

Исследование процесса плавки окатышей при дуговом нагреве в печи с полыми электродами с целью энергосбережения
__________________________________________________
На правах рукописи
Сазонов Александр Васильевич
«Исследование процесса плавки окатышей
при дуговом нагреве в печи с полыми электродами
с целью энергосбережения»
Специальность 05.16.02 – «Металлургия черных, цветных и редких металлов»
АВТОРЕФЕРАТ
диссертации на соискание
ученой степени
кандидата технических наук
Москва 2009 год
Работа выполнена на кафедре «Металлургия стали и ферросплавов» ФГОУ ВПО «Государственный технологический университет «Московский институт стали и сплавов» (МИСиС) и кафедре «Металлургические и теплофизические процессы» СТИ (ф) МИСиС
| Научный руководитель: | доктор технических наук, профессор Меркер Э.Э. |
| Официальные оппоненты: | доктор технических наук, профессор Смирнов Н.А. кандидат технических наук, доцент Шибалов С.Н. |
| Ведущее предприятие: | ОАО «Оскольский завод металлургического машиностроения» |
Защита состоится «26» марта 2009г. в 14 часов на заседании Специализированного совета № Д. 212.132.02 при ФГОУ ВПО «Государственный технологический университет «Московский институт стали и сплавов» по адресу: 119049, Москва, Ленинский проспект, д.6, ауд.А-305.
С диссертацией можно ознакомиться в библиотеке ФГОУ ВПО «Государственный технологический университет «Московский институт стали и сплавов».
Автореферат разослан «24» февраля 2009г.

Ученый секретарь
Специализированного совета Д. 212.132.02,
доктор технических наук, профессор Семин А.Е.
Общая характеристика работы
Актуальность работы
В современных условиях развития электросталеплавильного производства перспективным является технология переплавки железорудных металлизованных окатышей (ЖМО) в сверхмощных дуговых печах. Однако, металлизованные окатыши являются достаточно энергоемкой шихтой в связи с наличием в них определенной доли оксидов железа и пустой породы, в основном оксида кремния. Повышенное содержание оксидов кремния и железа в окатышах повышает энергозатраты из-за дополнительного расхода на плавку электроэнергии и недостаточной степени металлизации железорудного сырья.
Проблему сокращения расхода электроэнергии при электроплавке ЖМО и уменьшения продолжительности работы дуговой сталеплавильной печи (ДСП) под током представляется возможным решить путем совершенствования процесса плавки окатышей при их непрерывной подаче в зону воздействия электрических дуг, что является существенным отличием от типовой технологии, когда электроплавка окатышей осуществляется вне зоны электрических дуг. В этой связи представляется необходимым и актуальным изучить тепловые и технологические особенности плавления ЖМО в ДСП с учетом их подачи в зону контакта электрических дуг с поверхностью металла, а также на основе установленных физико-химических и тепло-массообменных закономерностей переплавки окатышей в ДСП, разработать модель и алгоритм оптимального управления параметрами хода электроплавки стали.
Цель работы: разработка энергосберегающей технологии электроплавки стали, проведение экспериментальных исследований в лабораторных и производственных условиях для изучения закономерностей нагрева и плавления ЖМО при их непрерывной подаче в зону контакта электрических дуг с поверхностью металла в ДСП. Установление взаимосвязей между процессами тепло - и массообмена в системе металл-шлак, с учетом вспенивания шлака, обезуглероживания и нагрева расплава при различных режимах его подогрева трехфазными дугами переменного тока в условиях применения топливно-кислородных горелок (ТКГ) в печи.
Средством достижения цели служат экспериментальные исследования, на основе которых разрабатывались технические рекомендации, направленные на создание эффективных технологических решений по данной проблеме и в соответствии с этим сформированы следующие задачи.
- Создание новой методики и разработка экспериментальных установок для исследования процессов нагрева и плавления окатышей в зоне взаимодействия электрических дуг с расплавом при использовании различных типов электродов и ионизирующих газов.
- На базе анализа экспериментальных данных разработка инженерного решения по созданию новых технологических приемов при переплавке ЖМО в зоне контакта электрических дуг с расплавом в ванне дуговой печи.
- Исследование лабораторно-экспериментальным путем и пассивным методом процессов электроплавки стали при непрерывной подаче ЖМО через полые электроды в ванну печи для осуществления оптимального управления параметрами температурного, энерготехнологического и шлакового режимов с обеспечением высоких энергосберегающих технико-экономических показателей производства.
Научная новизна.
- Установлено, что процесс нагрева металла электрической дугой от полого (трубчатого) электрода в потоке аргона ускоряется в 1,5-2 раза в сравнении с использованием сплошного типового электрода, что объясняется лучшими условиями ионизации и концентрации дуги на кромке отверстия в торце электрода. Установлены зависимости скорости прогрева металла от мощности электрической дуги, времени прогрева и расхода аргона, подаваемого в дугу в качестве ионизирующей добавки.
- Показано, что скорость плавления окатыша зависит от концентрации углерода в нем, длины дуги, температуры расплава и интенсивности его перемешивания. Установлено, что остаточный размер окатыша в расплаве определяется временем пребывания в дуге и теплосодержанием окатыша, а также условиями массообмена и диффузии углерода в системе окатыш-расплав.
- Показана принципиальная возможность увеличения на 10-20% скорости плавления ЖМО в расплаве ванны электропечной установке с трансформатором постоянного тока при одновременном снижении в 1,5-2 раза пылевыделения из зоны взаимодействия электрических дуг с расплавом за счет охлаждающего влияния окатышей.
- Разработана математическая модель для определения энерготехнологических параметров плавки металлизованных окатышей при их подаче через полые электроды в электрические дуги, позволяющая осуществлять согласованный ход режимов плавления и загрузки ЖМО в ванну печи на основе учета скоростей нагрева и обезуглероживания металла, расхода электроэнергии и степени перегрева металла в ванне дуговой печи.
Практическая значимость и реализация работы.
Предложен* энергосберегающий режим переплавки ЖМО в 150 т. ДСП для условий ОАО «ОЭМК», заключающийся в непрерывной подаче ЖМО через полые электроды в зону контакта электрических дуг с поверхностью металла в ванну.
Разработана математическая модель и алгоритм расчета основных показателей энерготехнологического режима плавления ЖМО на основе учета данных непрерывной загрузки окатышей в ванну, параметров ее теплового состояния, процессов нагрева и обезуглероживания металла в условиях применения ТКГ для интенсификации режима наводки и вспенивания шлака.
