

Десульфурация нефтепродуктов под действием ультразвука
На правах рукописи
ГРИДНЕВА ЕКАТЕРИНА СЕРГЕЕВНА
ДЕСУЛЬФУРАЦИЯ НЕФТЕПРОДУКТОВ
ПОД ДЕЙСТВИЕМ УЛЬТРАЗВУКА
Специальность 05.17.08 – Процессы и аппараты химических технологий
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Москва 2010
Работа выполнена в Государственном образовательном учреждении высшего профессионального образования «Московский государственный университет инженерной экологии» (МГУИЭ).
Научный руководитель: член-корреспондент РАН,
доктор технических наук, профессор
СИСТЕР Владимир Григорьевич
Официальные оппоненты: доктор технических наук,
профессор
МАЙКОВ Виктор Павлович
доктор физико-математических наук,
профессор
ЛОМОВСКОЙ Виктор Андреевич
Ведущая организация:
Институт нефтехимического синтеза им. А.В.Топчиева РАН (ИНХС РАН)
Защита состоится « 20 » мая 2010 г. в 1400 часов на заседании диссертационного совета Д 212.145.01 в Московском государственном университете инженерной экологии (МГУИЭ) по адресу: 105066, Москва, ул. Старая Басманная, 21/4, аудитория имени Л.А. Костандова (Л-207).
С диссертацией можно ознакомиться в библиотеке Московского государственного университета инженерной экологии.
Автореферат разослан « 16 » апреля 2010 г.
Ученый секретарь
диссертационного совета, к.т.н. Трифонов С.А.
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность темы:
Непрерывный рост потребления нефти и нефтепродуктов во всем мире, а также постоянно растущие требования к их качеству (Евро-3,4,5, ФЦП «Национальная технологическая база» на 2007-2011 годы) стимулируют поиск новых научных и технологических решений, позволяющих направленно влиять на характеристики нефтепродуктов, в том числе на их химический состав. Проблема снижения содержания серы в нефтепродуктах привлекает повышенное внимание отечественных и зарубежных исследователей. Обессеривание существенно повышает товарные и потребительские качества нефти, снижает вредное воздействие на окружающую среду, повышает долговечность технологического оборудования для переработки нефти.
В настоящее время наиболее распространенными методами обессеривания являются гидроочистка, сернокислотная и щелочная очистка, а также окислительное обессеривание. Однако эти способы не лишены недостатков, таких как дороговизна, сложность аппаратурного оформления, большой расход реагентов и образование трудноутилизируемых сернисто-щелочных стоков.
Поэтому существует необходимость создания новых физико-химических методов повышения качества нефтепродуктов путем снижения содержания сероорганических соединений.
Одним из таких перспективных методов физико-химического воздействия на нефтепродукты является использование ультразвуковых колебаний. В работах Розенберга Л.Д., Бергмана Л., Маргулиса М.А., Новицкого Б.Г., Мейсона Т., Накорякова В.Е. показана возможность интенсификации технологических процессов посредством использования ультразвуковых колебаний.
Цель работы:
Разработка метода направленного повышения качества нефтепродуктов путем снижения содержания сероорганических соединений, теоретическое и экспериментальное исследование процесса десульфурации нефтепродуктов в ультразвуковом поле, а также создание методики расчета параметров процесса обессеривания и оборудования.
Научная новизна:
- Показано, что под действием ультразвука интенсифицируется процесс каталитического окисления серосодержащих органических соединений в углеводородных средах.
- Установлено, что получаемые в результате такой сонокаталитической реакции окисленные серосодержащие органические соединения способны к необратимому переходу в капли образующейся в поле ультразвука обратной водно-углеводородной эмульсии.
- Разработан процесс сонокаталитического окислительного обессеривания нефти и нефтепродуктов и показано, что этот процесс позволяет проводить глубокую сероочистку углеводородов.
- Создана методика расчета параметров процесса обессеривания и оборудования.
Защищаемые положения:
- Данные о совместном воздействии ультразвука и катализатора на процесс обессеривания нефтепродуктов.
- Результаты сравнительного исследования эффективности катализаторов различного химического состава.
- Критериальное обобщение результатов экспериментальных исследований сонокаталитического обессеривания нефтепродуктов.
- Технология ступенчатого окислительного обессеривания.
Практическая значимость:
Предложена новая технология сонокаталитического обессеривания, основанная на каскадно-ступенчатой промывке обрабатываемого нефтепродукта циркуляционной водой. Сконструировано экспериментальное и пилотное оборудование для сонокаталитического обессеривания, а также разработана технологическая схема процесса.
Получены критериальные уравнения, позволяющие определить основные закономерности процессов, протекающих при каталитическом обессеривании нефтепродуктов в ультразвуковом поле. Разработана инженерная методика расчета параметров процесса сонокаталитического обессеривания нефтепродуктов и технологическая схема, включающая аппарат для ультразвуковой каталитической сероочистки.
Полученные результаты могут быть использованы при модернизации действующих и проектировании новых систем обессеривания нефтепродуктов.
