

Формирование пиломатериалов методом индивидуального раскроя пиловочного сырья
На правах рукописи
Черных Павел Григорьевич
ФОРМИРОВАНИЕ ПИЛОМАТЕРИАЛОВ МЕТОДОМ
ИНДИВИДУАЛЬНОГО РАСКРОЯ ПИЛОВОЧНОГО СЫРЬЯ
05.21.05 Древесиноведение, технология и оборудование деревопереработки
Автореферат
диссертации на соискание ученой степени
кандидата технических наук.
Санкт-Петербург 2010
Диссертационная работа выполнена на кафедре оборудования и инструментов деревообрабатывающих производств Санкт-Петербургской Государственной Лесотехнической академии им С.М. Кирова.
Научный руководитель: Сергеевичев Владимир Васильевич,
доктор технических наук
Официальные оппоненты: Глухих Владимир Николаевич,
доктор технических наук
Калинин Дмитрий Александрович
кандидат технических наук
Ведущая организация: ОАО «УралНИИПдрев»
Защита состоится «14» декабря 2010 года в 11.00 часов на заседании диссертационного совета Д 212.220.03 при Санкт – Петербургской государственной лесотехнической академии им. С.М. Кирова (194021, Санкт-Петербург, Институтский пер., 5, главное здание, зал заседаний).
С диссертацией можно ознакомиться в библиотеке академии.
Автореферат разослан « 11 » ноября 2010 г.
Ученый секретарь диссертационного совета,
доктор технических наук, профессор Анисимов Г.М.
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность работы. Решение многих социальных и экономических проблем страны в значительной степени зависит от результатов работы лесопромышленного комплекса. Удовлетворение постоянно возрастающих потребностей общества в древесине требует повышения эффективности ее использования. Древесина относится к восстанавливаемым ресурсам, но это не значит, что возможно ее неразумное использование.
В свою очередь, в условиях рыночной экономики в лесопильной промышленности возникает потребность в поиске возможностей создания гибких производств, способных реагировать на всевозможные колебания рынка, включая анализ существующего положения дел, на основе современных приоритетов. Результативность работы отрасли тесно связана с повышением действенности технологических режимов производства пиломатериалов, обеспечивающих наиболее целесообразное использование природного сырья, таким образом, повышая прибыльность предприятий.
Для этого требуется, в первую очередь, совершенствование технологического процесса получения пиломатериалов, ориентация на получение пилопродукции высокого качества, правильной формы и с заданными свойствами.
Совмещение сортировки сырых пиломатериалов с одновременным применением индивидуальной распиловки позволит эффективно расходовать пиловочное сырье снижая затраты в стоимости готовой продукции, что несомненно приведет к повышению конкурентоспособности малого лесопильного предприятия.
В связи с этим, актуальность проблемы повышения эффективности лесопильного производства за счет увеличения полезного выхода пиломатериалов, применяя индивидуальный раскрой, и снижения затрат на доработку готовых пиломатериалов, несомненна.
Цель работы. Повышение спецификационного выхода пиломатериалов путем применения индивидуального способа раскроя с обоснованием расположения первого пропила.
Объектами исследований являются пиловочник и пиломатериалы.
Предметом исследований является процесс распиловки бревен на пиломатериалы.
Научная новизна работы:
В отличие от производства пиломатериалов групповым способом распиловки, предлагается схема последовательного раскроя пиловочника методом первого пропила, формирующего новые поверхности пиломатериалов, открывающие первичную информацию о скрытых особенностях внутренних сортообразующих пороках древесины.
В соответствии с принципами максимального спецификационного выхода пиломатериалов требуемого качества разработан алгоритм и методика принятия решений по формированию новых поверхностей древесины.
Обоснованность выводов и рекомендаций. Достоверность сформулированных в диссертации научных положений, выводов, рекомендаций подтверждается совпадением результатов теоретических и экспериментальных исследований. Теоретические зависимости, полученные при корректных допущениях, соответствуют основным положениям древесиноведения и лесопиления. Адекватность математических моделей, полученных в работе, проверена и подтверждена соответствующими критериями в соответствии с общепринятой в научной практике точностью. Разработанная методика принятия решения при получении обрезных пиломатериалов с заданными свойствами апробирована на практике в производственных условиях.
Практическая значимость результатов исследования.
Методика проведения исследования, построенная на установлении предполагаемого местонахождения сортообразующих пороков с использованием известных закономерностей их расположения в древесине, дает возможность управления расположением первого (базового) пропила, который определяет в дальнейшем всю распиловку бревна, с учетом прогнозирования появления пороков на определенных участках досок (открывающихся поверхностях).
Методика визуального определения пороков позволяет организовывать сортировку сырых пиломатериалов в процессе распиловки бревен на головном лесопильном оборудовании.
Совокупность полученных выводов и разработанного алгоритма управления процессом индивидуальной распиловки бревна с использованием принципов последовательного проектирования, является основой для повышения эффективности процессов лесопиления.
Теоретические, методологические и информационные основы исследования. Теоретической основой исследования являются теория раскроя пиловочного сырья на пиломатериалы, основные положения древесиноведения в части макроскопического строения и пороков древесины.
Исследования базировались на принципах системного подхода с использованием обоснованных методов и методик научного поиска, поверенных оборудования и средств контроля.
Информационную базу исследования составляют материалы научных исследований, научная и методическая литература, материалы периодических изданий, сведения из сети Интернет.
Основные научные и практические результаты, полученные лично автором.
- Алгоритм индивидуальной распиловки бревен на основе визуальной оценкой открывающихся поверхностей пиломатериалов.
