

Повышение долговечности подвижных сопряжений ходовой части лесных машин при ремонте с применением композиционных материалов
На правах рукописи
Марков Виктор Александрович
Повышение долговечности подвижных
сопряжений ходовой части лесных машин при ремонте с применением композиционных
материалов
05.21.01 – Технология и машины лесозаготовок и лесного хозяйства
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Санкт-Петербург
2010
Работа выполнена в Санкт-Петербургской государственной лесотехнической академии им. С.М. Кирова
| Научный руководитель | доктор технических наук, профессор Балихин Владимир Васильевич |
| Официальные оппоненты | доктор технических наук, профессор, заслуженный деятель науки и техники Патякин Василий Иванович кандидат технических наук, доцент Скобцов Игорь Геннадьевич |
| Ведущая организация | Государственное образовательное учреждение высшего профессионального образования Московский Государственный Университет Леса |
Защита диссертации состоится 23 июня 2010 г. в 16 часов на заседании диссертационного Совета Д212.190.03 при Петрозаводском государственном университете по адресу: 185910, Россия, Республика Карелия, г. Петрозаводск, пр. Ленина, 33.
С диссертацией можно ознакомиться в библиотеке Петрозаводского государственного университета.
Автореферат разослан «13» мая 2010 г.

Ученый секретарь
диссертационного Совета
(пр. 301 от 22.04.2010 г.) Рогов А.А.
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность темы. В настоящей работе предлагается новое решение проблемы повышения долговечности деталей лесных машин с использованием порошковых композиционных материалов при восстановления. Благодаря возможности варьирования физико-механическими свойствами порошковых спеченных композиций их можно использовать как для восстановления малонагруженных деталей машин (редуктора, транспортеры, насосы, компрессоры), так и применительно к тяжело- нагруженным деталям и узлам машин (шасси лесных автомобилей и тракторов). Также следует учитывать тот факт, что многие детали шасси и подъемного механизма лесных тракторов при износе подшипников скольжения по заводской технологии следует заменять, а использование композиционных материалов позволяет их восстанавливать. А это в свою очередь приносит значимую экономию материала.
Цель работы. Повышение долговечности подшипников узлов при ремонте путем применения композиционных материалов.
Объекты и методы исследования. Объектом исследований являются подвижные сопряжения ходовой части лесных машин. Теоретические и экспериментальные исследования выполнены на основании принятия оптимальных решений, теории вероятностей и математической статистики.
Научная новизна. Установлены теоретические и подтверждены экспериментально зависимости выходных факторов технологического процесса нанесения покрытия с применением композиционных материалов при ремонте деталей лесных машин с эксплуатационными показателями. Установлено, что рассмотренные в работе материалы значительно меньше подвержены коррозии чем сталь 45, из которой изготовлено большинство подшипников скольжения. Экспериментально доказана адекватность разработанной математической модели оптимизации технологического процесса нанесения покрытий композиционными материалами, определяющая качество процесса, технологическую себестоимость.
На защиту выносятся следующие положения:
- Наиболее целесообразным способом восстановления рабочих поверхностей стальных втулок лесных машин с износом до 1,0 мм является метод спекания композиционных материалов.
- Параметрические зависимости влияния факторов технологического процесса восстановления рабочих поверхностей втулок композиционными материалами на прочность сцепления и износостойкость.
- Математическая модель оптимизации режимов технологического процесса восстановления рабочих поверхностей втулок с применением композиционных материалов.
- Оптимизационные режимы процесса восстановления втулок лесных машин с применением композиционных материалов при ремонте.
- Рекомендации по восстановлению рабочих поверхностей втулок лесных машин и получения износостойких покрытий из композиционных материалов на конкретных ремонтных предприятиях отрасли.
Практическая значимость работы заключается в том, что разработан перспективный технологический процесс восстановления подшипниковых узлов лесных машин с учетом специфики их эксплуатации, обеспечивающая при его внедрении в производство повышение ресурса в 1,4-1,5 раз по сравнению с базовым вариантом. Результаты исследований могут быть использованы при разработке перспективного способа изготовления втулок на машиностроительных предприятиях, выпускающих лесные машины. Вследствие эксплуатационных испытаний установлено, что с внедрением композиционного покрытия отказы блоков шарниров трактора ЛХТ-100 снизились на 40%.
Апробация работы. Материалы диссертации докладывались и обсуждались на научно-технических конференциях Санкт-Петербургской Государственной Лесотехнической академии имени С.М. Кирова и Санкт-Петербургского Государственного Политехнического университета, а также на второй международной научно-практической интернет-конференции «Леса России в XХI веке» в 2008-2010 гг., и отражены в отчетах по НИР.
