

Обеспечение качества поверхности изделий из керамических материалов на операциях прецизионной алмазной обработки специальности:
На правах рукописи
Бахарев Вениамин Павлович
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ПОВЕРХНОСТИ ИЗДЕЛИЙ
ИЗ КЕРАМИЧЕСКИХ МАТЕРИАЛОВ НА ОПЕРАЦИЯХ ПРЕЦИЗИОННОЙ АЛМАЗНОЙ ОБРАБОТКИ
СПЕЦИАЛЬНОСТИ: 05.02.07. – ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ
МЕХАНИЧЕСКОЙ И ФИЗИКО-ТЕХНИЧЕСКОЙ ОБРАБОТКИ
05.02.08. – ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ
А В Т О Р Е Ф Е Р А Т
ДИССЕРТАЦИИ НА СОИСКАНИЕ УЧЕНОЙ
СТЕПЕНИ ДОКТОРА ТЕХНИЧЕСКИХ НАУК
Москва
2011
Работа выполнена на кафедре «Технология машиностроения»
ГОУ ВПО Московский государственный технологический университет «СТАНКИН»
Научный консультант – доктор технических наук, профессор
Верещака Анатолий Степанович
Официальные оппоненты: - Петухов Юрий Евгеньевич
– доктор технических наук, профессор
МГТУ «СТАНКИН»;
- Кузнецов Владимир Анатольевич
– доктор технических наук, профессор
МГТУ «МАМИ»;
- Наумов Александр Геннадьевич
– доктор технических наук, профессор
Ивановского государственного университета.
Ведущая организация – Государственный научный центр РФ
ОАО НПО «ЦНИИТМАШ»
Защита состоится «27» сентября 2011 года в часов на заседании диссертационного совета Д 212.142.01 в ГОУ ВПО МГТУ «СТАНКИН» по адресу: 127994, Москва, ГСП-4, Вадковский переулок, 3а, ауд. 0615.
С диссертацией можно ознакомиться в библиотеке ГОУ ВПО Московского государственного технологического университета «СТАНКИН».
Отзывы (в двух экземплярах), заверенные печатью учреждения (организации), просим направлять в диссертационный совет по указанному адресу.
Автореферат разослан «__» 2011 г.
Ученый секретарь
диссертационного совета Д.212.142.01 Волосова М.А.
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
АКТУАЛЬНОСТЬ ПРОБЛЕМЫ. В настоящее время в технологически развитых странах совершенствование машиностроительных производств характеризуется тенденцией увеличения использования технической композиционной керамики для изготовления изделий различного назначения. Эта тенденция обусловлена преимуществами композитов перед металлами и сплавами: доступностью сырья и экологической чистотой производства; малым удельным весом; низкой энергоемкостью и высокой коррозионной стойкостью и др. Наиболее широкое применение детали из керамических композиционных материалов находят в высоконагруженных конструкциях изделий авиационной, космической техники, электротехники и электроники. Интенсифицируется внедрение композиционной керамики в двигателестроении, точных опорах скольжения, в медицине и т.п.
Под керамическими понимают неорганические неметаллические материалы, получаемые путем синтеза. К ним относят как однофазные керамики (лейкосапфир, рубин, германий, кремний), так и многофазные композиционные керамики, способные работать в экстремальных условиях (сиалоны, ферриты, ферроэлектрики и др.). По назначению современную техническую керамику классифицируют на две группы: 1) конструкционную и 2) функциональную. Вторая группа выполняет специальные (оптические, электрические, магнитные и др.) функции, определяющие качество функционирования аппаратуры.
Показатели качества функциональных поверхностей изделий из керамики: RZ<0,05 мкм, неплоскостность N<10 мкм на 70 мм, без учета требований по оптической чистоте формируются в соответствии с ГОСТ 11141. Поверхностные слои материала являются самостоятельной подсистемой и определяют такие важные свойства, как износостойкость, прочность, сопротивляемость усталости и др. Целенаправленно формируя состояние и свойства тонких поверхностных слоев на операциях финишной обработки, можно управлять эксплуатационными свойствами изделий из конструкционной и функциональной керамики.
Типовая технологическая схема процесса прецизионной обработки керами-ческих материалов состоит из: шлифования (чернового и чистового), доводки алмазной, полирования, в том числе физико-химического.
Эффективность финишного формообразования поверхностей методами алмазной доводки обусловлена структурным состоянием и кинетикой измене-ния физико-механических свойств материала при внешнем кумулятивном воздействии технологической среды уровня операции. Управление процессами поглощения и диссипации энергии представляет возможность формирования требуемых структур поверхностного слоя.
Устойчивость структурообразования определяется энергетическим состоянием поверхностного слоя. В зоне диспергирования протекают сложные процессы, не присущие по отдельности ни инструменту, ни заготовке. Физическое состояние зоны контакта определяется как перемещениями в пространстве, так и вариативными свойствами элементов технологической системы. Относительные перемещения в системе непосредственно связаны с условиями взаимодействия.
В связи с изложенным проблема исследования направленного формиро-вания параметров качества поверхности изделий из керамических компози-ционных материалов путем разработки эффективных комбинированных технологических сред на операции доводки является актуальной.
Актуальность проблемы подтверждается её выполнением в соответствии с грантами.........................
ЦЕЛИ И ЗАДАЧИ ИССЛЕДОВАНИЯ
Целью исследования является повышение эффективности формирования показателей качества и производительности обработки изделий из керамических материалов путем управляемого взаимодействия технологических сред и поверхности на операциях финишной прецизионной обработки с использованием теории технологической наследственности.
Комплекс научно-технических задач, решаемых в работе, включает:
• анализ технологических условий формирования показателей качества прецизионных поверхностей при взаимодействии технологической среды и поверхности на операциях алмазной доводки с учетом механизмов формиро-вания поверхностных дефектов и процессов наследования свойств;
• разработку технологических сред операций прецизионной доводки, по-вышающих производительность обработки и снижающих дефектность по-верхностного слоя.
Поставленная в работе цель достигнута решением научных ЗАДАЧ.
- Анализ комплекса характеристик, определяющих показатели качества поверхностного слоя, как базы формирования функциональных свойств изделий из керамических материалов.
- Установление иерархии влияния технологических факторов процесса финишной доводки свободным абразивом и роли технологической наследс-твенности при формировании выходных показателей процесса обработки.
- Разработка функциональных моделей диспергирования материала на операциях тонкой доводки керамических материалов на основе структурно-энергетической концепции разрушения и учета кинетики накопления повреждений при действии внешней абразивной среды.
- Разработка методик выбора характеристик технологических сред, обеспечивающих минимизацию поверхностных дефектов механической обработки, и рекомендаций по повышению эффективности процесса доводки свободным и связанным абразивом изделий из функциональной керамики.
- Разработка методики прогнозирования показателей качества поверхнос-ти изделий из композиционной керамики в условиях неопределенности на основе теории искусственных нейросетей с обучением (коррекцией) по ре-зультатам теоретических и экспериментальных исследований технологичес-ких особенностей операций.
МЕТОДОЛОГИЯ И МЕТОДЫ ИССЛЕДОВАНИЯ. Методологической основой работы является системно-структурный анализ процессов диспергирования, где процесс обработки анализируется как техническая система, одной из подсистем которой являются процессы взаимодействия технологической среды и обрабатываемой поверхности. Подсистемы соответствующего уровня теоретического анализа характеризуются своими наиболее информативными параметрами в абсолютных, удельных, градиентных и других соотношениях, отражающих первое и второе начала термодинамики. Объединение энергетических соотношений, отражающих функционирование подсистем разных уровней, нецелесообразно из-за наличия в одном уравнении величин разных порядков.
Теоретические положения базируются на использовании методов механики сплошной среды, статистической физики и термодинамики, теории усталостного разрушения, математического моделирования. Значительная часть теоретических разработок представляет научное обобщение имеющихся в научно-технической литературе экспериментальных данных и гипотез, сопровождающих процессы абразивного диспергирования.
Лабораторные и производственные исследования проведены с использова-нием современных методик планирования эксперимента. Компьютерная тех-ника использовалась при статистической обработке экспериментальных ре-зультатов и нейросетевом моделировании выходных параметров процессов.
НАУЧНАЯ НОВИЗНА полученных результатов работы заключается в:
- решении комплекса научно-технических и технологических задач обеспечения показателей качества и производительности обработки пре-цизионных поверхностей изделий из керамических материалов, включающих выбор метода формообразования, технологического обеспечения операции и кинетику изменения физико-механических свойств материала поверхности:
- аддитивной зависимости уровня показателей качества поверхности от условий взаимодействия технологической среды и поверхности, присутствующих при этом механизмов разрушения материала и техно-логической наследственности: хрупкое разрушение с пластическим срезом при доводке фиксированным абразивом; комбинированное разрушение с преобладающей пластической деформацией при доводке свободным абразивом; на основе физико-химических процессов при полировании;
- функциональных зависимостях скорости диспергирования и точности формообразования, учитывающих кинетику взаимодействия среды и поверхности, изменение свойств обрабатываемого материала в зоне диспергирования;
- методиках оценки интегральной функции эффективности технологической среды в условиях гидродинамического абразивного диспергирования керамики по способу свободного притира;
- статистических моделях, учитывающих иерархию влияния технологических и наследственных факторов на производительность доводки свободным и связанным абразивом с использованием аппарата искусственных нейросетей.
ПРАКТИЧЕСКОЕ ЗНАЧЕНИЕ И РЕАЛИЗАЦИЯ РЕЗУЛЬТАТОВ.
Предложена методология технологического проектирования процессов прецизионной обработки керамических материалов, основанная на концеп-ции технологической наследственности показателей качества с учетом функ-циональных характеристик технологических сред различного иерархическо-го уровня: среды уровня операции, среды уровня технологического про-цесса (по Васильеву А.С.), среды уровня машиностроительного произ-водства (по Соломенцеву Ю.М.).
Установлена приоритетная роль структуры материала и зернистости алмаз-ного инструмента при формировании микрогеометрических показателей ка-чества поверхностей на примере обработки вакуумплотной керамики ВК-100 и ВОК-60. Определяющими условиями формирования выходных показателей качества являются технологические особенности операций доводки мелко- зернистой пастой АСМ 5/3 ПОМ, АСМ 3/2 ПОМ с технологическим обеспечением: комбинированной смазочно-охлаждающей средой (А.С. № 1162862, Кл. С10М 141/12), профилированием поверхности притира для реализации гидродинамического режима доводки, применением специальной мастики (клея) для обеспечения температурной стабилизации процесса.
Разработаны методика оценки энергетических функций повреждаемости материала в условиях обработки и методология выбора рационального комп-лекса технологических условий с использованием аппарата искусственных нейросетей. Результаты расчетов с использованием гибридной нейросети поз-воляют заключить, что на операциях финишной обработки керамических материалов свободным абразивом наибольший вес имеет коэффициент ![]() , характеризующий технологические условия проведения доводочной опера-ции мелкозернистой пастой АСМ 5/3 ПОМ, который составляет около 85 %.
, характеризующий технологические условия проведения доводочной опера-ции мелкозернистой пастой АСМ 5/3 ПОМ, который составляет около 85 %.
Результаты исследований реализованы в промышленной технологии Кине-шемского предприятия ОАО «Поликор». Отдельные результаты исследова-ний реализованы на ОАО «ЦКБ спецрадиоматериалов», ООО «Ивспецпри-бор» и в учебном процессе подготовки специалистов по специальности 151001 «Технология машиностроения» филиала ГОУ ВПО МГИУ.
АПРОБАЦИЯ РАБОТЫ. Результаты работы докладывались на региональных, российских и международных научно-технических конференциях и семинарах: «ПРОТЕК – 2001 – 2008», МГТУ «СТАНКИН»; «Интерпартнер – 2001 – 2008», «ХПИ», Харьков, Украина; «Оптимизация поцессов резания и эксплуатация мехатронных станочных систем – 2009», УГАТУ, Уфа; «Трибология и нанотехнологии – 2007, 2009», ИвГУ, Иваново; «Современные технологии в машиностроении – 2004», ПГУ, Пенза; «Техника, технологии, перспективные материалы – 2003», МГИУ; «Автомобиле- и тракторостроение: приоритеты развития – 2010», МГТУ «МАМИ»; «МТИ-2010», МГТУ «Станкин»; «Управление качеством – 2011», «МАТИ» – РГТУ им. К.Э. Циолковского.
В полном объеме материалы диссертации заслушаны и одобрены на объе-диненном заседании кафедр «Технология машиностроения» и «Инструментальная техника и технология формообразования» МГТУ «СТАНКИН», кафедры «Технология машиностроения» КФ ГОУ ВПО МГИУ, Объединенном семинаре трибологического центра при ИвГУ г. Иваново.
ПУБЛИКАЦИИ. По теме работы опубликовано 47 печатных работ, в том числе монография и 15 публикаций в изданиях, соответствующих перечню ведущих рецензируемых научных журналов и изданий, рекомендованных ВАК РФ для публикации основных научных результатов диссертации.