- Методика определения места первого (базового) пропила в пиловочном бревне в зависимости от целевого назначения пиломатериалов и особенностей макроскопического строения древесного ствола.
- Математическая модель процесса производства радиальных пиломатериалов с применением индивидуальной распиловки бревен.
Место проведения: Работа выполнена в Санкт-Петербургской Государственной Лесотехнической академии им. С.М.Кирова на кафедре оборудования и инструментов деревообрабатывающих производств. Экспериментальные исследования изменения сорта и свойств пиломатериалов проведены на экспериментальной установке НП «НОЦ МТД» и лесопильном производстве ООО «Петродрев», г.С.-Петербург.
Апробация результатов работы. Основные положения диссертации, отдельные ее разделы были представлены научно-технической общественности на ежегодных научно-технических конференциях Братского государственного технического университета 1999-2001 гг., на научно-технических конференциях Санкт–Петербургской государственной лесотехнической академии имени С.М.Кирова 2004-2009 гг.
Промышленная проверка разработанных режимов доработки пиломатериалов с целью повышения их качества проведена на ООО «Каньон» г. Пикалево, Ленинградской обл. и ООО «Петродрев», г. Санкт-Петербург.
Публикации. По результатам выполненных исследований опубликовано 4 научные работы.
Структура и объем работы. Диссертация состоит из введения, 5 разделов, заключения, библиографического списка, включающего… наименований и приложений. Общий текст диссертации изложен на … страницах, включающих …иллюстрации, …таблиц.
СОДЕРЖАНИЕ
Во введении показана актуальность диссертационной работы, сформулированы цель, научная новизна и основные положения, выносимые на защиту.
В первой главе – «Анализ состояния вопроса производства пиломатериалов» - приведены пути развития современного лесопиления. Анализ структуры технологического процесса лесопиления и возможные изменения в ней. Обзор исследований по прогнозированию внутренних пороков древесного ствола и влияние на выход пиломатериалов.
В разное время над проблемой оценки качества древесного сырья и его влияния на выпуск готовой продукции работали Н. П. Анучин, П.П. Аксенов, А.Е. Алексеев, Н.А. Батин, В.Ф. Ветшева, Р.Е. Калитеевский, A.M. Копейкин, В.А. Куликов, В.И. Мелехов, В.В. Огурцов, А.Н. Песоцкий, А. А. Пижурин, О. И. Полубояринов, М,С. Розенблит, Б.Н. Уголев, А.Н. Чубинский, B.C. Шалаев, B.C. Ясинский, С.П.Исаев и др. ученые.
Характерной особенностью современного этапа развития технологических процессов лесопиления является выпуск специализированной продукции, которая максимально отвечает конкретным требованиям контракта с покупателем. Разработанные для большинства предприятий технологические режимы лесопиления, на практике не могут быть результативно использованы для производства, например, конструкционных пиломатериалов. Хотя на практике до сих пор бытует неверное мнение об универсальности имеющихся методов, применяемых при распиливании круглых сортиментов, что обусловлено устаревшими рекомендациями для лесопильных производств, направленных на массовость выпуска готовой продукции в ущерб качеству. Концепция современного лесопиления диктует требования по получению наивысшего экономического результата от использования древесного сырья.
Установлено, что малоизученными сегодня являются вопросы производства пиломатериалов при индивидуальном способе распиловки, когда каждый пропил последовательно осуществляется на основании информации поступившей от предыдущего пропила. Нет также четких рекомендаций по обоснованности первого пропила в бревне при распиловке бревен на однопильных станках. Отсутствуют рекомендации по прогнозированию объемного выхода пиломатериалов при таких способах раскроя пиловочных бревен.
Решение этих вопросов требует комплексных разработок в области организации и расчета производства пиломатериалов, его технологической подготовки с внедрением современных знаний о древесине и научно-практических разработок в производственный процесс.
По результатам аналитического обзора поставлены задачи исследования, решение которых позволит достичь цели работы.
- Провести анализ состояния вопроса по формированию пиломатериалов индивидуальными методами раскроя.
- Теоретически исследовать влияния размерно-качественных характеристик исходного сырья и способа распиловки на выход пиломатериалов
- Разработать методику экспериментальных исследований индивидуального раскроя пиловочника с использованием однопильных бревнопильных станков
- Провести экспериментальные исследования и разработать алгоритм принятия решений по управлению процессом индивидуального раскроя пиломатериалов на круглопильных станках.
- Определить экономическую эффективность формирования пиломатериалов при последовательном выборе действий при раскрое пиловочного сырья с учетом скрытых сортообразующих пороков пиломатериалов.
Решение этих задач позволит получать качественные спецификационные пиломатериалы на однопильных бревнопильных станках в действующих производственных условиях, что в свою очередь повысит эффективность лесопиления в целом.
Во втором разделе – «Теоретические исследования влияния размерно-качественных характеристик сырья и способа распиловки на качество получаемых пиломатериалов» - приведены исследования по обоснованию первого (или базового) пропила при индивидуальном способе распиловке.
Расположение первого пропила является существенным фактором, влияющим на выход пиломатериалов. Расположение первого (основного) пропила в значительной степени влияет на выход радиальных (специальных) пиломатериалов при индивидуальной распиловке.
Область получения радиальных пиломатериалов ограничивается в бревне двугранным сектором, стороны которого имеют наклон равный значению требуемого угла радиальности к плоскости перпендикулярной пропилам. На вершинном срезе эти плоскости проецируются в прямые с наклоном к оси OX, равным углу. Угол численно равен значению угла радиальности (рис.1).
Изменение местоположения первого пропила влечет за собой изменение размеров зон выпиловки радиальных пиломатериалов.
