

Исследование качества поверхностного слоя при дробеструйной обработке в ремонтном производстве
На правах рукописи
Бардинова Светлана Николаевна
ИССЛЕДОВАНИЕ КАЧЕСТВА ПОВЕРХНОСТНОГО СЛОЯ ПРИ ДРОБЕСТРУЙНОЙ ОБРАБОТКЕ В РЕМОНТНОМ ПРОИЗВОДСТВЕ
| Специальность | 05.02.08 – | Технология машиностроения |
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Рыбинск – 2013
Работа выполнена в Федеральном государственном бюджетном образовательном учреждении высшего профессионального образования - Рыбинском государственном авиационном техническом университете имени
П. А. Соловьева.
| Научный руководитель | Заслуженный деятель науки и техники РФ, доктор технических наук, профессор Безъязычный Вячеслав Феоктистович |
| Официальные оппоненты | Дмитрий Львович Соловьев, доктор технических наук, профессор кафедры «Автоматизация проектирования машин и технологических процессов» Муромского института филиала Владимирского ФГБОУ ВПО Владимирский государственный университет им. А. Г. и Н. Г. Столетовых Алексей Станиславович Букатый, кандидат технических наук, старший преподаватель кафедры «Технология машиностроения» ФГБОУ ВПО Ярославский государственный технический университет |
| Ведущая организация | ФГБОУ ВПО Брянский государственный технический университет, г. Брянск |
Защита диссертации состоится 25 декабря 2013 г. в 12 часов на заседании диссертационного совета Д 212.210.01 в Федеральном государственном бюджетном образовательном учреждении высшего профессионального образования - Рыбинском государственном авиационном техническом университете имени П. А. Соловьева по адресу: 152934, г. Рыбинск, Ярославской области, ул. Пушкина, 53, ауд. Г – 237.
С диссертацией можно ознакомиться в библиотеке Федеральном государственном бюджетном образовательном учреждении высшего профессионального образования - Рыбинском государственном авиационном техническом университете имени П. А. Соловьева.
Автореферат разослан 22 ноября 2013 г.
Ученый секретарь
диссертационного совета Конюхов Борис Михайлович
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность темы. Развитие технологии машиностроения характеризуется совершенствованием технологических методов и приемов преобразования исходного материала детали в состояние, соответствующее условиям эксплуатации изделий.
В данной работе рассматриваются вопросы, связанные с решением проблемы по определению условий обработки с целью достижения качественных показателей поверхностного слоя детали с обеспечением требуемых эксплуатационных свойств, а именно, износостойкости и усталостной прочности, и, как следствие, повышения надежности и долговечности на примере лопаток ротора и статора 1-8 ступеней и 9-11 ступеней компрессора высокого давления из материала ВТ6 и ЭИ787 соответственно при проведении капитального ремонта двигателей ГТД из серии Д-30КУ/КП.
Выбор указанной проблемы связан с тем что, несмотря на значительный период изготовления двигателей, отсутствует методика оптимального выбора метода ремонта при получении требуемой шероховатости поверхности и обеспечении износостойкости и усталостной прочности лопаток статора и ротора компрессора высокого давления с учетом их себестоимости. Это обязательно приведет к необоснованно большим экономическим потерям.
Несмотря на большой опыт практического применения методов поверхностного пластического деформирования для упрочнения деталей, исследования в области поверхностного пластического деформирования до сих пор не сложилось научно-обоснованных методик оценки эффективности упрочнения, выбора оптимального метода и режима обработки. Существующие расчетные зависимости по определению параметров поверхностного пластического деформирования базируются на разных методологических принципах и моделях, что препятствует комплексному подходу к анализу явлений, протекающих в поверхностном слое при поверхностном пластическом деформировании.
Степень разработанности темы
Большие заслуги в области повышения сопротивления усталости деталей принадлежат таким ученым как И. В. Кудрявцев, А. П. Бабичев, Л. Г. Одинцов, В. В. Петросов, Э. В. Рыжов, А. Г. Суслов, В. М. Смелянский, Д. Д. Папшев,
А. В. Киричек и др. Интерес в области повышения выносливости материалов представляют работы А. М. Сулимы, М. И. Евстигнеева, С. В. Серенсена. Эти работы посвящены изучению остаточных напряжений в поверхностном слое.
В некоторых работах приведены теоретические и экспериментальные исследования влияния технологических факторов на упрочнение поверхностного слоя.
Исследования в этом направлении обусловлены необходимостью изучения связей между характеристиками качества поверхностей и параметрами обработки, а также эксплуатационными свойствами деталей. Кроме того, необходима разработка обоснованных методик оценки технологических возможностей и производительности дробеструйного метода обработки, а также математических зависимостей, позволяющих рассчитывать параметры обработки с помощью ЭВМ.
