

Разработка дуговой сталеплавильной печи с питанием дуг от трех однофазных трансформаторов
На правах рукописи
СОКОЛОВ АНДРЕЙ ЮРЬЕВИЧ
РАЗРАБОТКА ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ
С ПИТАНИЕМ ДУГ ОТ ТРЕХ ОДНОФАЗНЫХ ТРАНСФОРМАТОРОВ
Специальность 05.09.10 – Электротехнология
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Тверь 2010
Работа выполнена на кафедре «Электроснабжения и электротехники» ГОУ ВПО Тверской государственный технический университет (ТГТУ).
Научный руководитель: доктор технических наук, профессор
Макаров Анатолий Николаевич
Официальные оппоненты: доктор технических наук, профессор
Долбилин Евгений Валентинович
кандидат технических наук,
старший научный сотрудник
Шимко Михаил Борисович
Ведущая организация: ГОУ ВПО Санкт-Петербургский
государственный электротехнический
университет (ЛЭТИ)
Защита диссертации состоится «21»мая 2010 года в 14 час. 00 мин. в аудитории М-611 на заседании диссертационного совета Д 212. 157. 02 Московского энергетического института (технического университета) по адресу: 111250, Москва, ул. Красноказарменная, д.14
Отзывы на автореферат в двух экземплярах, заверенных печатью, просим направить по адресу: 111250, Москва, ул. Красноказарменная, д.14, Ученый Совет МЭИ (ТУ).
С диссертацией можно ознакомиться в библиотеке ГОУ ВПО МЭИ (ТУ).
Автореферат разослан «____» _________ 2010 г.
Ученый секретарь
диссертационного совета
кандидат технических наук, профессор С.А. Цырук
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность проблемы. В связи с мировым финансовым кризисом объем производства металлопродукции в мире и в том числе в России в IV квартале 2008г. и в 2009г. снизился. Однако за предшествующие кризису последние 7 лет, с 2000 по 2007 годы, металлургия России на 22,4% увеличила объем выплавки стали и сплавов и производство из них готовой продукции. Объем инвестиций за рассматриваемый период увеличился в 3,6 раза, экспорт (в стоимостном выражении) – в 3,1 раза, уровень рентабельности производства составил в среднем 25%. Наращивание объемов производства стали и сплавов с 2000 по 2007 годы было достигнуто в результате опережающего развития современных методов: электросталеплавильного производства, внепечной обработки и разливки стали на МНЛЗ. За этот период объем выплавки электростали увеличился в 2,2 раза, разливки на МНЛЗ в 1,8 раза. Доля электростали в общей выплавке стали увеличилась с 14,7% до 26,7%, стали, пошедшей внепечную обработку с 3,2 до 5%, разлитой на МНЛЗ – с 49,7 до 71,1%. Достижение данных показателей стало возможным за счет увеличения среднегодового объема инвестиций за рассматриваемый период в 4 раза. На отечественных металлургических предприятиях в 2000-08 годах реализован и продолжает реализовываться ряд важнейших инвестиционных проектов. В результате в отрасли улучшились показатели использования всех видов потребляемых на предприятиях ресурсов: снизились расходный коэффициент стали на прокат с 1175 до 1113 кг/т, удельный расход электроэнергии на производство электростали и удельный расход топлива на производство готового проката на 30%, возросли производительность труда в 1,7 раза, коэффициент использования производственных мощностей в сталеплавильном и прокатном производствах с 59-63 до 88-91%. Однако в черной металлургии России по сравнению с промышленно развитыми странами большие средний расходный коэффициент стали на прокат на 50 кг/т, средний удельный расход энергоресурсов на 15-25%.
Таким образом, тема диссертационной работы, направленной на разработку схемы электроснабжения и конструкции дуговой сталеплавильной печи с автономным питанием дуг и способа плавки стали в ней, при котором увеличивается КПД дуг и уменьшается время плавки и удельный расход электроэнергии, является актуальной.
Актуальность диссертационной работы подтверждена выделением гранта №2.1.2/1856 Рособразования на 2009-2010 г.г. на проведение фундаментальных исследований в области металлургии, часть результатов исследования по проекту которого вошли в диссертационную работу.
