

Повышение эффективности доводки заготовок из кварца путем управления физико-химическими свойствами абразивных суспензий
На правах рукописи
СЛАВИНА Елена Вячеславовна
ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ
Доводки заготовок из кварца путем управления физико-химическими свойствами абразивных суспензий
Специальность 05.02.07 – Технология и оборудование механической
и физико-технической обработки
Автореферат
диссертации на соискание ученой степени
кандидата технических наук
Саратов – 2012
Работа выполнена в Волжском институте строительства и технологий
(филиале) Федерального государственного бюджетного образовательного учреждения высшего профессионального образования «Волгоградский
государственный архитектурно-строительный университет»
| Научный руководитель | доктор технических наук, профессор Полянчиков Юрий Николаевич |
| Официальные оппоненты | Лясников Владимир Николаевич доктор технических наук, профессор, ФГБОУ ВПО «Саратовский государственный технический университет имени Гагарина Ю.А.», заведующий кафедрой «Физическое материаловедение и технологии материалов» |
| Ворыпаев Николай Иванович кандидат технических наук, ООО «НПО Прогресс-Проект», технический директор | |
| Ведущая организация | ФГБОУ «Донской государственный технический университет», г. Ростов-на-Дону |
Защита состоится « 26 » июня 2012 г., в 13 часов на заседании диссертационного совета Д 212.242.02 при ФГБОУ ВПО «Саратовский государственный технический университет имени Гагарина Ю. А.» по адресу: 410054, Саратов, ул. Политехническая, 77, ауд. 319/1.
С диссертацией можно ознакомиться в научно-технической библиотеке ФГБОУ ВПО «Саратовский государственный технический университет имени Гагарина Ю. А.»
Автореферат разослан « 25 » мая 2012 г.

Ученый секретарь
диссертационного совета А. А. Игнатьев
Общая характеристика работы
Актуальность темы
В настоящее время область применения кварцевых резонаторов постоянно расширяется в связи с развитием средств автоматики, телемеханики, дальней, в том числе, космической связи. Это требует постоянного роста объемов производства кварцевых резонаторов, основой которых являются кварцевые кристаллические элементы (ККЭ). В связи с тем, что источником потерь энергии в ККЭ является рассеяние упругих волн в поверхностном слое необходимым требованием при доводке поверхности кварцевые элементы является минимизация ее шероховатости. Исследования в области технологии доводки высокоточных элементов из стекла, кварца позволили описать механизм формообразования и микрорельефа их рабочих поверхностей в зависимости от физико-механических свойств и гранулометрического состава микропорошков абразива в суспензии. Вместе с тем до настоящего времени отсутствуют данные о влиянии физико-химических свойств дисперсионных сред абразивных суспензий на их режущую способность и шероховатость обработанной поверхности ККЭ. В связи с этим подбор состава дисперсионной среды абразивной суспензии осуществляется трудоемким эмпирическим путем, что является сдерживающим фактором при повышении эффективности процесса доводки ККЭ и, следовательно, влияет на микрогеометрию готовых изделий. Это определяет актуальность работы.
Цель работы
Повышение эффективности и качества доводки заготовок из кварца путем управления физико-химическими свойствами суспензии путем научно обоснованного выбора компонентов, входящих в её состав.
Методы и средства исследований
Теоретические исследования проводились с использованием положений технологии абразивной обработки, теории трения и износа, физико-химической механики дисперсных систем, коллоидной и физической химии.
Экспериментальные исследования проводились с помощью методик коллоидной и физической химии на современном лабораторном оборудовании, а также на установках, моделирующих процесс доводки, и оборудовании, применяемом в технологии обработки ККЭ. Измерения макро- и микрогеометрических параметров ККЭ проводились на аттестованном контрольно-измерительном оборудовании.
Научная новизна
1. С позиций физико-химической механики материалов описана взаимосвязь физико-химических свойств абразивной суспензии с её режущей способностью и шероховатостью обработанной поверхности при доводке кварцевых кристаллических элементов.
2. Исследованы закономерности поведения абразивной суспензии в контакте «притир-заготовка» при доводке кварцевых кристаллических элементов, что позволяет повысить эффективность обработки путем рационального подбора состава дисперсионной среды.
3. Теоретически обоснована и экспериментально подтверждено влияние реологических, структурно-механических характеристик абразивных суспензий и физико-химических свойств дисперсионных сред на производительность доводки и шероховатость обработанных поверхностей кварцевых кристаллических элементов.
