

Разработка технологии гнутья массивной древесины с использованием свч-нагрева
На правах рукописи
Данков Александр Сергеевич
РАЗРАБОТКА ТЕХНОЛОГИИ ГНУТЬЯ МАССИВНОЙ ДРЕВЕСИНЫ С ИСПОЛЬЗОВАНИЕМ СВЧ-НАГРЕВА
05.21.05 – Древесиноведение, технология и
оборудование деревопереработки
Автореферат
диссертации на соискание ученой степени
кандидата технических наук
Воронеж – 2009
Работа выполнена в Государственном образовательном учреждении высшего профессионального образования "Воронежская государственная лесотехническая академия" (ВГЛТА)
Научный руководитель: доктор технических наук, профессор
Филонов Александр Андреевич
Официальные оппоненты: доктор технических наук, профессор
Памфилов Евгений Анатольевич
доктор технических наук
Платонов Алексей Дмитриевич
Ведущая организация: Московский государственный университет леса (141001, г. Мытищи, Московская обл. ул. Первая институтская, 1)
Защита состоится 27 ноября 2009 г. в 1000 часов на заседании диссертационного совета Д 212.034.02 при Воронежской государственной лесотехнической академии (394613, г. Воронеж, ул. Тимирязева, 8, зал заседаний – ауд. 240)
С диссертацией можно ознакомиться в научной библиотеке Воронежской государственной лесотехнической академии.
Автореферат разослан 26 октября 2009 г.
![]()
Ученый секретарь
диссертационного совета Скрыпников А.В.
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность темы. Древесина является уникальным природным армированным материалом, важными особенностями которого являются его возобновляемость и экологическая чистота. Кроме того, древесина обладает целым рядом ценных физико-механических и эстетических свойств, которые позволяют широко использовать ее в промышленном производстве самой разнообразной продукции, строительстве и быту. Однако, несмотря на способность к возобновляемости запасы древесины повсеместно сокращаются, что ставит во главу угла одну из важнейших проблем современного общества – повышение эффективности ее использования за счет рационального раскроя, утилизации отходов, применения конструкций изделий с малой материалоемкостью, разработки новых ресурсосберегающих технологий. Особую остроту эта проблема приобретает при изготовлении криволинейных деталей мебели и арочных конструкций столярно-строительных изделий.
С целью сокращения расхода древесины при изготовлении таких деталей их зачастую делают составными из коротких прямолинейных заготовок или склеивают из шпона в специальных пресс-формах. Однако изготовленные таким способом детали помимо высокой трудо- и энергоемкости ограничивают возможности дизайна при создании высокохудожественных изделий.
Изготовление криволинейных деталей способом гнутья заготовок из массивной древесины позволяет эффективно использовать ценную древесину и расширить возможности дизайна при конструировании изделий. Однако традиционный способ гнутья отличается чрезвычайно высокими трудо- и энергозатратами, что в конечном счете привело практически к полному закрытию производств по изготовлению гнутой мебели из массивной древесины. Между тем, за рубежом исследования по совершенствованию технологии гнутья не прекращаются и по сей день, и на международных выставках мебели демонстрируются высокохудожественные изделия из гнутых элементов.
На основании изложенного можно сделать вывод, что разработка новой ресурсо- и энергосберегающей технологии гнутья массивной древесины представляет весьма актуальную задачу.
Цель и задачи исследования. Целью настоящего исследования является разработка технологии гнутья заготовок из массивной древесины с низкой влажностью с использованием СВЧ-нагрева.
Для реализации поставленной цели необходимо решить следующие задачи:
- разработать режимы нагрева заготовок разной влажности до заданных температурно-влажностных состояний в поле СВЧ;
- исследовать способность древесины стабилизировать приданную форму в зависимости от различных температурно-влажностных условий при гнутье;
- получить уравнения регрессии, характеризующие зависимость напряжений, возникающих в древесине, от вдавливания прессующего ролика при различных температурно-влажностных условиях;
- получить математические модели, адекватно отражающие процесс гнутья древесины, а также разработать оптимальные технологические режимы гнутья;
- разработать технологию гнутья массивной древесины с низкой влажностью;
- разработать модель промышленной линии для гнутья массивной древесины и произвести расчет ее основных показателей.
