

Управление структурой и свойствами сталей 110г13л, 38хс, 45хн, используемых для изготовления деталей специальных машин
На правах рукописи

Цуркан Денис Александрович
УПРАВЛЕНИЕ СТРУКТУРОЙ И СВОЙСТВАМИ СТАЛЕЙ
110Г13Л, 38ХС, 45ХН, ИСПОЛЬЗУЕМЫХ ДЛЯ ИЗГОТОВЛЕНИЯ
ДЕТАЛЕЙ СПЕЦИАЛЬНЫХ МАШИН
Специальность 05.16.09 – «Материаловедение»
(в машиностроении)
Автореферат
диссертации на соискание ученой степени
кандидата технических наук
Барнаул – 2012
Работа выполнена в Федеральном государственном бюджетном образовательном учреждении высшего профессионального образования «Сибирская автомобильно-дорожная академия» (г. Омск) и Федеральном государственном бюджетном образовательном учреждении высшего профессионального образования «Алтайский государственный технический университет им. И.И. Ползунова» (г. Барнаул)
| Научный руководитель: | Ишков Алексей Владимирович, доктор технических наук, профессор кафедры технологии конструкционных материалов и ремонта машин. |
| Официальные оппоненты: | Околович Геннадий Андреевич, доктор технических наук, профессор, ФГБОУ ВПО «Алтайский государственный технический университет им. И. И. Ползунова», г. Барнаул, заведующий кафедрой машиностроительных технологий и оборудования; |
| Плотников Владимир Александрович, доктор физико-математических наук, профессор, ФГБОУ ВПО «Алтайский государственный университет», г. Барнаул, заведующий кафедрой общей и экспериментальной физики. | |
| Ведущая организация | Омский танковый инженерный институт им. Маршала Советского Союза П. К. Кошевого (филиал) Военного учебно-научного центра Сухопутных войск «Общевойсковая академия Вооруженных Сил Российской Федерации» (г. Омск). |
Защита состоится _28_ мая 2012 г. в _1600_ часов на заседании диссертационного совета Д 212.004.07 в Федеральном государственном бюджетном образовательном учреждении высшего профессионального образования «Алтайский государственный технический университет им. И.И. Ползунова» по адресу: 656038, г. Барнаул, пр. Ленина, 46, ФГБОУ ВПО «АлтГТУ им. И.И. Ползунова», E-mail: [email protected]
С диссертацией можно ознакомиться в научно-технической библиотеке Федерального государственного бюджетного образовательного учреждения высшего профессионального образования «Алтайский государственный технический университет им. И. И. Ползунова».
Автореферат разослан _27_ апреля 2012 г.

Ученый секретарь
диссертационного совета Д 212.004.07,
кандидат технических наук, доцент А.А. Бердыченко
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность работы. Создание новых, более совершенных высоконагруженных деталей и узлов различных машин и техники является одной из основных научных и практических задач современного машиностроения. Не являются здесь исключением и детали гусеничного движителя (ДГД) специальных машин, тракторов, землеройной техники, и т.п. работающие в уникальных по сочетанию нагрузок, скоростных режимов, изнашивающих и агрессивных факторов условиях. Конечно, сама конструкция основного элемента этого типа движителя - гусеничного трака, влияет на его долговечность, надежность и другие технические характеристики, но определяющую роль в формировании потенциала его прочностных свойств, играет материал, из которого изготовлен данный узел.
Улучшение структуры и свойств высокомарганцовистой износостойкой стали 110Г13Л, которая по износостойкости, устойчивости к высоким статическим и динамическим нагрузкам намного превосходит большинство известных материалов, используемых для изготовления ДГД типа гусеничных траков, и, в то же время является материалом высокочувствительным к условиям плавки, незначительному изменению содержания С, Si, S, легированию карбидообразующими и другими элементами, обычными способами - представляет сложную задачу. Все это приводит к невоспроизводимости таких параметров конструкционной прочности стали 110Г13Л как В, 0,2,, и KCU (ГОСТ 977-88, 21357-87), поэтому целенаправленное управление структурой и физико-механическими свойствами стали Гатфильда являлось и является актуальной задачей, а использование для этого не технологических приемов, а фундаментальных материаловедческих подходов, определяет научную новизну данного исследования.
Другие детали ДГД, такие как пальцы шарниров гусеничного зацепления, ведущие звездочки и катки, изготавливаются из низколегированных среднеуглеродистых конструкционных улучшаемых сталей 38ХС, 45ХН. При упрочнении гусеничных траков из стали 110Г13Л, ДГД выполненные из сталей 38ХС, 45ХН также потребуют изменения свойств поверхностного слоя, чтобы сохранять работоспособность узла машины в целом, а так как исследованные стали 110Г13Л, 38ХС. 45ХН относятся к различным классам и имеют различную структуру, то и подходы к целенаправленному управлению их свойствами будут различными, однако решать эти задачи нужно согласованно.
Работа выполнялась в рамках проекта № 2.1.2/4037-Ф аналитической ведомственной целевой программы Министерства образования и науки РФ «Развитие научного потенциала высшей школы» на 2009-2010 г.г.
Целью работы является, с одной стороны, установление соотношений состав-структура-свойство для высокомарганцовистой стали 110Г13Л, используемой для изготовления гусеничных траков, при ее комплексном легировании Ni и Mo и модифицировании редкоземельными металлами (РЗМ), и разработка на их основе новых материалов, а, с другой - управление структурой и свойствами поверхностного слоя низколегированных сталей 38ХС, 45ХН, используемых для изготовления гусеничных пальцев, звездочек и катков.
