

Повышение работоспособности инструментов оптимизаци ей по температуре резания
На правах рукописи
Василега Дмитрий Сергеевич
Повышение работоспособности инструментов оптимизацией по температуре резания
Специальность: 05.03.01 Технологии и оборудование механической и
физико-технической обработки
АВТОРЕФЕРАТ
диссертации на соискание учёной степени
кандидата технических наук
Тюмень – 2009
Работа выполнена на кафедре «Станки и инструменты» государственного образовательного учреждения высшего профессионального образования «Тюменский государственный нефтегазовый университет»
Научный руководитель доктор технических наук, профессор
Артамонов Евгений Владимирович.
Официальные оппоненты доктор технических наук, профессор
Шаламов Виктор Георгиевич.
кандидат технических наук, доцент Губанов Виктор Федорович.
Ведущая организация ЗАО «Тюменские авиадвигатели»
Защита состоится 09.06.2009г. в 15 час. 00 мин. на заседании диссертационного совета Д 212.273.09 в Тюменском государственном нефтегазовом университете по адресу: 625000, г. Тюмень, ул. Володарского 38, зал им. Косухина.
Факс: (3452) 25-10-94
С диссертацией можно ознакомиться в библиотеке Тюменского государственного нефтегазового университета.
Автореферат разослан «____»____________2009г.
Ученый секретарь диссертационного совета,
доктор технических наук Сысоев Ю.Г.
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность. Эффективность машиностроительного производства во многом определяется используемым металлорежущим инструментом. В настоящее время наибольшее распространение получили сборные инструменты со сменными многогранными пластинами (СМП) из инструментальных твердых сплавов (ИТС). Производственная статистика свидетельствует о том, что на долю отказов инструментов с СМП из инструментальных твердых сплавов в результате разрушения пластин приходится 70-75%. В большинстве случаев это связано с неправильным выбором ИТС или режимов резания. Существует большое количество практических рекомендаций в каталогах и справочниках ведущих инструментальных фирм по выбору ИТС и назначению режимов резания, которые созданы на основе продолжительных, дорогостоящих экспериментальных исследований в производственных условиях. Однако, не существует методики выбора ИТС и режимов резания, обеспечивающих условия максимальной работоспособности сборных инструментов с СМП. Существенное влияние на работоспособность сборного инструмента оказывают физико-механические характеристики как инструментальных, так и обрабатываемых материалов, которые существенно изменяются в зависимости от температуры. Поэтому, разработка методики выбора ИТС и режимов резания, обеспечивающих условия максимальной работоспособности сборных инструментов с СМП путем оптимизации по температуре физико-механических характеристик материалов является актуальной проблемой.
Целью работы является повышение работоспособности сборных режущих инструментов с СМП путем оптимизации по температуре резания, определяемой по температурным зависимостям физико-механических характеристик инструментальных и обрабатываемых материалов.
Для достижения цели в работе поставлены следующие задачи:
- Исследовать влияние температуры на коэффициент интенсивности напряжений КIc, характеризующий вязкость разрушения (трещиностойкость) ИТС, и на работоспособность сменных режущих пластин.
- Исследовать влияние температуры на физико-механические характеристики и обрабатываемость материалов.
- Разработать методы повышения работоспособности твердосплавных инструментов путем оптимизации по температуре резания, определяемой по температурным зависимостям физико-механических характеристик инструментальных и обрабатываемых материалов.
Методы исследований. Исследования проводились с помощью методов экспериментальной механики. Определение влияния температуры на вязкость разрушения (трещиностойкость) инструментальных твердых сплавов, а так же на работоспособность сборного инструмента и обрабатываемость материалов проводилось по известным методикам с применением новых разработанных установок и приспособлений.
Достоверность результатов исследований подтверждается хорошей корреляцией с результатами многолетних опытных данных исследователей-предшественников. Повышение работоспособности инструментов с пластинами из ИТС подтверждено результатами экспериментов и внедрением разработанных методик на производстве.
Научная новизна:
1. Установлено экспериментально, что каждый инструментальный твердый сплав имеет свою температуру максимальной вязкости разрушения (трещиностойкости), определяемую по коэффициенту интенсивности напряжений КIc, которая соответствует температуре максимальной работоспособности ИТС.
2. Установлено, что каждый обрабатываемый материал имеет свою температуру максимальной обрабатываемости, которая может быть определена по экстремальным значениям температурной зависимости физико-механических характеристик или критической точке Ас3 (Асm) этих материалов.
3. Установлено, что температура максимальной работоспособности сборных инструментов со сменными режущими пластинами из твердых сплавов может быть определена по температурам максимальной вязкости разрушения (трещиностойкости) ИТС и максимальной обрабатываемости материала.
Практическая ценность и реализация результатов исследований:
1. Разработана методика определения диапазона температур максимальной работоспособности ИТС, определяемого по зависимости коэффициента интенсивности напряжений КIc от температуры.
2. Разработана методика определения температуры максимальной обрабатываемости материала по экстремальным значениям температурной зависимости физико-механических характеристик или критической точке Ас3 (Асm) этого материала.
3. Разработана комплексная методика выбора инструментального твердого сплава по обрабатываемому материалу и определения температуры резания, обеспечивающая условие максимальной работоспособности режущего инструмента.
Разработанные методики и новые технические решения приняты к внедрению на ОАО «Ишимский машиностроительный завод», ЗАО «Тюменские авиадвигатели», ОАО «Ишимский механический завод», ОАО «Газтурбосервис».
Результаты исследований используются при подготовке студентов по специальностям: «Металлообрабатывающие станки и комплексы», «Инструментальные системы машиностроительных производств», «Технология машиностроения».
Апробация работы и публикации. Основные положения диссертационной работы доложены на 2 международных конференциях. Опубликовано 12 печатных работ, в том числе 2 работы в изданиях, рекомендованных ВАК, и монография (в соавторстве).
Структура и объем работы. Диссертация состоит из введения, 5 глав, заключения, библиографического списка из 88 наименований, изложенных на 144 страницах машинописного текста, приложения, включает 86 рисунков, 5 таблиц.
СОДЕРЖАНИЕ РАБОТЫ
Во введении обоснована актуальность темы исследований и изложено краткое содержание работы.
