

Совершенство в ание и внедрение технологии выплавки в индукционных печах конструкционных чугунов и стали для деталей нефтедобывающих насосов
На правах рукописи
Шипельников Алексей Александрович
совершенствоВание И ВНЕДРЕНИЕ ТехнологиИ выплавки в индукционных печах конструкционных чугунов и стали
для деталей нефтедобывающих насосов
Специальность 05.16.02 – Металлургия
черных, цветных и редких металлов
Автореферат
диссертации на соискание ученой степени
кандидата технических наук
Липецк - 2010
Работа выполнена на кафедре «Металлургия» ГОУ ВПО
«Липецкий государственный технический университет»
Научный руководитель – доктор технических наук, профессор
Дубровский Сергей Андреевич
Официальные оппоненты: доктор технических наук
Паршин Валерий Михайлович
кандидат технических наук
Нырков Александр Николаевич
Ведущая организация – ОАО «Липецкий металлургический завод
«Свободный сокол»
Защита состоится 10 февраля 2011 г. в 15 часов на заседании диссертационного совета Д217.035.02 при Федеральном государственном унитарном предприятии «Центральный научно-исследовательский институт черной металлургии им. И.П. Бардина» по адресу: 105005, Москва, 2-я Бауманская ул., д. 9/23.
Отзывы в двух экземплярах, заверенные печатью, просьба направлять по адресу: 105005, Москва, 2-я Бауманская ул., д. 9/23.
С диссертацией можно ознакомиться в библиотеке и на сайте ФГУП «ЦНИИчермет им. И.П.Бардина» [email protected]
Автореферат разослан 10 января 2011 г.
Ученый секретарь
диссертационного совета Д217.035.02,
кандидат технических наук Т.П. Москвина
Общая характеристика работы
Актуальность темы. Нефтедобывающая отрасль является важной составляющей экономики РФ, которая предъявляет ряд жестких требований к качеству деталей нефтедобывающих электронасосов. Современное состояние машиностроительного производства диктует поиск резервов увеличения качества металлопродукции, что осуществимо за счет совершенствования существующих технологий выплавки конструкционных сплавов.
В настоящее время выплавка сталей в индукционных печах осуществляется с использованием «переплавных» технологий, которые существенно сужают сырьевую базу печей по стальному лому ввиду необходимости подбора шихты по нижнемарочному содержанию основных элементов. Выплавка конструкционных чугунов осуществляется на высокотемпературных форсированных режимах, а использование режимов термовременной обработки расплавов всегда требует дополнительных исследований их влияния на показатели процесса и качество сплавов. В ряде случаев при смене марки или предприятия-поставщика перерабатываемых доменных чугунов наблюдается их «наследственное» влияние на свойства получаемой металлопродукции, которое до настоящего времени не регламентируется технологическими инструкциями.
Все вышесказанное определяет актуальность работы, которая направлена на совершенствование технологий выплавки сплавов в современных индукционных печах и выполнена при поддержке грантом РФФИ 09-08-97578-р_центра_а в рамках разрабатываемого в ЛГТУ научного направления «Феноменологические модели и нелинейная динамика высокотемпературных процессов и технологий». Работа удостоена областной премии имени С.Л. Коцаря за достижения в области технических наук.
Целью работы является совершенствование технологий выплавки конструкционных чугунов ЧН15Д7, СЧ03Ц01Б и стали 30, предназначенных для изготовления ответственных деталей нефтедобывающих насосов, в индукционных сталеплавильных печах ИСТ-1,0 с кислой и нейтральной футеровкой с проведением эффективных рафинировочных операций для повышения качества сплавов.
Для достижения цели в работе поставлены и решены следующие основные задачи:
1) исследовать полный химический состав используемых доменных чугунов и стального углеродистого лома, включая содержание микроэлементов-ликвантов, для последующей их минимизации в шихте;
2) исследовать влияние типа структуры доменных чугунов и температуры выдержки расплавов на дендритную сегрегацию и твердость структуры получаемых чугунов с определением диапазона температур плавок для получения минимальной твердости литых заготовок;
3) исследовать поведение углерода, кремния и марганца при высокотемпературном форсированном режиме с использованием в качестве шлакообразующей смеси кварцевого песка и при трёх периодах температурной выдержки с использованием шлакообразующей смеси на основе оксидов системы «SiO2 - Al2O3 - CaO»;
4) организовать плавки с окислительным периодом посредством ввода твердого окислителя на шлак и исследовать поведение углерода, кремния, серы и фосфора по ходу процесса;
5) установить в сравнении с действующей технологией технико-технологические показатели процессов и качественные характеристики получаемых сплавов в технологических пробах и заготовках деталей нефтедобывающих насосов.
Достоверность основных положений и выводов. Достоверность результатов работы подтверждается проведением промышленных плавок с использованием новейшего оборудования контроля температуры, состава, структуры и свойств сплавов, программного обеспечения анализа данных и теоретическим анализом процессов с использованием современной теории металлургических расплавов.
Научная новизна работы. В работе получены следующие результаты, характеризующиеся научной новизной:
1. На нейтральной футеровке предложена технология выплавки углеродистой стали с окислительным периодом, направленная на повышение степени удаления углерода, кремния и серы, повышение стойкости футеровки и снижения индекса загрязненности стали неметаллическими включениями.
2. Предложена технология выплавки конструкционных чугунов с тремя периодами температурной выдержки и использованием твердых шлакообразующих смесей на основе оксидов системы «SiO2 - Al2O3 - CaO» на кислой футеровке, направленная на уменьшение степени окисления углерода и марганца, повышение стойкости футеровки, снижения индекса загрязненности чугунов неметаллическими включениями и растворенными газами.