Достижение указанной цели потребовало решения следующих задач:
- проведение анализа существующих методов, приемов, способов управления структурой и свойствами износостойких, высокопрочных и улучшаемых сталей и обоснование выбора комплексного легирования и модифицирования для управления структурой и свойствами высокомарганцовистой стали 110Г13Л, а высокоэнергетической поверхностной обработки - для изменения структуры поверхностного слоя низколегированных сталей 38ХС и 45ХН;
- оптимизация состава стали 110Г13Л и режимов ее плавки для получения новых материалов (сталей 110Г13НЛА, 110Г13НМЛА, 110Г13Н3МЛА), с оптимальными литейными свойствами и содержанием легирующих элементов (Ni, Mo) вблизи нижней границы исследованного концентрационного диапазона;
- исследование фазового состава, структуры и свойств новых сталей 110Г13НЛА, 110Г13НМЛА, 110Г13Н3МЛА в зависимости от содержания легирующих элементов (Ni, Mo) и использования РЗМ-модификатора;
- исследование влияние высокоэнергетической поверхностной обработки (плазменной и лазерной закалки) на эволюцию структуры высокомарганцовистого аустенита в новой высокомарганцовистой стали 110Г13Н3МЛА, а также на фазовый состав, структуру и свойства поверхностного слоя низколегированных сталей 38ХС, 45ХН;
- оптимизация методом дробного факторного эксперимента состава новых материалов для получения сталей с заданными свойствами и разработки основ технологии изготовления из них отдельных ДГД спецмашин;
- разработка методики ускоренных циклических испытаний (УЦИ) ДГД спецмашин типа гусеничных траков и проведение УЦИ, изготовленных из новой высокомарганцовистой стали 110Г13Н3МЛА и поверхностно-упрочненных сталей 38ХС, 45ХН для установления влияния их состава, структуры и свойств на долговечность и надежность при эксплуатации такого узла машины как гусеничный движитель.
Объектами исследования в работе были выбраны стали 110Г13Л, 38ХС, 45ХН, широко используемые при изготовлении ДГД спецмашин и готовые ДГД из этих материалов, предметом исследования являлись процессы получения, комплексного легирования, модифицирования и высокоэнергетической поверхностной обработки выбранных сталей, а также процесс усталостного разрушения материалов.
Для решения задач и достижения цели исследования использовались методы физико-химического анализа, металлографии, электронной растровой микроскопии, рентгенофазового и микрорентгеноспектрального анализа, полнофакторного эксперимента, лабораторных и натурных испытаний.
Научная новизна исследования:
- обоснован выбор комплексного легирования стали 110Г13Л от 0,51 до 3,72 масс. % Ni и от 0,38 до 1,35 масс. % Mo и ее модифицирования РЗМ - феррогадолинием IG75, для получения материалов с улучшенными характеристиками, и разработаны составы новых высокомарганцовистых сталей 110Г13НЛА, 110Г13НМЛА, 110Г13Н3МЛА;
- исследованы соотношения состав-структура-свойство новых материалов и методом ДФЭ установлены зависимости,,, KCU от химического состава стали;
- установлено изменение фазового состава, структуры, свойств поверхностного слоя сталей 38ХС, 45ХН, а также марганцовистого аустенита в стали 110Г13Н3МЛА при их плазменной и лазерной закалке;
- проведены испытания деталей спецмашин типа гусеничных траков, изготовленных из новых сталей 110Г13НЛА, 110Г13НМЛА, 110Г13Н3МЛА в условиях эксплуатации и при проведении ускоренных циклических испытаний, и установлена связь параметров их долговечности и эксплуатационной надежности со структурой и свойствами материала.
Практическая значимость и реализация результатов исследования определяется разработкой новых марок аустенитных упрочняемых сталей и их использованием для изготовления ДГД сельскохозяйственной техники (ДТ-75) и специальных машин (Т-54, 55АМ; Т-80 80УД) с увеличенным от 1,7 до 2,5 эксплуатационным ресурсом. Указанные результаты были использованы на ведущем предприятии отрасли ОАО «Конструкторское бюро транспортного машиностроения» (г. Омск) и показали свою эффективность. Отдельные результаты исследований также были использованы в ЗАО «Управление механизации № 8» (г. Омск).
На составы новых марок высокомарганцовистой аустенитной стали 110Г13НЛА, 110Г13НМЛА, 110Г13Н3МЛА поданы и зарегестрированы заявки на патент РФ.
Апробация работы. Основные научные положения и практические результаты диссертации были доложены и обсуждены на научно-технических, научно-практических конференциях и семинарах различного уровня: 69 Международной научно-технической конференции Ассоциации автомобильных инженеров (г. Омск, 2009), 63 Научно-технической конференции ГОУ ВПО «СибАДИ» (г. Омск, 2009), 5 Международной технологической выставке-Конгрессе «Военная техника, вооружение и технологии двойного применения в 21-ом веке» (г.г. Москва-Омск, 2009), Межвузовской конференции молодых учёных, аспирантов и студентов (г. Омск, 2009), 12 Международной научно-практической конференции «Ресурсосберегающие технологии ремонта, восстановления и упрочнения деталей машин, механизмов, оборудования, инструмента и технологической оснастки от нано- до макроуровня» (г. Санкт-Петербург, 2011).
На защиту выносятся:
- обоснование выбора приемов комплексного легирования Ni и Mo и модифицирования РЗМ стали 110Г13Л и высокоэнергетической поверхностной обработки сталей 38ХС, 45ХН, для целенаправленного управления их структурой и свойствами;
- результаты экспериментальных исследований структуры и свойств новых сталей (110Г13НЛА, 110Г13НМЛА, 110Г13Н3МЛА) и обнаруженные закономерности состав-структура-свойство этих материалов;
- результаты экспериментальных исследований структуры и свойств поверхностного слоя сталей 38ХС, 45ХН и обнаруженные закономерности эволюции высокомарганцовистого аустенита в поверхностном слое стали 110Г13Н3МЛА при высокоэнергетической плазменной и лазерной обработке;
- методика ускоренных циклических испытаний ДГД спецмашин типа гусеничных траков;
- результаты лабораторных и натурных испытаний ДГД специальных машин, изготовленных из новых материалов и поверхностно упрочненных коммерческих материалов и обнаруженная связь структуры и свойств материала с параметрами эксплуатационной надежности и долговечности изготовленных из него ДГД.
Достоверность полученных результатов подтверждается данными, полученными другими исследователями, справочными данными, данными литературных источников, использованием аттестованных методов и методик выполнения измерений, сертифицированного и стандартизированного испытательного оборудования, а также проведением статистической обработки экспериментальных результатов.
Личный вклад диссертанта заключается в формулировании цели и задач работы, выполнении большинства исследований по получению новых материалов, исследованию их структуры и свойств, проведению технологических исследований, непосредственном участии в изготовлении ДГД, проведению их испытаний в лабораторных и натурных испытаний, обсуждении результатов.
Публикации. По результатам диссертации опубликовано 21-й научной работе, в том числе 4 статьи в изданиях, рекомендованных ВАК Российской Федерации.
Структура и объем диссертации. Диссертация состоит из введения, шести глав, общих выводов по работе, списка использованной литературы из 142 наименований и приложений. Диссертация изложена на 150 страницах машинописного текста, содержит 48 рисунков и 7 таблиц.