Апробация работы:
Результаты работы докладывались на следующих российских и международных конференциях: Международная научно-техническая конференция «Наука и образование – 2008», Мурманск, 2-10 апреля 2008 г., Пятая международная научно-практическая конференция "Исследование, разработка и применение высоких технологий в промышленности", Санкт-Петербург 28 – 30 апреля 2008 г., III Международная конференция «Альтернативные источники энергии для больших городов», Москва, 23-24 октября 2008 г., XIII Международная экологическая студенческая конференция – 2008 «Экология России и сопредельных территорий», Новосибирск, 24-26 октября 2008 г., Международная научно-техническая конференция «Наука и образование – 2009», Мурманск, 1-9 апреля 2009 г., VI Международная научно-практическая конференция «Экологические проблемы индустриальных мегаполисов», Москва, 21-24 апреля 2009 г.
Публикации:
По теме диссертационной работы опубликовано 5 печатных работ, в том числе 4 в изданиях, рекомендованных ВАК, и 7 тезисов докладов.
Объем и структура работы:
Диссертация изложена на 126 страницах машинописного текста, состоит из введения, четырех глав и выводов, включает 17 таблиц и 41 рисунок. Список литературы содержит 113 наименований.
ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ
Во введении отражена актуальность и цель работы.
В первой главе (Аналитический обзор современного состояния проблемы очистки нефтепродуктов от серосодержащих соединений) приведен анализ основных существующих методов обессеривания нефти и нефтепродуктов, обсуждены их достоинства и недостатки. Проанализирован опыт применения ультразвука в химии и химической технологии для интенсификации различных технологических процессов, описанный в работах Б.Г. Новицкого, И.Е. Эльпинера, О.В. Абрамова, А.К. Курочкина, Л.Д. Розенберга, Е.Н. Мокрого, В.Л. Старчевского и других исследователей. Описана акустическая аппаратура, применяемая для химико-технологических процессов и рассмотрены эффекты, возникающие в жидких средах в ультразвуковом поле.
Проведённый анализ существующих на сегодняшний день способов обессеривания нефти и нефтепродуктов и литературных данных об эффектах, вызванных наличием акустического поля в жидкости указывает на недостаток систематической информации о влиянии ультразвуковых колебаний на процесс обессеривания нефти и нефтепродуктов и позволяет сделать вывод о перспективности использования ультразвуковых колебаний для очистки нефти и нефтепродуктов от соединений серы.
Во второй главе (Экспериментальное исследование процесса обессеривания нефтепродуктов в акустическом поле) описаны экспериментальные исследования процесса обессеривания нефтепродуктов в акустическом поле.
Основываясь на литературных данных о стимулирующем действии ультразвуковых колебаний на различные физико-химические, в частности, каталитические процессы за счет ускорения процессов тепло- и массообмена в кавитационной области, была предпринята попытка использовать ультразвук в процессе каталитического окисления серосодержащих органических соединений в углеводородной среде. Предполагалось, что в этом случае удастся повысить эффективность обессеривания нефти и нефтепродуктов.
Предварительные эксперименты показали, что перспективным способом очистки нефтепродуктов от серы является ступенчатая периодическая обработка в ультразвуковом поле в присутствии катализатора и окислителя с последующим удалением очищенной части нефтепродукта. В отсутствие катализатора ультразвуковая обработка не приводит к заметному снижению содержания серы в нефтепродуктах.
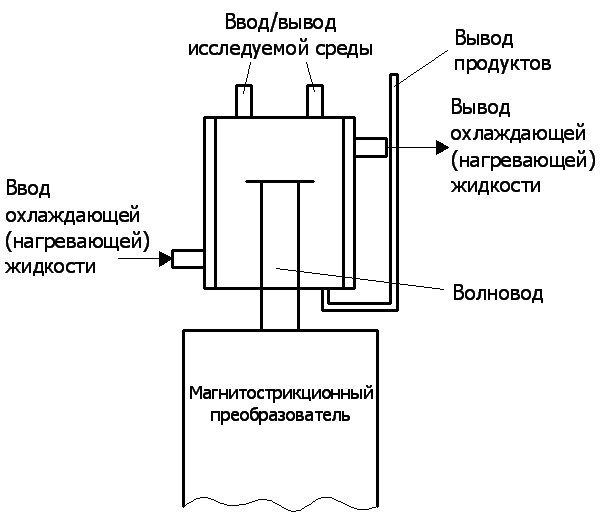
Для исследования процесса окислительного обессеривания нефти и нефтепродуктов с помощью ультразвука была изготовлена лабораторная установка, состоящая из реактора, ультразвукового излучателя и вспомогательных систем. Принципиальная схема установки представлена на Рис. 1.
В предварительных экспериментах в качестве катализатора использовали смесь высокодисперсных порошков железа и алюминия, гранитной крошки, никелевых гранул.
Исследуемые нефтепродукты – сырая нефть (ОАО «Салаватнефтеоргсинтез») с содержанием серы 1,23 % масс. и дизельное топливо ГОСТ 305-82 (летнее) с содержанием серы 1,04 % масс. Окислители представляли собой водный раствор пероксида водорода (3 % масс.) и серной кислоты (1,5 % масс.).
Перед началом опыта в реактор загружали катализатор (5% от массы нефтепродукта). Нефтепродукт и раствор окислителя заливали в реактор, включали ультразвук с заданной интенсивностью, через заданное время ультразвук отключали, отделяли очищенный нефтепродукт от водной фазы и обратной водно-углеводородной эмульсии с окисленными серосодержащими соединениями, промывали катализатор дистиллированной водой и снова заливали очищенный в предыдущем опыте нефтепродукт с новой порцией раствора окислителя для дальнейшей очистки.
Было установлено, что число таких циклов обработки должно быть не менее четырех, после чего эффективность удаления серы из нефтепродукта снижается и для дальнейшей доочистки необходимо проводить регенерацию катализатора в водной среде под действием ультразвука.