Объектом исследования является процесс СВЧ-нагрева и гнутья массивной древесины.
Методы исследования. Поставленные задачи решались посредством теоретических и экспериментальных исследований. Методика исследований соответствовала общепринятой в деревообработке и проводилась в соответствии с действующими ГОСТами. Полученные данные обрабатывались методами математической статистики с использованием стандартных пакетов прикладных программ для персонального компьютера.
Научная новизна результатов:
1. Установлена закономерность распределения температурного поля в древесном образце при СВЧ-нагреве в объемном резонаторе, отличающаяся тем, что во избежание возникновения стоячих волн нагрев производится в присутствии дополнительного источника диэлектрических потерь.
2. Определена зависимость стабильности формы гнутых деталей от различных температурно-влажностных условий при гнутье.
3. Установлена зависимость напряжений, возникающих в древесине дуба от вдавливания прессующего ролика, отличающаяся учетом температурно-влажностного состояния древесины.
4. Получены математические модели процесса гнутья, отличающиеся учетом технологических режимных параметров при гнутье.
5. Разработана технология гнутья массивной древесины, отличающаяся использованием заготовок с низкой влажностью.
6. Модель поточной линии для гнутья массивной древесины, отличающаяся тем, что линия снабжена накопительным устройством с обогревом, расположенным после СВЧ-установки проходного типа с питателем, и конвейером возврата оснастки к гнутарному станку, причем для стабилизации формы использована камера кондиционирования проходного типа путем охлаждения или подсушивания и охлаждения изогнутых заготовок.
Положения, выносимые на защиту:
1. Математические модели, определяющие процесс нагрева древесных заготовок в объемном резонаторе;
2. Математическая модель, характеризующая стабильность формы гнутых деталей в зависимости от различных температурно-влажностных условий при гнутье;
3. Зависимость, характеризующая напряжения, возникающие в древесине дуба от вдавливания прессующего ролика, при различных температурно-влажностных условиях;
4. Математические модели процесса гнутья, учитывающие режимные параметры процесса.
5. Технология гнутья заготовок с низкой влажностью.
6. Модель поточной линии для гнутья массивной древесины.
Практическая значимость и реализация результатов работы связана с использованием основных ее положений:
- математические модели, определяющие процесс нагрева древесных заготовок в объемном резонаторе;
- зависимость стабильности формы гнутых деталей от различных температурно-влажностных условий при гнутье, позволяющая разрабатывать режимные параметры гнутья древесины с низкой влажностью;
- зависимость напряжений, возникающих в древесине дуба от вдавливания прессующего ролика при ее различных температурно-влажностных состояниях, позволяющая вычислять прессующую силу для расчета потребного момента сил при сложном гнутье;
- математические модели процесса гнутья, позволяющие разрабатывать рациональные режимы гнутья массивной древесины дуба и гибрида тополь белыйосина;
- технология гнутья массивной древесины, позволяющая гнуть заготовки с низкой влажностью;
- модель поточной линии для гнутья массивной древесины позволит сократить продолжительность всего технологического процесса, расход электроэнергии, а также количество оснастки, задействованной при гнутье.
Разработанная технология гнутья массивной древесины с низкой влажностью с использованием СВЧ-нагрева используется в учебном процессе ГОУ ВПО «Воронежская государственная лесотехническая академия» при подготовке инженеров по специальности «Технология деревообработки».
Апробация работы. Основные научные положения и результаты исследований докладывались автором на ежегодных научно-технических конференциях ГОУ ВПО «Воронежская государственная лесотехническая академия» (2006, 2007, 2008 гг.).
Личное участие автора в получении результатов. Работа выполнена по программе ГОУ ВПО «Воронежская государственная лесотехническая академия» на 2006-2010 гг. (№ гос. Регистрации 01.2.00609238). Личное участие автора заключается в определении цели и задач исследования, в выполнении научных исследований и анализе их результатов, разработке технологии гнутья массивной древесины с использованием СВЧ-нагрева.
Публикации. По результатам научных исследований опубликовано
8 печатных работ, в том числе две в издании, рекомендованном ВАК, получено свидетельство РФ на полезную модель (Поточная линия для гнутья массивной древесины: патент на полезную модель 84292 РФ, МПК8 B 27 H 1/00).
