

Совершенствование процесса доочистки электрохимически очищенных сточных вод гальванических производств фильтрованием
На правах рукописи
АЛЁШИН АЛЕКСАНДР ВИКТОРОВИЧ
СОВЕРШЕНСТВОВАНИЕ ПРОЦЕССА ДООЧИСТКИ
ЭЛЕКТРОХИМИЧЕСКИ ОЧИЩЕННЫХ СТОЧНЫХ ВОД ГАЛЬВАНИЧЕСКИХ ПРОИЗВОДСТВ ФИЛЬТРОВАНИЕМ
| 05.23.04 - | Водоснабжение, канализация, строительные системы охраны водных ресурсов. |
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Волгоград - 2011
Работа выполнена в Государственном образовательном учреждении высшего профессионального образования «Ростовский государственный строительный университет».
| Научный руководитель доктор технических наук, профессор | СЕРПОКРЫЛОВ НИКОЛАЙ СЕРГЕЕВИЧ |
| Официальные оппоненты: | |
| доктор технических наук, профессор | КИМ АРКАДИЙ НИКОЛАЕВИЧ ГОУ ВПО «Санкт-Петербургский государственный архитектурно-строительный университет |
| доктор технических наук, профессор | КУЛИКОВ НИКОЛАЙ ИВАНОВИЧ ОАО «Учебно-научно- производственный комплекс», г. Сочи |
| Ведущая организация | ГОУ ВПО «Южно-Российский Государственный технический университет» (Новочеркасский политехнический институт) |
Защита состоится 27 мая 2011г. в 1300 на заседании диссертационного совета ДМ 212.026.05 при ГОУ ВПО Волгоградском государственном архитектурно-строительном университете по адресу: 400074, г. Волгоград, ул. Академическая, 1, ауд. Б-203.
С диссертацией можно ознакомиться в библиотеке ГОУ ВПО Волгоградского государственного архитектурно–строительного университета.
Автореферат разослан 27 апреля 2011г.
| Ученый секретарь диссертационного совета | Юрьев Ю.Ю. |
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность проблемы. Сточные воды гальванических и подобных производств, в которых содержатся ионы тяжелых металлов (шестивалентный хром, цинк, никель и др.), являются токсичными. Поэтому в настоящее время требования к очистке гальванических сточных вод (ГСВ) непрерывно повышаются, и возникает необходимость их доочистки в соответствии с предельно допустимыми концентрациями на территории предприятия или вблизи его.
ГСВ, прошедшие предварительную электрохимическую обработку и разделение образовавшихся продуктов, после доочистки целесообразно использовать в оборотном производственном водоснабжении, что наиболее целесообразно выполнять фильтрованием.
Появление нового типа загрузок, в том числе и местных фильтрующих материалов, требует совершенствования и оптимизации процесса доочистки указанных сточных вод с учетом технологической стабильности и экономических затрат, что и определяет актуальность работы.
Работа выполнялась в соответствии с планом НИР Ростовского государственного строительного университета по теме: «Совершенствование процессов очистки природных и сточных вод Южного региона с учетом экологических требований».
Целью работы является повышение эффективности и экономичности процесса доочистки электрохимически обработанных ГСВ фильтрованием с последующим использованием их в оборотных системах водоснабжения.
Для достижения поставленной цели решались следующие задачи:
- теоретически обосновать и экспериментально установить рабочие параметры процесса доочистки ГСВ фильтрованием с различными загрузками (кварцевый песок, антрацит, фарфор, керамзит, полистирол, ершовый наполнитель);
- дополнить методику выбора оптимальной фильтрующей загрузки с учетом параметрических рангов и сводных процентов;
- обосновать параметры процесса регенерации фильтрующей загрузки фильтров по доочистке ГСВ в зависимости от исходных концентраций тяжелых металлов;
- разработать рациональные технологические схемы доочистки сточных вод гальванических производств в соответствии с нормативными требованиями к оборотному водоснабжению;
- усовершенствовать методику расчета и рекомендации по проектированию фильтров доочистки электрохимически очищенных ГСВ;
- произвести экономическую оценку и внедрить в производство технологическую схему доочистки сточных вод на фильтрах с загрузкой из ершей и фарфора.
Основная идея работы состоит в повышении эффективности и экономичности процесса доочистки ГСВ за счет обоснования дополнительных критериев выбора оптимальных фильтрующих загрузок и получения расчетных зависимостей с учетом исходного и конечного содержания ионов тяжелых металлов.
Методы исследований включали: оптические и физико-химические методы анализа отобранных проб из экспериментальных и производственных установок с применением приборов и методик аккредитованной лаборатории, статистический анализ и обобщение известных научных и технических результатов.
Достоверность научных положений и выводов основаны на классических положениях теоретического анализа, теории моделирования исследуемых процессов, планированием необходимого количества экспериментов, удовлетворительной сходимостью лабораторных и производственных результатов доочистки ГСВ с расчетными зависимостями в пределах погрешности =± 8-10 % при р= 0,95.
Научная новизна работы состоит в том что:
- теоретически и экспериментально доказано, что ершовый наполнитель, выполненный из лавсана, является эффективным материалом для (по грязеемкости в пределах 21-37 кг/м2 и дзета-потенциалу – 47,7 мВ) доочистки ГСВ фильтрованием;
- обосновано дополнение методики выбора оптимальной фильтрующей загрузки фильтров доочищенных ГСВ применением удельных параметрических рангов и сводных процентов;
- получены теоретико-экспериментальные зависимости расчета процесса доочистки фильтрованием электрохимически очищенных ГСВ в зависимости от исходных и остаточных концентраций тяжелых металлов и типа загрузки;
- выявлены граничные условия согласования параметров электрохимически очищенных гальванических сточных вод и доочистки фильтрованием.