3. Для процесса выплавки конструкционных чугунов установлено явление «структурной наследственности», заключающееся в увеличении склонности расплавов чугунов к дендритному построению структуры при использовании в шихте ледебуритных доменных чушковых чугунов с дендритной сегрегацией микроструктуры, повышающей их твердость в технологических пробах и заготовках.
4. Предложена и апробирована методика исследования качества доменных чушковых чугунов и стального лома, заключающаяся в совместном использовании методов визуального, металлографического и спектрометрического анализа темплетов выборки материалов, позволяющая в более сжатые сроки в производственных условиях определять их полный химический состав и внутренние дефекты, влияющие на качество металлопродукции.
На защиту выносятся следующие положения:
- Для процесса выплавки стали:
- установленные технико-технологические показатели и качество получаемой стали по содержанию неметаллических включений и механическим свойствам поковок деталей нефтедобывающих насосов;
- полученные экспериментальные зависимости коэффициента распределения S от содержания FeO и CaO в шлаке, коэффициента распределения P от содержания FeO и температуры, содержания С и Si от температуры и длительности плавки.
- Для процесса выплавки чугунов:
- установленные в сравнении с высокотемпературным форсированным процессом технико-технологические показатели и качество получаемых чугунов по содержанию неметаллических включений, растворенных газов, механическим свойствам и количеству брака в литых заготовках нефтедобывающих насосов;
- полученные экспериментальные зависимости содержания С, Si и Mn от температуры расплава, длительности плавки и содержания FeO в шлаке;
- полученные экспериментальные зависимости поверхностной твердости чугунов в технологических пробах от температуры выдержки расплавов, площади сегрегации и фрактальной размерности дендритов при переделе «белых» и «серых» доменных чушковых чугунов.
Практическая ценность работы.
- Внедрение технологии выплавки конструкционных чугунов СЧ03Ц01Б и ЧН15Д7 в индукционных печах с кислой футеровкой в действующее производство ООО «Лебедянского машиностроительного завода» (ООО «ЛеМаЗ») позволило снизить на 31,5% индекс загрязненности сплавов, уменьшить степень окисления С на 1% отн. масс., Mn - на 4% и степень восстановления Si - на 5,3%.
- Внедрение технологии выплавки углеродистой качественной стали 30 в индукционных печах с нейтральной футеровкой позволило снизить на 19,5% индекс её загрязненности, повысить в 2 раза стойкость футеровки, удалить С и S - на 33%, Si - на 86% и, соответственно, перерабатывать стальной лом с завышенным содержанием данных марочных элементов.
- В период испытания технологии выплавки чугунов на крупной серии плавок (530 плавок) получено повышение стойкости кислой футеровки на 25% и улучшение механических характеристик чугуна ЧН15Д7: увеличен на 15,6% предел прочности, снижена на 8,8% твердость; также уменьшено на 15,85% количества брака (газо-усадочные раковины) в литых заготовках нефтедобывающих насосов.
- С помощью методики исследования качества шихтовых материалов установлено содержание вредных микроэлементов в доменных чушковых чугунах марок Л5, ПЛ1, ЛР6, П1 (от 0,025 до 0,034%) и стальном углеродистом ломе категории 1А (от 0,016 до 0,023%), составляющих сырьевую базу печей в условиях Центрального федерального округа.
Апробация работы. Основные положения диссертационной работы были представлены на международных научно-технических конференциях «Современная металлургия начала нового тысячелетия»: ІII (г. Липецк, 2006), ІV (г. Липецк, 2007), V (г. Липецк, 2008), VI (г. Липецк, 2009), «Славяновские чтения «Сварка – XXI век» (г. Липецк, 2009), а также университетских научных семинарах в период с 2008 по 2010 гг. (г. Липецк, ЛГТУ).
Публикации. По материалам диссертации опубликовано 10 печатных работ, в том числе 3 в изданиях, рекомендованных ВАК РФ.
Объем работы и структура. Диссертационная работа состоит из введения, 5 глав с выводами, библиографического списка из 119 наименований, основных выводов и 4 приложений. Включает 103 страницы текста, а также содержит 85 рисунков и 113 таблиц.
Основное содержание работы
Во введении приводятся основные аспекты актуальности выбранной темы исследования, определяется цель и вытекающие из нее основные задачи. Показана научная новизна и практическая ценность работы.
В первой главе представлен обзор особенностей температурно-шлаковых режимов способов выплавки конструкционных чугунов и углеродистых сталей в современных индукционных сталеплавильных печах. Обозначены параметры качества сплавов, зависящие от правильности и полноты протекания металлургических процессов в условиях индукционной плавки конструкционных чугунов и сталей. Приведена систематизация современных научных представлений о металлургической наследственности сплавов и её влиянии на качество металлопродукции, не подвергаемой обработке давлением. В конце главы сформулированы цели и задачи исследования.
Вторая глава посвящена материалам, оборудованию, описанию проведения экспериментальных плавок, методикам исследования качества шихтовых материалов в лабораторных и производственных условиях. Представлены результаты исследований полного химического состава и структуры доменных чушковых чугунов и стального углеродистого лома категории 1А, составляющих сырьевую базу печей в условиях Центрального федерального округа.
