

Повышение качества профильног о фрезерования поверхности древесноволокнистых плит средней плотности
На правах рукописи
Ефимова Татьяна Владимировна 
Повышение качества профильного Фрезерования поверхности Древесноволокнистых плит средней плотности
05.21.05 – Древесиноведение, технология и
оборудование деревопереработки
Автореферат
диссертации на соискание ученой степени
кандидата технических наук
Воронеж – 2010
Работа выполнена в Государственном образовательном учреждении высшего профессионального образования "Воронежская государственная лесотехническая академия" (ВГЛТА)
Научный руководитель: доктор технических наук, профессор
Разиньков Егор Михайлович
Официальные оппоненты: доктор технических наук
Сафонов Андрей Олегович
доктор технических наук
Пыриков Павел Геннадьевич
Ведущая организация: Московский государственный университет леса (141001, г. Мытищи, Московская обл. ул. Первая институтская, 1)
Защита состоится 30 апреля 2010 г. в 1000 часов на заседании диссертационного совета Д 212.034.02 при Воронежской государственной лесотехнической академии (394613, г. Воронеж, ул. Тимирязева, 8, зал заседаний – ауд. 240)
С диссертацией можно ознакомиться в научной библиотеке Воронежской государственной лесотехнической академии.
Автореферат разослан 30 марта 2010 г.
Ученый секретарь
![]()
диссертационного совета Скрыпников А.В.
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность темы. Возросший спрос на индивидуальный дизайн корпусной мебели, особенно фасадной ее части, обусловил поиск нового материала, который мог бы составить достойную конкуренцию цельной древесине и заменить при этом древесностружечные плиты (ДСтП). Таким материалом выступили древесноволокнистые плиты средней плотности – МДФ (от англ. «medium density fiberboard»). Они смогли занять свою нишу на российском рынке древесных материалов, и в настоящее время являются популярным конструкционным материалом, спрос на который постоянно растет.
В настоящее время на многих предприятиях, занимающихся производством корпусной мебели с использованием МДФ, очень остро стоит проблема качества фрезерованной поверхности плит. Так как заготовки впоследствии идут на облицовывание тонкими синтетическими декоративными пленками толщиной 0,3-0,4 мм, шероховатость поверхности является одним из основных показателей качества поверхности МДФ. При использовании стандартных фрез, шероховатость фрезерованной поверхности находится в пределах от 60 до 64 мкм. При такой шероховатости на облицованной декоративными пленками поверхности наблюдаются дефекты в виде впадин и выступов, шагрени (неровности поверхности), отслаивания пленки от основы и др. Для исключения этих дефектов требуется шероховатость 20 мкм и менее. Доведение шероховатости профильной поверхности до такой величины производится в настоящее время шлифованием вручную. Кроме того, снижение шероховатости поверхности требует частой переточки режущего инструмента в связи с быстрым его затуплением.
Поэтому повышение качества профильного фрезерования поверхности плит МДФ за счет совершенствования технологических режимов и конструкции режущего инструмента является актуальной теоретической и практической задачей.
Цель настоящей работы - повышение качества профильного фрезерования поверхности плит МДФ за счет совершенствования технологических режимов и конструкции режущего инструмента.
Для достижения поставленной цели, в работе предусматривается решение следующих задач:
1. Разработать физическую модель структуры плит МДФ и процесса их фрезерования с проведением компьютерных расчетов для определения основных параметров процесса.
2. Получить теоретические математические зависимости шероховатости поверхности фрезерования, мощности резания и давления под лезвием от угловых параметров фрезы и технологических параметров процесса.
3. Внести усовершенствования в конструкцию фрезерного режущего инструмента с целью повышения его износостойкости и улучшения качества фрезерованной поверхности плит МДФ.
4. Получить математические зависимости, адекватно отражающие процесс профильного фрезерования поверхности плит МДФ, а также определить рациональные режимы фрезерования.
Объектом исследования является процесс профильного фрезерования поверхности плит МДФ.
Методы исследования. Поставленные задачи решались посредством теоретических и экспериментальных исследований. Методика исследований соответствовала стандартной методике по различным ГОСТам. Полученные данные обрабатывались методом математической статистики и с использованием стандартных пакетов прикладных программ для современного персонального компьютера.
Научная новизна результатов:
- разработана физическая модель структуры плит МДФ и процесса их фрезерования, отличающаяся наличием в ней факторов, присущих процессу фрезерования материала волокнистой структуры с высокой плотностью;
- получены зависимости, отличающиеся возможностью теоретически установить значения угловых параметров режущего инструмента и технологических режимов работы копировально-фрезерного станка для получения требуемой шероховатости профильной поверхности плит;
- усовершенствована и запатентована конструкция фрезы (патент № 62059 от 27 марта 2007 г), отличающаяся от известных повышенной износостойкостью и позволяющая снизить шероховатость фрезерованной поверхности плит МДФ до требуемого уровня;
- получены математические зависимости шероховатости поверхности плит МДФ от технологических факторов и определены рациональные режимы фрезерования с использованием предложенной конструкции фрезы.
Основные положения диссертации, выносимые на защиту:
- физическая модель структуры плит МДФ и процесса их фрезерования;
- теоретические зависимости, отражающие влияние параметров процесса фрезерования плит МДФ на качественные и энергетические показатели;
- конструкция фрезерного режущего инструмента;
- математические зависимости, характеризующие влияние параметров профильного фрезерования поверхности плит МДФ на шероховатость, и рациональные технологические режимы, рекомендуемые для практики.