СТРУКТУРА И ОБЪЕМ РАБОТЫ. Диссертационная работа состоит из введения, 6 глав, общих выводов, списка использованной литературы и приложения. Содержит 325 стр., 27 таблиц, 57 иллюстр., в т.ч. приложения 29 стр. Список литературы содержит 200 наименований.
НА ЗАЩИТУ ВЫНОСЯТСЯ:
- Теоретические закономерности абразивного диспергирования керами-ческих композиционных материалов на операциях доводки фиксированным и свободным абразивом: зависимости интенсивности диспергирования; уравне-ние точности формируемой поверхности на операции доводки по методу притира как подсистемы взаимодействия третьего порядка.
- Обобщенные энергетические функции повреждаемости материала поверхностных слоев, учитывающие процессы накопления и диссипации энергии, подводимой в зону обработки.
- Характеристика комбинированного физико-механического взаимодейст-вия технологической среды, инструмента и обрабатываемого материала в зоне резания, как управляющего регулируемого фактора процесса.
- Методика выбора рациональных технологических сред и условий про-цесса диспергирования керамических композиционных материалов на опера-циях доводки с использованием аппарата искусственных нейросетей на ос-нове анализа результатов реализации технологических процессов.
КРАТКОЕ СОДЕРЖАНИЕ РАБОТЫ
Во введении обоснована актуальность темы диссертационной работы и дана краткая характеристика направления исследований, а также научного и практического значения решаемой проблемы. Показатели качества поверх-ностного слоя приобретают роль доминирующего фактора в проблеме повышения надежности изделий из технических керамических материалов.
Характер абразивного диспергирования и выходные показатели операции доводки зависят от геометрии и физических параметров зоны взаимо-действия, свойств поверхностных слоев материала, а также от физико-химических свойств технологической и окружающей среды.
В первой главе проведен аналитический обзор работ по оценке поверхностных свойств керамических материалов и методологии исследова-ния процессов диспергирования при алмазной обработке свободным абразивом. Функциональное назначение рабочих поверхностей изделий из технической керамики позволяет классифицировать процессы их финишной обработки на две основные группы, удовлетворяющие:
- высоким требованиям одновременно по микро- и макроточностным характеристикам поверхности, которые обычно предъявляют к деталям, обеспечивающим долговечность функционирования изделий (детали газо-турбинных двигателей, режущая керамика, запорная арматура, поверхности трения в высокоточных установках и др.);
- надежным физико-техническим характеристикам деталей приборов и устройств оптики и электронной техники (поверхности оптических стекол, деталей из рубина; оснований гибридных интегральных микросхем и др.).
Результаты работы основаны на исследованиях физики процессов абра-зивного диспергирования, проведенных Алехиным В.П. (МГИУ), Старковым В.К. (Станкин), Филатовым Ю.Д., Роговым В.В. (ИСМ АН Украины), трибо-логии резания Шустером Л.Ш., Миграновым М.Ш. (УГАТУ г.Уфа), Якубо-вым Ф.Я, Кимом В.А. (г. Ташкент, г. Симферополь, г. Комсомольск на Аму-ре), а также на результатах исследований процессов алмазной обработки керамики, выполненных Хрульковым В.А., Орловым П.Н. (МГТУ им. Баума-на), Ваксером Д.Б. (ЛПИ им. Калинина), Кременем З.И., теории технологи-ческого наследования, сформулированной Васильевым А.С., Дальским А.М., теорий применения СОТС, разработанных Клушиным М.И., Гордоном М.Б., Латышевым В.Н., Худобиным Л.В., и технологического управления качест-вом поверхности, систематизированных Ящерицыным П.И., Сусловым А.Г., и другими исследователями.
Исследования в области трибологии показали, что на износостойкость поверхностей влияет характер предварительной обработки, которая формиру-ет наряду с финишными операциями физико-механические параметры и эксп-луатационные свойства поверхностного слоя. Появление дефектов на рабочих поверхностях деталей из технических керамических материалов имеет наследственную природу. Износостойкость может быть повышена, если при финишной обработке будет использован метод обработки, уменьшающий структурную неоднородность поверхностного слоя, например, доводка.
Процесс прецизионной доводки поверхностей изделий из керамики осуществляют путем воздействия режущих зерен (механическое взаимодействие) и жидкой фазы абразивной среды (физико-химическое взаимодействие). Он характеризуется такими явлениями, как синергетическое механо-, физико-химическое взаимодействие абразивной среды и поверх-ностных слоев контактирующих тел при различной степени подвижности зерен, неопределенность физико-химических характеристик абразивной среды вследствие накопления шлама, процессов структуризации среды и др.
Обработка свободным абразивом сопровождается сложной деформацией, где с течением времени напряжение возникает в каждом элементе поверх-ностного объема независимо от его исходной структуры и дефектов. При этом, поверхностные слои заготовки и притира испытывают со стороны зерен циклические динамические нагрузки в условиях всестороннего сжатия, при-водящие к накоплению усталостных повреждений. Наличие граничного слоя технологической среды деконцентрирует напряженное состояние и оказывает гомогенизирующее действие на процессы деформации.
В работе приведено сравнение экспериментальных и расчетных значений средней прочности на изгиб для оксидной керамики ВК-100 различной пористости в соответствии с известной зависимостью
S = K(D-) exp(-bP) (1)
где S – разрушающее напряжение, МПа; K,, b – константы; D – средний диаметр зерна керамики, мкм; P – пористость керамики, %.
На рисунке 1 показаны результаты исследования влияния показателей качества поверхности из функциональной керамики на основе оксида алюминия (ВК-100) на показатели прочности: а) топографии рабочей поверхности изделия, б) зависимости расчетной прочности без учета (кривая 1) и с учетом влияния обработочных дефектов (кривая 2).
а) б)
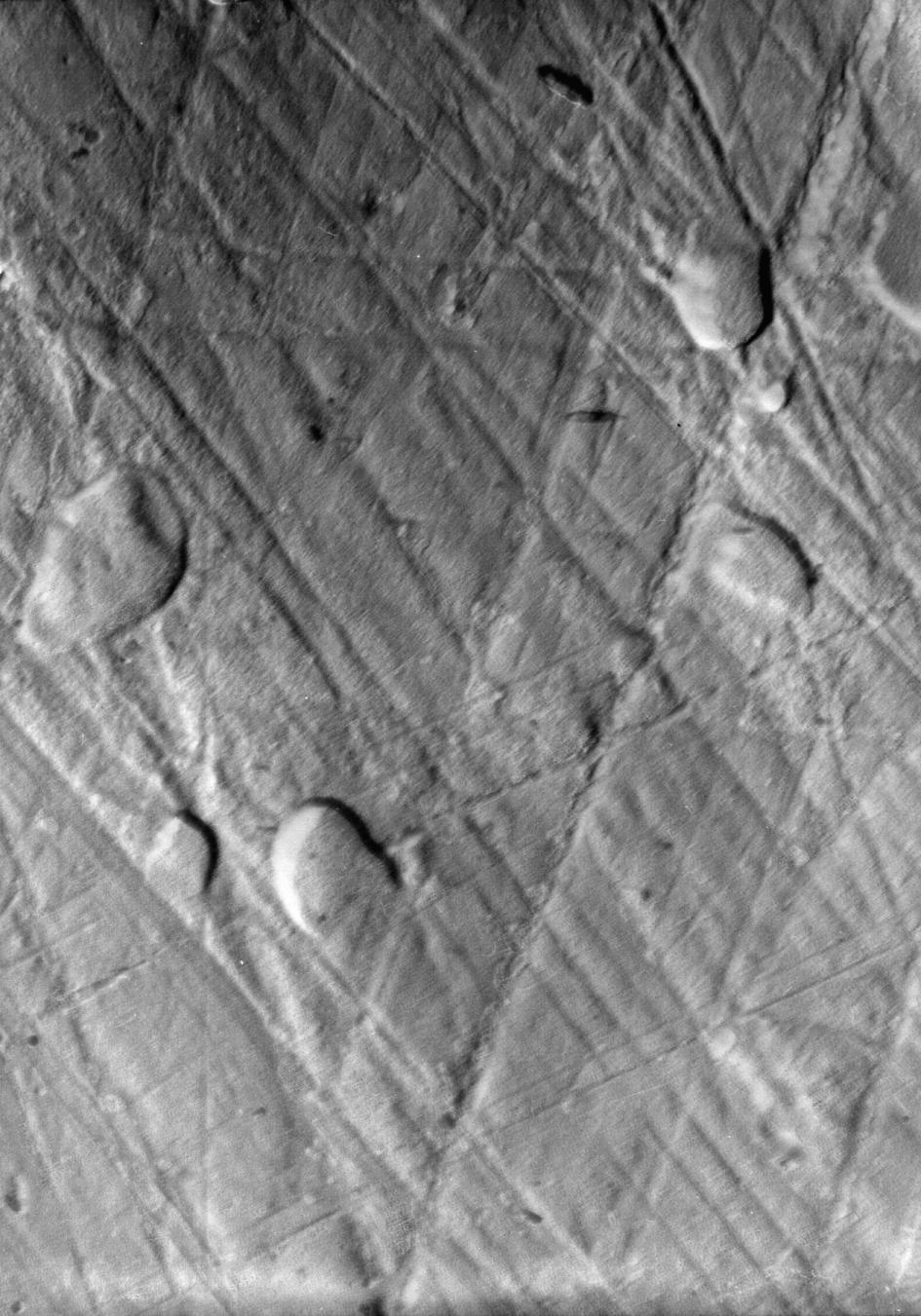

Рисунок 1. Показатели качества поверхностей образца из керамики ВК-100:
а) Электронная микрофотография поверхности ( 11000); б) Влияние поверхностных дефектов и пористости П на прочность при изгибе и образцов (Al2O3):
1 – без учета поверхностных дефектов; 2 – с учетом поверхностных дефектов
Эксперименты свидетельствуют о значительном вкладе поверхностных дефектов при формировании прочностных характеристик изделий из керами-ки низкой пористости. При пористости керамики меньше 3% отклонение экспериментальных значений предела прочности на изгиб от расчетных без учета дефектов обработки в поверхностном слое превышают 15%.
Стохастический характер микрогеометрии поверхностей и физико-механических свойств локальных микрообъемов керамических материалов в любой момент времени процесса доводки способствуют реализации различных видов контактного взаимодействия (упругое, упруго-пластическое деформирование материала, образование и усталостное разрушение деформированных структур). Снижения размеров и количества дефектов поверхностного слоя можно достичь за счет применения методов прецизионной обработки с постепенным уменьшением размера зерна в пасте или суспензии и рационального применения технологической среды.
Таким образом, справедлива интегральная зависимость показателей качества изделий из керамических материалов обоснованная Гусевым В.В.:
 (2)
(2)
где К1с, Е, HV - механические характеристики материала (вязкость разрушения, модуль упругости, микротвердость);, - физико-химические характеристики материала (коэффициент теплопроводности, химический потенциал поверхностных слоев); Ra, Rmax, tР - параметры шероховатости и опорной кривой поверхности; lП, П, l0, 0, nП, n0 – характеристики дефектов и их плотность распределения соответственно; n – остаточные напряжения в поверхностном слое. Отмечено, что плотность вероятности поверхностных дефектов ![]() не зависит от плотности вероятности объемных дефектов
не зависит от плотности вероятности объемных дефектов ![]() и определяется условиями финишной обработки.
и определяется условиями финишной обработки.
Технологические системы процесса доводки многосвязны, объекты произ-водства характеризуются нелинейностью, необратимостью и неравновеснос-тью. Множественность свойств изделий, каждое из которых может характе-ризоваться соответствующим множеством показателей качества, является проявлением многосвязности технологических условий операции. Взаимовлияние элементарных механизмов при доводке поверхностей, основным из которых является удаление микрообъемов срезом (дисперги-рование), сдерживает построение теоретически обоснованных моделей диспергирования. Использование физико-математической модели дисперги-рования позволяет прогнозировать интегральный уровень выходных показа-телей процесса обработки (скорость или интенсивность диспергирования).
В результате анализа научных публикаций выявлена основная проблема: расчетные модели в подсистеме диспергирования основаны на эмпирических зависимостях, а отсутствие прогресса в обобщении эмпирических связей обусловлено не только разнообразием реализации механизмов диспергирова-ния, но и интегральным характером рассматриваемых связей. Поэтому их обобщение должно стать основным направлением обоснования моделей дис-пергирования на операциях финишной обработки на основе теоретических положений термодинамики неравновесных процессов. Основы термодинами-ческого подхода к анализу процессов деформирования в зоне резания разра-ботаны в результате исследований Старкова В.К. и Хейфеца М.Л.
Каждую подсистему технологической системы прецизионной обработки рекомендуется описывать своим термодинамическим уравнением взаимо-действия. Подсистемы низкого уровня описываются уравнениями энергобаланса в абсолютных величинах (работы W, энергии П) или их потоках (Q,![]() ), подсистемы высоких уровней – плотностями энергетических потоков, а подсистемы более высоких порядков – удельными энергетическими параметрами или их градиентными выражениями.
), подсистемы высоких уровней – плотностями энергетических потоков, а подсистемы более высоких порядков – удельными энергетическими параметрами или их градиентными выражениями.