При проведении плавок и анализе их результатов использовались разработки, полученные с участием автора:
- способ исследования наноструктуры травленых образцов чугунов атомно-силовым и электростатическим силовым методами сканирующей зондовой микроскопии;
- методика металлургической экспертизы качества доменных чугунов и стального лома с анализом полного химического состава и типа структуры чушковых чугунов, позволяющая в более сжатые сроки в производственных условиях определять их полный химический состав и внутренние дефекты, влияющие на качество металлопродукции (табл. 1);
- программа расчета состава шихты от массы и состава материалов.
Таблица 1
Сравнение методик исследования качества шихтовых материалов
| № п/п | Основные стадии исследования | |
| Предложенная (длительность: сутки) | Существующая (длительность: двое суток) | |
| 1 | Отбор проб (54-60 кг/72 т). Визуальный контроль | Отбор проб (25-36 кг/72 т). Визуальный контроль |
| 2 | Вырезка темплетов (3,0-3,5 кг). Визуальный и металлографический контроль | Измельчение материала (0,2-0,3 кг) |
| 3 | Измельчение темплетов, формирование выборки (0,4-0,5 кг) | Формирование навески (0,02 кг) |
| 4 | Переплав в герметизированном тигле | Физико-химический анализ (С, Si, Mn, Сr, S, P) |
| 5 | Заливка и подготовка кокильной пробы | - |
| 6 | Спектральный анализ до 24 элементов | - |
При анализе 58 поставок по 72 тонны доменных чушковых чугунов установлено, что наиболее химически «чистыми» чугунами, из всех основных марок ведущих предприятий-поставщиков Центрального федерального округа, являются чугуны марок Л5 и ПЛ1 производства ОАО «ЛМЗ «Свободный сокол», которые содержат в среднем от 0,026 до 0,028% таких микроэлементов как Mo, V, Ti, As, Sn, Co, Al и Pb, и могут использоваться для производства высококачественных конструкционных чугунов для изготовления рабочих органов нефтедобывающих и специальных насосов (рис. 1).
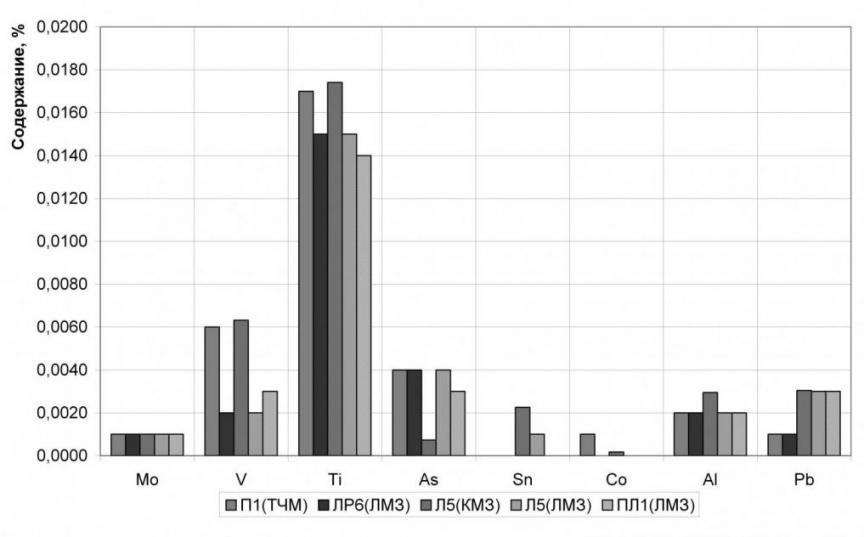
Рис.1. Видовое распределение микроэлементов в доменных чугунах
Также установлено, что они отличаются типом структуры: чугуны марки Л5 являются так называемыми «серыми» чугунами (по виду излома чушек) с перлитной металлической основой, а чугуны марки ПЛ1 – «белыми» с аустенитно-ледебуритно-цементитной структурой и практически не содержат структурно-свободного углерода в форме графита.
Анализируемый углеродистый стальной лом категории А1 (18 поставок по 25 тонн) преимущественно разделяется по видам: лом прокатных профилей (рельсы, швеллера) и лом металлоконструкций (обрезь труб, листов, полосы). Установлено, что стальной лом прокатных профилей может в среднем содержать до 0,023% микроэлементов (таких как: V, Ti, As и P), а лом металлоконструкций – до 0,016%, что необходимо учитывать при получении стали с контролируемым содержанием микроэлементов, особенно для производства ответственных деталей нефтедобывающих насосов (рис. 2).

Рис. 2. Содержание микроэлементов в ломе: прокатный профиль –
0,023%, лом металлоконструкций – 0,016%
В третьей главе представлены результаты исследований технологий выплавки конструкционных чугунов с форсированным режимом и приемом термовременной обработки расплавов.
На практике выбор температурных режимов плавок при смене марки или предприятия-поставщика доменных чушковых чугунов осуществляется исходя из требований дальнейших технологий к их твердости в технологических пробах и заготовках. Для определения влияния типа доменных чугунов и температур миксирования расплавов на твердость получаемых чугунов после модифицирования были проведены серии экспериментальных плавок по режиму, имитирующему реально возможные условия процесса. Экспериментально установлено, что склонность расплавов чугунов к дендритному построению структуры при практически неизменных химическом составе, температурах миксирования и скорости охлаждения зависит от типа переплавляемых доменных чугунов (рис. 3). Это явление можно назвать «структурной наследственностью» шихтовых материалов (рис. 4).