В первой главе приведен литературный обзор экспериментальных и теоретических исследований по теме диссертации.
Проблеме прочности и работоспособности режущего инструмента посвятили свои работы ученые: Андреев В.С., Балакшин Б.С., Бетанели А.И., Бобров В.Ф., Васин С.А., Верещака А.С., Гордон М.Б., Грановский Г.И., Гречишников В.А., Григорьев С.Н., Даниелян А.М., Древаль А.Е., Ефимович И.А., Зорев Н.Н., Кабалдин Ю.Г., Клушин М.И., Кирсанов С.В., Кушнер В.С., Лоладзе Т.Н., Макаров А.Д., Маргулис Д.К., Мелихов В.В., Мирнов И.Я., Остафьев В.А., Петрушин С.И., Подпоркин В.Г., Подураев В.Н., Полетика М.Ф., Промтов А.И., Прибылов Б.П., Резников А.Н., Розенберг А.М., Розенберг Ю.А., Старков В.К., Силин С.С., Талантов Н.В., Тахман С.И., Третьяков И.П., Хает Г.Л., Хворостухин А.А., Шаламов В.Г., Утешев М.Х. и его ученики: Артамонов Е.В., Некрасов Ю.И., Барбышев Б.В.
На основании литературного анализа было установлено, что определяющими в процессе обработки материалов резанием являются как температурно-силовой фактор, так и физико-механические характеристики инструментальных твердых сплавов и обрабатываемых материалов. Изучены существующие подходы к определению условий максимальной работоспособности режущих инструментов из инструментальных твердых сплавов. Дан краткий анализ рассмотренных работ, сформулированы цель и задачи исследования.
Во второй главе на основании проведенного анализа физико-механических характеристик инструментальных твердых сплавов была высказана гипотеза о возможности определения температуры максимальной работоспособности ИТС по температурной зависимости коэффициента интенсивности напряжений КIC. Для исследования коэффициента интенсивности напряжений КIC, характеризующего вязкость разрушения (трещиностойкость) ИТС, была использована методика Палмквиста, предназначенная для определения КIC хрупких материалов путем микроиндентирования, которая не требовала подготовки специальных образцов с надрезами. Однако, стандартные установки и методы подогрева образцов не могли быть использованы, так как оказались либо слишком громоздкими, либо не обеспечивали требуемый диапазон регулирования и поддержания постоянной температуры в ходе всего испытания.
В соответствии с физической моделью эффекта Пельтье была разработана установка, предназначенная для подогрева твердосплавных образцов и поддержания температуры на протяжении всего периода испытаний (рис. 1). Установка для подогрева образцов из ИТС состоит из корпуса столика 1, керамической подложки 2, пластин 3, керамических изоляторов 4, токоподводящих пластин 5 и 6, на одну из которых нанесен полупроводниковый слой, винтов 7, образца из ИТС 8, источника питания 14,
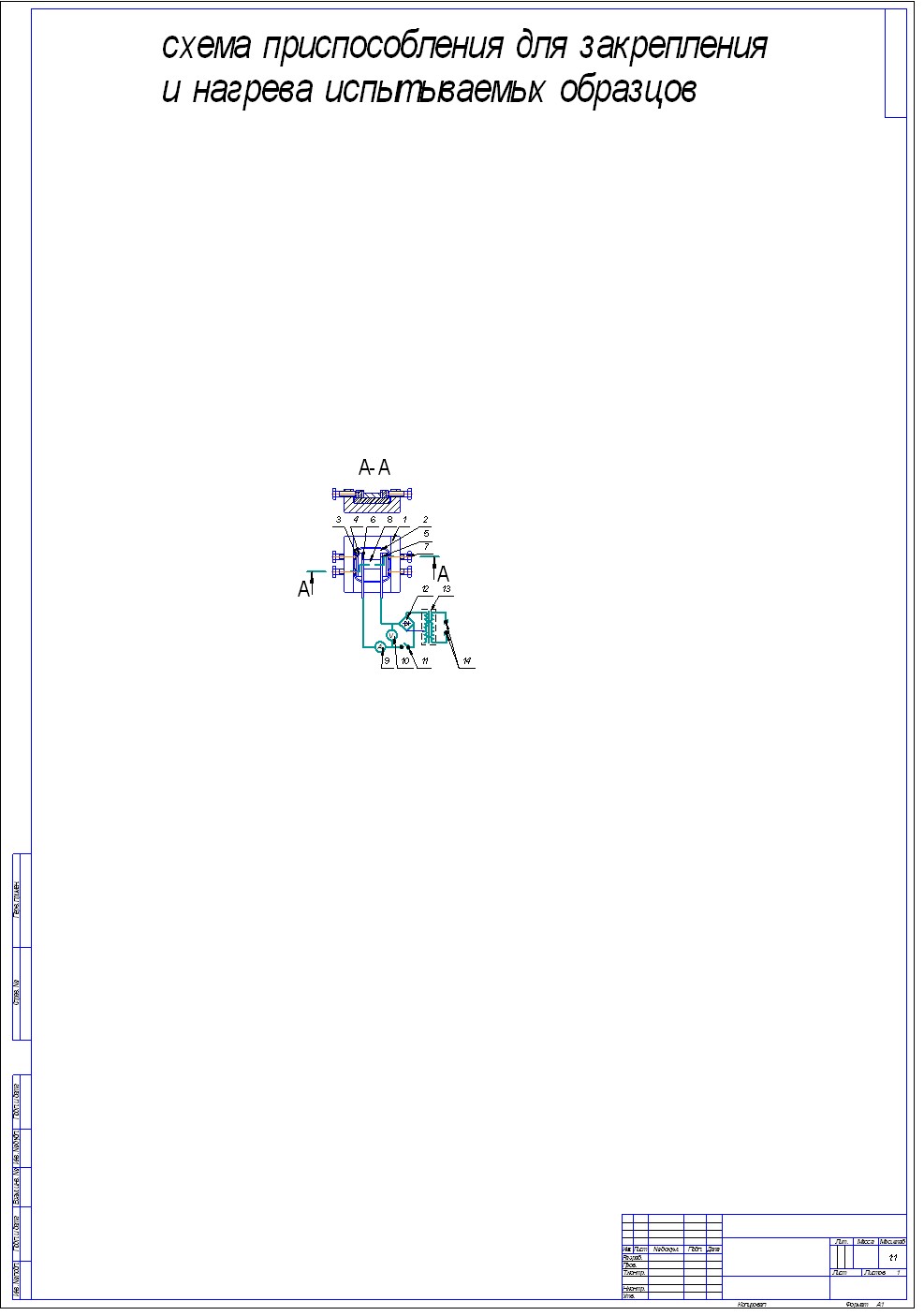 | лабораторного трансфор-матора 13, выпрямителя 12, ключа 11, вольтметра 10 и амперметра 9. Для получения температурной зависимости коэффициента интенсивности напряжений КIC были выбраны три представителя однокарбидных твердых сплавов ВК6м, ВК8 и ВК15. При проведении эксперимента был заложен интервал температур от 20 до 12000С, разбитый на промежутки по 1000С. В зоне максимальных значений коэффициента интенсивности напряже- |
| Рис. 1. Схема установки для подогрева образцов режущих пластин из ИТС |
ний КIC шаг температур уменьшен до 500С. Для получения точки на графике выводился среднеарифметический результат трех измерений значения коэффициента интенсивности напряжений КIC при данной температуре.