В таблицах 1 и 2 приведены результаты анализа общего содержания серы в нефти (табл.1) и дизельном топливе (табл. 2) до и после окислительного ультразвукового обессеривания после четырех циклов обработки.
Таблица 1. Результаты анализа общего содержания серы в нефти.
| Образец | Массовая доля фазы, % масс. | Содержание серы, % масс. |
| Исходная нефть | 100 | 1,23 |
| Водная фаза | 25 | 0,022 |
| Очищенная нефть | 31 | 0,86 |
| Водно- углеводородная обратная эмульсия | 44 | 2,17 |
Как видно из приведенной таблицы, содержание серы в очищенной нефти составило 0,86 %, т.е. снизилось на 0,37 % (1,23 % – 0,86 %), или на 30 % (0,37/1,23) в относительном количестве.
Таблица 2. Результаты анализа общего содержания серы в дизельном топливе.
| Образец | Массовая доля фазы, % масс. | Содержание серы, % масс. |
| Исходное ДТ | 100 | 1,04 |
| Очищенное ДТ | 60 | 0,65 |
| Водная фаза | 10 | 0,06 |
| Водно-углеводородная обратная эмульсия | 30 | 2,12 |
Из табл. 2 видно, что использование разбавленной серной кислоты в качестве окислителя приводит к существенному снижению содержания серы в дизельном топливе. Степень обессеривания после четвертой обработки составила 40%.
Для анализа динамики изменения содержания серы в исследуемом дизельном топливе в зависимости от числа промывок водой и циклов обработки целесообразно представить эти данные в виде графических зависимостей.
Характер изменения содержания серы в дизельном топливе в зависимости от числа циклов обработки представлен на рис. 2.
Из рис. 2 видно, что содержание серы в дизельном топливе с каждой последующей обработкой последовательно снижается. После третьей обработки это снижение замедляется. Таким образом, можно полагать, что оптимальным числом обработок является 4.
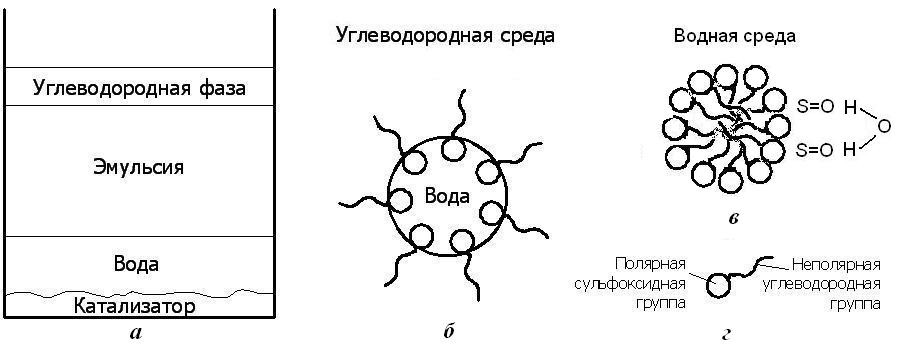
Побочным продуктом реакции сонокаталитического обессеривания является обратная эмульсия воды в нефтепродукте, причём содержание воды в этой эмульсии зависит от интенсивности ультразвуковой обработки не линейно, а имеет максимум. При разделении такой эмульсии было установлено, что значительная часть серосодержащих соединений переходит во вновь образуемую водную фазу, а содержание серы в углеводородной фазе сравнимо с содержанием серы в фазе очищенного нефтепродукта (рис. 3). Предварительные эксперименты показали, что содержание воды в объединённой углеводородной фазе сравнимо с содержанием воды в исходной нефти.
Рис. 3 иллюстрирует физико-химические основы процесса удаления серосодержащих органических соединений в результате ультразвукового воздействия в присутствии катализатора и окислителя.
Можно полагать, что дифильные молекулы окисленных серосодержащих органических соединений, образующиеся в результате сонокаталитического окисления, адсорбируются на поверхности капель воды в обратной эмульсии за счет сольватации полярных сульфоксидных групп водной фазой, тогда как неполярные углеводородные радикалы обращены в углеводородную среду. При разделении такой обратной эмульсии на водную и углеводородную фазы молекулы серосодержащих органических соединений переходят в водную фазу, образуя мицеллы. Таким образом, содержание сероорганических соединений в углеводородной фазе эмульсии существенно снижается и сравнимо с содержанием серы в углеводородной фазе, образованной в результате ультразвуковой обработки (рис. 3 а).
В результате проведенных исследований можно заключить, что применение ультразвуковых колебаний большой интенсивности является потенциально весьма эффективным методом повышения качества нефтепродуктов, позволяющим целенаправленно изменять их химический состав, снижая содержание сероорганических соединений.
Сравнивая процессы очистки углеводородов от сероорганических соединений, проведенные с использованием катализаторов в отсутствие ультразвукового воздействия, в условиях ультразвукового воздействия без катализатора, а также с использованием катализатора под действием ультразвука можно заключить, что именно комплексное воздействие катализатора и ультразвуковой обработки приводит к наиболее эффективному удалению сероорганических соединений из углеводородов. Таким образом, можно говорить о сонокаталитическом окислительном обессеривании нефти и нефтепродуктов.