Цель работы
Исследование качества поверхностного слоя при дробеструйной обработке при выполнении ремонта деталей ГТД, выявление общих закономерностей формирования поверхностного слоя при дробеструйном упрочнении.
Для того, чтобы достичь поставленные в работе цели, необходимо решить следующие задачи:
- Анализ процесса формирования поверхностного слоя при дробеструйном упрочнении.
- Установление расчетных зависимостей шероховатости поверхности, глубины и степени наклепа поверхностного слоя от технологических условий обработки при дробеструйном упрочнении.
- Проведение экспериментальных исследований влияния различных условий обработки на качество поверхностного слоя.
- Сопоставление результатов расчета и экспериментов.
- Разработка практических рекомендаций по обеспечению качества поверхностного слоя деталей при дробеструйном упрочнении при ремонте деталей ГТД.
Научная новизна
- Установление расчетных зависимостей шероховатости поверхности, глубины и степени наклепа поверхностного слоя от технологических условий обработки при дробеструйном упрочнении
- Разработка алгоритма назначения режимов обработки при дробеструйном упрочнении, условием оптимизации которой является качество поверхностного слоя (шероховатость поверхности, и свойства поверхностного слоя). Приводится взаимосвязь технологических параметров с параметрами поверхностного слоя.
Теоретическая и практическая ценность работы
- Результатом исследования является обоснование выбора технологии ремонта деталей газотурбинных двигателей с применением дробеструйного упрочнения.
- Установленные расчетные зависимости шероховатости поверхности, глубины и степени наклепа поверхностного слоя от технологических условий обработки при дробеструйном упрочнении могут использоваться при ремонте деталей газотурбинных двигателей.
- Разработанная методика и алгоритм назначения режимов при дробеструйной обработке позволяет выбирать оптимальные условия упрочнения с учетом заданных показателей качества ремонтируемой детали.
Методологическая основа работы - системный подход к описанию и изучению взаимосвязи технологических факторов с параметрами состояния поверхностного слоя, т.е. определение внутренних закономерностей процесса формирования поверхностного слоя с параметрами его состояния.
Теоретические исследования основаны на основных положениях технологии машиностроения и представления о формировании эксплуатационных свойств деталей машин и качества поверхностного слоя.
Экспериментальные исследования основываются на современных статистических математических методах, методах обработки экспериментальных данных на базе математического анализа.
При выполнении работы были использованы прогрессивные методы оценки процессов механической обработки, параметров качества поверхностного слоя деталей и показателей, характеризующие сопротивление усталости лопаток.
В данной работе представлены конструктивная особенность лопаток авиационных двигателей и повышение надежности лопаток при использовании методов поверхностной пластической деформации, описана существующая технология ремонта лопаток и дано представление о применении дробеструйного упрочнения при восстановительном ремонте деталей газотурбинных двигателей после эксплуатации.
Положения, выносимые на защиту
- Математическая модель зависимости шероховатости поверхности, от технологических условий обработки при дробеструйном упрочнении.
- Математическая модель зависимости глубины и степени наклепа поверхностного слоя от технологических условий обработки при дробеструйном упрочнении.
- Методика и алгоритм назначения режимов обработки при дробеструйном упрочнении, условием оптимизации которой является качество поверхностного слоя (шероховатость поверхности, и свойства поверхностного слоя).
Апробация работы
Основные положения настоящей работы доложены и обсуждены на XV международной научно-технической конференции «Фундаментальные проблемы техники и технологии – Технология – 2012», Орёл, 2012; Международной научно – технической конференции «Механика ударно – волновых процессов в технологических системах», Ростов – на – Дону, 2012; IV международной научно-технической конференции «Наукоемкие технологии в машиностроении и авиадвигателестроении- 2012», Рыбинск, 2012.
Публикации. По теме диссертации опубликовано 8 работ в различных журналах и сборниках научных трудов, в том числе 3 – в изданиях, рекомендованных ВАК.
Структура и объём работы. Диссертационная работа состоит из введения, четырех глав, общих выводов по работе, списка использованных источников. Объем работы – 129 страниц машинописного текста, включающего 70 рисунков, 24 таблицы, 79 формул, список использованных источников из 71 наименования.
СОДЕРЖАНИЕ РАБОТЫ
Во введении обоснована актуальность темы диссертационной работы, изложены цель и задачи исследований, представлены направления исследований.