Практическое значение работы:
- впервые в отечественной практике разработан, изучен и реализован метод доочистки сточных вод гальванических производств на ершовом наполнителе и отходах производства фарфора;
- разработаны методика расчета фильтров и рекомендации по использованию ершей и дробленого фарфора для доочистки ГСВ;
- применение фильтра с ершовым наполнителем для доочистки ГСВ, по сравнению с другими зернистыми материалами в условиях Ростовского электровозоремонтного завода дает годовой экономический эффект – 210957 руб./год и по фарфору – 189393 руб./год.
Реализация результатов работы:
- внедрены в гальваническом цехе электровозоремонтного завода, ОАО «Сантарм», г. Ростов-на-Дону, на фабрике «Феникс» г. Кисловодска, в проектах институтов «Ставрополькоммунпроект», г. Кисловодск, «Ростипрогражданпром», г. Ростов-на-Дону.
На защиту выносятся следующие основные научные положения:
- показатели процесса доочистки электрохимически очищенных ГСВ фильтрованием зависят от режима очистки и технологических требований к очищенной воде, используемой в оборотном водоснабжении, типов загрузки и особенностей режима;
- выбор оптимальной фильтрующей загрузки фильтров доочистки в первую очередь должен учитывать технологические показатели режима и проводиться на первом этапе с применением удельных параметрических и сводных процентов, а на втором – с учетом экономических показателей;
- расчетные зависимости эффективности процесса доочистки ГСВ на ершовых заполнителях зависят от исходных и конечных концентраций тяжелых металлов, скорости фильтрования, высоты загрузки, длительности фильтроцикла и могут быть получены теоретико-экспериментальным анализом режимов;
- ершовая загрузка фильтров доочистки ГСВ является оптимальной с позиции технологии и экономики.
Апробация работы. Основные положения и результаты работы доложены и обсуждены на: Международной научно-практической конференции института инженерно-экологических систем РГСУ (Ростов-на-Дону 2006-2010 гг.), на Международной научно-практической конференции технологии очистки воды «Техновод» (Кисловодск, 2009 г.).
Публикации. Основные результаты исследований по теме диссертации опубликованы в 18 печатных работах, в том числе 4 – в изданиях, рекомендованных ВАК РФ. Общий объем публикаций 11,5 печатных листа, личный вклад автора в публикации – 70%.
Структура и объем диссертации. Диссертация состоит из введения, шести глав, выводов, списка литературы и приложений. Общий объем работы – 146 страниц основного текста, содержит 11 таблиц, 28 рисунков, 92 формулы, библиографический список из 136 наименований и приложений.
ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ
В первой главе дан анализ существующих методов доочистки ГСВ с использованием различных фильтрующих материалов. Анализируется вклад ученых в процесс фильтрования на различных фильтрующих материалах: Д.М. Минца, В.П. Криштула, В.Н. Мартенсена, Н.И. Куликова, А. Н. Кима, В.Т. Фомичева, Р.И. Аюкаева, Р.И., Л. Н. Губанова, А.А. Марочкина и др. Рассмотрены установленные данными авторами закономерности фильтрования и параметры процесса применительно к доочистке ГСВ, прошедших электрохимическую обработку и разделение суспензии.
Состав электрохимически очищенных ГСВ (таблица 1) отличается от компонентов известных процессов доочистки сточных вод (например, хозяйственно-бытовых), и взвешенные вещества (ВВ), в основном, представлены гидроксидами металлов. Для выделения их из ГСВ доочисткой требуется сравнительный выбор оптимальной фильтрующей загрузки.
Таблица 1 - Выборочные показатели состава сточных вод гальванического цеха
| Ионы металла в исходных ГСВ | Концентрация в исходных ГСВ, мг/л | ВВ после электрокоагулятора и отстойника, мг/л |
| Хром (Cr 6+) | 32-78 | 1,5-3,0 |
| Цинк (Zn2+ ) | 21-31 | 1,2-2,5 |
| Никель (Ni2+) | 8-32 | 3,1-3,8 |
| Железо (Fe2+, Fe3+) | 6-18 | 1,2-2,4 |
Исследования и внедрение в практику доочистки ГСВ с использованием их в оборотных циклах предприятий проводились, в основном, на фильтрах с применением песчаной и керамзитовой загрузок, преимущественно излагают частные аспекты фильтрования. Исследования по доочистке ГСВ фильтрованием с загрузкой из ершей и отходов производства фарфора в известной нам литературе не проводились.
Во второй главе рассмотрены теория фильтрования применительно к доочистке ГСВ на различных материалах и технологическое моделирование выделения взвешенных частиц.
Осветление воды в толще скорого фильтра является результатом совместного действия двух процессов: 1 - уменьшение концентрации взвешенных частиц С1 за счет их прилипания к зернам загрузки; 2 - увеличение концентрации частиц С2 вследствие смывания прилипшей взвеси непрерывным движением воды:
С = С1 - С2, (1)
где С – количество, мг/л, взвешенных веществ (ВВ), задержанных слоем загрузки высотой h за период времени t.
Величина С1 пропорциональна начальной концентрации ВВ при поступлении на фильтр:
С1 = QCht, (2)
где – параметр ВВ и фильтрующей загрузки;
Q – расход воды.
Количество выносимых ВВ из фильтра:
С2 = аht, (3)
где а – параметр, характеризующий прочность частиц взвеси;
– плотность насыщенного порового пространства, фильтрующего слоя, отнесенная к единице его толщины:
= f (h,t) = ![]()
![]() , (4)
, (4)
Получаем дифференциальное уравнение :
 (5)
(5)
Интеграл этого уравнения представляет собой ряд:
 (6)
(6)
где С = f (h,t) – начальная концентрация ВВ, поступающих в слой загрузки фильтра.
Функция n зависит от произведения аt, а bx и аt – безразмерные величины процесса фильтрования, определяемые экспериментально по результатам технологического моделирования.
Рассмотренная теория адаптирована к расчету потерь напора, длительности фильтроцикла процесса доочистки фильтрованием электрохимически очищенных ГСВ.
Технологическим моделированием и последующей обработкой полученных результатов определены константы процесса математического описания электрохимически обработанных ГСВ (таблица 2) по изучению влияния скорости фильтрования и размера зерен фильтрующей загрузки на кинетику осветления и прироста потери напора кварцевого песка, кварцевого песка + антрацита, керамзита, фарфора и полистирола.
