

Комплексная переработка нефтегазоконденсатных смесей на малогабаритных установках
На правах рукописи
ОВЧАРОВ СЕРГЕЙ НИКОЛАЕВИЧ
КОМПЛЕКСНАЯ ПЕРЕРАБОТКА НЕФТЕГАЗОКОНДЕНСАТНЫХ СМЕСЕЙ НА МАЛОГАБАРИТНЫХ УСТАНОВКАХ
Специальность 05.17.07 – Химическая технология топлива
и высокоэнергетических веществ
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
доктора технических наук
Астрахань – 2010 г.
Работа выполнена в государственном образовательном учреждении высшего профессионального образования «Северо-Кавказский государственный технический университет» (СевКавГТУ, г. Ставрополь)
Официальные оппоненты: доктор технических наук, профессор
Тараканов Геннадий Васильевич
доктор технических наук, профессор
Агаев Вячеслав Гамидович
доктор технических наук, профессор
Ясьян Юрий Павлович
Ведущая организация: Всероссийский научно-исследовательский
институт по переработке нефти (ВНИИ НП)
Защита состоится « 17 » декабря 2010 г. в 1400 часов на заседании диссертационного совета ДМ 307.001.04 при Астраханском государственном техническом университете (АГТУ) по адресу:
414025, г. Астрахань, ул. Татищева, 16, 2-ой учебный корпус АГТУ, ауд. 201
С диссертацией можно ознакомиться в научной библиотеке АГТУ
(г. Астрахань, ул. Татищева, 16, главный учебный корпус АГТУ)
Автореферат разослан «____» 2010 г.
Ученый секретарь
диссертационного совета
кандидат химических наук, доцент Е.В. Шинкарь
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность темы исследования Особенностью развития российской нефтепереработки является довольно быстрое увеличение вклада малотоннажных предприятий, количество которых сейчас превышает 80, а суммарная мощность – 11 млн. т в год. Мини-НПЗ позволяют перерабатывать сырье в местах добычи, но значительное увеличение их численности создает ряд эколого-экономических и технологических проблем. На сегодня большинство таких предприятий могут выпускать на базе прямогонных фракций только узкий ассортимент продуктов, не в полной мере соответствующих ужесточающимся требованиям. В перспективе предприятия придется либо ликвидировать, либо реконструировать, увеличивая мощность и усложняя технологию за счет вторичных процессов. Для мини-НПЗ требуется разрабатывать новые технологии, варианты процессов с низкими капитальными и эксплуатационными затратами. Практически единственный путь решения экологических проблем заключается в углублении переработки сырья до такой степени, чтобы в качестве остатка получался только сухой газ.
На мини-НПЗ желательно применение в качестве сырья газовых конденсатов либо нефтегазоконденсатных смесей, что, как правило, упрощает технологическое оформление процессов и увеличивает выход компонентов моторных топлив. В настоящее время около 20% добываемого в России газового конденсата перерабатывается на малогабаритных установках как самостоятельно, так и совместно с нефтями. Для того чтобы полностью использовать потенциал сырья, технология разделения на фракции и вторичной переработки выделенных фракций должна учитывать специфичность состава и свойств конденсата.
Современная тенденция переработки смесевого сырья (нефтяного, газоконденсатного и нефтегазоконденсатного) обуславливает важность изучения влияния состава сырья и основных параметров фракционирования на результаты процесса и использования выявленных закономерностей для его интенсификации. Это будет способствовать выработке нового подхода к первичной переработке, гарантирующего заданную глубину отбора целевых фракций и четкость погоноразделения при значительных колебаниях состава сырья.
Таким образом, исследование физико-химических свойств и особенностей фракционирования нефтегазоконденсатного сырья, оптимизация режимов и разработка рациональных технологических схем этого процесса применительно к малогабаритным установкам, создание вторичных каталитических процессов превращения выделенных фракций в компоненты моторных топлив и сырье для нефтехимии является важной и актуальной научно-прикладной задачей.
Цель работы Разработка методов оптимизации состава смесевого нефтегазоконденсатного сырья, параметров режима процесса ректификации и рациональных технологического схем, позволяющих повысить выход, качество целевых фракций и, в конечном итоге, рационально использовать потенциал сырья. Исследование процессов ароматизации и деструктивной изомеризации индивидуальных парафиновых углеводородов и узких бензиновых фракций, подбор селективных цеолитсодержащих катализаторов для получения высокооктановых компонентов бензинов, сырья для нефтехимии и увеличения глубины переработки в условиях малотоннажного производства.
Основные задачи исследования
- исследование и уточнение составов и физико-химических свойств газовых конденсатов различного происхождения, фракционного и группового состава и их целевых фракций, а также направлений переработки;
- изучение закономерностей изменения фракционного состава, происходящих при смешении нескольких видов углеводородных ресурсов, разработка нового подхода к представлению фракционного состава, позволяющего оценивать потенциальное содержание целевых фракций в смесевом сырье;
- исследование и обобщение влияния основных параметров фракционирования на процесс разделения нефтегазоконденсатного сырья, разработка пригодных для реализации методов их оптимизации;
- исследование закономерностей переработки газовых конденсатов и нефтегазоконденсатных смесей на малогабаритных установках и разработка на их основе рациональных технологических приемов и схем, позволяющих повысить глубину отбора и качество целевых фракций;
- изучение структуры и физико-химических характеристик цеолитов разных типов, подбор активных и селективных катализаторов для процессов ароматизации и деструктивной изомеризации парафиновых углеводородов;
- выработка предложений по комплексной переработке газообразных углеводородов и узких бензиновых фракций в высокооктановые компоненты бензинов и сырье для нефтехимии в условиях малотоннажного производства.
Научная новизна работы
Разработана и научно обоснована принципиально новая форма представления фракционного состава углеводородного сырья с помощью осцилляторов интенсивности кипения, позволяющая оценивать потенциальное содержание узких целевых фракций применительно к условиям ректификации.
Разработан алгоритм расчета определяющих параметров ректификации – флегмовых чисел и чисел теоретических тарелок – с использованием экономических критериев, позволяющий обосновать оптимальный режим процесса как на стадии проектирования, так и для действующей установки.
Разработан графоаналитический метод расчета оптимального состава смесевого сырья, позволяющий создавать условия для формирования максимального потенциала целевой фракции при ректификации.
Разработан метод выбора прямогонных бензиновых фракций с оптимальной для процесса компаундирования детонационной стойкостью и максимально возможным выходом от потенциала, предложены уравнения для расчета октановых чисел бензиновых фракций с учетом их газоконденсатного или нефтяного происхождения.
Предложен и научно обоснован метод фракционирования легкого нефтегазоконденсатного сырья с использованием конденсирующего агента, позволяющий увеличить глубину отбора светлых фракций от потенциала.
Установлены закономерности превращения газообразных парафинов и узких бензиновых фракций в высокооктановые компоненты товарных бензинов и сырье для нефтехимии в присутствии модифицированных галлием и платиной цеолитсодержащих катализаторов. Показано, что платинусодержащие катализаторы на основе деалюминированного морденита и цеолита BETA проявляют высокую активность в процессе деструктивной безводородной изомеризации парафинистого сырья при умеренных температурах 250–300оС.
Положения, выносимые на защиту
- результаты исследований газовых конденсатов различного происхождения, фракционного и группового углеводородного состава и выявленные закономерности их фракционирования на малогабаритных установках;
- результаты исследований и выявленные закономерности неаддитивного изменения фракционного состава смесевого нефтегазоконденсатного сырья;
- графоаналитический метод определения оптимального соотношения компонентов с целью формирования максимального потенциала целевой фракции в смесевом сырье;
- методы оптимизации определяющих параметров ректификации, выбора целевых фракций для получения товарных продуктов, увеличения глубины их отбора при переработке нефтегазоконденсатного сырья;
- рациональные технологические приемы и схемы переработки нефтегазоконденсатного сырья на малогабаритных установках;
- результаты исследований пористой структуры и кислотности исходных и модифицированных галлием и платиной цеолитов разных типов во взаимосвязи с селективностью в различных процессах;
- обоснование выбора активных и селективных цеолитсодержащих катализаторов ароматизации и деструктивной изомеризации, механизмов процессов, параметров технологического режима и технологии получения высокооктановых компонентов, обогащенных аренами и изопарафинами;
- предложения по комплексной переработке углеводородного газа и узких бензиновых фракций в высокооктановые компоненты бензинов и сырье для нефтехимии в условиях малотоннажного производства.
Практическая ценность и реализация работы
Исследованы физико-химические характеристики газовых конденсатов различного происхождения, фракционного и группового состава и их целевых фракций. Обоснованы рекомендации по получению товарных продуктов, отвечающих требованиям стандартов.
Разработана новая графическая форма представления фракционного состава с помощью осцилляторов интенсивности кипения, позволяющая прогнозировать изменение выхода целевых фракций при ректификации и определять оптимальное соотношение компонентов в смесевом сырье.
Предложен алгоритм оптимизации основных параметров ректификации с использованием экономических критериев, пригодный для использования как на стадии проектирования, так и при эксплуатации установки, позволяющий внести необходимые коррективы в рабочий режим установки.
Методы оптимизации состава смесевого сырья и определяющих параметров ректификации используются при проектировании установок и блоков первичной переработки в ЗАО «НИПИ НГХ», среднее увеличение рентабельности вновь спроектированных объектов составляет 1,6%.
Разработаны и предложены для практического применения новые методы выбора целевых фракций для получения товарных продуктов, увеличения глубины отбора дистиллятных фракций, рациональные технологические приемы и схемы переработки газовых конденсатов, на основе которых выполнены проекты малогабаритных установок УПГК–16/30 и УПГК–10/15. Расчетный годовой экономический эффект за счет снижения расхода топлива на установке УПГК–10/15, перерабатывающей сырье ставропольских месторождений низкотемпературным способом, составляет 1,3 млн. рублей.
Разработаны рациональные технологические приемы и схемы переработки газовых конденсатов совместно с нефтями, на основе которых реализованы проекты реконструкции типовых малогабаритных установок БДУ–2К (ЗАО НПО «УренгойГеоРесурс») и НПУ–100 (НПЗ ООО «Энергосинтез»), позволяющие при двукратном увеличении производительности повысить глубину отбора целевых фракций. Годовой экономический эффект от реализации этих схем составляет 34,4 млн. рублей в расчете на сопоставимую производительность установок.
Выполнена работа по оптимизации состава и мощности НПЗ для глубокой переработки сырья, которая принята в качестве базовой для строительства на территории Ставропольского края завода производительностью 300 тыс. т/год. Расчетный срок окупаемости капитальных вложений составляет 2,3 года, чистая прибыль после выхода на проектную мощность – 157,4 млн. рублей в год.
Основные положения и результаты диссертационной работы используются в Северо-Кавказском государственном техническом университете при чтении лекций по дисциплинам «Химическая технология топлива и углеродных материалов», «Технология переработки природных газов», в курсовом и дипломном проектировании студентов специальности 240403 «Химическая технология природных энергоносителей и углеродных материалов».
Автор защищает научные основы перспективного направления в технологии переработки нефти и газового конденсата, обеспечивающие оптимизацию технологических режимов и создание рациональных схем переработки смесевого сырья в условиях малотоннажного производства.
Апробация работы Основные положения и результаты диссертационной работы доложены и обсуждены на VI (Козубник, Польша, 1988 г.) и VII (Киев, 1990 г.) нефтехимических симпозиумах социалистических стран; IV Всесоюзной конференции «Применение цеолитов в катализе» (Москва, 1989 г.); Всесоюзном совещании «Переработка низших углеводородов С1–С4» (Грозный, 1990 г.); международной научно-технической конференции «Технико-экономические проблемы промышленного производства» (Набережные Челны, 2000 г.); международной конференции «Проблемы добычи и переработки нефти и газа в перспективе международного сотрудничества ученых каспийского региона» (Астрахань, 2000 г.); международных научно-практических конференциях «Проблемы эксплуатации и капитального ремонта скважин на месторождениях и ПХГ» (Ставрополь, 2003 и 2004 г.г.); IV Международной научной конференции «Современные проблемы истории естествознания в области химии, химической технологии и нефтяного дела» (Уфа, 2004 г.); Х международной научно-технической конференции «Наукоемкие химические технологии» (Волгоград, 2004 г.); III международном симпозиуме «Нефтяные дисперсные системы» (Москва, 2004 г.); международных научно-практических конференциях «Нефтегазопереработка и нефтехимия» (Уфа, 2005, 2006 и 2010 г.г.); V межрегиональной научной конференции «Студенческая наука – экономике России» (Ставрополь, 2005 г.); 50-й научной конференции Астраханского государственного технического университета (Астрахань, 2006 г.); 7-й научно-технической конференции «Актуальные проблемы состояния и развития нефтегазового комплекса России» (Москва, 2007 г.); VII – XIII региональных научно-технических конференциях «Вузовская наука – Северо-Кавказскому региону» (Ставрополь, 2003–2009 г.г.); ХХVII – XXXVIII научно-технических конференциях Северо-Кавказского государственного технического университета (Ставрополь, 1997–2009 г.г.).
Публикации По результатам диссертации опубликовано 86 научных работ, в том числе 19 статей в журналах, входящих в Перечень ВАК, монография, тематический обзор, получено 8 патентов и авторских свидетельств.
Личный вклад автора В диссертационной работе обобщены и обсуждены результаты, полученные автором лично или в соавторстве под его руководством. При этом автор определял цель и задачи научного направления исследований, разрабатывал методы их решения, проводил описание и интерпретацию результатов, формулировал выводы. Диссертация обобщает результаты многолетних теоретических и прикладных исследований, автор является руководителем 4-х защищенных диссертационных работ на соискание ученой степени кандидата технических наук по специальности 05.17.07.
Объем и структура работы Диссертация изложена на 284 страницах, включает 112 таблиц, 75 иллюстраций и состоит из введения, 7 глав, выводов, списка использованных источников из 242 наименований и приложения.
содержание работы
Во введении обоснована актуальность выбранной темы диссертации, определены задачи исследования.
В первой главе подробно рассмотрены современное состояние сырьевой базы, перспективы увеличения добычи газовых конденсатов, технологические особенности и конструктивное оформление первичных и вторичных процессов переработки нефтегазоконденсатных смесей на малогабаритных установках. Показано, что при проектировании новых и модернизации действующих установок необходимо уточнять физико-химические свойства, формировать потоки сырья, обеспечивая в них оптимальное соотношение легких и тяжелых фракций, располагать методами, позволяющими в условиях действующего производства оптимизировать процесс переработки.
Рассмотрено современное состояние методов анализа и выражения фракционного состава. Показана недостаточная информативность существующих форм представления фракционного состава для целей проектирования и эксплуатации установок при колебаниях состава сырья. Выполнен анализ известных методов расчета параметров ректификации, показаны недостатки, не позволяющие использовать их для оперативного управления процессом при изменении состава сырья установок и номенклатуры целевых фракций.
Для обеспечения глубокой и комплексной переработки сырья в условиях малотоннажного производства рассмотрены отечественные и зарубежные процессы превращения легкого углеводородного сырья в высокооктановые компоненты автобензинов на цеолитсодержащих катализаторах. Обоснован выбор перспективных для процессов ароматизации и изомеризации цеолитов. Выявлены наиболее активные и селективные для процессов ароматизации и изомеризации углеводородов металлы-промоторы. Намечены направления комплексной переработки нефтегазоконденсатного сырья.
Анализ литературных данных позволил определить перспективные направления исследования и реализовать их в диссертационной работе.
Во второй главе описаны методы исследования, использованные при проведении лабораторных и промышленных экспериментов. Поставленные в диссертации задачи решались путем:
- определения физико-химических характеристик газовых конденсатов различного происхождения, фракционного и группового углеводородного состава, нефтей, вовлекаемых в переработку совместно с конденсатами, нефтегазоконденсатных смесей и получаемых при перегонке фракций – стандартными методами в соответствии с ГОСТ и отраслевыми методиками, а также с использованием лабораторной ректификационной установки;
- обследования и обобщения показателей работы действующих малогабаритных установок, в частности, их атмосферной ректификационной колонны;
- расчетных исследований математическими методами схем и режимов работы ректификационных колонн с целью обоснования оптимальных решений;
- разработки новых технологических приемов и схем первичной перегонки газовых конденсатов и нефтегазоконденсатных смесей.
Для оценки возможности получения качественных моторных топлив были подробно исследованы физико-химические характеристики газовых конденсатов валанжинской залежи Ямбургского и ачимовской залежи Уренгойского ГКМ (таблица 1), а также их узких фракций. Атмосферно-вакуумная разгонка конденсатов проведена на аппарате АРН–2 по ГОСТ 11011–85.
Конденсат валанжинской залежи Ямбургского ГКМ малосернистый, малопарафинистый, содержит 96,5% масс. фракций, выкипающих до 350°С, имеет технологический индекс IА2Н3Ф3. Из него могут быть получены:
- реактивное топливо ТС–1 (фракция 130–230°С, выход 25,6%);
- осветительный керосин КО–20 (фракция 140–250°С, выход 34,5%);
- малосернистое зимнее дизельное топливо марки З–0,2 минус 45 (фракция
140–300°С, выход 49,5%); - малосернистое зимнее дизельное топливо марки З–0,2 минус 35 (фракция
140–350°С, выход 55,7%); - малосернистое летнее дизельное топливо марки Л–0,2–40 (фракция 140–350°С, выход 65,3%);
- малосернистое котельное топливо М 40 или 100 из высококипящих фракций.
Прямогонная бензиновая фракция валанжинского конденсата н.к.–180°С (выход 48,6%) имеет октановое число 58,5 пункта.
Конденсат ачимовской залежи Уренгойского ГКМ малосернистый, парафинистый, содержит 79,5% масс. фракций, выкипающих до 350°С, имеет технологический индекс IА3Н1Ф3. Из него могут быть получены:
- реактивное топливо ТС–1 (фракция 130–230°С, выход 27,2%);
- осветительный керосин КО–20 или КО–25 (фракции 140–250 или 150–280°С, максимальный выход 31,8%);
Таблица 1 – Характеристики газовых конденсатов валанжинской залежи Ямбургского и ачимовской залежи Уренгойского ГКМ
| Показатели | Конденсат | ГОСТ или методика | |
| валанжинской залежи | ачимовской залежи | ||
| Содержание, % масс.: – газа до С4 включительно – воды до обезвоживания – хлористых солей, мг/л | отс. отс. отс. | 0,5 отс. отс. | 13379 2477 21543 |
| Давление насыщенных паров при 38°С, мм рт. ст. | 256 | 117 | 1756 |
| Фракционный состав, % об.: – до 100°С – до 200°С – до 300°С | 16 55 81 | 8 50 73 | 2177 |
| Плотность при 20°С, кг/м3 | 775 | 801,8 | 3900 |
| Средняя молекулярная масса | 125 | 126 | ВНИИНП |
| Кинематическая вязкость при 20°С, мм2/с | 1,36 | 2,3 | 33 |
| Температура застывания, °С (с обработкой) | –50 | –2 | 20287 |
| Кислотное число, мг КОН/ г | 0,01 | 0,02 | 5985 |
| Коксуемость, % масс. | 0,01 | 0,02 | 19932 |
| Содержание, % масс.: – асфальтенов – смол силикагелевых – парафина, tпл/°С – серы общей | отс. отс. 0,9/50 0,02 | отс. отс. 3,4/53 0,03 | 11858 11858 11851 1437 |
- малосернистое зимнее дизельное топливо марки З–0,2 минус 45 (фракция
130–300°С, выход 44,0%); - малосернистое зимнее дизельное топливо марки З–0,2 минус 35 (фракции
130–350 или 180–290°С, выходы соответственно 51,9 и 26,2%); - малосернистое летнее дизельное топливо марки Л–0,2–40 (фракция 130–380°С, выход 57,2%);
- малосернистое летнее дизельное топливо марки Л–0,2–61 (фракции 180–380 или 230–320°С, максимальный выход 42,4%);
- малосернистое котельное топливо М 40 или 100 из высококипящих фракций.
Прямогонная бензиновая фракция ачимовского конденсата н.к.–180°С (выход 41,9%) имеет октановое число 58 пунктов.
Приведены характеристики сырья (таблица 2) и катализаторов, использованных для разработки вторичных процессов ароматизации и деструктивной безводородной изомеризации, описаны методики проведения экспериментов, анализа продуктов, а также методы определения физико–химических характеристик катализаторов.
Таблица 2 – Характеристика бензиновых фракций астраханского газоконденсата
| Показатели | Бензиновые фракции | |||
| н.к.–62оС | н.к.–85оС | 85–180оС | ГОСТ или методика | |
| Плотность при 20оС, кг/м3 | 640 | 685 | 743 | 3900 |
| Фракционный состав, оС: – н.к. – 10% об. – 50% об. – 90% об. – к.к. | 33 37 44 63 76 | 46 56 63 71 87 | 84 97 123 160 181 | 2177 |
| Групповой углеводородный состав, % масс.: – н-парафиновые – изопарафиновые – нафтеновые – ароматические | 44,16 52,90 2,27 0,67 | 47,79 34,24 15,22 2,15 | 26,80 27,86 19,86 25,48 | хроматогра-фический анализ |
| Октановое число по моторному методу (ОЧММ) | 73 | 59 | 66 | НИИЯП БелГУ |
В качестве модельного сырья при выполнении работы использовался
н-гексан марки «хч» ТУ 2631–003–05807999–98. Газообразные продукты превращения анализировали на хроматографе ЛХМ–80 на насадочной колонке, заполненной фазой Полисорб–1. Содержание водорода в газе определяли на хроматографе «Агат» с насадочной колонкой, заполненной цеолитом СаА. Сырье и жидкие продукты анализировали на хроматографе «Цвет–800» на капиллярной колонке, заполненной метилсилоксаном.
Образцы катализаторов для исследований готовили на основе цеолитов со структурой ZSM–5 (цеолит ЦВМ производства ЗАО «Нижегородские сорбенты», отношение SiO2/Al2O3 = 42), BETA и морденита (производства фирмы ZEOLYST, США, отношение SiO2/Al2O3 = 75 и 10 соответственно), а также мезопористого молекулярного сита МСМ–41 (отношение SiO2/Al2O3 = 30), полученного в лаборатории кинетики и катализа химического факультета МГУ. В качестве связующего использовали влажный гидрогель гидроксида алюминия. Введение активного компонента – Ga или Pt проводили с использованием метода пропитки по влагоемкости. Активный компонент наносили так, чтобы его содержание в катализаторе составило 0,5% масс. в пересчете на металл (Ga или Pt).
В третьей главе представлены разработанные методы оптимизации определяющих параметров ректификации для секций атмосферной колонны, увеличения глубины отбора светлых фракций из остатка перегонки легкого нефтегазоконденсатного сырья, описан низкотемпературный способ переработки газового конденсата валанжинской залежи с температурой конца кипения ниже 360°С, защищенный патентом РФ № 2273655, и проведено его сопоставление с высокотемпературным способом ректификации.
Метод оптимизации основных параметров ректификации позволяет решать на практике задачу нахождения оптимальных флегмового числа и числа теоретических тарелок в секции атмосферной колонны с использованием температурной границы деления смеси t. Для расчета необходимо иметь кривые ИТК ректификата, флегмы и парового питания секции в мольных долях, а также показатели технологического режима: температуры tср, tF, Tср, ТF, давления Рср, РF; флегмовые числа Rср и RF. Так как для заданной четкости разделения какого-либо сырья область оптимальных решений представляет собой множество (рисунок 1), то задача выбора оптимальных параметров ректификации сводится к выбору точки на кривой оптимальности (опт).