При появлении смещения, например по оси ox, площадь каждого i-го сектора изменится в ![]() раз:
раз:
![]() , (1)
, (1)
где ![]() - площадь i-го сектора для геометрического центра;
- площадь i-го сектора для геометрического центра;
![]() - площадь i-го сектора для смещенного первого пропила по оси ox.
- площадь i-го сектора для смещенного первого пропила по оси ox.
Характер значения ![]() позволяет судить об увеличении (
позволяет судить об увеличении (![]() <1) или уменьшении (
<1) или уменьшении (![]() >1) i-го сектора, стороны которого ограничивают зону получения радиальных пиломатериалов.
>1) i-го сектора, стороны которого ограничивают зону получения радиальных пиломатериалов.
Площадь 1-го сектора с вершиной в геометрическом центре равна:
 , (2)
, (2)
где ![]() – значение x в точке пересечения C;
– значение x в точке пересечения C; ![]() – значение x в точке пересечения A;
– значение x в точке пересечения A; ![]() – соответственно площади треугольников OAB и OCD.
– соответственно площади треугольников OAB и OCD.
Площадь 1-го сектора с вершиной, соответствующей смещенному пропилу по оси ox, равна:
 , (3)
, (3)
где x’-0 – значение x в точке пересечения C’; x’0 – значение x в точке пересечения A’; ![]() – площади треугольников O’A’B’ и O’C’D’.
– площади треугольников O’A’B’ и O’C’D’.
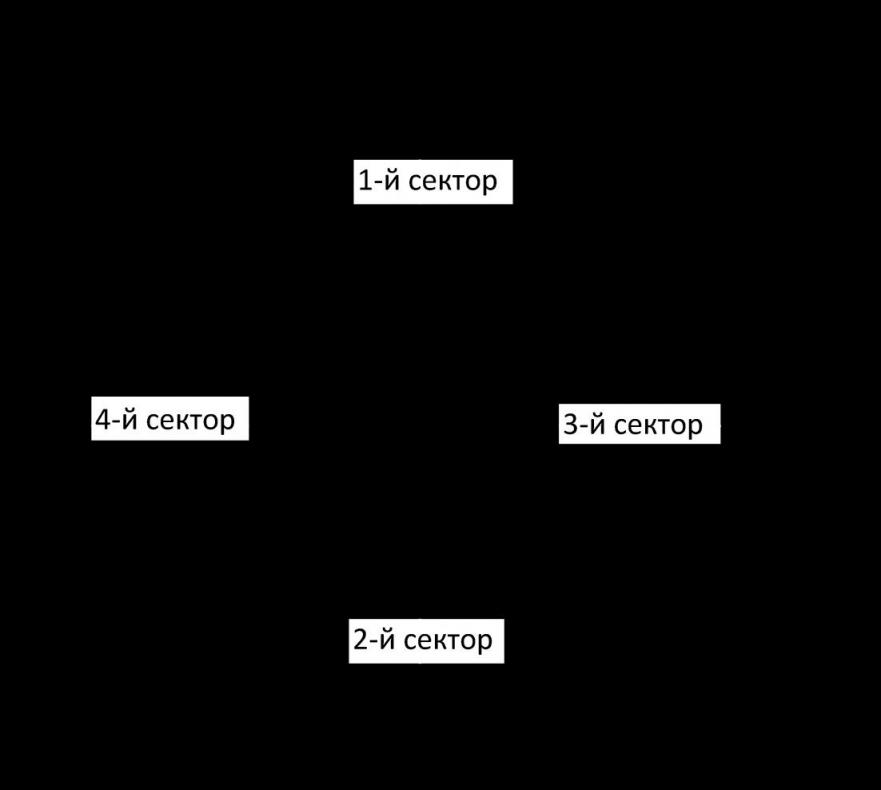
Рис. 1 Схема смещения первого пропила вдоль оси OX для поперечного сечения бревна описываемого произвольной функцией f(x) и изменения площади 1-го сектора в частности.
Значения x, соответствующие ![]() и
и ![]() находятся решением уравнений:
находятся решением уравнений:
для значения ![]()
![]() (4)
(4)
для значения ![]()
![]() (5)
(5)
Аналогично находятся значения![]() и
и ![]() :
:
для значения ![]()
![]() (6)
(6)
для значения ![]()
![]() (7)
(7)
Аналогично рассчитывается изменение площадей остальных секторов при смещении относительно одной из осей координат. В результате можно сделать вывод, что смещение первого пропила относительно геометрического центра вызывает изменение зон бревна, пригодных для получения радиальных пиломатериалов, что в свою очередь влечет за собой изменение размеров получаемых досок в уменьшившихся (p’O’c’) и изменившихся (p’o’k’ и c’o’a’) секторах на поперечном срезе. Выход радиальных пиломатериалов изменяется следующим образом: снижается обратно пропорционально значению ![]() при уменьшении площади сектора (
при уменьшении площади сектора (![]() >1); остается прежним при увеличении сектора (
>1); остается прежним при увеличении сектора (![]() <1).
<1).
Таким образом, решение о расположения первого пропила с учетом зоны, включающей в себя сердцевину и ювенильную древесину, позволит более эффективно использовать пиловочные бревна в целях получения пиломатериалов с определенным направлением волокон
После первого пропила открываются две пласти, которые несут первичную информацию о скрытых особенностях внутреннего строения древесного ствола и от этого зависит, какие дальнейшие действия по распиловке следует предпринять.
Распиловка по индивидуальной схеме достаточно нестандартная задача. Для формализации такого процесса наиболее пригодна методика сценарного планирования, позволяющая сократить количество возникающих неопределенностей, которые в настоящее время решаются только интуитивным путем. На рис. 2 представлен структурный анализ при сценарном планировании.