Практическая ценность и реализация
1. Разработаны рекомендации по подбору состава абразивных суспензий для доводки ККЭ на основе комплекса оригинальных методик, которые используются в центре испытаний абразивных инструментов и материалов ВНИИАШ Волжского института строительства и технологий (филиале) Волгоградского государственного архитектурно-строительного университета.
2. Показана возможность снижения содержания в абразивной суспензии в 4 раза содержания дефицитного микропорошка электрокорунда за счет введения в неё компонентов, обеспечивающих гетеростабилизацию абразивного зерна путем формирования на его поверхности оболочек из частиц диспергирования кварца.
3. Реализовано создание высокоэффективной абразивной суспензии для доводки ККЭ, превосходящей применяемую в производстве суспензию по режущей способности в 1,5 1,7 раза, при требуемой шероховатости абразивной поверхности.
4. Разработан алгоритм подбора состава абразивных суспензий для доводки ККЭ, включающий комплекс методик определения основных реологических, структурно-механических характеристик систем «дисперсионная среда + продукты диспергирования + микропорошок электрокорунда».
Апробация работы
Основные положения работы докладывались на международных научно-технических конференциях «Шлифабразив-2009», «Шлифабразив-2010», «Шлифабразив-2011» (Волжский, 2009-2011), научно-технических семинарах кафедры технологии обработки и производства материалов Волжского института строительства и технологий (филиала) Федерального государственного образовательного учреждения высшего профессионального образования «Волгоградский государственный архитектурно-строительный университет», научно-практических конференциях молодых ученых и студентов г. Волжского (2009-2011 гг.).
Работа в полном объеме была представлена на расширенном заседании кафедры «Конструирование и компьютерное моделирование технологического оборудования в машино- и приборостроении» ФГБОУ ВПО «Саратовский государственный технический университет имени Гагарина Ю. А.» (2012 г.).
Публикации
Основные материалы диссертации опубликованы в 7 печатных работах, в том числе в 4 изданиях, рекомендованных ВАК РФ.
Структура и объем работы
Диссертационная работа состоит из введения, пяти глав, общих выводов, списка использованной литературы и приложения. Работа содержит 120 страницы машинописного текста, 19 рисунков, 9 таблиц, список литературы из 105 наименований и приложение на 20 страницах.
СОДЕРЖАНИЕ РАБОТЫ
Во введении обоснована актуальность темы исследования в связи с повышением эффективности процесса доводки ККЭ за счет регулирования физико-химических свойств абразивных суспензий путем научно-обоснованного подбора их состава, исходя из описания механизма явлений, протекающих в контакте «притир – заготовка».
В первой главе проведен системный анализ исследований в области абразивной доводки в следующей последовательности: теоретические аспекты процесса абразивного диспергирования материала (работы Ахматова А. С., Крагельского И. В., Кащеева В. Н., Хрущева М. М., Бабичева М. А., Рабиновича Е., Цеснека Л. С., Ребиндера П. А., Перцова Н. В., Гребенщикова И. В. и др.), физико-химические процессы при доводке свободным абразивом (работы Костецкого Б. И., Караулова А. К., Носовского И. Г., Шумячера В. М. и др.), технология процесса доводки (работы Кремня З. И., Богомолова Н. И., Орлова П. Н., Ящерицына П. И., Панина Г. И. и др.). В рамках принятого подхода показан достигнутый уровень в описании механизма диспергирования твердого тела абразивными зернами, который заключается в формировании в точках контакта «абразив – материал» устойчивой деформированной структуры диссипативного динамического характера. Вероятность отделения продуктов разрушения определяется как вероятность флуктуации энергии активации микрообъема структуры. На показатели процесса доводки оказывает влияние состав дисперсионной среды. Интенсивность съема материала повышается при наличии в составе дисперсионной среды абразивной суспензии поверхностно-активных веществ (ПАВ), способствующих реализации эффекта адсорбционного понижения прочности твердого тела, реализуемого при сравнительно невысоких скоростях взаимодействия абразивного зерна и обрабатываемого материала, сопоставимых со скоростью миграции молекул ПАВ в устья микротрещин в деформируемом микрообъеме. Следует отметить, что общие рекомендации по подбору состава дисперсионной среды абразивной суспензии, имеющие практическую направленность, не выработаны. В достаточно большом числе исследований процесса абразивной доводки деталей изучено влияние режимных факторов, характеристик абразивных материалов на показатели процесса доводки: производительность и шероховатость обработанной поверхности. Касаясь исследований доводки ККЭ можно отметить их описательный характер, что не дает возможность целенаправленно вести подбор состава абразивной суспензии.
Как показал анализ результатов исследований работ, посвященных процессу доводки абразивной суспензии, в настоящее время отсутствует информация о научно обоснованном подборе состава дисперсионной среды. На основании изложенного сформулирована цель и задачи, решение которых обеспечит ее достижение.