Данные по продолжительности защитного действия фильтрующей загрузки были получены путем изменения концентрации суспензии на выходе из слоев различной высоты. Фиксировали продолжительность работы слоя до момента, когда относительная концентрация сточных вод гальванических производств С/С0 становилась равной для всех слоев одинаковой величиной, т.е. Сост./Сисх.= 0,1. Состав фильтрата на протяжении опытов был в пределах норм для оборотных систем водоснабжения, при исходной концентрации взвешенных веществ С0 = 10 мг/л.
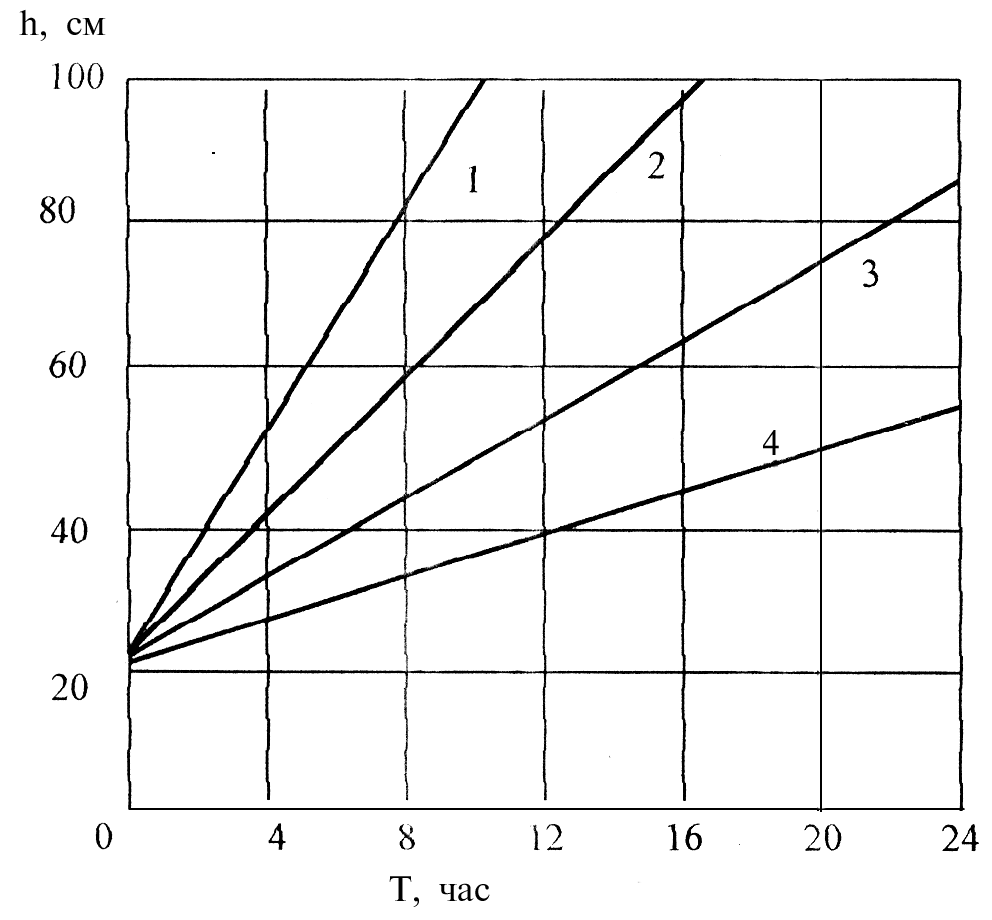
Рис. 2 Прирост потерь напора по высоте загрузки: 1 – кварцевый песок; 2 – полистирол; 3 – фарфор; 4 – керамзит.
Т - обобщенную продолжительность фильтрования, вычисляли по зависимости, час:
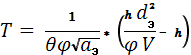 (7)
(7)
Анализ прироста потерь напора по высоте загрузки (рис.1) показывает, что в кварцевом песке они больше, чем в полистироле, фарфоре, керамзите, соответственно, и фильтроцикл в кварцевом песке меньше, чем в выше перечисленных фильтрующих материалах.
Таблица 2 - Технологическое моделирование процесса доочистки ГСВ фильтрованием
| Фильтрующий материал | Диаметр зерен, мм | Скорость фильтро-вания, м/ч | t, час, х=150 см | h, см | i0 | b, м | а/b, м/ч | F(A) | A |
| Кварцевый песок | 0,8 | 7,4 | 14,6 | 5,26 | 0,6 | 9,9 | 0,0218 | 3,5 | 0,45 |
| 0,8 | 10,6 | 8,6 | 6,8 | 0,9 | 8,15 | 0,0354 | 2,1 | 0,36 | |
| 1,0 | 14,8 | 0,81 | 4,93 | 0,5 | 2,92 | 0,1697 | 0,50 | 0,12 | |
| 1,45 | 14,8 | 1,69 | 1,5 | 0,2 | 1,74 | 0,22 | 0,25 | 0,06 | |
| Кварцевый песок с антрацитом | 0,8 | 8,0 | 10,0 | 4,41 | 0,6 | 12,4 | 0,01 | 7 | 0,55 |
| 1,0 | 8,7 | 7,7 | 28,3 | 1,5 | 3,73 | 0,13 | 1,45 | 0,29 | |
| 1,25 | 9,3 | 5,8 | 9,52 | 0,6 | 2,27 | 0,17 | 1 | 0,24 | |
| 1,45 | 10 | 5,2 | 7,15 | 0,4 | 2,22 | 0,19 | 0,99 | 0,23 | |
| 2,0 | 13,6 | 4,1 | 3,24 | 0,2 | 1,93 | 0,24 | 0,9 | 0,22 | |
| Дробленый керамзит | 1,43 | 7,0 | 1,31 | 3,7 | 0,1 | 22,3 | 0,006 | 50 | 0,82 |
| 1,43 | 10,2 | 75 | 5,8 | 0,1 | 16,3 | 0,01 | 32 | 0,78 | |
| 1,43 | 14,8 | 42 | 11,4 | 0,2 | 12,6 | 0,017 | 25 | 0,74 | |
| Дробленый фарфор | 1,34 | 7,0 | 91 | 1,98 | 0,1 | 14,0 | 0,008 | 22 | 0,73 |
| 1,34 | 10,2 | 50 | 3,81 | 0,1 | 11,4 | 0,014 | 16 | 0,67 | |
| 1,34 | 14,8 | 27,7 | 5,6 | 0,2 | 9,83 | 0,024 | 9,4 | 0,61 | |
| Полистирол | 0,8 | 7,0 | 45,6 | 8,4 | 0,6 | 12,3 | 0,022 | 6 | 0,53 |
| 1,0 | 9,1 | 77 | 3,6 | 0,9 | 20,4 | 0,013 | 3 | 0,42 | |
| 1,25 | 14,0 | 40 | 1,2 | 0,4 | 1,20 | 0,024 | 1,2 | 0,28 |
Однако для получения сравнительных оценок показателей процесса доочистки ГСВ на различных загрузках, методики из выбора и расчетных зависимостей эффективности процесса фильтрования потребовалось проведение дополнительных исследований в лабораторных, полупроизводственных и производственных условиях.