СОДЕРЖАНИЕ РАБОТЫ
Во Введении диссертации обоснована актуальность исследований, сущность поставленной научно-технической проблемы создания деталей специальных машин из сталей различных групп - 110Г13Л, 38ХС, 45ХН с повышенными параметрами эксплуатационной надежности и долговечности, сформулированы цели и задачи исследования.
В первой главе на основе обзора основных марок и типов сталей указанных структурных групп, их химического состава, физико-механических свойств и структуры, эффектов самоупрочнения при эксплуатации и современных металлургических и технологических приемов упрочнения сталей различными методами, показаны достоинства литой высокомарганцовистой износостойкой стали 110Г13Л и низколегированных конструкциионных сталей 38ХС, 45ХН при их использовании для изготовления ДГД (траки и пальцы гусеницы, грунтозацепы, опорные катки, ведущие зубчатые колеса и пр.), на основании которых указанные материалы были выбраны в качестве объектов исследования, а наиболее эффективными методами управления структурой и свойствами исследованных сталей - комплексное легирование Ni и Mo и модифицирование РЗМ (для стали 110Г13Л), и высокоэнергетическая поверхностная плазменная и лазерная обработка (для сталей 38ХС и 45ХН).
Во второй главе диссертации приведены характеристики исследованных материалов, влияющие на эксплуатационную долговечность и надежность выполненных из них деталей спецмашин, описаны стандартные методики и типовое оборудование, использованное для проведения экспериментальных исследований, приведена методика плавки и легирования стали 110Г13Л в промышленной индукционной печи ДСВ-5, методика расчета шихты и корректировки режима плавки в восстановительном периоде, описаны промышленные установки ОКС-11192, «Квант-16» для высокоэнергетического поверхностного воздействия и оптимизированные режимы их работы, а также оригинальное оборудование для проведения натурных испытаний готовых изделий из исследованных материалов (испытания на износостойкость, долговечность, конструкционную прочность и пр.).
В третьей главе приведены и обсуждены основные результаты экспериментальных исследований по формированию заданной структуры и свойств стали 110Г13Л методами комплексного легирования и модифицирования РЗМ.
В результате опытно-промышленных плавок, проведенных на ОАО «Конструкторское бюро транспортного машиностроения» (г. Омск) в 2009-2010 гг. были получены 7 партий высокомарганцовистой аустенитной стали типа 110Г13Л (по 200 кг) для изготовления в последующем литых деталей сельскохозяйственных машин (ДТ-75, деталь 7434501) и специальных машин (Т-54, 55АМ - трак гусеничного движителя Т-64 с увеличенными грунтозацепами и измененным рисунком; штампованные элементы с РМШ и гуммированием (Т-80)). Также были получены две партии опытных плавок улучшенной стали 110Г13ЛА, 110Г13НЛА (R11, R13) с пониженным содержанием серы (0,005) и фосфора (0,003), которые для этого дополнительно модифицировались - 75 %-ым феррогадолинием IG75 (КНР), вводимым на штанге в составе модификатора под струю металла в ковш. Состав опытных плавок приведен в таблице 1.
Таблица 1 – Состав партий опытных плавок стали 110Г13Л (n=3; P=0,95)
| Партия | Содержание элемента*, % | |||||||
| C | Mn | Si | Cr | Ni | Mo | S | P | |
| A | 0,65 | 13,3 | 0,32 | - | - | - | 0,02 | 0,03 |
| B | 1,15 | 13,4 | 0,54 | 0,57 | 3,40-3,45 | 0,60-0,65 | 0,02 | 0,02 |
| C | 1,15 | 13,3 | 0,55 | 0,57 | 3,64-3,72 | 1,35-1,40 | 0,01 | 0,02 |
| D | 0,74 | 13,2 | 0,38 | 0,63 | 1,39-1,42 | 0,38-0,42 | 0,01 | 0,02 |
| E | 0,95 | 13,3 | 0,42 | 0,60 | 0,93-0,99 | 0,48-0,53 | 0,01 | 0,01 |
| R11 | 1,24 | 12,8 | 0,30 | 0,48 | - | - | 0,005 | 0,003 |
| R13 | 1,25 | 13,2 | 0,30 | 0,50 | 0,51-0,53 | - | 0,01 | 0,01 |
* – остальное Fe
Показано, что управление структурой и свойствами стали 110Г13Л, влияющими на долговечность и надежность деталей спецмашин, оправдано экономически и наиболее легко реализуется технически при легировании этого материала Мо и Ni, которые влияют на структуру марганцовистого аустенита по различным механизмам. Выбор среди всех модификаторов феррогадолиния IG75 для модицирования стали 110Г13ЛА обусловлен не только максимальной для этого РЗМ величиной квазиравновесной концентрации пластинчатых и сферических центров кристаллизации графита на p-T-диаграмме модельной системы Fe-C с 4,3 % углерода, но и тем, что Gd обладает наивысшей способностью к захвату тепловых и быстрых нейтронов ( = 49000 барн), что важно при эксплуатации спецтехники на радиационно-зараженной местности.
| Для оценки эффективности влияния отдельных элементов при комплексном легировании был использован известный метод эквивалентных концентраций, когда введенное количество легирующего Me, эквивалентно в стали определенному количеству Mo и рассчитывается по энергии упругого искажения решетки твердого раствора Fe-Me с ростом разности между атомными радиусами, модулями упругости и валентностями легирующего элемента). | 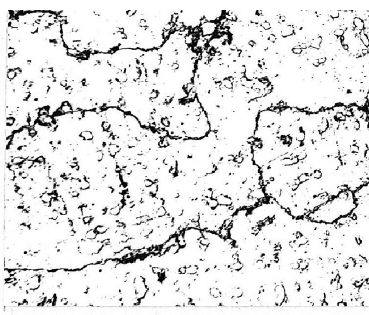 Рисунок 1 – Микроструктура образца партии Е стали 110Г13НМЛ (увеличение 100) Рисунок 1 – Микроструктура образца партии Е стали 110Г13НМЛ (увеличение 100) |
Оказалось, что 1 % Мо в стали 110Г13Л эквивалентен: 2,8 % Ni, 1,5 % V, 0,6 % Cr или 0,55 % Mn. Поэтому в 4-х опытных плавках нами были получены образцы высокомарганцовистой литой стали (В–E) с близкой структурой (рисунок 1) и фазовым составом, но содержащие различные количества выбранных легирующих элементов, эквивалентные 1 % Mo (см. таблицу 1). Для оценки эффективности легирования стали 110Г13Л нами были приняты эффективный коэффициент концентрации напряжений - К![]() и показатель чувствительности материала к надрезам - q (таблица 2), рассчитываемые по формулам 1-2. Данные, приведенные в табл. 2, свидетельствуют о более высоком уровне конструкционной прочности и выносливости комплекснолегированной Ni и Mo стали 110Г13Л по сравнению с серийными образцами (A).