Полученные в работе научные результаты по механизму и кинетике плавления ЖМО и распределению тепловых потоков в системе металл-шлак по ходу электроплавки окатышей при различных электрических характеристиках процесса предложены для разработки оптимального температурно-шлакового и энергетического режимов плавки стали, позволяющих существенно снизить энергоемкость ее технологии, повысить энергетический к.п.д. и производительность агрегата, а также снизить пылевыделение из ванны и увеличить выход годной жидкой стали.
Достоверность результатов работы базируется на:
- опытных данных, полученных в лабораторных и промышленных условиях с применением компьютерной обработки результатов исследования;
*Технологическая часть работы выполнена под руководством проф., к.т.н. А.И. Кочетова
- достаточной сходимости литературных данных и лабораторных экспериментов (расхождение менее 10%), а также последних с производственными данными;
- адекватностью математических моделей расчета параметров тепло- и массообмена в системе шлак-окатыш-металл и плавления ЖМО, а также расчетов тепловых потоков в системе дуга-электрод-расплав в ванне печи.
Апробация результатов работы.
Основные положения и результаты диссертационной работы доложены и обсуждены на международных и региональных научно-практических конференциях «Образование, наука и производство» (г. Ст. Оскол, 2005г. и 2007г.); на международной научно-технической конференции «Прогрессивные процессы и оборудование металлургического производства» (г. Череповец, 2005г.); на международных научно-технических конференциях «Современная металлургия начала нового тысячелетия» (г. Липецк, 2005г. и 2006г.); на XIII международной научной конференции «Современные проблемы электрометаллургии стали», (г. Челябинск, 2007г.); на II-ой научно-технической конференции ОАО «ОЭМК», (г. Ст. Оскол, 2007г.); на IV-ой международной научно-практической конференции «Печные агрегаты и энергосберегающие технологии в металлургии», (г. Москва, МИСиС, 2008г.); на Х международном конгрессе сталеплавильщиков, (г. Магнитогорск, 2008г.); на научно-технических семинарах кафедр МСиФ (МИСиС, г. Москва) и МТП (СТИ (ф) МИСиС, г. Ст. Оскол).
Публикации. По наиболее важным материалам диссертационной работы имеется 9 публикаций в центральных и региональных изданиях, в том числе 5 статей в журналах, входящих в список ВАК.
Структура и объем работы.
Работа состоит из введения, пяти глав, заключения, библиографического списка из 156 наименований и приложений, содержащих 188 страниц печатного текста, 67 иллюстраций и 21 таблицы.
На защиту выносятся:
- результаты экспериментальных данных по изучению процесса плавления ЖМО при их подаче в зону контакта электрических дуг с поверхностью металла в дуговой печи;
- теоретические положения по кинетике и механизму плавления ЖМО в расплаве с учетом их предварительного нагрева в электрической дуге после выхода из отверстия электрода;
- экспериментальные данные по изучению характеристик электрической дуги, сформированной на полом электроде при подаче через его отверстие окатышей и ионизированного газа;
- результаты расчетов теплопередачи в системе дуга-электрод-расплав и анализ теплообмена при подаче ЖМО в зону воздействия электрических дуг с поверхностью металла в ванне дуговой печи;
- энергосберегающий режим переплавки ЖМО в 150 т ДСП на основе учета в математической модели управления плавкой электрических характеристик и разработка оптимальной технологи электроплавки стали путем синхронизации режимов плавления и загрузки окатышей в ванну дуговой печи.
Содержание работы.
Во введении обоснована актуальность общего направления диссертационной работы, исходя из перспективы и важности дальнейшего развития электросталеплавильного процесса в современной металлургической промышленности.
Отмечена и обоснована актуальность проблемы и показаны пути реализации перспективной идеи создания технологии переплавки металлизованного сырья при его подаче через полые электроды непосредственно в высокотемпературные зоны воздействия дуг на поверхность металла в ванне дуговой печи.
Определена важность подобных экспериментов и обоснована актуальность поиска способствующих этому технических решений, а также сформированы актуальные предпосылки и задачи исследования.
В первой главе «Анализ состояния научно-технической проблемы, задачи и методика исследования» дается развернутая характеристика особенностей выплавки стали в современных сверхмощных дуговых сталеплавильных печах с использованием металлизованных окатышей, в частности, на примере 150 т ДСП ОАО «ОЭМК» и 100 т ДСП «БМЗ» (г. Жлобин, Беларусь).
В работе идея применения подачи окатышей в высокотемпературную зону электрических дуг на основе использования полых (трубчатых) электродов в ДСП, с последующим их плавлением на поверхности высокотемпературного расплава, представляется весьма перспективной, т.к. вполне укладывается в концепцию вышеназванных новых технологических решений развития электросталеплавильного процесса.
Анализ литературных источников показывает, что применение полых электродов в ДСП дает эффект по сокращению длительности плавления и снижения удельного расхода электроэнергии с вводом в дугу потока аргона. Это способствует повышению мощности дуги (сos увеличивается с 0,85 до 0,95), улучшается стабилизация ее горения, возрастает степень вертикального фокусирующего положения дуги, уменьшается эффект выдувания дуги из под электрода, а также увеличивается экранирование ее самим электродом.
В целях изучения этих вопросов и экспериментальной проверки приведенных характеристик и оценку их положительного влияния на процессы нагрева металла электрической дугой в работе предусмотрели проведения ряда опытов на лабораторно-печных установках.
В целях сравнительной оценки стойкости полых электродов при эксплуатации в ДСП выполнили расчеты распределения температур в торцевой части типового и полого электродов методом математического моделирования на основе использования дифференциального уравнения переноса тепла с граничными условиями третьего рода. На рис. 1 приведены данные по характеру распределения температур для трех вариантов электродов.
Из приведенных данных следует вывод о том, что температура нижних торцов электродов отличается друг от друга на 15-20оС, т.е. стойкость полого электрода практически не отличается от типового. Этот вывод подтвержден результатами моделирования прочностных характеристик двух типов электродов.
Промышленные исследования проводили в условиях ОАО «ОЭМК» на 150 т ДСП с тщательным контролем энергетических и технологических параметров электроплавки ЖМО по типовой в цехе технологии. Статистическую обработку опытных данных осуществляли с помощью пакета математических программ «Статистика» и «Матлаб» по различным параметрам электроплавки стали. Для получения этих данных использованы приборы и оборудование, установленные на печах в ЭСПЦ.