Объяснение этого эффекта основано на явлении кавитации, возникающем в среде в поле ультразвуковых колебаний большой интенсивности, которое приводит к интенсификации процессов тепло- и массообмена в объеме реакционной смеси и диффузии реагентов и продуктов реакции вблизи поверхности катализатора, а также ее эффективной регенерации за счет вторичных ударных волн, акустических течений и зон локального перегрева и повышения давления. Повышение температуры вследствие кавитации способствует эффективной десорбции продуктов реакции с поверхности катализатора. Поэтому ультразвуковая обработка способствует интенсификации процесса обессеривания нефти и нефтепродуктов.
Однако очевидно, что при оптимизации этого процесса можно достичь гораздо более эффективного извлечения серосодержащих соединений из нефти и нефтепродуктов. Путями оптимизации являются, в первую очередь, варьирование состава катализатора, использование различных окислителей и подбор их концентрации, а также исследование влияния параметров ультразвукового воздействия (времени и интенсивности) на снижение содержания серы в нефтепродуктах.
Поэтому в последующих экспериментах были изменены состав катализатора и окислителя.
Для дальнейших экспериментов были выбраны несколько катализаторов на основе оксидов меди, цинка, алюминия, железа и никеля различного состава. Эти катализаторы были использованы для сонокаталитического обессеривания дизельного топлива по методике, отработанной для предыдущих катализаторов и было установлено, что наиболее эффективное удаление сероорганических соединений из дизельного топлива обеспечивается при использовании катализаторов НКМ-4А и СНК-2 (см. табл. 3).
Таблица 3. Результаты обессеривания дизельного топлива в присутствии различных катализаторов.
| Катализатор | Остаточное содержание серы | |||||
| после первой обработки | после пяти обработок | |||||
| Без УЗ 20 | УЗ 20 | УЗ 50 | Без УЗ 20 | УЗ 20 | УЗ 50 | |
| Исходное ДТ | 1,52 | 1,52 | 1,52 | 1,52 | 1,52 | 1,52 |
| СНК-2 (CuO, ZnO, Al2O3) | 1,48 | 1,37 | 1,34 | 1,41 | 1,26 | 1,10 |
| CATALCO (CuO, ZnO, BaSO4) | 1,50 | 1,47 | 1,45 | 1,51 | 1,44 | 1,42 |
| НКМ-4А (NiO, Al2O3) | 1,46 | 1,38 | 1,19 | 1,36 | 1,17 | 0,88 |
| СТК-СМФ(Fe2O3, Cr2O3) | 1,51 | 1,45 | 1,43 | 1,49 | 1,40 | 1,36 |
| SK-MN 05 (CuO, SiO2) | 1,51 | 1,48 | 1,47 | 1,50 | 1,46 | 1,45 |
Параметры процесса: интенсивность 3 Вт/см2; длительность одного цикла обработки 5 мин.
Для подтверждения эффективности ультразвукового воздействия в процессах сонокаталитического окислительного обессеривания была проведена серия сравнительных экспериментов по снижению содержания сероорганических соединений в дизельном топливе различными способами: введением катализатора в отсутствии ультразвука и при ультразвуковом воздействии. Эксперимент проводился при двух температурах: 20°С и 50°С.
Эти эксперименты были проведены на пилотной установке, объем реактора в которой 1 л, т.е. в 10 раз больше, чем в лабораторной установке. На рис. 4 приведена схема разработанной пилотной установки, а на рис. 5 – чертеж реакционного аппарата.
Ультразвуковая обработка реакционной смеси осуществляется при помощи генератора ультразвуковых колебаний 1 (см. рис. 4), которые передаются в реактор с помощью волновода 3, соединенного с магнитострикционным преобразователем 2. Генератор позволяет осуществлять регулировку параметров ультразвукового воздействия – интенсивности и частоты. При этом параметры реактора и волновода подобраны таким образом, чтобы энергия ультразвуковых колебаний была одинакова во всех точках реакционного объема, с тем чтобы исключить образование застойных зон, а также эффектов гашения ультразвуковых колебаний среды вторичными волнами, отраженными от стенок реактора.