К подсистемам второго уровня (порядка) Якубов Ф.Я. относит зоны взаимодействий на реальных микроучастках контакта, охваченные микрогеометрическими и структурно-энергетическими изменениями. К подсистеме третьего уровня отнесен микрообъем приконтактной зоны, охваченной структурно-энергетическими изменениями трибопроцесса. В отличие от подсистем первого и второго уровня, предусматривающих взаимодействие как минимум двух твердофазных объектов, компонентом подсистемы третьего порядка является одно твердофазное образование, эволюция структуры которого происходит за счет взаимодействия потоков энергии и вещества технологической среды.
Уравнения энергетического взаимодействия для подсистем различного уровня или порядка Якубовым Ф.Я. рекомендуется использовать в виде:
первого – ![]()
![]() , или
, или ![]() ,
,
второго – ![]() , (3)
, (3)
третьего – ![]() или
или ![]() ,
,
где ![]() - поток массы износа;
- поток массы износа; ![]() - тензор напряжений;
- тензор напряжений; ![]() ,
, ![]() - скорости диспергирования и накопления внутренней энергии; аu – удельная энергия разрушения (по данным ИСМ НАН Украины аu составляет для корунда и алмаза 2,7 и 5,5 Дж/м3, соответственно); - физико-химический потенциал поверхностных слоев (функция энергетического воздействия среды, энергия Гиббса); n – вектор направления максимального градиента фи-зико-химического потенциала;
- скорости диспергирования и накопления внутренней энергии; аu – удельная энергия разрушения (по данным ИСМ НАН Украины аu составляет для корунда и алмаза 2,7 и 5,5 Дж/м3, соответственно); - физико-химический потенциал поверхностных слоев (функция энергетического воздействия среды, энергия Гиббса); n – вектор направления максимального градиента фи-зико-химического потенциала; ![]() ,В - коэффициенты износа и энергомассо-переноса (аналогично коэффициенту диффузии в уравнении переноса).
,В - коэффициенты износа и энергомассо-переноса (аналогично коэффициенту диффузии в уравнении переноса).
Прочность материала и закономерности поверхностного диспергирования определяются свойствами поверхностных слоев в конкретный момент времени. В результате коренных изменений в поверхностных слоях возникает новое энергетическое состояние слоя, характеризуемое энергией Гиббса (G, ). Из этого динамически неравновесного состояния материал стремится перейти в равновесное, путем физико-химического взаимодействия с технологической средой или разрушения. В этой связи единственно возможным методологическим подходом к описанию сложных процессов взаимодействия (алгоритмизации) является системно-структурный анализ.
Анализируя систему взаимодействия на операциях доводки свободным абразивом как подсистему третьего порядка (рисунок 2), уравнение процесса диспергирования, на основе структурно-энергетической концепции, принимает вид:
![]() . (4)
. (4)
Из (4) следует, что процессом диспергирования можно управлять как за счет регулирования внешнего термосилового воздействия, так и интенсифи-кации внутреннего энергопереноса путем направленного физико-химичес-кого взаимодействия в зоне резания.

Рисунок 2. Схема взаимосвязей в системе резания третьего порядка
При проектировании технологических процессов чаще всего прослежива-ется изменение ограниченного числа показателей качества (наиболее часто – точности размера и шероховатости поверхности). Изолированное рассмотре-ние процесса формирования локального множества выделенных показателей качества может привести к нерациональным решениям при проектировании и реализации процесса доводки. Это связано с тем, что технологическое воз-действие, проводимое с целью направленного изменения некоторых пока-зателей качества, может вызвать абсолютно неприемлемое изменение других.
В связи с изложенным, возникла необходимость исследования условий регулирования процессов тонкой абразивной обработки керамики с целью минимизации дефектности поверхности и стабилизации формообразования на основе синергетического взаимодействия технологической среды и обрабатываемой поверхности. Показатели качества поверхности, производительность диспергирования, энергетические затраты определяются свойствами материала и технологическими особенностями системы резания.
В зависимости от технологических условий взаимодействия в зоне резания механизм разрушения может быть различным: усталостным, абразивным, физико-химическим и др.
Вторая глава содержит сведения об используемом оборудовании, средствах измерения, методиках проведения эксперимента и обработки экспериментальных данных. В качестве объекта исследования использова-лись пластинки размером 60х48х1 мм тонкой корундовой керамики ВК-100, содержащей 99,8% оксида алюминия и композиционной керамики ВОК-60, материалов инструмента (притира) – серый чугун (СЧ 15), титановый сплав ВТ-1, сталь 5, текстолит, стеклотекстолит. Применялись алмазные пасты ма-зеобразные растворимые органическими веществами АСМ 5/3 ПОМ, АСМ 3/2 ПОМ по ГОСТ 25593. Исследования проводились с использованием мо-дернизированных станков типовых моделей С-15 и ЗШП-350М и эксперимен-тальной установки на базе станка 2ШП-200, позволяющих вести обработку при попутном и встречном направлениях вращения притира.
Для измерения усилия резания в плоскости доводки использовался стенд П8-ТММ конструкции Орлова П.Н. (МГТУ им. Баумана). Физико-механические свойства поверхности исследовались с помощью микротвердомера ПМТ-3 по стандартной методике (ГОСТ 9450). Для исключения влияния краевых эффектов и масштабного фактора на величину предела прочности при осесимметричном изгибе было спроектировано специальное приспособление. Оно обеспечивает равенство радиальных и кольцевых моментов в заделке и центральной зоне, что позволяет нагрузить наибольшую площадь пластинки максимальными изгибающими моментами.
Шероховатость поверхности оценивалась с использованием профило-грамм, полученных на профилографе-профилометре мод. К202 с радиусом ощупывающей иглы 2 мкм, а также модели ПМ-500 фирмы МИКРОТЕХ с диапазоном измерений 0,005 – 16,0 (Ra), 0,02 – 160,0 (Rz) с ПО в комплекте, оптической, электронной и атомно-силовой микроскопии. Глубина нарушен-ного слоя определялась рентгеноструктурным анализом методом реплик. Разработана методика определения размеров микрокристаллитов и микро-напряжений.
Взаимозависимость значений показателей качества в процессе механичес-кой обработки в диссертации анализируется с учетом работ Васильева А.С. и Дальского А.М. по влиянию технологических сред различного содержания на процесс формирования функциональных показателей качества поверхности и количественной оценки технологического наследования свойств.
Множество значений показателей качества детали после выполнения j операции ее изготовления ![]() с учетом закономерностей изменения и сохранения свойств определяется (в детерминированном представлении) как
с учетом закономерностей изменения и сохранения свойств определяется (в детерминированном представлении) как
![]() , (5)
, (5)
где ![]() – множество значений ПК, характеризующих состояние детали после выполнения предшествующей операции;
– множество значений ПК, характеризующих состояние детали после выполнения предшествующей операции; ![]() – множество изменений значений показателей качества вследствие прямого воздействия технологи-ческих методов Y операции;
– множество изменений значений показателей качества вследствие прямого воздействия технологи-ческих методов Y операции; ![]() – множество изменений значений показателей качества вследствие воздействия условий реализации методов j операции;
– множество изменений значений показателей качества вследствие воздействия условий реализации методов j операции; ![]() – множество изменений значений показателей качества, обусловленных предысторией изготовления. Отмеченные изменения показателей качества определяются в зависимости от свойств среды с применением метода искусственных нейронных сетей (ИНС).
– множество изменений значений показателей качества, обусловленных предысторией изготовления. Отмеченные изменения показателей качества определяются в зависимости от свойств среды с применением метода искусственных нейронных сетей (ИНС).
Автором использована структура гибридной ИНС на базе многослойного персептрона с динамическим добавлением нейронов, с помощью которой, при соответствующем обучении, произведена оценка вклада каждой из составляющих среды в интегральный уровень значений показателей качества. При формировании шероховатости поверхности наибольший вклад вносит зернистость технологической среды. Установлено, что показатели микро-шероховатости существенно улучшаются при комплексном применении метода доводки связанным и свободным абразивом и эффективной смазочно-охлаждающей технологической среды (СОТС).
При планировании эксперимента использовался полный факторный экспе-римент ПФЭ 23 и некомпозиционный план второго порядка для двух факто-ров и проводилась статистическая обработка результатов с построением мате-матических моделей процесса. Для статистической обработки результатов применялась ПЭВМ с типовым пакетом прикладных программ (MATHCAD).
Третья глава посвящена исследованию элементарных процессов, сопро-вождающих диспергирование и определяющих эффективность формирования показателей качества на операции доводки свободным абразивом. Приведена оценка характера влияния доминирующих входных факторов процесса на выходные показатели операции: производительность и качество поверхности. Априорное ранжирование этих факторов показало, что основными из них яв-ляются: механические свойства поверхностных слоев заготовки и ее струк-турные особенности, технологические факторы (давление, скорость относите-льного движения и закон ее изменения, зернистость абразивной суспензии), геометрические и физико-механические характеристики рабочей поверхности инструмента – притира.
Исследован характер распределения микротвердости поверхности пластин из керамики ВК-100. Установлено логарифмически – нормальное распределе-ние параметра с математическим ожиданием микротвердости Н = 2450 МПа и квадратичным отклонением = ±570 МПа, что свидетельствует о значительной неоднородности показателей механических свойств поверхнос-ти. Характер распределения размеров зерна керамики, подчиняется усеченному нормальному распределению. Установлена корреляция этих показателей с распределением параметра шероховатости поверхности Ra.
Основной комплекс явлений, определяющий показатели финишной обра-ботки (доводка), протекает в пределах зоны контакта (см. рисунок 2). Экспе-риментальными исследованиями установлено сложное влияние технологичес-ких факторов процесса на производительность доводки. Установлено, что взаимовлияние кинематических и динамических параметров процесса и коли-чества подаваемой жидкости в зону резания приводит к различному уровню производительности. Это взаимодействие особенно заметным становится при обработке мелкозернистыми пастами АСМ 5/3 и АСМ 3/2, где количество и качество СОТС в совокупности с динамическими условиями определяет характер взаимодействия абразивной среды и поверхности.
Реализован гидродинамический режим доводки путем специального профилирования поверхности притира. Исследован характер изменения абразивной способности суспензии во времени при использовании различных сред уровня операций. Анализировались типовые схемы обработки с различной кинематикой рабочих движений: эксцентрикового типа (станок С-15) и поводкового типа (станок ЗШП). На рисунке 3 изображены экспериментальные зависимости скорости съема керамики на операциях доводки свободным абразивом. Для различных сред установлена эмпи-рическая зависимость, соответствующая уравнению Миндта и С.А.Попова:
![]()
![]() (6)
(6)
где Q0 – абразивная способность новой суспензии (мг/мин);
m, - коэффициенты, зависящие от технологических условий доводки.
Рисунок 3. Экспериментальные зависимости скорости съема от времени: 1 – паста 5/3 ПОМ, СОТС - комбинированная; 2 – паста 5/3 ПОМ,
СОТС – керосин; 3 – паста 3/2 ПОМ, СОТС - комбинированная
Рассмотрено влияние различных СОТС на эффективность диспергирова-ния. Исследовано три состава СОТС: керосин – типовой представитель, мас-ляная с добавкой олеиновой кислоты и комбинированная СОТС – масло И5А, олеокс – 5, стеарокс – 6 (СОТС – экспериментальная, А.С. №1162862 СССР). Комбинированная СОТС, содержащая оптимальное количество ПАВ, создает наиболее благоприятные условия диспергирования исследуемой керамики в условиях гидродинамического режима доводки. Определены значения показателя степени для исследуемых СОТС и паст различной зернистости, что свидетельствует о различном характере поведения суспензии в зоне резания, обусловленном синергетикой взаимодействия внешних факторов и технологических условий.
Интенсификация адсорбционных эффектов и структуризация среды с использованием ПАВ улучшает условия торможения алмазных зерен. При этом повышается производительность, улучшается качество полировки (уменьшается число царапин и сколов), удаляется нарушенный слой в 1,2 – 1,4 раза быстрее, чем при использовании типовой СОТС (керосин).
Разработка структурно-энергетической модели диспергирования керамики (как подсистемы третьего порядка) основана на учете кумулятивного воз-действия среды и кинетики накопления повреждений в поверхностных слоях обрабатываемого материала. Математической основой модели является экспоненциальная зависимость абразивной способности суспензии (6), физической - кинетическое уравнение многоцикловой усталости вида:
![]() , (7)
, (7)
где N, N0 – текущее и предельное число циклов нагружения; U() – энергия активации деформируемого объема, Дж; - структурно-энергетический коэффициент, м -3; ![]() - текущее и предельное напряжения, МПа;
- текущее и предельное напряжения, МПа; ![]() - функция коэффициента локального напряжения разрушаемого микрообъема;
- функция коэффициента локального напряжения разрушаемого микрообъема; ![]() - предельное значение энергетической функции повреждаемости.
- предельное значение энергетической функции повреждаемости.