и показатель чувствительности материала к надрезам - q (таблица 2), рассчитываемые по формулам 1-2. Данные, приведенные в табл. 2, свидетельствуют о более высоком уровне конструкционной прочности и выносливости комплекснолегированной Ni и Mo стали 110Г13Л по сравнению с серийными образцами (A).
![]()
![]() (1, 2)
(1, 2)
где: -1 – предел выносливости гладкого образца, -1k – предел выносливости напряженного образца, – теоретический коэффициент концентрации напряжений.
Полученные результаты обусловлены характером формирующихся при литье образцов неметаллических включений (сульфидов, карбидов, оксисульфидов и пр.), их формой и расположением в материале (см. рисунок 1). Комплексное легирование стали 110Г13Л Mo и Ni снижает ее чувствительность к концентраторам напряжений, однако при испытании гладких образцов усталостная прочность обычной и модифицированной сталей оказалась практически одинаковой. Структура большинства образцов комплексно легированной Ni и Mo литой стали 110Г13Л после улучшения (закалка 860–880 °С, отпуск 590–610 °С) для всех вариантов опытных плавок оказалась идентичной, и была представлена структурой первичного и вторичного аустенита. Модифицирование стали 110Г13Л РЗМ также снижает ее чувствительность к концентраторам напряжений и улучшает физико-механические свойства, влияющие на эксплуатационную долговечность и надежность деталей спецмашин.
Таблица 2 – Прочностные характеристики образцов,
полученных из опытных плавок стали 110Г13Л (n=3; P=0,95)
| Партия | Параметр | |||||||
| T | KCU20 | К | q | |||||
| A | 623±5 | 386±2 | 17,2±0,3 | 38,4± | 510±0,3 | 263±6 | 0,74±0,02 | 2,3±0,2 |
| B | 851±5 | 684±3 | 17,5±0,3 | 38,7± | 840±0.2 | 350±5 | 0,69±0,01 | 1,0±0,1 |
| C | 847±4 | 680±3 | 18,4±0,4 | 40,6± | 1070±0,5 | 345±5 | 0,75±0,02 | 1,1±0,1 |
| D | 792±3 | 639±3 | 17,6±0,5 | 39,2± | 792±0,3 | 322±5 | 0,72±0,03 | 1,2±0.1 |
| E | 685±3 | 645±2 | 17,2±0,2 | 38,5± | 775±0,3 | 335±4 | 0,75±0,02 | 1,3±0,2 |
Примечание: состав плавок – в табл. 1; ![]() - временное сопротивление разрыву, МПа; T- предел текучести, МПа; – относительное сужение, %; – относительное удлинение после разрыва, %; KCU20 – ударная вязкость, кДж/м2 (измерена при 20 оС); – модуль упругости (условный), МПа.
- временное сопротивление разрыву, МПа; T- предел текучести, МПа; – относительное сужение, %; – относительное удлинение после разрыва, %; KCU20 – ударная вязкость, кДж/м2 (измерена при 20 оС); – модуль упругости (условный), МПа.
Установлено, что введение феррогадолиния IG75 в жидкий металл в составе комплексного модификатора на основе ферроцерия ФЦ и силикокальция СК15 в 2–3 раза снижает содержание серы, фосфора и кислорода в стали. Модифицирование сталей 110Г13НМЛ, 110Г13Н3МЛ РЗМ позволили изменить форму неметаллических включений на глобулярную, перераспределить карбиды, фосфиды и другие неметаллические фазы, улучшить механические свойства и воспроизводимость параметров материала от плавки к плавке (таблица 3).
Таблица 3 – Воспроизводимость усредненных свойств стали 110Г13НМЛА,
модифицированной РЗМ в опытно-промышленных
плавках партий R11, 13 (n=3; P=0,95)
| Номер плавки | В, МПа | Т, МПа | , % | , % | KCU20, кДж/м2 |
| 1 | 810/840 | 490/470 | 29,6/34,4 | 28,5/35,2 | 2060/1720 |
| 2 | 820/780 | 510/460 | 36,0/35,6 | 23,9/30,2 | 2110/2340 |
| 3 | 790/750 | 420/460 | 32,6/31,2 | 22,5/33,5 | 2360/2040 |
| 4 | 770/800 | 460/580 | 27,6/32,8 | 22,2/27,4 | 2780/2270 |
| 5 | 660/730 | 420/440 | 16,0/33,6 | 25,2/29,0 | 1920/- |
| 6 | 700/720 | 450/460 | 22,4/25,6 | 31,9/23,7 | 2030/- |
| 7 | 770/800 | 440/440 | 36,0/38,6 | 32,6/32,3 | - |
| 8 | 750/770 | 420/470 | 32,0/33,1 | 31,3/30,2 | - |
| 9 | 790 | 430 | 36,0 | 32,5 | - |
| 10 | 760 | 450 | 30,1 | 29,0 | 2210/2990 |
Примечание: числитель дроби – плавки партии R11, знаменатель дроби -–R13.
Исследования, проведенные на комплексной пробе Нехендзи-Купцова, показали однонаправленность (симбатность) воздействия фосфора и кремния на физико-механические свойства стали 110Г13НМЛА, 100Г13Н3МЛА, что позволило оценить степень совместного влияния этих факторов регрессионным анализом. Приняв, что КСU = f(РЗМ, Р, в %), методами регрессионного анализа было получено следующее выражение:
КСU20 = 5,1 - 22,9[Р] - 2,45[РЗМ] + 4,2[P]·[Si], (3)
среднеквадратичное отклонение, для которого составило величину s = 0,638.
Таким образом, было показано, что КСU20 сталей 110Г13НМЛА, 110Г13Н3МЛА тем выше, чем ниже содержание P и Si. Фрактография изломов образцов после испытаний на ударную вязкость показала (рисунок 2а), что при КСU20 = 2,0–2,5 МДж/м2 хрупкая и вязкая составляющие в изломе находятся в равном соотношении, что обеспечивает в отливках достаточный запас вязкости даже после их поверхностного упрочнения в процессе эксплуатации из-за образования мартенсита наклепа.