Значимость для теории и практики.
- разработанная физическая модель структуры плит МДФ и процесса их фрезерования позволяет теоретически рассчитывать основные параметры процесса;
- полученные теоретические математические зависимости позволяют устанавливать влияние параметров процесса фрезерования плит МДФ на качественные и энергетические показатели;
- усовершенствована конструкция фрезы для профильного фрезерования плит МДФ, позволяющая значительно повысить износостойкость фрезы и снизить шероховатость фрезерованной поверхности плит;
- полученные математические зависимости, характеризующие процесс профильного фрезерования поверхности плит МДФ, позволяют оперативно производить расчет шероховатости профильной поверхности в зависимости от параметров технологических режимов фрезерования.
Полученные результаты внедрены в производство на ОАО ХК «Мебель Черноземья» и ООО «Мэйко» (г. Воронеж), а также использованы в тексте лекций по курсу «Технология изделий из древесины» для специальности «Технология деревообработки».
Апробация работы. Результаты проведенных исследований докладывались, обсуждались и были одобрены на Всероссийских научно-практических конференциях (Красноярск – 2005 г.; Воронеж – 2006 г.; Сыктывкар – 2006 г.); Всероссийских научно-практических конференциях с международным участием (Воронеж – 2005 г., 2006 г.; Вологда – 2006 г.), межвузовских научно-практических конференциях (Воронеж – 2005 г., 2009 г.). Результаты исследований отражены в научно-технических отчетах НИР кафедры механической технологии древесины Воронежской государственной лесотехнической академии за 2004-2009 гг.
Личное участие автора в получении результатов. Работа выполнена в соответствии с программой ГОУ ВПО «ВГЛТА» на 2000-2010 гг. (№ гос. регистрации 01.2.00609238). Личное участие автора заключается в определении цели и задач исследования, выполнении теоретического обоснования целесообразности практических исследований, анализе результатов диссертационного исследования, усовершенствовании конструкции фрезерного инструмента, установлении рациональных технологических режимов профильного фрезерования плит МДФ.
Публикации. Основные результаты диссертационной работы отражены в 14 печатных работах: одной монографии, 12 научных статьях, две из которых опубликованы в изданиях, рекомендованных ВАК, одном патенте Российской Федерации на полезную модель 62059 РФ, МПК В 27 G 13/00 «Фреза твердосплавная концевая для обработки древесноволокнистых плит средней плотности».
Структура и объем работы. Диссертация состоит из введения, пяти глав, основных выводов и рекомендаций, списка использованных источников и приложений. Общий объем работы составляет 153 страницы, включающих 127 страницы основного текста и 26 страниц приложений, 8 таблиц, 35 рисунков. Список использованных источников включает 108 наименований, из них 6 на иностранном языке. Приложение включает акты и другие материалы по теме диссертации.
СОДЕРЖАНИЕ РАБОТЫ
Введение. Дано обоснование актуальности темы диссертационной работы и проведения исследований, а также оценка современного состояния проблемы. Приведена научная новизна исследований, их теоретическая и практическая значимость.
В первой главе содержатся сведения об использовании плит МДФ в изделиях на современном этапе, приведены их физико-механические свойства, дан обзор и анализ литературных источников по исследованию процесса фрезерования древесины и древесных материалов, а также по исследованию микроструктуры древесных плит.
В работах В.В. Амалицкого, Ю.А. Цуканова, Кряжева Н.А. и др. рассматриваются факторы, определяющие качество поверхности обработки при фрезеровании ДСтП, даются рекомендации по выбору режимов. Вопросы по совершенствованию режущего инструмента, исследованию основных геометрических параметров изучали В.Н. Позднякова, А.А. Гришкевич, В.И. Гиль и др. Работы Б.Н. Уголева, Е.Д. Мерсова, А.А. Леоновича, Е.М. Разинькова, W. Grigsby, A. Thumm посвящены исследованию микроструктуры древесных плит.
Процесс обработки плит МДФ определяется рядом факторов. Прежде всего, это особенности структурного строения древесноволокнистых плит, наличие связующих, которые изменяют структуру, деформативные свойства, величины износостойкости режущего инструмента при обработке. Существующие методики расчета режимов обработки древесины и древесных материалов не могут быть использованы для МДФ вследствие существенных различий их физико-механических свойств. Для профильного фрезерования плит МДФ в литературных источниках нет обоснованных рекомендаций по выбору основных угловых параметров режущего инструмента.
Микроструктура плит МДФ еще недостаточно изучена и представления о ней основываются на общих знаниях о древесноволокнистых плитах.
На основе анализа литературных данных, установлено, что основными параметрами, определяющими величину шероховатости фрезерованной поверхности плит МДФ, являются скорость подачи, частота вращения инструмента, угловые параметры инструмента и плотность плит. Основными факторами, оказывающими влияние на затупление инструмента и его износ, являются свойства плит, скорость подачи, частота вращения инструмента, угловые параметры инструмента. В настоящее время отсутствует математическая модель, позволяющая научно обоснованно связать шероховатость плит МДФ после операции профильного фрезерования с основными факторами, оказывающими влияние на качество обработанной поверхности плит.
На основании проведенного литературного обзора сформулированы цель и задачи исследований.
Вторая глава включает анализ кинематических и силовых параметров процесса фрезерования, обоснование параметров предлагаемой конструкции фрезы и разработку физической модели структуры плит МДФ и процесса фрезерования их поверхности.