Рисунок 1 – Область оптимальных значений параметров ректификации
Критерий оптимальности, или минимум приведенных затрат, предлагается выразить зависимостью затрат S от основных параметров фракционирования:
![]()
![]() .
.
Полученную функцию можно представить в виде суммы двух выражений, а именно приведенных затрат на организацию орошения и приведенных затрат на создание теоретических тарелок:
![]()
![]() .
.
Тогда приведенные затраты для любой ректификационной системы можно представить в виде зависимости:
![]()
![]() ,
,
где S – приведённые затраты на заданное разделение углеводородного сырья;
MR – удельные приведённые затраты на организацию единицы орошения;
R – рабочее флегмовое число;
MN – удельные приведённые затраты на создание теоретической тарелки;
N – число теоретических тарелок.
Для заданной степени разделения исходной смеси числа теоретических тарелок и флегмовые числа определены на интервалах:
![]()
![]() .
.
Значения удельных приведенных затрат для каждого конкретного производства есть величина постоянная, поэтому функция![]()
![]() для заданной степени разделения определена и непрерывна на всем интервале существования R и N. Полученную зависимость можно продифференцировать по какому-либо из приведенных аргументов, например, по флегмовому числу:
для заданной степени разделения определена и непрерывна на всем интервале существования R и N. Полученную зависимость можно продифференцировать по какому-либо из приведенных аргументов, например, по флегмовому числу:
![]()
![]() .
.
В полученном выражении величины MR и MN являются постоянными:
![]()
![]() .
.
Отношение ![]()
![]() определяет тангенс угла наклона кривой оптимальности (в оптимальных условиях фракционирования), то есть характеризует взаимосвязь между основными технологическими параметрами. Отношение
определяет тангенс угла наклона кривой оптимальности (в оптимальных условиях фракционирования), то есть характеризует взаимосвязь между основными технологическими параметрами. Отношение ![]()
![]() отражает зависимость экономических параметров от технологических.
отражает зависимость экономических параметров от технологических.
Критерием оптимальности является минимум приведенных затрат или
S(N,R)=min. Минимум функции находится, когда 
![]() :
:
![]()
![]() .
.
Последнее выражение связывает определяющие параметры ректификации с экономическими критериями. С использованием известного корреляционного уравнения Молоканова были получены зависимости, позволяющие определять оптимальные числа теоретических тарелок и оптимальные флегмовые числа:
– на стадии проектирования


где ![]()
![]() ,
,
![]()
![]() ,
,
![]()
![]() ,
,
![]()
![]() ,
,
![]() ,
,
K – коэффициент, отражающий отношение удельных приведенных затрат на создание одной единицы флегмового числа к удельным приведенным затратам на создание одной теоретической тарелки (определяется сопоставительным анализом работы технологических установок);
– при оптимизации технологического режима действующей установки:

 ,
,
где Nф – фактическое число тарелок в секции.
Разработанный метод позволяет обеспечить оптимальную технологию разделения сырья (в случае нового проектирования), либо оптимальный режим фракционирования действующей установки сведением двух рабочих параметров процесса фракционирования Rф и Nф к расчетным значениям Rопт и Nопт.
При переработке газовых конденсатов возникают трудности с извлечением тяжелых фракций из-за изначально низкого их содержания в сырье. Ввиду низких нагрузок на отгонную секцию атмосферной ректификационной колонны в составе остаточной фракции содержится более 60% светлых. Для «утяжеления» фракционного состава предлагается использовать конденсирующий агент – рециркулировать часть остатка в поток сырья. Такое решение способствует увеличению флегмового числа, соответственно, повышается к.п.д. контактных устройств и смещается фазовое равновесие в отгонной секции колонны. В результате тёмные фракции будут конденсироваться в остатке, а высвободившиеся светлые переходить в целевые продукты. На рисунках 2–4 приведены зависимости содержания светлых фракций в остатке, дополнительного выхода светлых и годового экономического эффекта от кратности циркуляции остатка перегонки в сырьевой поток колонны.