В процессе эксперимента были получены температурные зависимости коэффициента интенсивности напряжений КIC, представленные на рисунках 2, 3, 4.
Сложный характер зависимостей вязкости разрушения от температуры можно объяснить тем, что коэффициент интенсивности напряжений К1с является комплексной характеристикой, снижение его значений на первом участке диаграммы есть следствие плавного снижения твердости материала (величина сопротивления развитию трещины при этом остается практически постоянной), дальнейший рост на втором участке диаграммы связан со значительным повышением величины сопротивления развитию трещины, (при плавном уменьшении твердости), дальнейшее резкое снижение значений объясняется возрастающей интенсивностью падения твердости и величины сопротивления развитию трещины.
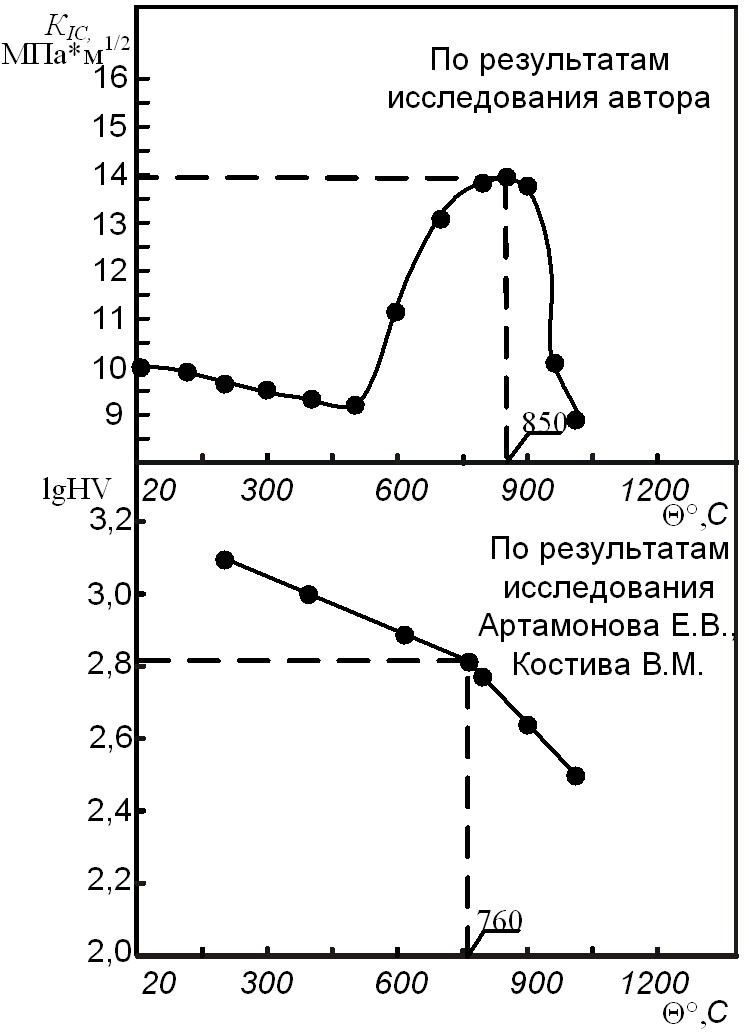 Рис. 2. Зависимости вязкости разрушения инструментального твердого сплава ВК6м (К1с; lgHV) от температуры Рис. 2. Зависимости вязкости разрушения инструментального твердого сплава ВК6м (К1с; lgHV) от температуры | 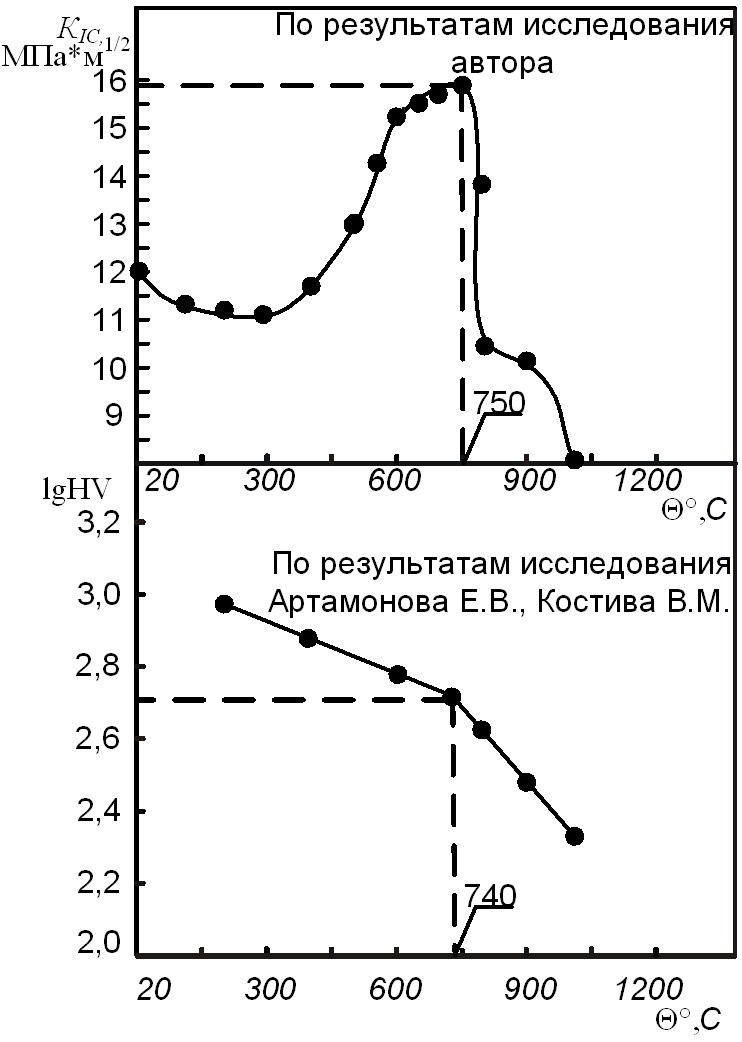 Рис. 3. Зависимости вязкости разрушения инструментального твердого сплава ВК8 (К1с; lgHV) от температуры Рис. 3. Зависимости вязкости разрушения инструментального твердого сплава ВК8 (К1с; lgHV) от температуры | |
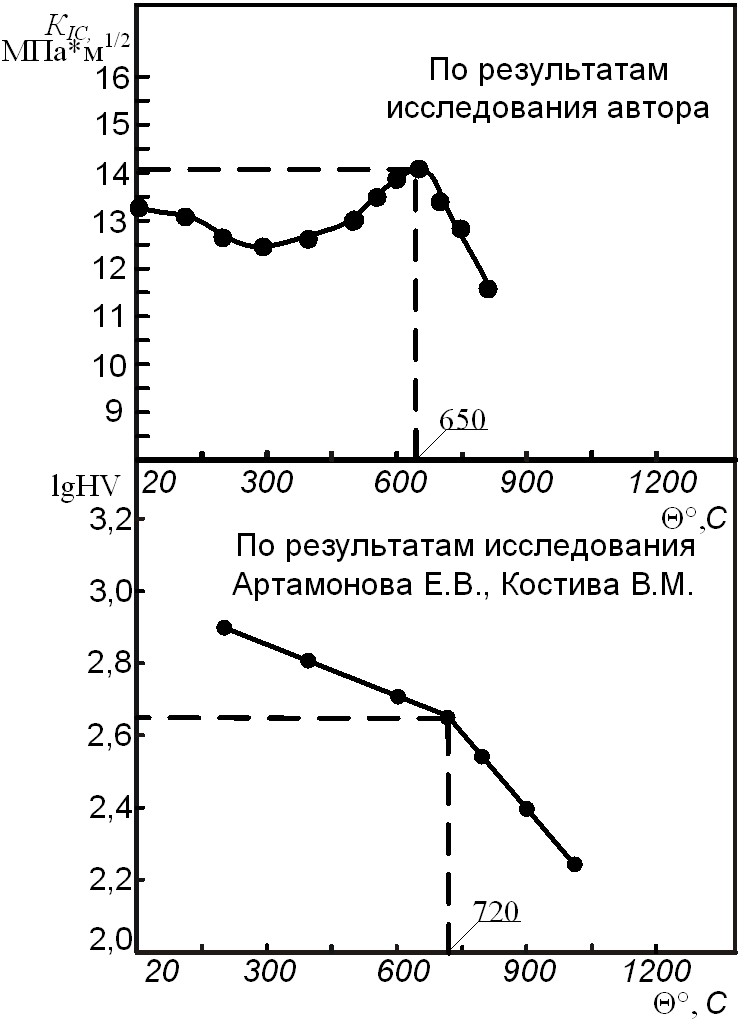 | Сравнительный анализ полученных автором температурных зависимостей К1с = f () с результатами экспериментальных исследований Артамонова Е.В. и Костива В.