Структура и объем работы. Диссертация состоит из введения, 5 разделов, основных выводов и рекомендаций, списка использованной литературы и приложений. Содержание диссертации изложено на 153 страницах печатного текста, в 40 таблицах и 42 рисунках. Список использованных источников включает 147 наименований, в том числе 56 на иностранных языках. Приложение включает акты и другие материалы по теме диссертации.
СОДЕРЖАНИЕ РАБОТЫ
Введение. В виде краткой аннотации изложено содержание диссертационной работы, показана актуальность и научная новизна выполненных исследований, их практическая значимость и результаты внедрения, а также сформулированы основные положения, выносимые на защиту.
В первом разделе рассмотрено состояние проблемы повышения эффективности использования древесных и энергетических ресурсов при производстве криволинейных деталей, исследовано состояния вопроса по гнутью древесины и древесных материалов, способам пластификации и стабилизации древесины, сформулированы задачи исследования.
Значительный вклад в изучение проблемы повышения эффективности использования древесных и энергетических ресурсов при производстве криволинейных деталей методом гнутья внесли Белянкин, И.И. Леонтьев, П.Н. Хухрянский, Л.А. Манкевич, М. Маkinaga, M. Norimoto и др. Вопрос пластификации и стабилизации древесины изучали А.А. Берлин, П.П. Эриньш, Г.В. Берзиньш, Роценс, А. В. Апостол, К.П. Швалбе, В.А. Шамаев и др.
Проведенный анализ литературных источников показывает, что криволинейные детали находят широкое применение в производстве изделий из древесины. При этом наиболее перспективным способом получения криволинейных деталей является гнутье заготовок из массивной древесины. Однако существующая технология гнутья не отвечает современному уровню производства, что обусловлено пропариванием и последующей длительной стабилизационной сушкой заготовок в шаблонах. Кроме того, традиционные способы пластификации и стабилизации формы отличаются либо высокими производственными затратами, либо не отвечают экологическим требованиям. Между тем, эластичность древесины может быть повышена за счет термообработки без увеличения влажности, что создает предпосылки для гнутья заготовок в высушенном состоянии. Вместе с тем, технологический цикл гнутья может быть сокращен за счет нагрева заготовок в печах СВЧ.
В соответствии с этим были сформулированы основные направления исследований, продиктованные необходимостью разработать новую технологию гнутья массивной древесины с использованием СВЧ-нагрева, отвечающую современному уровню развития производства.
Во втором разделе рассматриваются теоретические предпосылки к исследуемому вопросу.
Отмечается, что важное значение при гнутье массивной древесины имеет образование замороженных деформаций.
Для технологического процесса гнутья представляет интерес процесс деформирования древесины, включающий последовательное или одновременное снижение влажности и температуры в нагруженном состоянии. В этом случае комплексная замороженная деформация включает в себя влагозамороженные и термозамороженные деформации древесины. Доля каждой из этих деформаций в комплексной деформации зависит от диапазонов изменения температуры и влажности, а также от последовательности их воздействия.
Предложенная Б.Н. Уголевым модель гигро(термо)-механических деформаций позволяет описать деформационные превращения в древесине при изменении нагрузки, температуры и влажности, однако может быть использована при напряжениях, не превышающих предела упругости древесины, что делает невозможным ее применение для многих технологических процессов. Так, при гнутье массивной древесины с целью получения значительных по величине деформаций нагружение производится за пределом пропорциональности. Поэтому для разработки технологии гнутья при пониженной влажности древесины необходимо получить экспериментальные данные о комплексной гигро(термо)-механической деформации, возникающей от нагружения за пределом пропорциональности при различных температурно-влажностных условиях.
При проектировании оборудования и технологической оснастки необходимо иметь представление о моментах сил, возникающих при гнутье массивной древесины. Так, при сложном поперечном гнутье с одновременным прессованием потребный изгибающий момент определяется по формуле:
М=Мп+Ми, (2.1)
где Мп – момент сил для протягивания, Н·м;
Ми - момент сил для изгиба, Н·м.