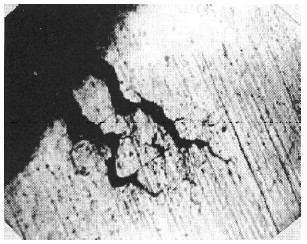 а. а. |  б. б. | 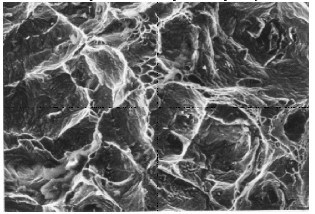 в. в. |
Рисунок 2 – Фрактографический анализ трещин на поверхности разрушенного при ударных испытаниях образца стали 110Г13НМЛА (а): б – участок хрупкого разрушения
по границам зерен (увеличение 500), в – участок вязкого разрушения (увеличение 900)
В изломах образцов, соответствующих КСU20 менее 2,0 МДж/м2, отмечено постепенное увеличение доли хрупкой составляющей (2б), а в области КСU20 выше 2,5 МДж/м2 - вязкой составляющей разрушения (2в).
Изучение карбидов, присутствующих в стали 110Г13НЛА, 110Г13НМЛ, 110Г13Н3МЛА после ее затвердения, и карбидов, выделяющихся при отпуске уже закаленной стали, показало, что микроструктура высокомарганцовистой стали 110Г13Л, комплексно легированной Ni и Mo, после такой обработки ячеистая, границы ячеек более темные, чем сердцевина. На границах наблюдаются неметаллические включения и карбиды. Карбиды представляют собой отдельные частицы, колонии не образуют. Они характеризуются повышенной концентрацией фосфора и углерода и содержат до 30 % Mn, что значительно больше, чем просто в марганцовистом аустените - 11 % (рисунок 3).
 а. а. |  б. б. |
Рисунок 3 – Карбиды в стали 110Г13НМЛА (увеличение 1000):
а – после отпуска при 675 оС, б – после отпуска при 550 оС
Установлено, что после отпуска при 750 оС карбиды представляют собой узкие, практически сплошные образования на границах зерен аустенита с отходящими от них тонкими лепестками. При более низких температурах отпуска образуют колонии пластинчатых карбидов, дисперсность которых возрастает при дальнейшем снижении температуры отпуска. При уменьшении температуры отпуска от 675 до 550 оС происходит укрупнение карбидных колоний и увеличение их количества, как на границах, так и внутри зерен аустенита. При снижении температуры отпуска до 450 оС количество карбидов значительно уменьшается, и в структуре стали образуются единичные высокодисперсные карбиды, расположенные вдоль границ зерен.
Проведенное рентгеноструктурное определение количества -фазы в образцах стали, подвергнутых выдержке при 1000 оС с последующим охлаждением в печи показало, что максимальное ее количество образуется после отпуска при 600 оС, причем оно сопоставимо с объемной долей карбидных колоний. Следовательно, структура материала представлена перлитом (или трооститом) с высоким содержанием марганца в карбидах типа Fe3C. При отпуске стали 110Г13НМЛА выделяется -фаза, которая обогащена марганцем.
В четвертой главе приводятся результаты исследований по управлению структурой исследованных сталей при высокоэнергетическом поверхностном упрочнении методами плазменной (ПЗ) и лазерной (ЛЗ) закалки.
На рисунке 4а приведена микроструктура поверхности образца партии В из стали 110Г13Н3МЛ, подвергнутого ПЗ на технологической установке ОКС-11192 при 350–450 имп./с, токе импульса - до 300А, напряжении 40–50 В и расходе газа 5 л/мин (Ar).
 а. а. |  б. б. |
Рисунок 4 – Микроструктура образца B из стали 110Г13Н3МЛ:
а – увеличение 100; б – увеличение 750
Как видно из рисунка 4, в результате высокоэнергетического воздействия на поверхности образца образуется закаленная структура, содержащая вторичный аустенит с включениями карбидов, причем последние подвергаются значительному оплавлению (4б).
При ПЗ стали 110Г13Н3МЛ происходит оплавление ее поверхности, сопровождаемое перекристаллизацией, формированием средних зерен практически не содержащих в своем объеме неметаллических включений с оптимальным сочетанием насыщенности твердого -раствора углеродом и легирующими элементами (Ni, Mo), а также за счет частичного растворения и перераспределения в зерно исходных карбидов.
| Было установлено, что улучшение свойств сталей 110Г13Л, 110Г13ЛА, 110Г13Н3МЛА, 110Г13НМЛА, подвергнутых ПЗ, достигается, прежде всего, за счет уменьшения размеров зерна, концентрации зерен аустенита и градиента этих величин в поверхностных слоях и в объеме материала (рисунок 5). Для управления струк-турой и свойствами низко-легированных улучшаемых сталей 38ХС, 45ХН, которые постепенно приходят на смену стали 110Г13Л при изго-товлении ДГД специальных машин, была использована лазерная закалка (ЛЗ). |  Рисунок 5 – Характеристики аустенитного зерна в поверхностных слоях (пов.) и сердцевине (сер.) образцов стали 110Г13Н3МЛ, подвергнутых ПЗ при оптимальных условиях Рисунок 5 – Характеристики аустенитного зерна в поверхностных слоях (пов.) и сердцевине (сер.) образцов стали 110Г13Н3МЛ, подвергнутых ПЗ при оптимальных условиях |
На рисунке 6 приведена микроструктура поверхности образцов сталей 38ХС и 45ХН, подвергнутых ЛЗ на технологической установке Квант-16 при мощности излучения 80–100 МВт/м2, дефокусировке лазерного луча 3–6 мм и длительности импульса 3–6 мс.
 а. а. |  б. б. |
Рисунок 6 – Микроструктура образцов из стали 38ХС (а) и 45ХН (б) - увеличение 300
Как показано на рисунке 6, упрочнение этих сталей вызвано формированием в их поверхностном слое (200–300 мкм) структуры закаленного зернистого мартенсита с располагающимися под ней зонами неполной закалки и зоны основного металла, структура которой характерна сорбиту отпуска. Причем протяженность закаленной зоны в случае стали 38ХС (6а) почти в три раза выше, чем у стали 45ХН (6б), однако микротвердость поверхностного слоя в первом случае составляет величину 6050–6200 МПа, а во втором - 9000–9100 МПа в то время как твердость сердцевины обеих сталей составила величину 2500–3000 МПа.