Рис. 1. Распределение температур по длине графитированных электродов. а – сплошной электрод; б – полый (трубчатый) электрод; в – полый (трубчатый) электрод с подачей в отверстие аргона.
Пробы металла и шлака отбирали по ходу процесса и по толщине шлака с последующим их анализом на основные элементы химическими и физико-механическими методами.

Существующая на 150т ДСП система автоматического управления энерготехнологическим режимом плавки позволяет определять температуру металла с точностью около ±10°С и оперативно осуществлять контроль скорости загрузки ЖМО в зависимости от параметров электрического режима и теплового состояния сталеплавильной ванны агрегата.
Изучение закономерностей процессов нагрева и плавления окатышей осуществляли на лабораторных печах и в условиях 150т ДСП с применением топливно-кислородных горелок (ТКГ). В ходе исследования процессов электроплавки ЖМО были получены опытные данные по изменению химического состава металла и шлака, температуры металла и теплоусвоения ванны. Установлено, что применение ТКГ по ходу электроплавки обеспечивает высокий уровень вспенивания шлака и экранирования дуг, что приводит к сокращению удельного расхода электроэнергии и повышению производительности агрегата.
Во второй главе «Исследование процесса нагрева металла электрической дугой в печи с полыми электродами» рассмотрены наиболее существенные факторы, определяющие эффективность применения подобных электродов, их стойкость и характер изменения теплофизических характеристик электрической дуги при подаче через отверстие электрода сыпучих материалов и потоков ионизирующих газов. Сравнительная оценка эффективности применения в ДСП графитированных полых (трубчатых) электродов показывает, что горение дуги становится более стабильным, если в нее ввести водяной пар, природный газ, аргон или в потоке с ними мелкораздробленный лом, а также металлизованные железорудные окатыши.

В работе применили экспериментальную лабораторную электропечную установку (рис.2) и разработали методику проведения исследований с применением полых электродов вместо существующих типовых. Установлено, что применение в печи полых (трубчатых) электродов является более эффективным по стабилизации горения дуги и улучшению теплообмена в системе дуга-металл за счет лучшего фокусирования дуги, более интенсивного излучения и отражения тепловых потоков на ванну.
Рис.2. Схема экспериментальной лабораторной установки для изучения нагрева металла электрической дугой: 1 – металлическая заготовка; 2 – трансформатор ВД – 306 У 3; 3 – графитированный электрод; 4 – механизм перемещения электрода; 5 – баллон с аргоном; 6 – ротаметр; 7 – милливольтметр; 8 – термопара типа ХК; 9 – термопара типа ТВР.
На установке (рис.2) использовали трансформатор (2) мощностью Sтр=23,7 кВт постоянного тока, где подовым электродом служила металлическая заготовка (9), причем полый электрод использовали при значениях dотв/Dэл =0,20,3. Интенсивность прогрева металлической заготовки оценивали путем измерения температур термопарами, размещенными в заготовке. Подачу аргона в полый электрод осуществляли от баллона (5), расход которого фиксировался ротаметром (6).
Из экспериментальных данных по распределению температур в заготовке следует вывод о том, что использование полого (трубчатого) электрода позволяет повысить мощность дуги (~1520%), сократить время ее зажигания (в 1,5-2 раза) и увеличить длину дуги по сравнению с применением типового сплошного электрода. Наиболее благоприятная структура теплового поля от дуги наблюдается при подаче аргона до оптимального значения, т.к. чрезмерное увеличение расхода аргона приводит к охлаждению дуги и снижению теплового потока на заготовку. Установлено, что при использовании полого электрода в печи с подачей оптимального расхода аргона в дугу скорость прогрева заготовки достигла 35°С/с, а с использованием сплошного электрода примерно в 2 раза меньше. Этот факт объясняется как лучшими характеристиками дуги от полого электрода, так и меньшим эффектом выдувания дуги в сторону из-под торца электрода и стабилизирующими свойствами ее горения.
Скорость прогрева металла (Vt, оС/мин) по оси заготовки на глубине 0,02 м можно оценить по корреляционному уравнению: Vt=127,3+0,256·Рд+0,029·н-0,069·QAr, R=0,79, оС/мин. (1)
Из анализа уравнения (1) следует, что уровень прогрева заготовки возрастает по мере увеличения времени нагрева (н, мин) и мощности дуги (Рд, кВт), но по мере увеличения расхода аргона (QAr, л/ч) в дугу наблюдается снижение скорости нагрева из-за охлаждающего действия аргона.
Для условий работы 150 т ДСП изучали характер изменения долей тепла, выделяющегося в дуге и идущего на нагрев металла (м = Рм/Рд) и всей ванны с учетом влияния шлака (в=1-Рпд/Рд) в зависимости от параметров электрических дуг и состояния шлака в печи. Доля полезной мощности дуг, идущая на нагрев металла и шлака равна: Рм=3(Рд-Рпд)-Рпв, где Рпд и Рпв - потери мощности в дуге и ванной печи.
Расчетами установлено, что доля тепла, идущая на нагрев металла (м), возрастает с увеличением толщины шлака в ванне и слабо зависит от мощности дуги (Рд, МВт) в интервале 2030 МВт. При увеличении отношения высоты шлака (Нш, м) к длине дуги (Lд, м) до величины 1,52 эффективность усвоения тепла ванной печи (в) возрастает до 6070%. Следовательно, тепловые характеристики работы ДСП улучшаются с увеличением вводимой активной мощности и высоты вспененного шлака, а при Нш = const с уменьшением длины дуги.
Таким образом, установленное увеличение мощности дуги при использовании полых электродов в сравнении с применением типовых сплошных в ДСП позволяет повысить cos и степень нагрева металла в период расплавления (м и в) в зоне воздействия электрических дуг на поверхность ванны, что улучшает энерготехнологические показатели плавки.
В третьей главе «Исследование угара металла и теплообмена при подаче окатышей в зону воздействия электрических дуг на поверхность ванны» рассмотрены результаты лабораторных экспериментов на холодной и горячей моделях. Холодная модель представляет из себя установку (рис. 3) с моделирующей (7) жидкостью (водой) и горелкой (6), пламя которой имитировала электрическую дугу (5) для расплавления ледяных (4) образцов.
Рис. 3. Схематическое изображение размещения ледяных окатышей в ванне установки. 1 – обод решетки; 2 – крепежные перегородки; 3 – сектора решетки; 4 – ледяные образцы; 5 – пламя горелки; 6 – горелка; 7 – моделирующая жидкость (вода); 8 – металлическая решетка; 9 – днище установки.