Момент сил для изгиба в этом случае можно определить по формуле:
![]() , (2.2)
, (2.2)
где ![]() - напряжение при растяжении шины, МПа;
- напряжение при растяжении шины, МПа;
s – толщина шины, м;
d – ширина бруска, м;
![]() - предел прочности при сжатии вдоль волокон прессованной древесины в заданном температурно-влажностном состоянии, МПа;
- предел прочности при сжатии вдоль волокон прессованной древесины в заданном температурно-влажностном состоянии, МПа;
h – толщина подпрессованного бруска, м.
Формула (2.1) предполагает вычисление изгибающего момента путем суммирования момента сил, затрачиваемого на прессование, и на гнутье уже спрессованной древесины. Между тем, суть сложного поперечного гнутья состоит в одновременном гнутье с прессованием. Поэтому есть основания предполагать, что правильнее будет не суммировать указанные моменты, а принимать в качестве потребного крутящего момента значение большего из них.
С целью проверки наших предположений были вычислены потребные моменты сил для гнутья и прессования и произведено их сравнение с изгибающим моментом, полученным экспериментальным путем.
На рисунке 2.1 представлена зависимость момента сил, необходимого для прессования при гнутье, полученная на основе экспериментальных данных.
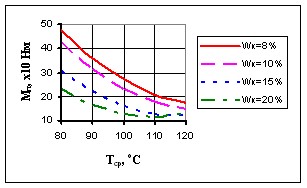 Рисунок 2.1 – Момент сил, необходимый для прессования при гнутье Рисунок 2.1 – Момент сил, необходимый для прессования при гнутье | 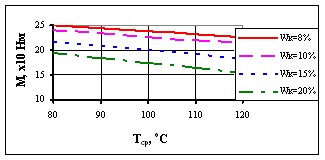 Рисунок 2.2 – Момент сил, необходимый для сложного поперечного гнутья Рисунок 2.2 – Момент сил, необходимый для сложного поперечного гнутья |
На рисунке 2.2 изображена зависимость момента сил, необходимого для сложного поперечного гнутья, полученная в результате эксперимента.
Из приведенных графиков видно, что в случае использования формулы (2.1) необходимый для сложного поперечного гнутья крутящий момент будет сильно завышен. Это подтверждает правильность наших предположений.
Величина действительного изгибающего момента при гнутье может быть вычислена путем умножения значения момента, необходимого для прокатки, на соответствующий предложенный нами переводной коэффициент из таблицы 2.1.
Таблица 2.1 – Переводные коэффициенты
| Темпера- тура, С | Влажность при гнутье, % | |||
| 8 | 10 | 15 | 20 | |
| 80 | 0,52 | 0,57 | 0,70 | 0,84 |
| 90 | 0,68 | 0,74 | 0,94 | 1,11 |
| 100 | 0,88 | 0,97 | 1,23 | 1,36 |
| 110 | 1,11 | 1,23 | 1,47 | 1,41 |
| 120 | 1,31 | 1,41 | 1,48 | 1,17 |
В третьем разделе представлены методики подготовки образцов, нагрева в поле СВЧ, исследования стабильности приданной при гнутье формы и доли влагозамороженной деформации в общей, изучения зависимости напряжений от вдавливания прессующего ролика, определения способности к гнутью в зависимости от различных температурно-влажностных условий. Приведена методика планирования эксперимента и статистического анализа результатов испытаний.
Эксперименты производились на образцах, изготовленных из древесины дуба и гибрида тополь белыйосина в соответствии с ГОСТ 16483.21 двух типоразмеров: 10х20х350 мм и 20х20х350 мм. Кроме того, были изготовлены дополнительные образцы из древесины дуба с сечение 2020 мм и длиной 87; 175; 250 мм, а также образцы с размерами 4040350 мм. Каждый образец был промаркирован. Для приведения влажности образцов к требуемой величине использовалась климатическая камера. Влажность варьировалась от 10 до 40%.
Пластификация образцов осуществлялась путем нагрева в микроволновой печи Panasonic NN-C2003S. С целью получения более равномерного нагрева древесины и во избежание возникновения стоячих волн нагрев производился в присутствии дополнительного источника диэлектрических потерь в виде химических стаканов с водой. Кроме того, указанный способ нагрева оказался удобным для определения мощности, затрачиваемой на нагрев древесных образцов, калориметрическим методом.