На основании теоретических расчетов нами предлагается конструкция фрезы, позволяющая значительно повысить ее износостойкость и снизить шероховатость фрезерованной поверхности плит. Угловые параметры фрезы следующие: по торцовой грани передний угол ![]() = 0
= 0![]() , угол заострения
, угол заострения ![]() = 75
= 75![]() , задний угол
, задний угол ![]() = 15
= 15![]() ; по боковой грани передний угол
; по боковой грани передний угол ![]() = 0
= 0![]() , задний угол
, задний угол ![]() = 150 и угол заострения
= 150 и угол заострения ![]() = 750. Профиль фрез может быть различным.
= 750. Профиль фрез может быть различным.
Моделирование физической модели структуры плит МДФ и процесса их фрезерования производилось с использованием метода конечных элементов. МДФ в своем сечении по толщине представляется совокупностью большого числа отдельных круглых элементов (рисунок 1). При этом элементы-круги представляют собой сечения волокон, лежащих поперек некоторого среза, а волокна, лежащие в плоскости среза, представляются комплексом кругов с более жесткой связью между ними (черные змеевидные комплексы кругов). На этом же рисунке представлен резец, при движении которого удаляется стружка.

Рисунок 1 – Модель структуры плит МДФ: 1 – микрослой МДФ; 2 – резец (фрезы)
Силовое воздействие на некоторый элемент i со стороны каждого из окружающих его элементов j(рисунок 2) представлено уравнением:
 , (1)
, (1)
где FУij и FВij – силы упругого и вязкого взаимодействия элементов i и j;
NЭ – общее количество элементов в модели материала.
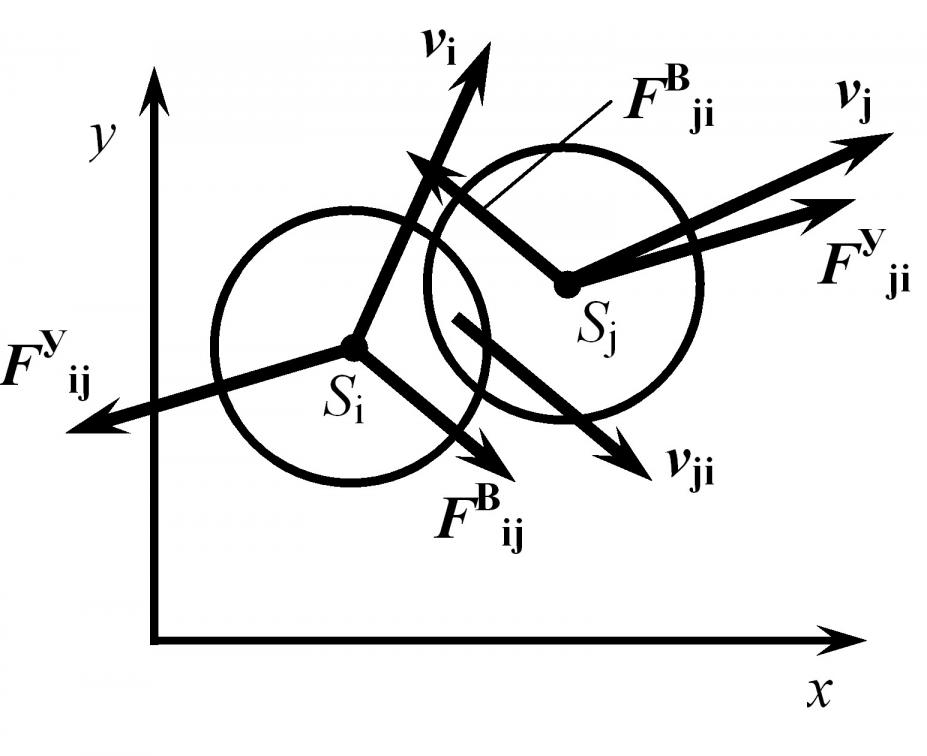
Рисунок 2 – Пространственное изображение вязкоупругого взаимодействия двух частиц МДФ (элементов волокон) с участием действующих сил:
FУij и FВij – силы упругого и вязкого взаимодействия элементов i и j; Si и Sj – центры элементов i и j; v![]() и v
и v![]() – скорости элементов i и j; v
– скорости элементов i и j; v![]() - общая скорость
- общая скорость
В зависимости от физического взаимодействия элементов волокон МДФ, а также от того, насколько сильно проявляется это взаимодействие, возможно три различных варианта расчета сил между ними.
1) Если элементы i и j не взаимодействуют, то

(2)
2) Если элементы i и j слабо взаимодействуют, то

 (3)
(3)
3) Если элементы i и j сильно взаимодействуют, то

 (4)
(4)
где FУxij и FУyij – декартовы составляющие силы FУij;
cО и cС – жесткости упругого взаимодействия элементов, соответствующие слабому и сильному взаимодействию элементов.
Для расчета FВij выбрана общепринятая прямо-пропорциональная зависимость вязкой силы взаимодействия волокон от скорости движущегося в среде тела, при этом введен дополнительный коэффициент (rij – (dЭ + dm)), характеризующий взаимное проникновение элементов друг в друга.
![]() ;
;
![]() ; (5)
; (5)
где vxi, vyi и vxj, vyj – декартовы составляющие скоростей i-го и j-го элемента;
kВ – коэффициент демпфирования.