Целью диссертационной работы является разработка схемы электроснабжения, конструкции дуговой сталеплавильной печи, способа плавки стали в ней для снижения удельного расхода электроэнергии и времени плавки в электропечах.
Для достижения поставленной цели в работе были решены следующие задачи:
- осуществлен анализ электродинамических усилий, действующих на дугу в дуговых сталеплавильных печах трехфазного тока, который показал положительное влияние на теплообмен и КПД дуг осевой силы, и отрицательное влияние отклоняющей электромагнитной силы; выталкивающей дугу из-под электрода и углубления в расплаве и уменьшающей КПД дуги и ее излучение на ванну металла;
- доказана необходимость создания дуговой сталеплавильной печи переменного тока в которой дуги горят вертикально, заглублены в металл, такое положение дуг возможно при их автономном питании от однофазных трансформаторов с подключением фазы к сводовому, а нуля к подовому электродам, при котором сохраняется осевая сила и заглубление дуги в жидкометаллическую ванну и устраняется отклоняющая электромагнитная сила и выталкивание дуги из-под электрода и из углубления в расплаве;
- осуществлен анализ схем электроснабжения и работы электрооборудования дуговых сталеплавильных, электрошлаковых и руднотермических печей для выявления возможностей перевода питания дуговых сталеплавильных печей с трехфазных трансформаторов на однофазные трансформаторы;
- осуществлен вывод обобщенного аналитического выражения для расчета угловых коэффициентов излучения дуги на поверхности нагрева, позволяющий определять долю мощности излучения дуги на ванну металла, стены, свод электропечей;
- аналитическими исследованиями установлено, что чем меньше длина дуги, меньше длина ее открытой, незаглубленной части, тем больше средний угловой коэффициент излучения дуги на ванну металла, тем больше КПД дуги;
- разработан и запатентован в России способ плавки стали в дуговой сталеплавильной печи с автономным питанием дуг, при котором ось токопроводящего слоя в электроде, электрической дуге, ванне металла вертикальна, устраняется электромагнитная сила, выталкивающая дугу из-под электрода и сохраняется осевая электромагнитная сила, заглубляющая электрическую дугу в расплав;
- разработана схема электроснабжения и конструкция дуговой сталеплавильной печи с автономным питанием дуг в которой реализован запатентованный способ плавки стали, отличающиеся от схемы электроснабжения и конструкции дуговой сталеплавильной печи трехфазного тока использованием трех подовых электродов, питанием каждой из дуг от трех однофазных трансформаторов, вертикальным горением и заглублением дуг в расплав, увеличением их КПД на 13%, сокращением времени плавки и удельного расхода электроэнергии на 12-13%, увеличением производительности печи на 12-13%.
Методы исследования. При проведении анализа и синтеза схем электроснабжения электропечей, экспериментальных исследований применяли методы математической статистики. При проведении теоретических исследований для отыскания функций для определения угловых коэффициентов излучения дуг использовали методы интегрального исчисления. Для расчета угловых коэффициентов излучения, коэффициента полезного действия дуг использовали методы математического моделирования на ЭВМ.
Обоснованность и достоверность научных результатов подтверждена корректностью принимаемых допущений аргументированностью теоретических и экспериментальных исследований, совпадением расчетных и экспериментальных данных.
Научная новизна работы заключается в следующем:
- доказана необходимость создания дуговой сталеплавильной печи переменного тока с автономным питанием дуг от однофазных трансформаторов, при котором сохраняется осевая электромагнитная сила и заглубление дуги в ванну металла и устраняется отклоняющая электромагнитная сила и выталкивание дуги из-под электрода и из углубления в расплаве;
- получено обобщенное аналитическое выражение для расчета угловых коэффициентов излучения дуги на поверхности нагрева электропечей;
- разработан и запатентован в России способ плавки стали в дуговой сталеплавильной печи с автономным питанием дуг, позволяющий повысить КПД дуг за счет устранения отклоняющей электромагнитной силы, действующей на дугу;
- разработаны схемы электроснабжения и конструкция дуговой сталеплавильной печи с автономным питанием дуг, в которой реализован запатентованный способ плавки стали, отличающийся от конструкции дуговой сталеплавильной печи трехфазного тока вертикальным горением и заглублением дуг в расплав.