![]()
Рис. 2 Структурный анализ процесса распиловки при сценарном планировании.
Определение по временным интервалам не является главным в сценарном планировании, поэтому был разработан алгоритм, как для распиловки каждого отдельного бревна, так и для всего процесса в целом.
Ответственность за принятие решения - очень важная составляющая при индивидуальной распиловке. Квалификация оператора должна отвечать очень высоким стандартам. Пожалуй, это самый главный недостаток индивидуальной распиловки.
Поэтому, для формализации процесса разработаны объективные рекомендации по распиловке в виде алгоритмов. Предварительная подготовительная работа может быть проведена за пределами цеха технологом (алгоритм i1 и i2 (рис.3 и 4)).

Рис. 3. блок (i1) – влияние заданных свойств и размеров пиломатериалов на первый пропил.
В соответствии с основными характеристиками пиловочного сырья (диаметр, длина, овальность, сбег, место выпиловки из исходного хлыста, порода) и требованиями заданной спецификации (угол наклона волокон, конструкционные свойства, размеры и т.п.) определяется место первого пропила.
В блоке (i3) (рис. 5), исходные данные поступают после переработки информации на предыдущих участках. Сортировка осуществляется непосредственно в процессе распиловки. Оператор визуально осуществляет оценку открывшихся пластей и принимает решение по локализации ключевого порока.
Для обоснования первого пропила и способа распиловки были систематизированы и объединены в единую модель известные исследования по прогнозированию пороков древесины. В случае производства пиломатериалов общего назначения на месторасположение первого пропила большее влияние оказывают прогнозируемые пороки и их расположение в бревне. В случае производства пиломатериалов специального назначения приоритетное влияние оказывает рекомендуемая к распиловке схема. Например, при производстве радиальных пиломатериалов с индивидуальной распиловкой наиболее эффективна секторная схема.
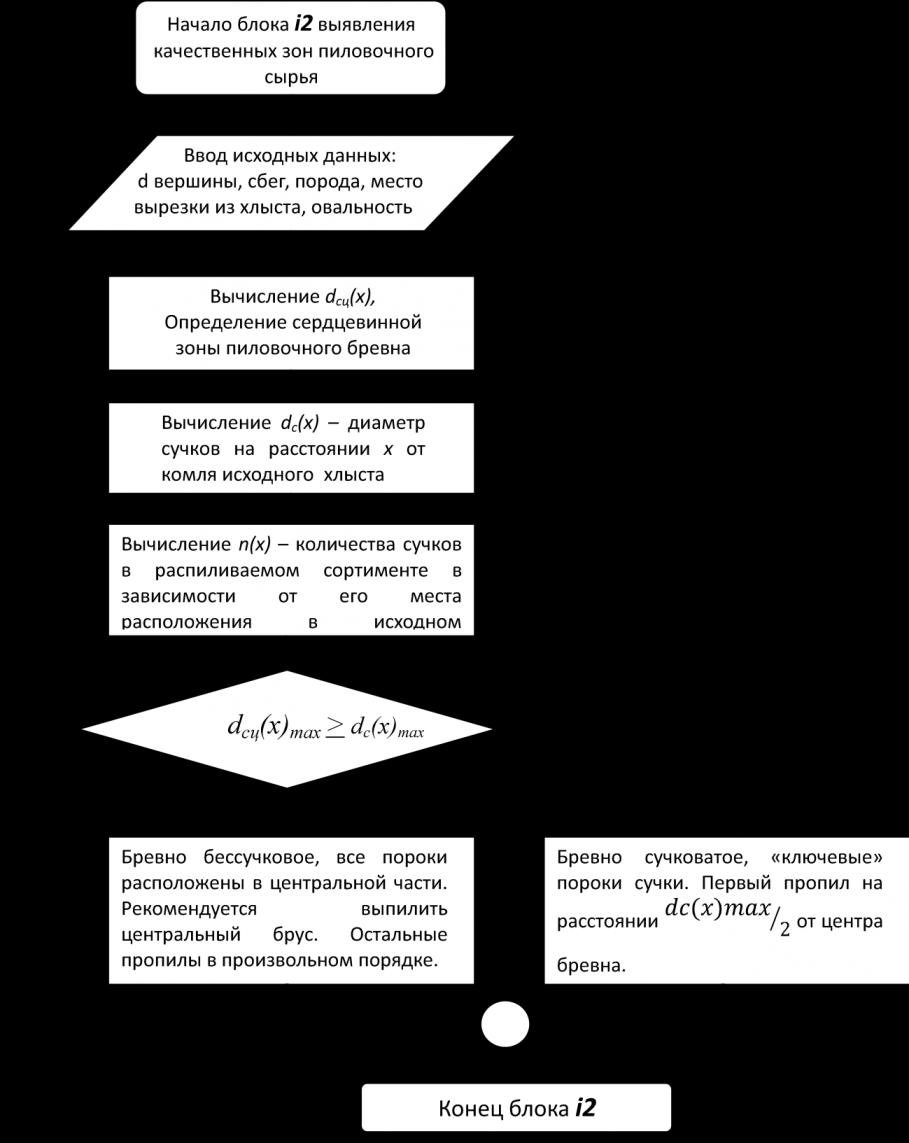
Рис. 4. блок (i2) – прогнозирование зон бревна, насыщенных пороками и их влияние на расположение первого пропила.

Рис. 5. Блок i3 - блок-схема процесса индивидуальной распиловки с использованием сценарного механизма «Что если …, то что …».
В зависимости от первоначальных условий (спецификация пиломатериалов, особенности работы станка и т.п.) при индивидуальной распиловке следует запланировать не один, а несколько пропилов, предшествующих базовому.