В соответствии со вторым законом Ньютона уравнения движения i-го элемента:
 ;
;
 , (6)
, (6)
где mЭ – масса элемента;
t – время;
g – ускорение свободного падения;
cЭ–Л и kv – коэффициенты жесткости и вязкости вязкоупругого взаимодействия i-го элемента (волокна) с лезвием фрезы;
rвнi – расстояние взаимного внедрения i-го элемента и лезвия;
sxi и syi – декартовы составляющие вектора единичной длины, указывающего направление действия силы на i-й элемент со стороны лезвия;
vxi и vyi – декартовы составляющие вектора скорости i-го элемента;
v – скорость движения лезвия вдоль поверхности материала.
Совокупность уравнений вида (6) для всех NЭ элементов описывают изменение материала с течением времени.
В модели считается, что элементы материала взаимодействуют с лезвием фрезы вязкоупругими силами, что отражено последними двумя слагаемыми в формулах (6). Для i-го элемента производится проверка попадания его центра (xi, yi) в тот или иной сектор относительно центра лезвия C(xC, yC) (рисунок 3). Для этого определяется угол между центром элемента и направлением движения относительно центра лезвия С.
 . (7)
. (7)
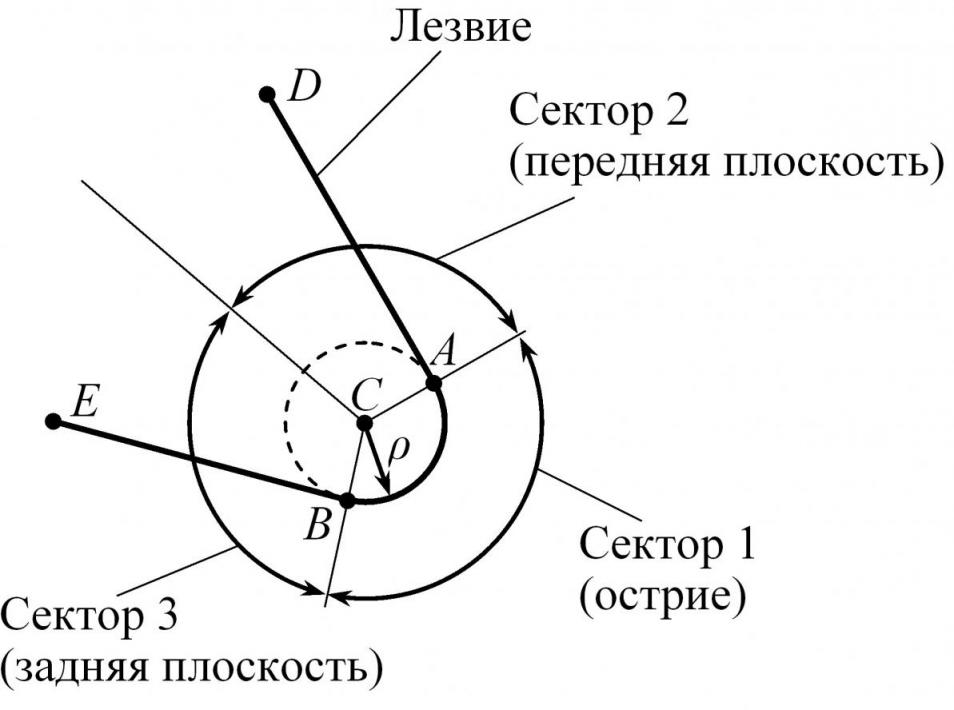
Рисунок 3 – Представление секторов лезвия относительно центра лезвия
C(xC, yC) : ЕВ – отрезок задней грани лезвия; ВА – отрезок кончика лезвия;
АD – отрезок передней грани лезвия
В зависимости от значения угла реализуется один из трех случаев:
1) если < и > (–/2 – ) (где – передний угол лезвия, – задний угол лезвия), то элемент находится в секторе 1 (взаимодействует с острием лезвия), и расчет производится следующим образом.
 ; (8)
; (8)
![]() ;
; ![]() ;
;
где – радиус заострения лезвия.
2) если > и < (/2 + + /2) (где – угол заострения лезвия), то элемент находится в секторе 2 (взаимодействует с передней плоскостью лезвия), и расчет производится следующим образом.
 ; (9)
; (9)
![]() ;
; ![]() ;
;
где A1, B1 и C1 – коэффициенты нормированного уравнения прямой, имитирующей переднюю плоскость лезвия. Прямая задается по двум точкам A и D (рисунок 3).
3) если < (–/2 – ) и > (/2 + + /2), то элемент находится в секторе 3 (взаимодействует с задней плоскостью лезвия), и расчет производится следующим образом.
 ; (10)
; (10)
 ;
;  ;
;
где A2, B2 и C2 – коэффициенты нормированного уравнения прямой, имитирующей заднюю плоскость лезвия. Прямая задается по двум точкам B и E (рисунок 3).
Если i-й элемент хотя бы частично попадает в область, имитирующую лезвие, то rвнi > 0, и параметры rвнi, sxi, syi участвуют в расчетах по формулам (6).
Для того чтобы определить, как изменяется структура материала при прохождении лезвия необходимо проинтегрировать уравнения движения (6) с подстановкой в них сил, вычисляемых по формулам (2–5) в зависимости от типа пары взаимодействующих элементов, а также параметров взаимодействия с лезвием (формулы (8–10)) в зависимости от расположения элемента относительно лезвия. Решение системы производится численно: методом Эйлера.