В ходе проведения экспериментов изучали процесс угара металла при воздействии электрической дуги (пламени горелки) на поверхность ванны с изменением мощности и длины дуги (пламени). В качестве охладителя применили ледяные образцы шарообразной формы, которые подавали в зону воздействия электрических дуг (5) и вне этой высокотемпературной зоны. Результаты эксперимента (рис.4) показали, что использование окатышей (ледяных образцов) в качестве охладителя для снижения процесса угара металла применительно к ДСП является достаточно эффективным. Из данных (рис.4) следует, что с увеличением расхода окатышей в ванну масса испарившейся жидкости уменьшается на 5%. Дальнейшее увеличение окатышей (охладителя), т.е. при (Vохл max) приводит к снижению полезного тепла, усвоенного ванной (Qпол min).
 Рис. 4. Зависимость полезного количества тепла (Qпол) усвоенного ванной печи и массы испарившейся жидкости (mисп) от расхода охладителя (Vохл), введенного в зону горения электрической дуги, полученная методом холодного моделирования.
Рис. 4. Зависимость полезного количества тепла (Qпол) усвоенного ванной печи и массы испарившейся жидкости (mисп) от расхода охладителя (Vохл), введенного в зону горения электрической дуги, полученная методом холодного моделирования.
С целью изучения процесса угара металла при плавлении ЖМО непосредственно от электрической дуги при использовании различных типов электродов и подачи ионизирующих газов разработали (рис.5) электропечную установку (ЭПУ). В качестве подового электрода в печи служила металлическая пластина (1), к которой была приварена металлическая труба (2), футерованная изнутри магнезитовым порошком (3) с жидким стеклом, а катодом служил графитированный электрод (4). На ЭПУ использовали (рис.5) электроды двух типов: сплошного и полого (трубчатого). С целью определения времени прогрева и плавления порций окатышей (7) в зоне горения дуги в нижней части тигля (2) было просверлено отверстие (6) диаметром 8 мм, через которое вытекал жидкий металл. Момент начала вытекания жидкого металла из отверстия (6) служило индикатором окончания нагрева и плавления окатышей в эксперименте.

Рис. 5. Схема электропечной установки для изучения нагрева и плавления металлизованных окатышей в дуге. 1 – металлическая пластина; 2 - металлическая труба; 3 - магнезитовый порошок; 4 – графитированный электрод; 5 – трансформатор ВД – 306 У; 6 - выливное отверстие; 7 - металлизованные окатыши; 8 – баллон с газом; 9 – ротаметр; 10 - механизм перемещения электрода.
Результаты обработки данных эксперимента свидетельствуют о том, что скорость расплавления порций окатышей (![]() , кг/с) имеет более высокие значения, если применять на ЭПУ полый электрод с подачей аргона в дугу. Это объясняется улучшенными теплофизическими характеристиками электрической дуги при использовании полых электродов, по сравнению с типовыми. Установлено, что угар металла в этом случае несколько увеличивается и определяется в основном мощностью дуги, создаваемой полым электродом.
, кг/с) имеет более высокие значения, если применять на ЭПУ полый электрод с подачей аргона в дугу. Это объясняется улучшенными теплофизическими характеристиками электрической дуги при использовании полых электродов, по сравнению с типовыми. Установлено, что угар металла в этом случае несколько увеличивается и определяется в основном мощностью дуги, создаваемой полым электродом.
При подаче ЖМО через отверстие в полом электроде окатыши попадают в объем электрической дуги, претерпевают в нем термический удар, а затем нагрев и плавление в зоне контакта с поверхностью металла и шлака в дуговой печи.
Из анализа теплового баланса системы окатыш-дуга-расплав (рис. 4) установлено, что скорость плавления ЖМО зависит от температуры среды, интенсивности теплообмена в зоне плавления, физических свойств и размеров составляющих металлизованного сырья, т.е. скорость плавления окатышей в этих условиях выражается уравнением:
![]() (2)
(2)
где V и ок - объем (м3) и плотность окатыша, кг/м3; эф - эффективный коэффициент теплопередачи в системе окатыш-расплав, Вт/(м2·К); Fок - поверхность окатыша, м2; tp и ts - температура расплава и поверхности окатыша, °С; qs - скрытая теплота плавления окатышей, кДж/кг.
Из анализа выражения (2) следует, что при постоянстве свойств и размеров ЖМО скорость плавления окатышей в ванне дуговой печи зависит от tp, ts и эф, т.е. от факторов теплового состояния в зоне контакта окатышей с расплавом в печи. Кроме того скорость плавления шарообразных окатышей в ванне ДСП можно также выразить в виде следующего уравнения:
![]() (3)
(3)
где mок - масса окатыша (кг) с радиусом rок, м; dVок – изменение объема окатыша в ходе плавки, м3.
Приравняв выражения (2) и (3) и выразив эф получим:
 (4)
(4)
Из приведенных выражений (3 и 4) следует, что с увеличением эф возрастает drок/d, т.е. повышается скорость плавления окатыша. В то же время, чем больше площадь окатыша (Fок) и t=tp-ts, тем меньше эф. Отсюда вывод, что подогрев ЖМО в дуге (т.е. увеличение температуры окатыша ts) и уменьшение Fок способствует повышению эф и, следовательно, в этом случае, возрастает скорость плавления окатышей.
Таким образом, теплоэнергетические условия плавления ЖМО при подачи их в ванну через полые электроды является более выгодным по сравнению с типовым режимом плавления окатышей в ДСП (подача окатышей вне зоны электрических дуг), т.к. при увеличении эф и (tp - ts) скорость плавления (ур-е 2) возрастает при заметном снижении угара на поверхности контакта электрической дуги с расплавом под пенистым шлаком.
В четверной главе «Исследование режима плавления окатышей в зоне воздействия электрических дуг на ванну дуговой печи» рассмотрены технологические аспекты электроплавки стали на основе применения нового метода подачи металлизованного сырья через полые электроды в ванну агрегата. Известно, что повышение технико-экономических показателей периода плавления ЖМО в ванне ДСП связано с выбором оптимальных условий по интенсивности обезуглероживания и температуры металла, с определением требуемой скорости непрерывной загрузки сырья.