В третьем разделе – «Общие методические положения» - приводятся характеристики используемых материалов, методов и средств измерения, применяемого оборудования и приборов, методики проведения экспериментов и обработки их результатов.
Исследования выполнены в лабораторных и промышленных условиях. Для проведения предварительных распиловок с целью определения характера изменения местоположения сортообразующих пороков в стволе, а также осуществления раскроя индивидуальным способом небольших партий пиловочника применялся станок “KARA-Master” финской фирмы Kallion Konepaja Oy. Станок установлен на факультете МТД СПбГЛТА и полностью отвечает требованиям для однопильных бревнопильных станков, используемых для индивидуальной распиловки.
В качестве базового принят секторный способ распиловки с учетом особенностей процесса индивидуального раскроя бревен. На основании анализа литературных источников, а также характера и условий контроля технологических параметров при исследованиях был принят метод сбора предварительных замеров с последующей математической обработкой. При этом использовались стандартные методики, применяемые в практике технологии лесопиления.
Так измерение диаметров поперечных срезов пиловочных сортиментов осуществлялось по ГОСТ 2292-88 «Лесоматериалы круглые. Маркировка, сортировка, транспортирование, методы измерений и приемка». Качество круглых лесоматериалов оценивалось по ГОСТ 9463-88 «Лесоматериалы круглые хвойных пород»
Сортообразующие пороки определялись согласно ГОСТ 2140-81 «Пороки древесины. Классификация, термины и определения, способы измерения». Качество получаемых пиломатериалов оценивалось по ГОСТ 26002-83 «Пиломатериалы хвойные экспортные северной сортировки».
Визуальная сортировка осуществлялась согласно RT 21-10750-ru, нормативная карта «Пиленые и строганные пиломатериалы» и Европейского стандарта EN 338 «Строительные пиломатериалы – классы прочности».
Полученные экспериментальные данные в многофакторных опытах обрабатывали методами математической статистики при помощи программы Excel.
В четвертом разделе – «Экспериментальные исследования процесса производства пиломатериалов по индивидуальным схемам распиловки» - проведен анализ влияния смещение первого пропила на выход пиломатериалов.
Для проведения экспериментальных распиловок выбраны факторы, влияющие на выход радиальных пиломатериалов. К факторам, связанным с характеристиками сортиментов относятся: диаметр бревна, длина бревна, сбег бревна, особенности строения бревна (овальность ствола, кривизна).
К факторам, связанным с технологией лесопиления относятся: спецификация пиломатериалов; базовая схема раскроя; расположение первого пропила.
При этом влияющим фактором является смещение первого пропила относительно геометрического центра вершинного среза бревна. Выходной параметр – общий выход (ОВ) и выход радиальных пиломатериалов (ОВр.п.). В качестве переменного фактора являлось смещение первого пропила относительно центра вершинного поперечного среза бревна (табл. 1 и 2).
Размеры сечений досок приняты, согласно спецификации (табл. 2). Необрезные доски, согласно технологической схеме, прирезались на том же станке, а затем торцевались в размер по длине на торцовочном станке. При этом торцовка и прирезка производилась вручную, что позволяло к каждой доске подходить индивидуально.
Таблица 1.
Исходные параметры сырья.
| Наименование данных | Единица измерения | Значение |
| Длина бревна | м | 3,6 |
| Толщина пропила | мм | 4,8 |
| Шаг длины доски | м | 0,3 |
| Минимальная длина доски | м | 2,4 |
Таблица 2.
Спецификация сечений пиломатериалов.
| Толщина, мм | Ширина, мм | ||
| 25 | 100 | 125 | 150 |
| 50 | - | 125 | 150 |
Для проведения эксперимента было отобрано по 26 бревен требуемого диаметра, которые были промаркированы на торце, с указанием порядкового номера бревна. Полученные уравнения регрессии имеют следующий вид:
ОВ = -0,67182 + 0,467+ 54,49 (8)
![]() = -0,76122 + 0,9421 + 47,638 (9)
= -0,76122 + 0,9421 + 47,638 (9)
где – расстояние от плоскости первого пропила до геометрического центра бревна, см, при следующих ограничениях ![]()
![]() .
.
Графически результаты эксперимента представлены на рис. 6, 7.
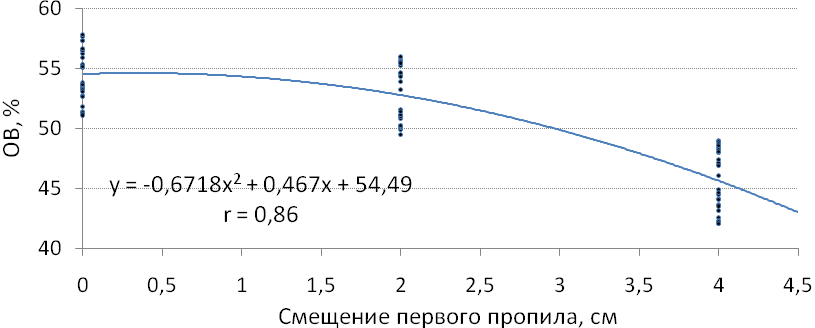
Рис. 6. Изменение объемного выхода пиломатериалов в зависимости от смещения первого пропила.
Установлено, что с увеличением значения смещения пропила относительно геометрического центра вершинного среза бревна среднее значение выхода обычных и радиальных пиломатериалов уменьшается. Также выяснилось, что смещение первого пропила относительно геометрического центра бревна не является критичным в пределах до 2,5 см. Очевидно, это связано с тем, что этот показатель связан с отклонением сердцевины примерно на такую же величину. А это в свою очередь отражается на других пороках строения древесины.