Относительную износостойкость поверхностно-упрочненных деталей находили усреднением результатов испытаний пяти образцов и рассчитывали по формуле: = PЭ/PО, где РЭ и РО – износ эталона и образца. На рисунке 7 показано распределение микротвердости (а) и удельного износа образцов из сталей 38ХС, 45ХН, подвергнутых ЛЗ, в сравнении с неупрочненным материалом.
 а. а. |  б. б. |
Рисунок 7 – Распределение микротвердости по глубине образца стали 45ХН (а) и удельный весовой износ (б) образцов сталей 38ХС, 45ХН, подвергнутых лазерной закалке, в сравнении с материалами, термообработанными по обычным технологиям
Идентификация фазового состава в зонах термического влияния (ЗТВ) при ЛЗ производилась методом дифракционного рентгеновского анализа по глубине после электролитического полирования образцов и металлографического контроля структуры изучаемой поверхности. Было обнаружено, что при ЛЗ происходит существенное изменение в тонком кристаллическом строении основных фаз стали, что проявляется в изменении ширины и интенсивности рентгеновских линий, а развивающиеся при ЛЗ изменения кристаллической структуры и диффузионные процессы с участием углерода во многом определяют механизм и кинетику фазовых и структурных превращений при этом виде термообработки (рисунок 8).
 а. а. |  б. б. |
Рисунок 8 – Рентгенограммы поверхностного слоя сталей 38ХС (а) и 45ХН (б): 1 – до лазерной термообработки, 2 – после лазерной термообработки, 3 – после закалки, отпуска и лазерной термообработки
Проведение ЛЗ отражается на рентгенограммах изменениями, аналогичными низкотемпературному отпуску сталей 38ХС, 45Х, а ускорению двухфазного распада мартенсита после ЛЗ способствует увеличение плотности поверхностных дефектов.
В пятой главе по результатам полученных ранее экспериментальных данных, с использованием методов полнофакторного эксперимента, приемов построения имитационных моделей, а также общих принципов организации технологических процессов, определены и оптимизированы основные параметры технологии получения сталей 110Г13НМЛА, 110Г13Н3МЛА комплексно легированных Ni и Mo и модифицированных РЗМ, технологии получения литых ДГД спецмашин типа гусеничных траков и их термообработки, технологии высокоэнергетического поверхностного упрочнения готовых деталей из сталей 38ХС, 45ХН, а также результаты испытаний ДГД.
Для получения необходимых зависимостей, данные отражали в такой форме, чтобы они представляли результаты 13 планов дробного факторного эксперимента (ДФЭ), при этом один из планов являлся базовым (нелегированная и не модифицированная сталь 110Г13Л), а остальные, при одинаковом уровне общих переменных факторов (C, Si, Мn, Р, S), дополнительно содержали один из легирующих элементов (Ni, Cr, Мо) или модификаторов (Gd, ФЦ, СК15). Учитывая, что для всех планов ПФЭ сохранялись одинаковые уровни общих факторов, стало возможным определение коэффициентов, отражающих раздельное влияние основных и легирующих элементов, а также РЗМ по уравнению вида:
![]() (4)
(4)
Было установлено, что заданные свойства и параметры структуры высокомарганцовистого аустенита, при сохранении оптимального химического состава в системе Fe–Mn, обеспечиваются следующими значениями факторов, масс. %: 0,60 Cr + 0,99 Ni + 0,50 Mo + 0,002 Gd; 0,55 Cr + 3,45 Ni + 0,65 Mo + 0,005 Gd - причем, наилучшие свойства достигаются в последнем варианте состава, что соответствует марке получаемой стали 110Г13Н3МЛА.
Аналогично, методом ДФЭ были получены и зависимости некоторых механических свойств (временное сопротивление разрыву, относительное удлинение и относительное сужение, ударная вязкость) стали 110Г13Н3МЛА от ее химического состава. Соответствующие поверхности отклика в декодированных координатах описываются следующими уравнениями:
В = 84,3 [Si] - 1722,9[Ni] - 275,2[Mo] + 927,6; [МПа], (5)
= 4,4 [Mn] + 67,5[Ni] – 80,6[Mo] - 176,8[Cr] + 43,7; [%], (6)
= 73,98[C] + 5,2[Mn] - 365,98[P] - 10,3[Mo]
+ 1,9[Ni] - 319,98[V] + 100,2; [%], (7)
KCU20 = 329678,9[P] - 14279,8[Ni] - 5560,2[PЗМ]
+ 1266,8[Mo] + 2016,41; [кДж/м2]. (8)
На основе анализа свойств стали 110Г13НМЛ, влияющих на качество отливок, заданного и оптимального ее состава, были оптимизированы параметры выплавки в промышленной индукционной печи с основной футеровкой. А на основании оптимизированных параметров плавки, и полученных ранее зависимостей плотности, пластичности, длины трещин l и жидкотекучести от состава стали, были предложены оптимальные параметры технологии изготовления литых ДГД. Окончательно режимы термообработки ДГД специальных машин, изготовляемых из сталей 110Г13НЛА, 110Г13НМЛА, 110Г13Н3МЛ, могут быть определены в зависимости от конкретного состава стали, по приведенным в главе номограммам термообработки.
При испытаниях было установлено, что до полного разрушения трущихся поверхностей деталей шарнира, палец совершил 60 двойных ходов в минуту с размахом 700, нагрузка на сопряжение составляла 10 кг, подача абразива в зазор сопряжения - 2,8 кг/мин, общее время испытаний составило 2,5 ч. На основании полученных результатов испытаний была предложена адекватная двухфакторная модель, в которой каждый уровень твердости пальца из стали 38ХС (230, 400, 600 или 770 HV) комбинировался с уровнем твердости втулки из этого же материала.
УЦИ гусеничных траков проводились на оригинальном стенде, описанном во второй главе работы, расширяющего диапазон испытаний путем введения дополнительных схем нагружения, что достигается с помощью механизма имитации неровностей грунта, выполненного в виде двуплечих рычагов, каждый из которых одним концом опирается на опорную поверхность испытуемой гусеничной цепи, а другим взаимодействует с приводом нагружения. Ускорение программы испытаний достигается за счет применения на стенде пульсатора на 500 кН, с коэффициентом ассиметрии нагрузки Рмин/Рмакс= 0,3, частотой изменения нагрузок 598 циклов/мин., Рмакс. = 80 кН, Рмин. = 24 кН. Результаты испытаний детали 7434501, изготовленной из материала различных партий опытных плавок стали 110Г13Л, приведены на рисунке 9.

