качества очистки в реальных условиях, необходимо применение САР с перенастраиваемой структурой, для реализации которых требуется определенный класс практически отсутствующих в промышленности универсальных САД, конструктивно и функционально приспособленных к выполнению операций как порционного, так и непрерывного дозирования. Термин «функционально приспособленных» означает, что эти системы должны иметь датчики выходных параметров и соответствующие функциональные блоки, воспринимающие входные управляющие сигналы для реализации того или иного алгоритма управления дозированием.
2. Среди указанных выше производств, связанных с задачами автоматизации процессов дозирования жидкостей, фасовочные производства занимают особое место. Это связано с тем, что в последнее десятилетие в России получает развитие упаковочная отрасль. Образовался целый ряд предприятий малого и среднего бизнеса, занимающихся производством и расфасовкой жидких продуктов в тару. В связи с этим становится чрезвычайно актуальной проблема создания высокоточного, недорогого, надежного и компактного импортозамещающего фасовочного оборудования, учитывающего специфические условия малых производств.
В отличие от крупносерийных и массовых производств такое оборудование должно быть приспособлено к работе с большой номенклатурой дозируемых составов и иметь возможность оперативной переналадки на разные типы продукции.
3. В научно-технической литературе общепризнанной является классификация САД по основным принципам действия.
Здесь выделяются следующие группы устройств и систем дозирования: замкнутые САР параметров ТП с расходомерами на линиях подачи дозируемой жидкости в объект – приемник доз и насосы-дозаторы, реализующие функции непрерывных САД; системы автоматического отмеривания доз с расходомерами и интегрирующим устройством, ДУ сифонного и эрлифтного типов, а также ДУ с мерной емкостью, реализующие функции порционных САД.
Строящиеся по рассмотренным схемам замкнутые САР с расходомерами имеют низкую точность при малых величинах производительности, что связано с нестабильностью характеристик регулирующих клапанов, особенно при работе с малыми перепадами давлений. Другим их недостатком является наличие конструктивно сложных расходомеров, устанавливаемых в линиях подачи дозируемой среды, и вторичных приборов, понижающих надежность данных систем.
Системы автоматического отмеривания доз, реализующие функции порционных САД работают по одному из двух принципов:
- путем суммирования мгновенных значений расхода, осуществляемого посредством связанного с расходомером интегрирующего устройства, и отключения исполнительного механизма (ИМ) при достижении заданной величины дозы. В качестве интегрирующего устройства используются различные системы задания, учета и регистрации протекших количеств жидкости, работающие в комплекте с крыльчаткой или подобного рода датчиком расхода, преобразующим объемный расход жидкости в скорость вращения чувствительного элемента (вертушки, ротационные, барабанного типа);
- путем использования ДУ непрерывного действия с постоянным расходом на выходе (в качестве которых выступают насосы-дозаторы с усреднителем расхода) с отмериванием дозы по времени.
Данные принципы построения систем порционного дозирования неприемлемы для отмеривания и выдачи малых доз ввиду наличия больших статических и динамических ошибок, возникающих из-за нелинейности и инерционности датчиков расхода и регулирующих органов (в первом случае) и из-за наличия относительно больших по продолжительности и, как правило, нестабильных переходных процессов изменения расхода дозируемой среды при включении и выключении ДУ (во втором случае).
Насосы-дозаторы (электроприводные и пневматические), применяемые главным образом на жидкостях, не содержащих твердой фазы, являются конструктивно сложными, имеют узкий диапазон дозирования. Насосы-дозаторы целесообразно применять при значительном противодавлении в объекте – приемнике доз, а также для непрерывного напорного объемного дозирования при соблюдении бесперебойности подачи и постоянства концентрации дозируемого состава.
ДУ сифонного и эрлифтного типов являются высоконадежными безарматурными системами свободного и низконапорного истечения. Однако, их применение в качестве средств автоматизации ТП ограничено.
ДУ сифонного типа могут использоваться лишь для дозирования фиксированных объемов жидкости и не позволяют производить автоматическую дистанционную регулировку величины дозы. Кроме того, для обеспечения приемлемой точности дозирования требуются дополнительные средства стабилизации перепада давлений на линии подачи жидкости, а также дополнительные ИУ для автоматизации операций пуска и останова сифона.
ДУ эрлифтного типа могут применяться лишь на невязких жидкостях.
ДУ с мерной емкостью конструктивно сложны и применимы лишь для дозирования фиксированных или изменяемых в сравнительно узком диапазоне доз жидкости, что связано с ограниченностью объема ME.
Представляют особый интерес безарматурные устройства транспортировки жидких сред под действием избыточного давления сжатого воздуха, создаваемого в замкнутом расходном резервуаре-монжусе. Эти устройства не являются собственно ДУ, так как имеют существенную зависимость расхода на выходе от текущего положения уровня жидкости в резервуаре. Тем не менее, эти устройства не содержат гидрозапорную арматуру в линии подачи жидкости. Именно это обстоятельство явилось причиной принятия их за основу для дальнейшей доработки и реализации безарматурных универсальных САД.
Среди систем расфасовки жидких продуктов в тару на сегодняшний день наибольшее распространение получили дозаторы объемно-поршне-вого типа с мерными камерами (МК) переменного объема и с клапанно-поршневыми ИМ и весовые, в которых реализован прямой метод отмеривания дозы: по объему МК (в первом случае) или по показаниям автоматизированных электронных весов (во втором случае).
Другими распространенным типами ДУ являются ДУ гравитационного типа с отмериванием дозы по уровню жидкости в таре и перистальтические – с отмериванием дозы по числу оборотов приводного вала.
Таким образом, обосновывая актуальность темы диссертации, необходимо отметить следующее.
Известные ДУ имеют ряд принципиальных недостатков, ограничивающих их эффективное использование как для построения универсальных САД для автоматизации ТП, так и в качестве фасовочного оборудования в условиях малых производств.
К этим недостаткам относятся: сложность конструкций узлов дозирования и управления; сравнительная узость обеспечиваемых диапазонов дозирования; неприспособленность оборудования к дозированию сред с различными физико-химическими свойствами; узкие функциональные возможности по оперативной перенастройке выходных параметров ДУ.
Целью работы является исследование и разработка принципов построения, методики проектирования и аппаратурной реализации гаммы САД жидкостей широкого назначения, в том числе следующих систем.
1. Универсальных САД для построения САР ТП с перенастраиваемой структурой для ОУ, обладающих инерционным запаздыванием и параметрической нестационарностью (на примере ОУ процессами очистки промышленных сточных вод гальванопроизводств).
2. Универсальных автономных САД для автоматизации процессов порционного и непрерывного дозирования жидкостей в устанавливаемых технологическим регламентом количествах.
3. Высокоточных, недорогих и компактных импортозамещающих САД для расфасовки жидких продуктов в тару для малых производств, в том числе типовых с ручной установкой тары на позицию налива, и строящихся на основе типовых – индивидуальных систем, встраиваемых в конвейерные линии, с широкими функциональными возможностями по оперативной перенастройке как величины дозы, так и диапазона дозирования.
4. Систем многокомпонентного дозирования.
Задачи диссертационной работы. Для достижения поставленной цели необходимо было решить следующие задачи:
- провести обзор и анализ существующих методов дозирования жидкостей, а также принципов построения и конструктивных особенностей промышленных автоматизированных ДУ и САД;
- выработать классификационные признаки, на основании которых может быть произведен выбор рациональных принципов организации и построения указанных в цели работы систем;
- разработать методы преобразования расхода жидкости (как основного регламентируемого параметра процессов дозирования) в выходные параметры, приемлемые и удобные для построения пневматических САД, в том числе универсальных (в вышеуказанном смысле);
- на основе изучения ТП расфасовки жидкостей в тару и используемого в этих процессах промышленного дозировочного оборудования, выявить специфику малых производств и разработать принципы построения и методику проектирования типовых и индивидуальных САД, удовлетворяющих требованиям данных производств;
- выработать критерии и разработать принципы построения систем многокомпонентного непрерывного и порционного дозирования.
Методы исследования. Проведенные исследования базируются на основах гидродинамики неустановившегося движения жидкости, математической теории обработки данных экспериментов, теории линейных систем автоматического регулирования, на применении формализованного описания последовательности технологических операций автоматизируемого процесса в виде графа операций, а также на использовании известных методов и прикладных программ на персональных компьютерах, позволяющих сократить трудозатраты на разработку и проектирование САД.
Научная новизна. Научная новизна работы заключается в разработке, обосновании, аналитическом и экспериментальном исследовании новых оригинальных технологий и схемных решений на основе методов отмеривания дозы по косвенным параметрам для создания комплекса САД жидкостей. Данная обобщенная формулировка научной новизны работы раскрывается следующими новациями.
1. Разработана новая классификация САД по признакам наличия или отсутствия в системе датчиков контроля ее выходных параметров и по методам контроля этих параметров, на базе которой выработаны рациональные принципы организации и построения САД, указанных в цели работы.
2. На основе предложенного нового способа порционного дозирования жидкостей разработан новый класс замкнутых универсальных САД с единым выходным параметром - текущей величиной расхода жидкости на выходе ДУ, преобразуемой в давление сжатого воздуха.
3. Предложена методология анализа систематических погрешностей процессов порционного дозирования жидкостей, приемлемая и для анализа метрологических характеристик аналогичных процессов.
4. Разработаны принципы построения, методика проектирования и номенклатура типовых САД по косвенным параметрам для малых производств на основе использования датчиков параметров течения жидкостей барботажного типа и аппаратуры промышленной пневмоавтоматики систем УСЭППА и ЦИКЛ.
Достоверность научных положений и выводов, полученных в диссертации, подтверждена результатами практического использования разработанных систем дозирования на ряде промышленных объектов.
Практическая ценность работы заключается в создании новых принципов построения, методики проектирования и аппаратурной реализации САД по косвенным параметрам с едиными принципами их организации и реализации на элементной базе промышленной пневмоавтоматики.
В диссертации получены следующие практические результаты.
1. Разработаны оригинальные схемы построения и аппаратурная реализация пневматических функциональных блоков УУ в составе САД:
2. Разработаны критерии и принципы построения универсальных многокомпонентных САД, предложен ряд конструктивных и схемных решений, упрощающих реализацию систем многокомпонентного дозирования.
3. Показаны особенности проектирования индивидуальных САД и их использования как нестандартного дозировочного оборудования для решения задач дозирования жидких продуктов в условиях малых производств.
Результаты работы нашли практическое применение на ряде производств на предприятиях малого и среднего бизнеса в виде автоматизированных систем дозирования, прошедших этап опытной, а после их доводки - промышленной эксплуатации. Получены акты внедрения разработанных и переданных заказчикам систем, что подтверждается соответствующими актами о внедрении.
Диссертационная работа выполнена в рамках плановой тематики Института проблем управления им. В.А. Трапезникова РАН.
Апробация работы. Основные положения и результаты диссертационной работы докладывались на IX (Варшава, 1982) и X (Москва, 1986) Международных конференциях по пневмоавтоматике и струйной технике; на третьем Научно-техническом семинаре "Пневматические системы управления биологическими процессами", Москва, 1987; на Научно-практической конференции "Автоматизация в экологии и медицине", Самара, 1991; на Национальном форуме "Экология и экономика России", Москва, 1995; на Всероссийском совещании "Пневмоавтоматика", Москва, 1996; на третьей Международной конференции "Проблемы управления качеством окружающей среды", Москва, 1997; на Всероссийской конференции с международным участием "Пневмогидроавтоматика - 99", Москва, 1999; на Международной конференции по проблемам управления, Москва, 1999; на Третьей (Москва, 2006) и Четвертой (Москва, 2009) международных конференциях по проблемам управления; на Российской конференции с международным участием “Технические и программные средства систем управления, контроля и измерения” (УКИ'08), Москва, 2008; на семинарах ассоциации «Росупак».
Публикации. Основные результаты исследований и разработок по теме диссертации содержатся в 52 публикациях, в их числе 23 публикации в ведущих научных журналах и изданиях перечня ВАК.
Структура и объем работы. Диссертация состоит из введения, пяти глав и заключения, содержит 232 стр. машинописного текста, 53 рисунка, 8 таблиц и список литературы из 121 наименования.
СОДЕРЖАНИЕ РАБОТЫ
Во Введении обосновывается актуальность, формулируются цель и основные направления исследований, изложены методы исследования, научная новизна, практическая ценность и достоверность полученных результатов диссертационной работы.
Первая глава посвящена уточнению основных понятий в области дозирования жидкостей, обзору и критическому анализу принципов действия и конструктивных особенностей промышленных ДУ и САД, выработке классификационных признаков, на основании которых проводился выбор рациональных принципов организации и построения САД.
Из проведенного обзора и анализа известных методов и систем дозирования жидкостей сделаны следующие выводы.
1. Известные ДУ имеют ряд принципиальных недостатков, указанных в «Общей характеристике работы», ограничивающих их эффективное использование для построения указанных в цели работы систем.
2. Для выявления рациональных принципов построения САД целесообразно воспользоваться разработанной автором классификацией САД (рис.1), в основу которой положены признаки наличия или отсутствия в системе датчиков контроля ее выходных параметров и методы контроля этих параметров. При этом, применительно к САД, приспособленных для работы в составе САР с перенастраиваемой структурой, предпочтительным является принцип дозирования, основанный на использовании замкнутых по выходному параметру систем. Данному принципу в наибольшей степени соответствуют САД на базе ДУ с единым выходным параметром.