Рисунок 2 – Зависимость содержания светлых в остатке от кратности циркуляции

Рисунок 3 – Зависимость дополнительного выхода светлых от кратности циркуляции
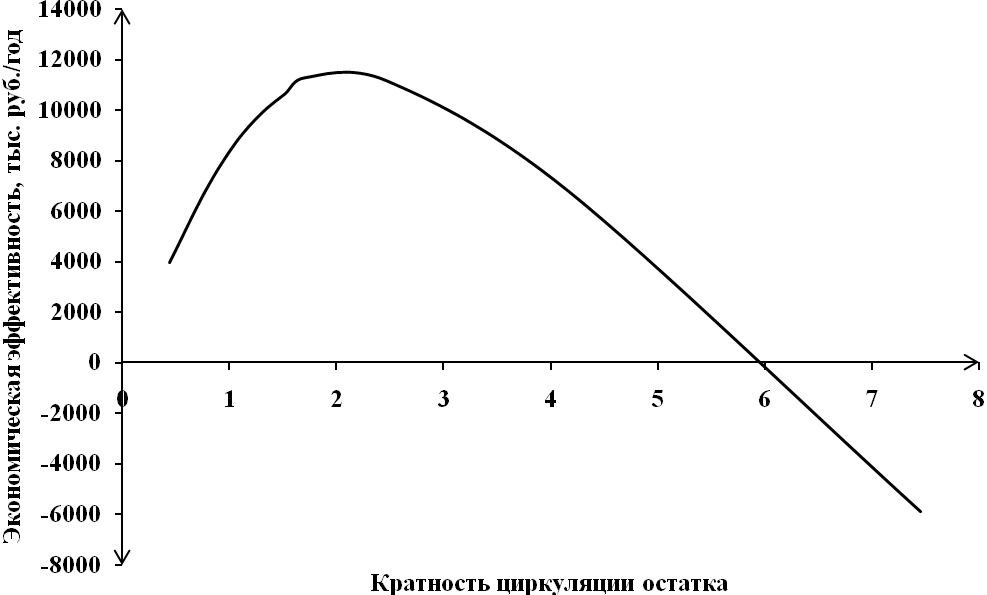
Рисунок 4 – Зависимость годового экономического эффекта от кратности циркуляции остатка
За кратность циркуляции принимали отношение количества циркулирующей остаточной фракции к балансовому количеству, отводимому с установки в качестве котельного топлива или его компонента. Для интенсификации процесса фракционирования легкого газового конденсата валанжинской залежи рекомендуется кратность циркуляции 23 (15–21% масс. на сырьё). В соответствии с расчетами количество светлых в остатке составит менее 40%, а глубина их отбора от потенциала увеличится до 96%. С учетом затрат на циркуляцию на установке производительностью 50 тыс. т в год можно получить годовой экономический эффект 9–11 млн. рублей.
Обоснован также низкотемпературный способ переработки легкого газового конденсата валанжинской залежи с температурой конца кипения ниже 360°С, защищенный патентом РФ № 2273655, и проведено его сопоставление с высокотемпературным способом ректификации.
Принципиальная технологическая схема установки УПГК–16/30, реализующей низкотемпературный способ, приведена на рисунке 5. Газовый конденсат нагревается в теплообменниках и пароподогревателе водяным паром до 140180°С и в парожидкостном виде поступает в эвапорационную секцию ректификационной колонны. С верха колонны выводится головной погон – пары бензиновой фракции, которые смешиваются с парами отгона отпарной колонны. Часть потока подают в качестве острого орошения, а избыток направляют на блок компаундирования с целью производства бензина марки Нормаль–80.
Боковым погоном в отпарную колонну выводится дизельная фракция. С низа отпарной колонны выводится фракция арктического дизельного топлива, а с верха – паровой отгон, который смешивается с парами основной бензиновой фракции из ректификационной колонны. Из куба атмосферной колонны выводится остаток – компонент дизельного или котельного топлива. Тепловой баланс ректификационной колонны регулируется горячей струёй: часть остатка нагревается в пароподогревателе водяным паром и возвращается в куб. При этом температура куба поддерживается на 20°С выше по сравнению с эвапорационной секцией ректификационной колонны.

Рисунок 5 – Принципиальная технологическая схема установки УПГК–16/30
I – сырье; II – основная бензиновая фракция; III – боковой погон; IV – отгон бокового погона;
V – бензиновая смесь; VI – острое орошение; VII – остаток; VIII – горячая струя; IX – дизельная фракция; X – углеводородный газ; XI – водяной пар
1 – ректификационная колонна; 2 – отпарная колонна; 3 – рефлюксная емкость;
4 – теплообменники; 5 – пароподогреватели; 6 – конденсаторы-холодильники; 7 – насосы
Использование для нагрева водяного пара обеспечивает высокую пожаробезопасность установки, а умеренный температурный режим улучшает экологичность за счет сокращения расхода топлива и выбросов в атмосферу.
Проведено сопоставление эффективности разделения легкой нефтегазоконденсатной смеси на установках УПГК–16/30 и УПКМ–50 низко- и высокотемпературным способами. Для сопоставительной оценки были рассчитаны материальные и тепловые балансы, флегмовые числа, гидродинамические характеристики колонн, показатели систем теплообмена установок при одинаковой производительности по сырью 50 тыс. т/год.
При низкотемпературном способе перегонки смеси в атмосферную колонну поступает с сырьем и горячей струей тепло в количестве 5,523 млн. кДж/час. При высокотемпературном способе перегонки количество тепла, поступающего в атмосферную колонну (с учётом регенерации его избытка потоком ПЦО) составляет 7,573 млн. кДж/час, что на 37% больше. Гидродинамические характеристики работы колонн показывают, что фракционирование сырья идет в оптимальных условиях. Паровая нагрузка в верхней части колонн составляет
84–91% от допустимой. В случае рекуперации на установке УПКМ тепла головного погона обе установки будут иметь достаточно высокий коэффициент регенерации тепла 66,2–67,6%, однако переработка легкого сырья на установке УПГК низкотемпературным способом обуславливает более низкий расход топлива, пожаробезопасность и экологичность.
В четвертой главе представлены разработанные методы формирования потоков нефтегазоконденсатного сырья.
Экспериментальное определение оптимального соотношения компонентов в нефтегазоконденсатной смеси трудоёмко и требует времени. В условиях производства нефть и конденсат чаще всего смешивают произвольно, ориентируясь на максимально допустимые нагрузки в атмосферной колонне. Основным критерием оптимальности этого сырья является потенциальное содержание целевых фракций и соответствие их характеристик требованиям ГОСТ на нефтепродукты. Для повышения выхода и качества целевых фракций необходимо рациональное смешение компонентов сырья на основе соответствия их свойств нормируемым эксплуатационным свойствам нефтепродуктов. Недостаточный запас эксплуатационных свойств целевых фракций в составе сырья приведёт к выработке некондиционной продукции, а их избыточный
запас – к потерям потенциала сырья и увеличению затрат.
Нефтегазоконденсатные смеси обычно перерабатывают по трём вариантам:
- с максимальным отбором керосиновых фракций для увеличения выработки реактивных топлив. Увеличение выхода керосиновых фракций достигается вовлечением в их состав хвостовых бензиновых фракций. При этом режиме отбираются фракции дизельного топлива летней марки, а остаток используется как котельное топливо;
- с максимальным отбором дизельных фракций для увеличения выработки низкозастывающих топлив зимней и арктической марок. При этом режиме материальные и тепловые потоки в атмосферной колонне перераспределяются с целью максимального вовлечения в дизельное топливо хвостовых бензиновых фракций. Остаток используется как котельное топливо;
- с максимальным отбором дизельных фракций для увеличения выработки топлива летней марки. Остаток используется как котельное топливо.
При переходе с одного варианта на другой изменяется ассортимент вырабатываемых нефтепродуктов и параметры процесса фракционирования, поэтому для каждого варианта требуется дополнительная оперативная оценка свойств сырья. Необходимо определить, сколько добавить в нефть газового конденсата, чтобы получить нефтегазоконденсатную смесь с характеристиками, соответствующими вырабатываемому ассортименту нефтепродуктов.
Для рационального смешения нефти и газового конденсата наиболее важно привести характеристики целевых фракций в соответствие с нормируемыми свойствами товарных нефтепродуктов. Эту задачу можно решить расчетным методом по таким характеристикам целевых фракций как плотность, вязкость и температура застывания, наиболее полно определяющим аддитивные, реологические и низкотемпературные свойства товарных продуктов.
Используя выбранные характеристики сырья и его целевых фракций, правомерно выразить оптимальный состав материальных потоков процесса фракционирования через качественный показатель Кп:
Кп=(1–А)/(В–1),
где А – отношение нормируемых эксплуатационных свойств нефтепродукта к
соответствующим характеристикам целевой фракции основного компонента нефтегазоконденсатной смеси:
![]() ,
,
В – отношение характеристик целевой фракции основного и
дополнительного компонентов смеси:
![]() ,
,
где см, о, д – нормируемая плотность нефтепродукта и плотности целевой фракции основного и дополнительного компонентов смеси, кг/м3;
см, о, д – нормируемая вязкость нефтепродукта и вязкости целевой фракции основного и дополнительного компонентов смеси, м2/с10-6;
Тзсм, Тзо, Тзд – нормируемая температура застывания нефтепродукта и температуры застывания целевой фракции основного и дополнительного компонентов смеси, К.
Достаточно определить количество обогащенного компонента смеси, необходимое для нормализации эксплуатационных свойств обеднённого компонента. Количество дополнительного компонента, интенсифицирующего процесс фракционирования, зависит от соотношения потенциальных долей xi,о/xi,д целевой фракции в основном и дополнительном компонентах смеси.
Совместное решение приведенных уравнений позволяет определить рациональное количество дополнительного компонента в смеси с основным, необходимое для повышения выхода и качества целевых фракций.
 ,
,
где Gсм – количество нефтегазоконденсатной смеси, кг/ч;
Gд – количество дополнительного компонента в смеси, кг/ч.
Дополнительный компонент смеси, интенсифицирующий процесс фракционирования, должен иметь определённый запас нормируемых эксплуатационных свойств по отношению к основному компоненту, обеднённому этими свойствами. При оптимальном смешении компонентов излишек потенциала эксплуатационных свойств дополнительного компонента нормализуется до минимальных требований ГОСТ за счёт обогащения до такого же уровня эксплуатационных свойств основного компонента смеси.
Состав нефтегазоконденсатной смеси, рассчитанный по приведенному уравнению на основе нормируемых эксплуатационных свойств нефтепродуктов и соответствующих характеристик целевых фракций компонентов, обеспечивает условия, при которых потенциал эксплуатационных свойств смесевого сырья соответствует потенциальному содержанию целевых фракций, что позволяет выбрать оптимальный режим фракционирования.
На метод формирования потоков нефтегазоконденсатных смесей получен патент РФ № 2273656. Предложенная зависимость может также использоваться для рационального формирования поступающих на переработку потоков газовых конденсатов с различными характеристиками. Актуально это, например, для газовых конденсатов валанжинской и ачимовской залежей, которые имеют существенные отличия в температуре застывания (–50°С и –2°С).
В настоящее время при определении потенциального содержания целевых фракций в смесевом сырье пользуются правилом аддитивности. Кривые ИТК компонентов смеси делятся на узкие отрезки (узкие фракции), которые затем суммируются в целевые продукты пропорционально долям компонентов в смеси. Такое прогнозирование зачастую дает большие погрешности в определении потенциала целевых фракций, что, как следствие, снижает глубину извлечения. Разработан новый подход к выражению фракционного состава сырья через интенсивности кипения узких фракций. Для изучения изменений фракционного состава, происходящих при смешении, в качестве исходных компонентов были приняты среднетрубная нефть марки Urals (Н) и газовый конденсат валанжинской залежи (ГК). Их фракционный состав по ГОСТ 11011–85 приведен на рисунке 6.

Рисунок 6 – Кривые разгонок нефти и газового конденсата на аппарате АРН–2
Как видно из рисунка 6, кривые ИТК дают недостаточно информации для анализа потенциального содержания узких целевых фракций в смесевом сырье. Введено понятие равномерно выкипающего сырья, под которым понимается углеводородная смесь, имеющая постоянную скорость выкипания бесконечно узких фракций. Кривая ИТК такого сырья является прямой линией, и изменение выхода узких фракций с изменением температуры носит постоянный характер. Для такой смеси справедливо условие:
 ,
,
где dG – бесконечно малое изменение выхода узкой фракции сырья за соответствующий бесконечно малый интервал температур кипения dt.
Реальное сырье не является равномерно выкипающим, на разных температурных интервалах узкие фракции выкипают с разной интенсивностью. При его перегонке зависимость выхода ректификата от температуры можно представить в виде функции G=f(t). Кривая ИТК на промежутке от н.к. до к.к. определена, и каждому значению t соответствует единственное значение G. Кроме того, функция G=f(t) непрерывна, значит, её можно продифференцировать по аргументу. Зависимость ![]() предлагается назвать интенсивностью кипения (ИК). Полученные для реальных видов сырья кривые предлагается назвать осцилляторами интенсивности кипения (от лат. oscillo – колебаться), ось абсцисс на графиках представляет собой ИК равномерно выкипающего сырья. Осцилляторы ИК нефти и газового конденсата представлены на рисунке 7.
предлагается назвать интенсивностью кипения (ИК). Полученные для реальных видов сырья кривые предлагается назвать осцилляторами интенсивности кипения (от лат. oscillo – колебаться), ось абсцисс на графиках представляет собой ИК равномерно выкипающего сырья. Осцилляторы ИК нефти и газового конденсата представлены на рисунке 7.