Публикации. По результатам исследований опубликованы 4 печатных работы, из них 1 в издании, рекомендованном ВАК.
Структура и объем работы. Диссертация состоит из введения, семи разделов, основных выводов и рекомендаций, а также списка литературы. Общий объем работы 119 стр. Диссертация содержит 34 рисунка, 24 таблицы, список литературы содержит 101 наименование из которых 5 иностранная литература.
СОДЕРЖАНИЕ РАБОТЫ
Во введении сформулирована актуальность темы, цель работы, научная новизна и научные положения, выносимые на защиту, и практическая значимость.
1.АНАЛИЗ СОСТОЯНИЯ ВОПРОСА ВОССТАНОВЛЕНИЯ ПОДШИПНИКОВЫХ УЗЛОВ И ВЫБОР НАПРАВЛЕНИЯ ИССЛЕДОВАНИЙ
Под восстановлением деталей понимается комплекс технологических операций по приданию деталям изначальной геометрической формы и размеров, путем нанесения покрытий в соответствии с технологическими условиями изготовления, а также приобретением ими высоких эксплуатационных и физико-механических свойств, не уступающих аналогам, изготовленным по базовой технологии.
В настоящее время в мире разработано более 40 способов восстановления деталей и более 200 их разновидностей.
В ремонтном производстве России и за рубежом наибольшее распространение получили механизированные дуговые способы наплавки: автоматическая и полуавтоматическая наплавка под флюсом, вибродуговая, электроконтактная, в защитных средах (СО2, водяном паре, аргоне и др.), порошковой проволокой, газопламенное и плазменное напыление, композиционные материалы.
Кафедра Технологии лесного машиностроения и ремонта СПбГЛТА многие годы занимается вопросами восстановлением деталей лесных машин и это нашло свое отражение в работах следующих ученых: Андреева В.Н., Абашина Э.Я., Балихина В.А., Корыхалова В.Д., Ивановой И.В., Викторенковой С.В., Чугунова А.В., Маркова А.Н., Кретинина В.И., Садовникова В.И., Шильникова В.В., Чаусова А.А. и других. Данной проблемой также занимались, в связи с ее актуальностью, занимались ГОСНИТИ, ВНПО «Ремдеталь», МГАУ и многие другие.
В настоящем разделе работы рассматриваются наиболее распространенные способы восстановления деталей, которые нашли свое применение в условиях лесных ремонтных предприятий России.
В качестве представительной детали выбрана втулка 55-31-118, так как она встречается в наибольшем количестве узлов трактора ЛХТ-100 и изнашивается в наибольшей степени. Данную втулку можно встретить как в блоках шарниров трактора, так и в рычагах подъемного механизма.
В соответствии с поставленной целью и на основании результатов аналитического обзора основными задачами исследования являются:
- Выполнить анализ износа подшипниковых узлов шасси лесных машин на примере трактора ЛХТ-100.
- Определить параметрические зависимости эксплуатационных показателей (прочность сцепления покрытия с основным материалом, износостойкость спеченного покрытия) в зависимости от режимов технологического процесса восстановления.
- Разработать математическую модель процесса восстановления и определить его оптимальные технологические режимы.
- Выполнить эксплуатационные испытания подшипниковых узлов шасси лесных машин, восстановленных с применением композиционных материалов.
- Разработать рекомендации по внедрению технологии восстановления деталей класса «втулка» с применением композиционных материалов на предприятиях лесного комплекса с определением экономической эффективности от ее внедрения. А также рекомендации по внедрению покрытии из композиционных материалов при изготовлении деталей класса «втулка» для заводов лесного машиностроения.
2.ТЕХНОЛОГИЯ НАНЕСЕНИЯ ПОКРЫТИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ПРИМИНИТЕЛЬНО К ПОДШИПНИКОВЫМ УЗЛАМ ЛЕСНЫХ МАШИН
Структурная схема технологического процесса восстановления рабочих поверхностей втулок машин композиционными материалами представлена на рисунке 1.

Рис. 1. структурная схема технологического процесса
В качестве материалов для проведения исследований выбраны три современных композиционных материала: АНС.100.29, ЖГр05Д18 и ЖГр07Д25, так как покрытия, изготовленные из них наиболее соответствуют условиям эксплуатации сопряжений лесных машин.