Рис.1. Классификация САД.
3. Поскольку значительная часть известных устройств и систем дозирования использует принцип отмеривания дозы по косвенным параметрам, этот способ нуждается в подробном исследовании с целью выявления возможности разработки более простых по реализации САД.
4. При решении задач автоматизации процессов разлива жидких продуктов в тару в первую очередь необходимо рассмотреть наиболее распространенные на практике технологические схемы установок разлива в совокупности с соответствующим данной схеме методом отмеривания дозы и выявить наиболее рациональные принципы построения САД. При этом, с целью унификации дозировочного оборудования для различных технологических схем, основное внимание следует уделить анализу возможности использования однотипного датчика параметров течения жидкости.
Во второй главе разрабатываются и исследуются замкнутые по выходному параметру универсальные САД на базе ДУ с единым выходным параметром. Рассматривается их использование в качестве ИУ в составе САР параметров ТП с перенастраиваемой структурой (на примере процессов очистки промышленных сточных вод гальванопроизводств).
В диссертации показано, что реализация практически всех известных методов очистки промстоков гальванопроизводств связана с необходимостью организации контуров дозированной подачи жидких химреагентов в очистные установки либо в заданных технологическим регламентом количествах (при использовании физико-химических методов), либо в количествах, определяемых в процессе автоматического регулирования параметров процесса очистки (при использовании химреагентных и электрохимических методов). В последнем случае основными регулируемыми параметрами являются кислотность вод рН и концентрации загрязняющих компонентов.
Как отмечалось выше, объекты очистки промстоков гальванопроизводств обладают инерционным запаздыванием и параметрической нестационарностью. Поэтому предпочтительным для такого рода ОУ является принцип дозирования, основанный на использовании замкнутых по выходному параметру универсальных САД на базе ДУ с единым выходным параметром.
Для определения такого параметра установим связь между объемом дозы Vд, отпускаемым потребителю за время Тд цикла порционного дозирования, и текущей (по времени t) величиной расхода Q(t) на выходе ДУ.
Искомая связь между указанными параметрами существует и является однозначной при использовании предложенного нового способа порционного дозирования. Данный способ (рис.2) предполагает, во-первых, одновременное выполнение операций порционного дозирования - транспортировку жидкости, отмеривание дозы, и ее выдачу. Во-вторых, этот способ заключается в том, что отмеривание дозы производится следующим образом.
Мгновенную величину расхода Q(t) изменяют посредством ее автоматического программного регулирования по заданному закону: Q(t) = Q3(t). Расход Q(t) сначала увеличивают в течение времени t* от его начального (в момент времени t=0) минимального значения Qmin до некоторого, фиксированного для каждой дозы, заданного значения Qз*, а затем уменьшают до нуля. Указанные изменения Q(t) формируются с помощью показанных на рис.2 пунктирными линиями монотонно возрастающей (1(t)) и монотонно убывающей (2(t)) базовых функций, имеющих нулевой корень.
Таким образом, контроль и управление процессами как порционного, так и непрерывного дозирования можно вести по единому выходному параметру - мгновенной величине расхода Q(t) жидкости. При непрерывном дозировании расход Q(t) должен поддерживаться на заданном постоянном уровне Q(t) = Qз* = const, определяющем производительность ДУ. При порционном дозировании параметр Q(t) должен изменяться по заданным - Q1,3(t) и Q2,3(t) законам:
Q(t) = Q1,3(t) + Q2,3(t), где Q1,3(t) Qmin + 1(t) – при 0 < t t*,
Q2,3(t) Qз* + 2(t – t*) – при t* t Тд…………………………………......(1)
При этом объем дозы и время дозирования могут изменяться в широких пределах за счет изменения базовых функций 1(t) и 2(t) и параметра задания дозы Qз*.

Рис.2. Способ порционного дозирования.
С учетом (1) объем дозы Vд, отпускаемый потребителю за время Тд цикла порционного дозирования, связан с расходом Q(t) соотношением:
t* Тд t* Тд
Vд = Q1,3(t) dt + Q2,3(t) dt = [Qmin + 1(t)] dt + [Qз* + 2(t – t*)] dt,…...(2)
0 t* 0 t*
где время t* изменения расхода в сторону его увеличения и полное время дозирования Тд определяются из граничных условий:
Q1,3(t*) Qmin + 1(t*) = Qз*; Q2,3(Тд) Qз* + 2(Тд – t*) = 0……………......(3)
На рис.3а показана схема конструкции проточного преобразователя мгновенной величины расхода Q(t) в давление p(t) сжатого воздуха, представляющего собой замкнутую дозировочную емкость (ДЕ) 1 с входным патрубком 2 и коротким цилиндрическим сливным насадком 3.

Рис.3. Схемы преобразователя: а - принципиальная, б - расчетная,
в, г, д - структурные.
Принцип действия преобразователя основан на повышении давления р сжатого воздуха в газовом пространстве ДЕ при подаче дозируемой жидкости через входной патрубок 2 и далее, через насадок 3, - к потребителю.
Истечение жидкости из ДЕ имеет стабильный характер (происходит с заполнением ею внутренней полости насадка и сопровождается повышением давления р при расходах Q, превышающих некоторое минимальное значение Qmin (зону нечувствительности преобразователя), которая зависит от конструктивных параметров ДЕ и может быть определена из статической характеристики преобразователя.
Для выбора величин конструктивных параметров ДЕ и оценки их влияния на точность дозирования получены статическая и динамические характеристики преобразователя.
Для этого использовались его расчетная схема (рис.36) и двухзвенная структурная схема (рис.3в). В расчетной схеме, с целью упрощения выкладок, принята за основу цилиндрическая форма ДЕ. Структурная схема (рис.3в) составлена по отношению к управляющему (входному) воздействию преобразователя в виде приращения притока Q1=Q1–Q1,0 жидкости в ДЕ и к выходным параметрам в виде приращений давления р = р - р0 (для звена 1) и расхода на выходе ДЕ Q2 Q2–Q2,0 (для звена 2), где p0 - установившееся значение давления р, соответствующее постоянным по времени t (установившимся) величинам притока Q1,0 и расхода Q2,0 жидкости: Q1,0=Q2,0=Q0= const.
Статическая характеристика преобразователя имеет вид
Q0 = f {(2 / ) р0 + 2g [l + Не р0/(p0 + Pa)]}1/2……………………........(4)
и получена из решения системы двух уравнений: уравнения Бернулли для установившегося турбулентного движения несжимаемой жидкости, записанного для сечений 1-1 и 2-2 (рис.3б) и уравнения газового состояния в ДЕ для модели изотермического процесса сжатия газа. В выражении (4) - - коэффициент расхода, f=d2/4 - площадь проходного сечения насадка, l и d - длина и внутренний диаметр насадка, - плотность жидкости, g - ускорение силы тяжести, Pa - атмосферное давление, Не - высота ДЕ.
Истечению жидкости из ДЕ с минимальным расходом соответствует точка характеристики (4), для которой р0 = 0 и Qmin= f (2g l)1/2.
Рассмотрим реализацию предложенного способа порционного дозирования для частного случая, когда системой программного регулирования расхода Q(t) производится только его увеличение от 0 до Qз* по заданному закону Q(t) = Q1,з(t) Qmin + 1(t), после чего выполняется операция отсекания дозы (быстрое уменьшение до нуля расхода на выходе ДУ). Заданный характер изменения расхода Q(t) может быть получен посредством программного регулирования давления р по заданному, рз(t), например, по наиболее просто реализуемому средствами пневмоавтоматики экспоненциальному закону.
При таком алгоритме порционного дозирования, а также при условии «идеальности» системы регулирования давления р, предполагающем тождественное равенство р(t) рз(t), количественная оценка объема дозы Vд, отпускаемого потребителю за один цикл Тд дозирования, полученная без учета инерционных свойств звена 2 преобразователя, может быть дана в виде:
t*
Vд=f {(2/)рз(t)+2g [l+Нер з(t)/(p з(t)+Pa)]}1/2dt+Vepз*/(pз*+Pa),……..(5)
0
где Vepз*/(pз*+Pa)=Vд,от- составляющая дозы, отпускаемая за время отсекания, определяемая как объем жидкости, накопленный в ДЕ за время t*,
pз* = рз(t*).
Построение системы непрерывного дозирования на основе ДЕ ведется посредством автоматической стабилизации давления р на заданном постоянном уровне p = рз* = const. При этом оценка производительности САД при условии «идеальности» САР давления р, будет иметь вид:
Q= f {(2/ ) рз* + 2g [l + Не рз*/(pз* + Pa)]}1/2………………………...(6)
Функциональные зависимости (5) и (6) представляют собой расчетные тарировочные характеристики ДУ и могут быть использованы для ориентировочной количественной оценки обеспечиваемых диапазонов дозирования.
Из (5) и (6) следует, что однозначная зависимость объема дозы и производительности ДУ от давлений задания (pз* и рз*) имеет место при постоянных величинах , и Ра. При условии =const для процесса непрерывного дозирования систематическая погрешность Q2(Ра)max ничтожно мала и может не приниматься во внимание. Погрешность Q2() должна учитываться при оценке метрологических характеристик САД.
Таким образом, исследованы факторы, вызывающие систематические погрешности дозирования при условии «идеальности» системы регулирования давления р. «Неидеальность» же системы регулирования приводит к появлению дополнительной динамической погрешности.
Чем меньше инерционность преобразователя и количество звеньев, определяющих его динамику, тем проще реализация качественного регулирования, направленного на снижение динамической погрешности. В этой связи в главе 2 исследованы динамические характеристики преобразователя и дана оценка влияния на них конструктивных параметров ДЕ.
Динамика преобразователя описывается системой трех уравнений.
1. Уравнением Бернулли для неустановившегося режима истечения жидкости через насадок, составленным с учетом неравенства u»dh/dt: р/g+l+h+(dh/dt)2/2g = (1/2) (u2/2g)+(l/g) (du/dt), где u(t) - текущее (по времени t) значение скорости истечения жидкости из ДЕ.
2. Уравнением газового состояния в ДЕ: h(t) = Не р / (р + Ра).
3. Уравнением баланса расходов в ДЕ: Fe (dh/dt) = Q1 - Q2, где Fe – площадь проходного сечения ДЕ.
Оценка динамических характеристик преобразователя проведена по его линейной модели. Такая оценка оправдана ввиду малых динамических отклонений давления р (и, соответственно, расхода Q2) от их заданных значений.
Полученная модель преобразователя имеет вид стандартных линейных дифференциальных уравнений:
Т2 d(Q2)/dt + Q2 = k2 р – для звена 2, где постоянная времени Т2 и коэффициент k2 вычисляются по формулам: Т2 = 2 l f / Q0; k2 = 2 f2 / Q0;
Т1Т2 d2(p)/dt2 + Т1 d(p)/dt + p = (T2/k2) d(Q1)/dt + (1/k2) Q1 – для звена 1, где Т1 - постоянная времени звена 1, вычисляемая по формуле:
Т1 = VePа/k2 (p0+Pa)2 = VePаQ0 / 2 f2 (p0+Pa)2.
Таким образом, преобразователь расхода описывается двухзвенной структурой с передаточными функциями вида (рис.3г):
W1(s) = (Т2 s + 1) / k2 [(Т1Т2 s2 +Т1 s + 1)]; W2(s) = k2 / (Т2 s + 1)…….(7)
Анализ данной структуры показывает, что улучшение динамических характеристик преобразователя может быть проведено путем варьирования величин конструктивных параметров ДЕ. При достаточно малой величине постоянной времени Т2 и выполнении неравенства Т1/Т2«1 звено 1 можно рассматривать как апериодическое звено с коэффициентом усиления k1 = 1/k2 и постоянной времени Т1, а звено 2 - как усилитель с коэффициентом усиления k2 (рис.3д).
При определенных в диссертации соотношениях конструктивных параметров ДЕ эти условия выполняются, преобразователь расхода имеет передаточную функцию вида W(s) = k1/Т1 s + 1, является малоинерционным и вполне приемлем для реализации на его основе универсальных САД.
ДУ с преобразователем расхода в составе САД могут строиться по трем основным схемам (рис.4).