 Рис. 4. Схема пилотной установки для обессеривания нефти и нефтепродуктов: 1 – ультразвуковой генератор; 2 – магнитострикционный преобразователь; 3 – волновод; 4 – реактор; 5 – холодильник. Рис. 4. Схема пилотной установки для обессеривания нефти и нефтепродуктов: 1 – ультразвуковой генератор; 2 – магнитострикционный преобразователь; 3 – волновод; 4 – реактор; 5 – холодильник. | 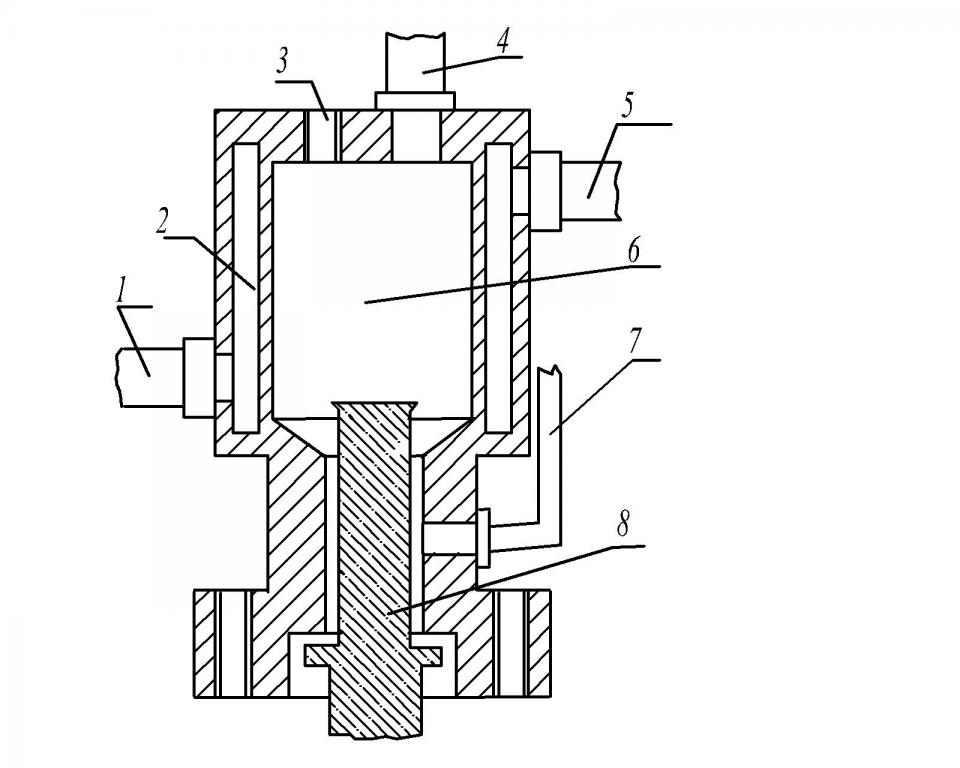 Рис. 5. Общий вид реактора: 1 – патрубок для ввода теплоносителя; 2 – рубашка реактора; 3 – отверстие для залива реакционной смеси; 4 – патрубок для соединения с холодильником; 5 - патрубок для вывода теплоносителя; 6 – рабочее пространство реактора; 7 – патрубок для вывода продуктов реакции; 8 – волновод. Рис. 5. Общий вид реактора: 1 – патрубок для ввода теплоносителя; 2 – рубашка реактора; 3 – отверстие для залива реакционной смеси; 4 – патрубок для соединения с холодильником; 5 - патрубок для вывода теплоносителя; 6 – рабочее пространство реактора; 7 – патрубок для вывода продуктов реакции; 8 – волновод. |
Экспериментальная установка функционирует следующим образом: в рабочее пространство 6 (см. рис. 5) помещается реакционная смесь, при этом заданный температурный режим обеспечивается при помощи подвода теплоносителя в рубашку реактора 2 через патрубки 1 и 5. При необходимости проведения гетерофазной реакции с участием газообразного агента, газ подается в режиме барботажа через нижний патрубок 7. Прореагировавший газ отводится через верхний патрубок 4, соединенный с холодильником, для предотвращения улетучивания компонентов реакционной смеси путем их конденсации при охлаждении проточной водой.
Результаты сравнительного исследования процесса обессеривания дизельного топлива в отсутствие и в присутствии ультразвуковой обработки на пилотной установке с целью подтверждения эффективности ультразвукового воздействия на примере катализаторов НКМ-4А и СНК-2 представлены в таблице 4.
Из представленных данных видно, что процесс окислительного обессеривания в присутствии катализатора без ультразвукового воздействия показал сравнимую эффективность для всех исследованных катализаторов. Снижение содержания сероорганических соединений происходит не более чем на 5-10%. В присутствии ультразвукового воздействия картина качественно меняется. Содержание сероорганических соединений удается снизить на 30 и более процентов для обоих катализаторов.
Следует отметить также, что результаты экспериментов, проведенных на пилотной установке (табл. 4) с двумя наиболее эффективными катализаторами, коррелируют с результатами, полученными с использованием этих катализаторов на лабораторной установке (табл. 3), что свидетельствует о воспроизводимости экспериментальных данных, а также о том, что увеличение объема реактора не оказывает влияния на эффективность процесса.
На рис. 6 представлены результаты экспериментов по подбору интенсивности ультразвукового воздействия – проведены реакции окислительного обессеривания дизельного топлива на пилотной установке в присутствии катализатора НКМ-4А и интенсивностях ультразвука 1 и 3 Вт/см2.
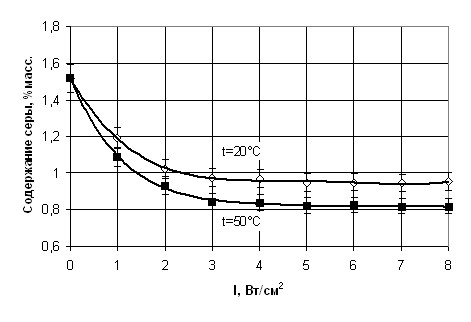
Рис. 6. Зависимость эффективности обессеривания дизельного топлива в присутствии катализатора НКМ-4А от интенсивности ультразвукового воздействия (время обработки 5 мин).
Из рисунка 6 видно, что при увеличении интенсивности ультразвукового воздействия от 0 до 3 Вт/см2 остаточное содержание серы в образцах дизельного топлива последовательно снижается, а после 3 Вт/см2 заметного снижения не происходит. Это связано с тем, что при больших интенсивностях ультразвука образуется стабильная водно-углеводородная эмульсия, что затрудняет переход окисленных серосодержащих соединений в водную фазу. Вместе с тем, использование высоких интенсивностей технологически невыгодно из-за высоких энергозатрат.
На рисунке 7 приведены зависимости эффективности десульфурации дизельного топлива от условий эксперимента.