В первой главе проанализированы причины разрушения и изнашивания лопаток ГТД и обозначена проблема обеспечения требуемого качества поверхностного слоя при ремонте и увеличения ремонтопригодности деталей. На основании литературных данных описана сущность процесса поверхностного пластического деформирования (ППД), представлен подробный анализ выполненных ранее исследований в области физики процесса обработки, основанного на пластическом деформировании и указаны основные подходы к оценке эффективности дробеструйной обработки. Рассмотрены методы обработки дробью, выполнен анализ научных работ в области обеспечения точности обработки и качества поверхностного слоя обрабатываемых деталей методами ППД. Рассмотрены результаты исследований работ в области производительности метода ППД потоком обрабатывающих тел. Проанализированы технические возможности существующих методов ППД и установлено что, несмотря на определенные успехи в разработке и практическом освоении методов дробеструйной обработки, выбор режимов производится в большинстве случаев на основании экспериментальных данных и эмпирических соотношений.
После проведенного анализа проблем сформулированы цель и задачи исследования.
Во второй главе предпринимается попытка выявления общих закономерностей формирования поверхностного слоя при дробеструйном упрочнении. Приводится схема единичного взаимодействия дробинки с обрабатываемым материалом, условно определенным как пластическое полупространство. Проанализированы исследования ученых в области накопления энергии деформации для различных металлов, видов деформации и температур испытаний, на основании которых можно утверждать, что процесс накопления в поверхностном слое скрытой энергии деформации при дробеструйном упрочнении идентичен процессу накопления скрытой энергии при других видах упрочнения.
Энергию деформации Е, накопленную в материале при образовании дислокаций, возможно определить по формуле, предложенной автором:
 (1)
(1)
где Еуд – удельная накопленная энергия, Дж/м3; G – модуль сдвига материала детали; Q – коэффициент пропорциональности, который равен (0,5-1) Н/м2; – параметр междислокационного воздействия; ВЭ – предел прочности электротехнической стали, принятой за эталон, МПа; В – предел прочности обрабатываемого материала, МПа; hH – глубина наклепа, мкм; Р – сила деформирования, Н; Т – предел текучести материала обрабатываемой детали, МПа.
Зависимость остаточных напряжений от степени пластической деформации при дробеструйной обработке и их влияние на усталостную прочность материала трудно сопоставить, так как они приводятся применительно к определенным материалам в одном структурном состоянии.
На базе общей модели деформационного упрочнения металлов, построением которой занимались многие ученые, среди которых Г. Тейлор, Н. Мотт, А. Зегер, П. Хирш, получена формула для определения степени наклепа H через удельную энергию образовавшеся при пластической деформации:
 , (2)
, (2)
где ![]() - исходная микротвердость металла по Виккерсу. После преобразования формула (2) примет вид:
- исходная микротвердость металла по Виккерсу. После преобразования формула (2) примет вид:
 (3)
(3)
Таким образом, выражение для определения степени наклепа при дробеструйной обработке примет вид:
 , (4)
, (4)
где h - глубина наклепа, мкм.
Для установления расчетной зависимости глубины наклепа поверхностного слоя от технологических условий обработки при дробеструйном упрочнении процесс обработки дробью рассмотривается как дискретный процесс независимых последовательных ударов стальных шариков без учета перекрытия их отпечатков (рис.1, 2).
Силу удара дробинки при упрочнении можно определить по формуле:
 (5)
(5)
где m – масса дробинки, v0 – скорость дробинки, t0 – время удара дробинки при ударе, k – коэффициент восстановления скорости при ударе, – угол атаки дроби.
Скорость движения дроби в газоабразивной среде определим как:
 (6)
(6)
где l – длина сопла, г, д – плотность воздуха и материала дроби, D – диаметр дроби, vг – скорость газа, зависящая от его давления и диаметра сопла.