Практическая ценность работы заключается в следующем:
- доказана необходимость создания и внедрения дуговой сталеплавильной печи переменного тока с автономным питанием дуг от однофазных трансформаторов;
- разработан способ плавки стали в дуговой сталеплавильной печи с автономным питанием дуг, позволяющий повысить КПД дуг за счет устранения отклоняющей электромагнитной силы и сохранения осевой электромагнитной силы;
- разработана схема электроснабжения и конструкция дуговой сталеплавильной печи в которой реализован способ плавки стали, позволяющий увеличить на 13% КПД дуг и производительность печи, уменьшить на 12-13% время плавки стали и удельный расход электроэнергии;
- выведено обобщенное аналитическое выражение для определения угловых коэффициентов излучения дуг на поверхности нагрева, которое используется в методике расчета КПД дуг электропечей;
- результаты исследований используются в учебном процессе на кафедре ЭС и Э ТГТУ при чтении лекций по дисциплине «Электротехнологические установки» и переданы к использованию ЗАО «Уралтехмаркет», деятельность которого связана с модернизацией дуговых сталеплавильных печей.
Апробация работы. Основные положения диссертационной работы докладывались и обсуждались на: XIII, XIV, XV, XVI Международных научно-технических конференциях студентов и аспирантов «Радиоэлектроника, электротехника и энергетика» (Москва, 2007, 2008, 2009, 2010 г.г.); VI Минском Международном форуме по тепло- и массообмену (Минск, 2008г.); XII Международной научно-технической конференции «Электротехника, электротехнологии, электротехнические материалы и компоненты» (Крым, 2008г.); IV Международной конференции по проблемам горной промышленности, строительности и энергетики (Тула, 2008 г.).
Публикации. По теме диссертационной работы опубликовано 13 печатных работ, в том числе 3 в изданиях, рекомендованных ВАК РФ для публикации основных результатов диссертаций на соискание ученой степени кандидата и доктора технических наук, 1 патент на изобретение.
Структура и объем работы. Диссертационная работа состоит из введения, четырех глав, заключения, библиографического списка из 108 наименований и приложений. Основной текст диссертационной работы изложен на 138 страницах, машинописного текста, содержит 42 рисунка, 4 таблиц, приложения на 2 страницах.
СОДЕРЖАНИЕ РАБОТЫ
Во введении обоснованы актуальность работы, сформулированы цель и задачи исследований, дана общая характеристика работы.
В первой главе осуществлен анализ особенностей работы электрооборудования и схем электроснабжения дуговых сталеплавильных печей трехфазного тока, электрошлаковых печей, руднотермических печей.
Анализ всего номенклатурного ряда электропечных однофазных и трехфазных трансформаторов, выпускаемых заводами-изготовителями и используемых в схемах электроснабжения дуговых сталеплавильных, электрошлаковых и руднотермических печей показал, что для питания дуговых сталеплавильных печей трехфазного тока вместимостью от 1,5 т до 150 т и мощностью от 1,5 до 90 МВА используются трехфазные трансформаторы мощностью 1,5-90 МВА, а также выпускаются и могут быть использованы для автономного питания дуг всего номенклатурного ряда дуговых сталеплавильных печей однофазные трансформаторы мощностью от 0,6 до 30 МВА, изготовленные для электроснабжения руднотермических печей.
Во второй главе осуществлен анализ электродинамических усилий, действующих на дуги в дуговых сталеплавильных печах трехфазного тока, постоянного тока, доказана необходимость создания дуговых сталеплавильных печей в которых дуги горят вертикально, заглублены в металл, не выдуваются из-под электродов в сторону футеровки.
Ток дуги создает собственное магнитное поле. Поэтому в соответствии с законом Ампера на столб дуги действует электромагнитная сила взаимодействия между током дуги и собственным магнитным полем, т. е. столб дуги испытывает давление, направленное радиально от внешней поверхности столба радиусом ![]() к его оси (сжимающий эффект).
к его оси (сжимающий эффект).