Таблица 1. Оценочные показатели способов нанесения покрытия
| Показатель | Пт г/ч | П1 г/ч | Nп кВт | Nтех кВт | К2 г/кВтч | К1 г/кВтч |
| Железнение | 180 | 144 | 2,76 | 4,85 | 65,2 | 37,1 |
| Композиционные материалы | 478,5 | 382,2 | 2,7 | 4,75 | 177,2 | 100,7 |
| Наплавка под флюсом | 835,9 | 503,2 | 3,64 | 7,98 | 392,4 | 180,3 |
| Вибродуговая наплавка | 1125 | 601,2 | 2,7 | 5,67 | 441,7 | 210,1 |
| Наплавка в СО2 | 1008 | 480,2 | 2,74 | 6,38 | 725 | 429 |
| Электроконтактная наплавка | 808,8 | 379,2 | 3,86 | 4,37 | 209,5 | 185 |
В таблице 1 представлены впервые полученные данные оценочных показателей (Пт- технологическая производительность, П1 – действительная производительность, Nтех – техн. мощность, Nп –полезная мощность, К2 – энергопроизвод. процесса, К1 – энергопроизвод. оборудования).
по композиционным материалам, что позволяет устанавливать более рациональные методы нанесения покрытия, а с учетом коэффициента долговечности и выбирать рациональный маршрут восстановления изношенных поверхностей детали.
Из таблицы 1 видно, что способ восстановления деталей лесных машин композиционными материалами имеет лучшие показатели, чем железнение и находится на одном уровне с наплавочными методами, но восстановление внутренних поверхностей наплавками невозможно.
3. ОБЩАЯ МЕТОДИКА ИССЛЕДОВАНИЙ
В соответствии с поставленными задачами исследования спланированы и осуществлены два полнофакторных эксперимента второго порядка типа 24 и 23 с преобразованием параметра оптимизации и факторов. Для определения адекватности, однородности и значимости уравнения регрессии использовались критерии Стьюдента Кохрена и Фишера.

Рис. 2. Структурная схема исследований
Перед проведением опытов составлялась матрица планирования и по таблице случайных чисел определялась последовательность проведения опытов. Каждый из опытов проводился трехкратно. После получения математической модели исследуемых параметров и проверки их адекватности осуществлялся переход к их натуральным значениям.
Структурная схема проведенных исследований представлена на рисунке 2.
4.ИССЛЕДОВАНИЕ ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
При прогнозировании ресурса восстановленных деталей необходимо учитывать физико-механические и эксплуатационные свойства наносимых покрытий.
Микроструктура. Анализ микроструктуры спеченного покрытия (рисунок 3) проведен с целью определения влияния термодеформационного цикла спекания в зоне соединения покрытия с основным металлом.
АНС.100.29  | ЖГр05Д18  | ЖГр07Д25  |
Рис. 3. Структура металла в переходной зоне
Результатом диффузии является образование переходной зоны, которая обеспечивает прочность соединения слоев и предотвращает отслоение покрытия от втулки в процессе эксплуатации детали.
Кроме того установлено, что поры являются характерной составляющей в структуре покрытия. В исследуемых образцах форма пор различная: близкая к окружности, эллипсу, разветвленная. Поры образуются как в результате неполноты контакта частиц металла, так и в результате выгорания отдельных составляющих в исходной шихте.
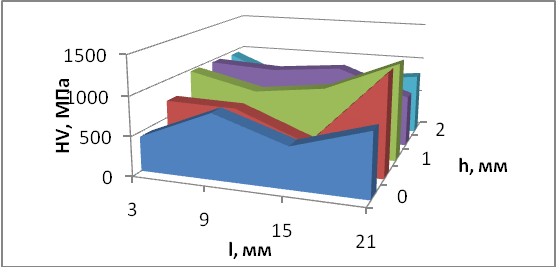
Твердость. Результаты проведения исследования по твердости трех исследуемых композиционных материалов представлены на графике, рисунок 4.
В результате исследований установлено, что твердость всех исследуемых композиционных материалов меняется по длине втулки, а по толщине покрытия меняется незначительно. Это связано с тем, что при двухстороннем прессовании давление на порошок по краям покрытия выше чем в середине.
Также из графика видно, что покрытие из композиционного материала ЖГр07Д25 имеет более высокую твердость, чем остальные.
 |  |  |
Рис. 4. Твердость композиционных покрытий
Микротвердость. Измерение микротвердости проводилось согласно ГОСТ 9450-80. Учитывая тот факт, что микротвердость является характеристикой частиц композиционного материала и не зависит от пористости, измерения микротвердости производились и по длине и по ширине покрытия, рисунок 5.
АНС.100.29

ЖГр05Д18

ЖГр07Д25
Рис. 5. Микротвердость композиционных материалов.
Из графиков следует, что покрытие, изготовленное из композиционного материала АНС.100.29 обладает меньшей микротвердостью, чем остальные, и, соответственно, оно более подвержено разрушению. Выбирая между двумя другими покрытиями, более рациональным является покрытие ЖГр07Д25, так как его микротвердость более стабильна по длине и ширине покрытия.
