

Теоретические и технологические основы горячей штамповки порошковых карбидосталей конструкционного назначения
На правах рукописи
Свистун Лев Иванович
Теоретические и технологические основы горячей штамповки порошковых карбидосталей
конструкционного назначения
05.16.06 «Порошковая металлургия и композиционные материалы»
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
доктора технических наук
Новочеркасск –2010
Работа выполнена в Государственном образовательном учреждении высшего профессионального образования «Кубанский государственный технологический университет»
| Научный консультант Официальные оппоненты: Ведущая организация: | Д-тор техн. наук, профессор, заслуженный деятель науки и техники Российской Федерации Дорофеев Юрий Григорьевич Д-тор техн. наук, доцент, Александр Валентинович Скориков; Д-тор техн. наук, профессор, заслуженный деятель науки и техники Российской Федерации Юрий Григорьевич Гуревич; Д-тор техн. наук, профессор, заслуженный деятель науки РФ Станислав Иванович Богодухов. Донской государственный технический университет. |
Защита состоится 23 декабря 2010 года на заседании
Диссертационного совета Д 212.304.09 при Государственном образовательном учреждении высшего профессионального образования «Южно-Российский государственный технический университет (Новочеркасский политехнический институт)» в 107 ауд. Главного корпуса по адресу:
346428, г. Новочеркасск Ростовской области, ул Просвещения, 132
С диссертацией можно ознакомиться в библиотеке государственного образовательного учреждения «Южно-Российский государственный технический университет (Новочеркасский политехнический институт)»; с авторефератом – на сайте i-tu.ru.
Автореферат разослан «_____» _______________2010 г.
Ученый секретарь диссертационного
совета, канд. техн. наук В. И. Устименко
1 ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Диссертация посвящена решению научно-технической проблемы созданию научно обоснованной технологии горячей штамповки (ГШ) широкой номенклатуры порошковых композиционных материалов с дисперсной структурой (карбидосталей) для изделий конструкционного назначения, обладающих высокими функциональными свойствами износо-, тепло- и коррозионностойкостью.
Актуальность проблемы. Анализ структуры современного производства и потребления износостойких конструкционных материалов показывает, что они должны отвечать высоким требованиям надежности, долговечности, экономичности при работе в условиях отсутствия смазки, в вакууме, агрессивных газовых и жидких средах. Такими материалами являются композиты с дисперсной структурой. К этому классу материалов относятся карбидостали, матричным материалом которых являются стали, а роль твердых включений выполняют карбиды. Объемная доля последних может достигать 50 %.
В США и Германии промышленным способом по технологии спекания производят порядка десяти разных марок карбидосталей с использованием карбида титана. В СССР (в Украине) для получения такого рода карбидосталей использовали технологии горячего изостатического прессования (ГИП) и горячей экструзии (ГЭ). В настоящее время в России и Украине промышленное производство карбидосталей отсутствует. С точки зрения экономичности альтернативой указанным технологиям может стать технология ГШ порошковых материалов. Что касается номенклатуры карбидосталей, то при применении метода ГШ она может быть значительно расширена за счет использования промышленных карбидов бора и хрома. Это даст возможность получить новые карбидостали с высокими функциональными свойствами для применения в различных областях народного хозяйства – в машиностроении, вакуумной и высокотемпературной технике, в машинах и механизмах, предназначенных для работы с коррозионными средами.
Работа выполнялась в соответствии с координационным планом Министерства образования и науки РФ по госбюджетным НИР (2006 2010 г.г.) 4.01.06-10 «Развитие высокоскоростных и прецизионных обрабатывающих систем на базе интеллектуальных обрабатывающих технологических комплексов и инструментов нового поколения» и 4.02.06-10 «Разработка и освоение новых технологических процессов получения и производства деталей с особыми физико-механическими свойствами». Часть работы выполнена на основе договора № 13-06/4-9 о взаимодействии, совместной научной и производственной деятельности между Государственным научно-техническим центром «Новейшие материалы и технологии порошковой металлургии» ИПМ НАН Украины, Кубанским государственным технологическим университетом и Производственным предприятием «Техоснастка-Инструмент» (2004 – 2007 г.г.).
Цель работы и основные задачи исследования. Целью настоящей работы является разработка научных и технологических принципов применения метода ГШ для получения карбидосталей конструкционного назначения с повышенными функциональными свойствами, такими как износостойкость, теплостойкость, противокоррозионная стойкость.
Для реализации поставленной цели необходимо было решить следующие задачи:
- обосновать выбор для исследования ряда карбидосталей на основе низко-, комплексно- и высоколегированных сталей с использованием расширенной номенклатуры карбидов (В4С, ТіС, Cr3C2), а также целесообразность применения технологии ГШ изделий из них для работы в условиях интенсивного износа, воздействия повышенных температур и в коррозионных средах;
- установить закономерности механического диспергирования порошков типа 40Х2, Р6М5К5, Х18Н15, карбидов В4С, ТіС, Cr3C2, смешивания порошков, определить физические, химические и технологические свойства размолотых порошков и смесей, и на этой основе разработать технологию приготовления шихт – исходного сырья для получения карбидосталей;
- установить закономерности изменения напряженно-деформированного состояния порошковых заготовок карбидосталей, в том числе двухслойных, в процессе их горячего деформирования в закрытых и отрытых штампах и рекомендовать наиболее эффективные методы ГШ;
- установить технологические параметры прессования, спекания и ГШ заготовок для получения карбидосталей 40Х2 В4С, Р6М5К5 – ТіС, Х18Н15 Cr3C2 и изделий из них конструкционного назначения и использовать полученные результаты при разработке технологических процессов;
- установить особенности формирования структуры, элементный и фазовый состав горячештампованных сталей 40Х2, Р6М5К5 и Х18Н15 и карбидосталей на их основе;
- определить физико-механические и функциональные свойства горячештампованных карбидосталей;
- разработать технологические схемы ГШ карбидосталей и получения из них износостойких изделий конструкционного назначения в условиях опытно-промышленного производства.
Научная новизна
1. Установлено, что в отличие от известных представлений, разработанных применительно к получению карбидосталей по технологиям «прессование - спекание» и «горячее изостатическое прессование (ГИП) - экструзия», заключающихся в необходимости выдерживания соотношения размеров мелких и крупных частиц 1:5 и ограничения максимального размера частиц стали 15-ю мкм, равномерное распределение частиц карбида в смеси, способствующее реализации эффекта дисперсионного упрочнения в горячештампованных порошковых карбидосталях, обеспечивается при условии соизмеримости их размеров со средним размером частиц стали: 2 – 3 мкм – для карбидов; 5 – 6 мкм – для сталей; максимальный размер карбидных частиц не должен превышать 5 мкм, стальных – 15 мкм.
2. Установлены особенности горячего уплотнения карбидосталей;
- в отличие от холодного прессования шихт односторонняя горячая допрессовка неспеченных пористых заготовок при получении карбидосталей в закрытом штампе приводит к образованию трещин отрыва в зоне контакта «торец пуансона – торец заготовки» в результате действия локализованных растягивающих напряжений, уменьшить значения которых и, соответственно, снизить вероятность трещинообразования позволяет применение схемы двустороннего нагружения;
- в отличие от объемной штамповки спеченных заготовок на основе железа и низколегированных сталей в открытом штампе, смена схемы всестороннего неравномерного сжатия на начальной стадии уплотнения карбидосталей на схему одноосного растяжения на заключительной стадии обусловливает формирование поверхностных трещин при меньших критических напряжениях поперечного течения материала;
- реализация схемы горячей осадки неспеченных заготовок карбидосталей в предварительно сформованных оболочках из пористого железа позволяет предотвратить трещинообразование на периферии деформируемой заготовки, характерное для схемы объемной штамповки в открытом штампе, за счет создания противодавления со стороны стенок оболочки.
3. Установлено, что в спеченных карбидосталях типа быстрорежущая сталь – карбид титана на поверхности частиц карбида возникает диффузионная зона не только из-за диффузии молибдена, как считалось ранее, но, в основном, за счет диффузии ванадия и вольфрама. В отличие от карбидосталей с карбидом титана, в карбидосталях с карбидом бора диффузионная зона возникает только в матричной (стальной) области за счет диффузии углерода и бора. В горячештампованных карбидосталях, в отличие от существующих представлений, диффузионные зоны образуются также, как и в спеченных карбидосталях, однако вследствие кратковременности тепловой обработки они имеют незначительные размеры, что уменьшает степень деградации материала.