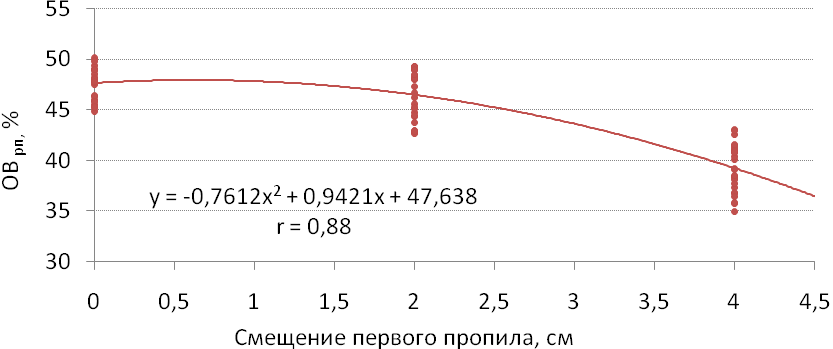
Рис. 7. Изменение выхода радиальных пиломатериалов в зависимости от смещения первого пропила
На уровне варьирования переменного фактора =4 см наблюдается наибольший разброс значений объемного радиальных выхода пиломатериалов. Данный факт позволяет сделать вывод, что увеличение смещения первого пропила относительно геометрического центра отрицательно влияет на общий выход радиальных пиломатериалов. Причем разброс значений выхода радиальных пиломатериалов при увеличении смещения возрастает, что позволяет утверждать, выбор расположения первого (основного) пропила при индивидуальных распиловках является ключевым фактором.
Продолжением экспериментальных исследований является анализ возможности планирования выхода спецификационных пиломатериалов при индивидуальной распиловке с учетом базовых технологических факторов: вершинного диаметра и расстояния до него от комля исходного хлыста. По результатам исследований получена регрессионную модель, при помощи которой можно прогнозировать выход спецификационных пиломатериалов. Опыты проводились при постоянных факторах, представленных в табл.3.
Таблица 3.
Постоянные факторы
| Наименование фактора | Ед.изм. | Значение | Пределы измерения |
| Порода древесины Овальность ствола Длина пиловочных сортиментов Сорт круглых сортиментов Угол радиальности пиломатериалов | - м град | сосна - I сорт 45 | 1,1 + 0,05 3,6 + 0,1 - +10 |
Для проведения опыта были отобраны специально пиловочные бревна соответствующие данным характеристикам.
Спецификация пиломатериалов приведена в таблице 4.
Таблица 4.
Спецификация сечений пиломатериалов.
| Толщина, мм | Ширина, мм | |||
| 25 | 75 | 100 | 125 | 150 |
| 50 | - | 100 | 125 | 150 |
Управляющие параметры и уровни их варьирования представлены в табл.5.
Таблица 5.
Уровни варьирования управляемых параметров.
| Наименование параметра управления | Ед. изм. | Код. обзн. | Интервал варьирования | Уровни варьирования | |
| xmin | xmax | ||||
| Вершинный диаметр бревна | м | x1 | 0,04 | 0,26 | 0,34 |
| Расстояние от исходного комля хлыста до места расположения вершинного диаметра | м | x2 | 2,15 | 2,15 | 6,45 |
| Смещение первого пропила относительно центра | м.10-2 | x3 | 2 | 0 | 4 |
В результате статистической обработки экспериментальных данных получена математическая модель процесса производства радиальных спецификационных пиломатериалов по индивидуальной схеме раскроя с ограничениями в натуральных переменных:
 (10)
(10)
где Vс/п – объемный выход спецификационных пиломатериалов, %
dв – вершинный диаметр, м;
l - Расстояние от исходного комля хлыста до места расположения вершинного диаметра, м;
– смещение первого пропила от геометрического центра бревна, см.
При следующих границах изменения факторов:
 (11)
(11)
Полученная статистическая модель адекватно описывает процесс, что подтверждается хорошей сходимостью экспериментальных и расчетных значений показателя эффективности. При проведении эксперимента была подтверждена эффективность алгоритмов, разработанных в теоретических исследованиях.
Анализ результатов исследований показал, что вершинный диаметр пиловочного бревна, место вырезки пиловочного сортимента и смещение первого пропила связаны с выходом спецификационных пиломатериалов. Так, в случае отсутствия смещения первого пропила = 0 см, при удалении от комля исходного хлыста выход пиломатериалов заметно снижается (рис 8). Это говорит о том, что с удалением от комля происходит увеличение насыщения сучками пиловочного бревна, что приводит к снижению выхода.
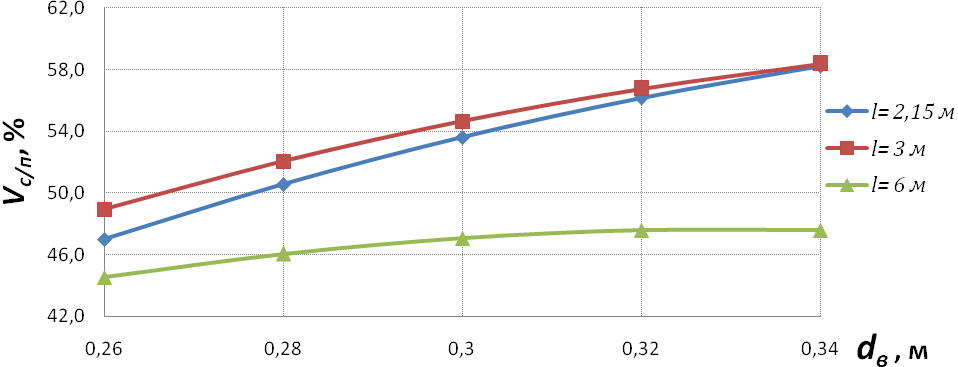
Рис. 8. Изменение спецификационного выхода пиломатериалов в зависимости от вершинного диаметра бревна для разных случаев удаления вершинного среза пиловочного бревна от комля исходного хлыста. = 0 см.