Во второй главе выявлены закономерности физико-химических процессов в контакте «притир – заготовка» при доводке абразивной суспензией, которая находится под действием знакопеременных тангенциальных и нормальных сил. Переменная скорость движения образца при доводке вызывает ускорение, которое является источником пульсирующих нагрузок в контактной зоне. В процессе микроцарапания поверхности кварца в ней возникают субмикротрещины. Наличие молекул ПАВ в дисперсионной среде в условиях развития сети микротрещин на обработанной поверхности создает условие реализации эффекта понижения поверхностной энергии твердого тела. Адсорбция молекул ПАВ из дисперсионной среды абразивной суспензии приводит к интенсификации диспергирования кварца. В связи с тем, что толщина слоя кварца с нарушенной структурой пропорциональна диаметру частицы абразива, необходимым условием достижения однородного микрорельефа обработанной поверхности является наличие в составе абразивной суспензии компонентов, предотвращающих коагуляцию частиц дисперсной фазы. Наличие касательной силы, действующей на абразивные зерна под притиром, способствует изменению их ориентации и распределению, что отражается на интенсивности съема материала заготовки.
Процесс доводки характеризуется непрерывным поступлением в рабочий слой суспензии под притиром продуктов диспергирования, которые оказывают влияние на ее структурно-механические и реологические характеристики. Продукты диспергирования значительно меньше по размерам абразивных частиц и обладают избытком поверхностной энергии. Наличие в суспензии, наряду с абразивными зернами частиц кварца, приводит к слипанию их с частицами электрокорунда. Концентрация частиц кварца в суспензии будет значительно выше, чем концентрация абразивных зерен (Сабр.), т.е. См >> Сабр. Радиус абразивных частиц – rабр >> rм (радиус частиц кварца). При определенных условиях, регламентируемых составом дисперсионной среды суспензии, представляется возможным «сформировать» из частицы кварца оболочку вокруг абразивных зерен электрокорунда, прочность которой будет достаточной, чтобы исключить возможность коагуляции частиц электрокорунда. Свойства данной среды предопределяют устойчивость частиц электрокорунда, что выражается в установлении порядка расположения абразива в контакте «притир – заготовка». Расположение частиц дисперсной фазы под притиром будет равномерным, если частицы электрокорунда и обрабатываемого материала будут иметь в дисперсионной среде суспензии разноименные заряды. Состав дисперсионной среды абразивной суспензии должны быть таким, чтобы -потенциал частиц обрабатываемого материала был больше, чем –потенциал электрокорунда. При этих условиях частицы диспергированного материала формируют вокруг зерен абразива оболочку, стабилизируя абразивную суспензию под притиром (рис. 1).

Рис. 1. Схема доводки ККЭ: 1 – притир; 2 – заготовка; 3 – абразивное зерно;
4 – оболочка из продуктов диспергирования; 5 – дисперсионная среда
В соответствии с теорией фазовой реологии суспензий, суспензия в контакте «притир – заготовка» состоит из двух сред, где дисперсионная среда во многом определяет поведение суспензии. Уменьшение вязкости суспензии может быть достигнуто повышением количества частиц кварца. Производительность доводки абразивной суспензией по П. Н. Орлову определяется из уравнения:
 (1)
(1)
где ![]() – коэффициент интенсивности диспергирования материала;
– коэффициент интенсивности диспергирования материала; ![]() – коэффициент динамичности нагружения системы «заготовка – абразивная суспензия – притир».
– коэффициент динамичности нагружения системы «заготовка – абразивная суспензия – притир».
Согласно положений теории коагуляции и устойчивости концентрированных дисперсионных систем в динамических условиях при сближении двух частиц радиусом rа.з., окруженных адсорбирующим слоем ПАВ толщиной, находящихся на расстоянии h, сила вязкого сопротивления составляет величину порядка  (U0 – скорость сближения, – вязкость адсорбционного слоя).
(U0 – скорость сближения, – вязкость адсорбционного слоя).
Работа, которую надо совершить, чтобы сблизить частицы порядка ![]()
Работа против сил упругости имеет величину порядка ![]() (Е – модуль упругости адсорбционного слоя).
(Е – модуль упругости адсорбционного слоя).
Если ![]()
![]() ( – толщина адсорбционного слоя), то упругое взаимодействие двух частиц предпочтительнее, чем выдавливаемые оболочки вокруг абразива (рис. 2).
( – толщина адсорбционного слоя), то упругое взаимодействие двух частиц предпочтительнее, чем выдавливаемые оболочки вокруг абразива (рис. 2).