В качестве основных кинематических параметров фрезерования были приняты: скорость резания v, м/с, и подача на один зуб s![]() , мкм.
, мкм.
В качестве выходных параметров фрезерования были приняты: шероховатость фрезерованной поверхности R![]() , мкм, средняя мощность резания N, кВт, и давление под лезвием Р, Н.
, мкм, средняя мощность резания N, кВт, и давление под лезвием Р, Н.
Для решения системы дифференциальных уравнений, положенной в основу модели, составлена компьютерная программа на языке Object Pascal в интегрированной среде программирования Delphi 7.0.
При использовании этой программы проведено несколько серий компьютерных экспериментов, в рамках которых изменяли какой-либо один параметр при неизменных значениях остальных параметров. В качестве базовых значений параметров приняты: v = 60 м/с; s![]() = 50 мкм; = 0
= 50 мкм; = 0![]() ; = 15
; = 15![]() ; n
; n![]() = 50 волокон (соответствует плотности МДФ в 800 кг/м
= 50 волокон (соответствует плотности МДФ в 800 кг/м![]() ); = 10 мкм.
); = 10 мкм.
Теоретические исследования показали:
- фреза с передним углом = 0![]() оказывает значительно большее давление на приповерхностный слой МДФ. При этом она должна значительно сильнее его разогревать, чем обычные концевые деревообрабатывающие фрезы (с углом около 40О) при тех же затратах мощности фрезерного станка. Высокое давление и разогрев должны привести к упрочнению приповерхностного слоя материала, что позволит уменьшить шероховатость фрезерованной поверхности плит;
оказывает значительно большее давление на приповерхностный слой МДФ. При этом она должна значительно сильнее его разогревать, чем обычные концевые деревообрабатывающие фрезы (с углом около 40О) при тех же затратах мощности фрезерного станка. Высокое давление и разогрев должны привести к упрочнению приповерхностного слоя материала, что позволит уменьшить шероховатость фрезерованной поверхности плит;
- задний угол фрезы практически не оказывает влияния на шероховатость обработанной поверхности и затраты мощности;
- фреза предлагаемой конструкции обеспечивает качественную обработку поверхности при плотности плит не более 880 кг/м![]() . Лишь для МДФ с очень высокой плотностью шероховатость превышает 20 мкм и затрачивается значительная мощность на фрезерование;
. Лишь для МДФ с очень высокой плотностью шероховатость превышает 20 мкм и затрачивается значительная мощность на фрезерование;
- фреза предлагаемой конструкции обладает высокими эксплуатационными характеристиками в широком интервале изменения радиуса закругления лезвия ;
- определены оптимальные значения основных параметров фрезерования: скорость подачи фрезы v![]() должна быть не более 4 м/мин, частота вращения инструмента n – не более 19100 мин
должна быть не более 4 м/мин, частота вращения инструмента n – не более 19100 мин![]() .
.
В третьей главе представлены методики по изучению технологических режимов фрезерования и по микроскопическим исследованиям. Приведена методика планирования эксперимента, расчет необходимого числа наблюдений, подготовка образцов и инструмента для проведения исследований.
Эксперимент по исследованию шероховатости фрезерованной поверхности плит МДФ в зависимости от режимов фрезерования состоял из двух серий опытов по обработке поверхности плит МДФ твердосплавными концевыми фрезами. В первой серии использовали затупленную и подлежащую переточке фрезу, проработавшую положенный срок (7-8 часов). Во второй серии опытов использовали фрезу сразу после ее заточки.
Исследования проводили в промышленных условиях на мебельном предприятии ОАО ХК «Мебель Черноземья» на станке «ROVER 22» с программным управлением.
При поведении экспериментов использовали униформ-рототабельный план. Варьируемыми факторами являлись: частота вращения инструмента n, мин![]() , и скорость подачи инструмента v
, и скорость подачи инструмента v![]() , м/мин. Натуральные значения факторов составляли: для первой серии опытов x
, м/мин. Натуральные значения факторов составляли: для первой серии опытов x![]() = 11000-15000 мин
= 11000-15000 мин![]() ; x
; x![]() = 1,0-8,0 м/мин; для второй серии опытов x
= 1,0-8,0 м/мин; для второй серии опытов x![]() = 11000-15000 мин
= 11000-15000 мин![]() ; x
; x![]() = 1,0-5,0 м/мин. Частота вращения фрезы 15000 мин
= 1,0-5,0 м/мин. Частота вращения фрезы 15000 мин![]() для плит МДФ является предельной, так как при более высоких значениях наблюдается обугливание поверхности фрезерования и вибрация режущего инструмента
для плит МДФ является предельной, так как при более высоких значениях наблюдается обугливание поверхности фрезерования и вибрация режущего инструмента
Выходным показателем являлась шероховатость фрезерованной поверхности плит R![]() , мкм.
, мкм.