М. по зависимостям логарифма твердости от температуры (рис. 2, 3, 4.) показал незначительное расхождение значений температур: для сплава ВК6м – 10%, для сплава ВК8 – 1%, для сплава ВК15 – 11%. Это доказывает соответствие температур, при которых коэффициент интенсивности напряжений К1с имеет максимальные значения, температурам максимальной | |
| Рис. 4. Зависимости вязкости разрушения инструментального твердого сплава ВК15 (К1с; lgHV) от температуры | ||
работоспособности ИТС, полученным по результатам экспериментальных исследований Артамонова Е.В. и Костива В.М. Таким образом, в результате исследования влияния температуры на коэффициент интенсивности напряжений К1с, характеризующий вязкость разрушения (трещиностойкость) ИТС, установлено, что каждый инструментальный твердый сплав имеет свою температуру максимального коэффициента интенсивности напряжений КIc,которая с достаточной точностью соответствует температуре максимальной работоспособности ИТС, что доказывает сформулированную гипотезу.
В третьей главе приведены результаты исследования возможности применения температурных зависимостей физико-механических характеристик обрабатываемых материалов для определения температуры максимальной обрабатываемости материалов.
На основании литературного анализа было установлено, что со снижением пластичности и прочности обрабатываемость материалов увеличивается. Учитывая, что прочность материала монотонно убывает с увеличением температуры, а характеристики пластичности имеют экстремальный характер с минимумами при определенной температуре, было сделано предположение, что данная температура должна соответствовать температуре максимальной обрабатываемости материала.