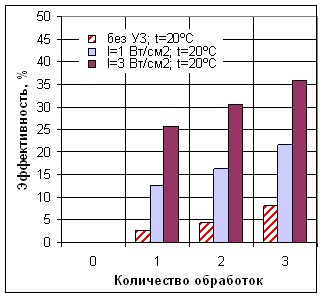
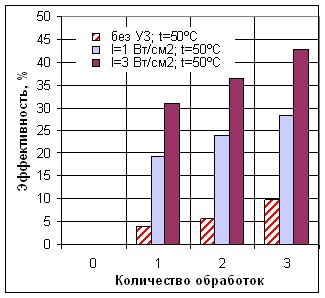
Рис. 7. Зависимость эффективности обессеривания дизельного топлива в присутствии катализатора НКМ-4А от интенсивности ультразвукового воздействия, температуры и числа обработок (время одной обработки 5 мин).
Из рис. 7 можно заключить, что в проведенных экспериментах максимальная эффективность очистки дизельного топлива достигается при температуре 50°С и интенсивности ультразвуковых колебаний 3 Вт/см2.
Проведение процесса обессеривания нефтепродуктов в акустическом поле при интенсивности колебаний 1 Вт/см2 позволило повысить эффективность очистки нефтепродуктов от серы в 4 раза (по массе) по сравнению с процессом обессеривания в отсутствие ультразвука. Объяснить этот факт можно тем, что в акустическом поле интенсифицируются массообменные процессы, ускоряющие процесс диффузии вблизи поверхности частиц катализатора, что обеспечивает быстрый отвод продуктов реакции, кроме того, эффективность обессеривания возрастает за счет диспергирования катализатора в ультразвуковом поле и регенерации его поверхности.
Максимальная эффективность процесса очистки нефтепродуктов от серосодержащих соединений достигается при интенсивности акустических колебаний 3 Вт/см2. При этом необходимо проведение трех – пятикратной промывки водой, причем время ультразвуковой обработки реакционной смеси после каждой промывки должно составлять 3 – 5 мин.
Совокупность полученных данных позволяет сделать вывод о том, что использование ультразвукового воздействия позволяет в 2-4 раза повысить степень обессеривания по сравнению с каталитическим обессериванием без ультразвука (рис. 7).
Для сокращения количества экспериментов и получения зависимостей, позволяющих рассчитывать технологические параметры процесса очистки было осуществлено планирование эксперимента по стандартной методике.
Третья глава (Обработка результатов экспериментальных исследований процесса обессеривания нефтепродуктов в акустическом поле) посвящена регрессионной и критериальной обработке полученных результатов.
Для получения регрессионной зависимости эффективности Ef = f (I, обр, t, k) был проведен дробнофакторный эксперимент типа 2k-p для четырех факторов. (табл.5)
Таблица 4. Значения и расшифровка варьируемых факторов.
| Факторы | х1 | х2 | х3 | х4 |
| Физический смысл | Интенсивность ультразвука, I (Вт/см2) | Время обработки, обр (мин.) | Температура, t (C) | Число обработок, k (шт.) |
| Условия эксперимента | ||||
| Основной уровень x0i | 2 | 4 | 35 | 3 |
| Интервал варьирования хi | 1 | 1 | 15 | 2 |
| Верхний уровень +1 | 3 | 5 | 50 | 5 |
| Нижний уровень – 1 | 1 | 3 | 20 | 1 |
Обработка результатов эксперимента осуществлялась по стандартным методикам.
Из анализа полученной в работе регрессионной зависимости был сделан вывод о том, что на эффективность процесса очистки в большей степени оказывает влияние время обработки, количество обработок и интенсивность акустических колебаний.
Полученное уравнение регрессии согласуется с зависимостью, характеризующей эффективность обессеривания от условий эксперимента. Это свидетельствует о том, что повышение температуры и интенсивности ультразвуковых колебаний положительно сказывается на эффективности процесса обессеривания дизельного топлива. Погрешность уравнения регрессии по отношению к экспериментальным данным не превышает 10%.
Несмотря на то, что в области проведения экспериментальных исследований полученное регрессионное соотношение дает высокую точность для расчета эффективности очистки, на основании данной зависимости нельзя установить основные механизмы воздействия акустических колебаний на процесс сонокаталитического обессеривания. Кроме того, за пределами изменения экспериментальных параметров достоверность полученного регрессионного соотношения не может быть определена однозначно.
Для количественной оценки вклада в интенсификацию ультразвуком диффузионных механизмов и полного понимания физической сути воздействия ультразвука на процесс сонокаталитического обессеривания, а также для создания на основе полученных экспериментальных результатов инженерной методики проектирования процессов и аппаратов для сонокаталитического обессеривания необходимо соблюдение условий масштабного перехода, что достигается обработкой результатов эксперимента по критериальным признакам подобия.
Под действием ультразвука в обрабатываемой среде изменяются гидродинамические условия. Для подобия гидродинамических условий необходимо равенство критериев Рейнольдса и Фруда. Процессы переноса массы подобны в случае подобия распределения в сходственных точках аппарата профилей скоростей и концентраций. Это условие достигается при равенстве критерия Рейнольдса и диффузионных критериев Фурье и Пекле. Кроме того, так как очистка проводилась в периодическом режиме, необходимо было использовать набор безразмерных комплексов, не включающих в свой состав скорость потока. В связи с этим вместо критерия Фруда был использован критерий Грасгофа, а диффузионный критерий Пекле был заменен на критерий Шмидта.