Сила сжимающего эффекта будет действовать не только радиально, но и аксиально, создавая осевую силу, действующую на электродные пятна дуги на электроде и на зеркале жидкометаллической ванны. Величина осевой силы равна интегралу выражения для определения давлении cжатия fсж по всему сечению столба дуги:
 . (1)
. (1)
В мощных ДСП осевое усилие плазмы F1 дуги деформирует зеркало ванны жидкого металла, вызывая в ней углубление в виде шарового сегмента. При этом шлак и металл под действием отклоняющей силы F2, созданной магнитным полем токов, протекающих между электродами, отбрасываются в сторону, образуя углубление в жидком расплаве, имеющее форму вогнутого мениска (рис. 1).

Рис. 1. Электрическая дуга в ДСП трехфазного тока
Отклоняющая сила ![]() , действующая на дугу, приближенно может быть определена по формуле:
, действующая на дугу, приближенно может быть определена по формуле:
![]() , (2)
, (2)
где ![]() – магнитная проницаемость плазмы дуги;
– магнитная проницаемость плазмы дуги; ![]() – расстояние до электрической оси токопроводящего слоя ванны жидкого металла от зеркала ванны, равное для условий ДСП 3,2–3,6 см.
– расстояние до электрической оси токопроводящего слоя ванны жидкого металла от зеркала ванны, равное для условий ДСП 3,2–3,6 см.
Столб дуги постоянного тока имеет форму конуса, радиус которой увеличивается по направлению от катода-электрода к расплавленному металлу. Меньшее основание конуса расположено на электроде-катоде, а большее – на твердом или жидком металле (рис. 2).
Вследствие того, что в электрической дуге постоянного тока отсутствует переменное электромагнитное поле и ток не меняет направления, протекая вертикально от сводового к подовому электроду, в ней отсутствуют осевая F1 и отклоняющая F2 электромагнитные силы. Электрическая дуга постоянного тока горит вертикально, не выдувается из-под электрода и не заглубляется в жидкометаллическую ванну. В жидкие периоды плавки стали дуга не экранируется углублением в жидкометаллической ванне и интенсивно излучает на свод и стены, что приводит к снижению КПД дуги.

Рис. 2. Электрическая дуга в ДСП постоянного тока
1 – электрод; 2 – дуга; 3 – жидкометаллическая ванна
Задачей диссертационной работы является разработка дуговой сталеплавильной печи в которой были бы устранены недостатки дуговых сталеплавильных печей трехфазного и постоянного токов и синтезированы преимущества дуговых сталеплавильных печей трехфазного и постоянного токов.
Это возможно при конструктивном изменении дуговой сталеплавильной печи трехфазного тока, использовании сводового и подового электродов и автономном питании каждой дуги от однофазного трансформатора при котором сохраняется собственное электромагнитное поле и заглубление дуги, устанавливается вертикальный путь тока, вертикальное горение дуги и устраняется электромагнитное выдувание дуги из-под электрода в сторону футеровки (рис. 3).

Рис. 3. Электрическая дуга в ДСП с автономным питанием дуг
В третьей главе осуществлены теоретические исследования на основании которых выведено обобщенное аналитическое выражение для расчета угловых коэффициентов излучения дуги на элементарные площадки электропечей, позволяющее определять долю мощности излучения дуги на ванну металла, стены, свод, КПД дуги постоянного, переменного тока.
Выведем аналитическое выражение для определения локальных угловых коэффициентов излучения дуги, моделируемой линейным источником, на элементарные площадки, расположенные на поверхности ванны металла (рис.4). Известно, что элементарный угловой коэффициент излучения dik с поверхности элементарного цилиндра на поверхность элементарной площадки (рис. 4) определяется из выражения:
 . (3)
. (3)
Аналитическое выражение для расчета локального углового коэффициента излучения линейного источника на элементарную площадку на поверхности ванны металла получим путем интегрирования выражения (3) в пределах изменения угла i от до (+):
 (4)
(4)
Сведем выражение (4), а также выражения, выведенные профессором Макаровым А.Н. для определения локальных угловых коэффициентов излучения дуги на элементарные площадки, расположенные на произвольных плоскостях, в таблицу, которую будем использовать в расчетах.
Рис. 4. Излучение электрической дуги на элементарную площадку на поверхности ванны металла.
.