4. Установлено, что механическая прочность горячештампованных карбидосталей выше (в среднем на 20 %) по сравнению с полученными методами спекания и ГИП, что обусловлено повышением качества сращивания за счет увеличения сегрегационной емкости границ субструктуры при механоактивации исходных компонентов шихты и использования в качестве активатора контактного взаимодействия «полезных» легирующих элементов и примесей, а также повышением плотности материала-основы в результате обработки давлением.
5. Впервые показано, что интенсивность износа рабочих поверхностей полированных карбидосталей уменьшается в ~3,5 раза в отличие от неполированных, что объясняется снижением нагрузки на карбидные зерна и практическим отсутствием их выкрашивания из стальной матрицы, а также формированием градиентного наноструктурного слоя и наличием в его структуре метастабильного аустенита, испытывающего деформационное мартенситное превращение при трении.
Практическая значимость и реализация полученных результатов
Практическая ценность работы заключается в разработке новых технологических схем, отличающихся от известных введением операций удаления из размолотых порошков крупных частиц и полирования рабочих поверхностей штампованного изделия, и устройств для получения изделий из заготовок карбидосталей, отличающихся от известных новой конструкцией оболочек, что позволяет проводить процесс уплотнения без осевой деформации оболочки и, следовательно, повысить равномерность распределения плотности в объеме изделия. Новизна ряда технологических схем и конструкций указанных устройств подтверждена патентами.
Установлены преимущества технологии получения карбидосталей методом ГШ механоактивированных шихт в оболочках из пористого железа по оптимальным рекомендованным энергосиловым и температурно-временным режимам, а также качественных показателей горячештампованных изделий в сравнении с известными аналогами:
- ГШ обеспечивает возможность получения заготовок деталей из карбидосталей типа «быстрорежущая сталь TiC» с минимальным припуском под последующую механическую обработку в отличие от технологии экструзии, которая предполагает производство полуфабрикатов; характеристики теплостойкости горячештампованных и экструдированных карбидосталей находятся на одном уровне;
- коррозионная стойкость горячештампованной карбидостали «нержавеющая сталь – Cr3C2» в 2 раза выше, чем у гетерофазного материала аналогичного состава, полученного спеканием неразмолотых порошков, что обусловлено измельчением зеренной структуры металла-основы при механоактивации и ограничением зоны диффузионного взаимодействия на границе «сталь - карбид» при ГШ;
- ГШ обеспечивает возможность получения карбидостали типа «сталь 40Х2 – В4С», в которой проявлению эффекта дисперсионного упрочнения способствует ограниченность диффузионного взаимодействия на границе «сталь - карбид», что существенным образом отличает данную технологию от технологий «прессование - спекание» и «ГИП - экструзия», обусловливающих развитие процессов деградации карбидных частиц; износостойкость карбидостали «сталь 40Х2 – 2 мас. % В4С» превышает соответствующий показатель стали ПК40Д2Н3 в 2 раза, стали 40Х – в 3 раза.
Предложенные варианты методов ГШ порошковых заготовок апробированы при изготовлении изделий из исследованных карбидосталей в опытно-промышленных условиях на производственном предприятии «Техоснастка – инструмент» (г. Краснодар»). Разработаны технологические процессы изготовления трех деталей: (1) сферического шарнира из карбидостали 40Х2 2 % В4С для сельскохозяйственной техники; (2) двухслойного изделия (корпуса опоры) с рабочим слоем из карбидостали Р6М5К5 – 20 % ТіС для буровой техники; (3) втулки клапана из антикоррозионной карбидостали Х18Н15 – 25 % Cr3C2 для использования в магистралях агрессивных жидкостей. На предприятии «Седин-Техмашстрой» (г Краснодар) проведены сравнительные испытания сферических шарниров из карбидостали и изготовляемых в настоящее время из стали 40Х. Установлена, что износостойкость шарниров из карбидостали в 6 раз выше. Это даст возможность экономить средства на ремонт сельхозоборудования и изготовление запасных частей.
Апробация результатов диссертации. Основные научные положения диссертации были представлены на девяти международных конференциях: “Science for Materials in the Frontier of Centuries: Advantages and Challenges”, Ukraine, Kyiv, 4 – 8 November, 2002; “Новейшие технологи в порошковой металлургии и керамике”, 8-12 сентября 2003, Киев, Украина; “Материалы и покрытия в экстремальных условиях: исследование, применение, экологически чистые технологии производства и утилизации изделий”, 13-17 сентября 2004 г.; “Современное материаловедение: достижения и проблемы”, Киев, Украина, 26-30 сентября 2005 г., Кацивели, АР Крым, Украина; Proceeding of the International Conference DF PM 2005 “ Deformation and Fracture in Structural PM Materials”, September 27-30, 2005, IMR SAS, Kosice, Slovakia; EURO PM 2005, Congress & Exhibition Proceedings. October 2005, Prague, Czech Republic; “Новые материалы и технологии: порошковая металлургия, композиционные материалы, защитные покрытия”, Минск, Беларусь, 16-17 мая 2006; «Материалы и покрытия в экстремальных условиях: исследования, применение, экологически чистые технологии производства и утилизации изделий», 22 26 сентября 2008 г., Автономная республика Крым; «Теоретичні і експериментальні дослідження в технологіях сучасного матеріалознавства та машинобудування», Україна, Луцьк – Шацьк, 1 – 6 червня 2009 р.
Публикации. По материалам диссертации опубликовано 35 работ, в том числе 8 статей в научно-технических журналах, рекомендованных ВАК РФ для публикации материалов диссертаций.
Структура и объем диссертации. Диссертация состоит из введения, пяти разделов, общих выводов, списка литературы (280 наименования) и приложений. Общий объем диссертации составляет 343 страницы машинописного текста и содержит 132 рисунка, 51 таблицу.
ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ
Во введении отмечено, что в СССР родоначальниками научного направления, связанного с исследованием и созданием крабидосталей, являются Государственный технологический университет «Московский институт стали и сплавов» и Московская государственная академия тонкой химической технологии им. М. В. Ломоносова, которые начали соответствующие работы в 70-х г.г. ХХ ст. (С. С. Кипарисов, В. К. Нарва). Значительный вклад в развитие этого направления внесли также Ю. Г. Гуревич, Н. Р. Фраге, Я. П. Кюбарсепп. Показана целесообразность дальнейшего развития этого научного направления.
В разделе 1 «Карбидостали (литературный обзор). Выбор номенклатуры карбидосталей для исследования процесса ГШ» проанализированы современные тенденции в области создания и производства порошковых износостойких карбидосталей. В основу настоящей работы положен метод ГШ порошковых материалов.
Для исследований и разработки технологии ГШ выбраны следующие карбидостали: (1) низколегированная износостойкая сталь 40Х2 - карбид бора; (2) комплекснолегированная износостойкая инструментальная сталь Р6М5К5 – карбид титана; (3) высоколегированная износо- и коррозионностойкая нержавеющая сталь Х18Н15 – карбид хрома. Каждая карбидосталь изготовлялась в трех вариантах: с содержанием карбидов 5, 15 и 30 об. %. Под штамповку могут использоваться как спеченные, так и неспеченные заготовки, которые изготовляются из дисперсных порошков сталей и мелкодисперсных порошков карбидов. Размол порошков проводился в аттриторе при частоте вращения мешалки 900 мин1. Размеры, форму частиц, их гранулометрический состав исследовали на анализаторе изображений SIAMS–600.
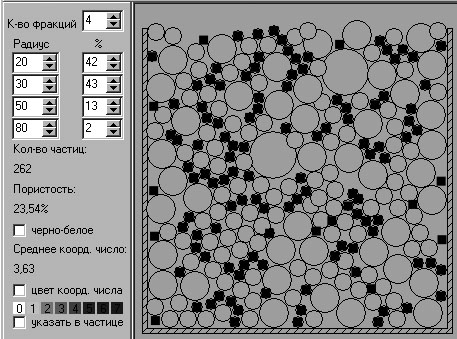
Проведена оценка свойств всех исходных порошков до и после размола. Исследованы прессуемость и спекаемость размолотых порошков сталей, показатели прочностных характеристик и функциональных свойств заготовок из них. Чтобы рекомендовать размерные параметры частиц, проведено компьютерное моделирование укладки частиц в полиди-сперсных смесях (рисунок 1). На основе полученных результатов рекомендовано: (1) осуществлять размол порошков карбидов до среднего размера 2 3 мкм, порошков металлов – до 5 мкм;
(2) верхний размер частиц металлической составляющей огра-ничивать величиной 15 мкм.