Оценить отношение сил инерции, обусловленных локальным ускорением потока жидкости, к силам вязкости и охарактеризовать пространственную структуру нестационарного течения жидкости позволяет колебательный критерий Рейнольдса (Re).
В результате для характеристики массообменных процессов были выбраны: Sc – критерий Шмидта (диффузионный критерий Прандтля Prд), Gr – критерий Грасгофа, Foд – диффузионный критерий Фурье, Re – колебательный критерий Рейнольдса.
Таким образом, критериальное соотношение для эффективности процесса сонокаталитического обессеривания имеет вид:
Ef = f(Sc, Gr, Re, Foд) (1)
где: ![]() (2)
(2)
![]() (3)
(3)
![]() (4)
(4)
![]() (5)
(5)
Для определения необходимости и достаточности набора влияющих критериев подобия по результатам экспериментов были проведены расчеты изменения выбранных критериев от условий эксперимента. Критерии, изменившиеся в условиях эксперимента незначительно, не могут служить основанием для дальнейших расчетов.
Вывод критериального соотношения был произведен в результате построения системы линейных регрессионных уравнений для логарифмов тех критериев подобия, зависимости которых от параметров эксперимента были определены в ходе настоящей работы. При последующем потенцировании регрессионные уравнения принимают вид, традиционный для всех тепломассообменных процессов. Обобщение экспериментальных данных по этой методике позволило получить следующее критериальное уравнение:
Ef = 0,166 Sc0,14 Gr0,23 Re0,18 Foд0,51 (6)
где Ef – эффективность процесса обессеривания, 0,04Ef0,52; 2,90*102Sc4,16*103; 4,92*105Gr1,09*109; 2,52*105Re1,98*106; 0Foд1,11*10-5.
Наибольшие показатели степени в уравнении (6) у диффузионного критерия Фурье и Грасгофа, что свидетельствует об определяющем влиянии диффузионных процессов на эффективность очистки.
Следует отметить, что эффективность процесса очистки растет с уменьшением значения критерия Шмидта и увеличением значения критерия Грасгофа и диффузионного критерия Фурье, что объясняется интенсификацией процессов массопереноса.
Для оценки применимости полученного соотношения в целях масштабирования разработанного технологического процесса на рис. 8 представлены данные по эффективности сероочистки Efэ, полученной путем измерения общего содержания серы в образцах дизельного топлива до и после сонокаталитической реакции, и Efр – расчетной эффективности процесса, полученной по соотношению (6). Как видно из рис. 8, расхождение экспериментальных и расчетных величин во всем диапазоне изменения параметров процесса составляет не более 14%. Это свидетельствует о том, что при построении критериального соотношения были учтены основные действующие факторы.
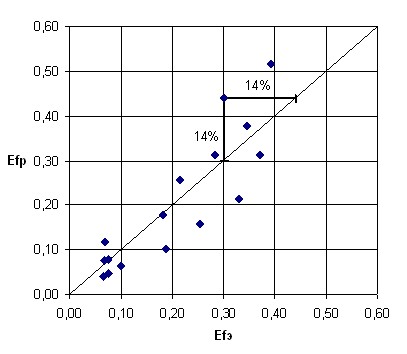
Рис. 8. Сопоставление данных эксперимента и рассчитанных по критериальному уравнению данных по эффективности обессеривания.
Четвертая глава (Практическая реализация работы) посвящена практической реализации работы. Здесь приведена методика расчета аппарата для проведения процесса обессеривания нефтепродуктов в поле ультразвука, а также представлена принципиальная технологическая схема процесса очистки нефтепродуктов от сероорганических соединений.
Диапазон изменения эффективности очистки в экспериментах составлял от 6 до 43 % в зависимости от используемого катализатора. Иными словами, при использовании наилучшего катализатора и оптимальных параметрах ультразвукового воздействия последовательность из трех циклов обработки и промывки позволяет снизить содержание серы в образце на 43%. После этого активность катализатора заметно снижается и необходимо проводить его замену. Проведенные эксперименты показали, что последовательная обработка образцов дизельного топлива с новыми порциями катализатора позволяет снижать содержание серы на 40% с каждой порцией катализатора и в конечном итоге после пяти каскадов по три цикла обработки/промывки в каждом достичь содержания серы 8% от исходной концентрации, т.е. эффективность удаления серы при таком каскадно-ступенчатом процессе составляет 92%.
Поэтому рекомендуемая технологическая схема предусматривает возможность реализации такого каскадно-ступенчатого процесса обессеривания, состоящего из пяти реакторов, в каждом из которых производится три цикла обработки очищаемого нефтепродукта. Технологическая схема, разработанная для процесса сонокаталитического окислительного обессеривания нефтепродуктов, приведена на рис.9. 
Технологическая схема работает следующим образом: очищаемый нефтепродукт из источника (1) поступает в смеситель (2), куда подается вода и окислитель из емкости (3). Насосом Н1 реакционная смесь подается в аппарат (4), где происходит ее обработка в ультразвуковом поле в течение заданного времени при необходимой температуре в присутствии катализатора. Затем полученная эмульсия поступает в сепаратор (5) на разделение. В (4) подается вода для промывки катализатора. Отстоявшийся в (5) нефтепродукт направляется в тот же аппарат на второй цикл ультразвуковой обработки при тех же условиях, куда из смесителя (6) подается водный раствор окислителя. После третьего цикла такой обработки нефтепродукт через насос Н2 поступает в следующий аппарат (4) на вторую ступень очистки, где используется свежая порция катализатора. Рекомендуемое число ступеней очистки – пять.