ДУ (рис.4а) не содержит гидрозапорную и регулирующую арматуру на линии подачи жидкости и может применяться на средах, содержащих значительный процент нерастворенной твердой фазы (например, на известковых суспензиях, являющихся основным химреагентом в процессах очистки сточных вод гальванопроизводств). ДУ (рис.4б,в) могут применяться на жидких средах с небольшим содержанием взвесей.
Работа САД (рис.4а,б) организуется по следующим алгоритмам.
В исходном состоянии в обеих системах производится продувка соединительного трубопровода (от РР к ДЕ) и сливного насадка.
При непрерывном дозировании УУ (рис.4а) посредством релейного двухпозиционного программного регулирования давления p1 по заданному экспоненциальному закону обеспечивает заполнение жидкостью трубопровода и автоматическую стабилизацию давления р на заданном постоянном уровне p = рз* = const (где рз* - давление задания производительности).
Цикл порционного дозирования в обеих САД включает стадии заполнения трубопровода под действием нарастающего по времени t по заданному экспоненциальному закону давления p1(t), наполнения ДЕ до уровня, соответствующего равенству p = pз* (где pз* - давление задания дозы), отсекания дозы путем переключения клапанов K1-K3 на операцию продувки и стадию пополнения РР через клапан K4, реализуемую в САД на рис.4б.
В САД на рис.4в стабилизация давления р при непрерывном дозировании и его программное регулирование при порционном дозировании осуществляются посредством разработанного для этих целей автором диссертации пневматического импульсного пропорционально-интегрального (ИПИ) регулятора, описание которого приводится в примере 2 второй главы диссертации. Действие регулятора основано на изменении проходного сечения регулирующего клапана К5 в зависимости от знака и текущей величины рассогласования давления р.
Рассмотренные САД могут иметь двоякое применение:
- в качестве ИУ в составе замкнутых САР параметров ТП; в этом случае на вход УУ подается показанный на рис.4 пунктирной линией аналоговый пневматический сигнал P, отражающий текущее значение регулируемого параметра, преобразуемого в давление сжатого воздуха;
- как автономные системы, предназначенные для решения других, не связанных с автоматическим регулированием параметров по замкнутой схеме, задач дозирования.
В первом случае первостепенное значение имеют надежность САД и возможность реализации ею различных законов регулирования, во втором - ее метрологические характеристики.
В работе для порционной САД с ДУ монжусного типа дана оценка влияния различных факторов на точность дозирования. При этом была использована следующая оригинальная методология.
Первоначально было составлено аналитическое описание процесса дозирования. Далее оценивалась повторяемость стадий процесса в отдельных реализациях цикла дозирования, которая была принята в качестве критерия отсутствия погрешностей дозирования. При этом считалось (без решения исходной системы уравнений), что эта повторяемость имеет место, если остаются неизменными рабочие параметры ДУ, а также начальные и граничные условия для входящих в описание стадий исходных уравнений.
Как показало проведенное исследование, наибольшую по отношению к другим погрешностям абсолютную величину имеет погрешность дозирования Vд(Н0), вызываемая изменением начального уровня заполнения РР.
Рассмотренный в диссертации метод компенсации данной погрешности заключается во введении в состав ДУ барботажного измерителя параметра H0, а в цикл дозирования дополнительной (предшествующей заполнению трубопровода) стадии - установки в РР начального давления p1,0. Последнее вычисляется пневматическим сумматором по формуле: р1,0 = р1,m - рh,0, где р1,m = const - умноженное на удельный вес жидкости заданное начальное положение уровня в трубопроводе, соответствующее окончанию операции установки в РР начального давления, рh, 0 = Н0 - выходной сигнал барботажного датчика уровня. При реализации данного метода погрешность Vд(Н0) исключается.
Рассмотренная методология анализа систематических погрешностей порционной САД с ДУ монжусного типа (рис.4а) была также использована и при разработке типовой системы непрерывного дозирования на основе ДУ дроссельного типа (рис.4в). описание которой дается в примере 3 главы 2.
Накопленный в Институте проблем управления РАН опыт автоматизации производственных ТП средствами промышленной пневмоавтоматики позволил создать инженерную методику синтеза дискретных УУ в виде стандартной позиционной структуры, основанной на формализованном описании последовательности операций процесса в виде графа операций.
Данная методика, изложенная в главе 2 в конспективной форме, является наиболее эффективной и принята за основу при синтезе УУ в составе САД, строящихся на основе преобразователя расхода в давление сжатого воздуха. Эта методика проиллюстрирована в работе тремя примерами.
В примере 1 рассматривается САД, реализующая двухпозиционный и АИ (амплитудно-импульсный) законы регулирования параметра рН на установке периодического действия для химической нейтрализации кислотосодержащих сточных вод. Эта система была испытана и эксплуатировалась на очистных сооружениях НПО "Орион" в составе системы управления процессом очистки кислотно-щелочных вод. Для дозирования реагента (известкового молока) применено ДУ монжусного типа (рис.4а).
В примере 2 рассматривается САД отработанных щелочных растворов в составе установки непрерывного действия одноступенчатой гальванокоагуляционной очистки промстоков, реализующая (по выбору оператора) двухпозиционный, пропорциональный или АИ законы регулирования параметра рН. Для дозирования реагента - щелочных отработанных растворов применено ДУ дроссельного типа (рис.4в). САД выполняет функции узла автоматической корректировки параметра рН.
В примере 3 рассматривается типовая система непрерывного дозирования на основе ДУ дроссельного типа (рис.4в), отличительными особенностями которой являются наличие напорной магистрали на входе в ДЕ и протяженного сливного трубопровода на ее выходе, и исследуются методы повышения точности такой САД. Последние основаны на совершенствовании конструкции и схемы построения ДУ, а также алгоритма управления дозированием.
Таким образом, в главе 2 получены следующие результаты:
- предложен новый способ порционного дозирования жидкостей и разработан реализующий данный способ датчик-преобразователь расхода дозируемой среды в давление сжатого воздуха, проведено исследование его статических и динамических характеристик;
- дано описание схем построения и алгоритмов работы универсальных САД с преобразователем расхода, приведены примеры их использования в составе замкнутых САР технологических параметров с перенастраиваемой структурой;
- предложена математическая модель описания процесса порционного дозирования, реализуемого в САД с ДУ монжусного типа, и методология анализа ее метрологических характеристик, на основании которой выявлены факторы, вызывающие дополнительные систематические погрешности данных систем, рассмотрены методы компенсации этих погрешностей.
Третья глава посвящена разработке принципов построения, методики проектирования и аппаратурной реализации типовых порционных САД для расфасовки жидких продуктов в тару в условиях малых производств.
Типовые САД – это однажды разработанные системы, которые могут быть использованы без существенной доработки их принципиальной схемы с учетом особенностей ТП.
Типовые САД являются основой для разработки конкретной индивидуальной системы расфасовки с учетом особенностей и специфики ТП заказчика. Так что индивидуальные САД – это системы, отличные от типовых по принципиальной технологической схеме, составу оборудования и алгоритму управления.
Основной отличительной особенностью предлагаемых новых принципов построения САД является отказ от использования мерных камер с механическими подвижными элементами и дорогостоящих весоизмерительных устройств отмеривания дозы прямым методом и их замена на более простые по составу оборудования САД по косвенным параметрам, строящиеся на базе пневматических датчиков барботажного типа.
В зависимости от состава и схемы размещения оборудования системы расфасовки, а также диапазона дозирования, вязкости жидкости и типоразмеров тары операция отмеривания дозы может контролироваться по следующим косвенным параметрам: по времени - при условии обеспечения постоянной величины расхода жидкости в линии ее налива в тару; по достижении заданного уровня жидкости в таре в процессе ее наполнения; по гидростатическому давлению столба жидкости, отмеряемому в мерной емкости, являющегося косвенным параметром для отмеривания веса дозы.
При объемном дозировании с отмериванием дозы по времени организуется напорное истечение жидкости из замкнутого расходного резервуара-монжуса (РР) с постоянным перепадом давлений на линии налива (ЛН), обеспечиваемым регулятором давления в составе УУ. При этом величина дозы определяется временем дозирования и сечениями гидрокоммуникаций.
Рассмотрим показанную на рис.5. известную схему транспортировки жидкости под действием избыточного давления сжатого воздуха, создаваемого в РР, и определим условия, при которых данное устройство напорного истечения может быть использовано в качестве порционного ДУ.