Измерение температуры производилось с помощью термопар, входящих в комплект мультиметров DT-838 сразу же после прекращения нагрева. При этом определялась максимальная и средняя температура нагрева в центре образца и сечении, удаленном на длины от торца соответственно.
Влажность образцов определялась весовым способом по ГОСТ 16483.7-71.
Суть методики определения стабильности приданной формы заключалась в изгибе дубовых образцов на специально изготовленном стенде после нагрева в СВЧ-печи с последующей фиксацией образцов, выдержки в герметичном состоянии в течение одного месяца и проведении контрольных замеров изменения стрелы прогиба. Доля влагозамороженной деформации в общей определялась по изменению стрелы прогиба после увлажнения изогнутых образцов до влажности, которая была при гнутье и выдержки в течение месяца. Влажность в экспериментах варьировалась от 8 до 20%, температура нагрева от 80 до 120С.
Исследование зависимости напряжений, возникающих в древесине дуба, от вдавливания прессующего ролика производилось путем вдавливания металлического ролика в предварительно нагретый образец на специально изготовленном стенде. При этом определялась зависимость прессующей нагрузки от глубины вдавливания с помощью индикатора часового типа.
Для исследования способности древесины дуба и гибрида тополь белыйосина к гнутью была изготовлена установка ротационного типа, имеющая 15 сменных шаблонов с разными радиусами кривизны.
Алгоритм проведения экспериментов включает нагрев образцов до заданного температурно-влажностного состояния в поле СВЧ, гнутье, охлаждение на шаблоне (досушку и охлаждение, если влажность при гнутье больше 8%), выдержку в герметичном состоянии в течение месяца с периодическим измерением стрелы прогиба. Далее производилось вымачивание в воде при комнатной температуре до влажности 30% и определялось изменение стрелы прогиба.
Степень упрессовки для дуба равнялась 5%, для гибрида варьировалась от 30 до 50%. Скорость гнутья 45 град/с.
В четвертом разделе представлены результаты экспериментов.
Получены математические модели процесса СВЧ-нагрева, позволяющие разрабатывать режимы нагрева образцов до заданных температурно-влажностных состояний.
Уравнения регрессии в натуральных показателях для древесины дуба имеют следующий вид:
1. h=10 мм:
 (4.1)
(4.1)
 (4.2)
(4.2)
 (4.3)
(4.3)
ограничения:
![]() ;
; ![]() ;
; ![]() .
.
2. h=20 мм:
 (4.4)
(4.4)
 (4.5)
(4.5)
 (4.6)
(4.6)
 (4.7)
(4.7)
 (4.8)
(4.8)
ограничения:
![]() ;
; ![]() ;
; ![]() .
.
Уравнения регрессии в натуральных показателях для древесины гибрида:
1. h=10 мм:
 (4.9)
(4.9)
 (4.10)
(4.10)
 (4.11)
(4.11)
ограничения:
![]() ;
; ![]() ;
; ![]() .
.
2. h=20 мм:
 (4.12)
(4.12)
 (4.13)
(4.13)
 (4.14)
(4.14)
 (4.15)
(4.15)
 (4.16)
(4.16)
ограничения:
![]() ;
; ![]() ;
; ![]() .
.
В приведенных математических моделях использованы следующие обозначения входных и выходных параметров:
t – продолжительность нагрева, с;
Wн – начальная влажность образца, %;
Тср – средняя температура образца, С;
Wк – влажность образца после нагрева, %;
Руд – удельная мощность, поглощенная образцом, Вт/см3;
ТL – перепад температуры между центром и сечением, удаленным на длины от торца, С;
ТS – средний перепад температуры по толщине образца, С.
На рисунках 4.1 – 4.5 представлена графическая интерпретация полученных моделей для дубовых образцов с размерами 2020350 мм.