Таблица 1. Локальные угловые коэффициенты излучения дуги на площадку
| № п/п | Схема взаимного расположения дуги и поверхности нагрева | Описание взаимного расположения дуги и поверхности нагрева | Локальный угловой коэффициент излучения дуги на площадку |
| 1 | 2 | 3 | 4 |
| 1 |  | Элементарная площадка, находящаяся на горизонтальной плоскости, и дуга, образующая с горизонтальной плоскостью острый угол | |
| 2 |  | Дуга и элементарная площадка, находящаяся на плоскости, наклоненной вправо от вертикальной оси, напротив дуги |  |
| 3 | 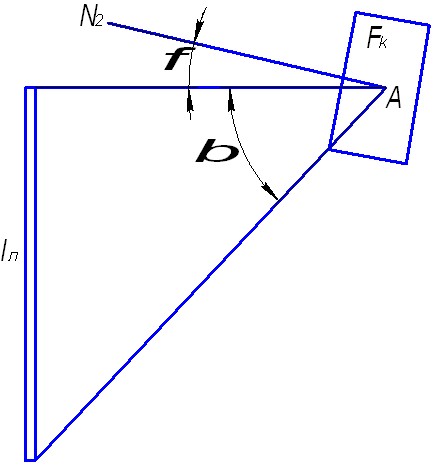 | Дуга и элементарная площадка, находящаяся на плоскости, наклоненной вправо от вертикальной оси; центр площадки находится напротив верхнего среза дуги |  |
| 4 |  | Дуга и элементарная площадка, находящаяся на плоскости, наклоненной вправо от вертикальной оси; центр площадки находится напротив нижнего среза дуги |  |
| 1 | 2 | 3 | 4 |
| 5 |  | Дуга и элементарная площадка, находящаяся на плоскости, наклоненной вправо от вертикальной оси выше верхнего среза дуги |  |
| 6 |  | Дуга и элементарная площадка, находящаяся на плоскости, наклоненной влево от вертикальной оси, напротив дуги |  |
| 7 |  | Дуга и элементарная площадка, находящаяся на плоскости, наклоненной влево от вертикальной оси, выше среза дуги |  |
Проанализировали аналитические выражения для определения локальных угловых коэффициентов излучения дуги на элементарные площадки (табл. 1). Отличие выражений (2-7) табл. 1 в том, что в зависимости от взаимного расположения дуги и поверхности нагрева угол 2 и sin меняют знаки с положительного на отрицательный. После анализа выражений (2-7) табл. 1 получили обобщенное аналитическое выражение для определения локальных угловых коэффициентов излучения дуги на элементарные площадки при их различном пространственном положении:
 (5)
(5)
Обобщенное аналитическое выражение используется для расчета среднего углового коэффициента излучения и КПД дуги:
 (6)
(6)
где Рпол – полезная мощность дуги, идущая на нагрев, расплавление металла и шлака; Рак – мощность выделяющаяся в анодном и катодном пятнах; дм – средний угловой коэффициент излучения дуги на металл, показывающий долю мощности, излучаемую столбом дуги на металл.
Рассчитаем КПД вертикально горящих дуг, длиной 0,5 м и 1 м. Результаты расчета для дуг длиной 1,0 и 0,5 м по выражению (6) следующие.
![]()
![]()
![]()

![]()
![]()
![]()

Таким образом при увеличении длины дуги или открытой, незаглубленной части дуги КПД дуги уменьшается. При увеличении длины дуги с 0,5 до 1 м коэффициент полезного действия дуги уменьшился с 0,55 до 0,48 то есть на 14%.
Аналитическими исследованиями установлено, что чем меньше длина дуги, меньше длина ее открытой незаглубленной части и чем больше она заглублена в ванну металла, тем больше средний угловой коэффициент излучения дуги на ванну металла, тем больше КПД дуги.
В четвертой главе изложены результаты разработки схемы электроснабжения и конструкции дуговой сталеплавильной печи с автономным питанием дуг, приведены результаты расчетов, показывающих преимущества ДСП с автономным питанием дуг.
Рассчитали средние угловые коэффициенты излучения и КПД дуг ДСП трехфазного тока (рис. 1) и ДСП с автономным питанием дуг (рис. 5) одинаковой мощности 80 МВА и вместимости 100т.
Средний угловой коэффициент излучения дуги на ванну металла в период окончания расплавления шихты составляет в ДСП трехфазного тока 0,68, в ДСП с автономным питанием дуг 0,78.