Рис.5. К описанию принципа дозирования по времени.
При произвольном характере изменения по времени t избыточного давления р1(t) сжатого воздуха в РР течение жидкости в выходном трубопроводе описывается дифференциальным уравнением Бернулли для неустановившегося турбулентного движения несжимаемой жидкости, которое для выделенных сечений 1-1 и 2-2 имеет вид:
р1 /g + H = [1 + + (L/D)] (u2/2g) + H* + (L/g) (du/dt),……………(8)
где - плотность жидкости, g - ускорение силы тяжести, Н - уровень жидкости в РР, L и D - длина и внутренний диаметр трубопровода, Н* - высота истечения, u - средняя по сечению трубопровода скорость течения, = соnst - коэффициент местного сопротивления на входе в трубопровод, зависящий от конфигурации входной кромки трубопровода, - коэффициент трения в трубопроводе, зависящий от текущего значения числа Рейнольдса Re=Du/ и от динамической вязкости жидкости , и рассчитываемый для турбулентного режима течения по формуле Блазиуса: =0,316 (Du / ) 1/4.
Анализ уравнения (8) показывает, что если в процессе истечения жидкости из РР поддерживать постоянным с помощью автоматического регулятора полное давление П = р1 + gH на входе в трубопровод, то при неизменных в процессе разлива жидкости величинах и , а также параметра H*, рассматриваемое течение будет установившимся. При этом u = const, и соответствующее установившееся значение объемного расхода жидкости рассчитывается по формуле: Q=kF[(2/) (П-gH*) ]1/2, где F=D2/4 - площадь сечения трубопровода, k=1/[1++(L/D)]1/2 - коэффициент расхода.
Таким образом, при П = соnst схему монжусной транспортировки жидкости можно рассматривать как ДУ непрерывного действия, а зависимость расхода Q от давления П, представляющая собой тарировочную характеристику ДУ, может быть легко получена экспериментальным путем.
Для реализации на основе рассмотренного ДУ непрерывного действия операций порционного дозирования достаточно дополнить его схему отсечным клапаном (К), служащим для прерывания потока, и барботажной трубкой (БТ) – измерителем давления П (рис.6а). При этом величина дозы, заливаемой в тару (Т) определяется временем дозирования, заданной величиной Пз параметра П и проходными сечениями гидрокоммуникаций ЛН.
При объемном дозировании с отмериванием дозы по уровню жидкости в таре (рис.6б) организуется самотечное или напорное (под действием избыточного давления сжатого воздуха) истечение жидкости из расходного бака (РБ). ЛН содержит н.о. пневмоклапан К, который открывается по команде Z+1=1, формируемой по сигналу от пусковой пневмокнопки (Кн), и закрывается при достижении заданного уровня наполнения тары, настраиваемого посредством вертикального перемещения БТ, являющейся чувствительным элементом датчика уровня. Ввод БТ в полость тары (Т) и ее вывод осуществляется автоматически с помощью пневмоцилиндра (Ц). Верхняя граница диапазона дозирования ограничена лишь объемом тары.
При дозировании с контролем по гидростатическому давлению столба жидкости (рис.6в), являющегося косвенным параметром для отмеривания веса дозы, используется мерная емкость (МЕ) с установленной в ней БТ – чувствительным элементом датчика параметра Н (пропорционального весу дозы), где - удельный вес жидкости, Н – уровень жидкости в МЕ над БТ. Отмеривание дозы производится посредством заполнения жидкостью МЕ от заданного нижнего уровня (н.у.) до заданного верхнего уровня (в.у.) через клапан налива К1 под действием разрежения, создаваемого в МЕ струйным эжектором (Э). Выдача дозы производится через сливной клапан К2.
Заданные значения в.у. и н.у. настраиваются пневматическими задатчиками в виде давлений задания рз1 и рз2, соответственно в.у. и н.у. наполнения МЕ. При рз2=const давление рз1=var однозначно определяет заданный вес дозы. Для цилиндрической формы МЕ с площадью зеркала S вес дозы G определяется равенством G = S (Н1 – Н2) = S Н = S (рз2 - рз1).
Таким образом, при рз2=const вес дозы однозначно зависит от давления задания рз1 и не зависит от удельного веса жидкости , что позволяет проводить тарировку предлагаемой САД на водопроводной воде и дозировать самые разнообразные по физико-химическим свойствам жидкости, в том числе агрессивные, в широком диапазоне изменения величины дозы (практически от 3 до 30 кг).

Методика проектирования типовых САД для расфасовки жидких про-дуктов в тару строится с учетом наиболее часто встречающихся на практике типовых технологических схем подачи жидкости, а также с учетом физико-химических свойств дозируемых жидкостей, диапазонов дозирования и других факторов. Эта методика касается систем расфасовки с ручной установкой тары на позицию налива. Автоматизация процессов разлива на конвейерных линиях требует разработки индивидуальных САД, особенности проектирования и примеры построения которых представлены в главе 5.
Исходным материалом для проектирования САД является разработанная типовая форма технического задания (ТЗ) в виде таблиц 1 и 2, которая позволяет формализовать процедуру разработки САД и содержит всю необходимую информацию по ОУ, свойствам жидкости, типе тары и другим параметрам исходных данных (ИД).
Таблица 1. Типовая форма технического задания.
| ИСХОДНЫЕ ДАННЫЕ | ВАРИАНТЫ ОТВЕТА |
| Исполнение САД | С ручной установкой тары |
| Для конвейерной линии | |
| Тип конвейерной линии | Шаговый Непрерывный |
| Число каналов дозирования | Один Два Для линии: n = |
| Диапазон дозирования (мл) | От…………. До…………. |
| Время выдачи дозы | Минимальное Заданное: =…с (для дозы…мл) |
| Точность дозирования | ± % от заданной дозы |
| Источник продукта | Ответ на этот вопрос дать в таблице 2 |
| Характеристика жидкости | Вязкость: Малая (жидкости типа воды); Средняя (жидкости типа подсолнечного масла) Высокая (более вязкие) |
| Пенящаяся Не пенящаяся | |
| Агрессивная Не агрессивная | |
| Пищевая Техническая Лекарство | |
| Характеристика тары | Тип, геометрические параметры |
Из приведенных в таблице 1 параметров ИД были выбраны три основных, в зависимости от сочетания которых может быть проведен рациональный выбор принципа отмеривания дозы и спроектирована соответствующая принципиальная схема типовой САД. Основными критериями для такого выбора являлись минимизация состава технологического оборудования системы, простота ее эксплуатации и обслуживания.
В качестве основных параметров ИД выбраны следующие: тип источника дозируемого продукта - А1 – А7 согласно таблице 2; диапазон дозирования делится на 3 группы - Б1 – малые дозы (до 100 мл), Б2 – средние (от 100 мл до 2 л), Б3 – большие (более 2 л); вязкость жидкости делится на три группы: малая - В1, средняя – В2 и высокая – В3.
Согласно предложенной методике, посредством анализа возможных (рациональных) сочетаний основных параметров ИД (Аi, Бj, Вk), которые получаются путем их последовательного перебора, производится выбор принципа отмеривания дозы, и, в зависимости от этого, по таблице 3 - выбор типа герметичного РР для работы под давлением, используемого при необходимости организации напорного истечения жидкости. При определенных сочетаниях параметров ИД расфасовку жидкости можно вести непосредственно из источника продукта; при этом РР не требуется.
Таблица 2. Источник дозируемого продукта.
| ИСТОЧНИК ПРОДУКТА | ОБОЗН. | ХАРАКТЕРИСТИКА |
| Сменная транспортировочная тара (ТТ) с дозируемым продуктом | А1 | Открытого типа (без возможности работы под давлением) емкостью до 20 л |
| А2 | Открытого типа емкостью более 20 л | |
| А3 | Герметичная (с возможностью работы под давл-ем до 0,6 кгс/см2), напр., металлические бочки напольного размещения | |
| А4 | Специальный стальной резервуар большой емкости с возможностью работы под давлением до 1,0 кгс/см2 | |
| Стационарный герметичный расходный бак (РБ) большой емкости | А5 | С установкой на высоте более 1 м от пола, например, стандартный полиэтиленовый кубитейнер емкостью 1 м3 с возможностью работы под давлением до 0,4 кгс/см2 |
| А6 | Напольного размещения, например, стандартный кубитейнер с возможностью работы под давлением до 0,4 кгс/см2 | |
| Стационарный РБ | А7 | Открытого типа большой емкости с установкой на высоте более 1 м от пола |
Таблица 3. Типы расходных резервуаров под давлением.
| ТИП. ХАРАКТЕРИСТИКА | МАКС. ДАВЛ-Е, кгс/см2 | МЕТОД ПРОМЫВКИ |
| Г1. Полиэтиленовая канистра для пищевых продуктов емкостью 20 л | 0,4 | Промывочным раствором без механич. воздействия |
| Г2. Бочки полиэтиленовые со съемной крышкой для пищевых и не пищевых продуктов емкостью 45, 60, 220 л | 0,2 | Промывочным раствором с возможностью механического воздействия |
| Г3. Транспортировочная тара типа А3 (Г3 А3) | 0,6 | Промывочным раствором без механического воздействия |
| Г4. Спец-й резервуар из нержав. стали со съемной крышкой, с загрузочным вентилем и уровнемерной трубкой | 1,0 | Промывочным раствором с механич. воздействием при снятой крышке |
Далее, в соответствии со сформулированными выше критериями, разрабатывалась принципиальная схема типовой САД.
Результаты применения рассмотренной методики представлены на рис.7 графически в виде различных вариантов и логических условий перехода к типовым САД. Заметим, что некоторые сочетания основных параметров ИД не входят в логические условия и считаются нерациональными. К этим сочетаниям относятся: А1 - Б3, А7 – Б1, А7 – В2, А7 - В3.
В обозначениях типовых САД используется следующая буквенно-цифровая аббревиатура: Д – дозатор; Т – с отмериванием дозы по времени; У – с отмериванием дозы по уровню жидкости в таре; G – с отмериванием дозы по весу; -1 (2) – число каналов дозирования; -СЭ - пополнение РР с помощью сифона (С), запускаемого в работу под действием разрежения, создаваемого в РР струйным эжектором (Э); -Э – пополнение РР под действием разрежения, создаваемого в РР струйным эжектором; -К – с линией пополнения РР через пневмоклапан; -Д - подача жидкости из транспортировочной тары под давлением, создаваемым регулятором давления.
В соответствии с рассмотренной методикой проектирования типовых САД были разработаны их технологические схемы и принципиальные схемы (аппаратурная реализация) УУ.
Как следует из рис.7, большинство из полученных вариантов схем построения типовых САД разнятся лишь по количеству каналов дозирования (1 или 2); при этом схемы двухканальных САД отличаются от соответствующих схем одноканальных систем наличием дополнительной линии налива и соответствующих однотипных функциональных узлов УУ. Поэтому в диссертации иллюстрация аппаратурной реализации УУ ограничена тремя базовыми вариантами построения САД (см. рис.6).