Пористость. В качестве образцов для исследования на пористость использовались кольца следующих габаритных размеров: внешний диаметр Dвнеш. =37,55 мм, внутренний диаметр Dвнутр. =31,75 мм, при высоте образца около 3 мм. Измерялась масса образца на воздухе (mвозд) и в воде (mвод). В результате исследования пористости (таблица 2) установлено, что пористость покрытия ЖГр07Д25 в большей степени соответствует условиям эксплуатации подшипников скольжения.
Таблица 2. Пористость композиционных материалов
| к, г/см3 | h, мм | mвозд | mвод | , г/см3 | П, % | ||
| 1 | АНС.100.29 | 7,8 | 3,15 | 5,3285 | 4,4205 | 5,87 | 24,7 |
| 2 | 3,90 | 5,7850 | 4,8603 | 6,26 | 19,7 | ||
| 3 | 3,0 | 4,5975 | 3,7972 | 5,74 | 26,4 | ||
| 4 | ЖГр05Д18 | 7,7 | 3,3 | 5,2065 | 4,2810 | 5,63 | 26,9 |
| 5 | 4,0 | 6,7287 | 5,7250 | 7,21 | 6,4 | ||
| 6 | 3,2 | 5,5723 | 4,7501 | 6,78 | 11,9 | ||
| 7 | ЖГр07Д25 | 7,66 | 3,1 | 5,5943 | 4,8033 | 7,07 | 7,7 |
| 8 | 2,9 | 4,6682 | 4,0145 | 7,14 | 6,9 | ||
| 9 | 3,8 | 6,4794 | 5,5723 | 7,14 | 6,9 |
Коррозийная стойкость. Для проведения испытания на коррозийную стойкость композиционных материалов использовались три образца различных покрытий (АНС.100.29, ЖГр05Д18 и ЖГр07Д25) приблизительно одной и той же массы. По результатам исследований построен график, рисунок 6.

Рис.6. Исследование коррозионной стойкости
Проведя аппроксимацию, были вычислены следующие зависимости:
Y(АНС.100.29)=0,155+0,061х (при Ккор=0,986) (1)
Y(ЖГр05Д18)=0,191+0,037х (при Ккор=0,948) (2)
Y(ЖГр07Д25)=0,027+0,027х (при Ккор=0,994) (3)
В результате исследования коррозийной стойкости установлено, что покрытие ЖГр07Д25 имеет лучшие физико-механические свойства и менее подвержено коррозии, чем остальные.
5.ИССЛЕДОВАНИЕ ДОЛГОВЕЧНОСТИ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ
Прочность сцепления нанесенного покрытия с основой является одним из основных критериев, позволяющих определить область применения и эксплуатационные характеристики восстанавливаемой детали. Широкое распространение среди наиболее известных методов оценки прочности сцепления покрытия с основой получил метод испытания на сдвиг
Проведение испытаний на адгезионную прочность сцепления осуществляли на гидравлическом прессе ЗИМ Р-10 №276 ГОСТ 7835-70 с точностью определения прикладываемой нагрузки ± 100 Н.
Напряжение, возникающее при отрыве покрытия от основы определяем по формуле:
![]() , (4)
, (4)
где Р – нагрузка, при которой происходит отрыв покрытия от основы, Н;
F – площадь контакта покрытия с основой, м2.
Для определения оценки прочности сцепления покрытия по всей длине образца, измерения проводились в трех сечениях (по краям и в центре образца).
В этом случае прочность сцепления покрытия с основой для одного образца определится по формуле:
![]() , (5)
, (5)
где ![]() ,
, ![]() ,
, ![]() - напряжение, возникающее при отрыве покрытия от основы в сечениях I-I, II-II, III-III, МПа.
- напряжение, возникающее при отрыве покрытия от основы в сечениях I-I, II-II, III-III, МПа.
Для точной оценки прочности сцепления покрытия с основой необходимо провести испытание не менее 3-х образцов.
Коэффициент прочности сцепления kсц определяем по формуле:
![]() , (6)
, (6)
где ![]() - усредненное значение прочности сцепления покрытия с основой, МПа.
- усредненное значение прочности сцепления покрытия с основой, МПа.
![]() - допустимое значение прочности сцепления покрытия с основой для данного вида сопряжения, МПа.
- допустимое значение прочности сцепления покрытия с основой для данного вида сопряжения, МПа.
В качестве покрытия использовался порошок ЖГр07Д25.
В результате обработки матрицы планирования и результатов эксперимента, получена зависимость:
сц=1,436+0,162x3+4,8710-4x4+1,8710-4x3x4+3,5710-7x2x3x4 (7)
Расчет проводился при помощи программы MathCad 7.0. Оптимальными значениями факторов являются: Rz=160 мкм; Р=355 МПа; Т=4,224; t=1129C.