Рисунок 9 – Результаты ускоренных испытаний литых траков на прочность при циклических нагрузках, полученные на стенде для партий (А-Е) сталей 110Г13Нx(М)ЛА
Проведенная нами оценка долговечности деталей, изготовленных из новой стали 110Г13НМЛ методом УЦИ, установила, что до образования первых трещин гусеничный трак может работать с количеством циклов - 514 000 и более, а до полного разрушения - с количеством циклов 962 550 и более, что превосходит аналогичные параметры детали, выполненной из базового материала (сталь 110Г13Л) от 1,7 до 2,5 раз.
Легирование высокомарганцовистого аустенита сразу несколькими элементами, действующими на термодинамическое равновесие в системах Fe-C, Fe-Mn-C по различным механизмам, а также модифицирование РЗМ, снижают размер аустенитного зерна до величины 270–295 мкм, что находит отражение и в замедлении скорости роста трещины.
ОСНОВНЫЕ РЕЗУЛЬТАТЫ И ВЫВОДЫ
- Разработаны составы новых сталей 110Г13НЛА, 110Г13НМЛА и 110Г13Н3МЛА, получаемых комплексным легированием Ni и Mo и модифицированием РЗМ стали 110Г13Л. Новые марки сталей характеризуются в 1,27–1,36 раз более высоким значением временного сопротивления разрыву, в 1,65–1,77 раз более высоким значением предела текучести, в 1,52–2,09 раз более высокой ударной вязкостью, а также меньшей чувствительностью к надрезу, чем базовая сталь 110Г13Л.
- Установлено, что модифицирование стали 110Г13НМЛ феррогадолинием, вводимым в сталь в количестве до 0,005 масс. % в составе комплексного модификатора на основе ферроцерия ФЦ и силикокальция СК15, не только в 2–3 раза снижает содержание S и P в материале, но и способствует образованию глобулярных форм карбидов (Fe, Mn)3C, фосфидов Mn3P и Fe3P и других неметаллических фаз и их перераспределению с границ в зерно высокомарганцовистого аустенита, что улучшает механические свойства и воспроизводимость параметров материала от плавки к плавке.
- Выявлена симбатность воздействия Р и Si на ударную вязкость сталей 110Г13НЛА, 110Г13НМЛА, 110Г13Н3МЛА, которая тем выше, чем ниже содержание фосфора и кремния в материале, и фрактографически установлено, что при КСU20 от 2,0 до 2,5 МДж/м2 хрупкая и вязкая составляющие в изломе находятся в равновесии, при КСU20 менее 2,0 МДж/м2 увеличивается доля хрупкой, а при КСU20 выше 2,5 МДж/м2 - вязкой составляющей разрушения материала.
- Показано, что регулируя температуру отпуска в интервале от 450 до 750оС сталей 110Г13НЛА, 110Г13НМЛ и 110Г13Н3МЛА, закаленных с 1000–1150оС в воде, удается изменять количество и морфологию выделяющихся карбидов и управлять структурой материала, которая представлена перлитом или трооститом отпуска.
- Экспериментально доказана возможность управления структурой и свойствами поверхностного слоя сталей 110Г13Н3МЛА, 38ХС, 45ХН путем воздействия на материал высокоэнергетической плазмы с параметрами: 350–450 имп./с, ток импульса - до 300А, напряжение импульса 40–50 В, расходе газа-носителя 5 л/мин (Ar); и лазерного излучения с параметрами: мощность излучения 80–100 МВт/м2, дефокусировка лазерного луча 3–6 мм, длительность импульса 3–6 мс. Для стали 110Г13Н3МЛА исследованы закономерности изменения параметров зерна аустенита (размер, объемная концентрация) по глубине и в сердцевине, а для сталей 38ХС, 45ХН - фазовый состав и структура поверхностного слоя материала, и установлено уменьшение ЗТВ (до 200–300 мкм) и микротвердости (в 1,3–1,6 раза) закаленных слоев, при одновременном увеличении их износостойкости в условиях сухого трения.
- Исследована эволюция фазового состава поверхностного сталей 38ХС, 45ХН при высокоэнергетической поверхностной плазменной и лазерной обработке и обнаружено измельчение мартенсита в стали 38ХС, а также образование и рост аустенита в стали 45ХН с получением многослойной и двухфазной структуры поверхностного слоя этих материалов.
- Выявлена взаимосвязь состав-структура-свойство для стали 110Г13Н3МЛА, методами ДФЭ получены функции поверхностей отклика для временного сопротивления разрыву (В), относительного удлинения и относительного сужения (, ), ударной вязкости (KCU20) нового материала, и на основе экспериментальных данных разработаны основы технологии получения новых сталей (110Г13НЛА, 110Г13НМЛА, 110Г13Н3МЛА), поверхностного упрочнения известных сталей (38ХС, 45ХН) и изготовления из них деталей специальных машин.
- Разработана оригинальная методика и оборудование для проведения ускоренных циклических испытаний деталей специальных машин типа литых гусеничных траков, изготовленных из новых сталей 110Г13НЛА, 110Г13НМЛА, 110Г13Н3МЛА, и установлено, что до образования первых трещин гусеничный трак может работать с количеством циклов - 514000 и более, а до полного разрушения - с количеством циклов 962550 и более, что превосходит аналогичные параметры детали, выполненной из стали 110Г13Л от 1,7 до 2,5 раз.
Основные результаты диссертации опубликованы в работах:
- Леонтьев, А.Н. Нанотехнологии в производстве военной, автомобильной и дорожной техники: монография [Текст]. / А.Н. Леонтьев, А.А. Соловьёв, В.П. Расщупкин, В.Р. Эдигаров, Д.А. Цуркан, А.Н. Самсонов, В.В. Малый -Омск: Омское книжное издательство, 2010. -190 с.
- Цуркан, Д.А. Основы технологии производства конструкционных материалов: учебное пособие [Текст]. / Д. А. Цуркан -Омск: Изд-во СибАДИ, 2009. -96 с.
- Акимов, В.В. Конструкционные и отделочные материалы для колесных и гусеничных машин: учебное пособие [Текст]. / В.В. Акимов, А.Н. Леонтьев, А.Н. Самсонов, Д.А. Цуркан -Омск: Изд-во СибАДИ, 2008 -168 с.