Рис. 5. Дуга и углубление в металле в ДСП
с автономным питанием дуг
Рассчитали КПД дуг, горящих в дуговых сталеплавильных печах трехфазного тока и в дуговых сталеплавильных печах с автономным питанием дуг. КПД заглубленных в металл и шлак дуг ДСПТТ определили следующим образом:


КПД заглубленных в металл шлак дуг при их автономном питании определяется следующим образом:


Таким образом при автономном питании дуг угловой коэффициент излучения дуги на металл возрастает с 0,68 до 0,78, то есть на 13%, КПД дуг возрастает с 0,70 до 0,79, то есть также на 13%, что доказывает преимущества дуговых сталеплавильных печей с автономным питанием дуг по сравнению с дуговыми сталеплавильными печами трехфазного тока.
КПД дуг в ДСП с автономным питанием по сравнению с КПД дуг ДСПТТ будет больше на 13% на протяжении всего времени плавки, так как после прорезки колодцев, которая длится в высокомощных ДСП 6-8 минут, дуги заглубляются в жидкометаллическую ванну. Следовательно в жидкометаллическую ванну ДСП с автономным питанием дуг будет вводиться мощность на 13% большая по сравнению с мощностью, вводимой в жидкометаллическую ванну в ДСПТТ в результате чего в ДСП с автономным питанием дуг сокращается время расплавления шихты и доводки металла на 12-13%, на такую же величину 12-13% сократится удельный расход электроэнергии за плавку.
Автором диссертационной работы совместно с научным руководителем профессором Макаровым А.Н. разработан способ плавки стали в дуговой сталеплавильной печи с автономным питанием дуг.
При автономном питании дуги от однофазного трансформатора фаза А подводится к сводовому электроду, а ноль к подовому водоохлаждаемому электроду (рис. 6).
При автономном питании дуги путь тока не меняется, сохраняется вертикальное направление тока в электроде, дуге, жидкометаллической ванне, отклоняющая электромагнитная сила отсутствует, а электромагнитная сила сжатия, вызванная током дуги и направленная радиально от внешней поверхности столба к его оси, сохраняется. В дуговых сталеплавильных печах с автономным питанием меньше излучения дуги выходит наружу из лунки и больше попадает на металл по сравнению с дугами, питаемыми от трехфазных трансформаторов, где размер лунки больше в 1,5-2,0 раза, больше поток излучения дуги на стены и свод и меньше на ванну металла.

Рис. 6. Расположение сводовых и подовых электродов и путь тока при
автономном питании дуги.
1 – сводовый электрод; 2 – электрическая дуга; 3 – углубление в жидкометаллической ванне; 4 – жидкометаллическая ванна; 5 – под; 6 – водоохлаждаемый подовый электрод.
Разработана дуговая сталеплавильная печь с автономным питанием дуг и схема электроснабжения электропечи (рис. 7), в которой устранена отклоняющая электромагнитная сила и электромагнитное выдувание дуг в сторону откосов и стен. Отличие в конструкции ДСП с автономным питанием дуг от ДСПТТ в наличии трех подовых электродов. Конструктивное отличие и отличие в схеме электроснабжения ДСП с автономным питанием дуг от ДСПТТ в том, что в ДСП с автономным питанием электрические дуги питаются автономно от однофазных трансформаторов и ось любого электрода и ее продолжение в ванне металла является электрической осью токопроводящего слоя в электроде, дуге, ванне металла. Такое конструктивное и схемное отличия ДСП с автономным питанием дуг от ДСПТТ позволяют получить вертикальное горение дуг, заглубленных под действием осевой электромагнитной силы и устранить отклоняющую электромагнитную силу и выдувание электрических дуг из-под электродов в сторону откосов и стен.
Как показали проведенные выше расчеты заглубление электрических дуг в жидкометаллическую ванну без выдувания их из-под электродов в сторону откосов и стен позволяет увеличить угловой коэффициент излучения дуг на ванну металла и КПД дуг на 12-13%, снизить расход электроэнергии, время плавки, повысить производительность печи.

Рис. 7. Устройство и схема электроснабжения ДСП трехфазного тока
с автономным питанием дуг.