Рис. 2. Схема взаимодействия абразивных зерен с оболочками в контакте
«притир – заготовка»: 1 – абразивное зерно; 2 – оболочка из частиц кварца
Наличие в контакте «притир – заготовка» абразивной суспензии, обладающей вязкоупругими свойствами, оказывает влияние на динамику процесса доводки, которое учитывается коэффициентом, равным отношению модуля упругости оболочки вокруг частицы абразива и действующего в контакте ее с обрабатываемой поверхностью напряжения сдвига (Кb.у.). Данный коэффициент вводится в правую часть уравнения (1) в виде сомножителя, учитывая влияние свойств абразивной суспензии на съем материала при доводке:
 (2)
(2)
Коэффициент динамичности нагружения ![]() принимаем равным отношению модуля упругости оболочки вокруг частицы электрокорунда и действующего в контакте абразивного зерна и поверхности усилия. Под действием усилия прижима притира происходит сближение частиц электрокорунда, окруженных оболочкой из частиц кварца (рис. 2).
принимаем равным отношению модуля упругости оболочки вокруг частицы электрокорунда и действующего в контакте абразивного зерна и поверхности усилия. Под действием усилия прижима притира происходит сближение частиц электрокорунда, окруженных оболочкой из частиц кварца (рис. 2).
Проведенные аналитические исследования с позиций системного подхода позволили описать механизм процессов, сопровождающих диспергирование заготовок из кварца абразивной суспензией. Режущая способность абразивной суспензии увеличивается как с ростом числа абразивных зерен, так и с увеличением прочности их удержания и равномерности их распределения под притиром, что регламентируется агрегативной устойчивостью суспензии. Введение в дисперсионную среду суспензии определенных компонентов обеспечивает повышение -потенциала частиц кварца по сравнению с -потенциалом абразивного зерна.
Выявлены закономерности поведения абразивной суспензии в контакте «притир – заготовка», влияющие на производительность доводки. Введение в состав дисперсионной среды определенных компонентов способствует достижению требуемых структурно-механических и реологических характеристик абразивных суспензий, обеспечивающих высокий съем материала при доводке ККЭ.
В третьей главе разработаны методики исследования эксплуатационных, структурно-механических и реологических характеристик абразивных суспензий. Упругопластические свойства суспензий исследовались методом тангенциального смещения рифленой пластины в исследуемой суспензии с определением пределов упругости и предела прочности структуры. Вязкость абразивной суспензии, определяли на капиллярном вискозиметре. В ходе экспериментов находили средние значения искомых параметров с определением доверительных интервалов при вероятности 0,95. В ходе исследований физико-химических свойств дисперсионных сред абразивных суспензий определялись их смачивающая способность, работа когезии и адгезии, поверхностное натяжение. Агрегативная устойчивость абразивных суспензий оценивалась по кинетике их седиментации, объему предельных осадков и углу сползания. Лабораторные исследования суспензий при доводке заготовок из кварца проводили на приборе «Шлиф» конструкции Волжск-ВНИИАШ. Выбранные составы абразивных суспензий испытывались на доводочно-полировальном станке КЗА-914 с двухсторонней обработкой заготовок. Шероховатость обработанной поверхности заготовок измеряли на профилографе-профилометре модели 283-Калибр. Съем материала при доводке определяли весовым методом и измерением толщины припуска, удаленного с заготовки.
Применение в исследованиях разработанных методик позволило получить комплекс структурно-механических, реологических характеристик абразивных суспензий, физико-химических свойств их дисперсионных сред, оказывающих влияние на съем материала, шероховатость обработанной поверхности ККЭ и их электрофизические показатели.
В четвертой главе приведены результаты исследований влияния реологических и структурно-механических характеристик суспензий на производительность доводки и качество обработанной поверхности заготовок. В ходе экспериментальных исследований были определены физико-химические характеристики дисперсионных сред абразивных суспензий (табл. 1).