В третьей главе приводятся методика и результаты лабораторных и полупроизводственных исследований по доочистке электрохимически очищенных ГСВ на установке из фильтровальных колонок, выполненных из труб диаметром 159 мм высотой - 3,0 м, которая размещалась на локальных очистных сооружениях Ростовского электровозоремонтного завода.
Загрузочным материалом в первой колонке был кварцевый песок, в последующих – дробленый керамзит, полистирол, фарфор и ершовый заполнитель. Ершовая загрузка изготавливалась из лески диаметром 0,8 – 1,0 мм, закрепленной в сплетеньях двух стержней проволоки диаметром 2 мм. Диаметр ерша 140±10 мм. По высоте загрузки в нескольких точках были смонтированы пробоотборные дренажные трубки и пьезометры. Колонки работали с постоянной скоростью фильтрования.
В фильтрате определяли хром, цинк, железо, никель по стандартным методикам. Начальные условия для всех загрузок были идентичными.
Экспериментальные исследования проводились по сериям при высоте ершового наполнителя в установке 0,5; 0,8; 1,2 м, при скорости фильтрования 7, 10, 15 м/ч (таблица 3).
Таблица 3 - Выборочные показатели доочистки ГСВ на ершовой загрузке
| Ионы металлов | ВВ после эл.хим очистки, мг/л | Концентрация после доочистки, мг/л | Эффект доочистки, % |
| Хром | 1,5-3,0 | 0,0 – 0.01 | 99,9-100 |
| Железо | 1,2-2,4 | 0,36-0,45 | 69,2-81,1 |
| Цинк | 1,2-2,5 | 0,15-0,03 | 87,4-98 |
| Никель | 3,1-3,8 | 0,68-0,37 | 78-90,2 |
Установлено, что степень доочистки электрохимически очищенных ГСВ на ершах, как и для других категорий сточных вод, зависит от скорости фильтрования, высоты слоя загрузки, исходного содержания тяжелых металлов, качества отмывки фильтрующего материала (рис. 2 – 3).
а б
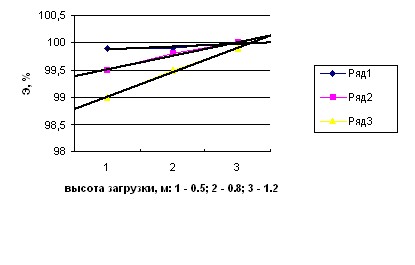 | 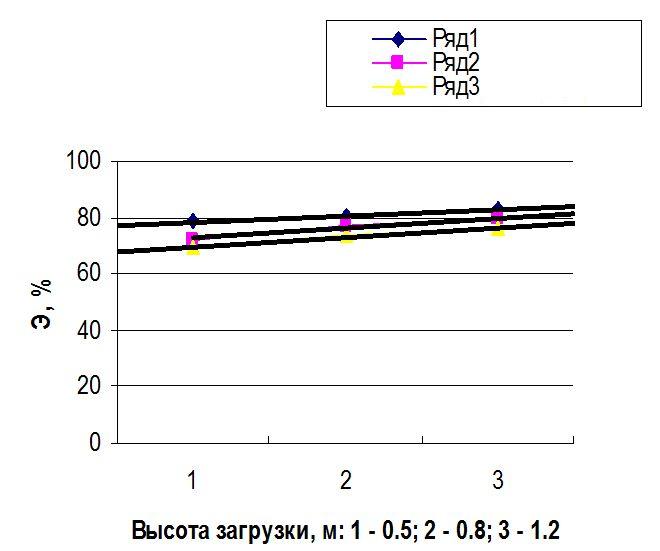 |
Рис. 2. Эффект доочистки ГСВ по Сrобщ. от высоты загрузки и скорости фильтрования с исходной концентрацией, мг/л: а) до 1;б) – свыше 1.