Коэффициент сцепления определяется по формуле:
где сц(опт) – касательное напряжение отрыва при оптимальном значении факторов, МПа
сц(доп) – допустимое касательное напряжение отрыва при эксплуатации подшипниковых узлов трения, МПа.
Таким образом, при оптимальном режиме технологического процесса восстановления установлено значение Ксц=1,73, что свидетельствует о высокой надежности работы сопряжения.
Износостойкость. Учитывая специфику работы лесозаготовительных машин в условиях повышенного абразивного износа, в качестве предмета исследования по известной методике выбрано сопряжение деталей 55-31-318; 55-31-309 (ходовая часть).
В качества оценочного показателя износостойкости была выбрана интенсивность изнашивания сопряжения в целом.
Для оценки интенсивности изнашивания приняты следующие зависимости:
![]()
![]() или
или ![]()
![]() , (9)
, (9)
где u - износ сопрягаемых деталей, мм;
N - количество циклов нагружения до наступления периода
интенсивного изнашивания;
t - время работ установки, чаc.
В качестве базового варианта для сравнения интенсивности изнашивания выбраны образцы, изготовленные на Онежском тракторном заводе. В предлагаемом варианте сопрягаемая деталь типа "вал" - выполнена по заводской технологии, а на деталь типа "втулка" наносилось покрытие из композитного материала при различных технологических режимах.
Стендовые испытания проведены согласно методики проведения испытаний пар трения типа "втулка-вал", изготовленных из различных материалов, с целью определения интенсивности их изнашивания на установке для испытания шарниров "ДМ-28", согласно методике разработанной на Онежском тракторном заводе:
Для проведения испытаний применялись близкие к реальным условия эксплуатации узла. Так, в данном случае, помимо нагрузки Р=15000 Н, устанавливаемой динамометром ДОСМ-5-1, ТУ25.06.629-74, строго соблюдены следующие условия: характер движения –вращательный, максимальная скорость скольжения в паре трения Vmax=0,095 м/сек при выходной частоте вращения вала n=38 мин-1, передающего крутящий момент на рычажный механизм установки. Применялась одноразовая смазка – «УНИОЛ-1» (ГОСТ 1033-79), а также каждый кронштейн имел по одному каналу для подвода к сопрягаемым деталям кварцевого песка (около 10 г/мин).
Пары трения испытывались при нагрузке на динамометре стенда Р=15000Н, что соответствует приблизительно Руд=75 МН/м2 на каждой втулке, причем каждому этапу соответствовала приработке трущихся пар в объеме 1700 циклов, в том числе: 1000 циклов при нагрузке Р=2500Н; 700 циклов при нагрузке Р=5000Н
Во время испытания проводилась фиксация температуры при помощи термопары и ртутного термометра с ценой деления 1°С и диапазоном измерений 0-200°С. При проведении испытания через каждые 500 циклов работы стенда производилась остановка стенда для снижения температуры до Т=25…30С. Критерием преждевременного окончания испытании является резкое (за период 500 циклов) поднятие температуры до 150°С, в то время как на период нормального изнашивания, она выдерживается постоянно и составляет для данного вида испытаний, Т=96…103°С.
Учитывая тот факт, что исходный комплект деталей не позволяет дать качественной оценки определения износа весовым способом, для определения износа выполнялось микрометрирование деталей. При этом суммарная интенсивность изнашивания сопряжения определялась по выражению
I=Iв+Iвт (10)
где Iв- интенсивность изнашивания вала, мм/час;
Iвт - интенсивность изнашивания втулки, мм/час.
Для оценки влияния факторов технологического процесса получаемого покрытия на интенсивность изнашивания в целом сопряжения, был проведен полнофакторный эксперимент 23 второго порядка, что позволяет оценить не только влияние каждого из факторов по отдельности на процесс износа, но также и их сочетания. В качестве факторов, влияющих в той или иной мере на интенсивность изнашивания были выбраны: Р - давление прессования, tC - температура спекания, Т - время выдержки.
Матрица планирования эксперимента 23 вида abc, bc, b, ac, c, ab, a, a2, b2, c2 (результаты эксперимента приведены в таблице 3).