Исследованием Я.Н. Отения установлено, что
 (7)
(7)
Подставив выражение для силы удара и скорости дробинки в формулу (7), получим выражение для определения глубины наклепа:
 (8)
(8)
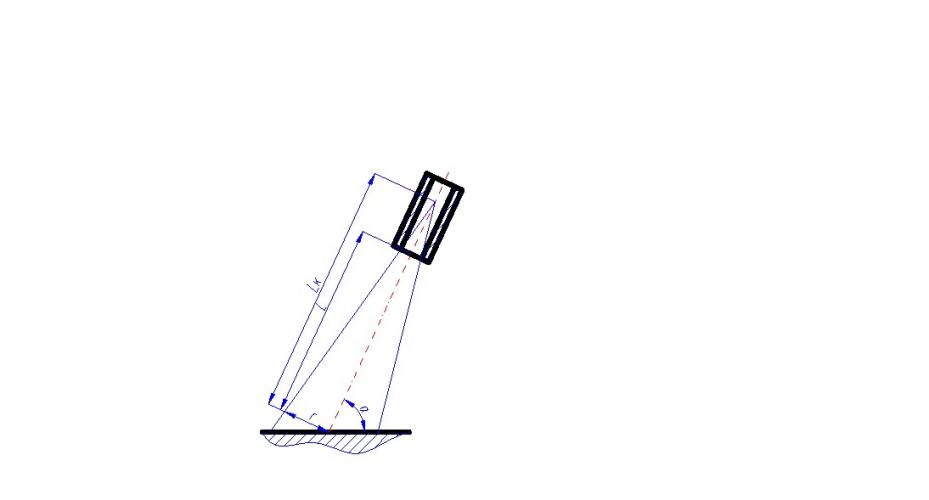 | 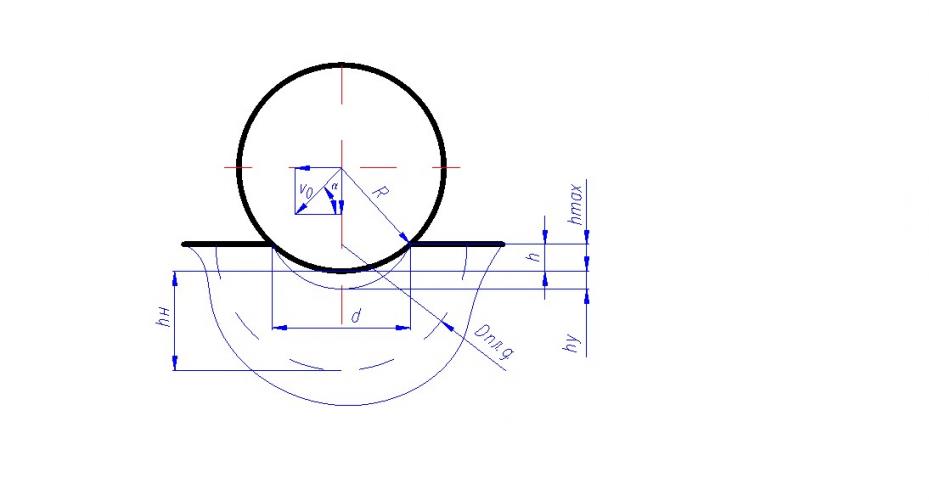 |
| Рисунок 1. Схема взаимодействия потока дроби с обрабатываемой поверхностью. | Рисунок 2. Схема взаимодействия дроби с обрабатываемой поверхностью. |
Коэффициент восстановления скорости при ударе k можно определить по формуле, предложенной Муминовым М. Р:
 (9)
(9)
где R – радиус дроби, НВ – твердость обрабатываемого материала по Бринеллю, Адин – кинетическая энергия дробинки, Епр – приведенный модуль упругости материалов контактируемых поверхностей.
Скорость воздуха, проходящего через сопло, можно определить по формуле:
 (10)
(10)
где d – диаметр сопла, q – объемный расход воздуха, м3/ч.
Объемный расход воздуха q можно определить, используя следующее выражение:
 (11)
(11)
где С – поправочный коэффициент по пропускной способности сопла; А – площадь сечения сопла, м2; Ра – абсолютное давление газа перед соплом, Па; г – плотность газа, кг/м3; k1 = cp/cv, где cp – удельная теплоемкость при постоянном давлении, Дж/(Кмоль), cv – удельная теплоемкость при постоянной температуре, Дж/(Кмоль), для воздуха k1 =1,4; М – молекулярная масса газа, кг/кмоль; Z – коэффициент сжимаемости газа при определенном давлении и температуре, принимаем Z =1; Т – температура газа перед соплом.
Подставляем выражение для определения скорости воздуха, проходящего через сопло (10) в выражение (8), получим выражение для определения глубины наклепа:
 , (12)
, (12)
Подставляем выражение для определения глубины наклепа hH (12) в выражение (4), получим выражение для определения степени наклепа H с учетом технологических условий обработки:
 (13)
(13)
Выполнено расчетное определение шероховатости с учетом технологических условий обработки, которая зависит от исходной шероховатости, скорости, угла атаки, размера дроби, времени обработки:
 (14)
(14)
где Rzисх – исходная шероховатость поверхности, мкм; m – масса дроби, кг; v0 – скорость дроби, кг/ч; D – диаметр дроби, м; hmax – максимальная глубина внедрения дроби, мкм; Адин – кинетическая энергия дробинки; Ауд – удельная энергия, сконцентрированная в восстановленном объёме отпечатка; k – коэффициент восстановления скорости при ударе; Т – предел текучести материала обрабатываемой детали, МПа.
Третья глава посвящена экспериментальным исследованиям образцов.