При выборе технологии переплавки ЖМО в ванне ДСП с применением метода их подачи через полые электроды в зоны воздействия электрических дуг с поверхностью расплава имеются, естественно, некоторые отличия от типовой технологии электроплавки стали, заключающиеся, в первую очередь, тем, что в этих зонах температурные условия заметно выше, а окатыши предварительно прогреваются в самих дугах.

Рис. 6 Схема экспериментальной электропечной плавильной установки с трансформатором постоянного тока: 1 – футерованный тигель; 2 – трансформатор ВД – 306 У-3; 3 – графитированный электрод; 4 – механизм перемещения электрода; 5 – баллон с газом; 6 – ротаметр; 7 – милливольтметр; 8 – электрическая дуга; 9 – термопара ТВР в термозащитном корундовом колпачке; 10 – металлизованные окатыши; 11 – токонепроводящий материал; 12 – загрузочное устройство для подачи окатышей в зону электрической дуги через полый электрод.
Для оценки эффективности процесса плавления ЖМО при их подаче в зону электрических дуг и вне этих дуг применительно к ванне ДСП разработали экспериментальную печную установку (рис.6), которая позволяла имитировать электроплавку окатышей в металлическом Fe-С расплаве.
В работе проведены исследования (рис. 6) по определению времени плавления окатышей в зоне горения дуги, основной целью которых являлось определение фазового состояния окатыша при его прохождении через дугу. Для этого определили время, за которое окатыш пройдет расстояние равное длине дуги при его свободном падении и сравнили его со временем перехода окатыша из твердого состояния в жидкое.
Время свободного падения окатыша можно определить из условия (рис. 7а): ![]() , (5)
, (5)
где а2 – ускорение движения окатыша, м/с2; Vx – скорость падения окатыша на выходе из электрода, м/с; пад - время падения окатыша, с; h – высота падения окатыша равная длине дуги, м.
 Рис. 7. А - схема движения окатыша по отверстию электрода и распределения сил при его падении в ванну. (1 – ванна; 2 – отходящие газы; 3 – дуга; 4 – электрод; 5 – окатыш на входе в электрод; 6 – окатыш на выходе из электрода; 7 – окатыш в ванне; Н – высота электрода; h – путь движения окатыша в дуге; Б - зависимость времени плавления окатыша (плав) в дуге от ее температуры (Тдуги) и времени падения (нахождения) окатыша в зоне горения дуги от длины дуги.
Рис. 7. А - схема движения окатыша по отверстию электрода и распределения сил при его падении в ванну. (1 – ванна; 2 – отходящие газы; 3 – дуга; 4 – электрод; 5 – окатыш на входе в электрод; 6 – окатыш на выходе из электрода; 7 – окатыш в ванне; Н – высота электрода; h – путь движения окатыша в дуге; Б - зависимость времени плавления окатыша (плав) в дуге от ее температуры (Тдуги) и времени падения (нахождения) окатыша в зоне горения дуги от длины дуги.
Выразив из уравнения (5) пад получим: ![]() . (6)
. (6)
Из условия свободного падения окатыша в полости электрода имеем:
 ,(7)
,(7)
где g – ускорения свободного падения, м/с2;
Из рассмотрения сил (рис. 9а), влияющих на окатыш на пути Н имеем: ![]() . (8)
. (8)
Откуда ускорение падения окатыша:![]() , (9)
, (9)
где ![]() – масса окатыша, кг; rок – радиус окатыша, м. При этом сила сопротивления окатышу от газовой среды равна:
– масса окатыша, кг; rок – радиус окатыша, м. При этом сила сопротивления окатышу от газовой среды равна: ![]() , (10)
, (10)
где ср – вязкость среды (отходящих газов), в которой движется окатыш, Пас. Сила Архимеда: ![]() , (11)
, (11)
где ср – плотность газовой среды, в которой движется окатыш, кг/м3. С учетом этого имеем:
 . (12)
. (12)
При движении окатыша по дуге он нагревается за счет излучения. Плотность теплового потока действующего на окатыш может быть определена по формуле:
![]() (13)
(13)
где пр – приведенная степень черноты излучатель – поверхность окатыша пр =0,9); С0 – излучательная способность абсолютно черного тела 5,67 Вт/м2·К4; Тдуги - температура дуги равная 5000 К; Ток – температура поверхности окатыша. Усредненный тепловой поток излучения, действующий на окатыш (![]() ) определяли в интервале от начальной температуры поверхности (
) определяли в интервале от начальной температуры поверхности (![]() ) до температуры плавления окатыша (
) до температуры плавления окатыша (![]() ) в соответствии с выражением
) в соответствии с выражением ![]() .
.
Продолжительности периодов нагрева и плавления окатыша () при средней плотности внешнего теплового потока находим по формулам:
![]() , (14)
, (14)
![]() , (15)
, (15)
где ок – коэффициент теплопроводности окатыша, Вт/мК; ок – плотность окатыша, кг/м3; сок – удельная теплоемкость окатыша, Дж/кгК; rплав – удельная теплота плавления окатыша, Дж/кг; ![]() – температура плавления окатыша, К;
– температура плавления окатыша, К; ![]() - начальная температура окатыша, К.
- начальная температура окатыша, К.
Далее определяем остаточный радиус окатыша ![]() , попадающего в металлическую ванну путем замены времени плавления плав в выражении (15) на время падения пад:
, попадающего в металлическую ванну путем замены времени плавления плав в выражении (15) на время падения пад:
![]() . (16)
. (16)
Из данных (рис. 7б) следует, что время периода плавления окатыша в зоне горения дуги сокращается при уменьшении его радиуса и увеличении температуры дуги, что объясняется уменьшением его массы. Анализ (рис. 7б) показывает, что плав>>пад, что говорит о том, что при прохождении дуги, окатыш остается в твердом состоянии и окончательное его расплавление происходит в металлической ванне. Кроме того, анализ значений остаточного радиуса окатыша свидетельствует о том, что нагрев и плавление окатыша начинается в зоне горения дуги и при этом его радиус уменьшается в среднем на 4%.
Расчеты суммарного времени нагрева и плавления окатышей, выполненные с использованием данных по теплофизическим свойствам окатышей показывает, что в зоне падения окатыша в расплав температура его поверхности (tп, °С) равна температуре плавления (tпл, °С), т.е. tп = tпл и весь падающий тепловой поток расходуется на эффект плавления и прогрев нерасплавленного ядра окатыша. После завершения расплавления ЖМО плотность их гранул превышает плотность шлака и поэтому расплав от окатышей сливается с расплавом металлической ванны под воздействием перемешивания пузырями оксида углерода (СО) от протекания химической реакции окисления углерода, содержащегося в окатышах. Подача кислорода в шлак при работе ТКГ в ДСП интенсифицирует режим обезуглероживания металла, повышает окисленность шлака и степень перемешивания ванны, ускоряет процессы плавления ЖМО и тепло- и массопереноса в системе дуга-шлак-металл.