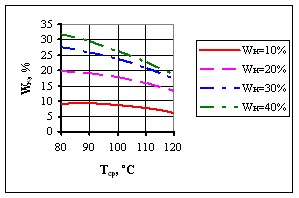 Рисунок 4.1 – Зависимость конечной влажности дубовых образцов от температуры нагрева Рисунок 4.1 – Зависимость конечной влажности дубовых образцов от температуры нагрева | 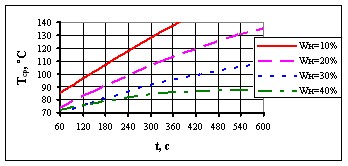 Рисунок 4.2 – Зависимость температуры дубовых образцов от продолжительности нагрева Рисунок 4.2 – Зависимость температуры дубовых образцов от продолжительности нагрева |
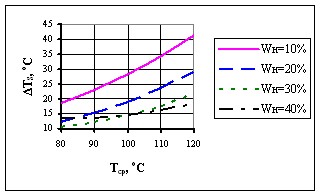 Рисунок 4.3 – Зависимость среднего перепада температуры по толщине от средней температуры нагрева дубовых образцов Рисунок 4.3 – Зависимость среднего перепада температуры по толщине от средней температуры нагрева дубовых образцов |  Рисунок 4.4 – Зависимость перепада температуры между центром и сечением, удаленным на длины от торца от средней температуры нагрева дубовых образцов Рисунок 4.4 – Зависимость перепада температуры между центром и сечением, удаленным на длины от торца от средней температуры нагрева дубовых образцов |
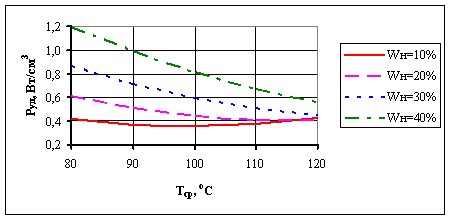
Рисунок 4.5 – Зависимость удельной мощности, требуемой для нагрева дубовых образцов от температуры
В результате обработки экспериментальных данных по определению стабильности приданной формы и доли влагозамороженной деформации в зависимости от различных температурно-влажностных условий при гнутье получены математические модели, представленные уравнениями регрессии (4.17) и (4.18) с ограничениями.
Уравнения регрессии в натуральных показателях имеют следующий вид:
- для относительной величины изменения стрелы прогиба (стабильности приданной формы)
 (4.17)
(4.17)
- для доли влагозамороженной деформации в общей
 (4.18)
(4.18)
ограничения:
![]() ;
; ![]() .
.
Получено уравнение регрессии, описывающее зависимость напряжений, возникающих в древесине дуба, от вдавливания прессующего ролика в зависимости от различных температурно-влажностных условий:
=a+b, (4.19)
где – напряжения, возникающие в древесине от вдавливания металлического ролика, МПа;
– степень прессования, %;
a и b – коэффициенты:
 (4.20)
(4.20)
 (4.21)
(4.21)
В уравнении (4.19) варьируется от 5 до 30%.
В случае использования прессующего ролика с диаметром, не равным 112 мм, величину напряжения, полученную по формуле (4.19), необходимо скорректировать с помощью уравнения:
![]() , (4.22)
, (4.22)
где ![]() , МПа - напряжения в древесине от вдавливания ролика;
, МПа - напряжения в древесине от вдавливания ролика;
dв – диаметр прессующего ролика, мм ;
z – свободный член.
По формуле (4.22) для известных ![]() и dв=112 мм определяется z, после чего определяются напряжения от вдавливания ролика с другим диаметром. Уравнение может быть использовано для dв 60-120 мм.
и dв=112 мм определяется z, после чего определяются напряжения от вдавливания ролика с другим диаметром. Уравнение может быть использовано для dв 60-120 мм.
В результате исследования процесса гнутья древесины дуба и гибрида получены математические модели (4.23) - (4.27).
Уравнения регрессии в натуральных показателях имеют следующий вид:
- для дуба:
способность к гнутью
 (4.23)
(4.23)
стабильность приданной формы
 (4.24)
(4.24)
разгиб при увлажнении
 (4.25)
(4.25)
момент при изгибе
 (4.26)
(4.26)
ограничения:
![]() ;
; ![]() .
.
- для гибрида
 (4.27)
(4.27)
ограничения:
![]() ;
; ![]() ;
; ![]() .
.