Рис.7. Схема вариантов и условий переходов к типовым САД.Логические условия к рис.7:
Q1 = А1 & Б1 & В1 & Г1; Q2 = А1 & (Б1VБ2VБ3) & (В2VВ3) & Г4;
Q3 = А2 & (Б1VБ2) & (В1VВ2VВ3) & Г4; Q4 = А2 & Б3 & (В1VВ2VВ3);
Q5 = А3 & (Б1VБ2VБ3) & В1; Q6 = А3 & Б3 & (В1VВ2VВ3); Q7 = А4 & Б1 & (В1VВ2VВ3);
Q8 = А4 & (Б2VБ3) & (В1VВ2VВ3); Q9 = А5 & Б1 & В1 & Г2; Q10 = А5 & Б1 & (В2VВ3) & Г1;
Q11 = А5 & (Б2VБ3) & (В2VВ3); Q12 = А5 & (Б2VБ3) & В1; Q13 = А6 & Б1 & В1 &Г2;
Q14 = А6 & Б1 & (В2VВ3) & Г1; Q15 = А6 & (Б2VБ3) & В1; Q16 = А7 & (Б2VБ3) & В1.
С учетом индивидуальных особенностей ТП, а также в зависимости от технологического оборудования, используемого заказчиком, особенностей свойств дозируемой жидкости, типа тары и т.п. факторов приходится вносить изменения в принципиальные схемы УУ. Кроме того, необходимо вносить изменения и в монтажную схему.
Вышесказанное делает понятным интерес к компьютеризации процесса проектирования и изготовления САД.
При разработке принципиальной схемы УУ целесообразно использовать графические шаблоны схем элементов, а при разработке его монтажной схемы - графические шаблоны габаритных чертежей элементов, выполненные в масштабе 1:1. В этом случае после проработки монтажной схемы последняя может использоваться как размеченный шаблон при механической обработке монтажной платы, что резко сокращает время ее изготовления.


Шаблоны принципиальных и монтажных схем наиболее часто используемых в УУ САД пневмоэлементов, выполненные в системе AutoCAD, показаны на рис.8.
Рис.8. Шаблоны принципиальных и монтажных схем пневмоэлементов.
Таким образом, в главе 3 получены следующие основные результаты: исследованы и разработаны принципы порционного дозирования жидкостей для решения задач их расфасовки в тару с отмериванием дозы по косвенным параметрам; разработаны методика проектирования и номенклатурный ряд типовых систем расфасовки с ручной установкой тары на позицию налива; разработаны компьютерные шаблоны принципиальных и монтажных схем пневмоэлементов.
В четвертой главе на основе предложенных принципов построения однокомпонентных САД рассматриваются критерии и примеры построения систем многокомпонентного дозирования.
Задачи порционного многокомпонентного дозирования могут решаться посредством построения нескольких (по числу компонентов) автономных систем порционного дозирования. Однако, такое решение не экономично, так как требует значительных аппаратурных затрат на реализацию УУ и дополнительного технологического оборудования.
Отметим также, что рассмотренные в главе 2 универсальные САД с преобразователем расхода не позволяют решать задачи многокомпонентного дозирования ввиду сложности настройки заданного соотношения расходов и синхронизации моментов начала и окончания дозирования.
Приемлемыми являются рассмотренные в главе 3 принципы, реализуемые в САД с отмериванием дозы по времени. При этом для реализации непрерывного дозирования в состав УУ даже не требуется вводить временне устройство для настройки и отсчета времени дозирования.
С целью стабилизации входящего в выражение (8) конструктивного параметра H*, а также для обеспечения подачи дозируемой жидкости в расположенный произвольным образом (но ниже уровня H*) объект - приемник доз, в схеме ДУ целесообразно сохранить (по аналогии с рассмотренными в главе 2 ДУ) дозировочную емкость (ДЕ). При многокомпонентном дозировании она оборудуется штуцерами ввода отдельных компонентов и выполняет функции емкости-смесителя (ЕС).
Разработанный автором принцип многокомпонентного порционного дозирования, предполагающий одновременное (при порционном дозировании) отмеривание по времени заданных доз отдельных компонентов, их смешивание и транспортировку смеси в объект - приемник доз, а также исключение газовой фазы из смеси компонентов, был реализован в САД, блок-схема которой показана на рис.9.
ОУ содержит следующее оборудование: расходные резервуары РР1,…РРn по числу n компонентов с барботажными трубками - датчиками полных давлений П1 - Пn на входах в питающие трубопроводы; емкость-смеситель (ЕС) с барботажным датчиком уровня; пневмоклапаны дозирования компонентов К1 - Кn и пневмоклапан Ксл на линии слива (ЛС); постоянные дроссели Д1 - Дn, установленные в питающих трубопроводах и служащие для грубой настройки расходов компонентов и их соотношения; приёмник доз (ПД).
УУ содержит пульт управления (ПУ), блок регуляторов (БР) расходов компонентов, блок контроля параметров (БКП), блок дозирования (БД), блок продувки и слива (БПС) и блок контроля герметичности РР (БКГ).
САД обеспечивает: полуавтоматический режим с отмериванием дозы по секундомеру; ручное управление клапанами К1 - Кn и клапаном Ксл на ЛС от пневмотумблеров с ПУ; опорожнение ЛС и ее продувку; контроль герметичности и уровней заполнения РР; контроль гидравлического сопротивления ЛС при подготовке САД к работе; автоматическое отключение подачи сжатого воздуха в РР в случае аварийного повышения давлений в последних; автоматическое отключение подачи дозируемых компонентов в ЕС при превышении в последней установленного значения уровня жидкости.
ПУ содержит тумблеры 1 - n для включения и выключения подачи давлений в РР; ручные задатчики расходов компонентов (заданных значений Пз1–Пзn параметров П1 – Пn); тумблер п-з для выбора контролируемого сигнала - "Параметр" (давления П1 – Пn) или "Задание" (давления Пз1–Пзn); тумблеры к1 - кn для вызова на образцовый манометр (МО), подключаемый к блоку БКП, одного из сигналов "Параметр" или "Задание"; тумблеры 1 - n и сл ручного управления клапанами К1 - Кn и Ксл; кнопки пуск для подачи команды на "Дозирование" и ст для подачи команды на прекращение режима непрерывного дозирования и на отсекание дозы при работе УУ в полуавтоматическом режиме; тумблер пр для продувки ЛС по окончании работы; тумблер кг контроля герметичности РР; индикаторы работы регулятора уровня в ЕС и ее переполнения.
Блок регуляторов расходов компонентов (БР) содержит пропорциональные регуляторы РД1 - РДn давлении П1 - Пn. Регуляторы вырабатывают сигналы В1 - Вn подачи давлений сжатого воздуха в РР и сигналы Б1 - Бn питания барбртажных датчиков давлений.
Блок контроля параметров (БКП) предназначен для контроля по МО по вызову оператора любого параметра или задания, а также уровня жидкости в ЕС - при выключенных положениях тумблеров к1 - кn.
Блок дозирования (БД) формирует сигналы управления Z1-Zn клапанами К1 -Кn и командный сигнал Zд включения операции "Дозирование".
Блок продувки и слива (БПС) реализует следующие функции:
- управление транспортировкой смеси в ПД с автоматической стабилизацией уровня жидкости в ЕС, осуществляемой посредством двухпозиционного регулятора; регулятор включается в работу сигналом Zд =1 и формирует сигнал управления Zсл клапаном Ксл на ЛС;

- коммутацию газового пространства ЕС с источником питания при продувке ЛС (Zпр = 1 при пр = 1) или с атмосферой - в отсутствие командного сигнала на продувку (Zпр = 0 при пр = 0);
- формирование сигнала Zбл = 1 автоматической блокировки операции "Дозирование" в случае переполнения ЕС.
Блок контроля герметичности (БКГ) предназначен для оперативного контроля герметичности РР и их герметизации при перерывах в работе системы. При выключенном положении тумблера кг РР герметизируются. При этом по скорости падения давления в резервуаре, фиксируемой по МО при подключении сигнала соответствующего параметра, может быть оценена степень его герметичности.
Данная система может рассматриваться как типовая универсальная САД многокомпонентного дозирования с широким диапазоном изменения соотношения расходов компонентов и высокой точностью дозирования (±1% от заданной величины дозы); при этом система характеризуется высокой эксплуатационной надежностью, компактностью, пожаро- и взрывобезопасностью.
Рассмотренная САД с емкостью-смесителем принципиально применима для отмеривания достаточно больших доз смешиваемых компонентов при большом количестве последних.
При расфасовке жидкостей в мелкую тару данная САД не обеспечивает требуемую производительность из-за потери времени на опорожнение ЕС и имеет недостаточную точность (особенно при дозировании вязких жидкостей). Для решения задачи расфасовки многокомпонентных составов в мелкую тару (практически до 100 мл) наиболее эффективной по точности и производительности является схема САД с одновременной подачей компонентов непосредственно в тару, с отмериванием дозы по времени.
Блочная схема такой САД показана на рис.10.

Рис.10. Принципиальная схема типовой двухкомпонентной САД.
САД обеспечивает: одновременное объемное дозирование жидких двухкомпонентных составов с заданным процентным содержанием компонентов (например, масла с добавкой экстракта в соотношении 98 : 2) в тару (флаконы) с внутренним диаметром заливной горловины не менее 20 мм в диапазоне 10 – 100 мл с точностью ±0,5% от заданного значения объема дозы и производительностью до 20 доз/мин при объеме дозы 100 мл; ручное управление ИМ дозирования; включение ДУ по команде от сенсорной пусковой пневмокнопки; оперативную перенастройку соотношения компонентов; отсутствие "межоперационного" каплеобразования на торцах сливных наконечников.
ОУ содержит расходные резервуары с компонентами (РР1 – для масла и РР2 – для экстракта); линии налива (ЛН1 и ЛН2) компонентов в тару (Т), содержащие двухпозиционные н.о. пережимные пневмоклапаны К1 и К2 и сливные наконечники (СН1 и СН2); пусковую пневмокнопку (Кн).
УУ работает в полуавтоматическом режиме и обеспечивает выполнение следующих функций: включение системы и ее подготовку к работе -заполнение гидрокоммуникаций ЛН1 и ЛН2 посредством ручного (от пневмотумблеров) управления клапанами К1 и К2; автоматическое поддержание, плавную подстройку и выборочный оперативный контроль по МО заданных постоянных величин Пз1 и Пз2 давлений П1 и П2 в процессе дозирования компонентов; плавную подстройку и контроль по МО давления задания дозы рз двухкомпонентной смеси; раздельную по каждой линии налива подстройку заданного процентного содержания компонентов в отмеренной дозе; налив заданных доз компонентов во флакон через клапаны К1 и К2 по команде оператора от сенсорной пусковой пневмокнопки Кн; опорожнение ЛН и промывку гидрокоммуникаций по окончании работы.
УУ содержит пульт управления (на рис.10 не показан), командный узел (КУ), временне устройство (ВУ), узел контроля параметров (УК) и регуляторы давлений П1 и П2 (РД1 и РД2).
Таким образом, в главе 4 предложены принципы построения универсальных многокомпонентных САД и показано, что эти системы принципиально не отличаются от систем для дозирования одной компоненты. Предложен также ряд конструктивных и схемных решений, упрощающих и удешевляющих САД, а именно: использование емкости-смесителя, позволяющей вести качественное перемешивание дозируемых компонентов в процессе их транспортировки в объект – приемник доз; использование общего таймера для всех каналов дозирования отдельных компонентов; установление заданного соотношения расходов по отдельным компонентам за счет подбора гидравлических сопротивлений в линиях налива и за счет варьирования давлений в РР.
Показано также, что системы непрерывного многокомпонентного дозирования отличаются от порционных лишь отсутствием таймера отсчета времени дозирования, управляющего клапанами на линиях налива.
В пятой главе рассматривается ряд примеров, которыми иллюстрируются особенности проектирования и аппаратурной реализации (на уровне состава функциональных блоков УУ) индивидуальных систем дозирования и их использования как нестандартного дозировочного оборудования в условиях малых производств.
Комбинированные системы – это системы, в которых сочетаются функциональные узлы УУ, используемые при аппаратурной реализации САД с различными методами отмеривания дозы.
Примером может служить система расфасовки лакокрасочных материалов (ЛКМ). Ее особенностью является чрезвычайно широкий диапазон изменения вязкости дозируемых продуктов, что вызывает необходимость использования в качестве РР герметичного бака под давлением. С другой стороны, требуется обеспечить и чрезвычайно широкий диапазон дозирования (емкость тары может изменяться в пределах от 1 до 30 л). Поэтому за основу следует принять метод отмеривание дозы по уровню, а для обеспечения независимости дозы от уровня жидкости в РР – ввести в состав УУ стабилизатор перепада давлений на линии налива (ЛН). Блочная схема комбинированной САД для расфасовки ЛКМ показана на рис.11.