1-свод; 2-отверстия; 3-сводовые электроды; 4-под; 5-подовые электроды; 6-однофазные трансформаторы; 7-линия высокого напряжения;
8-разъединители; 9-выключатели; 10-реакторы; 11-рабочее окно;
12-жидкометаллическая ванна; 13-дуги; 14-сливной носок;
15-конденсаторные батареи.
ОСНОВНЫЕ РЕЗУЛЬТАТЫ РАБОТЫ:
1. Осуществлен анализ особенностей работы электрооборудования и схем электроснабжения дуговых сталеплавильных печей трехфазного тока, электрошлаковых печей, руднотермических печей, который показал, что для автономного питания дуг всего номенклатурного ряда дуговых сталеплавильных печей могут быть использованы однофазные трансформаторы мощностью от 0,6 до 30 МВА, изготовленные для электроснабжения руднотермических печей.
2. Осуществлен анализ электродинамических усилий, действующих на дугу в ДСП трехфазного тока. Электрическая дуга под действием собственного переменного электромагнитного поля испытывает осевую силу, направленную вертикально, и погружается в жидкометаллическую ванну. Электромагнитное поле тока, протекающего в горизонтальной плоскости поверхности ванны металла, создает отклоняющую электромагнитную силу, направленную горизонтально, которая выдавливает дугу из-под электрода и из углубления в расплаве и КПД дуги уменьшается.
3. В электрических дугах постоянного тока отсутствует собственное переменное электромагнитное поле, осевая и отклоняющая силы, вследствие чего дуга не экранируется и не выдувается из-под электрода
4. Доказана необходимость создания дуговой сталеплавильной печи переменного тока в которой дуги горят вертикально, заглублены в металл. Вертикальное, заглубленное положение дуг возможно при автономном их питании от однофазных трансформаторов с подключением фазы к сводовому электроду, а нуля к подовому электроду. При таком конструктивном исполнении сохраняется собственное переменное электромагнитное поле дуги, осевая сила и заглубление дуги в жидкометаллическую ванну, а вследствие вертикального тока от сводового до подового электродов устраняется отклоняющая электромагнитная сила и выдувание дуги из-под электрода в сторону стен.
5. На основании теоретических исследований выведено обобщенное аналитическое выражение для расчета угловых коэффициентов излучения дуги на элементарные площадки электропечей, охватывающее все возможные случаи взаимного расположения дуги и поверхностей нагрева и позволяющее определять долю мощности излучения дуги на ванну металла, стены, свод электропечей.
6. Аналитическими исследованиями установлено, что чем меньше длина дуги, меньше длина ее открытой, незаглубленной части, тем больше средний угловой коэффициент излучения дуги на ванну металла, тем больше КПД дуги. При вертикальном горении дуги в 100-тонной электропечи постоянного тока и уменьшении ее длины в два раза с 1,0 до 0,5 м средний угловой коэффициент излучения дуги на ванну металла увеличивается с 0,44 до 0,51 то есть на 14%, аналогично на 14% с 0,48 до 0,55 увеличивается КПД дуги.
7. Разработан способ плавки стали в дуговой сталеплавильной печи с автономным питанием дуг при котором ось токопроводящего слоя в электроде, электрической дуге, жидкометаллической ванне вертикальна, устраняется электромагнитная сила, выталкивающая дугу из-под электрода и сохраняется осевая электромагнитная сила, заглубляющая электрическую дугу в расплав. На способ плавки стали в дуговой сталеплавильной печи с автономным питанием дуг получен патент на изобретение.
8. Разработана схема электроснабжения и конструкция дуговой сталеплавильной печи с автономным питанием дуг в которой реализован запатентованный способ плавки стали, отличающиеся от схемы электроснабжения и конструкции дуговой сталеплавильной печи трехфазного тока использованием трех подовых электродов, питанием каждой из дуг от трех однофазных трансформаторов, вертикальным горением и заглублением дуг в расплав.
9. При использовании разработанного способа плавки стали, схемы электроснабжения и конструкции дуговой сталеплавильной печи с автономным питанием дуг средний угловой коэффициент излучения дуг на металл возрастает с 0,68 до 0,78 то есть на 13%, КПД дуг возрастает с 0,70 до 0,79 то есть также на 13%, время плавки и удельный расход электроэнергии сокращаются на 12-13%, а производительность печи увеличивается на 12-13%.