 Рисунок 4.6 – Звисимость способности к гнутью древесины дуба от температуры его нагрева Рисунок 4.6 – Звисимость способности к гнутью древесины дуба от температуры его нагрева | 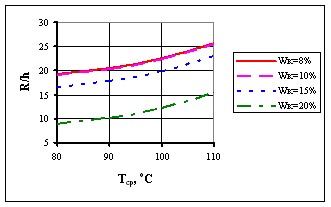 Рисунок 4.7 – Зависимость способности к гнутью древесины гибрида от температуры его нагрева Рисунок 4.7 – Зависимость способности к гнутью древесины гибрида от температуры его нагрева |
На основе полученных данных можно рекомендовать следующие значения температуры и влажности при гнутье:
- для дуба
для задней ножки стула (h/R=1/23) – Wк=10%, Tср=105-113С;
для спинки стула (h/R=1/35) – Wк=8%, Tср=105-113С.
При этом стабилизация заключается в обычном охлаждении.
- для гибрида
Древесину гибрида целесообразно гнуть при степени упрессовки 50%. Влажность при гнутье должна быть 12-20%, средняя температура зависит от влажности:
при Wк=12-15% Тср=105-110С;
при Wк=16-20% Тср=97-105С.
С целью определения оптимальных значений технологических параметров Xi, обеспечивающих наилучшие показатели целевых функций Yi в результате гнутья массивной древесины дуба была проведена многокритериальная оптимизация процесса. Для этого определялось направление оптимизации каждой функции. Направления оптимизации исследуемых функций отклика следующие: отношение при гнутье (h/R)![]() max, момент при изгибе
max, момент при изгибе![]() min, относительная величина изменения стрелы прогиба
min, относительная величина изменения стрелы прогиба![]() min, разгиб при увлажнении
min, разгиб при увлажнении![]() min.
min.
На входные контролируемые параметры накладывались ограничения: влажность древесины, 8?Wк?20 %; температура, 80?Тср?120С.
Для решения задачи многокритериальной оптимизации использовалась программа Mathcad 2001 Professional. Оптимальные показатели входных и выходных величин представлены в таблице 4.1.
Таблица 4.1 – Оптимальные значения параметров и показателей процесса гнутья
| Наименование параметров и показателей | Оптимальное значение | |
| Х1 | Влажность заготовки перед гнутьем, % | 20 |
| Х2 | Температура заготовки перед гнутьем, С | 102 |
| Y1 | Отношение при гнутье h/R | 1/15,4 |
| Y2 | Относительная величина изменения стрелы прогиба, %, | 0 |
| Y3 | Разгиб при увлажнении, % | 16,7 |
В пятом разделе произведены расчеты себестоимости производства гнутых деталей по традиционной и предлагаемой технологиям. Достигаемый экономический эффект заключается в увеличении прибыли в связи с отсутствием затрат электроэнергии и технологического пара на стабилизационную сушку гнутых заготовок. Кроме того, значительно снижается продолжительность технологического процесса гнутья в целом, резко сокращается потребное количество оснастки для гнутья.
ОСНОВНЫЕ ВЫВОДЫ И РЕКОМЕНДАЦИИ
В результате проведенных исследований и решения поставленных в диссертации задач получены следующие научные и практические результаты.
1. Исследован процесс СВЧ-нагрева древесины в объемном резонаторе в присутствии дополнительного источника диэлектрических потерь, получены уравнения регрессии, позволяющие разрабатывать режимы нагрева заготовок до заданных температурно-влажностных состояний.
2. Изучена способность древесины дуба стабилизировать приданную форму в зависимости от различных температурно-влажностных условий при гнутье. Установлено, что фиксация приданной формы может быть достигнута при влажности древесины 8 % и температуре 114 °С.
3. Определена зависимость напряжений, возникающих в древесине дуба, от вдавливания прессующего ролика при различных температурно-влажностных условиях, являющаяся основой для расчета момента сил при сложном поперечном гнутье.
4. В результате проведенных активных экспериментов получены математические зависимости, позволяющие устанавливать режимные параметры при гнутье для достижения заданных радиусов кривизны у деталей. Найден оптимальный режим гнутья дубовых заготовок: влажность древесины – 20%, температура заготовки – 102С, отношение при гнутье h/R=1/15,4.
5. Для интенсификации процесса пластификации древесины перед гнутьем предложена конструкция СВЧ-камеры проходного типа, а также линия на ее основе.
6. Разработана технология гнутья массивной древесины с низкой влажностью с использованием СВЧ-нагрева.