а б
 Высота загрузки, м: 1-0,5; 2-0,8; 3-1,2 Высота загрузки, м: 1-0,5; 2-0,8; 3-1,2 | 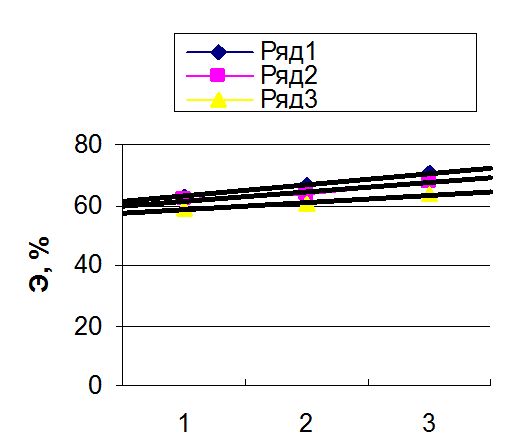 Высота загрузки, м: 1-0,5; 2-0,8; 3-1,2 Высота загрузки, м: 1-0,5; 2-0,8; 3-1,2 |
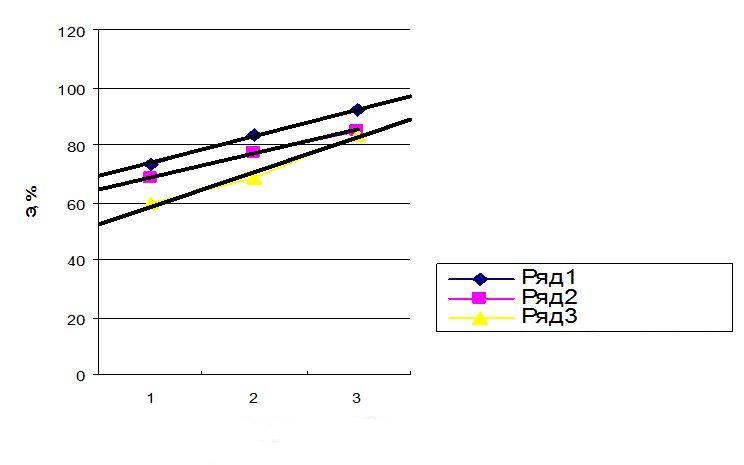
Рис. 3. Эффект доочистки ГСВ от. Feобщ. от высоты загрузки и скорости фильтрования при исходной концентрации,мг/л: а) до 1;
б) свыше 1.
Аппроксимация экспериментальных результатов позволила получить расчетные зависимости (таблица 4), которые с высокой достоверностью описывают эффективности доочистки ГСВ на ершовом фильтре и рекомендуются к использованию на практике.
Расчет баланса очищенных ГСВ и масс загрязнений показал, что количество ВВ, задерживаемых фильтром с высотой ершовой загрузки 1,2 м в 2 раза больше, чем на фильтре с высотой - 0,8 м и в 3 раза больше, чем на фильтр с высотой - 0,5 м.
Таблица 4 - Расчетные зависимости эффективности доочистки ГСВ на ершовом фильтре
| V, м/ч | Расчетные зависимости эффективности доочистки ГСВ, %, при исходной концентрации ионов, мг/л | |||
| Cr3+ < 1 | Cr3+ > 1 | Feобщ < 1 | Feобщ > 1 | |
| 7 | Y7 = 0,05x + 99,83 (R2=0,98) | Y7 = 2,3x + 75,93 (R2 = 0,75) | Y7 = 9,25x + 64,5 (R2 = 0,99) | Y7 = 3,6x + 59,53 (R2 = 0,95) |
| 10 | Y10 = 0,25x + 99,27 (R2 = 0,98) | Y10 = 3,7x + 68,8 (R2 = 0,92) | Y10 = 8,25x + 60,5 (R2 = 0,99) | Y10 = 3,1x + 58,1 (R2 = 0,95) |
| 15 | Y15 = 0,45x + 98,57 (R2 = 0,99) | Y15 = 3,3x + 66,36 (R2 = 0,98) | Y15 = 12x + 46,5 (R2 = 0,98) | Y15 = 2,35x + 56,1 (R2 = 0,94) |
Рост потерь напора на фильтрах с ершами при доочистке ГСВ незначителен и составляет 40 - 60 мм при скоростях фильтрования 10 – 15 м/ч (рисунок 4 а, б) и высотах загрузки 0,5 – 1,2 м. Поэтом в расчетах для высотной компоновки технологической схемы доочистки ГСВ рекомендуется принимать потери напора 6 – 10 см в. ст.
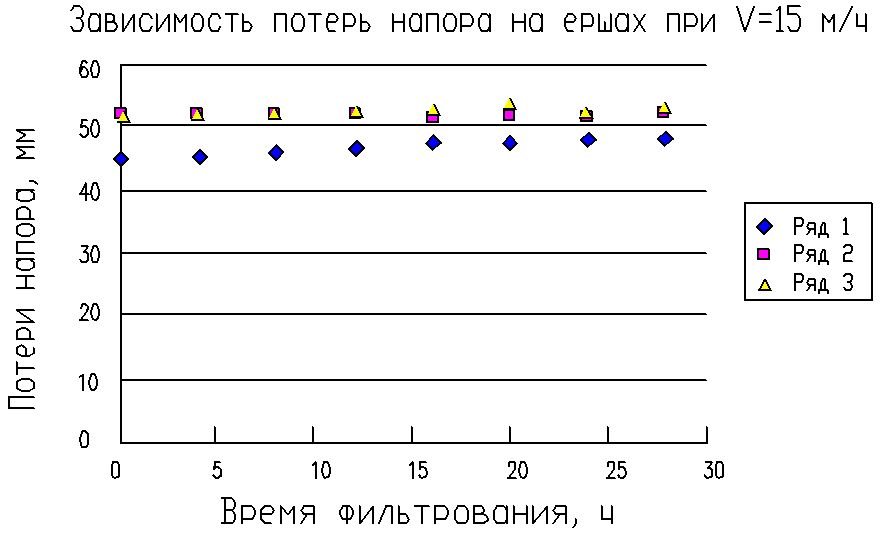 а а | 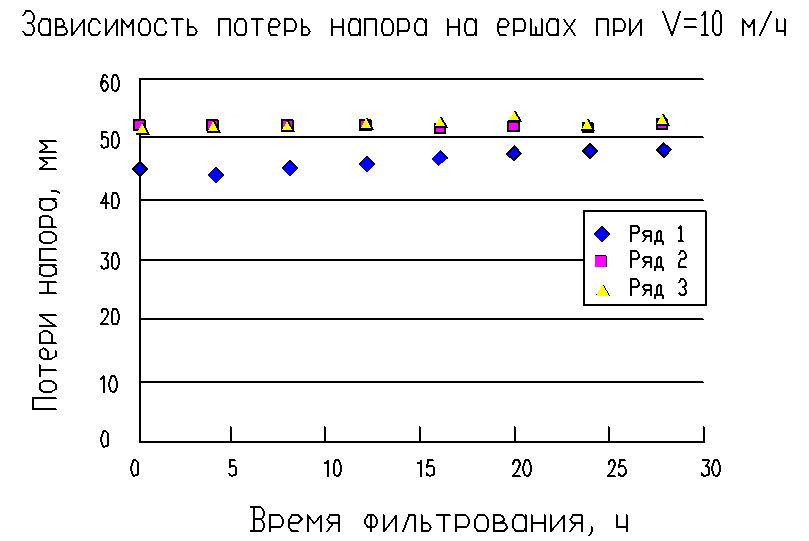 б б |
Рис. 4. Потери напора в фильтре, мм, при скорости фильтрования, м/ч: а) – 15: б) – 10 при высоте загрузки, м: а) – 1,2; б) – 0,8.