Обработку образцов проводили на дробеструйной установке фирмы “Rsler” VB 130. Факторами, определяющим эффективность и трудоемкость технологического процесса являются давление воздуха, продолжительность обработки, расстояние образца до сопла, диаметр дроби. Фотографии поверхностей сплава ЭИ787 и ВТ6 представлены на рисунке (3):
 | 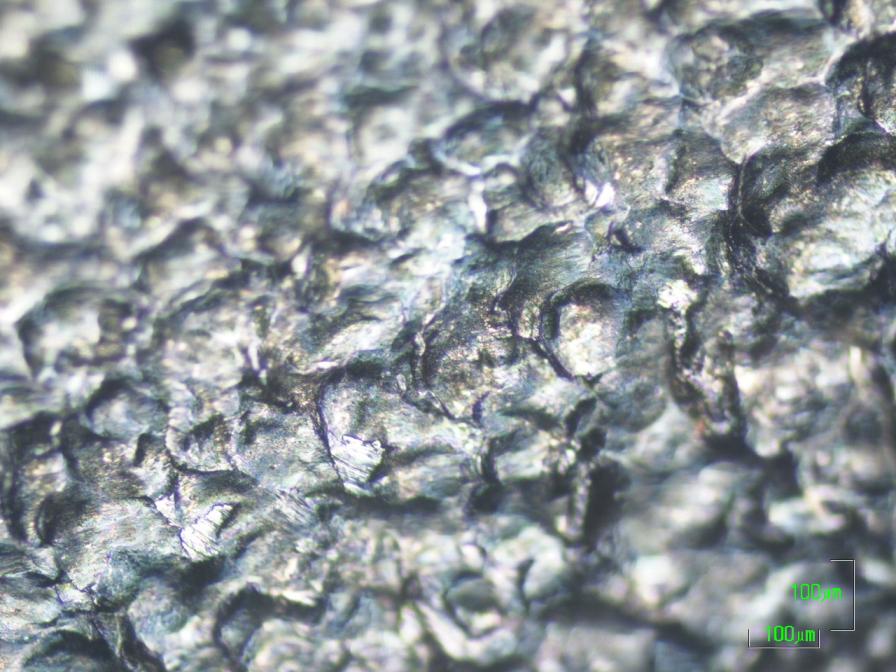 | 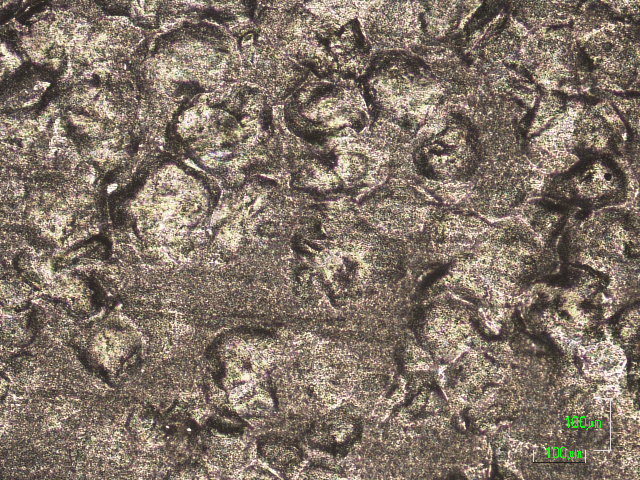 | 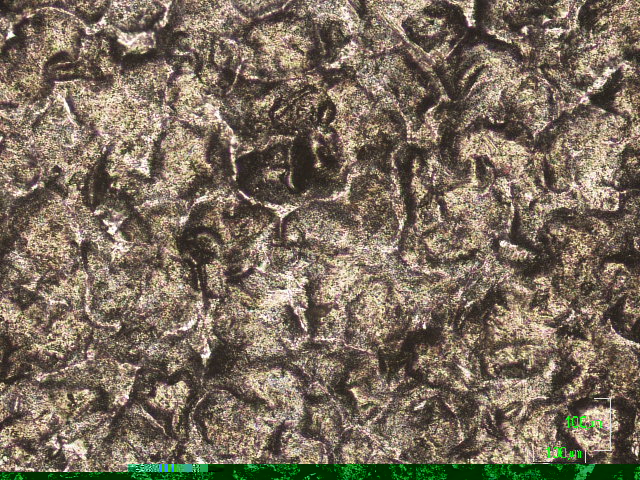 |
| Р=0,2 МПа ЭИ787 | Р=0,3 МПа ЭИ787 | Р=0,2 МПа ВТ6 | Р =0,3 МПа ВТ6 |
Рисунок 3 - Внешний вид поверхности образцов из материала ЭИ787 и ВТ6 после обработки при угле атаки 45, расстояние 125 мм (х 100)
При сопоставлении шероховатости поверхностей можно сделать вывод, что с увеличением твердости обрабатываемого материала возрастание шероховатости замедляется. Величина шероховатости зависит от давления воздуха, количества проходов и пластических свойств материала.