Рис. 3. Изменение твердости (НВ) и площади сегрегации (Sd,%) от температуры миксирования



а) дендрит в СЧ03Ц01Б, б) микроструктура чушкового в) микроструктура чушкового
трав. 4%HNO3, х 1000 чугуна ПЛ1, трав. 4%HNO3, х 500 чугуна Л5,х 100
Рис. 4. Результаты исследования микроструктуры чугунов
Получены уравнения зависимости поверхностной твердости чугуна СЧ03Ц01Б от температуры выдержки (Т) и площади дендритной сегрегации (Sd):
- при переделе белых доменных чугунов марки ПЛ1:
| НВ = - 118,02200 + 0,06192Sd + 0,183T, R2 = 0,9638, | (1) | |
| Sd = - 248,42900 + 0,205710T, R2 = 0,9601, | ||
| НВ = - 133,40500 + 0,19595T, R2 = 0,9636. | ||
![]()
- при переделе серых доменных чугунов марки Л5:
| НВ = - 38,93480 + 0,28950Sd + 0,116T, R2 = 0,9786, | (2) |
| Sd = - 98,55950 + 0,09190T, R2 = 0,9297, | |
| НВ = - 67,46300 + 0,14286T, R2 = 0,9760. |
![]()
По результатам металлографического анализа дендритов предложена модель расчета их фрактальной размерности (D), которая зависит только от температуры миксирования («степени разупорядоченности» расплава), и определяется как отношение логарифма периметра к логарифму удвоенного количества полигональных зерен дендритов. Получены зависимости твердости от D и температуры выдержки (миксирования):
| D = 0,08845 + 0,00111T, R2 = 0,8109, | (3) |
| НВ = - 90,73400 + 142,81700D, R2 = 0,7771, | |
| НВ = -133,21900 - 2,10522D + 0,19829T, R2 = 0,9636. |
![]()
Для описания явления «структурной наследственности» в чугунах предложена следующая структура причинно-следственных связей параметров (T, HB, Sd и D) системы «температура расплава – твердость структуры» (рис. 5).

Рис. 5. Структура причинно-следственных связей параметров
системы «температура расплава – твердость структуры»
Для получения приемлемой твердости заготовок в диапазоне 130-140 НВ температура выдержки расплавов должна составлять от 1400 до 14500С, что и осуществлялось в экспериментальных плавках чугуна СЧ03Ц01Б с использованием в качестве твердой шлакообразующей смеси (ТШС) смеси боя шамотного кирпича и извести в отношении 9,5:0,5 (52% SiO2, 38% Al2O3 и 5% CaO). Форсированный высокотемпературный режим плавки (15500С) приводит к увеличению степени и скорости окисления легирующих элементов чугунов, при этом возрастает степень восстановления кремния (табл. 2).
Таблица 2
Средние степень и скорость окисления элементов в плавках
различных технологий (% отн. масс.)
| Элемент | Степень окисления элементов, % (отн. масс.)/ скорость окисления элементов, %/мин*103 | |
| Экспериментальная | Действующая | |
| С | 5,0/125 | 6,0/200 |
| Si* | +6,0/+150 | +11,3/+377 |
| Mn | 3,6/90 | 7,6/253 |
*«пригар» кремния
Развитие тигельной реакции при высокотемпературном режиме приводит к более высокому приросту содержания Si в расплаве чугуна, также увеличивается степень окисления Fe и Mn (табл. 3).
Таблица 3
Средний состав шлаков первичных и перед выпуском плавок*
| Технология выплавки | Содержание оксидов, % (масс.)** | Масса, кг | ||||
| SiO2 | Al2O3 | CaO | FeO | MnO | ||
| Экспериментальная | 76,0/ 54,0 | 1,5/ 33,0 | 0,0/ 4,1 | 20,0/ 2,3 | 2,50/ 0,5 | 8,90/ 6,85 |
| Действующая | 74,3/ 52,0 | 1,2/4,8 | 0,0/ 0,0 | 21,1/ 13,5 | 2,63/ 1,3 | 9,10/ 8,12 |
*после отсева «корольков»;**числитель – первичный шлак, знаменатель – перед выпуском
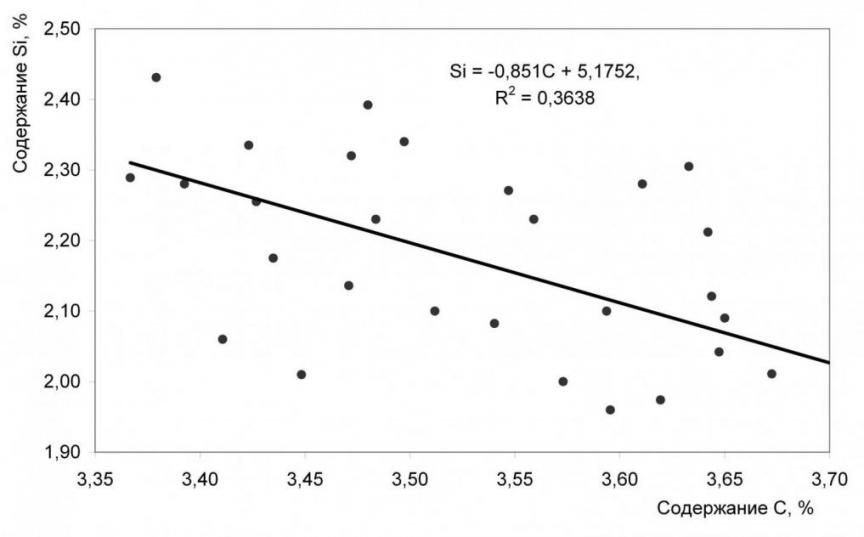
Значительно меньшее развитие тигельной реакции во время периодов миксирования при температурах 1400 и 14500С при термовременной обработке обеспечивает нормальный ход процесса выплавки, выражающийся в снижении и стабилизации изменения концентраций основных элементов – C и Si (рис. 6).