- Корзунин, Ю.К. Повышение эксплуатационных свойств многоцелевых гусеничных машин [Текст]. / Ю.К. Корзунин, В.П. Расщупкин, Д.А. Цуркан // Омский научный вестник. Сер.: Приборы, машины и технологии. -№ 2 (90). -2010. -С. 113-115. (статья ВАК).
- Леонтьев, А.Н. Повышение надёжности и долговечности ходовой части многоцелевых гусеничных машин [Текст]. / А.Н. Леонтьев, А.А. Соловьёв, Д.А. Цуркан, В.П. Расщупкин // Вестник Академии военных наук. -№ 1 (30). -2010. -С. 273-278. (статья ВАК).
- Цуркан, Д.А. Повышение конструкционной прочности стали 110Г13Л и литых деталей, используемых в специальных машинах, легированием Mo, Ni и модифицированием РЗМ [Текст]. / Д.А. Цуркан, А.Н. Леонтьев, А.В. Ишков // Ползуновский вестник. -№ 1/1. -2012. -С. 335-338. (статья ВАК).
- Цуркан, Д.А. Повышение долговечности и эксплуатационной надежности деталей гусеничного движителя сельхозтехники и специальных машин [Текст]. / Д.А. Цуркан, А.Н. Леонтьев, А.В. Ишков // Вестник Алтайского государственного аграрного университета. -№ 5. -2012. -С. 117-122. (статья ВАК).
- Мукушев, Ш.К. Повышение износостойкости деталей ходовой части бульдозеров [Текст]. / Ш.К. Мукушев, Д.А. Цуркан, А.Н. Самсонов, Ю.П. Макушев, В.А. Каня // Вестник Сибирского отделения Академии военных наук: Приложение к Вестнику АВН. -№ 1. -2010. -С. 25-29.
- Леонтьев, А.Н. Разработка компьютерной модели для получения новых конструкционных материалов [Текст]. / А.Н. Леонтьев, Б.Р. Баязитов, Д.А. Цуркан, А.Н. Самсонов // Вестник Сибирского отделения Академии военных наук: Приложение к Вестнику АВН. -2010. -№ 3. - С. 24-32.
- Леонтьев, А.Н., Применение гетерогенных материалов для многоцелевых гусеничных машин [Текст] / А.Н. Леонтьев, Б.Р. Баязитов, А.Н. Самсонов, Д.А. Цуркан // Вестник Сибирского отделения Академии военных наук: Приложение к Вестнику АВН. -2010. -№ 3. -С. 20-24.
- Мукушев, Ш.К. Повышение эксплуатационных свойств многоцелевых гусеничных машин [Текст]. / Ш.К. Мукушев, В.П. Расщупкин, Д.А. Цуркан // Вестник Сибирского отделения Академии военных наук: Приложение к Вестнику АВН. -№ 1. -2010. -С. 29-34.
- Цуркан, Д.А. Влияние легирования и модифицирования на свойства конструкционных сталей [Текст]. / Д.А. Цуркан, А.Н. Самсонов, Р.Ф. Салихов // Вестник Сибирского отделения Академии военных наук: Приложение к Вестнику АВН. -№ 9. -2011. -С. 6-9.
- Цуркан, Д.А. Влияние технологии изготовления стали на эксплуатационные свойства [Текст]. / Д.А. Цуркан // Вестник Сибирского отделения Академии военных наук: Приложение к Вестнику АВН. -№ 3. -2010. -С. 43-47.
- Расщупкин, В.П. Технологические средства повышения долговечности и эксплуатационной надежности ковшей землеройных машин [Текст]. / В.П. Расщупкин, Г.А. Голощапов, Д.А. Цуркан, Т.М. Лисютенко // Юбилейный сборник статей, посвященный 75-летию со дня рождения первого зав. кафедрой «Строительно-дорожные машины», д.т.н., проф. Янцена И.А. -Караганды: Изд-во Болашак-Баспа, 2010. -С. 108-110.
- Расщупкин, В.П. Метод оценки долговечности гусеничного движения на основе механики разрушения [Текст]. / В. П. Расщупкин, Д.А. Цуркан, Д.Д. Ермаков // Материалы 63-ей научн.-техн. конф. ГОУ ВПО «СибАДИ». -Омск: Изд-во СибАДИ, 2009. -Кн. 2. -С. 117-119.
- Расщупкин, В.П. Оценка эксплуатационной надежности изделий [Текст]. / В.П. Расщупкин, Д.А. Цуркан, Д.Д. Ермаков // Материалы 63 научн.-техн. конф. ГОУ ВПО «СибАДИ». -Омск: Изд-во СибАДИ, 2009. -Кн. 2. -С. 119-123.
- Голощапов, Г.А. Особенности абразивного изнашивания пар трения различных материалов [Текст]. / Г.А. Голощапов, В.П. Расщупкин, Д.А. Цуркан, Д.Д. Ермаков // Материалы 63-ей научн.-техн. конф. ГОУ ВПО «СибАДИ». -Омск: Изд-во СибАДИ, 2009. -Кн. 1. -С. 381-384.
- Цуркан, Д.А. Смазочные материалы с добавками для узлов трения [Текст]. / Д.А. Цуркан, Г.А. Голощапов // Материалы 69-ой Международной научно-технической конференции Ассоциации автомобильных инженеров. -Омск, СибАДИ, 2010. -С. 358-362.
- Расщупкин, Р.А. Исследование влияния легирования на износостойкость стали [Текст]. / Р.А. Расщупкин, Д.А. Цуркан // Труды молодых ученых, аспирантов и студентов. // Межвузовский сборник статей. -Омск: Изд-во СибАДИ, 2010. -Вып. 7. -С. 179-182.
- Жигадло, А.П. Повышение надежности и долговечности ходовой части многоцелевых гусеничных машин [Текст]. / А.П. Жигадло, А.Н. Леонтьев, В.П. Расщупкин, Д.А. Цуркан // Материалы 12-ой Международной практической конференции-выставки «Ресурсосберегающие технологии ремонта, восстановления и упрочнения деталей машин, механизмов, оборудования, инструмента и технологической оснастки от нано- до макроуровня». -С-Пб.: Изд-во С-ПбПТУ, 2011. -Ч. 1. -С. 85-90.
- Дариенко, А.С. Восстановление деталей автомобиля напылением [Текст]. / А.С. Дариенко, В.П. Расщупкин, Д.А. Цуркан // Материалы международной научно-технической конференции ассоциации автомобильных инженеров «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». -М.: Изд-во МАМИ, 2010. -С. 70-73.