Установлено, что для отмывки (на 85–95% первоначальной пропускной способности) фильтрующей насадки от задержанных нерастворимых в воде примесей и восстановления адгезионных свойств поверхности требуется барботаж ершей воздухом с интенсивностью 12 - 20 л/с*м2 при опорожнении фильтра от воды и последующей отмывкой загрязнений очищенной водой в течение 5 – 7 минут. Объем воды на одну промывку составлял 0,7-1,2 м3.
В четвертой главе на базе полученных экспериментально результатов производственных исследований по доочистке сточных вод на различных фильтрующих материалах обосновывается дополнение к методике выбора оптимальной загрузки с применением удельных параметрических рангов и сводных процентов.
Процесс и рабочие параметры доочистки ГСВ во многом зависят от предыдущей ступени электрохимической обработки вод (режима работы электрокоагулятора) и должны быть технологически взаимоувязаны (рис. 5, 6). Схема фильтров для доочистки сточных вод гальванического производства были приняты на основании лабораторных и полупроизводственных исследований. В плане размеры фильтра составляли 1,2 х 1,2 м. Высота загрузки в фильтре принята 1,2 м при использовании загрузки (кварцевый песок + антрацит), высота каждого материала составляла – 0,6 м (рис. 5).

Рис. 5. Схема производствнных фильтров с использованием зернистой фильтрующей загрузки: 1 – вода на промывку фильтра; 2 – тонкослойный модуль водоочистной установки; 3 – сточная вода на доочистку; 4 – решетка для поддержки полистирола; 5 – фильтрующая загрузка: однослойная – песок, керамзит, фарфор, полистирол; двухслойная загрузка – кварцевый песок + антрацит; 6 - доочищенные сточные воды; 7 – сброс промывной воды; 8 – поддерживающая загрузка.
Остаточные концентрации ВВ после доочистки удовлетворяют технологическим требованиям к оборотному водоснабжению гальванических производств или сбросу в городскую систему водоотведения (таблица 5). Сравнительная оценка результатов производственных исследований по доочистке ГСВ на фильтрах с различными загрузками указывает на необходимость обобщенного критерия выбора оптимальной. Нами предлагается выбор вести по удельным параметрическим рангам (таблица 6) и сводным процентам (таблица 7).
Конструктивно (рис. 6) опытно-промышленный фильтр с ершовой загрузкой имел отличия от зернистых.

Рис. 6. Схема производственного фильтра на ершовом наполнителе для доочистки ГСВ: 1 – сточные воды на доочистку; 2 – доочищенные сточные воды; 3 – воздух на регенерацию ершового наполнителя; 4 - дырчатые трубы; 5 – сброс осадка после регенерации ершового наполнителя; 6 –каркас из ершового наполнителя; 7 – тонкослойные модули.
Имеются различия в последовательности выбора оптимальной фильтрующей загрузки по технологическим параметрам (таблица 5) и по удельным процентам технологических параметров (таблица 6) процесса фильтрования ГСВ. Окончательное решение о выборе загрузки рекомендуется принимать с учетом экономических показателей. Определено, что для обеспечения бесперебойного технологического регламента эксплуатации фильтров доочистки ГСВ сброс регенерационной воды фильтров должен производиться в течение 15-20 минут.
В пятой главе приведена рекомендуемая к практическому применению параметрически согласованная технологическая схема по очистке и доочистке, которая обеспечивает высокую степень доочистки ГСВ и существенный экономический эффект.