Рассматривая элементарный участок контактной зоны диспергирования при доводке, содержащий большое количество мелкозернистых частиц абра-зива, можно допустить, что дискретность диспергирования сглаживается. Имея ввиду единство механизмов накопления повреждений при циклическом объемном нагружении и стохастическом нагружении локального объема поверхностного слоя при доводке, коэффициенту в уравнении Миндта (6) необходимо придать физическое содержание. Функциональная зависимость интенсивности диспергирования предложена в виде:
![]() , (8)
, (8)
где: ![]() – интенсивность диспергирования в момент времени t, (кг/м2с, мкм/м2с); q0(z) – начальная интенсивность диспергирования мате-риала, обусловленная зернистостью пасты (z) и составом пасты;
– интенсивность диспергирования в момент времени t, (кг/м2с, мкм/м2с); q0(z) – начальная интенсивность диспергирования мате-риала, обусловленная зернистостью пасты (z) и составом пасты;
![]() – технологический фактор процесса, (кг/м2с): Р – внешнее усилие прижима, (Н); V0 – скорость относительного движения, (м/с); – вязкость кинематическая ТС, (м2/с); – экспериментальный показатель степени влияния режима обработки;
– технологический фактор процесса, (кг/м2с): Р – внешнее усилие прижима, (Н); V0 – скорость относительного движения, (м/с); – вязкость кинематическая ТС, (м2/с); – экспериментальный показатель степени влияния режима обработки;
![]() – обобщенная функция накопления микроповреждений материала, обусловленная динамикой воздействия абразивной среды, сек-1;
– обобщенная функция накопления микроповреждений материала, обусловленная динамикой воздействия абразивной среды, сек-1;
(GС) – функция энергии деформации (энергии Гиббса), МПасек-1;
К() – функция коэффициента локального напряжения при разрушении;
Р, c* – давление в зоне обработки и разрушающее напряжение, МПа;
С* – предельное значение функции повреждаемости в момент разрушения обусловленное предельной плотностью дислокаций, с-1.
Предлагаемый подход основан на взаимосвязи между физическими про-цессами деформирования и разрушения происходящих на микроуровне и макроскопическом поведении материала. Он позволяет, с одной стороны, дистанцироваться от излишней детализации атомных, дислокационных и дру-гих структурных процессов, сопровождающих деформирование, а с другой – сформулировать критерий разрушения локального объема в терминах механики сплошной среды. Характер поведения энергетических функций (GС), К(), С*=const определяется на основе экспериментальных исследо-ваний реального технологического процесса.
Алгоритм расчета функций повреждаемости основан на транспонирова-нии уравнения (8) на экспериментальные зависимости производительности процесса от управляемых факторов технологической среды (внешнего давления и скорости вращения, состава СОТС) и методе итераций. В качестве граничных использованы условия: при ![]() ,
, ![]() ; при
; при ![]() и
и ![]() функция
функция![]() принята равной энтальпии материала основы керамики. При смене маршрута предварительной обработки изменится значение предельной функции С*=const.
принята равной энтальпии материала основы керамики. При смене маршрута предварительной обработки изменится значение предельной функции С*=const.
В работе приведена оценка точности формообразования методами довод-ки с учетом результатов работ Цеснека Л.С. Установлено, что в качестве уравнения регулируемого объекта (точность обработки) можно принять дифференциальное уравнение абразивного диспергирования вида:
![]() = (t) + f (t,z), (9)
= (t) + f (t,z), (9)
где W – параметр регулирования (точность, шероховатость и др.);
![]() – коэффициент усиления ТС (объекта и механизма регулятора);
– коэффициент усиления ТС (объекта и механизма регулятора);
(t) = p V (Вт/м2) – удельная мощность энергетического взаимодействия;
f(t, z) – внешнее возмущающее воздействие (функция зернистости среды).
Уравнение (9) относится к одной из притираемых поверхностей, рассматриваемой изолированно от другой поверхности. В действительности поверхности взаимодействуют друг с другом через следящий механизм притира, выступающий в роли регулятора взаимных отклонений. Как и всякая следящая система, притир в каждый момент, воспринимая сигнал рассогласования регулируемого параметра ((W – W0), где W и W0 – текущее и начальное значение параметра), срабатывает на устранение этого сигнала.
При рассогласовании, равном нулю, на входе системы устанавливается некоторое номинальное значение удельной мощности 0, соответствующее принципу наложения притертых поверхностей. В простейшем случае, когда = const и f (t) = f 0 = const (внешнее возмущающее воздействие постоянно), решение (9) может быть записано в виде:
W = C e - t +f 0 /. (10)
Допустим, что в начальный момент процесса притира рассогласование W невелико (W 0 при t = 0), тогда С = - f 0 / и уравнение (10) примет вид:
W =( f 0 /) (1 – exp(-t)). (11)
Из уравнения (11) следует, что при t, W f 0 /.
Величину W () = f 0 / называют статической ошибкой следящей системы. Она появляется в результате жесткой связи между отклонением регулируемой величины и положением регулирующего органа. Эта связь в притире очевидна: она осуществляется через абразивное зерно (Z). Зная идеальный тип обрабатываемой поверхности, соответствующий принципу наложения (например, сфера, цилиндр, плоскость и др.), и геометрические характеристики поверхности, можно приближенно определить погрешность формообразования по формуле: ![]() .
.
Из этого соотношения следует, что величина возмущающего воздействия системы определяет величину рассогласования не непосредственно, а через коэффициент, зависящий от коэффициента усиления среды. Что касается численных оценок, то для этого требуется знать конкретные значения коэффициента усиления ![]() , где k0 и kp – коэффициенты усиления технологической среды и механизма метода притира, соответственно. Точное решение задачи обусловлено построением статических характеристик регулируемого объекта и механизма притира, которые необходимо исследо-вать в условиях конкретного производства.
, где k0 и kp – коэффициенты усиления технологической среды и механизма метода притира, соответственно. Точное решение задачи обусловлено построением статических характеристик регулируемого объекта и механизма притира, которые необходимо исследо-вать в условиях конкретного производства.
При >1 погрешность W может быть значительно меньше f 0. Если учесть, что f 0 является некоторой функцией размера зерна, то станет понят-ным тот факт, что при формообразовании точных поверхностей могут быть получены отклонения значительно меньшие, чем размер применяемого зерна.
Величину возмущающего воздействия абразивной среды можно оценить исходя из глубины H рельефного слоя, зависящего от среднего размера Z абразивного зерна. Величина H при обработки стекла составляет: 0,5Z для процесса шлифовки; (0,1 0,05)Z для процесса полировки. При доводке керамики величина нарушенного слоя пропорциональна размеру зерна и составляет (12)Z. Эти соотношения по существу определяют «разрешающую способность» абразивного процесса. Приняв ![]() =10; получаем
=10; получаем ![]() .
.
Величины минимальной погрешности обработки для абразивной среды различной зернистости приведены в таблице 1.
Таблица 1. Минимальные значения погрешности алмазно-абразивной
обработки свободным абразивом
| Марка и зернистость абразива, мкм | АСМ 28/14 | АСМ 10/7 | АСМ 5/3 | АСМ 3/2 |
| 2,81,4 | 10,7 | 0,50,3 | 0,30,2 |
Эксперименты, проведенные при условиях (11), качественно подтверждают экспоненциальный характер изменения точности формообразования. Таким образом, целесообразность обоснования техно-логических решений применения доводки свободным абразивом реко-мендуется с использованием зависимостей (8), (9), (10). Исследование качества поверхности, формируемой в процессе доводки, с использованием атомно-силовой микроскопии показало наличие интенсивной пластической деформации в зоне микрорезания незакрепленным алмазным зерном.
Исследован характер износа поверхности притира с различными геометрическими особенностями. Теоретический анализ формы износа по-верхности проведен с использованием теории перекрытий по кинематичес-ким показателям Семибратова М.Н. Экспериментальное определение кривой износа показало, что износ типового притира коррелирует с теоретическими расчетами для гладкого притира, а экспериментальный притир, оформленный специальными канавками, изнашивается более равномерно. Этот факт подт-верждает вывод о целесообразности регулирования и управления процессами доводки мелкозернистыми пастами, путем реализации гидродинамических условий и их влиянии на стабилизацию процесса диспергирования.
В четвертой главе представлено исследование технологических условий регулирования элементарных механизмов, определяющих уровень показателей качества в процессе обработки фиксированным абразивом.
Шлифование и алмазная доводка керамики предопределяет состояние поверхностного слоя на операциях финишной обработки. Рассматривая процесс обработки фиксированным абразивом как систему первого порядка, основные технологические факторы, определяющие эффективность обработки, были ранжированы. Из всех элементов среды шлифовальный круг и зона резания претерпевают наиболее существенные изменения в относительно короткий промежуток времени.
Эффективность работы алмазно-абразивного инструмента в значительной мере определяется его способностью постоянно обновлять режущие кромки. В работе получена зависимость усилия, действующего на режущие алмазные зерна, располагающиеся на поверхности круга:
![]() , (12)
, (12)
где m, D – масса, диаметр круга; V, t – элементы режима резания;
dz – размер зерна; ![]() = t / dz - относительная глубина шлифования;
= t / dz - относительная глубина шлифования;
, kp – коэффициенты допускаемого износа и режущих зерен, соответственно.
Выражение (12) включает как показатели процесса обработки ![]() , так и характеристики инструмента (m, D, dz). Наибольшую сложность представля-ет нахождение коэффициента kp, показывающего долю энергетических зат-рат, передаваемую непосредственно через алмазные зерна. По оценке многих исследователей kр характеризуется диапазоном (0,2–0,7), где большие значе-ние соответствуют процессам, с использованием крупнозернистого инстру-мента повышенной концентрации и которые характерны незначительным адгезионным взаимодействием связки с обрабатываемым материалом.
, так и характеристики инструмента (m, D, dz). Наибольшую сложность представля-ет нахождение коэффициента kp, показывающего долю энергетических зат-рат, передаваемую непосредственно через алмазные зерна. По оценке многих исследователей kр характеризуется диапазоном (0,2–0,7), где большие значе-ние соответствуют процессам, с использованием крупнозернистого инстру-мента повышенной концентрации и которые характерны незначительным адгезионным взаимодействием связки с обрабатываемым материалом.
Сложные процессы микрорезания и микроразрушения в масштабе инструмента, состоящего из большого числа зерен, не удается аппрокси-мировать достаточно точными зависимостями. Они обычно рассматриваются как стохастические, где групповое среднестатистическое поведение режущих зерен nP во многом зависит от структуры алмазного инструмента.
Зависимость числа режущих зерен nP на рабочей поверхности круга, характеризующая параметры системы резания, получена в виде:
![]() ,
,![]() , (13)
, (13)
где nc – удельное число зерен поверхностного слоя; hЗКР/dz![]() – относительная критическая глубина заделки; hB max / dz
– относительная критическая глубина заделки; hB max / dz ![]() – относительная максимальная высота выступания зерна; t / dz
– относительная максимальная высота выступания зерна; t / dz ![]() – относительная глубина шлифования. Анализ зависимости (13) показывает, что количество зерен, участвующих в микрорезании, определяется зернистостью, параметрами круга, концентрацией алмаза (nc) и процесса шлифования
– относительная глубина шлифования. Анализ зависимости (13) показывает, что количество зерен, участвующих в микрорезании, определяется зернистостью, параметрами круга, концентрацией алмаза (nc) и процесса шлифования ![]() ,
, ![]() и.
и.
В основу анализа хрупкого разрушения при диспергировании кера-мического материала положено условие постоянства максимального каса-тельного напряжения сдвига, с использованием известных зависимостей Черепанова Г.П. для плоского напряженного состояния:
![]() , где
, где ![]() . (14)
. (14)
Выше обозначено: bС, lС – ширина среза и длина сечения скола, соответствен-но, м; ![]() – экспериментальная вязкость разрушения, МПам1/2 (некоторая постоянная материала в конкретных условиях взаимодействия);
– экспериментальная вязкость разрушения, МПам1/2 (некоторая постоянная материала в конкретных условиях взаимодействия); ![]() – эффек-тивная поверхностная энергия, Дж/м2. Усилие P характеризует уровень тангенциальной (Pz) и нормальной (Pn) составляющих силы резания, определяя энергоемкость процесса резания (ответственна Pz) и силовое воздействие на обрабатываемую поверхность (ответственна Pn). Эти параметры процесса зависят от значения эффективной поверхностной энергии m (коэффициент
– эффек-тивная поверхностная энергия, Дж/м2. Усилие P характеризует уровень тангенциальной (Pz) и нормальной (Pn) составляющих силы резания, определяя энергоемкость процесса резания (ответственна Pz) и силовое воздействие на обрабатываемую поверхность (ответственна Pn). Эти параметры процесса зависят от значения эффективной поверхностной энергии m (коэффициент ![]() ,) в присутствии СОТС – эффект Ребиндера П.А.
,) в присутствии СОТС – эффект Ребиндера П.А.