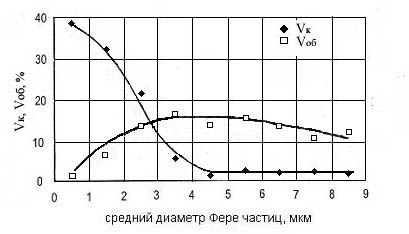
 | Чтобы выполнить условия относительно средних размеров, оставшиеся после размола крупные частицы (до 40 мкм) нужно удалять. После этого резко увеличивается (почти в 4 раза) относительное содержание частиц с размером, приближающимся к заданному среднему, как это показано на рисунке 2 для порошка карбида титана. |
| Рисунок 1 Модель укладки частиц полидисперсной смеси при количественном содержании «карбидных» частиц 42 %, что соответствует 20 об. %, и при отношениях размеров крупных («металлических») частиц к мелким («карбидным») 1,5; 2,5 и 4 |
 |  |
| а | б |
| Рисунок 2 – Количественное (Vк) и объемное (Vоб) содержание фракций в порошке TiC: а после размола (0,5 ч), б после удаления частиц > 5 мкм | |
В порошках сталей в результате размола повышается содержание кислорода (в 2 – 3 раза) и несколько (на доли процента) понижается содержание углерода. Рекомендовано для восстановления оксидов и компенсации потери углерода к размолотым порошкам примешивать графит в необходимом количестве и довосстановление проводить в процессе изготовления заготовок под штамповку.
Общим свойством мелкодисперсных механоактивированных порошков является отсутствие формуемости и повышенная спекаемость. Чтобы исключить обособленную усадку при спекании заготовок карбидостали «сталь – карбид титана», разложение карбида бора (при температурах выше 1100 0С), деградацию частиц карбидов (при высоких температурах) рекомендовано проводить температурную обработку (спекание, нагрев под штамповку) в условиях твердофазного взаимодействия составляющих: для карбидосталей на основе сталей 40Х2 1050 0С, Р6М5К5 1180 0С, Х18Н15 1150 0С.
Исследованы структуры и свойства горячештампованных сталей из мелкодисперсных порошков при указанных температурах (таблица 1).
Таблица 1 – Свойства образцов горячештампованных сталей из размолотого порошка
| Термическая обработка, оС | Структура | в, МПа | и, МПа | ак, Дж/см2 | Твердость, HRC | I,* мкм/км | f * |
| Сталь 40Х2, 7,50 – 7,60 г/см3, неспеченная заготовка | |||||||
| штамп. – 1050, отжиг 1000, закалка 850, отпуск 250 | мартенсит | 1170 | 1700 | 220 | 46 | 1,1 | 0,18 |
| Сталь 40Х2, 7,40 – 7,50 г/см3, спеченная заготовка | |||||||
| То же | мартенсит | 1250 | 1700 | 200 | 46 | 1,1 | 0,18 |
| Сталь Р6М5К5, 7,96 – 7,98 г/см3, неспеченная заготовка | |||||||
| штамп. – 1080, отж. 820; 10,5ч закалка 1080, отпуск 560, 3-кр | дисперсные карбиды (Fe,V,W)C и (Fe,Mo,W)2C | 3100 | 29,9 | 65 - 67 | 1,3 | 0,14 | |
| Сталь Р6М5К5, 7,96 – 7,98 г/см3, спеченная заготовка | |||||||
| То же | То же | 3230 | 30,5 | 65 - 67 | 1,3 | 0,12 | |
| Сталь Х18Н15, 7,71 г/см3, неспеченная заготовка. | |||||||
| штамп. – 1200, закалка 1050, отпуск 400 | аустенит | 690 | 680 | 75 | 26 - 29 | ||
Примечание: I* – интенсивность износа, f* – коэффициент трения
Прочностные характеристики ТО сталей, штампованных из спеченных заготовок, как правило, превышает соответствующие характеристики сталей из неспеченных заготовок. Что касается функциональных свойств, то интенсивность износа сталей, спеченных и неспеченных, практически не отличается друг от друга.
В разделе 2 «Особенности уплотнения и напряженно-деформированное состояние штампуемых заготовок из карбидостали» представлены результаты исследования поведения карбидосталей при штамповке в закрытом и открытом штампах. При этом рассмотрен процесс штамповки с применением трех видов заготовок, отличающихся степенью консолидации порошкового материала: спеченного; спрессованного (неспеченного); свободно засыпанного в оболочку порошка.
Напряженно-деформированное состояние штампуемой в закрытом штампе неспеченной заготовки (цилиндрического брикета из карбидостали Х18Н15 – 25 % Сr3C2) оценивали по интенсивности уплотнения і, являющейся функцией пористости, и коэффициентом формы Кf=d/h. Показано, что при одностороннем нагружении именно растягивающие напряжения являются причиной образования застойных зон в углах изделия. В их области наблюдалось образование трещин и сколов. При двухстороннем приложении нагрузки уровень деформаций растяжения оказывается существенно ниже. Изменение схемы напряженно-деформированного состояния предотвратило образование трещин. Трещинообразование связано с тем, что при ГШ «мгновенная» деформация твердой составляющей происходит при напряжениях, значительно превышающих напряжения «мгновенной» деформации пластической составляющей. Следовательно, при получении карбидосталей частицы карбидов будут деформироваться только после окончания деформации стальной матрицы, что при поперечном к направлению усилия прессования течении материала может вызвать, кроме поверхностных трещин, также и возникновение внутренних трещин на границах «сталь карбид». Уменьшить вероятность трещинообразования можно за счет принятия мер конструктивного характера (утолщения, бурты, увеличение плотности периферийной части осаживаемой заготовки). Кроме того, предотвратить возникновение трещин как в центральной зоне заготовки, так и на ее периферии позволяет противодавление, которое оказывают стенки матрицы или оболочки. Перспективным представляется использование в качестве оболочек порошковых материалов, прочность которых является функцией пористости. При свободной осадке цилиндрических образцов всех типов горячештампованных карбидосталей (с содержанием карбидов 5 об. %, плотностью 97 – 98 %) в спеченных железных оболочках (плотность ~ 90 %) допустимая степень поперечной деформации находилась в пределах 16,5 – 19,3 %, в то время как этот показатель для тех же карбидосталей без оболочек составлял 4,5 – 6 %. Описанные подходы по предотвращению трещинообразования предполагает проведение анализа напряженно-деформированного состояния на различных этапах ГШ.
Для исследования напряженно-деформированного состояния изделий сложной формы при формообразовании в открытых штампах выбрана втулка с боковой сферической поверхностью. В качестве материала использована карбидосталь 40Х2 – 2 % В4С. Для экспериментального определения деформаций применен метод координатных сеток, напряжения рассчитывались по теоретическим зависимостям пластического деформирования порошковых пористых материалов (В. В. Скороход, М. Б. Штерн). Операция ГШ порошковых заготовок выполнялась в открытом штампе с двусторонним приложением нагрузки.
Эксперименты выполнялись при поэтапном деформировании заготовок в три стадии. Для каждой стадии – начальной, промежуточной и конечной – рассчитаны распределения среднего напряжения по высоте, деформации твердой фазы и плотности. В качестве примера на рисунке 3 приведены результаты исследования деформации твердой фазы. На основании этих исследований можно видеть, что наибольшие значения уплотнения, напряжений и деформаций возникают в средней части
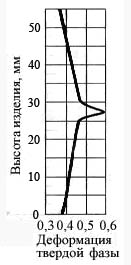 Рисунок 3 – Распределение деформации твердой фазы на начальной стадии деформирования Рисунок 3 – Распределение деформации твердой фазы на начальной стадии деформирования | заготовок, поскольку здесь имеет место наиболее активное течение нагретого металла. При свободной осадке на начальной стадии снижаются значения средних напряжений и значительно повышается плотность. На последующих стадиях штамповки происходит увеличение уровня деформации твердой фазы, при этом в зоне облоя плотность выше, чем в остальных частях изделия. Это препятствует перетеканию материала в облой. Исследование напряженно-деформированного состояния порошковых двухслойных заготовок при ГШ выполнено на основе методики моделирования, разработанной в ИПМ НАН Украины. Используются определяющие соотношения теории пластичности |
пористых тел и метод конечных элементов.
Решена задача для изделий с рабочим слоем из карбидостали с вертикальным расположением слоев[1].