В лабораторных условиях на холодной модели (рис.5) изучали скорость изменения радиуса окатышей в жидкой ванне (dr/d, м/с) в зависимости от исходных размеров окатыша (rок, м), температуры перегрева расплава над ликвидусом (Тл, оС) и приведенного расхода воздуха на перемешивание жидкости Wг=Vв/Sв, где Vв - объемная скорость выделения пузырей воздуха, м3 /с, а Sв - площадь поверхности жидкости, м2. Здесь текущий радиус окатыша (r) изменяется от начального rок до 0.
В результате статической обработки массива опытных данных получено корреляционное уравнение для определения скорости изменения радиуса окатыша без учета толщины корочки:
 (17)
(17)
В реальных условиях обезуглероживания металла в ДСП перемешивание ванны осуществляется пузырями СО, т.е. принимаем Vв=VСО, где VСО – объем выделяющихся из ванны СО, м3.
 (18)
(18)
Здесь G=Gо+(60/1000)Vок, т/мин – изменение текущей массы металла ванне ДСП в зависимости от скорости загрузки окатышей (Vок, кг/мин); Gо - масса металла в ванне перед началом загрузки окатышей, т; VС - скорость обезуглероживания металла, % [С]/мин. При сверхкритических значениях углерода в металле ([C]>0,150,20%) скорость обезуглероживания практически не зависит от его концентрации и определяется в основном количеством подаваемого кислорода (Io2, м3/мин) в ванну:
VС =1,786СIo2/G, где С- коэффициент использования кислорода на окисление в расплаве.
Анализ выражений (17) и (18) свидетельствует о том, что с увеличением уровня перегрева расплава (Тлmax) и степени перемешивании расплава (Wг), например, за счет повышения скорости кипения металла в ванне (VСmax) значение drок/d возрастает, т.е. скорость плавления окатышей (уравнение 3) в зоне контакта с расплавом повышается, т.к. величины эф и Wг тесно взаимосвязаны.
При подаче потока ЖМО через полые электроды в ванну ДСП окатыши нагреваются и на их поверхности образуется гарнисажная корочка толщиной к. Экспериментальным путем (рис.8) и обработкой данных корреляционным методом установили зависимость толщины корочки от значения критерия Фурье: к = -29,025 – 1,967ln(Fo), R2 = 0,74, (19)
где Fo=а/d2ок - критерий Фурье, характеризующий связь между физическими свойствами, размерами тела и скоростью изменения в нем полей температуры; а - коэффициент температуропроводности, м2/с; - время, с.
С учетом значения к изменение текущего радиуса окатыша (r=roк+к, м) в зоне контакта с расплавом определяется значение Vпл в соответствии с формулой (3):
Vпл =ок·dV/d=ок·4/3··r2·dr/d, кг/с. (20)
Анализируя вышеизложенное с учетом (3), (17), (19) и (20) получим итоговое выражение для расчета скорости плавления ЖМО в ванне с учетом образования и наличия гарнисажной корочки на поверхности окатышей:
 (21)
(21)
Анализ выражения (21) показывает, что при определенных значениях скорости загрузки окатышей (Vок= сonst) и обезуглероживания металла (VС скорость плавления окатышей (Vпл, кг/с) определяется параметрами теплового состояния ванны (Fo, tp, Тл) и свойствами металлизованного сырья (ок, к, dок, qs). В случае нарушения равенства Vпл и Vок в области оптимального перегрева металла 50оС<Тл<100оС представляется возможным воздействовать на Wг, а, Fo, VС,VСО через ТКГ и изменением параметров электрического режима плавки.
В пятой главе «Совершенствование режима электроплавки окатышей в дуговой печи с целью энергосбережения» предусматривается в условиях скоростного интенсивного нагрева металлизованного сырья на пути от электрода до поверхности металла, высокой интенсификации тепловых и технологических процессов путем воздействия на шлаковую ванну топливно-кислородными потоками от ТКГ, осуществлять энерготехнологический режим плавления ЖМО в сочетании с рациональной скоростью загрузки окатышей при оптимальных параметрах теплового состояния металлической ванны агрегата.
Взаимосвязь между текущим уровнем теплопитания ванны от электрических дуг (Qв(), кВтч) и расходом окатышей (Vок, т/ч) по ходу электроплавки ЖМО можно выразить соотношением: Qв()/Нj·Vок·Кт, (22)
где Кт - коэффициент, характеризующий уровень превышения фактического теплосодержания ванны над затратами тепла на расплавление ЖМО; Qв() - количество израсходованной электроэнергии на процесс плавки (кВт·ч) за время, ч; Нj - изменение энтальпии загруженного в ДСП j-го материала при его нагреве от начальной до температуры плавления, кВт·ч/т; Vок=mi - характеризует массу загруженных в печь окатышей, т.
Из приведенного выше соотношения зависимость скорости загрузки ЖМО через полые электроды в ванну ДСП имеет вид: Vок=0,275·Qв()/(Кт·Нj·), кг/с (23)
где 0,275 – коэффициент перевода скорости загрузки окатышей из т/ч в кг/с; Нj = 450 кВтч/т для ЖМО;
Расчетами на основе выражения (23) установлено, что значение Кт = 1,11,3 соответствует пределу перегрева металла над линией ликвидуса tл 50100°С. Теплоту Qт=Qв()/, усвоенную ванной (металлом и шлаком), находим по выражению: Qт = Qд – (Qф + Qш + Qпот), кВт, (24)
где Qд - тепловая мощность электрических дуг, кВт; Qф, Qш и Qпот - потери теплоты излучением от дуг на футеровку печи, от излучения шлаком в рабочее пространство и другие потери, кВт.
Все эти величины находим на основе расчета статей теплового баланса агрегата. При этом тепловую мощность излучения дуг находим по выражению: Qд=3·Uд·Iд, (25)
где Uд – напряжение дуги; В, Uд=((U2ф)2-(Iд·Хэ)2)1/2-Iд·Rакт; U2ф – вторичное фазное напряжение трансформатора, В; U2ф= U2л/31/2; U2л – линейное напряжение ступени трансформатора, В; Iд – сила тока дуги, кА; Хэ – эксплуатационное реактивное сопротивление, мОм; Rакт – активное сопротивление, мОм.