Рис.11. Принципиальная схема системы расфасовки ЛКМ.
Система реализует автоматизированную перекачку приготовленного для расфасовки в резервуаре-смесителе (РС) открытого типа продукта в герметичный РР и его разлив в тару объемом от 1 до 30 л.
В состав ОУ входят резервуары РС и РР с гидрозапорной арматурой (вентилями В1 – В6), струйный эжектор (Э) и узел залива тары (УЗ).
РР оборудован барботажной трубкой БТ1 – датчиком полного давления П=р1+Н. ЛН содержит клапан К - шаровой вентиль с двухсторонним пневмоприводом и сменный (в зависимости от вязкости жидкости и емкости тары) СН.
УЗ оснащен перемещаемой вдоль вертикальной оси барботажной трубкой БТ2 (чувствительным элементом датчика уровня) с пневмоприводом от двухстороннего пневмоцилиндра (Ц). Ввод БТ2 в полость тары осуществляется автоматически по команде от пусковой пневмокнопки Кн1 («Дозирование»). Вывод БТ2 из полости тары осуществляется автоматически при касании жидкостью нижней торцевой кромки БТ2 или по команде от пневмокнопки Кн2 («Стоп»), служащей для экстренного прекращения дозирования.
УУ содержит узел датчика наполнения тары (УД) и регулятор давления П (РД) на уровне, выбираемом в зависимости от вязкости ЛКМ.
Системы на конвейерных линиях
В упаковочной отрасли для перемещения тары используются конвейерные транспортеры с шаговым приводом, непрерывные и линейные - шаговые с одновременным перемещением группы тар. Для синхронизации работы САД с перемещением транспортера конвейерной линии целесообразно использовать струйные пневмоэлементы типа «сопло – приемный канал» и вводить в состав УУ узлы связи с конвейерной линией.
В качестве иллюстрации особенностей построения таких САД рассмотрим три примера.
1. САД ингредиентов в упаковки с рыбной продукцией (рис.12) предназначена для автоматизации процесса порционного дозирования ингредиентов (масла или маринадов, в зависимости от типа продукции) в упаковки, перемещаемые по трехручьевой конвейерной линии термоформовочной установки, оснащенной шаговым пневмоприводом.
САД обеспечивает: одновременное объемное дозирование требуемых количеств одного из двух (в зависимости от типа продукции) жидких ингредиентов в три упаковки; равномерное распределение требуемой на каждую упаковку общей дозы ингредиента по двум точкам налива (для исключения пролива продукта); автоматическое включение ДУ по командному сигналу от струйного датчика («сопло - приемный канал») пошагового перемещения транспортера; возможность быстрой перенастройки ДУ при изменении дозы и переходе от одного вида ингредиентов к другому.
В САД реализован принцип отмеривания дозы по времени.
ОУ содержит: РР с БТ – датчиком давления П=р1+Н; линии налива (ЛН1 – ЛН3) ингредиентов, содержащие трубки (Т1–Т3) забора жидкости, двухпозиционные пережимные пневмоклапаны К1 – К3, выходные каналы которых имеют разветвление на два сливных наконечника (СН1-1 - СН3-2); узел датчика перемещения конвейера (УД), имеющий шторку (Ш), жестко связанную с планкой узла привода конвейера, и струйный элемент типа «сопло – приемный канал» с входным каналом питания (ПД ) и выходным каналом (Д).

Рис.12. Принципиальная схема САД ингредиентов.
УУ операциями залива упаковок работает в автоматическом режиме и содержит командный узел (КУ), вырабатывающий сигналы Z1 - Z3 управления клапанами К1 – К3, временне устройство (ВУ) для настройки и отсчета времени дозирования, узел контроля параметров (УК) по МО, регулятор давления П (РД) и пульт управления (ПУ) с органами ручного управления клапанами и с органами настройки и индикации процесса дозирования.
2. САД эфирных масел (рис.13) с отмериванием дозы по времени предназначена для автоматизации процесса разлива эфирных масел в тару (стеклянные цилиндрические флаконы емкостью от 10 до 100 мл), перемещаемые на конвейерной линии с непрерывным транспортером.
ОУ включает: РР с дозируемой жидкостью, пополняемый через запорный шаровой вентиль (В); линию налива (ЛН), содержащую питающую трубку (ПТ), пневмоклапан (К) и сменный СН; датчик перемещения тары - струйный элемент типа «сопло - приемный канал» с каналом питания ПД и выходным каналом Д; механизм прижима флакона с приводом от пневмоцилиндра Ц, служащий для его фиксации на позиции налива с помощью ограничительной пластины (ОП). УУ содержит пульт управления (ПУ), командный узел (КУ), временнй узел (ВУ), узел контроля настроечных параметров и регулятор давления П=р1+Н.

Рис.13. Принципиальная схема САД эфирных масел на конвейерной линии.
Работа САД осуществляется в следующей последовательности.
Дозирование жидкости ведется по команде, формируемой струйным элементом - датчиком перемещения тары. При перемещении флакона по транспортеру и перекрытии им соосно расположенных каналов струйного элемента в КУ формируется временная задержка 1, равная времени перемещения флакона от зоны срабатывания датчика до зоны действия механизма прижима.
По окончании выдержки времени 1 срабатывает механизм прижима, обеспечивающий фиксацию флакона на позиции налива, и формируется выдержка времени 2, незначительно превышающая время дозирования, настраиваемое элементами ВУ. Разница выдержек времени 2 и выбирается с учетом времени срабатывания клапана на закрытие по окончании времени дозирования. По окончании выдержки времени 2 механизм прижима выключается, обеспечивая дальнейшее перемещение наполненного флакона по транспортеру конвейерной линии.
Описанный цикл повторяется при очередном срабатывании датчика перемещения флакона.
3. Многоканальные системы дозирования.
В данном примере рассматриваются принципы построения многоканальных САД, предназначенных, главным образом, для автоматизации операций разлива жидкостей в установках с линейным или роторным конвейером. Те же САД могут использоваться и при необходимости одновременного автоматизированного дозирования одинаковых порций жидкости в несколько приемников доз.
Разработаны и предлагаются два принципа построения многоканальных САД: САД с резервуаром постоянного уровня (РПУ) (рис.14) по своим функциям аналогична известным установкам разлива гравитационного типа и может применяться для расфасовки маловязких жидкостей; САД с резервуаром постоянного давления (РПД) (рис.15) может использоваться для расфасовки жидких продуктов средней и высокой вязкости.
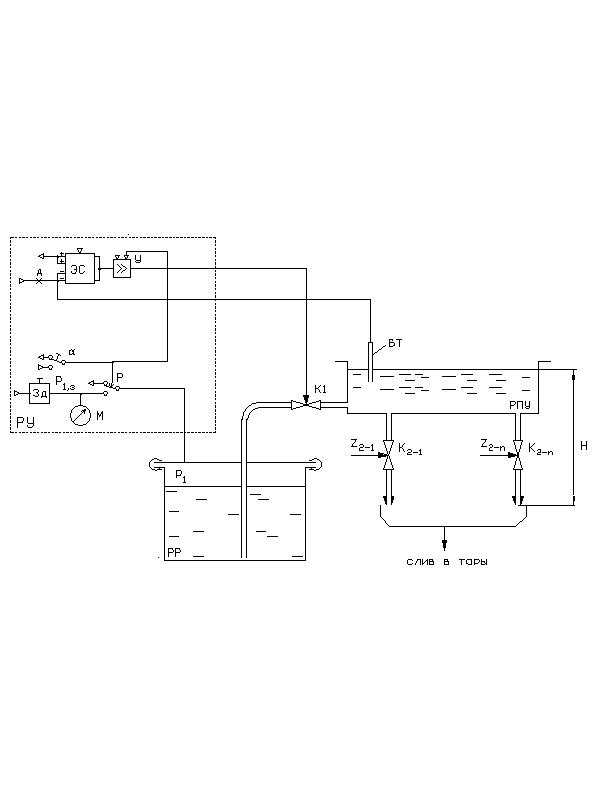
Рис.14. Принцип построения многоканальной САД с РПУ.

Рис.15. Принцип построения многоканальной САД с РПД.
РПУ (рис.14) служит для стабилизации гидростатического напора жидкости gH в линиях ее слива в тары. Каждая из n линий слива содержит пневмоклапан (K2-1- K2-n). Открытие и закрытие клапанов производится одновременно по сигналам Z2-1- Z2-n =1, формируемым командным устройством в составе УУ. Время дозирования настраивается входящим в состав УУ временным устройством. Выравнивание объемов доз по каждому из каналов производится за счет регулировки гидравлических сопротивлений линий слива.
Стабилизация уровня жидкости в РПУ производится посредством двухпозиционного регулятора уровня (РУ), чувствительным элементом которого является установленная в РПУ барботажная трубка (БТ).
РПД (рис.15) обеспечивает многоканальность ДУ и служит для стабилизации перепада давлений р = р2 + gH в линиях слива жидкости в тары. Стабилизация перепада давлений р производится посредством двухпозиционного регулятора давления (РД).
Многоручьевые САД
Среди многообразия фасовочных производств можно выделить производства, специализирующиеся на выпуске продукции в мелкой нестандартной таре (полиэтиленовые «конусы», легкие и неустойчивые пластиковые флакончики и т.п.). К этим производствам можно отнести производства продуктов фармацевтики и парфюмерии, жидкостей для ветеринарии и др.
Для увеличения производительности системы расфасовки такую тару размещают в специальных прямоугольных палетах с гнездами для тары, устанавливаемой рядами по несколько штук в ряду.
При заливке такой палеты для минимизации аппаратурных затрат на реализацию САД целесообразно использовать принцип многоручьевого дозирования через раздаточную гребенку с несколькими СН (по числу гнезд палеты в одном ряду). Ввиду малости дозы, в рассматриваемом случае целесообразно также использовать принцип отмеривания дозы по времени.
Для его реализации организуется напорное истечение жидкости из РР с постоянным перепадом давлений на ЛН, обеспечиваемым регулятором давления в составе УУ. При этом величина дозы определяется временем дозирования и проходными сечениями СН (сопл) раздаточной гребенки.
Обеспечение равенства доз по каждому каналу дозирования достигается механической подгонкой проходных сечений (внутренних диаметров) сливных сопл. Хотя эта операция достаточно трудоемка (особенно при большом количестве сопл), построение САД по указанному принципу является оправданным, так как здесь требуется всего лишь один пневмоклапан на линии налива и один пневматический таймер для задания и отсчета времени дозирования.
Блочная схема построенной по вышеуказанным принципам многоручьевой САД приведена на рис.16.