Штампуется двухслойная втулка с внутренним слоем из карбидостали Р6М5К5 – 20 % ТіС и с наружным – из железного порошка. В программу расчета в качестве исходных данных введены параметры уплотняемости порошков карбидостали и железа. Начальные значения пористости слоев карбидостали и железа равны между собой (относительная пористость 0,4), начальное значение отношения высоты заготовки к толщине слоя оставляет 10:1. На рисунке 4 представлена схема горячей допрессовки в закрытом штампе. В силу симметрии на рисунке изображена правая относительно центральной оси половина штампа. Наличие и направление сил внешнего трения оказывают влияние на распределение плотности и других параметров по обьему материала. Распределение пористости при одностороннем и двухстороннем уплотнении приведено на рисунке 5.
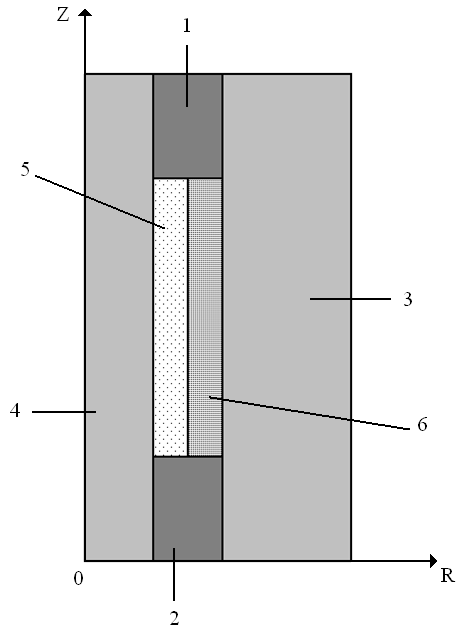 Рисунок 4 – Схема уплотнения двухслойной (карбидосталь – железо) втулки при горячей допрессовке: 1 – верхний пуансон, 2 – нижний пуансон, 3 – матрица, 4 – стержень, 5 – слой карбидостали, 6 – слой железа Рисунок 4 – Схема уплотнения двухслойной (карбидосталь – железо) втулки при горячей допрессовке: 1 – верхний пуансон, 2 – нижний пуансон, 3 – матрица, 4 – стержень, 5 – слой карбидостали, 6 – слой железа |  |  |
| а | б | |
| Рисунок 5 – Распределение пористости при одностороннем (а) и двухстороннем (б) уплотнении | ||
Имеет место тенденция более интенсивного уплотнения материала железного слоя. В то же время распределение пористости неравномерно и зависит от схемы деформирования. При одностороннем уплотнении (рисунок 5, а) максимальная пористость наблюдается в нижней части у внутренней поверхности (карбидосталь), минимальная – в верхней части наружной поверхности (железо). Применение двухстороннего уплотнения меняет халактер распределения пористости (рисунок 5, б). Сравнение двух схем штамповки показало, что при двухстороннем уплотнении распределение пористости более равномерно.
Исследовано также распределение величины накопленной пластической деформации материала твердой фазы и распределения скорости радиального течения материала. Установлено, что может имеет место вдавливание слоя карбидостали в слой железа.
В разделе 3 «Технология ГШ карбидосталей» представлены результаты исследований технологических параметров, предложены технологические схемы, новые конструкции заготовок и методы штамповки.
Основными этапами технологического процесса изготовления изделия из карбидостали являются: (1) приготовление шихты, (2) изготовление заготовки под штамповку, (3) ГШ, (4) отжиг штампованных заготовок, (5) механическая обработка (точение, фрезерование, сверление, шлифование), (6) термическая обработка (ТО) – закалка, отпуск, (7) финишная механическая обработка (полирование).
Используются заготовки трех видов: (1) спеченные (изготовляются прессованием и последующим спеканием), (2) неспеченные (прессованием шихты на связках), (3) «порошок в пористой оболочке» (прессованием оболочки, засыпанием шихты в оболочку). Шихту карбидосталей можно приготавливать или раздельным размолом карбидного и металлического порошков с последующим смешиванием, или отдельным размолом карбидного порошка, а затем совместным размолом/смешиванием составляющих.
В таблице 2 представлены рекомендации относительно технологических режимов изготовления заготовок (спеченных и неспеченных) карбидосталей с наибольшим содержанием карбидов, в таблице 3 – наиболее эффективные технологические параметры ГШ карбидосталей. Приведенные значения температур спекания и нагрева под штамповку рекомендуются не только для указанных, но и для всех остальных исследуемых карбидосталей независимо от содержания в них карбидов.
Таблица 2 – Технологические параметры изготовления заготовок
| Карбидостали и тип заготовки | Плотность, г/см3 | Давление прессования, МПа | Режимы отгонки связки | Режим спекания, 0С/ч |
| 40Х2 – 10 % В4С спеченные неспеченные | 5,15 – 5,80 4,20 – 4,50 | 600 – 800 (для спеченных) 300 – 400 (для неспеченных) | 700 0С, 0,5 ч | 1000 / 2 |
| Р6М5К5 – 20 % TiC спеченные неспеченные | 5,74 – 6,46 4,67 – 5,03 | 1180 / 2 | ||
| Х18Н15 25 % Cr3C2 спеченные неспеченные | 6,10 – 6,86 4,95 – 5,33 | (1150 – 1200) / 2 |
Таблица 3 Технологические параметры ГШ карбидосталей
| Тип заготовки / плотность, г/см3 | Метод штамповки | Температура, оС | Давление, МПа | Структура металла-основы |
| 40Х2 – 10 % B4C (6,2 – 6,3 г/см3) | ||||
| Прессовка / 3,9 – 4,5 Спеченная в вакууме (1050 оС) / 5,5 Порошок в оболочке /1,21 – 3,9 | Горячая допрессовка | 1050 1050 1050 | 780 – 800 950 1000 950 1000 | Дисперсный бейнит |
| Р6М5К5 – 20 % TiC (6,9 – 7,0 г/см3) | ||||
| Прессовка / 4,3 – 5,0 Спеченная в вакууме (1080 оС) / 6,25 Порошок в оболочке /1,76 – 4,3 | Горячая допрессовка | 1180 1180 1180 | 750 – 850 950 1000 950 1000 | Аустенит + дисперсные карбиды |
| Х18Н15 – 25 % Cr3C2 (7,3 – 7,5 г/см3) | ||||
| Прессовка / 4,3 – 5,0 Порошок в оболочке /1,76 – 4,3 | Горячая допрессовка | 1150 1150 | 700 – 800 950 – 1000 | Аустенит |
Рекомендуемые режимы ТО представлены в таблице 4.
Таблица 4 Технологические параметры ТО карбидосталей (плотность 97 98 %)
| Отжиг, твердость | Закалка | Отпуск | Твердость, HRC | Структура металла-основы |
| 40Х2 – (2 10) % B4C | ||||
| 750 – 800 оС,выдержка 3 ч; Твердость 38 – 42 HRC (при 5 – 10 % B4C), 182 – 184 НB (при2 % B4C) | 850 оС в воду | 200 оС, охлаждение в воде | 66 – 68 (10 % B4C) 62 – 64 (2 5 % C) | Мартенсит + метаста - бильный остаточный аустенит |
| Р6М5К5 – (3 20) % TiC | ||||
| 850 – 860 оС,2 3 ч, охлаждение до 730– 740 оС со скоростью 20 – 30 оС/ч, выдержка 4–6 ч, охлаждение до 600 оС со скоростью 30–40 оС/ч, охлаждение с печью до 300 оС, далее на воздухе 40 – 44 HRC | 1180 0С в масло | 560 оС, 1 ч, трехкратный | 62 – 69 | Мартенсит + метаста –бильный остаточныйаустенит |
| Х18Н15 – (4 25) % Cr3C2 | ||||
| 1100 оС, 2 ч, вакуум | 1150 оС в масло | 38 – 40 | аустенит+ феррит | |
В разделе 4 «Структура и свойства карбидосталей» рассмотрены особенности структурообразования исследуемых сталей и представлены сведения о их физико-механических свойствах.
Твердость, размеры, количество и расположение включений в матричном материале определяют механические и функциональные свойства карбидостали в первую очередь. В значительной мере эти свойства зависят также от структуры матричной стали – функции режимов ТО композита. При этом немаловажную роль играет высокотемпературное взаимодействие матричной и карбидной фаз.