В результате проведенной работы было установлено, что для каждого обрабатываемого материала механические характеристики (относительное
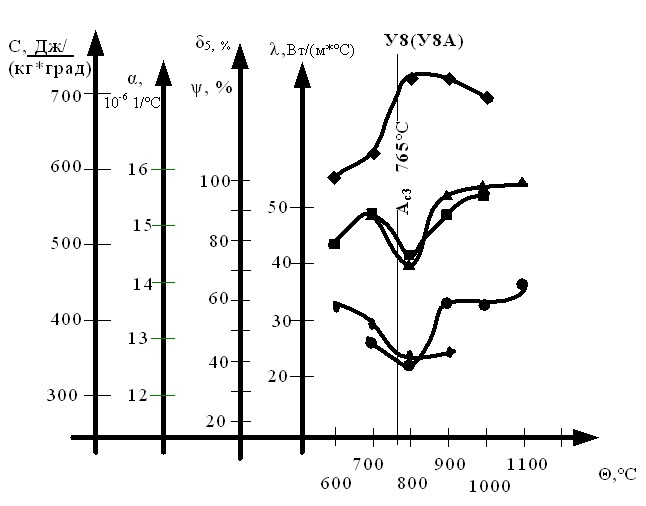 | удлинение, относительное сужение ) и физические характеристики (коэффициент температурного расширения, коэффициент теплопроводности ) имеют минимальные значения, а удельная теплоемкость материала (С) - максимальное значение при одной и той же температуре (рис. 5.), кото- |
| Рис. 5. Зависимости физико-механических характеристик стали У8А от температуры ( |
рая примерно соответствует температуре критической точки Ас3(Асm). На основании этого была высказана гипотеза о возможности определения температуры максимальной обрабатываемости материала по экстремальным значениям на температурной зависимости любой из физико-механических характеристик описанных выше или критической точке Ас3(Асm).
Сравнительный анализ результатов экспериментальных исследований температуры резания от скорости при обработке точением деталей (по данным автора), температуры максимальной обрабатываемости материала (по данным автора) и относительного поверхностного износа режущей пластины из сплава ВК8 (по данным Ефимовича И.А.), по материалам разных групп обрабатываемости показал следующее: 10Х11Н23Т2МР – IV группа (температура максимальной обрабатываемости 700°С, оптимальная температура резания по эксперименту 750°С - расхождение 7%), ХН77ТЮР – V группа (температура максимальной обрабатываемости 750°С, оптимальная температура резания по эксперименту 750°С - расхождение 0%), ХН70ВМТЮ – V группа (температура максимальной обрабатываемости 750°С (рис. 6), оптимальная температура резания по эксперименту 750°С (рис. 7) - расхождение 0%).
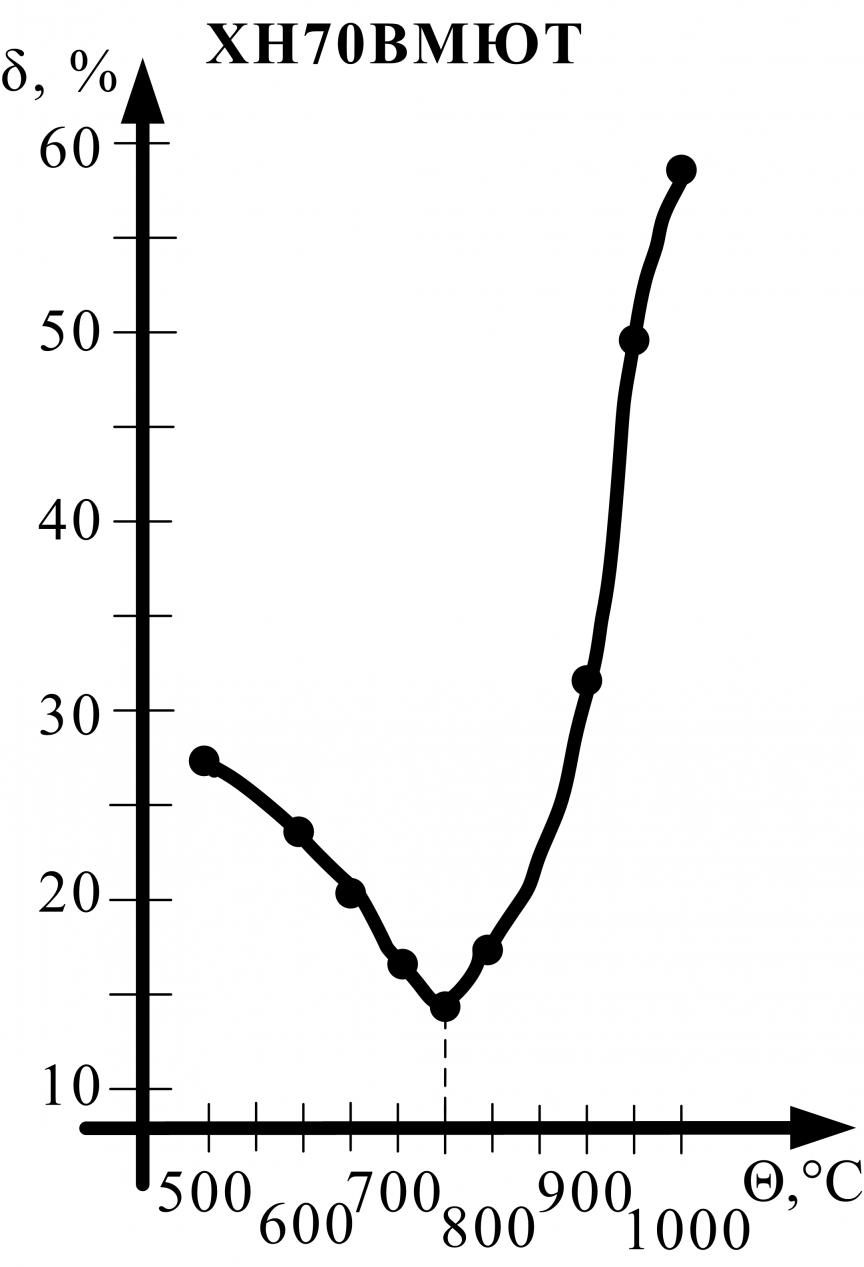 | 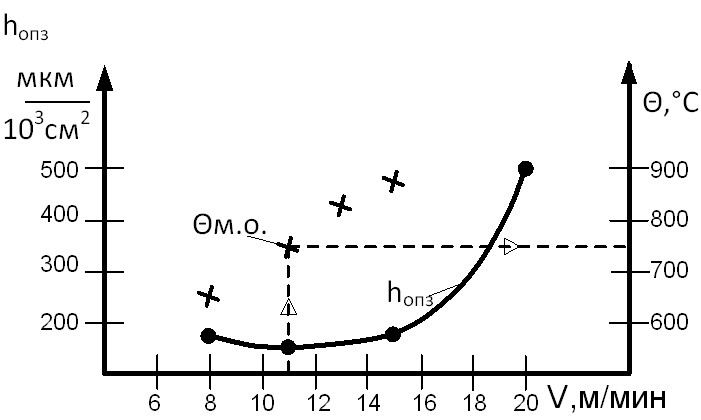 |
| Рис. 6. Зависимость относи-тельного удлинения () от температуры (ХН70ВМЮТ) | Рис. 7. Зависимость относительного износа и температуры от скорости резания (ХН70ВМЮТ, ВК8, S=0,1мм/об, t=1мм) |
Таким образом, в результате исследований влияния температуры на свойства материалов было установлено, что температура, при которой физико-механические характеристики имеют экстремальные значения или критические точки Ас3(Асm), с достаточной точностью соответствует температуре максимальной обрабатываемости материала.