Рисунок 7 – Осцилляторы ИК нефти марки Urals и газового конденсата валанжинской залежи
Осцилляторы ИК более полно характеризуют поведение сырья в процессе испарения. Положительное значение интенсивности кипения на температурном интервале говорит об ускорении процесса кипения, отрицательное – о снижении темпов выкипания смеси. Такой подход дает возможность оценить относительное содержание узких фракций в сырье, а также определить температурные пределы наиболее энергетически выгодного разделения смеси ректификацией (области локальных минимумов осциллятора ИК). По форме осцилляторов ИК сырья можно обосновать целесообразность его перегонки по одноколонной или двухколонной схеме, а также необходимость применения интенсификаторов. Смесевое сырье рекомендуется перегонять по двухколонной схеме для повышения эффективности контактных устройств колонны и для увеличения четкости погоноразделения.
Представление фракционного состава с помощью осцилляторов ИК позволило разработать метод для определения оптимального состава смесевого сырья. При оптимизации перегонки смесевого сырья, компоненты которого сильно различаются между собой по фракционному составу, необходимо обеспечить такое их соотношение, при котором выход целевых фракций и глубина отбора светлых от потенциала были бы максимальными. Для графоаналитического метода определения оптимального соотношения компонентов смеси исходными данными являются кривые ИТК смешиваемых потоков. Необходимо рассчитать и построить осцилляторы ИК обоих видов сырья и их смесей с шагом 10% масс. Интенсификатором является тот компонент, который снижает интенсивность кипения целевой фракции (в рассматриваемом примере – суммы светлых н.к.–360оС), увеличивая выход от аддитивно рассчитанного. Компонент-интенсификатор определяем через отношение сумм площадей осцилляторов ИК выше и ниже линии равномерно выкипающего сырья:

 .
.
Величину ![]()
![]()
![]() назовем потенциалом интенсивности кипения. Потенциал ИК показывает характер поведения рассматриваемой фракции. Если он меньше 1, то в процессе перегонки эта фракция склонна к процессам конденсации, если больше – к процессам испарения. Для получения наибольшего выхода суммы светлых н.к.–360оС из смеси нефти марки Urals (
назовем потенциалом интенсивности кипения. Потенциал ИК показывает характер поведения рассматриваемой фракции. Если он меньше 1, то в процессе перегонки эта фракция склонна к процессам конденсации, если больше – к процессам испарения. Для получения наибольшего выхода суммы светлых н.к.–360оС из смеси нефти марки Urals (![]() =2,19) и газового конденсата (
=2,19) и газового конденсата (![]() =1,08) последний следует рассматривать как интенсификатор.
=1,08) последний следует рассматривать как интенсификатор.
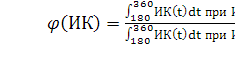
За линию аддитивности примем линейную интерполяцию полученных значений и построим зависимость (верхний график рисунка 8). Отклонение от аддитивности определяем как разность функций vИК и vад:
![]()

 ;
;


 ,
,
где vад – рассчитанная аддитивно средняя скорость выкипания фракций смеси; vИК(ГК) – рассчитанная по ИК средняя скорость выкипания фракций газового конденсата; vИК(Н) – рассчитанная по ИК средняя скорость выкипания фракций нефти; vИК – рассчитанная по ИК средняя скорость выкипания смесевого сырья; (ГК) и (Н) – массовые доля газового конденсата и нефти в смеси.
Нефти и газовые конденсаты представляют собой сложные молекулярные системы, отличающиеся устойчивостью. Признаком любой устойчивой системы является минимум потенциальных энергий внутри системы. Если взять углеводородную систему А, которая является интенсифицируемой (рисунок 8) и добавлять в неё систему Б (интенсификатор), то после смешения выход узких фракций будет расти от аддитивно рассчитанного до достижения некоторого критического значения концентраций АБ (интервал А+Б). Если в систему Б (деинтенсифицируемую) добавлять систему А (деинтенсификатор), то выход фракций будет уменьшаться от расчетного до некоторого значения БА (интервал Б+А). С практической точки зрения, при решении задачи определения оптимального состава смеси из нескольких компонентов необходимо найти точку АБ, то есть область максимально эффективного действия интенсификатора.
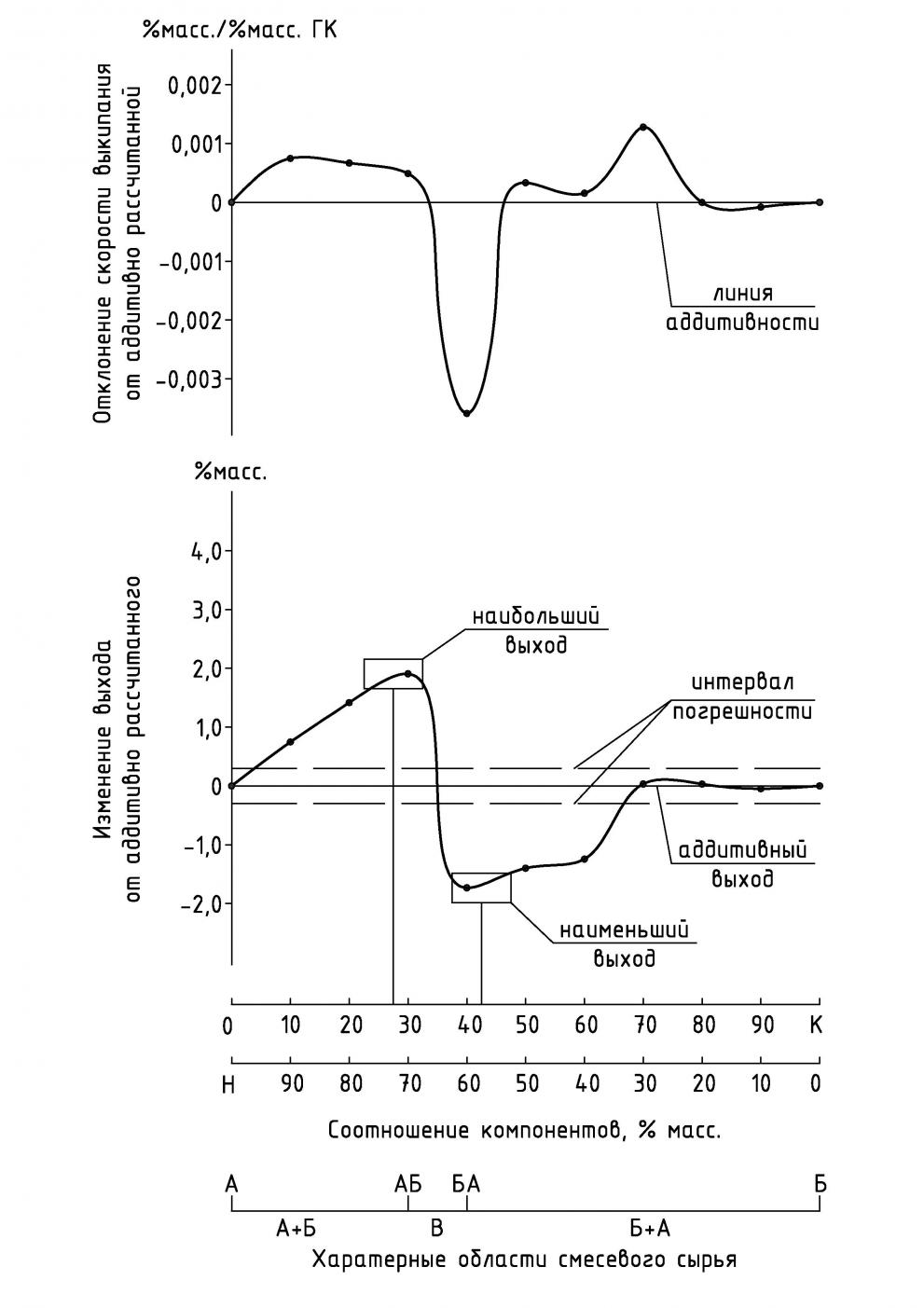
Рисунок 8 – Функции фактических отклонений от аддитивности
Нижний график на рисунке 8 показывает отклонение выхода целевой фракции от рассчитанного по правилу аддитивности. Отмечены области наибольшего и наименьшего выхода и интервалы погрешности расчета.
При переработке смеси нефти марки Urals и газового конденсата валанжинской залежи с целью отбора максимального количества светлых наиболее подходящим является соотношение компонентов 72%Н и 28%ГК. Результаты лабораторной перегонки с ректификацией смеси нефти марки Urals и газового конденсата валанжинской залежи в найденном соотношении, приведенные на рисунке 9, подтверждают увеличение выхода широкой целевой фракции выше аддитивного.

Рисунок 9 – Сопоставление рассчитанной по правилу аддитивности (1) и экспериментальной (2) кривых ИТК смесевого сырья
В пятой главе представлены параметрические уравнения, отражающие взаимосвязь между различными характеристиками газовых конденсатов и их узких фракций, разработаны метод выбора прямогонных бензиновых фракций для компаундирования и уравнения для расчета их октановых чисел.
При разработке технологии получения из газовых конденсатов компонентов моторных топлив и сырья для нефтехимии необходимо учитывать их природу, фракционный и химический состав, физико-химические свойства, содержание примесей. В связи с тем, что малогабаритные установки не всегда располагают хорошо оснащенными лабораториями, актуальна разработка достаточно точных расчетных методов оценки характеристик продуктов. Некоторые важные для целей проектирования и эксплуатации установок характеристики целевых фракций могут быть рассчитаны на основе легко определяемых физико-химических показателей сырья по имеющимся в литературе простым функциональным зависимостям. Для новых видов сырья, особенно при высокой вероятности переработки на малогабаритных установках, такие зависимости целесообразно выводить на этапе проведения экспериментальных исследований.
С точки зрения проектирования и эксплуатации установок наиболее важными характеристиками целевых фракций сырья являются температурные пределы выкипания tн.к.-к.к., относительная плотность ![]() , средние температура кипения tср и молекулярная масса Мср, кинематическая вязкость. В работе для получения функциональных зависимостей газовые конденсаты были разогнаны на аппарате АРН–2 по ГОСТ 11011–85 на узкие фракции, для которых определялись необходимые показатели. На основе полученных экспериментально данных для узких фракций газовых конденсатов разработаны параметрические уравнения, отражающие связь между
, средние температура кипения tср и молекулярная масса Мср, кинематическая вязкость. В работе для получения функциональных зависимостей газовые конденсаты были разогнаны на аппарате АРН–2 по ГОСТ 11011–85 на узкие фракции, для которых определялись необходимые показатели. На основе полученных экспериментально данных для узких фракций газовых конденсатов разработаны параметрические уравнения, отражающие связь между ![]() и ОЧММ, температурными пределами выкипания tн.к.-к.к. и ОЧММ, Мср и ОЧММ,
и ОЧММ, температурными пределами выкипания tн.к.-к.к. и ОЧММ, Мср и ОЧММ, ![]() и Мср, кинематической вязкостью и Мср,
и Мср, кинематической вязкостью и Мср, ![]() и температурой застывания дизельной фракции,
и температурой застывания дизельной фракции, ![]() и цетановым числом и т.п.
и цетановым числом и т.п.
Полученные уравнения имеют следующие достоинства: достаточно универсальны и могут применяться для расчета характеристик целевых фракций больших групп газовых конденсатов; позволяют проводить интерполяцию и экстраполяции результатов; позволяют по начальным значениям параметров рассчитывать текущие величины функций.
Разработан также метод выбора прямогонных бензиновых фракций (ПБФ) для компаундирования, на который получен патент РФ № 2273657. Расчет позволяет выбрать фракцию с оптимальной для компаундирования детонационной стойкостью и максимально возможным выходом от потенциала в сырье. Реализуется он следующим образом: из газового конденсата выделяют узкие бензиновые фракции с интервалами выкипания от температуры начала кипения до 85180оС и рассчитывают их детонационную стойкость на основе легко определяемых характеристик. Затем вычисляют детонационный фактор, характеризующий изменение выхода ПБФ в % масс. на один пункт ОЧММ:
![]()
где ДФ – детонационный фактор i-й фракции;
dG – изменение выхода ПБФ, % масс.;
d(ОЧ) – изменение ОЧММ бензиновых фракций в пунктах.
Определяют коэффициенты корреляции, характеризующие динамику изменения детонационного фактора бензиновых фракций:

где Кi – коэффициент корреляции i-й фракции;
1 – первая рассматриваемая бензиновая фракция (н.к.–85оС);
i – последующие бензиновые фракции (н.к.–100180 оС);
![]() – изменение выхода между i-й и первой ПБФ, % масс.;
– изменение выхода между i-й и первой ПБФ, % масс.;
![]() – изменение ОЧММ между i-й и первой ПБФ в пунктах.
– изменение ОЧММ между i-й и первой ПБФ в пунктах.
Выбирают целевую ПБФ для компаундирования и производства товарного автобензина с использованием формулы:
![]()
где Пi = ОЧi/Gi – удельное содержание ОЧММ на один % масс. выхода i-й ПБФ;
G1, G2, Gi – выход первой, второй, i-й ПБФ, % масс;
ОЧ1, ОЧ 2 – ОЧММ первой и второй ПБФ в пунктах.
Выполнен анализ имеющихся в литературе формул для расчета октановых чисел бензиновых фракций нефтей по легко определяемым характеристикам. Показано, что они дают очень высокую погрешность при определении детонационной стойкости ПБФ газовых конденсатов. Для определения ОЧММ рекомендуются уравнения:
– для ПБФ газового конденсата
 ;
;
– для ПБФ нефти (на примере самотлорской)
 ,
,
где ГОСТ – наклон кривой разгонки бензинов ![]() ;
;
– коэффициент испаряемости бензинов ![]() ;
;
t10%, t50%, t90% – температуры выкипания фракций, % об.
Погрешность расчетов по сравнению с данными, полученными моторным методом, незначительна и не превышает для бензиновых фракций газового конденсата валанжинской залежи 7% отн., для бензиновых фракций конденсата ачимовской залежи и самотлорской нефти 4% отн.
Для ПБФ конденсата ачимовской залежи рекомендуется также уравнение:
 ,
,
где, ![]() – относительная плотность фракции;
– относительная плотность фракции;
![]() – анилиновая точка, °С;
– анилиновая точка, °С;
– коэффициент испаряемости бензиновой фракции, равный
![]() ;
;
ГОСТ – наклон кривой разгонки бензина, равный ![]() ;
;
К = 0,50,55 – эмпирический коэффициент, зависящий от температуры выкипания прямогонной бензиновой фракции конденсата.
Уравнение справедливо при условии: ![]() > 2,5. Погрешность расчетов ОЧММ по сравнению с экспериментальным определением незначительна и составляет 1,0–2,7% отн.
> 2,5. Погрешность расчетов ОЧММ по сравнению с экспериментальным определением незначительна и составляет 1,0–2,7% отн.
В шестой главе представлены результаты исследований характеристик цеолитсодержащих катализаторов и их активности в превращении модельного сырья – н-гексана, а также бензиновых фракций и низкомолекулярных парафинов с целью подбора эффективных каталитических систем для получения высокооктановых компонентов автобензинов и сырья для нефтехимии.
К основным характеристикам цеолитных катализаторов, определяющим активность, селективность и стабильность работы, относятся пористая структура и кислотные свойства. Формирование пористой структуры и кислотных центров катализатора протекает в процессе его приготовления и зависит от таких факторов, как тип цеолита и связующего, наличие и способ введения дополнительного активного компонента, условия обработок (температура, длительность, используемые реагенты).
Катализаторы, приготовленные на основе цеолита и связующего оксида алюминия, являются бипористыми. Наличие микропор в катализаторе связано с собственной пористой структурой цеолитов. Диаметр микропор в цеолитах со структурой ZSM–5, BETA и морденита составляет 5,5; 7,1 и 6,8 соответственно. В целом пористая структура катализатора образована цеолитными микропорами, в которых происходят каталитические превращения, и мезопорами оксида алюминия, обеспечивающими транспорт исходных реагентов к активным центрам катализатора и отвод продуктов превращений из зоны реакции.
Пористую структуру катализаторов изучали с использованием изотерм низкотемпературной адсорбции–десорбции азота (рисунок 10). Анализ изотерм показывает, что все цеолиты характеризуются т.н. изотермой I типа, характерной для микропористых материалов. На изотерме оксида алюминия присутствует плавный подъем в области p/p0 > 0,6, соответствующий наличию мезопор с широким распределением 100–140.