Рис.16. Блочная схема многоручьевой САД.
ОУ содержит следующее оборудование: РР с дозируемой жидкостью, линию налива (ЛН) жидкости в тару, содержащую установленную в крышке РР питающую трубку (ПТ), двухпозиционный н.о. пережимной пневмоклапан К, раздаточную гребенку со сливными наконечниками (СН), вентиль В и вспомогательную емкость (ВЕ), используемые для удаления пузырьков воздуха из гидрокоммуникаций ЛН при подготовке ДУ к работе, сенсорную пусковую пневмокнопку Кн.
Палета с тарой перемещается вручную вдоль направляющих и раз за разом фиксируется с помощью шарикового фиксатора на позиции налива так, что заливные горловины не наполненной тары оказываются сориентированными под сливными наконечниками.
УУ содержит командный (КУ) и временнй (ВУ) узлы, узел контроля настроечных параметров (УК) и регулятор давления П=р1+Н (РД).
Пневмоэлектронные системы дозирования
В данном разделе рассматриваются разработки автора, направленные на модернизацию систем расфасовки жидкостей в тару с целью повышения их точности и сокращения аппаратурных затрат на реализацию пневматической части УУ.
Предложенные в главе 3 принципы построения САД по косвенным параметрам позволяют строить конструктивно простые и надежные дозаторы, обладающие достаточно высокой точностью дозирования (±0,5%).
Для большинства случаев практического применения (например, при расфасовке технических жидкостей) этой точности достаточно. При расфасовке же дорогостоящей продукции требуется более высокая точность дозирования.
Проведенное экспериментальное исследование метрологических характеристик САД с отмериванием дозы по времени показало, что указанная выше точность дозирования (±0,5%) обеспечивается в диапазоне от 1 мл до 2 - 3 л. При этом максимальное время выдачи дозы составляет 15 – 20 сек. и основным источником погрешности дозирования является погрешность пневматического временнго устройства. Поэтому для повышения точности дозирования предложено временне устройство с электронным таймером.
В качестве типового примера модернизации САД на рис.17 показана принципиальная схема ее пневмоэлектронного варианта.