а) 29 плавок: Rс = 0,21%, RSi = 0,28% б) 32 плавки: Rс = 0,41%, RSi = 0,30%
Рис. 6. Связь концентраций [C] и [Si]:
а) экспериментальная, б) действующая технология
![]()
По результатам регрессионного анализа данных плавок с дополнительным отбором проб металла и шлака, проведенных по режиму термовременной обработки, получена статистическая модель взаимного поведения C и Si в диапазоне температур (T,0С) от 1400 до 14500С:
| [С] = 4,43931 – 0,0035 – 0,00043T, R2 = 0,9293, | [С]+ (FeO) {CO}+ Fe, | (4) |
| [Si]= -0,0570 – 0,0036 + 0,0015Т, R2 = 0,8003, | [Si] + 2(FeO) (SiO2) + 2Fe, | |
| [С] = -3,7971[Si]2 + 14,172[Si] – 9,5688, R2 = 0,6201. | 2[С] + (SiO2) [Si] + 2{CO} |
![]()
Марганец начинает окисляться FeO шлака только при температуре 14500С и продолжительности миксирования свыше 20 минут. Получена экспериментальная зависимость содержания Mn от содержания FeO в шлаке и длительности плавки (, мин) при коэффициенте детерминации 55,33%:
| [Mn] = 0,62871 – 0,0017 – 0,00102(FeO), R2 = 0,5533, | [Mn] + (FeO) Feж + (MnO), | (5) |
| (FeO) = 116,11800 + 0,5781 - 0,0993Т, R2 = 0,9662. | (FeO) + [С] Feж + {CO} |
Материальный баланс плавок, проведенных по различным температурно-шлаковым режимам, практически одинаков, и различается только выходом металла и шлака (табл. 4). Установлено, что увеличение выхода жидкого металла по экспериментальной технологии составляет 0,3% от массы металлозавалки, а расход энергии увеличивается на 15 кВт*ч при повышении длительности плавки на 15,7%, ввиду двух дополнительных периодов нагрева расплава: с 1400 до 14500С, и с 1450 до 15500С.
Таблица 4
Расходная часть таблиц материального баланса экспериментальных плавок
| Технология | Экспериментальная | Действующая | |||
| Материал | кг/1000 кг | % | кг/1000 кг | % | |
| Металл | 1007,5 | 98,12 | 1004,3 | 97,82 | |
| Шлак | 15,8 | 1,54 | 17,2 | 1,69 | |
| Угар и потери* | 3,2 | 0,33 | 5,0 | 0,49 | |
| ИТОГО | 1026,5 | 100,00 | 1026,5 | 100,00 | |
*выделение СО и невязка баланса
Высокотемпературный режим при использовании кварцевого песка в качестве ТШС приводит к увеличению загрязнения чугунов неметаллическими включениями, а также повышает их твердость в технологических пробах (рис. 7, табл. 5, рис. 8).

 а) б)
а) б)
Рис. 7. Загрязненность чугуна СЧ03Ц01Б включениями: а) оксидами, б) сульфидами
Таблица 5
Индексы загрязненности плавок чугуна СЧ03Ц01Б
| Технология | Индексы загрязненности (*103) | Интегральный Индекс (*103) | ||
| Иоксидов | Исульфидов | Игазов | И | |
| Экспериментальная | 16,2 | 11,4 | 0,56 | 28,16 |
| Действующая | 22,8 | 15,0 | 3,32 | 41,12 |
По результатам отсортировки технологических проб чугунов среднее значение твердости составило: по экспериментальной технологии – 142 НВ, по действующей - 158 НВ.


Рис.8. Отсортировка проб чугуна СЧ03Ц01Б по твердости
Ошибки предсказания модели (НВ = f(Т), см. уравнение 2) соответственно составили: 2,9% (29 проб) и 2,6% (32 пробы).
В четвертой главе представлены результаты исследований технологии выплавки углеродистой стали 30 с периодом окисления элементов в печи ИСТ-1.0 с нейтральной футеровкой.
Установлено, что процессы растворения и взаимодействия FеO окислителя протекают параллельно: к моменту отбора второй пробы (на 75-й минуте) расходуется порядка 44,65% всей массы оксидов железа. Жидкое состояние шлака достигается при температуре 16000С при кислотности равной 1,67, и суммарном содержании FeO и MnO 16,22% с образованием соединений, близких по минералогии к 2FeO·2Al2O3·5SiО2 (табл. 6, рис. 9).