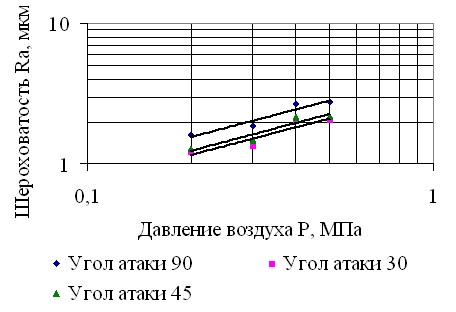 | Рисунок 4 - Зависимость шероховатости поверхности образца из материала ВТ6 от давления воздуха (расстояние от поверхности образца до торца сопла L=125 мм) |
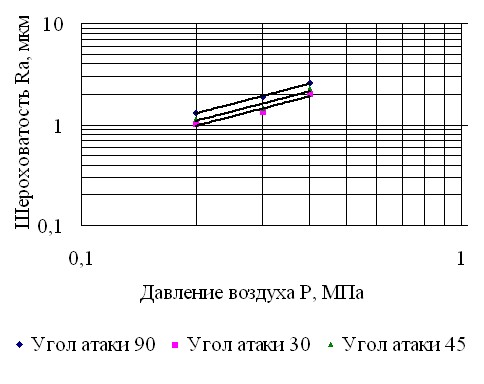 | Рисунок 5 - Зависимость шероховатости поверхности образца из материала ЭИ787 от давления воздуха (расстояние от поверхности образца до торца сопла L=125 мм) |
После выполнения анализа графиков формула для определения шероховатости поверхности Ra от технологических параметров обработки будет иметь вид:
 , (15)
, (15)
где E – модуль упругости обрабатываемого материала, МПа;
Р – давление воздуха, МПа; L – расстояние от поверхности образца до торца сопла, мм; – угол атаки дроби.
В результате анализа можно сделать вывод, что значительное влияние на шероховатость поверхности оказывают режимы обработки.
Степень наклепа определялась по изменению микротвердости на поверхности и в сердцевине образца (рисунок 6).
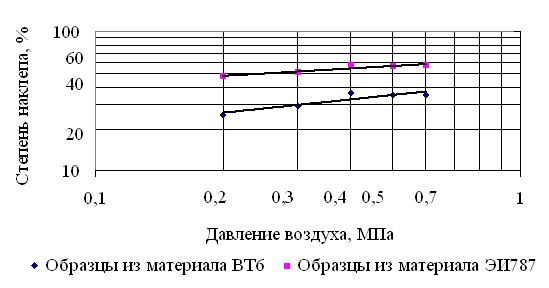 | Рисунок 6 – Изменение степени наклепа образцов из материалов ВТ6 и ЭИ787 в зависимости от давления (расстояние от сопла до обрабатываемой поверхности L=125 мм, угол атаки 45). |
Анализируя графики взаимосвязи степени наклепа образцов из материалов ВТ6 и ЭИ787 от давления воздуха и расстояния до торца сопла получили зависимости для указанных материалов. В общем виде формула для определения степени наклепа поверхности HV от технологических параметров обработки имеет вид:
 (16)
(16)
где Е – модуль упругости обрабатываемого материала, МПа;
Таким образом, при дробеструйной обработке наклеп, определенный измерением микротвердости составляет:
- титанового сплава ВТ6 достигает степени 36,18 %;
- сплава на железоникелевой основе ЭИ787 достигает степени 57,1 %.
Далее производилось исследование глубины наклепа на образцах из материала ВТ6 и ЭИ787, обработанных методом дробеструйного упрочнения (рисунок 7).
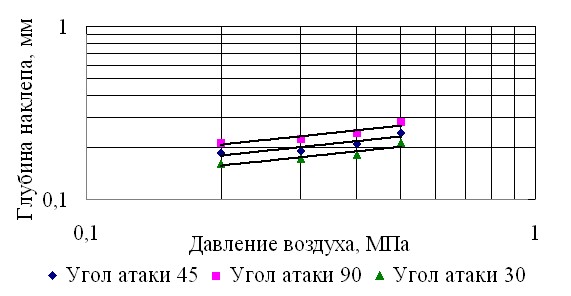 | Рисунок 7 - Изменение глубины наклепа образцов из материала ЭИ787 в зависимости от давления воздуха (расстояние от сопла до обрабатываемой поверхности L=125 мм). |
На основе математической обработки экспериментальных данных формула для определения глубины наклепа поверхности hH от технологических параметров обработки примет вид:
 , (17)
, (17)
В результате анализа экспериментальных данных можно сделать вывод, что значительное влияние на глубину наклепа поверхности оказывают режимы обработки. При увеличении давления воздуха и угла атаки дроби происходит увеличение глубины наклепа, при увеличении расстояния от торца сопла до обрабатываемой поверхности глубина наклепа уменьшается. Сопоставление расчетных и экспериментальных значений степени и глубины наклепа приведены в таблице 1.