Можно предположить, что при удалении от комля более чем на 6-8 м для выбранной породы этот фактор не будет иметь значительного влияния из-за большого насыщения бревна крупными сучками (рисунок 9).
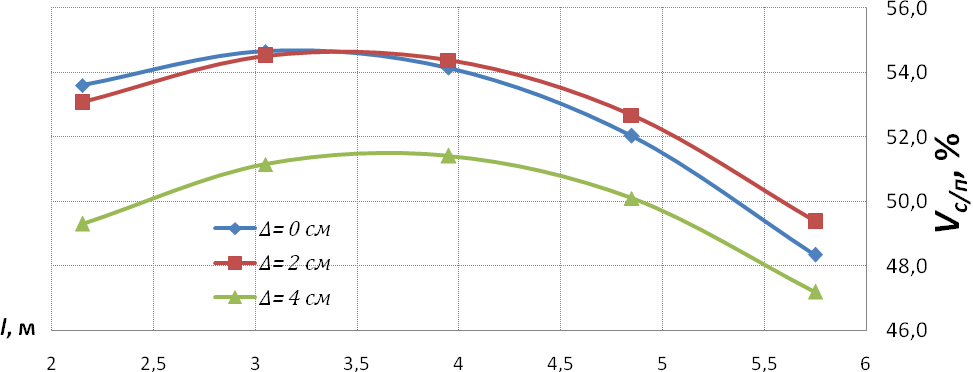
Рис. 9. Изменение выхода пиломатериалов в зависимости от удаления от комля исходного хлыста для разных случаев смещения первого пропила от геометрического центра бревна. Вершинный диаметр dвр= 30 см.
При незначительном смещении первого пропила (до 2 см) выход спецификационных пиломатериалов практически не изменяется. Однако при увеличении этого значения до 4 см – выход резко снижается. Следовательно, можно сделать вывод, что спецификационные свойства пиломатериалов и, соответственно рекомендуемая (базовая) схема распиловки имеет приоритетное значение.
Однако в определенных пределах, можно смещать первый пропил для выборки центрального сердцевинного бруска. В данном конкретном случае смещение первого пропила на 2 см позволяет выбрать брусок 4х4см. При этом с изменением расстояния от комля исходного хлыста наблюдается даже некоторый рост выхода досок. Это можно связать с тем, что на расстоянии до 3 м на выход пиломатериалов оказывают влияние не сучки, а другие пороки, связанные с комлевым расположением. Например, такие как закомелистость, скрытые трещины, смоляные кармашки и т.п.
В случае рассмотрения зависимости выхода пиломатериалов от вершинного диаметра для разных случаев смещения первого пропила наблюдается аналогичная ситуация. При незначительном смещении первого пропила (до 2 см) это практически не вызывает изменения выхода спецификационных пиломатериалов, при увеличении этого значения до 4 см – выход резко снижается.
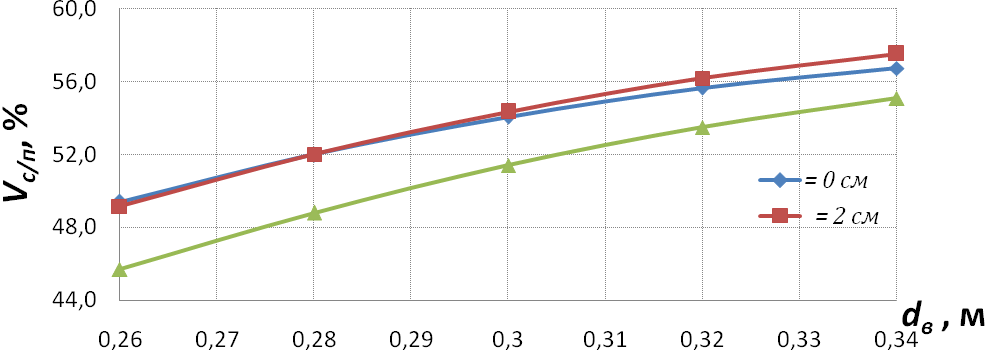
Рис. 10. Изменение спецификационного выхода пиломатериалов в зависимости от вершинного диаметра пиловочного бревна для разных случаев смещения первого пропила от центра. При l=4м.
Однако влияние вершинного диаметра более значительное. Среднее изменение спецификационного выхода при смещении первого пропила составляет на 4 см – около 2%, в то время как изменение вершинного диаметра на 2 см вызывает изменение выхода на 4%. Это утверждение справедливо при соблюдении ограничений модели. Можно предположить по характеру кривой (рис. 8 и 10) что для больших размеров бревен (более 40 см) влияние смещения первого пропила будет большим, нежели диаметра.
Характеристики исходного сырья имеют приоритет над технологией распиловки. Соответственно, индивидуальная распиловка эффективна при производстве специальных пиломатериалов, где большее значение играют качество и размеры пиломатериалов.
Правильное планирование количественного выхода пиломатериалов следует производить с учетом особенностей формы исходных пиловочных сортиментов, а также правильного прогнозирования пороков строения древесины, влияющих на формирование первого пропила.
Дальнейшая распиловка осуществляется по принципу локализации «ключевых» пороков в отдельных выпиливаемых пиломатериалах с минимально возможными размерами, включающими в себя порок целиком. Таким образом, осуществляется сортировка во время распиловки и повышается спецификационный выход пиломатериалов.