ОСНОВНЫЕ ПОЛОЖЕНИЯ ДИССЕРТАЦИИ ОПУБЛИКОВАНЫ В РАБОТАХ:
В изданиях, рекомендованных ВАК Минобрнауки России
1. Филонов, А. А. Использование СВЧ-печи для нагрева дубовых образцов до высоких температур [Текст] / А. А. Филонов, А. Н. Чернышев, А.С. Данков // Деревообр. пром-сть. – 2008. - №1. – С. 19-21.
2. Данков, А. С. Влияние температуры, влажности и степени упрессовки на способность к гнутью древесины гибрида тополь белыйосина [Текст] / А.С. Данков // Деревообр. пром-сть. – 2009. - № 5. – С. 18-19.
В авторских свидетельствах, патентах
3. Пат. на полезную модель 84292 РФ, МПК8 B 27 H 1/00. Поточная линия для гнутья массивной древесины [Текст]/ А. С. Данков, А. А. Филонов, И. М. Гальцева; заявитель и патентообладатель ВГЛТА. - № 2009100871/22; заявл. 11.01.2009; опубл. 10.07.2009, Бюл. № 19.– 1 с.
В статьях и материалах конференций
4. Данков, А. С. Гнутью массивной древесины быть! [Текст] / А. С. Данков // Организационно-методические вопросы деятельности научно-образовательного центра в области переработки и воспроизводства лесных ресурсов : материалы Всероссийской науч.-практ. конф. с междунар. участием, 13-15 сент. 2006 г. / Воронеж. Гос. лесотехн. акад.- Воронеж, 2006. – С. 65-67.
5. Данков, А. С. Проблемы и перспективы гнутья массивной древесины [Текст] // Лес. Наука. Молодежь ВГЛТА – 2006 : сб. науч. тр. / ВГЛТА. – Воронеж, 2006. – С. 288-290.
6. Данков, А. С. Экспертные оценки и математическое моделирование процесса гнутья массивной древесины [Текст] / А. С. Данков // Математическое моделирование, компьютерная оптимизация технологий, параметров оборудования и систем управления: межвуз. сб. науч. тр. / ВГЛТА. – Воронеж, 2007. – Вып. 12. – С. 40 – 44.
7. Филонов, А. А. Прочность древесины при различных температурно-влажностных условиях [Текст] / А. А. Филонов, А. Н. Чернышев, А. С. Данков // Технология и оборудование деревообработки в XXI веке: межвуз. сб. науч. тр. / ВГЛТА. – Воронеж, 2005. – Вып. 3. – С. 133 – 135.
8. Dankov, A. S. Compwood as a new exotic material for wood bending [Тext] / A. S. Dankov, N. I. Bazarskaya // Лес. Наука. Молодежь ВГЛТА – 2006 : Материалы по итогам научно-исследовательской работы молодых ученых ВГЛТА за 2007-2008 годы / Фед. агентство по образованию, ГОУ ВПО «ВГЛТА». – Воронеж, 2008. – С. 252-254.
9. Данков, А. С. Гнутье массивной древесины – перспективная ресурсосберегающая технология будущего [Текст] // Восстановление эколого-ресурсного потенциала агролесобиоценозов, лесоразведение и рациональное природопользование в Центральной лесостепи и юге России: сб. науч.-исслед. работ по материалам шк.-конф./ под ред. авторов; ГОУ ВПО «ВГЛТА».-Воронеж, 2008.- С. 22-24.
Просим принять участие в работе диссертационного совета Д 212.034.02 или выслать Ваш отзыв на автореферат в двух экземплярах с заверенными подписями по адресу: 394613, г. Воронеж, Тимирязева, 8, Воронежская государственная лесотехническая академия, ученому секретарю.
Тел./факс. 8-4732-53-72-40
Данков Александр Сергеевич
РАЗРАБОТКА ТЕХНОЛОГИИ ГНУТЬЯ МАССИВНОЙ ДРЕВЕСИНЫ С ИСПОЛЬЗОВАНИЕМ СВЧ-НАГРЕВА
Автореферат
диссертации на соискание ученой степени
кандидата технических наук
Отпечатано в РА «Оптовик черноземья»
Воронеж, ул. Ленина 73
Подписано в печать 23.10.09 Тираж 100 экз.
Заказ № 854 Объем 1 усл. п.л.