Таблица 1- Сопоставление расчетных и экспериментальных значений степени и глубины наклепа при угле атаки дроби 45, расстоянии L=125 мм.
| Мате-риал | Давле-ние воздуха Р, МПа | Экспе-римент. значе-ние HV, % | Расчет-ное значе-ние HV, % | Погреш-ность степени наклепа,% | Экспери-мент. значение hH, мм | Расчет-ное значение hH, мм | Погреш-ность глубины наклепа,% |
| ЭИ787 | 0,2 | 47,42 | 46,49 | 2 | 0,187 | 0,203 | 7,88 |
| 0,3 | 50,65 | 57,02 | 11,17 | 0,191 | 0,249 | 23,29 | |
| 0,4 | 57,1 | 65,95 | 13,42 | 0,211 | 0,288 | 26,73 | |
| 0,5 | 55,81 | 73,7 | 24,31 | 0,243 | 0,322 | 24,53 | |
| ВТ6 | 0,2 | 29,36 | 31,82 | 7,73 | 0,143 | 0,178 | 19,66 |
| 0,3 | 36,18 | 38,97 | 7,16 | 0,178 | 0,218 | 18,34 | |
| 0,4 | 34,82 | 45,05 | 22,7 | 0,183 | 0,252 | 27,38 | |
| 0,5 | 34,82 | 49,7 | 29,9 | 0,201 | 0,281 | 28,46 |
Также проводились экспериментальные исследования остаточных напряжений, полученных при дробеструйной обработке (рисунки 8, 9).
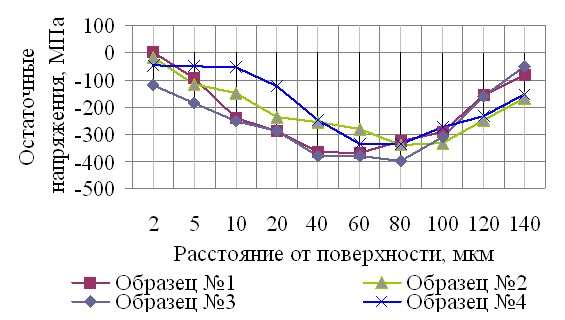 | Рисунок 8 - Результаты исследований остаточных напряжений на приборе «ПИОН-2» поверхности образцов из материала ВТ6 |
| №1-Р=0,4 МПа; L=125 мм;=90;№2-Р=0,2 МПа; L=100 мм;=90;№3-Р=0,4МПа; L=150 мм;=90;№4-Р=0,6 МПа; L=125 мм;=90; | |
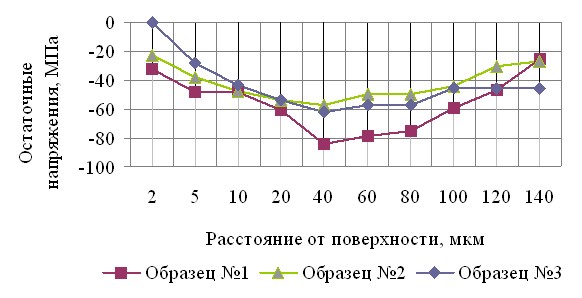 | Рисунок 9 - Результаты исследований остаточных напряжений на приборе «ПИОН-2» поверхности образцов из материала ЭИ787 |
| №1-Р=0,4 МПа; L=125 мм;=45;№2-Р=0,2 МПа; L=125 мм;=45;№3-Р=0,3МПа; L=125 мм;=45; | |
Наиболее простым методом оценки величины остаточных напряжений и управления механизмом их формирования при обработке методом дробеструйного упрочнения является определение величины прогиба образца после обработки (рисунок 10).