Экономический эффект по использованию в фильтрах ершового наполнителя и дробленного фарфора взамен кварцевого песка для доочистки ГСВ, прошедших
Таблица 5 - Усредненные показатели доочистки ГСВ на различных фильтрующих загрузках производственных фильтров
| Загрузка | Скорость фильтрования, м/ч | Фильтро-цикл, Т, час | Производительность, м3/ч | ВВ, мг/л, после | Грязеёмкость, кг/м3 | ||
| началь-наяя | средняя | отстой- ника | доочистки | ||||
| Кварцевый песок | 10.3 | 8.1 | 12.8 | 62.5 | 24.3 | 1.18 | 2.28 |
| Кварцевый песок с антрацитом | 10.7 | 8.4 | 19.4 | 78.1 | 24.1 | 0.70 | 5.72 |
| Керамзит | 11.7 | 8.6 | 38.4 | 129.9 | 24.0 | 0.47 | 8.03 |
| Дробл. фарфор | 10.3 | 8.7 | 46.9 | 69.6 | 23.3 | 0.92 | 5.43 |
| Полистирол | 11.0 | 8.4 | 46.0 | 85.6 | 24.2 | 0.80 | 8.42 |
| Ерши | 11.3 | 8.52 | 41.1 | 129.2 | 23.1 | 0.75 | 8.66 |
Таблица 6 - Ранжирование фильтрующих загрузок по технологическим параметрам процесса фильтрования ГСВ
| Тип загрузки | Ранги по технологическим параметрам процесса фильтрования | Сумма рангов | Ряд ран-жирова-ния | |||||
| V, м/ч | T, час | Q, м3/час | Нагруз-ка, м3/м2 | Грязеём- кость, кг | Объем очищенных вод, м3 | |||
| Песок | 6 | 6 | 6 | 6 | 6 | 6 | 30 | 6 |
| Песок+антр. | 4,5 | 5 | 4 | 5 | 5 | 5 | 28,5 | 5 |
| Дробл. кер-т. | 2 | 4 | 1 | 4 | 2 | 2 | 15 | 2 |
| Дробл. фарф. | 1 | 1 | 5 | 1 | 4 | 4 | 16 | 3 |
| Полистирол | 4,5 | 2 | 3 | 2 | 3 | 3 | 17,5 | 4 |
| Ёрш | 3 | 3 | 2 | 3 | 1 | 1 | 13 | 1 |
Таблица 7 - Ранжирование фильтрующих загрузок по удельным процентам технологических параметров фильтрования ГСВ
| Тип загрузки | Удельные проценты технологических параметров процесса фильтрования | Сводный процент | Парамет- рический ряд по процентам | Ряд после- дователь- ности выбора загрузки | |||
| T,час | Q, 3/час | Грязе-емкость, кг | Объем, м3 | ||||
| Песок | 27,3 | 48.1 | 12.2 | 15.5 | 103.1 | 26 | 6 |
| Песок+ антрац. | 41,4 | 60.1 | 29,9 | 28.5 | 159,9 | 40 | 5 |
| Дробл. керам. | 81,9 | 100 | 99,1 | 94.1 | 375,1 | 94 | 2 |
| Дробл. фарфор | 100 | 53.5 | 68,3 | 68.3 | 290,1 | 73 | 4 |
| Полистирол | 98,1 | 65.9 | 77,6 | 74.2 | 315,8 | 80 | 3 |
| Ёрш | 87,6 | 99.5 | 100 | 100 | 387,1 | 97 | 1 |
электрохимическую очистку и разделение продуктов по технологической схеме (рис. 7), для условий (ОАО «РЭРЗ», г. Ростов-на-Дону), составил, руб/год: ершовый наполнитель – 210957, дробленый фарфор – 189393 (цены 2010 г).
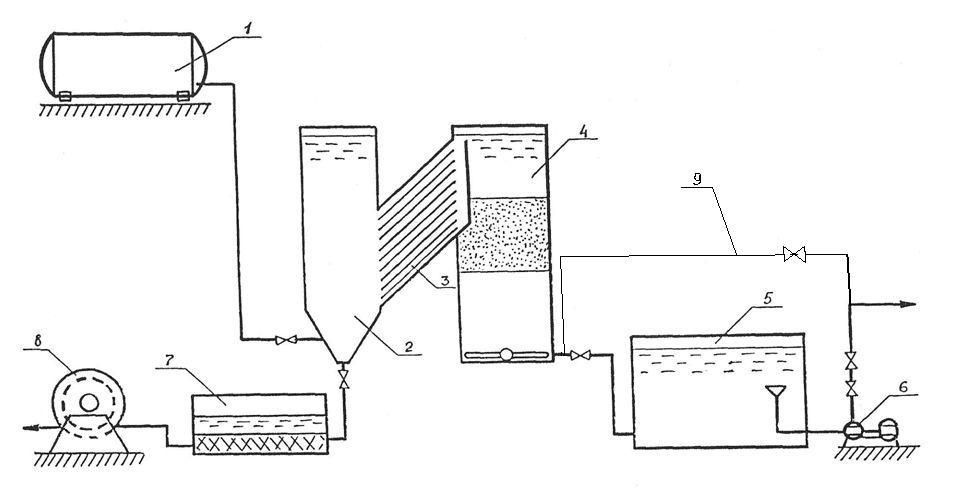
Рис. 7. Рекомендуемая технологическая схема очистки ГСВ: 1- гальвано-коагулятор; 2 - контактная камера; 3 - тонкослойный отстойник; 4 - скорые фильтры; 5 - резервуар чистой воды; 6 - насос подачи очищенной воды; 7 - приемный резервуар; 8 - аппарат механического обезвоживания; 9 – на промывку фильтров; 10 – в оборотную систему.
В шестой главе на основе проведенных исследований и опыта эксплуатации приведены разработанные рекомендации и методика расчета процесса доочистки ГСВ фильтрованием на ершовом наполнителе и загрузке из отходов дробленого фарфора.
Из анализа практики доочистки ГСВ на Ростовском электровозоремонтном заводе (в течение 5 лет) отмечено, что применение ершовой загрузки сокращает трудоемкость, срок изготовления, регенерации и замены в 1,5 – 2,0 раза, что позитивно влияет на культуру производства и условия труда обслуживающего персонала.
Используя схему на рис. 7, а также экспериментальные данные лабораторных, полупроизводственных и производственных исследований, расчет длительности фильтроцикла (Т) фильтров доочистки ГСВ следует вести по теоретико-экспериментальным зависимостям.
1) Фильтры с загрузкой из отходов производства фарфора:
T – длительность фильтроцикла, час; - параметр свойств взвеси в воде – 0,35-0,55; - коэффициент неоднородности – 4,16; V– скорость фильтрования – 7,0 – 11,0 м/ч; ![]() h- предельная потеря напора в фильтре 6-11 см;
h- предельная потеря напора в фильтре 6-11 см; ![]() dЭ - эквивалентный диаметр зерен загрузки – 0,8-1,43 мм. Потери напора принимать по (рис.1).
dЭ - эквивалентный диаметр зерен загрузки – 0,8-1,43 мм. Потери напора принимать по (рис.1).
При загрузке фильтров дробленым фарфором – слой загрузки принимается в пределах 1,0 - 1,2 м, фильтроцикл 42 - 51 ч, интенсивность промывки 8 - 12 л/с*м2.
Эффект очистки ГСВ на фильтрах с загрузкой из фарфора составляет 95%.