Структуру карбидосталей типа 40Х2 –В4С во многом определяет карбид бора. Возможность появления переходной зоны ограничивали применением пониженных температур спекания и нагрева под щтамповку (1000 1050 0С). При этом при исследовании фазового состава спеченного материала соединений типа Fe3C и FeB не было обнаружено.
При формировании композита «сталь – карбид титана» в процессе жидкофазного спекания образуется диффузионная «кольцевая зона» в приповерхностном объеме частицы TiC. Механизм ее образования хорошо известен и описан в научной литературе. Раньше считалось, что вследствие кратковременности протекания процесса штамповки неспеченной заготовки зона диффузионного взаимодействия проявляться не должна. Однако при рассмотрении под электронным микроскопом при большом увеличении такая зона (не замкнутая и незначительной толщины) все же обнаруживается (рисунок 6), т. е. наблюдается эффект сращивания.
 | Вследствие незначительной длитель-ности термодеформационного воздействия условия для качественного сращивания могут обеспечиваться лишь на границах «сталь – сталь». На границах «сталь – карбид» указанная длительность недостаточна для трансляции межатомных связей и протекания адгезионного взаимо- |
| Рисунок 6- Электронное изображение зоны взаимодей- ствия стали Р6М5К5 с TiC в рент- геновском излучении Ti_V_W |
действия. Среди возможных мер по улучшению условий формирования межчастичного сращивания следует отметить рафинирование поверхностей частиц за счет повышения сегрегационной емкости границ путем увеличения протяженности границ зерен и субструктуры и уменьшения поперечника структурных элементов. Увеличение сегрегационной емкости обеспечивается проведением их предварительной механической активации при аттриторном размоле. Другая возможность заключается в применении в качестве легирующих компонентов материала матрицы поверхностно-активных к внутренним поверхностям раздела и инактивных к свободным элементов, «полезных» в плане предотвращения интеркристаллитного разрушения. Так, быстрорежущая сталь Р6М5К5 содержит кобальт, который, по литературным данным, образует наименьший для переходных металлов краевой угол смачивания с карбидом титана. Микрорентгеноструктурный анализ показал, что к таким «полезным» элементам можно отнести ванадий, активно насыщающий частицу TiC.
При спекании и нагреве карбидосталей типа «нержавеющая сталь – карбид хрома» также образуется зона диффузионного взаимодействия зерна карбида хрома со стальной матрицей. В процессе высокотемпературной обработки никель и железо материала-основы растворяются в поверхностном слое карбидных частиц. В противоположном направлении идет перенос хрома и углерода.
Определены механические свойства всех исследуемых сталей (таблица 5). Сравнительный анализ прочностных свойств показывает: (1) относительная плотность карбидосталей зависит от применяемой технологии. Практически стопроцентная плотность достигается при получении карбидосталей методом горячей экструзии; (2) твердость карбидосталей зависит не только от содержания твердых включений, но и от свойств металла-основы композита; (3) наивысшими значениями прочности на изгиб и ударной вязкости обладают карбидостали, полученные методом ГЭ, что можно объяснить достаточно полным протеканием процесса сращивания частиц металла-основы, достижением практически стопроцентной плотности и интенсивным измельчением зерна при обработке давлением спеченной заготовки; (4) наименьшие прочностные характеристики имеют спеченные карбидостали, по всей видимости, из-за крупнозернистой структуры спеченного материала; (5) горячештампованные карбидостали по прочностным характеристикам занимают промежуточное положение, причем карбидостали, полученные из спеченных заготовок прочнее полученных из неспеченных заготовок. Это, как и в первом случае (экструдированные стали), объясняется более высокой степенью сращивания частиц на предварительной операции спекания.
Таблица 5 Механические свойства термообработанных карбидосталей
| Карбидостали | Плотность, г/см3 | Твердость, НRC | Прочность на изгиб, МПа | Ударная вязкость, кДж/м2 |
| 40Х2 – 2 % В4С спеченная заготовка неспеченная заготовка 40Х2 –5 % В4С спеченная заготовка неспеченная заготовка 40Х2 – 10 % В4С спеченная заготовка неспеченная заготовка | 7,30 7,32 7,32 7,14 7,16 6,10 – 6,20 6,20 6,30 | 52 – 54 52 – 54 59 – 60 58 – 60 62 – 64 66 – 68 | 1050 - 1080 1120 –1160 970 1000 990 – 1030 840 – 860 850 – 880 | 150 – 170 130 – 150 66,5 – 72,0 60,5 – 66,5 32,0 – 34,0 28,0 33,0 |
| Р6М5К5 – 3 % ТіС спеченная заготовка неспеченная заготовка Р6М5К5 – 10 % ТіС спеченная заготовка неспеченная заготовка Р6М5К5 – 20 % ТіС спеченная заготовка неспеченная заготовка | 7,73 7,75 7,37 7,40 6,98 7,05 | 58 – 62 58 – 62 62 64 60 64 66 – 69 67 – 69 | 1930 1970 1910 1940 1740 –1780 1720 1740 1760 –1780 1650 1670 | 51,2 53,6 50,0 52,5 46,2 49,2 46,3 48,5 38,0 – 40,5 41,6 46,2 |
| Х18Н15 – 4 % Сr3C2 неспеченная заготока Х18Н15 – 12 % Сr3C2 неспеченная заготовка Х18Н15 – 25 % Сr3C2 неспеченная заготовка | 7,66 7,55 7,36 – 7,41 | 38 – 40 | 730 750 680 710 670 –690 |
Показатели упругих характеристик карбидосталей определяли методом локального нагружения жестким индентором. Модуль упругости карбидосталей с пониженным содержанием карбидов по своей величине незначительно (всего на несколько процентов) превышает аналогичный показатель сталей. Это объясняет возможность объемной штамповки карбидосталей с низким содержанием карбидов в открытом штампе.
Результаты испытаний на износостойкость термообработанных (закалка, отпуск) шлифованных образцов представлены на рисунке 7.
 | |
| а | |
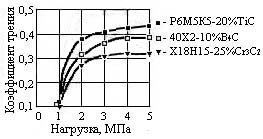 б б | Рисунок 7 – Триботехнические характеристики карбидосталей с неполированной поверхностью: а интенсивность износа; б – коэффициент трения. |
Пониженные показатели интенсивности износа при нагрузках 6 12 МПа объясняются разными схемами испытаний. Следует отметить значительное повышение темпа износа при нарастании нагрузки свыше 3 МПа. Интенсивность износа полированных образцов (рисунок 8 а), по сравнению с неполированными, при нагрузках 5 7 МПа снижается почти в 3 раза. В диапазоне нагрузок до 7 МПа значения коэффициента трения полированных образцов находятся в достаточно узких пределах – от 0,1 до 0,17 (рисунок 8, б). Представленные результаты обусловливают обязательное включение в технологический процесс операции полирования рабочих поверхностей.
 а а | Рисунок 8 – Триботехнические харак-теристики карбидосталей с полированной поверх-ностью: а интенсивность изнашивания (I); б – коэффициент трения(f) |
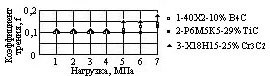 | |
| б |
Факты резкого повышения величины интенсивности износа при нагрузках выше 3 МПа и высоких значений коэффициента трения можно объяснить тем, что над металлической поверхностью трения карбидостали возвышаются частицы карбидов, которые, разрушаясь при повышенных нагрузках трения, начинают действовать как абразив. Шлифование и полирование, устраняя микронеровности, практически нивелируют этот отрицательный эффект, при этом метастабильный остаточный аустенит в зонах, прилежащих к поверхности трения, испытывает деформационное превращение в мартенсит. Кроме того, элетроннографическая съемка поверхности трения, которая проведена на образцах карбидостали 40Х2 – 5 % В4С, показала, что дифракционная картина имеет размытый характер, что позволяет сделать вывод о формировании поверхностного нанокристаллического слоя. Совместное воздействие указанных структурных эффектов в приповерхностных зонах при трении способствует увеличению износостойкости.
Результаты исследования теплостойкости карбидосталей типа Р6М5К5 – ТiС показали, что температуры, при которых карбидостали начинают терять свою твердость, составляют 640 – 660 0С (в зависимости от содержания ТiС). Эти показания превышают теплостойкость быстрорежущей стали Р6М5К5 на 49 – 60 0С.
Результаты исследования коррозионной стойкости штампованных карбидосталей показали, что штампованные карбидостали вследствие более высокой плотности обладают более высокой коррозионной стойкостью по сравнению с пористыми спеченными карбидосталями.