ВЫВОДЫ
- Разработан и апробирован метод сонокаталитического обессеривания нефти и нефтепродуктов и показано, что использование ультразвукового воздействия позволяет в 2-4 раза повысить степень обессеривания по сравнению с каталитическим обессериванием без ультразвука.
- Установлено, что разработанный метод сонокаталитического окислительного обессеривания обеспечивает более глубокую степень сероочистки по сравнению с методом гидроочистки.
- Получены критериальные уравнения, позволяющие определить основные закономерности процессов, протекающих при сонокаталитическом обессеривании нефтепродуктов.
- Разработана технологическая схема процесса обессеривания нефти и нефтепродуктов, включающая аппарат для сонокаталитической сероочистки.
- Показано, что процесс сонокаталитического окислительного обессеривания может быть рекомендован для использования в промышленных целях.
ОСНОВНЫЕ ОБОЗНАЧЕНИЯ
I – интенсивность ультразвуковых колебаний, Вт/см2; Cs – содержание соединений серы, % масс; обр – время обработки, мин; t – температура, C; k – число обработок, шт; Ef – эффективность очистки; Sc – критерий Шмидта; Gr – критерий Грасгофа; Foд – диффузионный критерий Фурье; Re – колебательный критерий Рейнольдса; – вязкость среды, Н*с/м2; – плотность среды, кг/м3; D – коэффициент диффузии, м2/с; g – ускорение свободного падения, м/с2; R – радиус частицы катализатора, м; – температурный коэффициент объемного расширения жидкости,1/C; t – разность температур, C; – время, мин; – круговая частота ультразвуковых колебаний, 1/с.
Список публикаций по теме диссертации:
- Систер В.Г., Абрамов О.В., Гриднева Е.С. Применение ультразвука для очистки нефтепродуктов. Материалы международной научно-технической конференции «Наука и образование – 2008», Мурманск, 2-10 апреля 2008. – с.283 – 284.
- Абрамов В.О., Муллакаев М.С., Оганян Г.Б., Гриднева Е.С., Асылбаев Д.Ф. Окислительное обессеривание дизельной фракции в ультразвуковом поле. Высокие технологии, фундаментальные и прикладные исследования, образование. Т. 12: Сборник трудов Пятой международной научно-практической конференции "Исследование, разработка и применение высоких технологий в промышленности". 28 – 30.04.2008, Санкт-Петербург, Россия / Под ред. А.П. Кудинова, Г.Г. Матвиенко. СПб.: Изд-во Политехн. Ун-та, 2008. – с.143 – 144.
- Систер В.Г., Гриднева Е.С. Ультразвуковой метод обессеривания нефтепродуктов. Материалы XIII Международной экологической студенческой конференции-2008 «Экология России и сопредельных территорий», Новосибирск, 24-26 октября 2008. с. 99 – 100.
- Систер В.Г., Абрамов О.В., Гриднева Е.С. Применение ультразвука для обессеривания нефтепродуктов. Материалы III Международной конференции «Альтернативные источники энергии для больших городов», Москва, 23-24 октября 2008. с. 52 – 53.
- Систер В.Г., Абрамов О.В., Гриднева Е.С. Применение ультразвуковых колебаний большой интенсивности для обессеривания нефтепродуктов. Международный научно-технический и производственный журнал «Химическое и нефтегазовое машиностроение», №1, 2009. с. 4 – 6.
- Систер В.Г., Гриднева Е.С., Абрамов О.В. Каталитическая модификация нефтепродуктов под действием ультразвука. Международный научно-технический и производственный журнал «Химическое и нефтегазовое машиностроение», №2, 2009. с. 10 – 11.
- Систер В.Г., Гриднева Е.С. Расчет параметров процесса обессеривания нефтепродуктов под действием ультразвука. Международный научно-технический и производственный журнал «Химическое и нефтегазовое машиностроение», №4, 2009. с. 20 – 23.
- Систер В.Г., Гриднева Е.С., Абрамов О.В. Применение ультразвука для обессеривания нефтепродуктов. Сборник трудов III Международной конференции «Альтернативные источники энергии для больших городов», Москва, 23-24 октября 2008, с. 600 – 604.
- Систер В.Г., Гриднева Е.С. Повышение экологической безопасности ископаемых топлив с применением ультразвука. Материалы международной научно-технической конференции «Наука и образование – 2009», Мурманск, 1-9 апреля 2009. – с.544 – 546.
- Гриднева Е.С., Систер В.Г. Критериальное обобщение результатов обессеривания дизельного топлива с помощью ультразвука. Материалы международной научно-технической конференции «Наука и образование – 2009», Мурманск, 1-9 апреля 2009. – с.74 – 77.
- Гриднева Е.С., Систер В.Г., Абрамов В.О., Муллакаев М.С. Снижение содержания экологически опасных соединений в нефтепродуктах с помощью ультразвука. Сборник трудов VI международной научно-практической конференции «Экологические проблемы индустриальных мегаполисов», Москва, 21-24 апреля 2009. – с.31 – 33.
- Гриднева Е.С., Систер В.Г., Муллакаев М.С., Абрамов В.О. Сонокаталитическое обессеривание нефтепродуктов. Материаловедение, том 152, № 11, 2009. – с. 2 – 7.