При количественном анализе квазихрупкого распространения трещин используется величина вязкости разрушения (коэффициенты K1C – силовой, GС – энергетический), характеризующей затраты энергии на распространение трещины при наличии пластических деформаций в устье трещины. Эти характеристики определяются путем проведения специальных экспериментов по разрушению или расчетным путем. На основании экспериментальных данных, приведенных в диссертации, и теоретических зависимостей Черепанова Г.П., автором проведены расчеты коэффициента интенсивности напряжений K1C применительно к условиям проведения испытаний по зависимости ![]() , (15)
, (15)
где M – изгибающий момент, Нм; h – толщина пластинки, м;
![]() – глубина распространения микротрещин.
– глубина распространения микротрещин.
В результате расчетов получено значение ![]() МПам1/2 для испытаний стандартных образцов на воздухе. При испытании пластины в водной технологической среде получено значение
МПам1/2 для испытаний стандартных образцов на воздухе. При испытании пластины в водной технологической среде получено значение ![]() МПам1/2, что соответствует теории Ребиндера. Значение вязкости разрушения сапфира, полученные в ИСМ АН Украины, имеет величину
МПам1/2, что соответствует теории Ребиндера. Значение вязкости разрушения сапфира, полученные в ИСМ АН Украины, имеет величину ![]() МПам1/2 (при
МПам1/2 (при ![]() МПа ), что сравнимо с расчетами автора.
МПа ), что сравнимо с расчетами автора.
Приравняв величину ![]() (14) с усилием по зависимости (12) можно рассчи-тать величину
(14) с усилием по зависимости (12) можно рассчи-тать величину ![]() для условий диспергирования материала в зоне резания:
для условий диспергирования материала в зоне резания:
![]() (16)
(16)
Результат расчета дает значение ![]() , что сравнимо со значениями, приведенными выше. Таким образом, процесс разрушения кера-мического материала при финишной обработке связанным абразивом опреде-ляется физико-механическими условиями взаимодействия инструмента и сре-ды. Количественную оценку интенсивности взаимодействия внешней среды и поверхности технических ККМ целесообразно производить путем расчета коэффициента интенсивности напряжений КС или GC.
, что сравнимо со значениями, приведенными выше. Таким образом, процесс разрушения кера-мического материала при финишной обработке связанным абразивом опреде-ляется физико-механическими условиями взаимодействия инструмента и сре-ды. Количественную оценку интенсивности взаимодействия внешней среды и поверхности технических ККМ целесообразно производить путем расчета коэффициента интенсивности напряжений КС или GC.
Исследованиями зависимости предела прочности при осесимметричном изгибе установлено, что водные СОТС используемые при шлифовании уменьшают предел прочности на 30%, а органические СОТС (керосин и комбинированная СОТС) не влияют на величину предела прочности при изгибе (и). Полученные данные о влиянии СОТС на показатели разрушения керамики свидетельствуют, что для чернового шлифования рекомендуются водные растворы, а для чистовых и доводочных операций – комбинированные СОТС, реализующие специальные функции.
Роль СОТС в обеспечении процессов тонкого диспергирования существенна и неоднозначна. С одной стороны за счет смазочного и охлаждающего действия она снижает уровень энергии, развиваемой процессом, с другой – путем создания высоких градиентов температур стимулирует структурные изменения материала. Второе направление зависимо от первого и в общем случае может протекать параллельно, проявляться одновременно на контактных поверхностях, обнаружить как избирательное, так и синергетическое действие. Такое положение усложняет анализ элементарных физических механизмов диспергирования керамики.
В зависимости от условий, реализуемых в зоне обработки керамики, могут возникать хрупкое, вязкое или преобладающее усталостное разрушения. Алехиным В.П. было установлено, что температурный порог хрупкости Tхр, определяемый обычно по кривой «температура – микротвердость», существенно снижается по мере уменьшения нагрузки на индентор. При исследовании хрупких монокристаллов германия и кремния установлено, что при снижении нагрузки с 2 Н до 0,1 Н Tхр уменьшается с 773 K до 523 K. Это свидетельствует о том, что хрупкое разрушение является термоактивируе-мым, и его необходимо рассматривать как кинетический процесс.
Экспериментально определено, что средние значения температур обраба-тываемой поверхности керамики и рабочей поверхности круга в зависимости от качества СОТС, окружной скорости инструмента и концентрации алмазов в нем могут изменяться соответственно от 45 °C до 300 °C, а значения макси-мальной температуры в зоне контакта – от 500 °C до 1000 °С. Температура в зоне обработки измерялась полуискусственной термопарой, когда одним эле-ктродом горячего спая являлась совокупная поверхность зерен и медьсодер-жащей связки круга, а вторым – тонкая пластина монокристаллического кремния 500 мкм, размещенная в плоскости разъема керамической заготовки.
По результатам температурных исследований (таблица 2) установлено, что комбинированные СОТС серии «Прогресс» (композиция на основе эти-ленгликоля, МКС, эмульгатора и присадок, ТУ 0258-140-05744685-95, ОАО «Ивхимпром»), разработанные Латышевым В.Н. с сотрудниками, снижают средние температуры в зоне обработки ВК-100. СОТС серии «Прогресс» поз-воляют реализовать безопасные, с точки зрения термостойкости межкристал-литной связки, режимы обработки: ![]() м/с,
м/с, ![]() мм,
мм, ![]() мм/дв.ход,
мм/дв.ход, ![]() м/мин. Эти режимы соответствуют экономически обоснованным по производительности и удельным затратам. Таким образом, регулируя параметры технологической среды, обеспечивается необходимый уровень выходных показателей процесса.
м/мин. Эти режимы соответствуют экономически обоснованным по производительности и удельным затратам. Таким образом, регулируя параметры технологической среды, обеспечивается необходимый уровень выходных показателей процесса.
Доступ СОТС в зону контакта инструмента и детали весьма затруднен, поэтому полномасштабное проявление адсорбционно-пластического эффекта при алмазной обработке мелкозернистым абразивом без применения спе-циальных мероприятий, затруднено. Применение сегментных кругов позволя-ет достичь ![]() мкм. Количество СОТС, подводимое в зону обработки, практически не влияет на показатели шероховатости поверхности. Обоснована методика оценки смазочных свойств СОТС по схеме испытаний четырехшариковой машины трения.
мкм. Количество СОТС, подводимое в зону обработки, практически не влияет на показатели шероховатости поверхности. Обоснована методика оценки смазочных свойств СОТС по схеме испытаний четырехшариковой машины трения.
Таблица 2. Влияние СОТС на выходные параметры функционирования системы резания при чистовом шлифовании
(получено совместно с Латышевым В.Н.)
| Технологическая среда | Средняя температу-ра в зоне резания t, °C | Шероховатость обработанной поверхности, | Процент изме-рений, соот-ветствующих уровню 1,25 мкм | Процент изделий, отнесенных по Ra <1,25 |
| Вода | 660 | 1,50 | 3% | 0 |
| Раствор Na2CO3 | 615 | 1,30 | 35% | 23% |
| Раствор этилен-гликоля 12% | 590 | 1,20 | 69% | 42% |
| Раствор ПАВ «ДНС–А» | 610 | 1,35 | 31% | 25% |
| Раствор масла кас-торового сульфиро-ванного (МКС) | 600 | 1,15 | 80% | 60% |
| «Прогресс» | 560 | 1,00 | 85-90% | 62% |
В работе получена зависимость параметра шероховатости поверхности Rmax (мкм) от технологических параметров и условий диспергирования:
![]() , (17)
, (17)
где P – давление прижима, МПа;![]() – экспериментальный коэффициент ин-тенсивности напряжений, МПам1/2; АФ – фактическая площадь контакта, м2; К – кинематический передний угол зерна; Z – зернистость инструмента, м.
– экспериментальный коэффициент ин-тенсивности напряжений, МПам1/2; АФ – фактическая площадь контакта, м2; К – кинематический передний угол зерна; Z – зернистость инструмента, м.
Параметры шероховатости поверхности определяются давлением, зернис-тостью инструмента и механизмом разрушения керамики. На рисунке 4 изображены эмпирические распределения параметра шероховатости Rа при шлифовании керамики с использованием различных технологических сред.
Сопоставление данных измерения шероховатости и фрактографического анализа шлифованных поверхностей позволяет сделать вывод о сущест-вовании устойчивой корреляционной связи между наличием на обработанной поверхности следов вырывания зерен корундовых кристаллов с крупными осцилляциями профиля и высотой микронеровностей поверхности (параметр Rmax). Этим объясняется большой разброс в значениях параметров Ra, Rz.
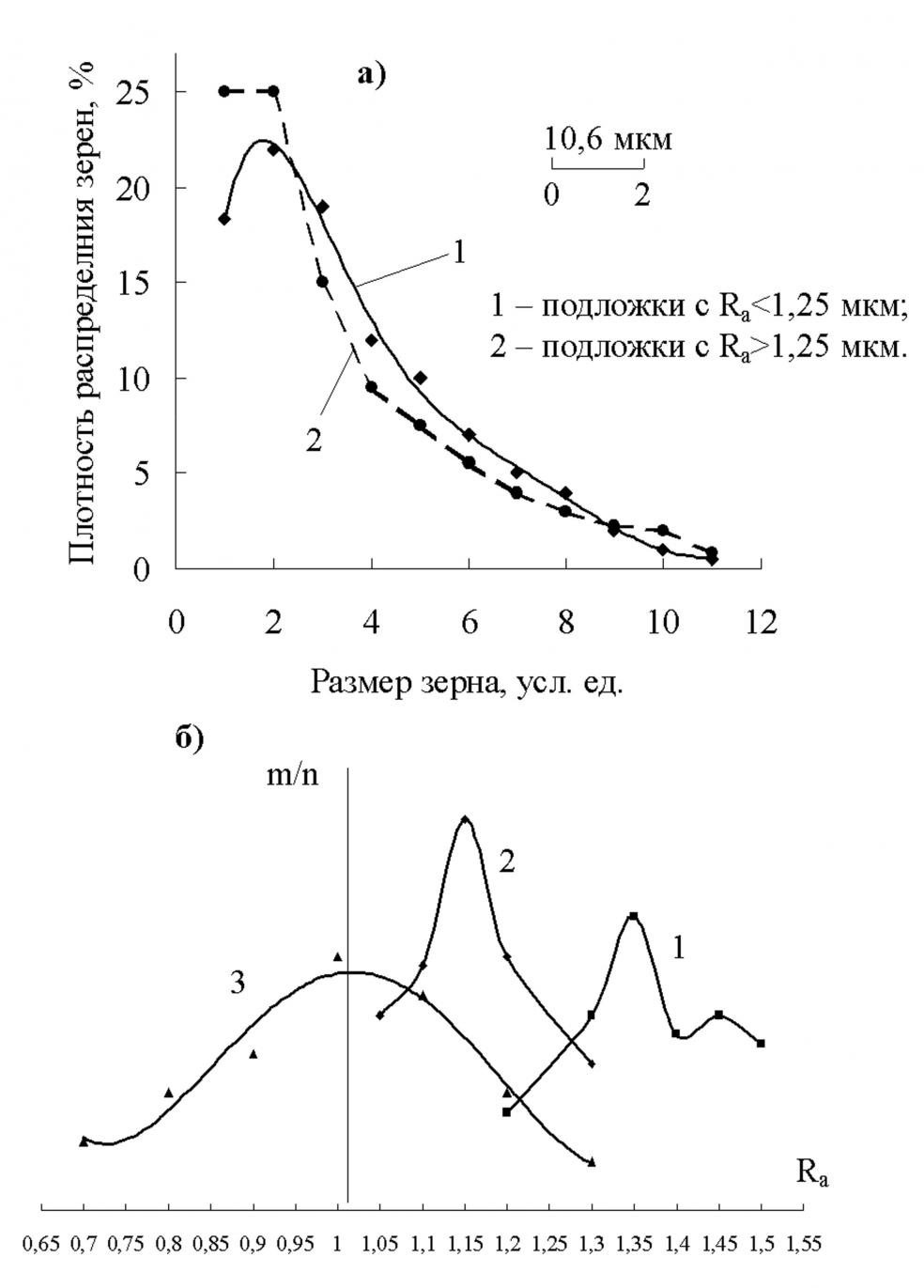

Рисунок 4. Экспериментальные распределения шероховатости поверхности при обработке с различными технологическими средами:
1 – АСМ 63/50 Б1, вода; 2 – АСМ 63/50 Б1, масло МКС; 3 – АСМ 40/28 М1, «Прогресс»
Влияние режима резания на показатели шероховатости поверхности при доводке связанным абразивом отражено в таблице 3.
Таблица 3. Влияние режима обработки на шероховатость поверхности (Ra) на операции доводки связанным абразивом АСМ 40/28
| Окружная скорость, м/с | Продольная подача, м/мин | Средняя | |||
| 2,6 | 3,1 | 4,6 | 6,1 | ||
| Высота микронеровностей, Ra, мкм | |||||
| 6,0 10,5 15,0 19,5 | 0,27 0,22 0,20 0,13 | 0,22 0,18 0,14 0,09 | 0,34 0,20 0,17 0,16 | 0,38 0,19 0,18 0,16 | 0,30 0,20 0,17 0,14 |
Увеличение скорости подачи от 2,6 до 6,1 м/мин слабо влияет на шероховатость поверхности, а увеличение скорости шлифования от 6,0 до 19,5 м/с уменьшает ее. На рисунке 5 изображены экспериментальные резуль-таты, реализующие технологические условия: схема обработки – доводка свя-занным абразивом, круг 1А2, АС16 63/50, используемая СОТС – 1% раствор масла касторового сульфированного (МКС) в воде. Изображены зависимости производительности (IM) и параметра шероховатости поверхности (Ra) от упругих свойств связки круга на операции доводки связанным абразивом. В качестве переменных факторов были использованы связки различного содержания: Б1, Б156, БР, МО4, обладающие различными упругими и теплофизическими свойствами.