В разделе 5 «Промышленная технология ГШ изделий из карбидосталей» представлены результаты работы по стандартизации конструктивных элементов порошковых изделий. Поскольку изготовление конструкционных изделий из карбидосталей предполагает применение механической обработки штампованных заготовок, даны соответствующие рекомендации по форме и размерам конструктивных элементов.
Разработаны технологические процессы изготовления конструкционных износостойких изделий из карбидосталей 40Х2 – 2 % В4С, Р6М5К5 – 20 % ТіС и Х18Н15 25 % Сr3C2.
Из карбидостали 40Х2 – 2 % В4С изготовлены сферические шарниры для применения в узлах гидронавесок, служащих для присоединения навесных орудий к тракторам сельскохозяйственного назначения. Выбранная карбидосталь удовлетворяет требования материалу шарниров в 1000 МПа; ак 150 кДж/м2; НRСэ > 45. Технологический процесс изготовления предусматривает применение ГШ заготовки осадкой в открытом штампе. После спекания (1050 0С) пористость заготовки составляла ~ 10 %, после штамповки ~ 2 %. После термообработки, шлифования и полирования карбидосталь 40Х2 – 2 % В4С обеспечивает стойкость к износу изделия в два раза выше, чем порошковая сталь СП40Д2Н3, и в три раза выше, чем сталь 40Х, которые использовались для изготовления шарнира до настоящего времени.
Из карбидостали Р6М5К5 – 20 % ТіС изготовлены двухслойные изделия «корпус опоры» для бурового инструмента. В технологическом процессе при приготовлении шихты, в отличие от разрабатывавшейся ранее для этой детали, использовали совместный размол порошков стали и карбида с удалением из порошков крупных частиц, в шихту примешивали графит для восстановления оксидов в процессе нагрева под штамповку. Применяли заготовку «порошок в оболочке». В связи с тем, что карбидосталь не деформируется при ТО торцевую рабочую поверхность подвергали чистовому шлифованию, затем деталь термообрабатывали, и торец рабочего слоя полировали. Это обеспечило повышение стойкости слоя карбидостали к износу почти в 3 раза.
Из карбидостали Х18Н15 25 % Сr3C2 изготовляли седло клапана, представляющее собой втулку со сферической выемкой на месте внутренней торцевой кромки для размещения шарика. В технологический процесс включена операция совместного размола порошков стали и карбида хрома. Заготовку прессовали из шихты с клеящей связкой, которую отгоняли в процессе нагрева под штамповку. При штамповке применяли схему деформации заготовки с двусторонним приложением нагрузки. Полированию подвергали все поверхности изделия, чтобы гарантировать высокую коррозионную стойкость детали.
При реализации технологии использованы операционные режимы, установленные в настоящей работе для выбранных карбидосталей.
Все разработанные технологические процессы были опробованы с применением промышленного оборудования на производственном предприятии «Техоснастка – Инструмент» (г. Краснодар) и предприятии «Седин – Техмашстрой» (г. Краснодар).
ОБЩИЕ ВЫВОДЫ
1. Решена научно-техническая проблема создана научно обоснованная эффективная технология ГШ расширенной номенклатуры порошковых композиционных материалов с дисперсной структурой (карбидосталей) для изделий конструкционного назначения, обладающих высокими функциональными свойствами – износо-, коррозионно- и теплостойкостью. Номенклатура, наряду с карбидосталью с твердыми включениями из карбида титана, изготовляемой в настоящее время промышленным методом спекания, включает новые карбидостали, созданные с использованием карбидов бора и хрома. В результате применения эффективной технологии ГШ, созданной на основе высокоэнергетических методов обработки порошков – аттриторного размола и ГШ, получены износостойкие карбидостали с высокими физико-механическими и функциональными свойствами – низколегированная хромистая сталь 40Х2 – карбид бора, комплекснолегированная быстрорежущая сталь Р6М5К5 – карбид титана с повышенной теплостойкостью, высоколегированная нержавеющая сталь Х18Н15 – карбид хрома с повышенной коррозионностойкостью.
2. Исследованы закономерности приготовления полидисперсных смесей порошков карбидосталей. Установлено, что в отличие от известных представлений, разработанных применительно к получению карбидосталей по технологиям «прессование спекание» и «ГИП ГЭ», заключающихся в необходимости выдерживания соотношения размеров мелких и крупных частиц 1:5 и ограничения максимального размера частиц стали 15-ю мкм, равномерное распределение частиц карбида в смеси, способствующее реализации эффекта дисперсионного упрочнения в горячештампованных порошковых карбидосталях, обеспечивается при условии соизмеримости их размеров со средним размером частиц стали: 2 – 3 мкм – для карбидов; 5 – 6 мкм – для сталей; максимальный размер карбидных частиц не должен превышать 5 мкм, стальных – 15 мкм.
3. Установлены особенности горячего уплотнения карбидосталей.
- в отличие от холодного прессования шихт односторонняя горячая допрессовка неспеченных пористых заготовок при получении карбидосталей в закрытом штампе приводит к образованию трещин отрыва в зоне контакта «торец пуансона – торец заготовки» в результате действия локализованных растягивающих напряжений, уменьшить значения которых и, соответственно, снизить вероятность трещинообразования позволяет применение схемы двустороннего нагружения;
- в отличие от объемной штамповки спеченных заготовок на основе железа и низколегированных сталей в открытом штампе, смена схемы всестороннего неравномерного сжатия на начальной стадии уплотнения карбидосталей на схему одноосного растяжения на заключительной стадии обусловливает формирование поверхностных трещин при меньших критических напряжениях поперечного течения материала;
- реализация схемы горячей осадки неспеченных заготовок карбидосталей в предварительно сформованных оболочках из пористого железа позволяет предотвратить трещинообразование на периферии деформируемой заготовки, характерное для схемы объемной штамповки в открытом штампе, за счет создания противодавления со стороны стенок оболочки;
- при горячей допрессовке неспеченных двухслойных заготовок особенности напряженно-деформированного состояния выражаются в разной интенсивности уплотнения пластичного (железного) и жесткого (из карбидостали) слоев, в результате чего возможно искривление границы раздела слоев, что вызывает необходимость регулирования их исходной плотностью.
4. Установлено, что при спекании заготовок из карбидосталей типа быстрорежущая сталь – карбид титана на поверхности частиц карбида возникает диффузионная зона не только из-за диффузии молибдена, как считалось ранее, но, в основном, за счет диффузии ванадия и вольфрама. В отличие от карбидосталей с карбидом титана, в карбидосталях с карбидом бора диффузионная зона возникает только в матричной (стальной) области за счет диффузии углерода и бора. В горячештампованных карбидосталях, в отличие от существующих представлений, диффузионные зоны образуются также, как и в спеченных карбидосталях, однако вследствие кратковременности тепловой обработки они имеют незначительные размеры, что уменьшает степень деградации материала карбидных включений. С этой же целью рекомендуется все виды тепловой обработки заготовок под штамповку (спекание, нагрев под штамповку) вести при температурах ниже точки солидус, используя при этом прессовки с относительной плотностью не ниже 86 % для предотвращения обособленной усадки спекаемого материала из механоактивированных порошков.
5. Установлено, что механическая прочность горячештампованных карбидосталей выше (в среднем на 20 %) по сравнению с полученными методами спекания и ГИП, что обусловлено повышением качества сращивания за счет увеличения сегрегационной емкости границ субструктуры при механоактивации исходных компонентов шихты и использования в качестве активатора контактного взаимодействия «полезных» легирующих элементов и примесей, а также повышением плотности материала-основы в результате обработки давлением.
6. Впервые показано, что интенсивность износа рабочих поверхностей полированных карбидосталей уменьшается в ~3,5 раза в отличие от неполированных, что объясняется снижением нагрузки на карбидные зерна и практическим отсутствием их выкрашивания из стальной матрицы, а также формированием поверхностного наноструктурного слоя и наличием в его структуре метастабильного аустенита, испытывающего деформационное мартенситное превращение при трении.