Таблица 6
Изменение состояния шлака по ходу экспериментальных плавок
| , мин | T,0C | Химический состав шлака, % масс. | N | M*, кг | Состояние** | ||||||
| SiO2 | Al2O3 | CaO | MnO | FeO | S | P2O5 | |||||
| 52 | 1550 | 50,00 | 35,00 | 15,0 | 0,00 | 0,00 | 0,00 | 0,00 | 1,47 | 10,00 | Тв. смесь |
| 75 | 1550 | 48,13 | 22,60 | 8,47 | 0,80 | 18,06 | 0,53 | 0,34 | 1,51 | 17,71 | Гетероген-ное |
| 85 | 1600 | 50,20 | 22,30 | 8,10 | 2,11 | 14,11 | 0,60 | 0,41 | 1,67 | 20,56 | Жидкое |
| 95 | 1600 | 55,03 | 28,76 | 7,59 | 2,99 | 4,61 | 0,49 | 0,08 | 1,72 | 20,50 | Жидкое |
| 110 | 1650 | 53,90 | 27,97 | 7,41 | 8,09 | 1,71 | 0,28 | 0,00 | 1,67 | 23,29 | Гетероген-ное |
*расчетные значения; **визуально
| Рис. 9. Фотографии кусков шлака, отобранного: а) в конце первого периода миксирования: «белые включения» - кусочки не- растворившейся извести ТШС; б) перед выпуском плавки |


Исследование коллективного поведения элементов в процессе выплавки до ввода ферросплавов показало, что по скорости окисления С, Si предложенный способ превосходит аналогичный, осуществляемый на основной футеровке, а по удалению S, P и Mn уступает последнему (табл. 7).
Таблица 7
Средние степень и скорость окисления элементов в плавках
различных технологий
| Элемент | Степень окисления элементов, % (отн. масс.)/ скорость окисления элементов, %/мин*103 | ||
| Экспериментальная | Существующие | ||
| Тип футеровки | нейтральная | основная | кислая |
| С | 33/14,0 | 67/5,0 | 0/0,0 |
| Si | 86/32,0 | 95/8,0 | 50/3,0 |
| Mn | 7/5,0 | 50/5,5 | 4/0,3 |
| S | 33/1,0 | 60/7,5 | 10/15,7 |
| P | 7/0,2 | 86/31,0 | 0/0,0 |
Анализ поведения С и Si в период температурной выдержки, после ввода окислителя, показывает, что помимо развития реакций окисления при температурах 1600 и 16500С получает развитие тигельная реакция, действие которой сказывается на синхронном изменении скоростей окисления элементов (рис. 10). Поведение углерода и кремния в процессе плавки в диапазоне температур от 1550 до 16500С описывается следующей системой уравнений:
| | [С]+ (FeO) {CO}+ Fe, | |
| [Si]= -0,33305 – 0,00712 + 0,00069Т, R2 = 0,8038, | [Si] + 2(FeO) (SiO2) + 2Fe, | (6) |
| [С] = 0,24240 + 0,59863[Si], R2 = 0,7764%. | 2[С] + (SiO2) [Si] + 2{CO} |

Рис. 10. Изменение скорости окисления Si и C по пробам №№2 – 4
Установлено, что сера удаляется в первый и частично во второй период температурной выдержки, когда в шлаке ещё находятся частички несвязанного оксида кальция ТШС, что иллюстрируется зависимостью Ls от содержания CaO в шлаке (рис. 11).
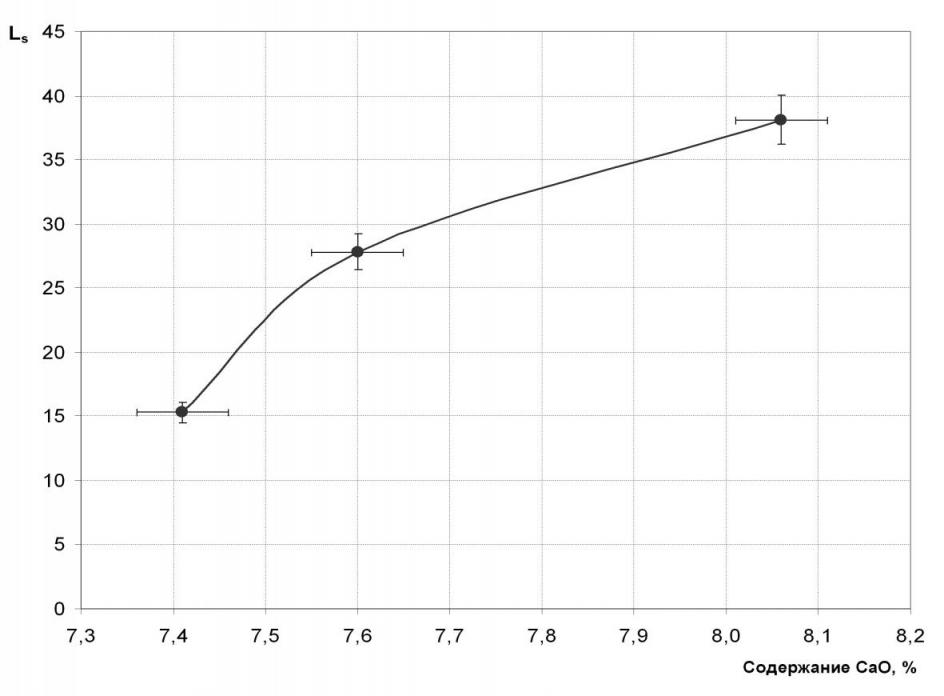
Рис. 11. Зависимость Ls от содержания CaO в шлаке (пробы №№3-5)
Экспериментальная зависимость коэффициента распределения серы Ls от содержания FeO и CaO в шлаке имеет вид:
Ls = -1369,23242 + 188,70488(CaO%) – 8,05308(FeO%), R2 = 1,000 (7)
Удаление фосфора происходит при вводе окислителя при участии FeO c образованием соединений (FeO)*(P2O5), которые впоследствии при снижении окисленности шлака и повышении температуры до 16000С распадаются, что приводит к полной рефосфорации металла. Получена экспериментальная зависимость коэффициента распределения фосфора Lр от FeO в шлаке:
Lр = 83,29878 + 3,48056(FeO%) – 0,04694T, R2 = 1,000 (8)
Расчет и анализ материального баланса показывает, что теоретический выход годного металла с металлозавалки составляет 96,04%, по результатам балансной плавки - 94,69%. При этом 39,8% от общего расхода электроэнергии приходится на три периода миксирования, тогда как приход тепла от экзотермических реакций окисления основных примесей металла составляет менее 2,45%, при среднем расходе энергии 649,5 кВт*ч, что говорит о малой эффективности аккумуляции тепла экзотермических реакций.