В четвертой главе изложена модель выбора ИТС и температуры резания по физико-механическим характеристикам обрабатываемого и инструментального материалов и доказана её достоверность.
Модель выбора инструментального твердого сплава по обрабатываемому материалу включает оптимизацию по температуре резания, определяемой по температурным зависимостям физико-механических характеристик инструментальных и обрабатываемых материалов. На температурной зависимости физико-механических характеристик обрабатываемого материала выявляют температуру максимальной обрабатываемости, сравнивают ее с температурой максимальной работоспособности инструментального твердого сплава и выбирают ИТС, у которого сравниваемые температуры наиболее близки или совпадают.
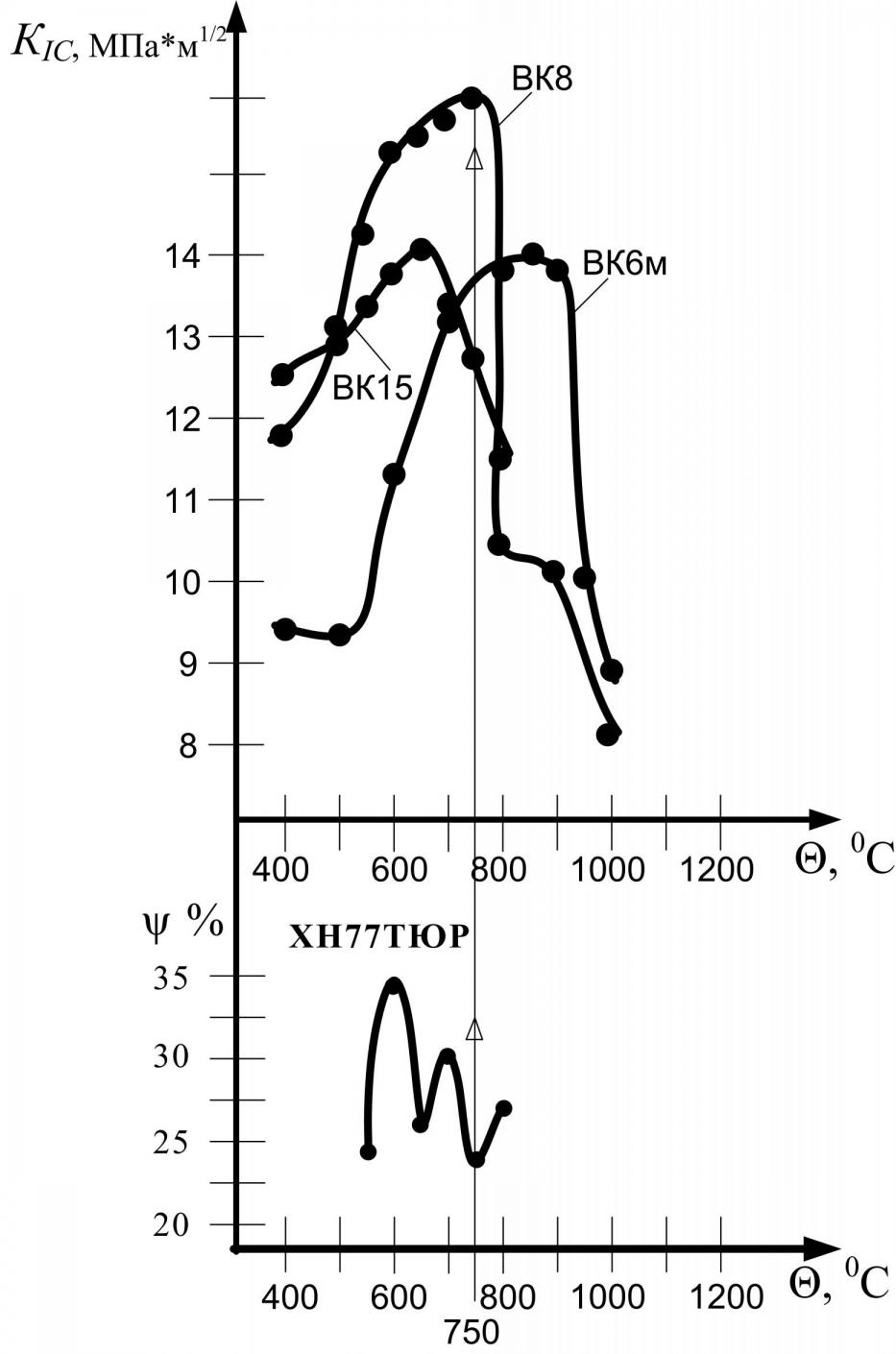 | Модель выбора реализуется следующим образом (пример - рис.8.): по экстремальным значениям физико-механических характеристик данного обрабатываемого материала определяется температура его максимальной обрабатываемости, например, для сплава ХН77ТЮР (м.о.=750°С) (рис. 8). Затем подбирается инструментальный твердый сплав с близкой температурой максимальной работоспособности. Например, из сплавов ВК6М, ВК8, ВК15 (рис.8) – это сплав ВК8 (м.р.=750°С). Приводится доказательная часть по определению температуры максимальной работоспособности режущего инструмента из твер- |
| Рис. 8 Модель выбора ИТС по обрабатываемому материалу |
дого сплава ВК8 при обработке сплава ХН77ТЮР по следующему алгоритму: по температуре максимальной обрабатываемости ( м.о. = 750°С) определенной по зависимости = f () (рис.8) устанавливаем оптимальную скорость резания (Vo) (рис.9), при которой путь резания имеет максимальное значение (Lmax ) (рис.10), а инструмент соответственно максимальную работоспособность.