7. Установлены преимущества технологии получения карбидосталей методом ГШ механоактивированных шихт в оболочках из пористого железа по оптимальным рекомендованным энергосиловым и температурно-временным режимам, а также качественных показателей горячештампованных изделий в сравнении с известными аналогами:
- ГШ обеспечивает возможность получения заготовок деталей из карбидосталей типа «быстрорежущая сталь TiC» с минимальным припуском под последующую механическую обработку в отличие от технологии экструзии, которая предполагает производство полуфабрикатов; характеристики теплостойкости горячештампованных и экструдированных карбидосталей находятся на одном уровне;
- коррозионная стойкость горячештампованной карбидостали «нержавеющая сталь – Cr3C2» в 2 раза выше, чем у гетерофазного материала аналогичного состава, полученного спеканием неразмолотых порошков, что обусловлено измельчением зеренной структуры металла-основы при механоактивации и ограничением зоны диффузионного взаимодействия на границе «сталь - карбид» при ГШ;
- ГШ обеспечивает возможность получения карбидостали типа «сталь 40Х2 – В4С», в которой проявлению эффекта дисперсионного упрочнения способствует ограниченность диффузионного взаимодействия на границе «сталь - карбид», что существенным образом отличает данную технологию от технологий «прессование - спекание» и «ГИП - экструзия», обусловливающих развитие процессов деградации карбидных частиц; износостойкость карбидостали «сталь 40Х2 – 2 мас. % В4С» превышает соответствующий показатель стали ПК40Д2Н3 в 2 раза, стали 40Х – в 3 раза.
8. Практическая ценность работы заключается во введении в технологические процессы изготовления изделий из карбидосталей новых технологических операций (предварительный размол порошка карбида, удаление из шихты крупных частиц, полирования), которые позволяют улучшить свойства шихт и изделий. Разработаны комплексные технологические процессы изготовления сферического шарнира из карбидостали 40Х2 – 2 % В4С, двухслойного изделия (корпус пяты) с рабочим износостойким слоем из карбидостали Р6М5К5 – 20 % ТіС, корпуса клапана из износостойкой и антикоррозионной карбидостали Х18Н15 – Cr3C2. При изготовлении изделий использованы новые схемы изготовления заготовок. Предложенные варианты методов ГШ апробированы при изготовлении изделий в опытно-промышленных условиях на предприятии «Техоснастка – инструмент» (г. Краснодар). На предприятии «Седин-Техмашстрой» (г. Краснодар) проведены сравнительные испытания сферических шарниров из карбидостали и изготовляемых в настоящее время из стали 40Х. Установлено, что износостойкость шарниров из карбидостали в 6 раз выше.
Основные публикации
- Mironets S. V., Svistun L. I., Serdyuk G. G., Shtern M. B. Determination of the Compressibility, Side Presser and External Friction of Metal Powders // Soviet Powder Metallurgy and Metal Ceramics, Vol. 31, No. 8(356), 1992, P. 721 – 726.
Миронец С. В., Свистун Л. И., Сердюк Г. Г., Штерн М. Б. Определение уплотняемости, бокового давления и внешнего трения металлических порошков // Порошковая металлургия. – 1990. № 5. – С. 12 – 14.
- Dorofeev Yu. G., Kushchevskii А. Е., L’vova G. G., Miroshnikov V. I., Serdyuk G. G., and Svistun L. I. Principles of Standardization of the Articles of Complex Shape Produced by the Methods of Powder Metallurgy // Soviet Powder Metallurgy and Metal Ceramics, Vol. 31, No. 8 (356), 1992, P. 721 – 726.
Дорофеев Ю. Г., Кущевский А. Е., Львова Г Г, Мирошников В. И., Сер-
дюк Г. Г., Свистун Л. И. Принципы стандартизации изделий сложной формы, изготовляемых методами порошковой металлургии // Порошковая металлургия. – 1992 № 8 – С. 97 104.
- Pavligo T. M, Plomodyalo L. G., Plomodyalo R. L, Svistun L.I. Milling of Carbide-Steel Powder Components and Their Mixtures in an Attrition Mill // Powder Metallurgy and Metal Ceramics, Vol. 43, Nos.5 6 (437), 2004, P. 223 – 228.
Павлыго Т. М., Пломодьяло Л. Г., Пломодьяло Р. Л., Свистун Л. И. Размол порошковых компонентов карбидостали и их смеси в аттриторе // Порошковая металлургия. 2004. № 5/6. С. 5 11.
- Pavligo T. M, Serdyuk G. G., Svistun L. I., Plomodyalo R. L, Plomodyalo L. G. Hot Pressing Technology to Produce Wear-Resistant P/M Structural Materials with Dispersed Solid Inclusions // Powder Metallurgy and Metal Ceramics, Vol. 44, Nos.7 8, 2005, P. 341 – 346.
Павлыго Т. М., Сердюк Г. Г., Свистун Л. И., Пломодьяло Р. Л., Пломодь-
яло Л. Г. Применение технологии горячей штамповки для получения порошковых износостойких конструкционных материалов с дисперсными твердыми включениями // Порошковая металлургия. – 2005. № 7/8. – С. 341 – 347.
- Свистун Л. И., Дмитренко Д. В., Пломодьяло Р. Л., Сердюк Г. Г. Структура и свойства горячештампованного композита «быстрорежущая сталь – карбид титана» // Порошковая металургия и функциональные покрытия. 2009. № 1. – С. 29 – 33.
- Svistun L.I., Pavlygo T. M,, Dmitrenko D. V. Structure and Properties of an R6M5K5 High-Speed Steel-Titanium Carbide Composite in the Form of a Hot-Forged Bilayer Product // Russian Metallurgy (Metals), Vol. 2009, No. 3, pp. 237 – 241.
Свистун Л. И., Павлыго Т. М., Дмитренко Д. В. Структура и свойства композита быстрорежущая сталь Р6М5К5 – карбид титана в горячештампованном двухслойном изделии // Металлы. – 2009. № 3. – С. 68 – 73.
- Свистун Л. И. Карбидостали конструкционного назначения: изготовление, свойства, применение (Обзор) // Известия вузов. Порошковая металлургия и функциональные покрытия. – 2009 № 3. С.41 – 50.
- Свистун Л. И., Павлыго Т. М., Дмитренко Д. В. Технология горячей штамповки порошков карбидосталей типа легированная сталь – карбид // Технология металлов. – 2009. – № 6. – С. 30 – 36.
- Шуляков Ю. М., Решетников В. Ф., Кузьма В. А., Миненко В. А., Свис- тун Л. И., Трухан Ю. В. Разработка теории, технологии и оборудования для формования сложных конструкционных порошковых изделий // Новые исследования в машиностроении и металлообработке. Сб. статей. – Краснодар: Краснод. политех. ин-т, 1982. – С. 108 – 110.
- Михайлов О. В., Сердюк Г. Г., Свистун Л. И., Петрик П. А. Компьютерное моделирование процессов обработки давлением порошковых изделий и решение задач их поверхностного упрочнения // Прогрессивные технологические процессы в машиностроении, конструирование станков, станочных комплексов и инструментов. Межвузовский сборник научных трудов. – Краснодар: Изд-во КубГТУ, 1998. – С. 71 – 89.
- Serdyuk G., Sakhnenko A., Pavligo T., Svistun L., Plomodyalo R., Plomodyalo L. Wear Resistant Composite Materials and parts, Manufactured by Hot Pressure Treatment // International conference “Science for Materials in the Froutier of Centuries: Advantages and Challenges”. Proceedings of Conference. Kiev, Ukraine. 48 November 2002. – Рр. 391 392.
- Павлыго Т. М., Сердюк Г. Г., Свистун Л. И., Пломодьяло Р. Л., Пломодь- яло Л. Г. Технология горячей штамповки порошковых износостойких конструкционных материалов с дисперсными включениями// Международная конференция «Новейшие технологии в порошковой металлургии и керамике». Тезисы докладов. – Киев, Украина, 812 сентября 2003 г. – С. 167 168.
- Павлыго Т. М., Свистун Л. И., Пломодьяло Р. Л., Пломодьяло Л. Г. Оптимальные параметры процесса размола карбидостали в аттриторе // Третья международная конференция «Материалы и покрытия в экстремальных условиях: исследование, применение, экологически чистые технологии производства и утилизации изделий». Тезисы докладов. Кацивели, АР Крым, Украина, 13 17 сентября 2004 г. С. 148 149.
- Михайлов О. В., Павлыго Т. М., Сердюк Г. Г., Свистун Л. И. Пластическое деформирование порошковых конструкционных материалов с дисперсной структурой // Наукові нотатки. Міжвузівський збірник. Випуск 14. Луцьк: ЛДТУ, 2004. С. 215 221.
- Михайлов О. В., Павлыго Т. М., Сердюк Г. Г., Свистун Л. И. Технология спеченных конструкционных материалов с дисперсной структурой // Реологія, структура, властивості порошкових та композиційних матеріалів. Збірник наукових праць. – Луцьк: ЛТДУ, 2004. С.100 108.