С учетом принятых значений скорость загрузки металлизованных окатышей через полые электроды в печь находим из выражения:
 (26)
(26)
Управление процессом плавки ЖМО в ДСП, основанное на изменении Vок в зависимости от Qв(), забираемой от сети и коррекцию этой скорости загрузки окатышей (Vок) в ванну в зависимости от фактической скорости плавления окатышей (Vпл, кг/с) производят в соответствии с выражением (26), т.е. при достижении условия Qв()/(Нj·mj)1,2.
Управляющими параметрами приняты (рис. 8) расход электроэнергии (Qв(), кВтч), вводимая активная мощность (Ракт), температура металла в печи (Тр, оС), расход окатышей (Vок, кг/с) по ходу окислительного периода электроплавки. В системе управления алгоритм включает в себя блоки согласования параметров Vпл и Vок (А), определения их численных значений (Б) в зависимости от уровня теплового и гидродинамического (С) состояния ванны, а также от условий рационального теплообмена (Д) в рабочем пространстве агрегата. Корректировка температурного режима плавки алгоритмом осуществляется в блоке (Е) путем сравнения расчетных (Тр, оС) и фактических (Тм, оС) значений температуры путем воздействия на параметры расхода электроэнергии (Qв()) и окатышей (Vок) в данный момент плавки.
При отклонении в системе управления скорости загрузки (Vок) окатышей в блоке (А) относительно фактической скорости их плавления (Vпл) осуществляется воздействие в блоке (С) на параметры (Io2, Vc), а также в блоке (Д) на Qв() или Ракт.
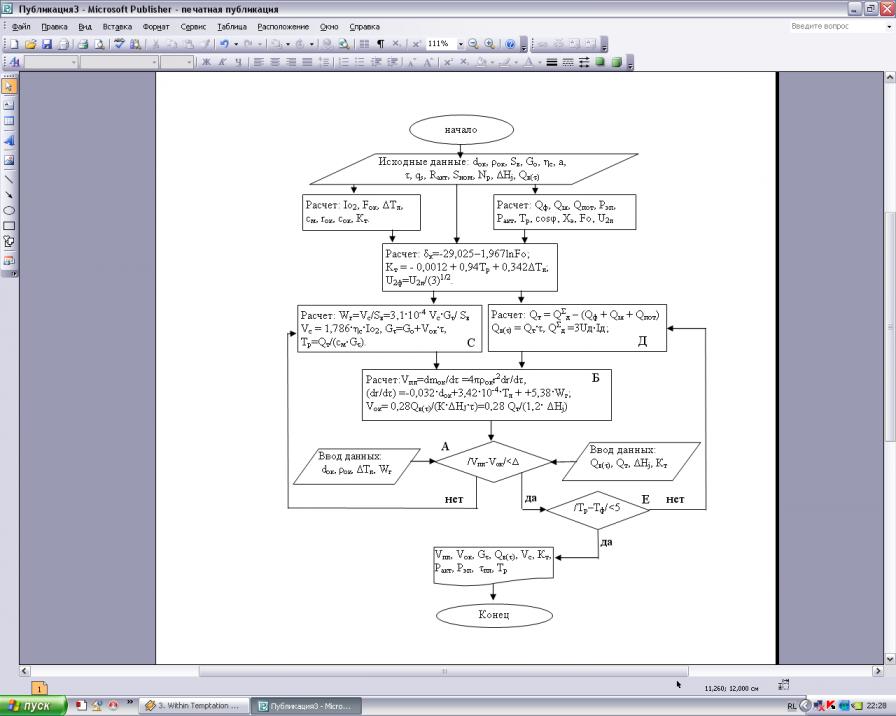
Рис. 8. Структурная схема алгоритма расчета теплотехнологических параметров и согласования режимов плавления и загрузки ЖМО в дуговую печь на основе учета параметров теплового состояния ванны и других факторов электроплавки стали.
Таким образом, предложенная модель и алгоритм расчета параметров электроплавки ЖМО в ДСП позволяет осуществлять эффективное управление энерготехнологическими параметрами процесса на основе соблюдения равенства Vок и Vпл с учетом обеспечения оптимальных параметров теплового состояния ванны, электрических и теплотехнических характеристик плавки, а также требуемых технико-экономических показателей производства.
Анализ результатов обработки опытных данных (табл.) работы 150-т ДСП в условиях ОАО «ОЭМК» показал, что при соблюдении рекомендуемой технологии переплавки ЖМО с подачей их в зону электрических дуг, основные технико-экономические показатели процесса улучшаются в сравнении с существующими типовыми режимами электроплавки стали.
Табл. Анализ эффективности работы 150 т ДСП при плавлении ЖМО по типовой технологии (А, Б) и при использовании метода подачи окатышей через полые электроды в зону электрических дуг (В, Г).
| Показатели электроплавки | А (90МВА) | Б (105МВА) | Расчетные значения | |
| В (90МВА) | Г (105МВА) | |||
| Производительность печи, т/ч | 75,2 | 87 | 80,5 (+7,5%) | 96 (+11,5%) |
| Удельный расход электроэнергии, кВт·ч/т | 560 | 540 | 545 (-3%) | 520 (-3,7%) |
| Время плавки под током, мин | 78 | 66 | 71 (-8,9%) | 58 (-12%) |
| Плавление завалки лома, мин | 19 | 17 | 16 (-15,5) | 14 (-17,6) |
| соs в период расплавления металлошихты | 0,76 | 0,77 | 0,84 (+10%) | 0,86 (+11%) |
| Плавление ЖМО, мин | 59 | 49 | 55 (-6,7%) | 44 (-10,2%) |
| Скорость загрузки ЖМО, кг/с | 34 | 40 | 38 (+11,7%) | 45 (+12,5%) |
| Расход электродов*, кг/т | 2,1 | 2 | 1,8 (-9,5%) | 1,82 (-9,4%) |
| Выход годной стали на 100 кг металлошихты | 90 | 90 | 93 | 93 |
| * - с учетом снижения исходной массы электрода на 25%. | ||||
Для оценки эффективности применения предложенного метода загрузки ЖМО в ванну 150т обработали опытные данные более 50 плавок (табл.) работы печей с трансформаторами мощностью 90 МВА (А) и 105 МВА (Б). При этом основные показатели работы 150 т ДСП, приведенные в табл., расчетным путем (поз. В и Г, табл.) проанализировали с учетом имеющихся экспериментальных и литературных данных преимущества работы дуговых печей с применением полых (трубчатых) электродов.