Рисунок 10 – Изотермы низкотемпературной адсорбции–десорбции азота на исходных цеолитах, Аl2O3 и Ga–содержащих гранулированных катализаторах
На представленных графиках изотермы адсорбции–десорбции азота для катализаторов занимают промежуточное положение между изотермами для исходных цеолитов и для оксида алюминия. В такой же последовательности находятся величины площадей поверхности и объемов пор цеолитов, оксида алюминия и катализаторов, представленные в таблице 3.
Характер изотерм адсорбции–десорбции азота для катализаторов позволяет отнести их к комбинированным, присущим бипористым материалам. Из всех изученных образцов цеолиты ВЕТА и катализаторы, приготовленные на их основе, характеризуются наибольшими величинами объема пор. Катализаторы на основе цеолита ЦВМ имеют наименьшую величину объема микропор.
Кислотные свойства исходных цеолитов и катализаторов на их основе изучали с использованием метода термопрограммируемой десорбции (ТПД) аммиака (рисунок 11, таблица 3). Как следует из представленных спектров, при приготовлении катализатора не происходит изменения характера кислотности исходного цеолита, о чем свидетельствует сохраняющийся профиль кривых ТПД с двумя максимумами. В то же время, независимо от типа цеолита, концентрация кислотных центров в катализаторах всегда выше, чем в исходном цеолите.

Рисунок 11 – Спектры ТПД аммиака
При температуре до 250оС аммиак десорбируется со слабых кислотных центров, в интервале 250–450оС – с центров средней силы, при температурах более 450оС – с сильных кислотных центров. Соотношение центров разной силы в катализаторе во многом определяет направления его дальнейшего использования. Определение площадей под кривыми ТПД аммиака позволило оценить концентрацию кислотных центров разной силы в катализаторах (рисунок 12). Как следует из представленных диаграмм, катализаторы на основе деалюминированного морденита характеризуются наибольшей концентрацией сильных кислотных центров, составляющей для Ga– и Pt–содержащих систем 230 и 210 мкмоль/г. У катализаторов на основе пентасила наибольшая концентрация центров средней силы – 340 и 370 мкмоль/г катализатора.
Таблица 3 – Пористая структура и кислотные свойства катализаторов
| Образец | Характеристики пористой структуры | Кислотные свойства | ||
| удельная площадь поверхности, м2/г | объем пор, см3/г | концентрация кислотных центров a0, мкмоль /г | средняя энергия активации десорбции Еср, кДж/моль | |
| Al2O3 | 190 | 0,363 | 105 | 126 |
| PtAl2O3 | 200 | 0,348 | 240 | 146 |
| GaAl2O3 | 205 | 0,356 | 110 | 145 |
| ЦВМ (ZSM–5) | 390 | 0,237 | 310 | 150 |
| PtЦВМ+Al2O3 | 210 | 0,166 | 650 | 140 |
| GaЦВМ+Al2O3 | 280 | 0,216 | 720 | 140 |
| BETA | 560 | 0,670 | 380 | 127 |
| PtBETA+Al2O3 | 410 | 0,510 | 420 | 148 |
| GaBETA+Al2O3 | 420 | 0,560 | 460 | 140 |
| MOR | 450 | 0,232 | 540 | 150 |
| PtMOR+Al2O3 | 350 | 0,274 | 620 | 150 |
| GaMOR+Al2O3 | 370 | 0,290 | 660 | 147 |

слабые центры центры средней силы сильные центры
Рисунок 12 – Концентрации кислотных центров различной силы в катализаторах
Таким образом, катализаторы на основе деалюминированного морденита и пентасила при близких значениях общей концентрации кислотных центров
620–720 мкмоль/г характеризуются отличающимся соотношением центров разной силы, что определяет различия в каталитических свойствах.
Сохранение таких важных свойств катализатора, как развитая пористая структура, концентрация кислотных центров и соотношение кислотных центров различной силы обуславливает высокую эффективность и стабильность работы. Процесс регенерации катализатора является необходимым этапом в ходе его эксплуатации. Проведение регенерации в достаточно жестких условиях (повышенная температура, окислительная среда, локальные перегревы) может приводить к частичному разрушению пористой структуры и изменению кислотных свойств катализатора. Изменение физико-химических свойств в процессе эксплуатации Ga– и Pt–содержащих пентасилов и Ga–содержащего катализатора на основе цеолита ВЕТА показано в таблице 4.
Таблица 4 – Изменение пористой структуры и кислотных свойств катализаторов в
процессе эксплуатации
| Образец | Характеристики пористой структуры | Концентрация кислотных центров | ||||||
| площадь поверхности, м2/г | объем пор, см3/г | концентрация кислотных центров a 0, мкмоль /г | средняя энергия активации десорбции Еср, кДж/моль | |||||
| до | после | до | после | до | после | до | после | |
| PtЦВМ | 210 | 255 | 0,166 | 0,220 | 650 | 520 | 140 | 130 |
| GaЦВМ | 280 | 240 | 0,216 | 0,190 | 720 | 780 | 140 | 136 |
| GaBETA | 420 | 330 | 0,558 | 0,530 | 460 | 490 | 140 | 140 |
Сопоставление характеристик пористой структуры и кислотных свойств свежих образцов и катализаторов после многократной регенерации показывает, что для образца PtЦВМ характерно некоторое снижение показателей кислотности. На Ga–содержащих катализаторах наблюдаются незначительные изменения пористой структуры, но для них характерна т.н. «разработка», при которой в процессе эксплуатации формируются дополнительные кислотные центры (увеличивается величина а0).
Введение галлия в структуру цеолита ЦВМ повышает его способность к ароматизации. Детальное исследование процесса ароматизации гексана (влияние температуры, объемной скорости подачи сырья, продолжительности работы катализатора) проводилось на образце 0,5% GaЦВМ.
Таблица 5 – Результаты превращений н-гексана на катализаторе 0,5% GaЦВМ при различных температурах и объемной скорости подачи сырья 0,4 ч-1
| Показатели | Температура реакции, оС | ||||
| 250 | 300 | 350 | 400 | 450 | |
| Выход газа, % масс. | 7,8 | 14,4 | 22,1 | 28,4 | 32,2 |
| Выход жидких продуктов, % масс. | 22,8 | 28,6 | 65,2 | 67,4 | 66,2 |
| Выход кокса, % масс. | 0,1 | 0,2 | 0,3 | 0,3 | 0,5 |
При увеличении объемной скорости подачи сырья с 0,4 до 2,4 ч-1 конверсия сырья на катализаторе 0,5% GaЦВМ снижается за счет снижения времени контакта, но селективность в ароматизации сохраняется (таблица 6, рисунок 14).
В условиях продолжительной работы активность 0,5% GaЦВМ сохраняется, но выход ароматических углеводородов снижается (таблица 7, рисунок 15).

Рисунок 13 – Конверсия н-гексана (1), выход аренов (2) и селективность их образования (3) на 0,5% GaЦВМ при различных температурах
Таблица 6 – Результаты превращений н-гексана на катализаторе 0,5% GaЦВМ при различных объемных скоростях подачи сырья и температуре 450оС
| Показатели | Объемная скорость подачи сырья, ч -1 | |||
| 0,4 | 0,8 | 1,2 | 2,4 | |
| Выход газа, % масс. | 32,2 | 23,4 | 18, 9 | 17,0 |
| Выход жидких продуктов, % масс. | 66,2 | 51,1 | 42,1 | 34,5 |
| Выход кокса, % масс. | 0,5 | 0,4 | 0,2 | 0,1 |

Рисунок 14 – Конверсия н-гексана (1), выход аренов (2) и селективность их образования (3) на 0,5% GaЦВМ при разных объемных скоростях подачи сырья
Таблица 7 – Исследование продолжительности безрегенерационной работы катализатора 0,5% GaЦВМ
| Показатели | Продолжительность работы, ч | ||
| 12 | 24 | 36 | |
| Выход газа, % масс. | 52,8 | 63,9 | 71,2 |
| Выход катализата, % масс. | 43,5 | 33,3 | 26,1 |
| Выход кокса, % масс. | 0,4 | 0,2 | 0,1 |

Рисунок 15 – Конверсия н-гексана, выход аренов и селективность их образования
на 0,5% GaЦВМ в условиях 36-часовой безрегенерационной работы
Возможность получения высокооктанового компонента автобензинов, обогащенного аренами, в присутствии катализатора 0,5% GaЦВМ изучали на фракции н.к.–85оС астраханского газоконденсата (таблица 8, рисунок 16).
Таблица 8 – Результаты превращений узкой бензиновой фракции н.к.–85оС на катализаторе 0,5% GaЦВМ при объемной скорости подачи сырья 0,4 ч-1
| Показатели | Сырье | Температура реакции, оС | ||
| 300 | 350 | 400 | ||
| Выход газа, % масс. | – | 12,0 | 14,0 | 23,2 |
| Выход катализата, % масс. | – | 87,5 | 85,4 | 76,0 |
| Выход кокса, % масс. | – | 0,5 | 0,6 | 0,8 |
| ОЧММ | 59 | 66 | 73 | 81 |

Рисунок 16 – Содержание углеводородов различных классов в жидких продуктах
1 – сырье; 2 – при 300оС; 3 – при 350оС; 4 – при 400оС
Жидкий катализат имеет октановое число на 14–22 пункта выше, чем исходная фракция, что позволяет рекомендовать катализатор 0,5% GaЦВМ к применению в процессе ароматизации легкой бензиновой фракции н.к.–85оС.
Введение Pt в структуру катализатора приводит к существенному повышению изомеризующей способности. Независимо от типа цеолита максимальный выход изопарафинов наблюдается в температурном интервале 250–300оС. Подъем температуры приводит к одновременному повышению вклада реакций крекинга и коксообразования.
Наименьшей активностью в процессе деструктивной изомеризации обладает катализатор 0,5% PtЦВМ. Микропористая структура пентасила ограничивает образование и диффузию молекул разветвленного строения. Катализаторы на основе широкопористых цеолитов BETA и деалюминированного морденита проявляют гораздо более высокую активность, что, по-видимому, объясняется высокой концентрацией на их поверхности сильных кислотных центров, способных активировать некоторые стадии процесса при умеренных температурах. Наилучший результат в деструктивной изомеризации показал катализатор 0,5% PtMOR (таблица 9, рисунок 17), в присутствии которого выход изопарафинов из н-гексана при 300оС составил 52% масс.
Таблица 9 – Результаты превращений н-гексана на катализаторе 0,5% PtMOR при различных температурах и объемной скорости подачи сырья 0,4 ч-1
| Показатели | Температура реакции, оС | ||||
| 250 | 300 | 350 | 400 | 450 | |
| Выход газа, % масс. | 7,5 | 15,5 | 20,1 | 22,0 | 22,9 |
| Выход катализата, % масс. | 40,8 | 60,3 | 61,9 | 34,4 | 20,7 |
| Выход кокса, % масс. | 0,4 | 0,4 | 0,5 | 0,6 | 0,7 |

Рисунок 17 – Конверсия н-гексана (1), выход изопарафинов (2) и селективность их образования (3) и на 0,5% PtMOR при различных температурах
Увеличение объемной скорости подачи сырья снижает общую активность катализатора. Образец 0,5% PtMOR также был исследован в условиях многочасовой безрегенерационной работы (таблица 10, рисунок 18).
Таблица 10 – Исследование продолжительности безрегенерационной работы катализатора 0,5% PtMOR
| Показатели | Продолжительность работы, ч | ||
| 12 | 24 | 36 | |
| Выход газа, % масс. | 26,4 | 13,9 | 5,1 |
| Выход катализата, % масс. | 42,9 | 11,7 | 4,9 |
| Выход кокса, % масс. | 0,6 | 0,2 | 0,1 |

Рисунок 18 – Конверсия н-гексана (1), выход изопарафинов (2) и селективность их образования (3) на 0,5% PtMOR при 36-часовой безрегенерационной работе
Широкий набор изомеров в составе продуктов безводородной изомеризации н–гексана показывает, что в основе механизма лежат деструктивные процессы. Сформировавшиеся на L–центрах карбений–ионы подвергаются крекингу на
В–центрах в соответствии с правилом –распада. В зависимости от того, по какому атому углерода осуществляется протонирование, распад цепи может идти с образованием С3Н6 и С3H7+ или С4H8 и C2H5+ Полученные карбений–ионы могут взаимодействовать с недесорбированными гидрид-ионами L–центров и образовывать парафины С2–С3. Различные комбинации взаимодействий карбений-ионов с олефинами приводят к образованию фрагментов С4+. Такие фрагменты изомеризуются за счет внутримолекулярных перегруппировок, насыщаются водородом и образуют соответствующие изопарафины.
Возможность получения высокооктанового компонента автобензинов, обогащенного изопарафинами, из бензиновой фракции н.к.–85оС астраханского газоконденсата изучали в присутствии катализатора 0,5% PtMOR в безводородной среде в интервале температур 250–350оС (таблица 11, рисунок 19).
Таблица 11 – Результаты превращений узкой бензиновой фракции н.к.–85оС на катализаторе 0,5% PtMOR при объемной скорости подачи сырья 0,4 ч-1
| Показатели | Сырье | Температура реакции, оС | ||
| 250 | 300 | 350 | ||
| Выход газа, % масс. | – | 2,0 | 4,1 | 16,2 |
| Выход катализата, % масс. | – | 97,6 | 95,4 | 83,1 |
| Выход кокса, % масс. | – | 0,5 | 0,6 | 0,7 |
| ОЧММ | 59 | 73 | 83 | 77 |