В результате обработки данных таблицы 3, получено выражение:
I=0,8664-1,8310-4Р-0,055Т-2,4610-4t+1,9810-5Тt-4,5710-4P2-
-0,042T2+7,710-7t2 (11)
Проведя оптимизацию, получаем оптимальные значения факторов:
Р=312±5 МПа Т=3,7±0,1 часа t=1155±10С
Таблица 3. Матрица планирования эксперимента и результаты испытаний в условных единицах I = 0,0073 мм/час = 1
| № | Р, МПа | Т, час | t, С | Iсред, мм/час | Sv2 | Iv, мм/час | Iсред-Iv |
| 1 | - | - | - | 2,05 | 0,072 | 1,468 | 0,582 |
| 2 | - | - | + | 1,11 | 0,031 | 0,795 | 0,315 |
| 3 | - | + | - | 1,40 | 0,029 | 1,003 | 0,397 |
| 4 | - | + | + | 0,81 | 0,011 | 0,58 | 0,23 |
| 5 | + | - | - | 1,92 | 0,093 | 1,375 | 0,545 |
| 6 | + | - | + | 0,96 | 0,014 | 0,688 | 0,272 |
| 7 | + | + | - | 1,26 | 0,06 | 0,903 | 0,357 |
| 8 | + | + | + | 0,66 | 0,081 | 0,473 | 0,187 |
| 9 | 0 | 0 | - | 2,14 | 0,108 | 1,533 | 0,607 |
| 10 | 0 | 0 | + | 1,36 | 0,029 | 0,974 | 0,386 |
| 11 | 0 | - | 0 | 1,73 | 0,046 | 1,239 | 0,491 |
| 12 | 0 | + | 0 | 1,22 | 0,027 | 0,874 | 0,346 |
| 13 | - | 0 | 0 | 1,56 | 0,039 | 1,117 | 0,443 |
| 14 | + | 0 | 0 | 1,34 | 0,155 | 0,96 | 0,38 |
| 15 | 0 | 0 | 0 | 1,42 | 0,037 | 1,017 | 0,403 |
Интенсивность изнашивания пары трения при базовом варианте по данным результатов исследований, проводимым на Онежском тракторном заводе составляет:
Iб=0,0091 мм/час
На основании этих данных можно подсчитать коэффициент повышения износостойкости сопряжения:
![]() =1,52 (12)
=1,52 (12)
Таким образом, при оптимальном режиме восстановления представительного сопряжения за счет применения композиционных материалов достигнуто повышение износостойкости сопряжения более чем в полтора раза.
Определение коэффициента долговечности. Согласно рекомендациям Шадричева В.А. и Масино М.А. определяется долговечность восстановления деталей, оцениваемая коэффициентом долговечности – Кд, который является функцией трех аргументов:
Кд=f(Ксц, Ки, Кв)
где Ксц – коэффициент прочности сцепления;
Ки – коэффициент износостойкости;
Кв – коэффициент выносливости.
Установлено, что в реальных узлах (шарнирных соединений ходовой части трактора ЛХТ-100) отсутствуют ударные нагрузки, влияющие на выносливость сопрягаемых поверхностей.
Таблица 4. Параметры оптимального режима спекания
| Режимы восстановления | сц, МПа | I, мм/час | ||
| Р, НМ/м2 | tC | T, час | ||
| 355 | 1129 | 4,2 | 346,5 | 0,0069 |
| 312 | 1155 | 3,7 | 325 | 0,006 |
Анализ показал, что рациональный режим восстановления втулок следующий:
Р=![]() =333,5 МПа, t=
=333,5 МПа, t=![]() =1142C, Т=
=1142C, Т=![]() =3,95 час, при Rz=160 мкм. Приданном режиме прочность сцепления с основой сц=335МПа, а интенсивность изнашивания I=0,0061 мм/час.
=3,95 час, при Rz=160 мкм. Приданном режиме прочность сцепления с основой сц=335МПа, а интенсивность изнашивания I=0,0061 мм/час.
Согласно полученным результатам, окончательно можно сделать вывод, что коэффициент долговечности исследуемых сопряжений при оптимальном режиме спекания определяется коэффициентом износостойкости (КI=![]() =1,5) и численно равен ему.
=1,5) и численно равен ему.
Следует отметить, что критический износ представительного сопряжения палец 55-31-309 втулка 55-31-318 блока шарниров происходит при 3300 моточасов, что не совпедает с периодом технического обслуживания трактора ЛХТ-100. Из-за этого приходится прерывать производственный процесс лесозаготовки для ремонта трактора, а с внедрением покрытия из порошковых композиционных материалов при повышении коэффициента долговечности срок службы сопряжения равен
3300Кд=2001,5=4950 моточасов, (13)
где Кд – коэффициент долговечности.
Можно сделать вывод, что критический износ данного сопряжения произойдет при 4950 моточасов, что соответствует времени проведения капитального ремонта, согласно ремонтного цикла трактора ЛХТ-100.
Исследование структуры покрытия из ЖГр07Д25, спеченного в оптимальном режиме, с использованием оптического микроскопа Neophot 32 с помощью системы анализа видеоизображений «Видео Тест-Мастер».