В пятой главе представлены результаты опытно-промышленных испытаний технологии выплавки чугунов и сталей в индукционных печах ИСТ-1,0.
Испытания технологии выплавки высоколегированного чугуна «нирезист» в условиях ООО «ЛеМаЗ» на крупной серии плавок (530 плавок) позволили снизить окисление углерода (на 1,5% отн. масс.) и марганца (на 4%), восстановление кремния (на 5,3%) и повысить на 25% стойкость футеровки. Средняя экономия материалов по экспериментальной технологии составила 0,52 кг/т ферромарганца ФМ78 и 0,4 кг/т графита ГС. За период испытания технологии с января 2006 г. по декабрь 2007 г. повышены качественные характеристики чугуна «нирезист»: повышена средняя прочность с 160 до 185 МПа, снижена твердость с 170 НВ до 155 НВ (в технологических пробах), а также уменьшено количество газо-усадочных дефектов (раковины) с 22,90 до 7,05% в литых заготовках деталей «рабочее колесо» (табл. 8, 9).
Анализом технологических проб стали экспериментальных плавок (22 плавки) установлено, что её механические свойства во всех технологических пробах соответствуют ГОСТ 1050-88, как при модифицировании ФС30РЗМ30, так и без ковшевой обработки. Индексы загрязнения стали (в литых образцах) неметаллическими включениями составили: Иоксидов =1,7*10-3, Исульфидов =2,0*103, Иобщий =3,7*10-3.
Таблица 8
Результаты отсортировок заготовок,
полученных из чугунов различных технологий
| Технология выплавки | Количество плавок, шт. | Количество заготовок, шт. | Количество забракованных заготовок, шт. | Средний брак, % |
| Действующая | 500 | 200000 | 45800 | 22,90 |
| Экспериментальная | 530 | 212000 | 14946 | 7,05 |
Таблица 9
Сравнительные показатели технологий выплавки чугунов
| Показатели | Технологии выплавки | |
| Действующая | Экспериментальная | |
| Длительность плавки, мин. | 92-94 | 110-112 |
| Расход энергии, кВт*ч | 560-590 | 580-600 |
| Выход жидкого металла, % | 97,82 | 98,12 |
| Степень окисления элементов, % отн. масс.: С Si Mn | 7,8 +9,5 11,5 | 6,8 + 4,2 7,5 |
| Сред. стойкость футеровки, плавок | 88 | 115 |
| Качество сплавов: - критерий «структура» (в заготовках) | 22,90 | 7,05 |
| - критерий «свойства»: твердость, НВ сопротивление разрыву, МПа | 170 160 | 155 185 |
Показатели технологий выплавки углеродистой стали с периодом окисления элементов и методом «переплава» представлены в таблице 10.
Таблица 10
Сравнительные показатели технологий выплавки углеродистой стали
| Показатели | Технологии выплавки | |
| Действующая | Экспериментальная | |
| Длительность плавки, мин. | 95-100 | 117-119 |
| Удельный расход энергии, кВт*ч/т | 640-660 | 650-680 |
| Степень окисления элементов, % отн. мас.: С Si S | 0 50 10 | 33 86 33 |
| Стойкость футеровки, плавок | до 10 | 22 |
| Тип футеровки | Кислая | Нейтральная |
ОСНОВНЫЕ ВЫВОДЫ
- Испытана и внедрена в действующем производстве ООО «Лебедянский машиностроительный завод» (ООО «ЛеМаЗ») технология выплавки высококачественных конструкционных чугунов в индукционных печах с кислой футеровкой, позволяющая снизить окисление углерода на 1,0%, марганца - на 4%, восстановление кремния - на 5,3%. Испытания технологии на крупной серии плавок (530 плавок) показали повышение стойкости кислой футеровки на 25% и качественных характеристик модифицированного чугуна «нирезист»: увеличен предел прочности (на 15,6%), снижена твердость (на 8,8%) и уменьшено количество брака (газо-усадочные раковины) в литых заготовках деталей насосов (на 15,85%).
- Испытана и внедрена в действующем производстве ООО «ЛеМаЗ» технология выплавки углеродистой качественной стали 30 в индукционных печах с нейтральной футеровкой, посредством организации периода окисления элементов, позволившая снизить на 19,5% индекс загрязненности, повысить в 2 раза стойкость футеровки, удалять С и S на 33%, Si - на 86% и, соответственно, перерабатывать стальной лом с завышенным содержанием данных марочных элементов.
- Исследовано поведение основных элементов и установлены технико-технологические показатели при различных температурно-шлаковых режимах выплавки конструкционных чугунов в индукционных печах с кислой футеровкой. Установлено, что использование трех периодов температурной выдержки и шлакообразующих смесей на основе оксидов «SiO2 - Al2O3 - CaO» позволяет повысить качество чугунов по содержанию газов и неметаллических включений, что выражается в снижении индекса загрязнения чугунов на 31,5%. Увеличение выхода жидкого металла составляет 0,3% от массы металлозавалки, расхода энергии – на 15 кВт*ч при повышении длительности плавки на 15,7%. Получены экспериментальные зависимости содержания С и Si от температуры и длительности плавки (R2i > 0,80), а также содержания Mn от содержания FeO в шлаке и длительности плавки (R2i > 0,55).