Постоянными факторами являлись: угловые параметры инструмента по торцовой и боковой граням - передний угол ![]() = 0
= 0![]() , угол заострения
, угол заострения ![]() = 75
= 75![]() , задний угол
, задний угол ![]() = 15
= 15![]() ; диаметр фрез D = 40 мм; толщина плиты 16 мм; плотность плиты 800 кг/м
; диаметр фрез D = 40 мм; толщина плиты 16 мм; плотность плиты 800 кг/м![]() ; вид плиты – необлицованная; влажность плиты - 8
; вид плиты – необлицованная; влажность плиты - 8![]() 2%, плита прошла акклиматизацию в цеховых условиях при t = 20
2%, плита прошла акклиматизацию в цеховых условиях при t = 20![]() 1
1![]() , влажности 60
, влажности 60![]() 5%; содержание связующего в МДФ – 7 %; вид связующего – смола КФ-МТ-15; содержание отвердителя (хлористого аммония 60%-ной концентрации) - 0,7 м.ч. к массе смолы; породный состав при изготовлении плит – смесь сосна/осина/береза в равном соотношении.
5%; содержание связующего в МДФ – 7 %; вид связующего – смола КФ-МТ-15; содержание отвердителя (хлористого аммония 60%-ной концентрации) - 0,7 м.ч. к массе смолы; породный состав при изготовлении плит – смесь сосна/осина/береза в равном соотношении.
Для определения шероховатости профильной поверхности плит МДФ использовали портативный прибор игольного типа «Спектроник 10», позволяющий определять параметр шероховатости R![]() в пределах 0,1-199,9 мкм с погрешностью не более 5%. Определение параметра шероховатости R
в пределах 0,1-199,9 мкм с погрешностью не более 5%. Определение параметра шероховатости R![]() проводили согласно требованиям ГОСТа 15612-85.
проводили согласно требованиям ГОСТа 15612-85.
Работа по микроскопическому исследованию состояла из двух частей. На первом этапе была предпринята попытка определить наличие лигнина как одного из связующих компонентов древесных волокон в плите. Вторая часть включала исследование поверхности фрезерования плит, структуры МДФ, плотности укладки волокна.
Эксперименты по микроскопическому исследованию проводились в лаборатории ФГУП НИИЛГиС и на кафедре древесиноведения ВГЛТА. При проведении экспериментов использовали микроскопы: стереомикроскоп МСБ-9 для исследования фрезерованной поверхности плит и микроскоп отраженного света Биомед-6 для исследования структуры плит.
В четвертой главе представлены результаты экспериментальных исследований.
Микроскопические исследования дали следующие результаты:
- плотность укладки древесного волокна достаточно высока;
- предположительно, что смола неравномерно покрывает волокно, образуя участки с большей или меньшей концентрацией;
- твердые доказательства наличия лигнина в виде отдельно расположенных частиц или участков получены не были;
- высокое качество поверхности обработки достигается, видимо, за счет эффекта «приглаживания» отдельных древесных волокон. Воздействие высокой температуры и давления, возникающих на контактных поверхностях, обуславливает пластификацию лигнина и припаивание волокон к поверхности.
В результате обработки экспериментальных данных получены математические зависимости шероховатости фрезерованной поверхности от исследуемых факторов. Уравнения регрессии в натуральных значениях имеют следующий вид:
R![]()
![]() (n, v
(n, v![]() ) = 31,941-0,317n +0,372v
) = 31,941-0,317n +0,372v![]() -0,041n2+0,017v
-0,041n2+0,017v![]()
![]() +0,006nv
+0,006nv![]() . (11)
. (11)
R![]()
![]() (n, v
(n, v![]() ) = 29,481-0,187n +1,056v
) = 29,481-0,187n +1,056v![]() -0,038n2+0,016v
-0,038n2+0,016v![]()
![]() -0,046nv
-0,046nv![]() . (12)
. (12)
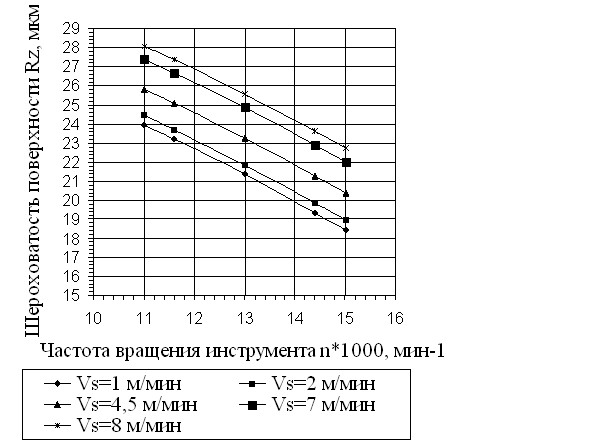
По полученным уравнениям построены графики зависимости шероховатости обработанной поверхности R![]() от варьируемых факторов (рисунки 4, 5).
от варьируемых факторов (рисунки 4, 5).
По графикам были найдены диапазоны значений факторов, определяющих рациональный режим фрезерования плит МДФ и позволяющие получать поверхность фрезерования соответствующего качества: n = 14000-15000 мин![]() и v
и v![]() = 1-4 м/мин.
= 1-4 м/мин.