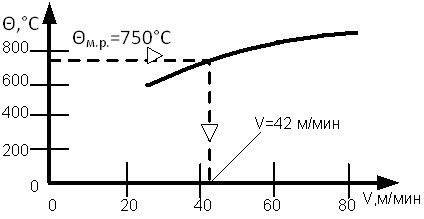 Рис. 9 Зависимость температуры от скорости резания при точении (ХН77ТЮР, ВК8, t=2мм, s=0,3мм/об.) Рис. 9 Зависимость температуры от скорости резания при точении (ХН77ТЮР, ВК8, t=2мм, s=0,3мм/об.) | 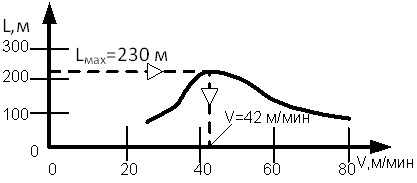 |
| Рис. 10 Зависимость пути резания от скорости резания при точении (ХН77ТЮР, ВК8, t=2мм, s=0,3мм/об.) |
Таким образом, установлено соответствие температуры максимальной работоспособности сборных инструментов со сменными режущими пластинами из твердых сплавов температурам максимальной вязкости разрушения (трещиностойкости) ИТС и максимальной обрабатываемости материала. Разработана модель выбора инструментального твердого сплава по обрабатываемому материалу и определения температуры резания, обеспечивающих условие максимальной работоспособности режущего инструмента путем оптимизации по температуре резания, определяемой по температурным зависимостям физико-механических характеристик инструментальных и обрабатываемых материалов.
В пятой главе приведена практическая реализация работы.
Разработана методика определения диапазона температур максимальной работоспособности режущих пластин из твердых сплавов, определяемого по зависимости коэффициента интенсивности напряжений КIc от температуры, суть которой заключается в следующем: по результатам кратковременных испытаний нескольких стандартных сменных режущих твердосплавных пластин определяют вязкость разрушения (трещиностойкость) ИТС, характеизуемую коэффициентом интенсивности напряжений К1с при различных температурах (рис.11). При этом диапазон температур принимают от 500 до 1100С. Анализируя данные графика, выявляют интервал температур, в
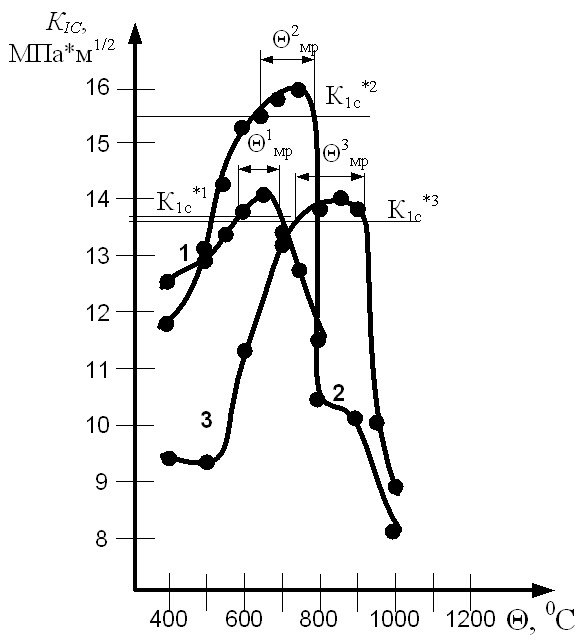 | котором значения критерия вязкости разрушения (трещиностойкости) твердосплавных режущих пластин максимальны (превышают соседние значения на 3 %). Для этого рассчитывают величину К1с*, соответствующую 97% от максимального значения критерия вязкости разрушения (трещиностойкости). Затем на графике через ординату, соответствующую рассчитанной величине К1с*, проводят прямую, параллельную оси абсцисс, до пересечения с линиями |
| Рис. 11. Методика определения диапазона температур максимальной работоспособности ИТС |
графика (рис. 11). Определяют абсциссы точек пересечения и принимают их за границы искомого интервала температур. Выявленный интервал температур принимают как интервал температур максимальной работоспособности данного твердого сплава м.р.ИТС., который в дальнейшем используют для определения оптимальной скорости резания.
Разработана методика определения температуры максимальной обрабатываемости материала, включающая установление температурной зависимости физико-механических характеристик обрабатываемого материала и определение температуры, которая соответствует температуре максимальной обрабатываемости материала. В качестве температуры максимальной обрабатываемости материала принимают температуру экстремальных значений или пластичности, или удельной теплоемкости, или коэффициента теплопроводности, или коэффициента линейного расширения обрабатываемого материала в интервале температур от 600 до 1150 оС.
Разработана методика выбора инструментального твердого сплава и режимов резания, обеспечивающая условия максимальной работоспособности сборного инструмента с СМП (рис. 12.). Методика реализуется следующим образом: для данного обрабатываемого материала на температурной зависимости физико-механических характеристик определяют температуру максимальной обрабатываемости материала м.о., сравнивают ее с темпера-

Рис. 12. Блок схема методики выбора ИТС и скорости резания
турами максимальной работоспособности инструментальных твердых сплавов м.р.ИТС, определенными по температурной зависимости коэффициента интен-сивности напряжений К1С, и выбирают инструментальный твердый сплав, у которого сравниваемые температуры наиболее близки или совпадают, при этом находят температуру максимальной работоспособности инструмента м.р.и.. По определенной температуре максимальной работоспособности инструмента м.р.и. с помощью метода естественной термопары путем бесступенчатого изменения ско-рости при постоянных остальных параметрах устанавливают скорость резания V.
В заключении сформулированы основные выводы и результаты:
- Установлено экспериментально, что каждый инструментальный твердый сплав имеет свою температуру максимальной вязкости разрушения (трещино-стойкости), определяемую по коэффициенту интенсивности напряжений КIc, которая соответствует температуре максимальной работоспособности ИТС.
- Установлено, что каждый обрабатываемый материал имеет свою температуру максимальной обрабатываемости, которая может быть определена по экстремальным значениям температурной зависимости физико-механических характеристик или критической точке Ас3 (Асm) этих материалов.