Основные положения диссертации опубликованы в следующих работах:
1. Соколов, А.Ю. Влияние индуктивного сопротивления на технико-экономические показатели дуговых сталеплавильных печей / А.Н. Макаров, А.Ю. Соколов // Электричество. 2008. №11. С. 65-68.
2. Соколов, А.Ю. Электрические, геометрические, тепловые параметры дуг, горящих в парах металлов / А.Н. Макаров, А.Ю.Соколов // Электрометаллургия. 2009. №11. С. 19-24.
3. Патент РФ на изобретение №2368670 Способ плавки стали в дуговой сталеплавильной печи трехфазного тока по заявке №2007144749. Приоритет от 03.12.2007. Зарегистрирован 27.09.2009/ А.Н. Макаров, А.Ю. Соколов // Изобретения. 2009. 327. с. 35-38.
4. Соколов, А.Ю., Влияние энерготехнологических параметров на технико-экономические показатели работы печей ДСП-150 при плавлении лома и окатышей. Часть 1. Работа электропечей с высоким коэффициентом полезного действия дуг при плавлении лома и окатышей / А.Н. Макаров, А.Ю. Cоколов, А.С. Дюндин // Электрометаллургия. 2010. №2. С. 7-13.
5. Соколов, А.Ю. Дуговая сталеплавильная печь большой вместимости с автономным питанием дуг / А.Ю. Соколов, А.Н. Макаров // Радиоэлектроника, электротехника и энергетика. Тезисы докладов XIII Международной научно-технической конференции студентов и аспирантов. М.: МЭИ. 2007. Т2. С. 162-163.
6. Соколов, А.Ю. Теплообмен в дуговых сталеплавильных печах переменного тока с автономным питанием фаз / А.Ю. Соколов, А.А. Кавелин, А.Н. Макаров // Радиоэлектроника, электротехника и энергетика. Тезисы докладов XIV Международной научно-технической конференции студентов и аспирантов. М.: МЭИ. 2008. Т.2. С. 146-147.
7. Соколов, А.Ю. Теплообмен в дуговых сталеплавильных печах с автономным питанием фаз // А.Н. Макаров, А.Ю. Соколов // VI Минский Международный форум по тепло- и массообмену. Тезисы докладов и сообщений. Минск: ИТМО. 2008. Т.2. С. 322-323.
8. Соколов, А.Ю. Оптимизация энерготехнологического режима дуговых сталеплавильных печей / А.Н. Макаров, А.Ю. Соколов // XII Международная научно-техническая конференция Электротехника, электротехнологии, электрические материалы и компоненты. Тезисы докладов. Крым 2008. М.: МЭИ. 2008. Т.2. С. 254-255.
9. Соколов, А.Ю. Энергосбережение при выплавке стали в дуговых сталеплавильных печах / А.Ю. Соколов // IV Международная конференция по проблемам горной промышленности, строительства и энергетика. Материалы конференции. Тула: ТГУ. 2008. С. 385-388.
10. Соколов, А.Ю. Сравнительный анализ тепловых режимов дуговых сталеплавильных печей / А.Ю. Соколов // Вестник Тверского государственного технического университета. Тверь: ТГТУ. 2008. №13. С.12-15.
11. Соколов, А.Ю. Энергетические характеристики дуг дуговой сталеплавильной печи / А.Ю. Соколов, Т.И. Запрометова, А.Н. Макаров // Радиоэлектроника, электротехника и энергетика. Тезисы докладов XV Международной научно-технической конференции студентов и аспирантов. М.: МЭИ. 2009. С. 160-162.
12. Соколов, А.Ю. Анализ работы электрических дуг и теплообмена в дуговых сталеплавильных печах переменного тока / А.Ю. Соколов, А.Н. Макаров // Вестник Тверского государственного технического университета. Тверь: ТГТУ. 2009. Выпуск 15. С. 130-133.
13. Соколов, А.Ю. Оптимизация теплообменных процессов в дуговых сталеплавильных печах переменного тока / А.Ю. Соколов, А.Н. Макаров // Радиоэлектроника. Электротехника и энергетика. Тезисы докладов XVI Международной научно-технической конференции студентов и аспирантов. М.: МЭИ. 2010. Т.2. С. 191-193.