Рисунок 19 – Содержание углеводородов различных классов в изомеризате
1 – сырье; 2 – при 250оС; 3 – при 300оС; 4 – при 350оС
Анализ жидкого катализата показал, что переработка фракции н.к.–85оС при 300оС в присутствии платинусодержащего деалюминированного морденита позволяет получить высокооктановый компонент автобензина с октановым числом на 18–24 пункта выше, чем у исходной бензиновой фракции. Содержание ароматических углеводородов в нем составляет всего 1,7% масс., что согласуется с современными экологическими требованиями.
В промышленность могут быть внедрены блоки безводородного каталитического риформинга бензиновых фракций на цеолитсодержащих катализаторах в смеси с дегидрирующими компонентами, а также процессы получения ароматического концентрата из углеводородного газа. Процесс безводородного риформинга при атмосферном давлении изучали на установке проточного типа с неподвижным слоем смеси зерненных катализаторов. В качестве сырья использовали низкооктановую прямогонную бензиновую фракцию 85–180оС с ОЧММ 47,4. В качестве катализаторов применяли механические смеси цеолитсодержащего катализатора (ЦСК) и промышленного алюмокобальтмолибденового катализатора гидроочистки (Al–Co–Mo–O). Влияние состава механической смеси катализаторов на степень превращения фракции 85–180оС, выход риформата и его октановое число при 440оС и объемной скорости подачи сырья 1 ч–1 представлено в таблице 12.
Таблица 12 – Результаты безводородного каталитического риформинга фракции 85–180оС на механической смеси катализаторов различного состава
| Компонент | Состав механической смеси катализаторов, % об. | ||||||||||
| ЦСК | 0 | 10 | 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 |
| Al–Co–Mo–O | 100 | 90 | 80 | 70 | 60 | 50 | 40 | 30 | 20 | 10 | 0 |
| Выход и свойства риформата, % масс. | |||||||||||
| Выход риформата | 96,5 | 76,9 | 71,9 | 66,4 | 63,4 | 61,6 | 61,2 | 59,8 | 59,1 | 58,5 | 58,4 |
| Выход газа | 1,1 | 19,6 | 24,6 | 30,3 | 33,3 | 35,3 | 35,9 | 38,0 | 38,6 | 39,0 | 39,4 |
| Выход кокса | 3,1 | 2,6 | 2,2 | 1,9 | 1,6 | 1,4 | 1,0 | 0,89 | 0,65 | 0,5 | 0,4 |
| Выход аренов | 21,6 | 33,8 | 41,3 | 50,0 | 56,1 | 58,8 | 61,7 | 66,6 | 67,6 | 67,4 | 67,7 |
| ОЧММ | 61,8 | 72,8 | 76,6 | 80,8 | 81,5 | 81,8 | 82,6 | 85,2 | 85,2 | 85,4 | 85,5 |
На катализаторе Al–Co–Mo–O выход риформата составил 96,5% масс., а его ОЧММ всего 61,8 пункта. С увеличением доли ЦСК в смеси выход жидкого катализата снижается, но повышается его ОЧММ. Для получения риформата с ОЧММ 82,6 можно использовать смесь, содержащую 60% об. цеолитсодержащего и 40% об. алюмокобальтмолибденового катализаторов. На такой смеси также образуется углеводородный газ состава, % масс.: Н2 – 2,9, СН4 – 4,9, С2Н6 – 10,2, С2Н4 – 4,7, С3Н8 – 38,4, С3Н6 – 23,5, С4Н10 – 9,7 и С4Н8 – 5,6. Этот углеводородный газ в свою очередь можно перерабатывать в концентрат аренов – сырье для нефтехимии и высокооктановый компонент автобензинов.
Возможность переработки углеводородного газа, получаемого в различных процессах малотоннажного производства, в концентрат аренов изучена на примере пропана. В таблице 13 приведены результаты его превращения в интервале температур 400600°С при объемной скорости подачи сырья 240 ч-1 в присутствии катализаторов НЦВМ, а также 0,5% GaЦВМ и 0,5% ZnЦВМ, модифицированных по оригинальной методике.
Таблица 13 – Результаты превращений пропана при объемной скорости подачи сырья 120 ч-1
| Показатель | Модификатор | Температура опыта, °С | ||||
| 400 | 450 | 500 | 550 | 600 | ||
| Конверсия пропана, % масс. | – Ga Zn | 9,3 15,0 7,2 | 19,9 45,8 16,6 | 54,4 84,9 50,2 | 79,5 98,7 76,3 | 98,4 99,8 97,3 |
| Селективность образования аренов, % масс. | – Ga Zn | 5,0 27,6 1,2 | 13,8 48,3 19,7 | 22,4 52,0 37,4 | 25,7 51,1 40,6 | 30,9 50,2 43,2 |
Во всем исследованном интервале галлийсодержащий катализатор показал значительно большую активность, чем два других образца. Он же проявил и наибольшую селективность в образовании ароматических углеводородов. Одинаковый выход ароматических углеводородов из пропана достигался в его присутствии при температуре примерно на 50°С ниже, чем на 0,5% ZnЦВМ.
Таким образом, при температурах 550–600оС из углеводородного газа С1–С4 в присутствии катализатора 0,5% GaЦВМ в безводородной среде с высокой эффективностью может быть получен концентрат аренов, преимущественное направление использования которого при избытке ароматических углеводородов в составе бензинов – сырье для нефтехимии.
В связи с тем, что цеолитсодержащие катализаторы, работающие в условиях безводородной среды, подвергаются закоксовыванию и довольно быстро теряют активность, их необходимо подвергать окислительной регенерации. Блоки ароматизации и деструктивной изомеризации малогабаритных установок с неподвижным слоем катализатора должны иметь 2–3 реактора, работающих по циклическому графику. При использовании шариковых катализаторов с достаточной механической прочностью можно реализовать схемы с движущимся слоем катализатора и его непрерывной регенерацией порциями.
Блоки первичной перегонки нефтегазоконденсатного сырья, вторичной перегонки широкой бензиновой фракции, ароматизации и деструктивной безводородной изомеризации могут быть в разных сочетаниях объединены в единую схему, что позволит организовать комплексную и практически безотходную переработку в условиях малотоннажного производства (рисунок 19).

Рисунок 19 – Блок-схема мини-НПЗ для глубокой переработки нефтегазоконденсатного сырья
Выявлены кинетические зависимости ароматизации и деструктивной безводородной изомеризации, которые могут быть использованы для создания математических моделей процессов и выработки креативного подхода к синтезу технологических схем и проектированию малотоннажных НПЗ, обеспечивающих глубокую переработку сырья.
В седьмой главе, посвященной практической реализации разработанных способов, приведены проектные решения по оптимизации технологического режима действующей установки УПКМ–50, переработке газового конденсата низкотемпературным способом на установке УПГК–10/15, модернизации типовых установок БДУ–2К и НПУ–100 с двукратным увеличением производительности и улучшением качества дистиллятов.
Оптимальный расчёт процесса ректификации в проектных разработках выполняется на основе анализа приведённых затрат. На практике по различным причинам установки работают на режиме, значительно отличающемся от проектного. Это ухудшает конечные результаты, поэтому оптимизация технологического режима в рабочих условиях производства является очень актуальной. Разработан способ оптимизации технологии фракционирования газового конденсата по одноколонной схеме, на который получен патент
РФ № 2300550, позволяющий перераспределить материальные и тепловые потоки целевых фракций и ПЦО и, в конечном итоге, привести рабочий режим ректификации к оптимальному. Способ оптимизации фракционирования газового конденсата исследован и подтвержден на примере работы установки УПКМ–50.
Среди малогабаритных установок, реализующих высокотемпературный способ, наибольшее распространение получили установки БДУ–2К, которые по этой причине можно считать типовыми. Работают они по двухколонной схеме, отбензинивающая и основная ректификационные колонны имеют по восемь тарелок в укрепляющей части и снабжены дефлегматорами. Качество целевых дистиллятов, получаемых на установках БДУ–2К, как правило, не соответствует требованиям ГОСТ и паспортным характеристикам. Кроме того, установки характеризуются низкой пожаробезопасностью и экологичностью.
Для установки БДУ–2К предложена усовершенствованная технологическая схема (рисунок 20), позволяющая вдвое повысить производительность и увеличить отбор целевых фракций от их потенциала в сырье – газовом конденсате ачимовской залежи Уренгойского ГКМ. Схема предусматривает установку дополнительных атмосферной К–2 и отпарной К–3 ректификационных колонн и использование имеющихся на установке колонн К–1,1а для предварительного отбензинивания сырья.
Отбор лёгких фракций дизельного топлива в отпарной колонне позволяет:
- исключить возврат паров лёгких фракций дизельного топлива из отпарной колонны К–3 в атмосферную колонну К–2, следовательно, увеличить производительность установки;
- снизить давление в атмосферной колонне К–2, следовательно, повысить чёткость погоноразделения целевых фракций;
- использовать конденсат паров лёгких фракций дизельного топлива в качестве компонента зимнего или арктического дизельного топлива.
Приведены также решения по модернизации типовой установки НПУ–100. Предложена усовершенствованная схема установки (рисунок 21), позволяющая вдвое повысить производительность и увеличить отбор целевых фракций от их потенциала в сырье – смеси нефти и газового конденсата ачимовской залежи.
Рассчитаны материальные и тепловые балансы отбензинивающей и атмосферной колонн, их гидродинамические характеристики, а также система регенерации тепла горячих потоков целевых фракций и ПЦО и системы конденсации и охлаждения головных погонов колонн. В проекте реконструкции установки НПУ–100 режим работы отбензинивающей колонны принят с минимальной кратностью орошения и максимальным до 15% на сырьё отбором газобензиновой смеси с концом кипения не более 180°С. Выполненный технико-экономический анализ проекта модернизации показал его высокую эффективность.
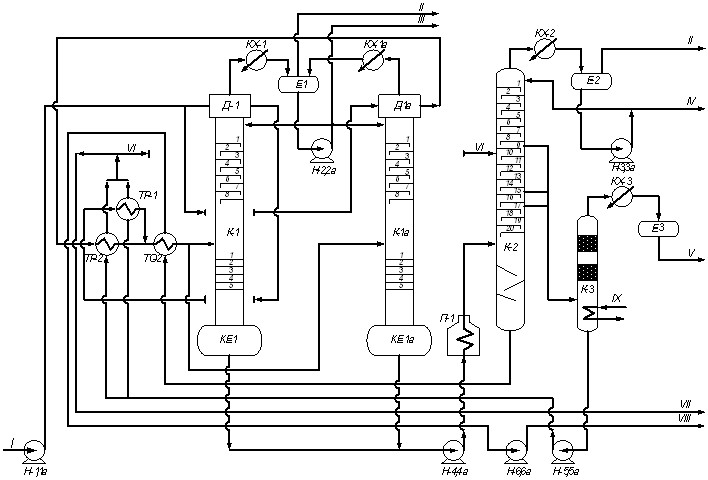
Рисунок 20 – Принципиальная технологическая схема модернизированной установки БДУ–2К
К–1,1а – отбензинивающие колонны; К–2 – атмосферная колонна; К–3 – отпарная колонна; Д–1,1а – дефлегматоры;
КЕ–1,1а – емкости колонн; П–1 – трубчатая печь; ТР–1, ТР–2, ТО–2 – теплообменники; Н–1,1а – Н–6, 6а – насосы;
КХ–1, КХ–2; КХ–3 – конденсаторы-холодильники; Е–1, Е–2, Е–3 – рефлюксные емкости
I – стабильный газовый конденсат; II – газ в топливную сеть; III – бензиновая фракция из К–1 и К–1а на компаундирование;
IV – бензиновая фракция из К–2 на компаундирование; V– компонент дизельного топлива марки «З» или «А»; VI – ПЦО в К–2;
VII – дизельное топливо; VIII – мазут; IX – водяной пар