Установлено, что у стали и композита отсутствует четкая переходная зона. Это свидетельствует о частичной диффузии железа и углерода в данной зоне. Именно за счет этого явления прочность сцепления (сц) при данном режиме так высока.
6. ОПТИМИЗАЦИЯ ПАРАМЕТРОВ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА И ОПЕДЕЛЕНИЕ ТЕХНОЛОГИЧЕСКОЙ СЕБЕСТОИМОСТИ НАНЕСЕНИЯ ПОКРЫТИЯ
Учитывая, что производительность процесса восстановления деталей композитными материалами в данном случае на различных технологических режимах остается практически постоянной, в качестве критерия эффективности при оптимизации параметров технологического процесса восстановления деталей данным способом была выбрана технологическая себестоимость процесса – Ст, которая должна быть минимальной. Она определяется следующим выражением.
С учетом теории производительности труда удельная технологическая себестоимость равна:
 (14)
(14)
G=Gm (15)
где - коэффициент полезного использования порошка =0,95
G=500,95=47,5
где, G – масса наносимого покрытия
С1 – сумма часовых затрат приходящихся на заработную плату, амортизации оборудования и так далее;
С2 – стоимость кВт·ч электроэнергии;
С3 – часовые затраты на вспомогательные материалы или
инструмент в зависимости от операции маршрута
восстановления
Nп = Qн/Тн (16)
Q = С m (t°к – t°нач.)


где М - масса втулки без покрытия, грамм;
с - теплоемкость изделия (принимаем 0,6);
m – масса порошка, грамм;
n – число втулок в восстанавливаемой партии, шт;
То – основное время спекания, час;
t° - температура спекания, °С;
t – коэффициент, учитывающий теплопотери;
п – КПД вакуумной печи.
Решая оптимизационную задачу методом геометрического программирования обеспечивающую минимальную себестоимость
 (17)
(17)
Где qo* - себестоимость 1 грамма покрытия, руб;
r1 и r2 – временные переменные равные: r1=0,01757 и r2=0,03364


Отсюда следует, что стоимость 1 грамма полученного покрытия 1 рубль. Тогда легко подсчитать себестоимость покрытия для втулки любого размера.
Для представительной втулки 55-31-318 себестоимость нанесения покрытия составит:
Сспек=Gqo*=501,042=52,1 руб
Решив данную задачу в обратном порядке можно вычислить рациональные режимы спекания.
Для вычисления оптимальных значений То и t° пользуемся версией (v.13) программы SPSS, позволяющей решать подобные задачи без перевода данных в безразмерные единицы.
С учетом знаков допусков, были определены двухсторонние границы управляемых переменных. Полученные оптимальное значение функции представлены в таблице 5:
Таблица 5. Оптимальные значения параметров
| Управляемые переменные | Целевая функция Ссп, руб | |
| То, час | t°C | |
| 2 | 1150 | 52,1 |
Установлено что технологическая себестоимость восстановления втулки с использованием композиционных материалов в рациональном режиме составит 120,75 рублей при параметрах Rz=160 мкм=const; Р=350 МПа=const:
СТС=(Ср+Спр)+qo*m=68,65+1,04250=120,75 руб
где Ср+Спр – суммарная себестоимость растачивания и прессования, руб.
В таблице 6 приведены значения управляемых переменных.
Таблица 6. Допуски и значения управляемых переменных
| Параметр | Управляемые переменные | Целевая функция СТС, руб | |||
| Rz, мкм | Р, МПа | Т, час | t°C | ||
| Значении | 160 | 350 | 2 | 1150 | 120,75 |
| Допуск | 8 | 17,5 | 0,1 | 57,5 | 6 |
7. РАСЧЕТ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ ОТ ВНЕДРЕНИЯ ТЕХНОЛОГИИ ВОССТАНОВЛЕНИЯ ВТУЛОК ЛЕСНЫХ МАШИН НАНЕСЕНИЕМ КОМПОЗИЦИОННОГО ПОКРЫТИЯ
Эксплуатационные испытания блоков шарниров (правого и левого) проводились в ООО «Ижора» (Гатчинский район Ленинградской области).
Средний износ (за период 200 моточасов) на сторону восстановленных поверхностей деталей «втулка» составил 0,04 мм, а деталей «палец» составил 0,02 мм, а в базовом варианте 0,06 мм и 0,04 мм соответственно.
Таким образом, экспериментально установлено, что средний ресурс представительного сопряжения в базовом варианте составит ТсрБ=3300 моточасов, а в предлагаемом ТсрПр=4950 моточасов, что позволяет сделать вывод о существенном экономическом эффекте от внедрения новой технологии на предприятиях лесного комплекса.