С целью определения оптимальных значений технологических параметров была проведена оптимизация процесса. Для решения задачи оптимизации использовали программу MiniMax, написанную в среде Microsoft Excel.
 |  |
а б
Рисунок 4 - Зависимость шероховатости фрезерованной поверхности обработки от частоты вращения инструмента: а – первая серия опытов, б – вторая серия опытов
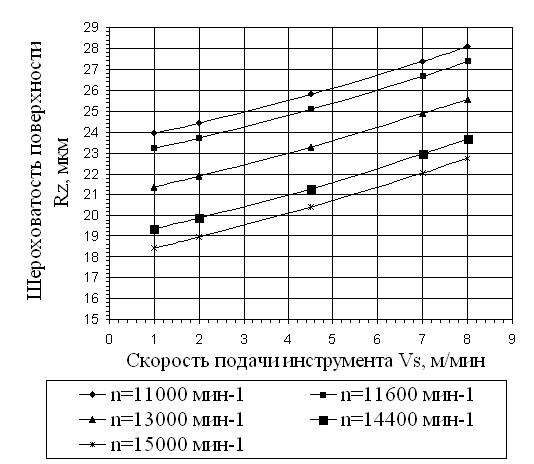 | 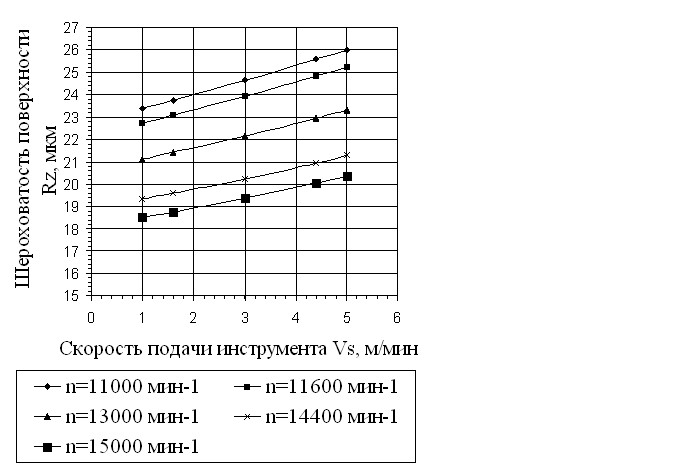 |
а б
Рисунок 5 - Зависимость шероховатости фрезерованной поверхности обработки от скорости подачи инструмента: а – первая серия опытов, б – вторая серия опытов
Ограничения параметров оптимизации заданы с учетом технологических особенностей обработки плит МДФ и технических возможностей обрабатывающего центра: 1V![]() 8; 11 n 15. Шаг варьирования для параметров составлял 0,5. Были заданы граничные условия процесса: R
8; 11 n 15. Шаг варьирования для параметров составлял 0,5. Были заданы граничные условия процесса: R![]() 20 и R
20 и R![]() min.
min.
В результате получены оптимальные значения технологических параметров для уравнений (11) и (12): частота вращения инструмента n =15000 мин![]() ; скорость подачи инструмента v
; скорость подачи инструмента v![]() =1 м/мин.
=1 м/мин.
В пятой главе представлены результаты внедрения предлагаемых технологических решений в производство и расчет их экономической эффективности.
Использование предлагаемых технологических решений позволило получить шероховатость фрезерованной поверхности МДФ не превышающей значение 20 мкм. Уменьшается износ инструмента, время между переточками увеличивается с 3 до 8 часов.
Достигаемый экономический эффект заключается в увеличении прибыли в связи с уменьшением затрат на переточку инструмента и затрат на последующее шлифование обработанной фрезерованием поверхности. Использование разработок позволяет получить для предприятия, на котором производится внедрение, экономический эффект в размере 564 т. руб. в год при обработке профильным фрезерованием 190,5 м![]() плит МДФ.
плит МДФ.
ОСНОВНЫЕ ВЫВОДЫ И РЕКОМЕНДАЦИИ
Выполненные в данной работе исследования позволили получить научно-обоснованные результаты, направленные на решение вопроса повышения качества профильного фрезерования поверхности древесноволокнистых плит средней плотности.
1. Разработана физическая модель структуры плит МДФ и процесса их фрезерования с учетом факторов, присущих процессу фрезерования материала волокнистой структуры с высокой плотностью.
2. На основе физической модели получены теоретические зависимости, позволяющие устанавливать влияние параметров процесса фрезерования плит МДФ на качественные и энергетические показатели. Теоретически определены угловые параметры режущего инструмента и технологические режимы фрезерования для получения профильной поверхности плит требуемой шероховатости.
3. Усовершенствована и запатентована конструкция фрезы для профильного фрезерования поверхности плит МДФ, позволяющая значительно повысить износостойкость фрезы и получить требуемую шероховатость фрезерованной поверхности плит. При использовании на практике предлагаемых конструкции фрезы и режимов фрезерования, продолжительность работы фрезы без ее переточки увеличивается с 3 до 8 часов, а значение шероховатости фрезерованной поверхности не превышает 20 мкм.
4. Получены экспериментальные математические зависимости, позволяющие устанавливать режимные параметры при профильном фрезеровании поверхности плит МДФ для получения требуемой шероховатости. Определен оптимальный режим фрезерования плит МДФ: частота вращения инструмента, мин![]() – 15000; скорость подачи, м/мин – 1,0.
– 15000; скорость подачи, м/мин – 1,0.
ОСНОВНЫЕ ПОЛОЖЕНИЯ ДИССЕРТАЦИИ ОПУБЛИКОВАНЫ В РАБОТАХ:
В изданиях, рекомендованных ВАК Минобрнауки России
1. Ефимова Т.В. Твердосплавная концевая фреза для профильной обработки поверхности МДФ [Текст] / Т.В. Ефимова // Деревообрабатывающая пром – сть. – 2007. - № 6. – С. 14-16.
2. Ефимова, Т.В. Определение оптимального режима профильного фрезерования плит MDF [Текст] / Т.В. Ефимова // Деревообрабатывающая пром – сть. – 2009. - № 1. – С. 12-13.