Ra б)
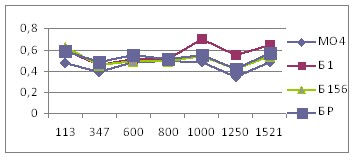
Рисунок 5. Влияние мощности взаимодействия (PV) для различных связок алмазного круга на: а) скорость абразивного диспергирования:
1 – связка МО4; 2 – связка Б1; б) шероховатость поверхности Ra
Анализ экспериментальных зависимостей свидетельствует о том, что характер диспергирования при использовании связок различного состава отличается. Органические связки (Б1) разрушаются более интенсивно, чем металлические. Связка МО4, обладающая максимальными теплофизическими и упругими характеристика-ми является наиболее эффективной.
Предложена зависимость интенсивности формообразования поверхностей при доводке связанным абразивом. Зависимость скорости диспергирования как функции термо-силовых условий нагружения, физических характеристик контакта и свойств среды имеет вид:
![]() , или
, или ![]() (18)
(18)
где IM – массовая скорость съема, кг/с; – плотность, кг/м3; g = 9,81 м/с2; ![]() – силовой критерий упруго-пластического контакта, Н/м;
– силовой критерий упруго-пластического контакта, Н/м;
АФ – фактическая площадь контакта, м2; ![]() – экспериментальное значение вязкости разрушения, МПам1/2; HV – твердость материала по Виккерсу, мик-ротвердость, МПа; Т – температура в зоне контакта, К;
– экспериментальное значение вязкости разрушения, МПам1/2; HV – твердость материала по Виккерсу, мик-ротвердость, МПа; Т – температура в зоне контакта, К;
– структурная константа материала (масштабный фактор), м-3;
VC – скорость скольжения, м/с; U – внутренняя энергия, Дж;
![]() – энергия активации деформируемого объема, Дж.
– энергия активации деформируемого объема, Дж.
Уравнение (18) учитывает все основные факторы, влияющие на процесс абразивного разрушения. Так, микрошероховатость поверхности заготовки и упруго-пластические свойства зоны контакта учитываются фактической площадью контакта. Энергетическое состояние структуры учитывается микротвердостью, вязкостью разрушения и структурно-чувствительным коэффициентом, а режимы контактного взаимодействия – скоростью скольжения, температурой процесса и контактными нагрузками.
Таким образом, экспоненциальная зависимость скорости диспергирования на операциях доводки является основополагающей. Регулируя свойства тех-нологической среды и оценивая параметр ![]() , возможно управление характером диспергирования путем формирования рациональных условий взаимодействия среды и поверхности.
, возможно управление характером диспергирования путем формирования рациональных условий взаимодействия среды и поверхности.
В пятой главе рассмотрены вопросы оптимизации технологических параметров процесса доводки минералокерамики ВК-100 в производственных условиях с использованием экспериментальной СОТС. Существующая технология обработки изделий из керамики состоит из следующих операций:
- шлифование предварительное (станок 3Д756, круг сегментный алмазный АСМ 100/80 М1) шероховатость поверхности Ra 1,25;
- доводка алмазная (паста АСМ 20/14, 10/7, 5/3 последовательно) до полу-чения шероховатости Ra 0,1, притир – чугун СЧ15, на режимах РПР = 500600 Н, nПР =100 мин-1, число двойных ходов спутника в минуту – 30, СОТС – ке-росин осветленный;
- полирование до Rz 0,05, притир – текстолит, без СОТС.
Доводочные пасты готовят на основе жиров олеиновой кислоты и стеари-на. Содержание неабразивных составляющих пасты назначается, исходя из работоспособности суспензии и стабильности качества обработанной поверх-ности. В качестве рабочей жидкости обычно рекомендуются легко испаряе-мые органические растворители. При обработке свободным абразивом функ-ции СОТС изменяются. Так как процесс протекает при низких температурах, то охлаждающая функция сводится к минимуму, но при этом возрастает роль смазочного, диспергирующего и моющего действий. Кроме этого жидкость должна удерживать алмазный порошок на поверхности притира (адсорбция) и беспрепятственно удалять шлам (смачиваемость).
На эффективность доводки существенное влияние оказывает наличие в составе рабочей жидкости ПАВ. В настоящее время не существует теории, позволяющей, назначить уровень ее физико-химических свойств. Рекомендации по подбору состава СОТС для процессов доводки в литературе отсутствуют. Располагая имеющимися сведениями о физической сущности процесса, Смирновым Г.А. были сформулированы физико-химические предпосылки успешной работы СОТС:
- физико-химическая совместимость СОТС с компонентами пасты; СОТС должна растворять и гомогенизировать пасту, регулируя ее консистенцию; содержащиеся в составе СОТС вещества не должны вступать в химическое взаимодействие с компонентами пасты, которое может привести к образова-нию нежелательных новых продуктов;
- высокая адсорбционная активность СОТС на границах раздела жид-кость-подложка, жидкость-притир и жидкость-алмаз; СОТС должна быть активным смачивателем по отношению к материалам притира и изделия, хорошим пленкообразователем и диспергатором; эти свойства обеспечивают подвижность пасты, удаление шлама, уменьшают потери при трении, облегчают образование новой поверхности; увеличение количества ПАВ приводит к разжижению пасты и уменьшению производительности;
- оптимальная вязкость: при низких значения вязкости ухудшаются ус-ловия «торможения» алмазных зерен на поверхности притира; под действием центробежных сил часть неотработавших алмазных зерен покидает зону резания, что приводит к увеличению расхода алмазов и уменьшению удель-ной производительности обработки; слишком большая вязкость СОТС ухудшает подвижность пасты и увеличивает толщину рабочего слоя.
Наилучшие экспериментальные результаты по всем показателям процесса доводки были получены с использованием композиционной СОТС на основе маловязкого индустриального масла И5А (велосит) с добавками неионоген-ных ПАВ (полиэтиленгликоль моноолеата (олеокс-5) ТУ-6-14-314 и полиэти-ленгликоль моностеарата (стеарокс-6) ГОСТ 8980), олеиновой и стеариновой кислот, (А.С. №1162862 (СССР)). При соотношении компонентов ПАВ 1:1 отмечался синергизм их влияния на интенсивность диспергирования. СОТС легко смывается водой, так как олеокс-5 и стеарокс-6 являются хорошими эмульгаторами масла в воде. Разработанная СОТС относится к классу М1.ПМВ1.а базового ассортимента отечественных СОТС.
Адсорбционные процессы протекают в очень тонком поверхностном слое, поэтому эффективность СОТС определяется поверхностной энергией взаимо-действия в совокупности с вязкостью рабочей жидкости. Из анализа гидроди-намической схемы взаимодействия технологической среды и поверхности в работе установлено, что давление прижима в зависимости от углов смачива-ния (1, 2), коэффициента поверхностного натяжения (П), вязкости () и плотности жидкости (), геометрических размеров (R, l) и скорости относи-тельного движения детали (V0) выражается зависимостью, Па: ![]() , (19)
, (19)
где ФТ (1, 2, П, ) – энергетическая функция технологической среды:
 ,
, ![]() .
.
Функция взаимодействия ФТ (1, 2, П, ) mах.
Рациональные технологические режимы процесса доводки с разработан-ной СОТС были определены с использованием методов математического планирования эксперимента. В результате получены уравнения регрессии:
- скорости съема: qx = 3,0 + 0,83Z + 0,5P + 0,53V + 0,33PV, мкм/мин
- параметра шероховатости: Rmax = 0,053 + 0,012Z, мкм.
После исключения доминирующего фактора процесса – зернистости пасты (Z) получены статистические уравнения, характеризующие степень влияния кинематических и динамических условий на эффективность диспе-ргирования, в условиях производственной реализации технологии в виде:
паста 5/3 – y = 76,8 + 29,3V + 13,8P + 10,2PV;
паста 3/2 – y = 53,7 + 21,3V + 20,2P + 7,6PV;
где y – параметр оптимизации; y = qx/Rmax.
Анализ уравнений регрессии показывает, что с уменьшением зернистости пасты роль давления в зоне резания возрастает в 1,5 раза, что свидетельствует о положительном влиянии гидродинамических процессов на эффективность обработки. Показатели качества обработанной поверхности определяются условиями взаимодействия технологической среды, материала поверхностного слоя и зернистостью алмазного инструмента.
В заключительной части главы представлен поиск рациональных значений технологических режимов методом Бокса – Уилсона и оценка физико-механических характеристик поверхностного слоя керамики с ис-пользованием рентгенографического анализа и атомно-силовой микроскопии. Экспериментально установлено, что величина остаточных напряжений и глу-бина нарушенного слоя поверхности уменьшаются в следующем порядке: шлифование – доводка – полирование – исходный образец.
В шестой главе представлены методологические принципы моделиро-вания физико-механических явлений, сопровождающих диспергирование, и проектирования технологии финишной обработки керамики с использовании-ем искусственных нейросетей (ИНС). В процессе решения задачи прогнозирования роль ИНС состоит в предсказании будущей реакции системы по ее предшествующему поведению. Для решения слабо формализованных задач применяют нечеткие нейронные сети, в которых выводы делаются на основе аппарата нечеткой логики.
Выходы слоев формируются с использованием сигмоидальной активационной функции и трактуются как степень принадлежности объекта к классам. В качестве гипоиды сети принята функция вида: ![]() , где
, где ![]() (
(![]() - вектор входных данных,
- вектор входных данных, ![]() - вектор весовых коэффи-циентов, подбираемых нейросетью в процессе обучения,
- вектор весовых коэффи-циентов, подбираемых нейросетью в процессе обучения, ![]() - число элементов входного вектора),
- число элементов входного вектора), ![]() - коэффициент, характеризующий крутизну сигмоиды.
- коэффициент, характеризующий крутизну сигмоиды.
Число коэффициентов математической модели, реализуемой ИНС, может меняться в зависимости от структуры решаемых задач. Обучение нейронной сети заключается в коррекции весовых коэффициентов по эксперименталь-ным данным. Для решения сложных многоступенчатых задач применяется каскад нейросетей, логически разделяющий задачу на подзадачи с обучением каждого модуля сети отдельно.
Алгоритм прогнозирования функционирует следующим образом.
- Находят аналогичный случай в имеющейся базе данных.
- Приспосабливают найденный случай к текущей ситуации в зависимос-ти от качества входных параметров, т.е. необходимо модифицировать условия операции в найденном решении с учетом специфики задачи.
- Модификация известного случая не обязательно гарантирует удовлет-ворительное решение проблемы. Может потребоваться несколько итераций выполнения первых шагов на основе результатов эксперимента. Для раз-решения этой ситуации рекомендовано применение нейросетей с динами-чески изменяющейся конфигурацией (динамическим добавлением нейронов) и комбинацией эвристических и аналитических методов.
Взаимосвязь различных подпроцессов в технологической системе обра-ботки (шлифование, доводка) вследствие синергетического эффекта вза-имодействия не дает возможности выразить в явном виде функцию какого-либо показателя качества. Задачу оптимизации процесса сводят к поиску приемлемых постоянных значений параметров среды и режима обработки с целью получения необходимого интервала выходных параметров качества.
Процесс абразивной обработки в силу особенностей структуры шлифо-вальных кругов и их контакта с обрабатываемой поверхностью имеет неста-ционарный стохастический характер. Для учета стохастического характера взаимодействия среды и поверхности каждый показатель предлагается опи-сывать с помощью двухпараметрической оценки: математическим ожиданием величины показателя – трендом, и его разбросом – доверительным корридо-ром. Для построения доверительного коридора необходима интервальная оценка уравнений регрессий для трендовой составляющей в соответствии с теорией многомерного статистического анализа.
Состояние технологического процесса характеризуется вектором Z(t).
Доступная измерению часть Z(t) представляет собой вектор выходных переменных Y(t). Часть выходных переменных Y(t) определяет единичные показатели качества yk(t), по которым производится оценка стабильности процесса. В соответствии с ГОСТ Р15895, критерием стабильности может служить среднеквадратическое отклонение контролируемого параметра ![]() . Обеспечение стабильности соответствующих показателей производится за счет выбора компонент управляющих векторов X(t), U(t) (см. рисунок 2).
. Обеспечение стабильности соответствующих показателей производится за счет выбора компонент управляющих векторов X(t), U(t) (см. рисунок 2).