Согласно теории профессора Мурашкина Н.В., суммарный экономический эффект от внедрения детали с новыми показателями качества определятся по формуле:
 ,
,
Где У1 и У2– ущерб, соответственно, по базовому и внедряемому узлу из-за
простоев по техническим причинам за период наработки ресурса,
руб;
 ,
, - суммарные эксплуатационные затраты по
- суммарные эксплуатационные затраты по
сравниваемому комплекту выполняемых работ при
использовании базовых и внедряемых узлов за
наработку их ресурса, руб;
Т1 и Т2 – экономически рациональный ресурс наработки до
капитального ремонта, соответственно по базовому и
внедряемому узлу, моточасов.
Учитывая вышеприведенные данные, получим следующие показатели прогнозируемого ущерба:
У=((1162000)+15960+14452)1,05=275532 руб.
Срок окупаемости капвложений определяется по формуле:
![]()
Где К – капитальные вложения на обеспечения технологии
восстановления, руб;
N – количество обращений по данной неисправности в год для
конкретного предприятия, шт/год.
Таким образом, в результате внедрения технологии восстановления втулок методом спекания композиционных материалов повышается ресурс сопряжений в целом по сравнению с базовым вариантом в 1,4-1,5 раз. Данная технология способствует увеличению эффективности работы лесных машин за счет снижения количества отказов.
ОСНОВНЫЕ ВЫВОДЫ И РЕКОМЕНДАЦИИ
- Анализ результатов исследований предлагаемого способа восстановления указывает на то, что данный метод относится к безотходным технологиям ремонта деталей машин и не требует последующего проведения термической и механической обработки после нанесения покрытия.
- Экспериментально доказано, что наиболее рациональной схемой, позволяющей получить высококачественное покрытие является двухстороннее прессование.
- Измерениями износов сопряжений определено, что восстановление композиционными порошковыми материалами применимо к широкой номенклатуре деталей лесных машин как слабонагруженных, так и к испытывающим средние значения нагрузок, поскольку прочность сцепления покрытия с основой превышает 200 МПа.
- По оценочным показателям метод восстановления композиционными материалами превосходит железнение и не уступает наплавкам, которые не позволяют восстанавливать внутренние поверхности втулок.
- Коррозийная стойкость композиционных материалов выше, чем у
стали 45, применяемой в рассматриваемых сопряжении, а для покрытия ЖГр07Д25 в 1,5-2,0 раза выше аналогичных материалов. Это свойство позволяет рекомендовать порошковые покрытия при изготовлении и ремонте сопряжений, подверженных воздействию влаги. - Порошок ЖГр07Д25 наиболее удовлетворяет физико-механическим и эксплуатационным требованиям, предъявляемым к подшипникам скольжения.
- Оптимальным режимом спекания следует принять: Р=333,5 МПа, t=1142°C, T=3,95 час при Rz=160 мкм. При данном режиме прочность сцепления с основой Тсц=335МПа, а интенсивность изнашивания I=0,0061 мм/час.
8. Эксплуатационные испытания показали целесообразность применения композиционных материалов при ремонте подшипниковых узлов лесных машин, так как ресурс увеличивается по сравнению с базовым вариантом в 1,4-1,5 раз.
9. Себестоимость восстановления деталей композиционными материалами ниже 3-10 раз (в зависимости от сопряжения) чем стоимость новых запчастей.
10. За срок эксплуатации трактора прогнозируемое число отказов блоков шарниров снизилось на 40% по сравнению с базовым вариантом.
11. Композиционное покрытие может рекомендоваться при изготовлении подшипников скольжения для заводов лесного машиностроения.
Материалы диссертации опубликованы в следующих печатных работах:
- Марков В.А., Марков А.Н., Кретинин В.И. Перспективные способы восстановления деталей лесных машин // Известия Санкт-Петербургской Лесотехнической академии. СПб.: СПбГЛТА. 2007 г. С. 116-129.
- Марков В.А., Марков А.Н. О современных методах применения порошковых материалов в лесном машиностроении и при ремонте. / Сборник материалов международной конференции «Ресурсосберегающие технологии ремонта, восстановления и упрочнения деталей машин, механизмов, оборудования инструмента и технологической оснастки от нано- до макроуровня». СПб.: СПбГПУ. 2009 г. С. 5157.
- Марков В.А., Марков А.Н. Испытание прочности сцепления композиционных покрытий, используемых при восстановлении деталей лесозаготовительных машин/ Сборник материалов второй международной научно-практической конференции «Леса России в XXI веке». СПб.: СПбГЛТА 2010 г. С. 6368.
- Марков В.А., Марков А.Н. Исследование физико-механических свойств композиционных материалов/ Сборник материалов второй международной научно-практической конференции «Леса России в XXI веке». СПб.: СПбГЛТА 2010 г. С. 7276.