- Патент на полезную модель № 49476 РФ,. МПК 7 В22F9/02. Технологическая линия для производства шихты из дисперсных порошков для карбидосталей / Свистун Л. И., Пломодьяло Л. Г., Пломодьяло Р. Л., Сердюк Г. Г., Павлыго Т. М.; Заявл. 04.07.2005; Опубл. 27.11.2005, Бюл. № 33. 2 с.
- Декларацiйний патент на корисну модель № 10429 UA Технологiчна лiнiя для виробництва шихти з дисперсних i дрiбнодисперсних порошкiв для карбiдосталей / Сердюк Г. Г., Павлиго Т. М. Селiванов В. Г., Свiстун Л. I., Пломод’яло Л. Г., Пломод’яло Р. Л. – Опубл. 15. 11. 2005, Бюл. № 11.
- Mikhailov O., Pavligo T., Serdyuk G., Svistun L., Plomodyalo R. Computer Modeling of Two-Layer Age-Hardened Powder Bodies by Pressing and Punching // Deformation and Fracture in Structural PM Materials: Collected reports of Proceeding of the International Conference 2730 September 2005. IMR SAS, Kosice, Slovakia, 2005. Pр. 254 259.
- Mikhailov O., Pavligo T., Serdyuk G., Svistun L., Plomodyalo R. Modeling of Two-Layer Age-Hardened Powder Bodies Processing by Pressing and Forging // Collected reports of Congress & Exhibition Proceedings (EURO PM) 25 October 2005. Vol. 3. Prague, Czech Republic. 2005. Pр. 433 438.
- Павлыго Т. М., Сердюк Г. Г., Свистун Л. И., Пломодьяло Р. Л., Пломодь- яло Л. Г. Особенности технологии горячей штамповки карбидосталей с мелкодисперсными включениями // Международная конференция «Современное материаловедение: достижения и проблемы». Тезисы докладов. Киев, Украина, 26 30 сентября 2005 г. С. 211.
- Михайлов О. В., Павлыго Т. М., Сердюк Г. Г., Свистун Л. И., Пломодьяло Р. Л. Компьютерное моделирование процессов прессования и штамповки двухслойных дисперсноупрочненных порошковых изделий // Международная конференция «Современное материаловедение: достижения и проблемы». Тезисы докладов. Киев, Украина, 26 30 сентября 2005 г. С. 843 – 844.
- Павлыго Т. М., Сердюк Г. Г., Свистун Л. И., Пломодьяло Р. Л., Розмел порошкiв карбiдосталей в атриторi // Науковi нотатки. Мiжвузiвський збiрник (за напрямом «Iнженерна механiка»). Випуск 16. – Луцьк, 2005. – С. 170 – 187.
- Михайлов О. В., Павлыго Т. М., Сердюк Г. Г., Свистун Л. И. Моделирование технологических процессов прессования и штамповки двухслойных дисперсно-упрочненных порошковых изделий // Математические модели и вычислительный эксперимент в материаловедении. Серия “Моделирование в материаловедении». Труды ин-та. / Институт проблем материаловедения им. И. Н. Францевича НАН Украины. Киев, 2005. С. 53 58.
- Павлыго Т. М., Сердюк Г. Г., Баглюк Г. А., Пломодьяло Р. Л., Свистун Л. И. Влияние технологии горячей штамповки на структуру карбидостали (быстрорежущая сталь – карбид титана)// Тезисы докладов. Жуковка, Большая Ялта, АР Крым, Украина, 18 22 сентября 2006 г. С. 171.
- Павлыго Т. М., Сердюк Г. Г., Баглюк Г. А., Свистун Л. И., Пломодьяло Р. Л. Технология горячей штамповки карбидостали «быстрорежущая сталь - карбид титана» // Новые материалы и технологии: порошковая металлургия, композиционные материалы, защитные покрытия: Сб. трудов 7-й Межд. науч.-техн. конф. 16 17 мая 2006 г. Минск, Беларусь, 2006. С. 119 – 120.
- Павлыго Т. М., Сердюк Г. Г., Пломодьяло Р. Л., Свистун Л. И. Влияние технологии горячей штамповки на структуру карбидостали “быстрорежущая сталь карбид титана” // Материалы и покрытия в экстремальных условиях: исследование, применение, экологически чистые технологии производства и утилизации изделий: Тез. докл. 4-ой межд. конф. 18 22 сентября 2006 г. Кацивели, АР Крым, Украина, 2006. С. 171.
- Михайлов О. В., Павлыго Т. М., Сердюк Г. Г., Свистун Л. И. Моделирование процессов штамповки многослойных пористых заготовок // Математические модели и вычислительный эксперимент в материаловедении. Вып. 8: труды Института проблем материаловедения им. И. Н. Францевича НАН Украины. Серия «Моделирование в материаловедении». – Киев, 2006. – С. 88 – 93.
- Павлыго Т. М., Сердюк Г. Г., Мартюхин И. Д., Селиванов В. Г., Пломодь- яло Р. Л., Свистун Л. И. Особенности технологии горячей штамповки карбидосталей с дисперсным карбидом // Техника машиностроения. М: НТП “ВиражЦентр”. № 2 (58). 2006. С. 46 51.
- Рудь В. Д., Сергеев В. В., Павлиго Т. М., Сердюк Г. Г., Пломод’яло Р. Л., Свистун Л. I. Iмiтацiйна модель засипки часток порошкiв та ii використання при розробцi технологii приготування шихти карбiдосталi // Математические модели и вычислительный эксперимент в материаловедении. Вып. 8: труды Института проблем материаловедения им. И. Н. Францевича НАН Украины. Серия «Моделирование в материаловедении». – Киев, 2006.– С. 94 – 99.
- Патент на полезную модель № 67494 РФ. Устройство для изготовления заготовок из неформующихся порошков карбидостали в оболочках / Свистун Л. И., Пломодьяло Л. Г., Дмитренко Д. В. (РФ), Сердюк Г. Г., Павлыго Т. М. (Украина). Бюл. № 30, 2007. с ил.
- Патент на корисну модель № 27280 UA. Технологiчна лiнiя для гарячого штампування порошкiв карбiдосталей, замкнутих в металевих пористих оболонках / Баглюк Г. А., Дмiтренко Д. В., Мартюхiн I. Д., Павлиго Т. М., Пломодьяло Р. А., Свiстун Л. I., Сердюк Г. Г., Штерн М. Б. – Опублiковано 25. 19. 2007, Бюл. № 17.
- Баглюк Г. А., Мартюхин И. Д., Павлыго Т. М., Сердюк Г. Г., Штерн М. Б., Дмитренко Д. В., Пломодьяло Р. Л., Свистун Л. И. Горячая штамповка карбидосталей Науковi нотатки. Мiжвузiвський збiрник (за напрямком «Iнженерна механiка»). // Луцьк: Луцький державний технічний університет, 2007. Випуск 20. – С. 14 – 19.
- Михайлов О. В., Павлыго Т. М., Сердюк Г. Г., Дмитренко Д. В., Свистун Л. И. Особенности уплотнения порошков в пористых оболочках – результаты компьютерного моделирования // Науковi нотатки. Мiжвузiвський збiрник (за напрямком «Iнженерна механiка»). // Луцьк: Луцький державний технічний університет, 2007. Випуск 20. – С. 311 – 314.
- Баглюк Г. А., Павлыго Т. М., Сердюк Г. Г., Свистун Л. И. Структура и свойства горячештампованных карбидосталей // Науковi нотатки. Мiжвузiвський збiрник (за напрямком «Iнженерна механiка»). // Луцьк: Луцький державний технічний університет, 2009. Випуск 25. – С. 16 – 21.
- Патент на изобретение RU 2369465 C2 «Способ изготовления заготовок из неформующегося порошка карбидостали в оболочке и устройство для его осуществления» / Свистун Л. И. (RU),, Пломодьяло Р. Л. (RU), Дмитренко Д. В. (RU), Сердюк Г. Г. (UA), Павлыго Т. М. (UA). – Патентообладатель – ГОУВПО «КубГТУ». Опубликовано: 10. 10. 2009, Бюл. № 28.
[1] Работа выполнена совместно с к.т.н. О. В. Михайловым, ИПМ НАН Украины (Л. И Свистун. – постановка задачи, обсуждение результатов, О. В. Михайлов– компьютерное моделирование, обсуждение результатов)