- Разработана методика определения диапазона температур максимальной работоспособности ИТС, определяемого по зависимости коэффициента интенсивности напряжений КIc от температуры.
- Разработана методика определения температуры максимальной обрабаты-ваемости материала по экстремальным значениям температурной зависимости физико-механических характеристик или критической точке Ас3 (Асm) этих материалов.
- Разработана комплексная методика выбора инструментального твердого сплава по обрабатываемому материалу и определения температуры резания, обеспечивающих условие максимальной работоспособности режущего инструмента на основании физико-механических характеристик обрабатываемого материала и инструментального твердого сплава, которая может быть использована в системе САПР сборного инструмента.
- На основании результатов исследования поданы 2 заявки на патент на изобре-тение: 2008101014 от 9.01.2008 г. кл. В 23 В 1/00 «Способ выбора инстру-ментального твердого сплава при обработке материалов резанием» и 2008101015 от 9.01.2008 г. кл. В 23 В 1/00 «Способ определения температуры максимальной работоспособности ИТС», на которые получены положительные решения.
- Разработанные методики переданы для внедрения в производство.
Основное содержание диссертации изложено в работах:
- Артамонов, Е.В. Анализ возможности применения зависимостей физико-механических характеристик материалов от температуры для определения температуры максимальной обрабатываемости материала. [Текст] / Е.В. Артамонов, Д.С. Василега // Омский научный вестник. Серия Приборы, машины и технологии. – 2008. – № 4 (73). – С. 56–58. – Библиогр.: с. 58. *
- Артамонов, Е.В. Определение температуры максимальной работоспособности инструментальных твердых сплавов. [Текст] / Е.В. Артамонов, Д.С. Василега // // Омский научный вестник. Серия Приборы, машины и технологии. – 2008. – № 4 (73). – С. 53–56. – Библиогр.: с. 56.
- Артамонов, Е.В. Система автоматизированного проектирования сборных резцов с СМП. [Текст] / Е.В. Артамонов, Д.С. Василега // Нефть и газ Западной Сибири: Материалы международной научно-технической конференции, посвященной 40-летию ТюмГНГУ. Т.2. – Тюмень: ТюмГНГУ, 2003. – С 27-28.
- Василега, Д.С. Модель выбора инструментального твердого сплава по обрабатываемому материалу. [Текст] / Д.С. Василега // Материалы 3-ей научно-практической конференции «Новые технологии – нефтегазовому региону» Тюмень: Издательство «Вектор Бук», 2005 – 156с.
- Артамонов, Е.В. Выбор инструментального твердого сплава режущих пластин инструментов. [Текст] / Е.В.Артамонов, Д.С. Василега // Материалы III научно-технической конференции «Новые материалы, неразрушающий контроль и наукоемкие технологии в машиностроении» – Тюмень: Феликс, 2005 – С 69.
- Василега, Д.С..Подогрев твердосплавных образцов при определении коэффициента интенсивности напряжений. [Текст] / Д.С. Василега, В.Б. Трифонов, Р.С. Чуйков // Материалы III научно-технической конференции «Новые материалы, неразрушающий контроль и наукоемкие технологии в машиностроении» – Тюмень: Феликс, 2005 – С 85.
- Артамонов, Е.В. Взаимосвязь механических характеристик твердых сплавов с инструментальным коэффициентом. [Текст] / Е.В. Артамонов, Д.С. Василега, Т.Е. Помигалова // Труды XXXVI Уральского семинара. Механика и процессы управления. Т 1.– Екатеринбург: УрО РАН, 2006. – С. 243-250.
- Василега, Д.С. Экспериментальное определение оптимальных режимов резания с применением метода естественной термопары. [Текст] / Д.С. Василега // Новые технологии – нефтегазовому региону. Материалы региональной конференции. – Тюмень: ТюмГНГУ, 2006 – С. 57-58.
- Артамонов, Е.В. Оптимизация обрабатываемости материала по температуре на основе физико-механических характеристик. [Текст] / Е.В. Артамонов, Д.С. Василега // Новые материалы, неразрушающий контроль и наукоемкие технологии в машиностроении. В 2 т. Том 2. Материалы IV международной научно-технической конференции. – Тюмень: Изд. «Вектор Бук», 2008 – С. 10-12.
- Артамонов, Е.В. Взаимосвязь вязкости разрушения с работоспособностью инструментального твердого сплава. [Текст] / Е.В. Артамонов, Д.С. Василега // Новые материалы, неразрушающий контроль и наукоемкие технологии в машиностроении. В 2 т. Том 2. Материалы IV международной научно-технической конференции. – Тюмень: Изд. «Вектор Бук», 2008 – С. 3-8.
- Василега, Д.С. Установка для подогрева твердосплавных образцов во время испытаний. [Текст] / Д.С. Василега, Р.С. Чуйков, Д.А. Уразумбетов // Новые материалы, неразрушающий контроль и наукоемкие технологии в машиностроении. В 2 т. Том 2. Материалы IV международной научно-технической конференции. – Тюмень: Изд. «Вектор Бук», 2008 – С. 67-70.
- Артамонов, Е.В. Работоспособность инструментов и физико-механические характеристики инструментальных твердых сплавов и обрабатываемых материалов. [Текст]: монография / Е.В. Артамонов, Д.С. Василега, М.С. Остапенко, В.А. Шрайнер Под общей ред. М.Х. Утешева. – Тюмень: Изд. «Вектор Бук», 2008. – 160 с.: рис., табл. – Библиогр.: с. 143-157. – ISBN 978-5-91409-092-7.
* курсивом выделены статьи в журналах, рекомендованных ВАК
Подписано к печати Бум. писч. № 1
Заказ № Уч. изд. л.
Формат 6084/1/16. Усл.печ.л.
Отпечатано на RISO GR 3750 Тираж экз.
_________________________________________________________________________________
Издательство «Нефтегазовый университет»
Государственное образовательное учреждение высшего профессионального образования
«Тюменский государственный нефтегазовый университет»
625000, г. Тюмень, ул. Володарского, 38
Отдел оперативной полиграфии издательства «Нефтегазовый университет»
625039, г. Тюмень, ул. Киевская, 52