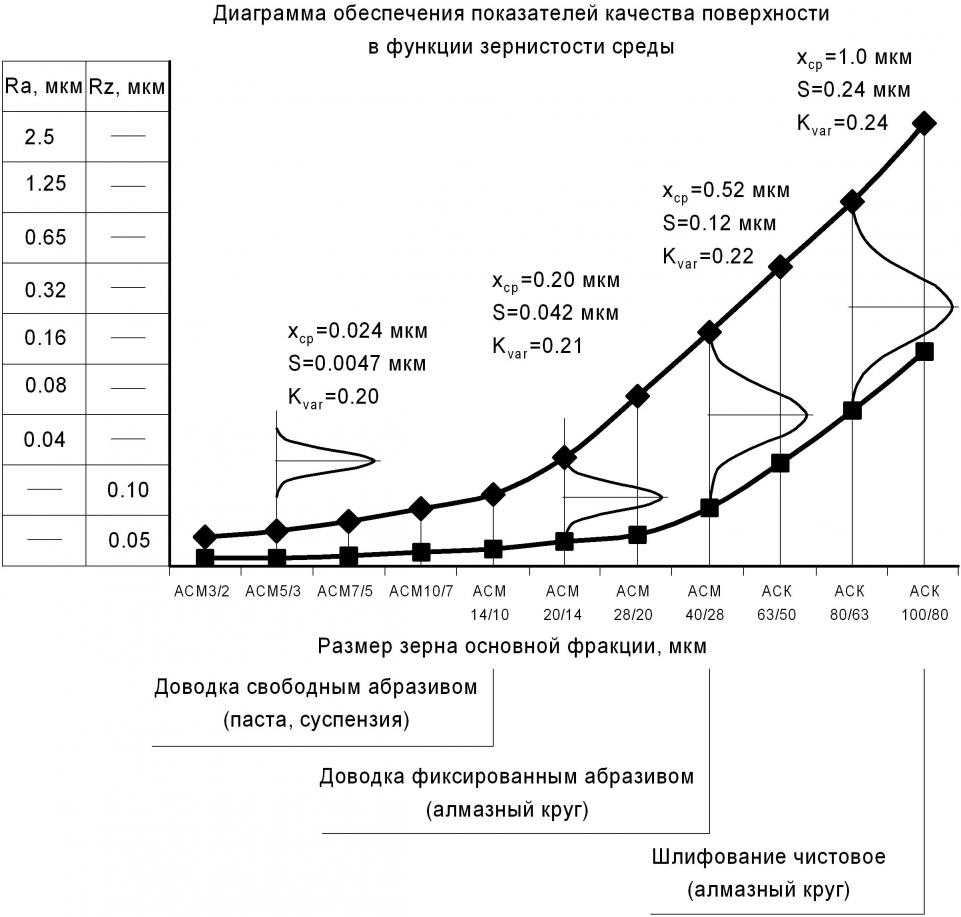
Предложенная в работе схема этапов проектирования технологии дает представление об основных этапах проектирования технологии производства изделий из технической керамики: ввод данных и описание формы, классифи-кация конструктивной формы изделия, выбор технологии получения заготов-ки, обоснование технологии механической обработки, моделирование физико-механических процессов в зоне резания, выбор рациональных регулируемых параметров среды и режимов. На рисунке 6 изображена обобщенная диаграмма технологического обеспечения качества поверхности изделий из керамики с использованием методов алмазной доводки и при использовании технологических сред различной зернистости.
Технико-экономическая эффективность такой многокомпонентной сис-темы может оцениваться различными показателями: технологическими, орга-низационными, экономическими, эколого-социальными и другами. Управление процессом обработки осуществляется подсистемой станка, в которую может быть включена и подсистема приспособления, образуя регу-лируемую среду уровня технологического процесса. Износ узлов в процессе работы, их температурные деформации за время одного или даже нескольких циклов обработки крайне незначительны. Поэтому эти явления могут не учитываться при моделировании температурных условий процесса доводки.
Показатели шероховатости приняты в качестве обобщенного критерия эффективности процесса при моделировании условий реализации операции и структурной оптимизации маршрута обработки.
Получение деталей с высокими требованиями качества поверхности (Rа=0,1 мкм), неплоскостности (0,01 мм) накладывает жесткие ограничения на состояние технологической системы. Каждый элемент технологической среды ответственен за получение того или иного параметра качества. Неплос-костность и непараллельность поверхностей определяется схемой обработки, геометрической точностью станка, качеством базирования и закрепления заготовок, состоянием алмазного инструмента и режимами обработки.
На станках периферийного шлифования моделей 3Г71, 3Б71М, 3Б722 и других при черновой обработке на предельных по интенсивности режимах получают годные детали из прочных керамик без сколов краев, трещин, достигая производительности 3-3,5 см3/мин. Чистовое шлифование производят чаще всего при малых глубинах резания (0,005 – 0,02 мм), достигая производительности съема керамики 0,5 – 1,0 см3/мин.
а)
б)
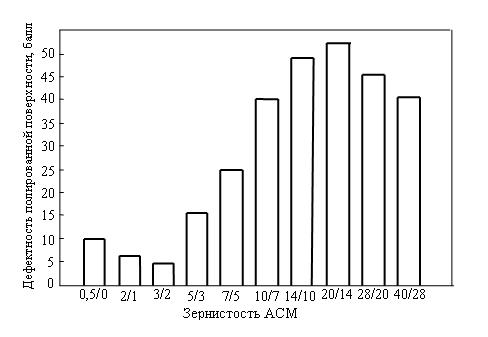
Рисунок 6. Зависимость а) шероховатости (Rz, мкм), б) дефектности поверхности (в условных баллах) от зернистости алмазных микропорошков на операции доводки
(V0 = 5 м/с; p0 = 0,5 3 МПа; СОТС – вода)
Финишное формообразование рекомендовано производить методами доводки свободным абразивом с использованием комбинированных технологических сред различной зернистости (рисунок 6).
Одним из параметров, определяющих качество обрабатываемой поверх-ности при доводке фиксированным абразивом, является температура в зоне контакта круга с обрабатываемым изделием. В работе предложен алгоритм прогнозирования температур в зоне резания при алмазной обработке фиксированным абразивом
Экспериментальные результаты нейросетевого моделирования представ-лены в таблице 4. Полученные в результате прогнозирования значения температур соответствуют экспериментальным результатам (приведены в таблице 2) при шлифовании кругами прямого профиля (АС32) зернистостью 63/50 на металлической связке (М1) на станке 3Г71 при использовании СОТС различных серий.
Таблица 4. Входные данные ИНС
| Скорость врезной подачи | Скорость подачи стола | Температура в зоне контакта | Абразивный материал | Связка | Обрабаты-ваемый материал | ||||||
| SB, мм/дв.ход | VСТ, м/с | Т, К | С | С | С | ||||||
| 0,005 | 0,08 | 628,5 | 29 | 877 | 3990 | 1 | 840 | 2500 | 23 | 440 | 8200 |
| 0,01 | 0,03 | 1052,5 | 29 | 877 | 3990 | 1 | 840 | 2500 | 40 | 486 | 7750 |
| 1 | 0,16 | 843 | 1800 | 502 | 3515 | 29 | 877 | 3990 | 29 | 877 | 3990 |
В таблице обозначено: – коэффициент теплопроводности, Вт/(мград); – плотность материала, кг/м3; С – удельная теплоемкость материала (20°С), Дж/(кгК).
В заключении диссертации сформулированы основные положения мето-дологии проектирования операций доводки, моделирования физико-механи-ческих явлений с позиции термодинамики взаимодействия в зоне диспергирования, и управления процессом прецизионной обработки керамических материалов. Приведены основные выводы и рекомендации.
ОБЩИЕ ВЫВОДЫ И РЕЗУЛЬТАТЫ ПО РАБОТЕ
Решение комплекса научно-технических задач технологического обеспечения качества поверхности, точности и производительности формообразования прецизионных поверхностей изделий из керамических материалов заключается в рациональном применении методов алмазной доводки свободным и связанным абразивом в сочетании с эффективными внешними средами уровня технологической операции.
- Установлены связи и уровень технологического наследования выходных параметров процесса финишного формообразования методами доводки с условиями взаимодействия технологической среды и поверхности. Наиболь-ший вклад в интегральный коэффициент наследования параметров качества поверхности при формообразовании поверхностей вносит коэффициент наследования условий выполнения технологической операции (КТ=85%). Использование аппарата искусственных нейросетей позволяет объективно учитывать влияние множества наследственных факторов взаимодействия среды и поверхности.
- Функциональные показатели качества изделий из керамики определяют-ся как структурными особенностями материала, так и механизмами разруше-ния, присутствующими в зоне диспергирования. Установлены различные ме-ханизмы разрушения керамики в зависимости от термомеханических условий взаимодействия среды и поверхности: хрупкое разрушение с пластическим деформированием при доводке связанным абразивом; преобладающая плас-тическая деформация при доводке свободным абразивом; механо-, физико-химическое взаимодействие при полировании.
- Предложены функциональные зависимости интенсивности дисперги-рования и точности формообразования на операциях алмазной доводки кера-мических материалов, учитывающие технологические факторы, структурно-энергетические изменения поверхностных слоев материала и кинетику накоп-ления повреждений. В качестве информативного критерия взаимодействия среды и поверхности рекомендуется величина экспериментальной вязкости разрушения
 . Зависимости позволяют моделировать процесс обработки с изменением условий взаимодействия. Установлено, что водные растворы СОТС уменьшают величину
. Зависимости позволяют моделировать процесс обработки с изменением условий взаимодействия. Установлено, что водные растворы СОТС уменьшают величину  на 30 % по сравнению с органическими, поэтому их рекомендуется использовать на черновых операциях.
на 30 % по сравнению с органическими, поэтому их рекомендуется использовать на черновых операциях. - Стабилизация процесса диспергирования и минимизация структурных нарушений поверхностного слоя на операции доводки мелкозернистыми пастами (АСМ 5/3, 3/2 ПОМ) осуществима путем использования кумулятив-ного воздействия комбинированной внешней среды (АС. № 1162862, Кл. С10М), геометрической формы рабочей поверхности притира и технологи-ческих режимов. Установлен фактор, стабилизирующий процесс диспергиро-вания в виде гидродинамических условий, реализуемых путем специального профилирования поверхности притира. Зернистость алмазного инструмента является доминирующим управляющим фактором при решении задачи обеспечения требуемого качества поверхности.
- Обоснована методика оценки интегральных энергетических функций повреждаемости (GС), К() материала в процессе взаимодействия поверх-ности и технологической среды с использованием метода итерации. Функции повреждаемости учитывают процессы накопления скрытой энергии дефор-мации (GС) и процессы концентрации микронапряжений, обусловленные структурными изменениями материала в виде дислокаций и микротрещин К(), что позволяет проектировать рациональные процессы диспергирования на уровне подсистемы взаимодействия третьего порядка.
- Установлено положительное влияние поверхностно-активных веществ (содержанием до 5 % объема) в составе СОТС на показатели скорости съема и потери абразивной способности суспензии qX = dQ/dt в течение времени, т.е. ее “затупления”, обусловленные энергетическими изменениями свойств материала поверхностных слоев и процессами структуризации среды. Пред-ложена методика оценки энергетического потенциала среды с учетом физи-ческих характеристик взаимодействия среды и поверхности, позволяющая осуществить подбор оптимальных свойств технологической среды. Установлена корреляция обобщенной функции технологической среды
 с производительностью обработки.
с производительностью обработки. - Промышленная реализация результатов исследования в виде модерниза-ции существующих технологических процессов прецизионной обработки функциональной керамики на ОАО «ЦКБ Cпецрадиоматериалов» г. Москвы, на ОАО «Поликор» г. Кинешмы Ивановской области подтвердила эффектив-ность предложенных мероприятий, что привело к улучшению выходных показателей качества полированной поверхности (число царапин, цвет полировки, коэффициента выхода годных изделий на 10 %), сокращению технологического цикла механической обработки на 25 %, улучшению санитарно-экологических условий производства.
- Результаты исследований внедрены в учебном процессе подготовки специалистов по специальности 151001 направления «Конструкторско-техно-логическое обеспечение машиностроительных производств» филиала ГОУ ВПО МГИУ в г. Кинешме,, в объеме часов дисциплины «Технологическое обеспечение качества».
ОСНОВНЫЕ ПУБЛИКАЦИИ ПО ТЕМЕ ДИССЕРТАЦИИ
Основные положения диссертации опубликованы в монографии БахаревВ.П. «Основы проектирования и управления процессами финишной обработки керамических и композиционных материалов». Монография. [Текст] – «Изд-во ИвГУ», Иваново, 2009. – 240 с; и следующих работах автора, в том числе в изданиях, соответствующих перечню ведущих рецензируемых научных журналов и изданий, рекомендованных ВАК РФ для публикации основных научных результатов диссертации (в скобках указаны фамилии соавторов):
- Исследование процессов финишной алмазной обработки корундовых керамических материалов [Текст] // Вестник машиностроения. 2001. № 9. С. 56 – 60. (Куликов М.Ю., Антюфеева Т.П., Смирнов Г.А.)