2) Фильтры с загрузкой из ершей. Для расчета Т необходимо принимать следующие значения: - параметр свойств взвеси в воде – (0,35-0,55); V - скорость фильтрования – (8-15) м/ч; h- предельная потеря напора в фильтре – (6-10) см; m - пористость слоя загрузки высотой 0,5-1,2 м, (0,912- 0,963); - параметр, характеризующий плотность частиц взвеси 0,3-0,6. Эффективность доочистки ГСВ рассчитывать по зависимостям (табл. 4).
Рассчитанные по приведенным зависимостям показатели (Т, Э) процесса доочистки отличаются от фактических значений, полученных в полупроизводственных и производственных исследованиях, на ± 8 - 10%.
ОСНОВНЫЕ ВЫВОДЫ
1. Теоретически и экспериментально обоснованы параметры процесса фильтрования с загрузками: кварцевый песок, кварцевый песок + антрацит, керамзит, полистирол, отходы из дробленого фарфора и ерши для доочистки ГСВ.
2. Дополнена методика выбора оптимальной фильтрующей загрузки фильтров доочистки гальванических сточных вод с применением удельных параметрических рангов и сводных процентов, предложены ранжировочные ряды выбора загрузок для фильтров.
3. Получены теоретико-экспериментальные зависимости расчета процесса доочистки фильтрованием электрохимически очищенных ГСВ в зависимости от исходных и остаточных концентраций ионов металлов, типа загрузки, особенностей технологического режима (скорости фильтрования, потерь напора, длительности фильтроцикла, грязеемкости, регенерации).
4. Обоснованы параметры процесса регенерации фильтрующей загрузки фильтров по доочистке ГСВ в зависимости от исходных концентраций ионов тяжелых металлов.
5. Разработаны рациональные технологические схемы доочистки ГСВ в соответствии с нормативными требованиями к оборотному водоснабжению и рекомендации на их проектирование.
6. Технико-экономический анализ и стабильно высокие показатели доочистки ГСВ на 3-х предприятиях РФ в течение 5 лет позволяют рекомендовать в качестве фильтрующих загрузок на локальных очистных сооружениях гальванических производств отходы из дробленого фарфора и искусственные заполнители из ершей.
ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ
ОТРАЖЕНО В СЛЕДУЮЩИХ ПУБЛИКАЦИЯХ:
| Публикации в ведущих рецензируемых научно-технических журналах изданиях, определенных ВАК России по направлению «Строительство» | |
| 1 | Алешин, А.В. Доочистка сточных вод гальванического цеха электровозоремонтного завода фильтрованием через различные зернистые материалы. / А.В. Алешин, В.С. Алешин, Е.Б. Рассказов // Вестник Волгогр. гос. арх.-строит. ун-та; Сер.: Строительство и архитектура. - Волгоград: ВолгГАСУ, 2010. - Вып. 18. - С. 123-125. |
| 2. | Алешин, А.В. Доочистка сточных вод гальванического цеха на ершовых заполнителях / А.В. Алешин // Вестник Томск. гос. арх.-строит. ун-та Томск, 2010. – Вып. 3. - С. 200-204. |
| 3. | 3. Алешин А.В. Исследование фильтрующего зернистого материала / А.В. Алешин, В.С. Алешин, Е.Б. Рассказов, А.А. Онищенко // Обозрение прикладной промышленной математики. Москва – 2009. |
| 4. | 4. Алешин А.В. Виды микроорганизмов и их расчет на фильтрах Эшкаконского водопровода / А.В. Алешин, В.С. Алешин, А.А. Онищенко // Обозрение прикладной промышленной математики. Москва – 2009. |
| Отраслевые издания и материалы конференций | |
| 5. | Алешин, А.В. Исследования различных сочетаний реагентов при очистке низкотемпературной воды на южных водопроводах / В.С. Алешин, А.В. Алешин, Е.Б. Рассказов, Е.В. Квашнина // Строительство. – 2010. Сб. матер. междунар. науч.-практич. конф. Ростовск. гос. строит. ун-т. - Ростов-на-Дону, 2010 – С. 86-87. |
| 6. | Алешин, А.В. Методика расчета электроактиватора / А.В. Алешин, В.С. Алешин, Ю.А. Стеценко / Строительство. – 2009. Сб. матер. междунар. науч.-практич. конф. Ростовск. гос. строит. ун-т. - Ростов-на-Дону, 2009 – С. 20-21. |
| 7. | Алешин, А.В. Применение зернистых материалов в водоочистных фильтрах / В.С. Алешин, А.В. Алешин // Монография Ростиздат. - Ростов-на-Дону, 2008. – 10 п.л. |
| 8. | Алешин, А.В. Сравнительная оценка работы электрокоагуляторов различных конструкций / А.В. Алешин, М.В. Золотарева, В.Г. Мережко // Строительство. – 2005. Сб. матер. междунар. науч.-практич. конф. Ростовск. гос. строит. ун-т. - Ростов-на-Дону: РГСУ, 2006 – С. 31-33. |
| 9. | Алешин, А.В. О рациональном использовании воды в гальваническом цехе / А.В. Алешин, М.В. Золотарева, О.Г. Биккенина, В.Г. Мережко, В.В. Абрамов // Строительство. – 2005. Сб. матер. междунар. науч.-практич. конф. Ростовск. гос. строит. ун-т. - Ростов-на-Дону, 2005 – С. 25-27. |
АЛЁШИН АЛЕКСАНДР ВИКТОРОВИЧ
СОВЕРШЕНСТВОВАНИЕ ПРОЦЕССА ДООЧИСТКИ
ЭЛЕКТРОХИМИЧЕСКИ ОЧИЩЕННЫХ СТОЧНЫХ ВОД ГАЛЬВАНИЧЕСКИХ ПРОИЗВОДСТВ ФИЛЬТРОВАНИЕМ
| 05.23.04 - | Водоснабжение, канализация, строительные системы охраны водных ресурсов. |
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Подписано в печать 21.04.2011г. Заказ № Тираж 100 экз. Печ. л. 1,0
Формат 60 х 84 1/16
Бумага офсетная. Печать офсетная.