Из приведенных сравнительных данных (табл.) следует, что практически по всем основным показателям 150т ДСП для условий ОАО «ОЭМК» имеют лучшие показатели при использовании рекомендуемой технологии электроплавки ЖМО. Так удельный расход электроэнергии снижается в пределах от 3 до 5%, производительность агрегата возрастает до 8%, соs увеличивается на 10%, время плавки под током уменьшается на 9-12%, а выход жидкой стали увеличивается на 3% при работе печи на полых электродах.
Основные выводы и результаты.
1. На основе анализа проведенных исследований в лабораторных и производственных условиях установили ряд важных закономерностей электроплавки ЖМО в ванне дуговой печи, показана перспективность и эффективность использования в дуговых печах с трансформаторами переменного и постоянного токов технологии переплавки металлизованных окатышей с подачей их через полые (трубчатые) электроды в зону воздействия электрических дуг на поверхность металла в ванне агрегата.
2. Разработаны методики и электропечные установки для исследования в лабораторных условиях процессов нагрева и плавления окатышей с подачей их через отверстия в полых электродах в расплав. Сравнительными исследованиями установлено, что при использовании трубчатого (полого) графитированного электрода по сравнению с обычным (сплошным) электрическая дуга фокусируется под рабочим концом электрода, а токовая нагрузка по фазе становится более стабильной и увеличивается в среднем на 20-30%. При этом дуга от полого электрода, вращаясь при горении по внутренней кромке отверстия электрода, изменяет свою интенсивность в меньших пределах и не прерывается после дуговой вспышки, а колебания токовой нагрузки меньше на 15-20% с сокращением примерно в 1,5 раза интенсивности прямого излучения дуговой энергии в окружающее пространство на стены и свод печи.
3. На экспериментальной электропечной установке с трансформатором постоянного тока исследованы основные характеристики электрической дуги при подаче через полый электрод металлизованных окатышей и ионизирующих газов (аргона и азота). Установлено, что совместная подача окатышей и аргона в электрическую дугу создает стабильные условия в зоне горения дуги, т.е. уменьшаются колебания мощности и напряжения в сети и в большей степени экранируется электрическая дуга, что позволяет увеличить скорости нагрева металла под дугой на 6,3оС/мин с подачей азота и на 22оС/мин при подаче аргона совместно с окатышами в ванну.
4. Исследования на горячей и холодной моделях показали, что подача окатышей в зону электрической дуги не только интенсифицирует процессы тепломассообмена и плавления в системе дуга-окатыш-расплав, но и существенно 1,5-2 раза снижает пылеунос из зоны плавления окатышей в ванне печи за счет охлаждающего действия окатышей. При этом установлено, что скорость плавления окатышей после их нагрева в дуге возрастает на 10% и зависит в основном от параметров теплового состояния ванны (tр, а, Тл) режима обезуглероживания (VC) и свойств металлизованного сырья (ок, dок, qs).
5. Опытным и расчетным путем установлено, что применение технологии электроплавки на основе нового метода подачи ЖМО в ванну ДСП через полые электроды позволяет в существенной мере повысить производительность агрегата на 7,5-11,5%, снизить удельный расход электроэнергии на 3-5%, повысить выход годной стали на 3% и увеличить коэффициент использования мощности трансформатора на 10%. Исследованиями установлено, что прочностные характеристики полых электродов практически не отличаются от типовых, а удельный расход рекомендуемых электродов на 10% меньше вследствие наличия в них отверстия и лучших эксплуатационных характеристик, что свидетельствует о перспективности их применения в электросталеплавильном производстве.
Публикации по теме диссертации.
1. Сазонов А.В., Гришин А.А., Меркер Э.Э. Энергосберегающие условия электроплавки металлизованных окатышей в ванне дуговой печи. //Сб. межд. научн. – техн. конференции «Прогрессивные процессы и оборудование в металлургии», г. Череповец (ЧГУ), ОАО «Северсталь», 2005, с.16-17.
2. Меркер Э.Э., Сазонов А.В., Гришин А.А. Технологические особенности переплавки металлизованных окатышей в электродуговой печи. // В научном журнале. Вестник Чер ГУ, Череповец, 2007, стр. 37-41.
3. Меркер Э.Э., Сазонов А.В. Особенности электроплавки железорудных окатышей в дуговой печи. // Сб. тезисов докладов 13-й межд. науч. конф. «Современные проблемы электрометаллургии стали» - Челябинск, 2007, с. 17-19.
4. Меркер Э.Э., Сазонов А.В., Гришин А.А. Особенности технологии электроплавки окатышей в дуговой печи. // Изв. вузов ЧМ, №2, 2008, с. 31-33
5. Сазонов А.В., Меркер Э.Э., Кожухов А.А. Эффективность нагрева металла электрической дугой в печи с трубчатым электродом. // Сб. 4-й межд. н.-практ. конф. «Печные агрегаты и энергосберегающие технологии в металлургии», МИСиС – Москва, 2008, с. 305-309.
6. Кожухов А.А., Карпенко Г.А., Меркер Э.Э., Сазонов А.В. Исследование нагрева и плавления окатышей в зоне горения электрической дуги.//Изв. вузов ЧМ, № 7, 2008г, с.13-15.
7. Кожухов А.А., Меркер Э.Э., Сазонов А.А. К вопросу о распределении температур в электродах дуговой сталеплавильной печи.//Изв. вузов ЧМ, №9, 2008г, с.7-10.
8. Сазонов А.В., Меркер Э.Э., Кочетов А.И. Исследование процесса угара и нагрева металла при плавке окатышей в дуговой печи.//Изв. вузов ЧМ, №9, 2008г, с.67-68.
9. Меркер Э.Э., Сазонов А.В., Кожухов А.А. Изучение режима нагрева металлошихты электрической дугой в печи с применением электродов различной конструкции // Вестник Чер ГУ, Череповец, №3, 2008г., с.35-39.
Сазонов Александр Васильевич
Автореферат диссертации на соискание
ученой степени кандидата технических наук
Технический редактор:
Компьютерный набор:
Корректор:
Подписано к печати___________
Бумага для множительной техники
Формат_________ Усл. печ. листов____
Тираж__100____экз. Заказ______
Отпечатано с авторского оригинала в отделе оперативной печати
Старооскольского технологического института.
Старый Оскол, микрорайон Макаренко, 40