- Регулирование микродоводочных процессов финишной обработки ми-нералокерамики путем применения эффективных СОТС [Текст] // Вестник машиностроения. 2007. № 9. С. 35 – 39. (Куликов М.Ю., Верещака А.С.)
- Конструкторско-технологическое сопровождение производства изделий из керамических и композиционных материалов [Текст] // Конструкции из композиционных материалов. Межотраслевой научно-технический журнал, ФГУП «ВИМИ». 2008. Вып. 3. С. 34 – 46.
- Оптимизация процессов алмазной обработки керамики на основе сис-темного анализа с использованием нейросетей [Текст] // Вестник машино-строения». 2008. № 12. С. 31 – 34. (Куликов М.Ю., Нечаев Д.А., Яковчик Е.В.)
- Разработка физико-математической модели диспергирования керами-ческих и композиционных материалов при алмазной доводке свободным абразивом [Текст] // Вестник машиностроения. 2009. № 2. С. 56 – 62.
- Технологическое обеспечение производства изделий из керамических материалов [Текст] // Конструкции из композиционных материалов. Межот-раслевой научно-технический журнал, ФГУП«ВИМИ». 2009. Вып.3. С.35–44.
- Термомеханический анализ механизмов финишной обработки керами-ческих материалов [Текст] // Металлообработка. 2009. № 2. С. 16 – 19. (Кули-ков М.Ю., Яковчик Е.В.. Нечаев Д.А.)
- Особенности формирования функциональных свойств изделий из кера-мических материалов методами доводки [Текст] // Вестник УГАТУ. 2009. т.12. №4 (33). С. 66 – 71.
- Моделирование абразивного диспергирования на операциях финишной обработки изделий из керамических композиционных материалов. / www/ mami.ru / pages/ files/ sc journal 2(8) 2009.pdf // Известия МАМИ. 2009. С. 231 – 235. (Верещака А.С.)
- Развитие кинетического подхода к суммированию усталостных пов-реждений [Текст] // Известия ВУЗов. М.: Машиностроение, 1994. № 7 – 9. С. 19 – 28. (Балыбердин В.С., Широкая О.А.)
- Физико-математическое моделирование и прогнозирование процесса изнашивания минералокерамического режущего инструмента [Текст] // Вест-ник машиностроения. 2006. № 11. С. 51 – 54. (КуликовМ.Ю., ФилимоновА.В., Климов А.Б.)
- Управление формообразованием функциональных поверхностей из ке-рамических композиционных материалов с использованием методов алмаз-ной доводки. [Текст] // Вестник МГТУ «Станкин». 2011. № 1. С. 51 – 57. (Кнутова Е.Е.).
- Трансдисциплинарный подход к изучению вопросов безопасности в техносфере // Безопасность жизнедеятельности. 2009. № 5. С. 46 – 49. (Дубинин А.П., Муравьев Н.С., Резчиков Е.А.)
- Статистическое моделирование выходных параметров процесса обра-ботки керамических композиционных материалов связанным абразивом // Известия МГТУ МАМИ. 2011. № 1 (11). С.
- Обеспечение качества поверхности и производительности обработки изделий из керамических материалов на операциях доводки фиксированным абразивом // Вестник МГТУ «Станкин». 2011. № 2. С. 51 – 57. (Верещака А.С., Яковчик Е.В.)
- По результатам исследований получены авторские свидетельства на изобретение:
1. А.С. №1162862 (СССР), кл. С10М 141/12. Смазочно-охлаждающая жидкость для полирования керамики - Б.И. №23, 1985.
2. А.С. № 1467980 (СССР). Полировальная паста 15.11.1988.
Кроме выше перечисленных публикаций, рекомендованных ВАК РФ в рецензируемых изданиях результаты исследований опубликованы в следующих изданиях и материалах научных конференций:
- Физико-механический метод исследования кинетики усталостной пов-реждаемости / Тезисы материалов IV Республиканской научно-технич. конф. “Повышение надежности и долговечности машин и сооружений”. Одесса. ОПИ. 1991. С. 110 – 111. (Балыбердин В.С.)
- Некоторые закономерности финишной обработки изделий из техничес-кой керамики / Технология, автоматизация и организация производства тех-нических систем: Межвузовский сб. науч. трудов. М: МГИУ, 1999.С.19 – 28. (Смирнов Г.А, Антюфеева Т.П.)
- Кинетическая модель диспергирования материала на операциях довод-ки свободным абразивом / Материалы Всероссийской научно-практич. конф. “Инновации в машиностроении – 2001”. Пенза. 2001. ч. I. С.18 – 21. (Куликов М.Ю., Осипов Ю.М.)
- Физико-математическая модель образования поверхностного слоя де-тали на операциях доводки / Материалы XI Международного научного семи-нара “INTERPARTNER - 2001”. Украина. Харьков – Алушта. 2001. С. 21. (Ку-ликов М.Ю., Максимов Е.В.)
- Некоторые подходы к проектированию технологии обработки преци-зионных деталей машин / Производство. Технология. Экология. “ПРОТЕК - 2001”: Труды международ. конф. М.: Изд-во “СТАНКИН”, 2001. т.1. С.326 – 329. (Куликов М.Ю.)
- О возможности управления процессом диспергирования на операциях тонкой абразивной доводки / Производство. Технология. Экология. “ПРОТЕК -2001”: Труды международ. конф. М.: Изд-во“СТАНКИН”, 2001. т.1. С.53–55.
- К вопросу физико-механического моделирования процессов разруше-ния минералокерамического режущего инструмента / Физика, химия и меха-ника трибосистем. Межвузовский сб. науч. трудов. Иваново: Изд-во Ивановс-кого государственного университета, 2002. С.22 – 26. (Куликов М.Ю.)
- Современные технологии получения металлокерамических антифрик-ционных материалов / Современные материалы и технологии – 2002. Сб. ста-тей международ. научно-технич. конф. Пенза: Изд-во “ПДЗ”, 2002. С.78 – 81. (Осипов Ю.М., Голиков П.С.)
- Экологические аспекты современных технологий механической обра-ботки / Эколого-экономические проблемы волжского региона. Сб. статей Ре-гиональной научно-практич. конф. Кинешма: Филиал МГИУ в г. Кинешме, 2002. С.53 – 56. (Смирнова Е.Е., Голиков П.С.)
- Ресурсосберегающая модульная технология производства композиции-онных изделий машиностроения на основе порошковых исходных компонен-тов / Материалы международного семинара «Интерпартнер-2006», «Высокие технологии в машиностроении», НТУ «ХПИ». Харьков. 2006. – С. 41– 42 (Ку-ликов М.Ю., Цыпкин Е.Н., Манерцев В.А., Климов А.Б.)
- Исследование возможности применения нейронных сетей для описа-ния процессов износа режущего инструмента из минералокерамики / Межву-зовский сб. науч. трудов «Физика, химия и механика трибосистем». Иваново: Изд-во ИвГУ, 2005. Вып. 4. 5 с. (Куликов М.Ю., Цыпкин Е.Н.)
- Исследование возможности применения ограниченных выборочных данных в нейронных сетях для описания процессов износа режущего инстру-мента из минералокерамики / Техника и технология. М.: Изд-во Спутник Плюс. 2006. №3 (15). 4 с. (Куликов М.Ю., Филимонов А.В., Климов А.Б.)
- Модульная технология производства композиционных изделий маши-ностроения на основе порошков исходных компонентов / Сб. науч. трудов НТУ «ХПИ». Украина. 2006. С. 755 – 758. (Куликов М.Ю., Манерцев В.А., Цыпкин Е.Н., Климов А.Б.)
- Экологически ориентированная и ресурсосберегающая машинострои-тельная технология порошковой металлургии / Производство. Технология. Экология. ПРОТЭК2007: Сб. науч. трудов МГТУ «Станкин» № 10, в трех кн. / под ред. чл.-корр. РАН Соломенцева Ю. М. и проф. Шварцбурга Л. Э. ФРГ. М., 2007. 12 с. (Муравьев Н.С., Манерцев А.А.)
- Технологические особенности производства керамических и компози-ционных материалов / Производство. Технология. Экология. ПРОТЭК2007: сб. науч. трудов МГТУ «Станкин» № 10, в трех кн. / под ред. чл.-корр. РАН Соломенцева Ю. М. и проф. Шварцбурга Л. Э. ФРГ. М., 2007. 12 с.
- Формирование эксплуатационных свойств изделий на основе техноло-гического наследования и искусственных нейросетей / «Физика, химия, ме-ханика трибосистем / Межвузовский сб. науч. трудов. Иваново: ИвГУ, 2007. Вып. 6. С.25 – 28. (Климов А.Б., Филимонов А.В.)
- Закономерности процесса гидродинамической алмазной доводки кера-мики ВК-100 // Високi технологii в машинобудуваннi / Збiрник наукових праць. Харкiв. 2008. С.34 – 42. (Верещака А.С.)
- Моделирование процесса диспергирования на операциях алмазной до-водки керамики мелкоразмерными зернами / Резание и инструмент в техноло-гических системах: Междунар. научно - техн. Сб. Харьков: НТУ«ХПИ», 2008. С. 9 – 15. (Верещака А.С.)
- Технологическая оптимизация процессов алмазной обработки керами-ки на основе системного анализа / Резание и инструмент в технологических системах: Междунар. научно - техн. Сб. Харьков: НТУ «ХПИ», 2008. С.16-18.
- Повышение эффективности процесса гидродинамической алмазной доводки керамики ВК-100 // Производство. Технология. Экология. (ПРОТЕК-2008) / Материалы международ. конф. М.: МГТУ «СТАНКИН». 2008. С. (Верещака А.С.)
- Оптимизация процессов алмазной обработки керамики на основе сис-темного анализа / Производство. Технология. Экология. (ПРОТЕК-2008) / Материалы международ. конф. М.: МГТУ «СТАНКИН», 2008. С.16 – 18.
- Оперативное управление подготовкой производства и диагностирова-ние производственной программы в условиях неопределенности / Оптими-зация процессов резания, разработка и эксплуатация мехатронных станочных систем: межвузовский науч. Сб. Уфа: УГАТУ, 2009. ISBN 978-5-68911-966-7. С.71 – 80. (Верещака А.С., Муравьев Н.С., Соломахин А.А.)
- Формирование эксплуатационных характеристик триботехнической ке-рамики методами алмазной доводки / Техника и технологии трибологических исследований: Материалы II Международного семинара. Иваново. 22-23 октября 2009 г. Иваново: ИвГУ, 2009. ISBN № 978-5-7807-0781-3. С.14 – 16.
- Закономерности механической обработки корундовой керамики свя-занным абразивом / Техника и технологии трибологических исследований: Материалы II Международного семинара. Иваново. 22-23 октября 2009 г. Иваново: ИвГУ, 2009. ISBN № 978-5-7807-0781-3. С.42 – 45. (Куликов М.Ю., Яковчик Е.В., Нечаев Д.А.)
- Оптимизация архитектуры нейросетей с целью моделирования про-цессов диспергирования / Техника и технологии трибологических исследо-ваний: тезисы докладов II Международного семинара. Иваново. 22-23 октября 2009 г. Иваново: ИвГУ, 2009. ISBN № 978-5-7807-0781-3. С.58 – 63. (Климов А.Б., Филимонов А.В.)
- Управление подготовкой производства и диагностирование произ-водственной программы в условиях неопределенности / Материалы научно-практич. конф. МТИ-2010. Москва. 30 ноября – 1 декабря 2010г. М.: МГТУ «Станкин», 2010. С.17 – 21. (Верещака А.С., Муравьев Н.С., Кнутова Е.Е.)
- Обеспечение качества прецизионной обработки керамических компо-зиционных материалов методами алмазной доводки поверхностей / Там же. С.22 – 30. (Верещака А.С., Муравьев Н.С., Кнутова Е.Е.)
- Технологическая наследственность показателей качества изделий из технической керамики // Сб. статей Региональной научно-практич. конф. Кинешма: КФ ГОУ МГИУ, 2010. С. 18 – 24. (Любимова Ю.В.)
- Статистические закономерности процесса диспергирования керамических материалов методами алмазной доводки / «Физика, химия, ме-ханика трибосистем / Межвузовский сб. науч. трудов. Иваново: ИвГУ, 2010. Вып. 9. С.41 – 48. (Кнутова Е.Е..)
- Экономико-экологическая модель управления производственными сис-темами / «Управление качеством – 2011»: Труды научно-практич. конф. М.: Изд-во «МАТИ» – РГТУ, 2011. С. 61 – 63. (Муравьев Н.С., Смирнов С.В.)
- Бахарев В.П. Основы проектирования и конструирования в машино-строении. [Текст] в 2-х ч.: Ч.2. «Моделирование и прогнозирование развития технических систем машиностроения. Старый Оскол: ТНТ, 2009. 240с.
Автореферат диссертации
на соискание ученой степени доктора технических наук
Бахарев Вениамин Павлович
Обеспечение качества поверхности изделий из керамических материалов на операциях прецизионной алмазной обработки
Подписано в печать
Формат 60х90 1/16. Бумага 80 г/м2
Усл. печ. л. 2,5. Тираж 140 экз. Заказ