В авторских свидетельствах, патентах
3. Пат. 62059 РФ, МПК В 27 G 13/00. Фреза твердосплавная концевая для обработки древесноволокнистых плит средней плотности [Текст] / Е.М. Разиньков, Т.В. Ефимова, С.Н. Послухаев; заявитель и патентообладатель ВГЛТА. – 2006140614/22; заявл. 16.11.2006; опубл.27.03.2007, Бюл.№ 9. - 1 с.
В монографиях
4. Разиньков, Е.М. Совершенствование технологических процессов шлифования и фрезерования древесных плит [Текст]: монография/ Е. М. Разиньков, Т. В. Ефимова, Н.И. Послухаев; Фед агентство по образованию, ГОУ ВПО «ВГЛТА». – Воронеж, 2009. - 147 с.
В статьях и материалах конференций
5. Ефимова, Т.В. Актуальность исследования процесса профильного фрезерования поверхности древесноволокнистых плит средней плотности (МДФ) [Текст] / Т.В. Ефимова // Проблемы и перспективы лесного комплекса: Материалы межвузовской научно-практической конференции. – Воронеж, 2005.- Т.1. – С. 146-148.
6. Ефимова, Т.В. Основные критерии, определяющие качество обработки поверхности древесных плит при фрезеровании [Текст] / Т.В. Ефимова // Наука и образование на службе лесного комплекса: Материалы международной научно-практической конференции. – Воронеж, 2005.- Т.1. – С. 279-283.
7. Ефимова, Т.В. Основные проблемы процесса профильного фрезерования поверхности МДФ и критерии, определяющие качество обработки [Текст] / Т.В. Ефимова // Лесной и химический комплексы – проблемы и решения: Всероссийская научно-практическая конференция.– Красноярск, 2005.- Т.3. – С. 15-20.
8. Ефимова, Т.В Закономерность изменения шероховатости поверхности обработки плит МДФ в зависимости от профиля фрезы и режимов фрезерования [Текст] / Т.В. Ефимова, Е.М. Разиньков // Лес. Наука. Молодежь-2006: сборник материалов по итогам научно-исследовательской работы молодых ученых за 2005-2006 годы – Воронеж, 2006. – С.291-294.
9. Ефимова, Т.В. Твердосплавная концевая фреза для обработки древесноволокнистых плит средней плотности [Текст] / Т.В. Ефимова // Проблемы ускоренного воспроизводства и комплексного использования лесных ресурсов: Материалы международной научно-практической конференции.– Воронеж, 2006.– С. 26-28.
10. Ефимова, Т.В. Определение основных режимных параметров обработки поверхности плит МДФ фрезерованием [Электронный ресурс] / Т.В. Ефимова // Лесной комплекс: состояние и перспективы: Материалы заочной научно-практической конференции. - Электрон. текстовые, граф. данные и прикладная прогр. (3 Мб). - Сыктывкар, 2006.- 1 электрон. опт. диск (CD-ROM) : 12 см + рук. пользователя (1 л.) + открытка (1 л.).- Систем. требования: процессор Pentium или с тактовой частотой 200 MHz; Microsoft Windows 95/98/Me/NT 4.0 (SP 5 или 6)/2000/XP/2003, Linux; SVGA 32768; 640480; 16 Мб ОЗУ; 15 Мб свободного дискового пространства; наличие программы для чтения pdf файлов; 4х CD-ROM дисковод; мышь. – Загл. с экрана. – Диск с сопровод. материалами помещены в контейнер 2014 см.
11. Ефимова, Т.В. Исследование процесса фрезерования поверхности плит МДФ и определение оптимальных значений режимных параметров [Текст] / Т.В. Ефимова // Организационно-методические вопросы деятельности научно-образовательного центра в области переработки и воспроизводства лесных ресурсов: Материалы Всероссийской научно-практической конференции с международным участием. – Воронеж, 2006.- С. 78-80.
12. Ефимова, Т.В. Микроскопическое исследование поверхности фрезерования плит МДФ [Текст] / Т.В. Ефимова // Актуальные проблемы развития лесного комплекса: 3-я международная научно-техническая конференция. – Вологда, 2007.- С. 48-50.
13. Ефимова, Т.В. Кинематика процесса фрезерования плит МДФ [Текст] / Т.В. Ефимова // Природопользование: ресурсы, техническое обеспечение: межвузовский сборник науч. тр.– Воронеж, 2007.- С. 56-59.
14. Ефимова, Т.В. МДФ – проблемы и перспективы развития [Текст] / Т.В. Ефимова // Природопользование: ресурсы, техническое обеспечение: межвузовский сборник науч. тр.– Воронеж, 2009.- С. 197-200.
Просим принять участие в работе диссертационного совета Д 212.034.02 или выслать Ваш отзыв на автореферат в двух экземплярах с заверенными подписями по адресу: 394613, г. Воронеж, Тимирязева, 8, Воронежская государственная лесотехническая академия, ученому секретарю.
Тел./факс. 8-4732-53-72-40
Ефимова Татьяна Владимировна
Повышение качества профильного фрезерования поверхности древесноволокнистых плит средней плотности
Автореферат
диссертации на соискание ученой степени
кандидата технических наук
Отпечатано в УОП ГОУ ВПО «ВГЛТА»
394087, Воронеж, ул. Докучаева, 10
Подписано в печать 29.03.2010 Тираж 100 экз.
Заказ № Объем 1 усл. п.л.