Рисунок 21 – Принципиальная технологическая схема модернизированной установки НПУ–200
1 – теплообменники; 2 – отбензинивающая колонна; 3 – воздушные конденсаторы-холодильники; 4 – рефлюксные емкости;
5 – трубчатая печь; 6 – атмосферная колонна; 7 – отпарная колонна; 8 – концевые холодильники
I – нефть; II – газовый конденсат; III – нефтегазоконденсатная смесь; IV – полуотбензиненное сырье; V – легкая бензиновая фракция;
VI – головной погон атмосферной колонны; VII – паровой отгон отпарной колонны; VIII – тяжелая бензиновая фракция; IX – смесь
легкого и тяжелого бензина; X – дизельное топливо; XI – мазут; XII – углеводородные газы; XIII – ПЦО атмосферной колонны
ОБЩИЕ ВЫВОДЫ
- Разработаны научные основы перспективного направления в технологии переработки нефти и газового конденсата, обеспечивающие оптимизацию технологических режимов и создание рациональных схем переработки смесевого сырья в условиях малотоннажного производства.
- Разработан новый подход к представлению фракционного состава углеводородных смесей с помощью осцилляторов интенсивности кипения. Совокупность кривой ИТК и осциллятора ИК сырья позволяет точнее прогнозировать выход фракций при перегонке и изменение потенциального содержания целевых фракций при подготовке смесевого сырья.
- Предложен алгоритм расчета определяющих параметров ректификации – флегмовых чисел и чисел теоретических тарелок – с использованием экономических критериев, позволяющий обосновать оптимальный режим перегонки как на стадии проектирования нового процесса, так и для действующей установки.
- Разработан метод расчета оптимального состава нефтегазоконденсатного сырья, позволяющий создавать условия для формирования максимального потенциала целевой фракции в смеси. Расчетный экономический эффект при переработке 50 тыс. т в год оптимально сформированной смеси нефти марки Urals и газового конденсата валанжинской залежи составляет 5,43 млн. рублей.
- Разработан метод выбора прямогонных бензиновых фракций с оптимальной для процесса компаундирования детонационной стойкостью и максимально возможным выходом от потенциала в сырье. Предложены новые уравнения, позволяющие с погрешностью не выше 7% отн. расчетным путем определять октановые числа бензиновых фракций с учетом их газоконденсатного или нефтяного происхождения.
- Предложен и обоснован метод фракционирования легкого газоконденсатного сырья с использованием конденсирующего агента. Рециркуляция части остатка от перегонки в поток сырья способствует увеличению флегмового числа и повышению к.п.д. контактных устройств в отгонной секции колонны. При перегонке газового конденсата валанжинской залежи глубина отбора светлых от потенциала увеличивается с 90,4 до 96%, а их содержание в остатке снижается с 81,5 до 40%. На установке производительностью 50 тыс. т в год при кратности циркуляции остатка 23 можно получить годовой экономический эффект 9–11 млн. рублей.
- Обоснован для малогабаритных установок низкотемпературный способ перегонки легкого нефтегазоконденсатного сырья с температурой конца кипения ниже 360°С. Проведено его сопоставление с высокотемпературным способом и показаны преимущества: экономия высокопотенциального печного топлива, пожаробезопасность и экологичность.
- Предложены и реализованы в проектах усовершенствованные технологические схемы типовых малогабаритных установок БДУ–2К и НПУ–100, позволяющие вдвое повысить производительность и увеличить глубину отбора целевых фракций от потенциала. Годовой экономический эффект от увеличения производительности установок по сырью и глубины отбора дизельной фракции составляет 34,4 млн. рублей.
- Выявлены особенности пористой структуры и кислотных свойств цеолитов ЦВМ, деалюминированного морденита и BETA, выработаны рекомендации для целенаправленного синтеза катализаторов для процессов получения высокооктановых компонентов автобензинов, обогащенных изопарафинами и аренами, в условиях малотоннажного производства.
- Разработаны научные основы процесса безводородной деструктивной изомеризации парафинистого сырья на катализаторе 0,5% PtMOR. Октановое число при переработке бензиновой фракции астраханского газоконденсата
н.к.–85оС удается повысить на 18–24 пункта. - Предложены схемы комплексной переработки нефтегазоконденсатного сырья на малогабаритных установках. Получение товарной продукции обеспечивается сочетанием процессов атмосферной перегонки, ароматизации и деструктивной изомеризации, не требующих водородной среды.
Выражаю глубокую признательность за ценные советы и творческое участие в работе научному консультанту, д.х.н., профессору Колесникову И.М., профессору Переверзеву А.Н., к.т.н. Пикалову Г.П., к.х.н. Князевой Е.Е., к.х.н. Проскурнину А.Л., к.т.н. Савенковой И.В., Пикалову И.С.
Основное содержание работы изложено в следующих публикациях:
Статьи в рекомендованных ВАК журналах, патенты, монографии, международные конференции
1. Проскурнин А.Л., Овчаров С.Н., Дорогочинский А.З., Каратун О.Н. Превращения пропилена на галлийсодержащих пентасилах // Нефтехимия. – 1992. – № 6. – С. 533–536.
2. Каратун О.Н., Проскурнин А.Л., Овчаров С.Н. Оптимизация условий получения ароматических углеводородов С6–С8 из пропана на галлийсодержащих пентасилах // Известия вузов, серия «Химия и химическая технология». – 1998. – Т. 41. –
Вып. 6. – С. 93–96.
3. Каратун О.Н., Проскурнин А.Л., Овчаров С.Н. Оптимизация условий получения ароматических углеводородов С6–С8 из пропана и пропилена // Нефтепереработка и нефтехимия. – 1999. – Вып. 6. – С. 26–30.
4. Каратун О.Н., Проскурнин А.Л., Овчаров С.Н. Оптимизация условий получения ароматических углеводородов из низкомолекулярного сырья // Химия и технология топлив и масел. – 2001. – № 4. – С. 35–37.
5. Овчаров С.Н., Пикалов Г.П., Пикалов С.Г. Оптимизация состава нефтегазоконденсатных смесей для первичной переработки // Химия и технология топлив и масел. – 2005. – № 1. – С. 37–39.
6. Овчаров С.Н., Переверзев А.Н. Овчарова А.С. Депарафинизация дизельных фракций нефти с целью получения низкозастывающих дизельных топлив // Вестник Северо-Кавказского государственного технического университета. – 2005. – № 3. – С. 65–68.
7. Овчаров С.Н., Пикалов С.Г., Пикалов Г.П., Пикалов И.С., Овчарова А.С. Расчетные методы определения детонационной стойкости прямогонных бензиновых фракций газового конденсата ачимовской залежи // Вестник Северо-Кавказского государственного технического университета. – 2005. – № 3. –
С. 68–71.
8. Овчаров С.Н., Савенкова И.В. Каталитическая активность галлийсодержащих цеолитов в превращении н-гексана в ароматические и изопарафиновые углеводороды // Экологические системы и приборы. – 2005. – № 9. – С. 67–68.
9. Овчаров С.Н., Савенкова И.В. Исследование превращений н-гексана в высокооктановые компоненты автомобильных бензинов // Вестник Астраханского государственного технического университета. – 2005. – № 4. – С. 197–200.
10. Овчаров С.Н., Савенкова И.В. Платиносодержащие катализаторы облагораживания легких бензиновых фракций // Вестник Астраханского государственного технического университета. – 2005. – № 6. – С. 94–97.
11. Овчаров С.Н., Колесников С.И., Колесников И.М., Ануфриев А.А. Определение потенциального содержания светлых фракций в нефти // Химия и технология топлив и масел. – 2006. – № 4. – С. 53–54.
12. Овчаров С.Н., Колесников И.М. Закономерности крекинга смеси мазута с керосино-газойлевой фракцией на цеолиталюмосиликатном катализаторе // Нефтепереработка и нефтехимия. – 2006. – № 10. – С. 15–18.
13. Али Бусенна, Колесников И.М., Овчаров С.Н., Колесников С.И. Закономерности крекинга смесей керосино-газойлевой фракции и мазута // Химия и технология топлив и масел. – 2007. – № 2. – С. 29–31.
14. Али Бусенна, Колесников И.М., Овчаров С.Н., Колесников С.И., Зубер В.И. Математическое моделирование процесса платформинга // Химия и технология топлив и масел. – 2007. – № 3. – С. 33–35.
15. Овчаров С.Н., Колесников И.М., Виноградов В.М., Любименко В.А. Креативный подход к подбору комплекса малогабаритных установок // Технологии нефти и газа. – 2007. – № 3. – С. 48–52.
16. Овчаров С.Н., Пикалов И.С., Журбин А.В., Овчарова А.С. Расчетные методы оценки детонационной стойкости прямогонных бензиновых фракций // Технологии нефти и газа. – 2007. – № 5. – С. 75–80.
17. Овчаров С.Н., Журбин А.В., Пикалов И.С., Пикалов Г.П. Сопоставительная оценка переработки нефтегазоконденсатных смесей низко- и высокотемпературным способом // Технологии нефти и газа. – 2007. – № 6. –
С. 21–25.
18. Пикалов И.С., Овчаров С.Н., Алференко С.В. Влияние глубины предварительного отбензинивания нефти на показатели атмосферой перегонки. Вестник Северо-Кавказского государственного технического университета. – 2010. – № 4. – С. 78–85.
19. Пикалов И.С., Овчаров С.Н., Алференко С.В., Овчарова А.С. Разработка метода рационального смешения нефтей на базе нового подхода к анализу фракционного состава. Вестник Северо-Кавказского государственного технического университета. – 2010. – № 4. – С. 85–91.
19. Пикалов И.С., Овчаров С.Н., Алференко С.В. Влияние глубины предварительного отбензинивания нефти на показатели атмосферой перегонки. Вестник Северо-Кавказского государственного технического университета. – 2010. – № 4. – С. 18–27.
20. А.с. № 1426965 СССР. Способ совместного получения ароматических углеводородов и водорода / Овчаров С.Н., Дорогочинский А.З., Проскурнин А.Л., Мегедь Н.Ф. – № 3906536; приор. 06.06.1985 г.; зарегистр. 01.06.1988 г.; опубл. 30.09.1988 г.; бюл. № 36. – 7 с.
21. А.с. № 1512042 СССР. Способ одновременного получения смеси ароматических углеводородов и водорода / Крупина Н.Н., Дорогочинский А.З., Проскурнин А.Л., Овчаров С.Н. – № 4146836; приор. 10.11.1986 г.; зарегистр. 01.06.1989 г. – 10 с.
22. Пат. 2273655 РФ, МПК C10G 7/00. Способ получения топливных фракций / Овчаров С.Н., Пикалов Г.П., Пикалов С.Г., Журбин А.В., Пикалов И.С., Овчарова А.С. – № 2004135659; заявл. 07.12.2004; опубл. 10.04.2006; бюл. № 10. – 7 с.
23. Пат. 2273656 РФ, МПК C10G 7/00. Способ получения топливных фракций / Овчаров С.Н., Пикалов Г.П., Пикалов С.Г., Пикалов И.С., Овчарова А.С. –
№ 2004135661; заявл. 07.12.2004; опубл. 10.04.2006; бюл. № 10. – 7 с.
24. Пат. 2273657 РФ, МПК C10G 7/00. Способ получения топливных фракций / Овчаров С.Н., Пикалов Г.П., Пикалов С.Г., Журбин А.В., Пикалов И.С., Овчарова А.С. – № 2004135664; заявл. 07.12.2004; опубл. 10.04.2006; бюл. № 10. – 6 с.
25. Пат. 2300550 РФ, МПК C10G 7/00. Способ получения топливных фракций / Овчаров С.Н., Пикалов Г.П., Пикалов С.Г., Журбин А.В., Пикалов И.С., Овчарова А.С. – № 2006101110; заявл. 12.01.2006; опубл. 10.06.2007; бюл. № 16. – 7 с.
26. Пат. 2300551 РФ, МПК C10G 7/00. Способ получения топливных фракций / Овчаров С.Н., Пикалов Г.П., Пикалов С.Г., Пикалов И.С., Овчарова А.С. –
№ 2006101112; заявл. 12.01.2006; опубл. 10.06.2007; бюл. № 16. – 9 с.
27. Пат. 2307150 РФ, МПК C10G 7/00. Способ получения топливных фракций / Овчаров С.Н., Пикалов Г.П., Пикалов С.Г., Журбин А.В., Пикалов И.С., Овчарова А.С. – № 2006115023; заявл. 02.05.2006; опубл. 27.09.2007; бюл. № 27. – 8 с.
28. Дорогочинский А.З., Проскурнин А.Л., Овчаров С.Н., Крупина Н.Н. Ароматизация низкомолекулярных парафиновых углеводородов на цеолитных катализаторах. Серия: нефтехимия и сланцепереработка. Обзорная информация. – М.: ЦНИИТЭнефтехим, 1989, выпуск № 4. – 84 с.
29. Овчаров С.Н., Колесников И.М. Риформинг индивидуальных углеводородов и бензинов с водородом и без водорода. – М.: изд-во «Нефть и газ», 2006. – 424 с.
30. Дорогочинский А.З., Проскурнин А.Л., Овчаров С.Н., Крупина Н.Н., Шмаилова В.И. Сравнительная оценка методов получения ароматических углеводородов из н-парафинов С3-С4 и прямогонных бензиновых фракций // Материалы VI нефтехимического симпозиума социалистических стран. Козубник. Польша. 25–30.09.1988. Т. II. – Козубник: 1988. – С. 337–342.
31. Дорогочинский А.З., Проскурнин А.Л., Каракашев В.Г., Овчаров С.Н., Калугин И.А. Совершенствование способов получения на цеолитных катализаторах ароматических и олефиновых углеводородов из дешевого сырья // Тезисы докладов VII нефтехимического симпозиума социалистических стран. СССР. Киев. 15–20.10.1990. – Киев: 1990. – С. 59.
32. Проскурнин А.Л., Овчаров С.Н. Научные основы каталитической переработки олефинсодержащих фракций / Сб. тезисов докладов международной научно-технической конференции «Технико-экономические проблемы промышленного производства». – Набережные Челны: Камский политехнический институт, 2000. – С. 107–108.
33. Переверзев А.Н., Овчаров С.Н., Скрынникова В.Ф. Совершенствование процесса получения товарного бензина на комбинированной установке КУ–3 Нефтекумского ГПЗ / Сб. тезисов докладов международной конференции «Проблемы добычи и переработки нефти и газа в перспективе международного сотрудничества ученых каспийского региона». – Астрахань: АГТУ, 2000. –
С. 91–92.
34. Овчаров С.Н., Проскурнин А.Л. Научные основы процессов ароматизации низкомолекулярных алканов / Сб. тезисов докладов международной конференции «Проблемы добычи и переработки нефти и газа в перспективе международного сотрудничества ученых каспийского региона». – Астрахань: АГТУ, 2000. –
С. 116–117.
35. Овчаров С.Н., Пикалов Г.П., Гридина О.А. Принципы выбора технологии при совместной переработке нефти и газового конденсата // Сб. тезисов докладов международной научно-практической конференции «Проблемы эксплуатации и капитального ремонта скважин на месторождениях и ПХГ». – Ставрополь: ОАО «СевКавНИПИгаз», 2003. – С. 111–112.
36. Пикалов Г.П., Пикалов С.Г., Овчаров С.Н. Сопоставительная оценка разработки газоконденсатных месторождений способом на истощение и на чередующихся режимах // Сб. тезисов докладов международной научно-практической конференции «Проблемы эксплуатации и капитального ремонта скважин на месторождениях и ПХГ». – Ставрополь: ОАО «СевКавНИПИгаз», 2004. – С. 75–77.