- Исследовано влияние режимов температурной выдержки при вводе твердого окислителя на поведение элементов и технико-технологические показатели процесса выплавки углеродистой качественной стали в индукционных печах с нейтральной футеровкой. Получены экспериментальные зависимости содержания С и Si от температуры и длительности плавки (R2i > 0,80).
- Установлено, что сера удаляется в первый и частично во второй период температурной выдержки, когда в шлаке ещё находятся частицы несвязанного оксида кальция ТШС. Получена экспериментальная зависимость коэффициента распределения серы от содержания FeO и CaO в шлаке с коэффициентом детерминации 100%.
- Исследован процесс циркуляции фосфора между металлом и шлаком после ввода окислителя и до момента раскисления шлака. Получена экспериментальная зависимость коэффициента распределения фосфора от содержания FeO в шлаке и температуры процесса с коэффициентом детерминации 100%.
- Экспериментально установлено, что склонность расплавов чугунов к дендритному построению структуры при практически неизменном химическом составе, температурах выдержки и скорости охлаждения зависит от типа переплавляемых доменных чугунов. Получены уравнения зависимости поверхностной твердости чугунов от температуры выдержки расплавов, площади дендритной сегрегации (R2i > 0,96) при переделе «серых» доменных чугунов, а также от фрактальной размерности (R2i > 0,77) при переделе «белых» чугунов, позволяющие определить допустимый температурный диапазон плавок.
- Установлены специфические условия шлакообразования в печах с кислой и нейтральной футеровкой при использовании ТШС на основе оксидов системы «SiO2 – Al2O3 - CaO», заключающиеся в изменениях состояния и состава образующихся шлаков при заданных температурах выдержки расплавов. Предложена методика исследования качества доменных чушковых чугунов и стального лома, позволяющая в более сжатые сроки в производственных условиях определять их полный химический состав и внутренние дефекты, влияющие на качество металлопродукции. Результаты исследований реализованы в технологическом процессе производства деталей нефтедобывающих насосов на ООО «ЛеМаЗ» в виде обязательных требований технологических инструкций.
Публикации в изданиях, рекомендованных ВАК РФ:
- Дубровский С.А., Шипельников А.А., Петрикин Ю.Н. Наследование структурных свойств шихтовых материалов чугунами индукционной плавки // Известия высших учебных заведений. Черная металлургия. – 2008.- №2. – С.48 - 51.
- Дубровский С.А., Шипельников А.А., Петрикин Ю.Н. Дендритная наследственность шихтовых материалов // Заготовительные производства в машиностроении. – 2008.- №2. – С.46 - 51.
- Дубровский С.А., Шипельников А.А., Роготовский А.Н. Наследственные неравновесные структуры в чугунах // Заготовительные производства в машиностроении. – 2008.- №12. – С.3 - 6.
Другие публикации:
- Дубровский С. А., Шипельников А.А., Роготовский А.Н. Технология выплавки углеродистой стали в индукционных сталеплавильных печах // Вести высших учебных заведений Черноземья. – Липецк - ЛГТУ, 2009.- № 1 (15). – С.98 - 102.
- Дубровский С. А., Шипельников А.А., Роготовский А.Н. Химическая наследственность шихтовых материалов // Вести высших учебных заведений Черноземья. – Липецк - ЛГТУ, 2008.- № 2 (12). – С. 79 - 83.
- Дубровский С. А., Шипельников А.А., Роготовский А.Н. Гипотеза кластерной природы наследственности шихтовых материалов в металлургии черных сплавов // Вести высших учебных заведений Черноземья. – Липецк: ЛГТУ, 2008.- № 1 (11). – С.89 - 96.
- Дубровский С.А., Шипельников А.А., Роготовский А.Н. Исследование физико-химических особенностей выплавки сплавов в индукционных печах // Славяновские чтения «Сварка – XXI век»: сборник научных трудов. 4-5 июня 2009г. – Липецк: ЛГТУ, 2009. – Кн. 1. - С. 45 - 52.
- Дубровский С.А., Шипельников А.А. Исследование составов шлакообразующих смесей для кислых и нейтральных футеровок индукционных печей // Славяновские чтения «Сварка – XXI век»: сборник научных трудов. 4-5 июня 2009г.– Липецк: ЛГТУ, 2009. – Кн. 1. - С. 53 - 57.
- Дубровский С.А., Шипельников А.А., Роготовский А.Н. Требования к качеству шихтовых материалов и контролируемые параметры технологии устранения наследственности шихтовых материалов // Современная металлургия начала нового тысячелетия: труды V международной научно-технической конференции. – Липецк: ЛГТУ, 2008. – Ч. 1. - С. 6 - 12.
- Дубровский С.А., Шипельников А.А., Роготовский А.Н. Методика металлургической экспертизы качества шихтовых материалов // Современная металлургия начала нового тысячелетия: труды V международной научно-технической конференции.– Липецк: ЛГТУ, 2008. – Часть 1. - С. 12 - 19.
Подписано в печать 08.12.2010. Формат 84х108 1/16
Бумага офсетная. Ризография. Печ. л. 1,0. Тираж 100 экз. Заказ № 1096
Бесплатно. Полиграфическое подразделение Издательства ЛГТУ. 398600, Липецк, ул. Московская, 30