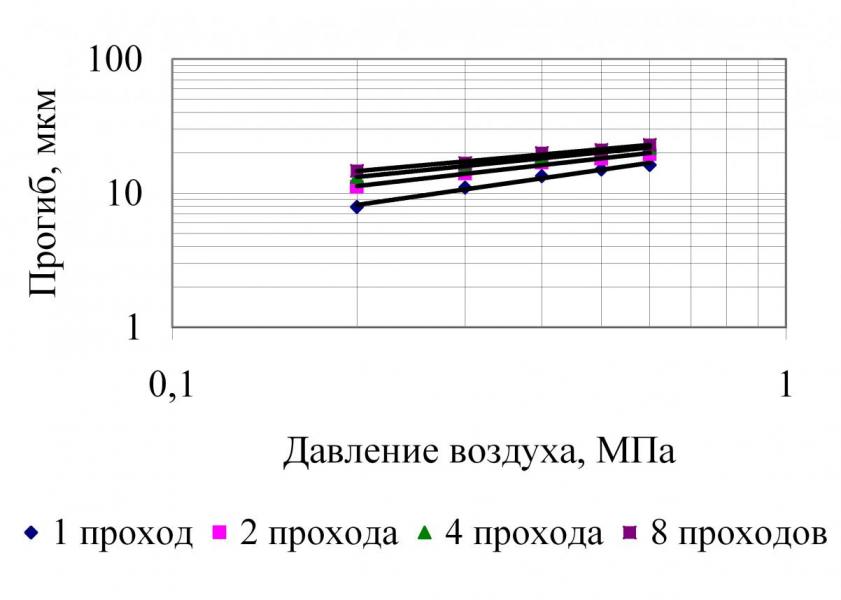 | Рисунок 10 - Зависимость прогиба образца от давления воздуха (L=125 мм, 45°) |
Анализируя графические зависимости интенсивности прогиба образцов, в общем виде формулу для определения прогиба f в зависимости от технологических параметров обработки можно представить в следующем виде:
 (19)
(19)
где Р – давление воздуха, МПа; n – количество проходов; L – расстояние от поверхности образца до торца сопла, мм; – угол атаки дроби.
Практическому использованию результатов исследования посвящена четвёртая глава.
Разработана методика и алгоритм назначения режимов обработки при дробеструйном упрочнении (рисунок 11). Приведен пример расчета режимов обработки при дробеструйном упрочнении. Основным критерием оптимизации режимов в данной методике является качество поверхностного слоя (шероховатость поверхности и свойства поверхностного слоя), т.к. именно они определяют эксплуатационные свойства деталей. Приводится взаимосвязь технологических параметров с параметрами поверхностного слоя.
Рисунок 11 – Алгоритм назначения режимов дробеструйной обработки
Общие выводы по работе
- Анализ энергетического состояния поверхностного слоя при дробеструйном упрочнении показал, что механизм накопления скрытой энергии при обработке дробью аналогичен механизму накопления скрытой энергии при других видах обработки. Данное предположение позволило установить расчетные зависимости шероховатости поверхности, глубины и степени наклепа поверхностного слоя от технологических условий обработки при дробеструйном упрочнении.
- Экспериментальные исследования дробеструйного метода обработки при ремонте деталей ГТД позволили подтвердить теоретические зависимости шероховатости обработанной поверхности, глубины и степени наклепа от режимов обработки (давления воздуха, расстояния от торца сопла до обрабатываемой поверхности, угла атаки дроби).
- Разработанные методика и алгоритм назначения технологических условий дробеструйной обработки при ремонте деталей ГТД позволят инженеру-технологу определять режимы обработки в процессе разработки технологического процесса, при которых будет сформирован необходимый поверхностный слой с указанной высотой микронеровностей и физико-механическими свойствами, снижающими время обработки деталей.
- Результаты выполненных исследований показывают, что применение дробеструйной обработки при ремонте деталей ГТД позволяет повысить качество проводимого ремонта, увеличить срок службы отремонтированных деталей.
ОСНОВНЫЕ ПУБЛИКАЦИИ ПО ТЕМЕ ДИССЕРТАЦИИ
- Бардинова С.Н. Формирование поверхностного слоя при дробеструйной обработке деталей ГТД / С.Н. Бардинова // Журнал Вестник Рыбинского государственного авиационного технического университета имени П. А. Соловьева. – Рыбинск: РГАТУ, 2013. - С. 52 – 55. (из перечня ВАК)
- Бардинова С.Н. Повышение эффективности ремонта лопаток ротора КВД / С.Н. Бардинова // Научно-технический журнал, Фундаментальные и прикладные проблемы техники и технологии - Орёл: Госуниверситет - УНПК, 2012. - № 2-6.- С. 10- 15. (из перечня ВАК)
- Безъязычный В.Ф. Анализ степени наклепа при дробеструйном упрочнении/ В.Ф. Безъязычный, Н.В. Румянцева, С.Н. Бардинова// Научно-технический и производственный журнал, Справочник. Инженерный журнал – Москва:, 2013. – № 9., С. 61 – 64. (из перечня ВАК)
4. Бардинова С.Н. Технологические рекомендации по использованию дробеструйной обработки при изготовлении деталей ГТД / С.Н. Бардинова // Сборник научных трудов Международной научно – технической конференции, Механика ударно – волновых процессов в технологических системах. – Ростов – на - Дону: ДГТУ, 2012.,С. 132 – 135.
5. Бардинова С.Н. Повышение эффективности ремонта лопаток ротора КВД/ С.Н. Бардинова // Сборник трудов XV международной научно-технической конференции, Фундаментальные проблемы техники и технологии – Технология - 2012. – Москва - Орёл: Госуниверситет - УНПК, 2012., С. 40 – 42.