37. Овчаров С.Н., Пикалов Г.П., Пикалов С.Г. Рациональное использование потенциала сырья при совместной переработке газового конденсата и нефти // Сб. тезисов докладов международной научно-практической конференции «Проблемы эксплуатации и капитального ремонта скважин на месторождениях и ПХГ». – Ставрополь: ОАО «СевКавНИПИгаз», 2004. – С. 132–134.
38. Овчаров С.Н., Переверзев А.Н., Пикалов Г.П. Перспективы использования малогабаритных установок для переработки нефти и конденсата // Материалы IV Международной научной конференции «Современные проблемы истории естествознания в области химии, химической технологии и нефтяного дела». Т. 2. Вып. 4. – Уфа: «Реактив», 2004. – С. 157–163.
39. Овчаров С.Н., Пикалов Г.П. Оптимизация технологии переработки и способа эксплуатации газоконденсатных месторождений // Сб. тезисов докладов Х международной научно-технической конференции «Наукоемкие химические технологии – 2004». – Волгоград: Волгоградский ГТУ, 2004. – С. 150–152.
40. Овчаров С.Н., Пикалов Г.П. Принципы формирования сырьевых потоков нефтегазоконденсатных смесей // Сб. тезисов докладов Х международной научно-технической конференции «Наукоемкие химические технологии – 2004». – Волгоград: Волгоградский ГТУ, 2004. – С. 152–153.
41. Овчаров С.Н., Колесников И.М. Математическое моделирование процесса риформинга жидких и газообразных углеводородов // Материалы III международного симпозиума «Нефтяные дисперсные системы». – Москва: изд-во «Техника», ТУМА ГРУПП, 2004. – С. 52–53.
42. Овчаров С.Н., Пикалов Г.П., Пикалов С.Г., Овчарова А.С. Варианты технологии переработки газовых бензинов // Материалы международной научно-практической конференции «Нефтегазопереработка и нефтехимия – 2005». – Уфа: ГУП ИНХП РБ, 2005. – С. 154–155.
43. Овчаров С.Н., Журбин А.В., Пикалов И.С., Пикалов Г.П. Фракционирование нефтегазоконденсатных смесей низко- и высокотемпературным способами // Материалы международной научно-практической конференции «Нефтегазопереработка и нефтехимия – 2006». – Уфа: ГУП ИНХП РБ, 2006. –
С. 50–52.
44. Овчаров С.Н., Пикалов И.С., Пикалов С.Г., Журбин А.В. Метод оптимизации работы сложных колонн // Материалы международной научно-практической конференции «Нефтегазопереработка и нефтехимия – 2006». – Уфа: ГУП ИНХП РБ, 2006. – С. 262–264.
45. Пикалов И.С., Овчаров С.Н., Овчарова А.С., Алференко С.В. Выражение фракционного состава углеводородного сырья через интенсивности кипения узких фракций // Материалы международной научно-практической конференции «Нефтегазопереработка и нефтехимия – 2010». – Уфа: ГУП ИНХП РБ, 2010. –
С. 277–278.
Статьи в сборниках, тезисы докладов конференций
46. Овчаров С.Н., Крупина Н.Н. Ароматизация низкомолекулярных парафинов – перспективный путь получения компонентов моторных топлив и сырья для нефтехимии // Сб. научных трудов МИНГ им. И.М. Губкина № 206 «Мономеры и полупродукты для нефтехимии». – М.: МИНГ им. И.М. Губкина, 1986. – С. 92–98.
47. Овчаров С.Н., Проскурнин А.Л., Дорогочинский А.З., Мегедь Н.Ф. Ароматизация пропана в присутствии модифицированных цинком цеолитов типа ультрасила // Сб. научных трудов «Основной органический синтез и нефтехимия». – Ярославль: ЯПИ, 1990. – Вып. 26. – С. 16–23.
48. Переверзев А.Н., Овчаров С.Н., Скрынникова В.Ф., Кузьмина Е.Ю., Бражник Е.В. Обследование комбинированной установки КУ–3 Нефтекумского газоперерабатывающего завода // Сб. научных трудов СевКавГТУ, серия «Нефть и газ». – Ставрополь: СевКавГТУ, 1999. – Вып. 2. – С. 209–214.
49. Переверзев А.Н., Овчаров С.Н., Бражник Е.В., Скрынникова В.Ф., Кузьмина Е.Ю. Разработка рекомендаций по совершенствованию установки КУ–3 Нефтекумского УПНГ // Сб. научных трудов СевКавГТУ, серия «Нефть и газ». – Ставрополь: СевКавГТУ, 2000. – Вып. 3. – С. 147–149.
50. Переверзев А.Н., Овчаров С.Н. Определение естественных потерь альтернативных топливных смесей // Сб. «Научные школы и научные направления СевКавГТУ». – Ставрополь: СевКавГТУ, 2001. – С. 252–254.
51. Переверзев А.Н., Овчаров С.Н. Совершенствование технологии производства бензина газового стабильного Нефтекумского УПНГ // Сб. «Научные школы и научные направления СевКавГТУ». – Ставрополь: СевКавГТУ, 2001. –
С. 254–257.
52. Овчаров С.Н., Проскурнин А.Л. Диспропорционирование пропана в присутствии синтетических цеолитов // Сборник трудов, посвященный 70-летию со дня рождения профессора Стерленко Ю.А. – Ставрополь: ОАО «СевКавНИПИгаз», 2001. – С. 242–246.
53. Овчаров С.Н., Переверзев А.Н., Пикалов Г.П., Гридина О.А. Анализ работы малогабаритных установок переработки нефти и газового конденсата. – Сб. научных трудов СевКавНИПИгаза «Геология, бурение и разработка газовых и газоконденсатных месторождений». Вып. 38. – Ставрополь: ОАО «СевКавНИПИгаз», 2003. – С. 509–518.
54. Пикалов Г.П., Пикалов С.Г., Овчаров С.Н. Сопоставительная оценка разработки участка Роспан–2 Уренгойского ГКМ способом на истощение и на чередующихся режимах // Вестник Северо-Кавказского государственного технического университета. Серия «Нефть и газ». – 2004. – № 1. – С. 94–97.
55. Овчаров С.Н., Пикалов Г.П., Пикалов С.Г. Физико-химические свойства и направления переработки газовых конденсатов месторождений Западной Сибири // Вестник Северо-Кавказского государственного технического университета. Серия «Нефть и газ». – 2004. – № 1. – С. 98–100.
56. Овчаров С.Н., Пикалов Г.П., Пикалов С.Г., Пикалов И.С. Физико-химические свойства газовых конденсатов валанжинских и ачимовских залежей Западной Сибири. – Сб. научных трудов СевКавНИПИгаза «Проблемы эксплуатации и капитального ремонта скважин на месторождениях и ПХГ». Вып. 41. – Ставрополь: ОАО «СевКавНИПИгаз», 2004. – С. 191–204.
57. Овчаров С.Н., Пикалов Г.П., Пикалов С.Г., Овчарова А.С. Формирование потоков нефтегазоконденсатных смесей для переработки с целью повышения качества и глубины отбора целевых фракций от их потенциала в сырье. – Сб. научных трудов СевКавНИПИгаза «Проблемы эксплуатации и капитального ремонта скважин на месторождениях и ПХГ». Вып. 41. – Ставрополь: ОАО «СевКавНИПИгаз», 2004. – С. 319–325.
58. Овчаров С.Н., Савенкова И.В., Лыкова Л.Ф., Крупина С.Н. Получение изопарафиновых углеводородов из н-гексана на цеолитных катализаторах, модифицированных платиной // Научно-технический сборник «Геология, бурение, разработка и эксплуатация газовых и газоконденсатных месторождений». – М.: ООО «ИРЦ Газпром», 2006. – № 1. – С. 40–42.
59. Дорогочинский А.З., Проскурнин А.Л., Овчаров С.Н., Шмаилова В.И. Применение модифицированных галлием высококремнеземных цеолитных катализаторов для ароматизации низших парафинов // Тезисы докладов IV Всесоюзной конференции «Применение цеолитов в катализе». – М.: Наука, 1989. – С. 173–175.
60. Проскурнин А.Л., Дорогочинский А.З., Овчаров С.Н. Закономерности образования моно- и биядерных ароматических углеводородов при превращении этана на цеолитных катализаторах // Тезисы докладов Всесоюзного совещания «Переработка низших углеводородов С1–С4». Грозный, 22–24.05.1990. – М.: ЦНИИТЭнефтехим, 1990. – С. 16.
61. Овчаров С.Н., Переверзев А.Н. Экологические аспекты создания мощностей по переработке нефти в Ставропольском крае // Материалы ХХVII научно-технической конференции СтГТУ. Т. 2. – Ставрополь: СтГТУ, 1997. – С. 42.
62. Переверзев А.Н., Овчаров С.Н., Скрынникова В.Ф. Разработка предложений по совершенствованию технологии производства бензинов на Нефтекумском ГПЗ // Материалы XXIX научно-технической конференции СтГТУ. Т. 2. – Ставрополь: СтГТУ, 1999. – С. 183–184.
63. Переверзев А.Н., Овчаров С.Н., Бражник Е.В. Анализ причин потерь альтернативных топливных смесей на основе газобензинов производства Нефтекумского ГПЗ // Материалы XXIX научно-технической конференции СтГТУ. Т. 2. – Ставрополь: СтГТУ, 1999. – С. 189–190.
64. Овчаров С.Н., Переверзев А.Н. Экологические проблемы мини-НПЗ // Материалы XXXI научно-технической конференции СевКавГТУ. Ч. 1. – Ставрополь: СевКавГТУ, 2001. – С. 185–186.
65. Овчаров С.Н., Пикалов Г.П., Пикалов И.С. Рациональный подход к формированию сырьевых потоков // Материалы VII региональной научно-технической конференции «Вузовская наука – Северо-Кавказскому региону».
Т. 1. – Ставрополь: СевКавГТУ, 2003. – С. 109–110.
66. Овчаров С.Н., Овчарова А.С. Пикалов Г.П. Ресурсосберегающая технология переработки нефти // Материалы VII региональной научно-технической конференции «Вузовская наука – Северо-Кавказскому региону». Т. 1. – Ставрополь: СевКавГТУ, 2003. – С. 110.
67. Овчаров С.Н., Пикалов И.С., Пикалов С.Г. Расчетный метод определения детонационной стойкости прямогонных бензиновых фракций газового конденсата // Материалы XXXIII научно-технической конференции СевКавГТУ. – Ставрополь: СевКавГТУ, 2004. – С. 67–68.
68. Пикалов С.Г., Овчаров С.Н., Овчарова А.С. Производство моторных топлив и растворителей из газового бензина ставропольских месторождений // Материалы XXXIII научно-технической конференции СевКавГТУ. – Ставрополь: СевКавГТУ, 2004. – С. 70.
69. Овчаров С.Н., Пикалов Г.П., Пикалов И.С. Выбор оптимального сырья для производства товарных автобензинов // Материалы VIII региональной научно-технической конференции «Вузовская наука – Северо-Кавказскому региону».
Т. 1. – Ставрополь: СевКавГТУ, 2004. – С. 177.
70. Овчаров С.Н., Савенкова И.В. Перспективные пути переработки прямогонной бензиновой фракции нк–85оС // Материалы VIII региональной научно-технической конференции «Вузовская наука – Северо-Кавказскому региону».
Т. 1. – Ставрополь: СевКавГТУ, 2004. – С. 177–178.
71. Овчаров С.Н., Пикалов С.Г., Журбин А.В., Пикалов Г.П. Варианты переработки конденсата валанжинской залежи Ямбургского ГКМ // Материалы VIII региональной научно-технической конференции «Вузовская наука – Северо-Кавказскому региону». Т. 1. – Ставрополь: СевКавГТУ, 2004. – С. 178.
72. Пикалов С.Г., Овчаров С.Н., Журбин А.В., Пикалов Г.П. Особенности переработки конденсата нафтено-ароматического основания // Материалы VIII региональной научно-технической конференции «Вузовская наука – Северо-Кавказскому региону». Т. 1. – Ставрополь: СевКавГТУ, 2004. – С. 179.
73. Овчарова А.С., Овчаров С.Н. Технология утилизации газового конденсата из попутного нефтяного газа // Материалы V межрегиональной научной конференции «Студенческая наука – экономике России». Т. 1. – Ставрополь: СевКавГТУ, 2005. – С. 61–62.
74. Пикалов И.С., Овчаров С.Н. Метод определения потенциала светлых нефтепродуктов // Материалы V межрегиональной научной конференции «Студенческая наука – экономике России». Т. 1. – Ставрополь: СевКавГТУ, 2005. – С. 62–63.
75. Овчаров С.Н., Пикалов Г.П., Журбин А.В., Пикалов И.С. Расчетная методика для оптимизации основных параметров ректификации нефти, газового конденсата и их смесей // Материалы ХХХIV научно-технической конференции СевКавГТУ. Т. 1. – Ставрополь: СевКавГТУ, 2005. – С. 173.
76. Овчаров С.Н., Пикалов Г.П., Пикалов И.С. Уточненный метод расчета числа теоретических тарелок ректификационных колонн // Материалы ХХХIV научно-технической конференции СевКавГТУ. Т. 1. – Ставрополь: СевКавГТУ, 2005. –
С. 174.
77. Савенкова И.В., Овчаров С.Н. Превращения гексана на катализаторе 0,5%Pt/НЦВМ–42 // Материалы XXXIV научно-технической конференции СевКавГТУ. Т. 1. – Ставрополь: СевКавГТУ, 2005. – С. 174–175.
78. Журбин А.В., Овчаров С.Н., Пикалов И.С. Особенности низкотемпературной перегонки газоконденсатного сырья // Материалы X региональной научно-технической конференции «Вузовская наука – Северо-Кавказскому региону».
Т. 1. – Ставрополь: СевКавГТУ, 2006. – С. 228–229.
79. Савенкова И.В., Овчаров С.Н. Особенности механизма деструктивной изомеризации н-парафинов на платинусодержащих цеолитных катализаторах // Тезисы докладов 50-й научной конференции Астраханского государственного технического университета. – Астрахань: АГТУ, 2006. – С. 281–282.
80. Журбин А.В., Гридина О.А., Овчаров С.Н. Низкотемпературный способ фракционирования газового конденсата валанжинской залежи // Материалы XXXVI научно-технической конференции СевКавГТУ. – Ставрополь: СевКавГТУ, 2007. Т. 1. – С. 239.
81. Овчаров С.Н., Любименко В.А., Колесников И.М. Оптимизация состава комплекса малогабаритных установок переработки нефти по себестоимости продуктов // Тезисы докладов 7-й научно-технической конференции «Актуальные проблемы состояния и развития нефтегазового комплекса России». Секция 4 «Технология переработки нефти и газа, нефтехимия и химмотология топлив и смазочных материалов». – М.: РГУ нефти и газа им. И.М. Губкина, 2007. –
С. 11–12.
82. Пикалов И.С., Овчаров С.Н. Особенности перегонки нефти с циркулирующим испаряющим агентом // Материалы XXXVII научно-технической конференции СевКавГТУ. Т. 1. – Ставрополь: СевКавГТУ, 2008. – С. 213–214.
83. Овчаров С.Н., Пикалов И.С., Рамазанов Р.Д. Углубление процесса первичной перегонки нефти с использованием интенсификатора // Материалы XII региональной научно-технической конференции «Вузовская наука – Северо-Кавказскому региону». Т. 1. – Ставрополь: СевКавГТУ, 2008. – С. 176–178.
84. Пикалов И.С., Овчаров С.Н., Мартыненко А.В. О механизме действия интенсификатора на процесс первичной перегонки нефти // Материалы XII региональной научно-технической конференции «Вузовская наука – Северо-Кавказскому региону». Т. 1. – Ставрополь: СевКавГТУ, 2008. – С. 290–292.
85. Журбин А.В., Пикалов И.С., Овчаров С.Н. Рациональный подход к первичной переработке легкого газового конденсата // Материалы ХХХVIII научно-технической конференции СевКавГТУ. Т. 1. – Ставрополь: СевКавГТУ, 2009. –
С. 210–212.
86. Пикалов И.С., Овчаров С.Н., Алференко С.В. Новый подход к анализу фракционного состава нефти // Материалы XIII региональной научно-технической конференции «Вузовская наука – Северо-Кавказскому региону». Т. 1. – Ставрополь: СевКавГТУ, 2009. – С. 126–128.