Рис.17. Принципиальная схема пневмоэлектронной САД.
САД обеспечивает объемное дозирование не пенящихся или слабо пенящихся жидкостей в тару различной емкости в диапазоне 10 – 3000 мл с точностью ±0,3% от заданного значения объема дозы и производительностью до 900 доз в час при объеме дозы 100 мл, включение ДУ по команде от сенсорного электрического емкостного датчика, пополнение РР из расходной емкости (РЕ) под действием разрежения, создаваемого струйным эжектором (Э).
В состав УУ входят электронное временне устройство (ВУ) и пневматический регулятор давления в РР (РД).
Для реализации ВУ использована электронная аппаратура фирмы STS Electronics (Болгария). ВУ включает в себя: таймер ТР типа STS 102-04 FA, блок питания (БП) типа STS 312, выносную сенсорную пусковую кнопку (СК) – емкостной датчик типа СД 18 N1 D2L/B, электропневмопреобразователь (ЭПП) типа П1ПР.5 (элемент УСЭППА), инверсный усилитель давления (У) типа П-1196 (системы ЦИКЛ).Время дозирования задается в пределах 0 – 100 сек. с разрешающей способностью 0,01 сек. Дозирование начинается при касании сенсорной кнопки СК. Окончание дозирования происходит через заданный интервал времени.
РД содержит задатчик ЗД заданной величины (Пз) полного давления на входе в ПТ с постоянным дросселем (д) в цепи его питания, повторители-усилители мощности УМ1 и УМ2, выполняющие функцию пропорционального регулятора полного давления П=р1+H на входе в ПТ, и контрольный манометр (М). Функцию датчика давления П выполняет БТ.
Подача воздуха в РР производится через запорный вентиль В1 и БТ. Для стравливания воздуха из РР используется вентиль В2.
ОСНОВНЫЕ РЕЗУЛЬТАТЫ И ВЫВОДЫ
В диссертации осуществлено теоретическое обобщение и дано практическое решение имеющей важное народно-хозяйственное значение научно-технической проблемы создания конкурентоспособного однотипного жидкостного дозировочного оборудования для автоматизации ТП, содержащих контуры дозированной подачи жидкостей. В работе представлены материалы исследований и предложены структурные и схемотехнические решения по созданию комплекса пневматических САД жидкостей с отмериванием дозы по косвенным параметрам, представляющие собой новую оригинальную технологию в этой области.
Принятая за основу для аппаратурной реализации УУ в составе САД элементная база промышленной пневмоавтоматики систем УСЭППА и ЦИКЛ, являясь функционально полной, позволяет реализовывать алгоритмы управления, требуемые для решения широкого спектра задач автоматизации процессов дозирования жидкостей.
Она легко сочетается с серийно выпускаемыми исполнительными механизмами от таких известных фирм, как Camozzi, Pneumax, SMC, Festo. При построении САД с повышенными требованиями по точности дозирования в составе УУ целесообразно использовать электронную аппаратуру в сочетании с элементной базой пневмоавтоматики.
Все это позволяет значительно упростить конструкцию и снизить затраты на проектирование и изготовление САД, а также придать им ряд положительных качеств, в том числе:
- возможность построения однотипных унифицированных систем дозирования в виде совокупности технологических элементов ДУ, образующих ОУ, и пневматического (или пневмоэлектронного) УУ;
- простота обеспечения требуемой точности и широкого диапазона дозирования;
- допустимость расфасовки жидкостей в тару различного объема и конфигурации;
- возможность использования однотипного оборудования на жидкостях с широким спектром изменения физико-химических свойств;
- плавность регулировки и оперативной настройки, как величины дозы, так и верхней границы диапазона дозирования;
- отсутствие "межоперационного" каплеобразования;
- реализация (на их основе) многоканальных и многоручьевых систем дозирования и их совмещение с конвейерными линиями;
- пожаровзрывобезопасность при использовании только пневматических средств, простота и безопасность обслуживания.
В настоящее время дозаторы жидких продуктов серии «САД» прошли Государственную сертификацию. На этот тип систем дозирования получены Сертификат соответствия и Санитарно-эпидемиологическое заключение на возможность использования этих устройств для дозирования пищевых, парфюмерных, технических и других жидких продуктов.
По результатам работы можно сделать следующие выводы.
Научные результаты
1. Разработана новая классификация САД по признакам наличия или отсутствия в системе датчиков контроля ее выходных параметров и по методам контроля этих параметров, на базе которой выработаны рациональные принципы организации и построения САД, указанных в цели работы.
2. На основе предложенного нового способа порционного дозирования жидкостей разработан новый класс замкнутых универсальных САД с единым выходным параметром - текущей величиной расхода жидкости на выходе ДУ, преобразуемой в давление сжатого воздуха.
3. Предложена методология анализа систематических погрешностей процессов порционного дозирования жидкостей, приемлемая и для анализа метрологических характеристик аналогичных процессов.
4. Разработаны принципы построения, методика проектирования и номенклатура типовых САД по косвенным параметрам для малых производств на основе использования датчиков параметров течения жидкостей барботажного типа и аппаратуры промышленной пневмоавтоматики систем УСЭППА и ЦИКЛ.
Практичекие результаты
1. Разработаны оригинальные схемы построения и аппаратурная реализация пневматических функциональных блоков УУ в составе САД:
- импульсный ПИ- и пропорциональный регуляторы с улучшенными по сравнению с промышленными регуляторами динамическими характеристиками;
- временне устройство с возможностью плавной регулировки времени дозирования для САД с отмериванием дозы по времени;
- высокочувствительный датчик уровня наполнения тары для систем с отмериванием дозы по уровню;
- узел контроля веса отмериваемой дозы в системах с отмериванием дозы по гидростатическому давлению столба жидкости.
2. Разработаны критерии и принципы построения универсальных многокомпонентных САД, предложен ряд конструктивных и схемных решений, упрощающих реализацию систем многокомпонентного дозирования.
3. Показаны особенности проектирования индивидуальных САД и их использования как нестандартного дозировочного оборудования для решения задач дозирования жидких продуктов в условиях малых производств.
Результаты работы нашли практическое применение на ряде производств на предприятиях малого и среднего бизнеса, что подтверждается соответствующими актами о внедрении.
ПУБЛИКАЦИИ ПО ТЕМЕ ДИССЕРТАЦИИ
1. Безменов В.С., Берендс Т.К. Вопросы автоматизации объектов реагентной очистки промышленных сточных вод на базе средств пневмоавтоматики. Сб.: Пневматические и гидравлические устройства и системы управления. 10-я Международная конференция по струйной технике «Яблонна 86», Сборник докладов. Изд. «Энергия», М., 1986, С. 353 – 356.
2. Безменов В.С., Берендс Т.К. Опыт разработки пневматических систем управления очистными сооружениями. Сб.: Третий научно-технический семинар «Пневматические системы управления биологическими процессами», Тезисы докладов, М., 1987, С. 15 – 18.
3. Безменов В.С., Берендс Т.К. Управление периодическими процессами очистки сточных вод. // Водоснабжение и санитарная техника. 1988. №3. С. 24 – 26.
4. Безменов В.С., Берендс Т.К. Разработка и применение специализированных дозирующих устройств управления качеством очистки промышленных сточных вод. // Приборы и системы. Управление, Контроль, Диагностика. 1988. №11. С. 14 – 16.
5. Безменов В.С. Способ дозирования жидкостей и устройство для его осуществления. Авт. свид. СССР № 1435945. Бюлл. изобр.№ 41, 1988. С. 119.
6. Безменов В.С., Берендс Т.К. Автоматические дозаторы жидких реагентов для процессов очистки промышленных стоков. Сб.: «Пневматика и гидравлика», вып. 14, М., Изд. «Машиностроение», 1989, С. 196 – 204.
7. Безменов В.С. Бесклапанные пневматические дозаторы. Тезисы докладов научно-практической конференции «Автоматизация в медицине и экологии», Самара, 1991, С. 42 – 43.
8. Безменов В.С., Берендс Т.К., Тагаевская А.А. Автоматическое управление процессами очистки промышленных сточных вод. Тезисы докладов научно-практической конференции «Автоматизация в медицине и экологии», Самара, 1991, С. 61 – 62.
9. Безменов В.С., Тагаевская А.А. Исследование методов повышения точности пневматических бесклапанных порционных дозаторов жидкостей. //Автоматика и телемеханика. 1994. №4. С. 151 – 164.
10. Безменов В.С., Тагаевская А.А. Пневматические системы корректировки параметра рН для установок очистки промышленных стоков гальванических производств. // Приборы и системы управления. 1994. №9. С. 20 – 24.
11. Безменов В.С., Тагаевская А.А. Принципы построения комбинированных систем управления объектами очистки промстоков на основе применения специализированных пневматических дозаторов химреагентов. // Автоматика и телемеханика. 1995. №8. С. 182 – 188.
12. Безменов В.С., Тагаевская А.А., Шубин А.Н. Принципы построения систем автоматического регулирования параметров процессов очистки промышленных сточных вод гальванических производств на основе применения новых специализированных пневматических дозаторов химреагентов. (Препринт / Институт проблем управления). М., 1996, 77 с.
13. Безменов В.С., Тагаевская А.А. Структура САР параметров процессов очистки промышленных сточных вод гальванических производств. Сб.: Пневмоавтоматика, Тезисы докладов Всероссийского совещания, Москва, 1996. Институт проблем управления). М., 1996, с 32.
14. Безменов В.С., Тагаевская А.А. Пневматические системы автоматического непрерывного дозирования жидких компонентов. // Приборы и системы. Управление, Контроль, Диагностика. 1996. №3. С. 16 – 21.
15. Безменов В.С., Ефремова Т.К., Тагаевская А.А. Пневматические системы автоматического дозирования многокомпонентных жидких смесей с управлением по косвенным параметрам. // Приборы и системы управления. 1998. №5. С. 37 – 40.
16. Безменов В.С., Ефремова Т.К., Тагаевская А.А. Универсальное оборудование для упаковки жидких продуктов. // Тара и упаковка. 1998. №4. С.5.
17. Безменов В.С., Ефремова Т.К., Тагаевская А.А. Пневматические системы автоматического дозирования жидких компонентов с управлением по косвенным параметрам. // Russion Science and Tecnology. 1998.
18. Безменов В.С., Ефремова Т.К., Тагаевская А.А., Шубин А.Н. Пневматические системы автоматического дозирования малых доз жидких сред с управлением по косвенным параметрам. Избранные труды Международной конференции по проблемам управления (29 июня – 2 июля 1999 г.). ИПУ РАН, Т.1, с. 80 – 92.
19. Безменов В.С., Ефремова Т.К., Тагаевская А.А., Шубин А.Н. Пневматические системы автоматического дозирования малых доз жидких сред с управлением по косвенным параметрам. Тезисы докладов. Международная конференция по проблемам управления (29 июня – 2 июля 1999 г.). 60 лет ИПУ. Москва. 1999. Том 3. С. 67 – 69.
20. Безменов В.С., Ефремова Т.К., Тагаевская А.А., Шубин А.Н. Проточный преобразователь расхода - элемент для создания универсальных пневматических систем автоматического дозирования жидкостей. // Датчики и системы. 1999. №5. С. 37 – 44.
21. Безменов В.С. Пневматические системы автоматического дозирования жидких сред для малых доз и расходов. Диссертация в виде научного доклада на соискание ученой степени кандидата технических наук. ИПУ РАН, М., 1999.
22. Безменов В.С., Ефремова Т.К., Тагаевская А.А. Принципы построения пневматических систем расфасовки жидких продуктов. Тезисы докладов Всероссийской конференции «Пневмогидроавтоматика – 99». 23 – 24 ноября 1999 г. ИПУ РАН, с. 21 – 22.
23. Безменов В.С., Ефремова Т.К., Тагаевская А.А., Шубин А.Н. Универсальные системы многокомпонентного дозирования. // Автоматика и телемеханика. 1999. №6. С. 168 – 177.
24. Безменов В.С., Ефремова Т.К., Тагаевская А.А., Шубин А.Н. Безарматурные системы порционного дозирования химреагентов для установок очистки производственных сточных вод. // Датчики и системы. 2001. №7. С.35 – 39.
25. Безменов В.С., Ефремова Т.К., Тагаевская А.А., Шубин А.Н. Принципы построения систем объемной расфасовки жидких продуктов. // Автоматика и телемеханика. 2001. №4. С. 176 – 183.
26. Безменов В.С., Ефремова Т.К., Тагаевская А.А. Пневматическая система весового дозирования жидких составов. // Датчики и системы. 2001.№3. С. 38 – 40.
27. Безменов В.С., Ефремова Т.К., Тагаевская А.А., Руднев В.В., Шубин А.Н. Пневматические системы расфасовки жидких продуктов. // Тара и упаковка. 2001. №3. С.31.
28. Безменов В.С., Ефремова Т.К., Тагаевская А.А. Пневматические системы объемной расфасовки жидких продуктов с отмериванием дозы по косвенным параметрам. // Сырье и упаковка. 2001. №10. С.21 – 22.
29. Безменов В.С., Суровцев Р.А. Пневматические дозаторы. // Сельский механизатор. 2001. № 8. С. 39 - 40.
30. Безменов В.С., Ефремова Т.К., Тагаевская А.А. Дозаторы серии «САД» для расфасовки жидких продуктов по уровню. // Датчики и системы. 2002. № 4. С. 22 – 25.
31. Безменов В.С., Ефремова Т.К., Руднев В.В. Компьютеризация процесса проектирования пневматических систем автоматизированного дозирования жидких продуктов. // Датчики и системы. 2003. № 4. С. 30 – 36.
32. Безменов В.С., Ефремова Т.К., Тагаевская А.А., Ефремов В.А. Применение пневматических дозаторов жидких продуктов в автоматических линиях. // Приборы и системы. Управление, Контроль, Диагностика. 2003. № 4. С. 31 – 34.
33. В.С. Безменов, Т.К. Ефремова, В.А. Ефремов, В.В. Руднев, А.А. Тагаевская. Пневматические системы расфасовки жидких продуктов с отмериванием доз по косвенным параметрам. (Препринт / Институт проблем управления РАН), М.: 2004. 54 с.
34. Безменов В.С. Пневматические системы порционного дозирования для расфасовки жидких продуктов. // Тара и упаковка. 2004. №3. С. 26 - 27.
35. Безменов В.С. Пневматические системы автоматизированного дозирования технических жидкостей. // Тара и упаковка. 2004. № 4. С.25 - 27.
36. Безменов В.С. Принципы построения пневматических систем автоматизированного дозирования для расфасовки жидких продуктов. // Датчики и системы. 2004. № 8. С.60 – 68.
37. Безменов В.С., Ефремова Т.К., Ефремов В.А., Тагаевская А.А. Пневматические системы многоручьевого дозирования. // Приборы и системы. Управление, Контроль, Диагностика. 2004. № 9. С.26 – 28.
38. Безменов В.С. Пневматические системы автоматизированного дозирования для приготовления и расфасовки многокомпонентных составов. // Приборы и системы. Управление, Контроль, Диагностика. 2005. № 2. С. 24 - 27.
39. Безменов В.С. Проектирование пневматических систем расфасовки жидких продуктов с отмериванием дозы по косвенным параметрам //Автоматизация в промышленности. 2005. № 7. С. 8 - 11.
40. Безменов В.С. Автоматизация процессов розлива жидких продуктов на конвейерных линиях на базе пневматических дозаторов серии «САД». // Приборы и системы. Управление, Контроль, Диагностика. 2005. № 10. С. 25 - 28.
41. Безменов В.С., Ефремова Т.К., Ефремов В.А., Руднев В.В. Дозаторы серии «САД» для расфасовки жидких продуктов. Тезисы докладов на Третьей международной конференции по проблемам управления (20 – 22 июня 2006 г.). ИПУ РАН., Т.2, с. 95.
42. В.С Безменов, Т.К. Ефремова, В.В. Руднев, А.А. Тагаевская, В.А. Ефремов. Системы расфасовки жидких продуктов для малых производств упаковочной отрасли. // Автоматизация в промышленности, 2006. № 5. С. 47 – 52.
43. В.С. Безменов, В.А. Ефремов, В.В. Руднев. Жидкостные дозаторы для малых производств упаковочной отрасли. // Тара и упаковка, 2006. № 4. С. 16 – 19.
44. Безменов В.С., Ефремов В.А., Ефремова Т.К.,Руднев В.В., Тагаевская А.А. Пневмоэлектронный дозатор жидких продуктов повышенной точности. // Датчики и системы, 2006. № 9. С. 43 – 45.
45. Безменов В.С., Руднев В.В. Оптимизация выбора типовых систем автоматизированного дозирования жидкостей. // Тара и упаковка, 2006. № 1. С. 44 - 51.
46. В.С. Безменов, В.А. Ефремов, Т.К. Ефремова. Дозатор жидких продуктов. Патент Российской Федерации №2309094. Бюлл. изобр.№ 30, 2007.
47. В.С. Безменов, В.А. Ефремов, В.В. Руднев, А.А. Тагаевская. Автоматизация процессов расфасовки жидких продуктов в условиях малых производств. (Научное издание / Институт проблем управления РАН), М.: 2007. 75 с.
48. В.С. Безменов. Системы управления расфасовкой жидкостей. Труды Международной научно-технической мультиконференции «Проблемы информационно-компьютерных технологий и мехатроники» – ИКТМ-2007 (24 – 29 сентября, 2007, пос. Дивноморское, Геленджик, Россия г.). Мехатроника, Автоматизация, Управление. Таганрог – Москва. 2007. Том 1. С. 332 -337.
49. Безменов В.С. Индивидуальные системы дозирования жидкостей. // Тара и упаковка. 2008. №4. С. 13 - 16.
50. Безменов В.С., Ефремов В.А. Системы управления расфасовкой жидких продуктов для малых производств упаковочной отрасли. Тезисы докладов на Российской конференции с международным участием «УКИ’08» - «Технические и программные средства систем управления, контроля и измерений». (10 – 12 ноября 2008 г.). М. ИПУ РАН. 2008. С.256-258.
51. Безменов В.С., Ефремов В.А. Системы управления расфасовкой жидких продуктов для малых производств упаковочной отрасли. Доклады на Российской конференции с международным участием «УКИ’08» - «Технические и программные средства систем управления, контроля и измерений». (10 – 12 ноября 2008 г.). М. ИПУ РАН. 2008. С. 808-819.
52. Безменов В.С., Ефремова Т.К., Ефремов В.А., Руднев В.В. Нестандартное оборудование для расфасовки жидких продуктов в условиях малых производств. Доклад на Четвертой международной конференции по проблемам управления (26 - 30 января 2009 г.). ИПУ РАН. С. 1454-1464.
Сведения о предстоящей защите диссертации
Безменов Василий Серафимович
«Разработка принципов и методов построения пневматических систем автоматизированного дозирования жидкостей»
05.13.05
технические науки
Д 002.226.03
Учреждение Российской академии наук Институт проблем управления
им. В. А. Трапезникова РАН
117997, Москва, ул. Профсоюзная, д.65
Тел: 334-93-29
Еmail: [email protected]
Предполагаемая дата защиты диссертации – 6 июля 2009г.
Уведомительное письмо о предстоящей защите Безменова В.С. с квитанцией об оплате отправлено в ВАК 3 апреля 2009 г.
Диссертационный совет Д 002.226.03 при Учреждении Российской академии наук Институте проблем управления им. В.А. Трапезникова РАН
Технический секретарь совета Семкина Татьяна Петровна
2.04.09г.