В пятом разделе – «Разработка технологического режима индивидуальной распиловки бревен» - приведены практические рекомендации к применению в производстве полученных результатов исследований. Дана экономическая оценка эффективности.
В теоретических исследованиях был предложен алгоритм осуществления индивидуальной распиловки пиловочных бревен. На основании практических исследований были получены результаты, подтверждающие основные предположения. Соответственно, с учетом полученных зависимостей более точно сформулирован пошаговый алгоритм производства радиальных пиломатериалов при индивидуальной распиловке. Алгоритм приведен для конкретного случая, однако методика формирования инструкции к пошаговым действиям на основании полученных экспериментальных данных может использоваться в производственных условиях для всех случаев индивидуальной распиловки.
При производственной апробации рекомендаций для индивидуальной распиловки выяснилось, что отдельные типы оборудования требуют дополнительных (вспомогательных) пропилов. Соответственно, первый (или основной) пропил может быть осуществлен после нескольких дополнительных пропилов.
После осуществления основного (основных) пропилов, распиловка осуществляется по фактическим показателям насыщения пороков на поверхностях получающихся пиломатериалов. При производстве специальных пиломатериалов влияние оказывает положение в бревне выпиливаемой доски.
Определение экономической эффективности производства пиломатериалов осуществлялась с учетом предложенной методики прогнозирования операций по дообработке пиломатериалов на участках сортировки сырых и сухих пиломатериалов. Для этого были осуществлены распиловки по секторной схеме распиловки с использованием предварительного расчета поставов.
Согласно проведенной проверке в лабораторном комплексе НП «Научно-образовательного центра МТД» было получено увеличение ценностного выхода спецификационных пиломатериалов в среднем на 5,5 %. Спецификационный выход, согласно применяемых на предприятии режимов, составлял 47,6%. После применения разработанной методики - 53,14 %.
В результате на 1000 м3 сырья увеличение выхода составило 55 м3, таким образом экономический эффект для данного объема составил 377,7 тыс. рублей.
Помимо этого, эффективность индивидуальной распиловки возрастает со снижением сортности сырья. Это другая сторона экономического эффекта от применения данного способа пиления.
Основные выводы и рекомендации.
- Проведенный анализ работ свидетельствует о перспективе дальнейших исследований, связанных с задачей повышения полезного выхода пиломатериалов за счет развития новых способов распиловки и выполнения сортировки сырых пиломатериалов на стадии распиловки бревен. При повышении сортности пиломатериалов в процессе их производства они должны быть рассортированы по тем размерно-качественным признакам, которые связаны с потребительскими требованиями.
- Теоретические исследования влияния размерно-качественных характеристик исходного сырья при индивидуальном способе распиловки выявили важность определения расположения первого пропила в бревне и необходимость разработки пошагового алгоритма с условием «Если то, то что…».
- При индивидуальной распиловке существенным фактором является расположение первого пропила, который открывает две пласти, несущие первичную информацию о скрытых особенностях внутреннего строения древесного ствола.
- В случае производства пиломатериалов общего назначения на месторасположение первого пропила большее влияние оказывают прогнозируемые пороки и их расположение в бревне. В случае производства специальных пиломатериалов приоритетное влияние оказывает рекомендуемая (базовая) схема распиловки.
- Для формализации процесса индивидуальной распиловки следует применять пошаговый алгоритм, использующий методики прогнозирования насыщения пороками определенных зон бревна и учитывающий свойства пиломатериалов. Методы сценарного планирования непосредственно в процессе распиловки позволяют выявить и сократить количество возникающих неопределенностей.
- На основании результатов экспериментальных исследований определено влияние смещения первого пропила на выход пиломатериалов и построена регрессионная модель процесса раскроя пиловочника. Установлено, что смещение первого пропила относительно геометрического центра бревна не является критичным в пределах до 2,5 см.
- Свойства пиломатериалов специального назначения и рекомендуемая схема распиловки имеют приоритетное значение над насыщенностью пороками зон древесного ствола, что в конечном итоге и определяет расположение первого пропила. При производстве пиломатериалов общего назначения характеристики исходного сырья имеют приоритет над технологией распиловки.
- Эффективность индивидуальной распиловки возрастает со снижением сортности сырья. Суммарный экономический эффект при применении предложенного подхода к индивидуальной распиловке для производства радиальных пиломатериалов составит приблизительно 377,7 тыс. рублей на каждую 1000 м3 перерабатываемого пиловочного сырья в ценах 2010 года.
По материалам диссертации опубликованы следующие работы
В изданиях, рекомендованных ВАК
- Черных П.Г., Черных П.П., Ильюшенков Л.В. Повышение качества сушки необрезных сосновых пиломатериалов. Деревообрабатывающая промышленность. – 2009 - №5 – с.19
- Черных П.Г., Черных П.П., Ильюшенков Л.В. Основные положения раскроя бревен на радиальные пиломатериалы с использованием оборудования фирмы “Kara”. Деревообрабатывающая промышленность. – 2009 - №6 – с.22-24
В прочих изданиях.
- Черных П.П., Черных П.Г. Исследование процессов пиления на лесопильных горизонтальных переносных рамах// Тезисы докладов XIX научно-технической конференции. Братск: БрИИ, 1998 – 170-171 с.
- Черных П.П., Черных П.Г. Повышение эффективности производства пиломатериалов с заданными свойствами и качествами из разных зон древесного ствола. // Современные проблемы лесозаготовительных производств, производство материалов и изделий из древесины: пиломатериалы, фанера, плиты, дома, столярно-строительные изделия. –СПб.: СПбГЛТА, 2009. том 2, – 204-206с.