Таблица 1
Физико-химические характеристики дисперсионных сред
абразивных суспензий
| Состав абразивной суспензии | Поверхностное натяжение Ж-Г, Н/м | Краевой угол смачивания | Работа адгезии Ак | Работа когезии Аа | Угол растекания |
| Состав 1* Олеат натрия – 0,3 % Бентонит – 2,5% Сода кальцинированная – 0,6 % Триэтаноламин – 1,0% Н2О – остальное | 0,0449 | 32 | 0,0898 | 0,083 | -0,0068 |
| Состав 2 Магний сернокислый – 8,2 % Силикат натрия – 4,1 % Н2О – остальное | 0,0718 | 42 | 0,1436 | 0,125 | -0,0186 |
| Состав 3 Концентрат полимерный ЭМИ – 3 % Н2О – остальное | 0,0651 | 40 | 0,1302 | 0,114 | -0,0162 |
| Состав 4 Азотнокислый цирконий – 1,2 % Едкий натр – 0,52 % Н2О – остальное | 0,079 | 49 | 0,158 | 0,13 | -0,028 |
| Состав 5* Олеат натрия – 0,3 % Бентонит – 2,5 % Сода кальцинированная – 0,6 % Хлористый аммоний – 0,5 % Триэтаноламин – 1,0% Н2О – остальное | 0,0419 | 34 | 0,0838 | 0,0766 | -0,0072 |
* – В составах 1 и 5 при исследованиях в дисперсионной среде бентонит отсутствовал
Структурно-механические и реологические характеристики суспензий (составы 1, 2, 3, 4, 5) с содержанием 5 % оксида алюминия (Al2O3) зернистостью М5 приведены в табл. 2.
Таблица 2
Структурно-механические и реологические характеристики
суспензий (5 % – Al2O3 М5)
| Номер состава суспензии | Предельное статическое напряжение сдвига S, Н/м2 | Предельное динамическое напряжение сдвига d, Н/м2 | Предельный объем седиментационных осадков, м3 10-7 | Время образования предельных осадков, мин | Угол сползания осадка |
| 1 | 1,02 | 1,3 | 80 | 240 | 60 |
| 2 | 0,62 | 0,82 | 75 | 80 | 50 |
| 3 | 0,12 | 0,3 | 15 | 10 | 5 |
| 4 | 0,18 | 0,39 | 25 | 50 | 50 |
| 5 | 1,43 | 1,91 | 70 | 220 | 60 |
Абразивные суспензии при доводке изделий из кварца в производстве используются на станках с механической подачей. В условиях технологических перерывов происходит быстрое осаждение дисперсной фазы с образованием плотного осадка в баках–накопителях, что приводит к значительным затратам времени для равномерного распределения дисперсной фазы в суспензии в начальный момент работы. В этой связи применение седиментационно-устойчивых суспензий № 1, 2, 5 (табл. 2) предпочтительно. Следует отметить, что составы суспензии № 1, 2, 5 имеют в сравнении с другими составами (табл. 2) повышенные значения предельных статических и динамических показаний сдвига. Увеличение времени образования предельных осадков дисперсной фазы достигается при применении в абразивных суспензиях дисперсионных сред 1, 2, 5.
Структурно-механические и реологические свойства абразивных суспензий оказывают существенное влияние на их режущую способность при доводке изделий из кварца (рис. 3, 4).
 |  |
| Рис. 3. Влияние предельного статического напряжения сдвига абразивной суспензии на ее режущую способность при доводке заготовок из кварца: – состав 1; – состав 2; • – состав 3; – состав 4; – состав 5 | Рис. 4. Влияние предельного динамического напряжения сдвига абразивной суспензии на ее режущую способность при доводке заготовок из кварца |
Как следует из рис. 3 и 4, рост предельного напряжения сдвига абразивной суспензии способствует повышению ее режущей способности. Объяснением этому служит то, что сила удержания частиц абразива в суспензии в контакте «притир – заготовка» повышается одновременно с ростом прочности ее структуры.
Одновременно следует отметить, что между прочностью структуры абразивной суспензии и ее углом сползания существует прямая зависимость. Угол сползания, являясь мерой силы фрикционного взаимодействия абразивных частиц, определяет прочность структуры суспензии. Структурно-механические характеристики абразивной суспензии влияют на шероховатость обработанной поверхности кварца. На рис. 5 и 6 показано влияние предельных напряжений сдвига суспензии на шероховатость обработанной поверхности при доводке изделий из кварца.
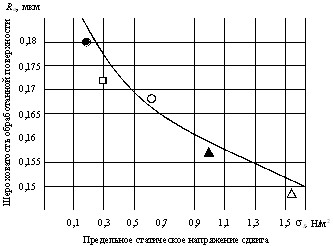 | 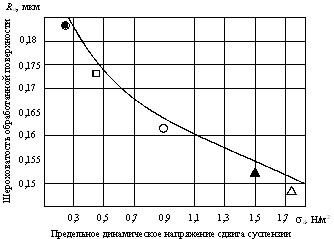 |
| Рис. 5. Влияние предельного статического напряжения сдвига абразивной суспензии на шероховатость обработанной поверхности кварца при доводке | Рис. 6. Влияние предельного динамического напряжения сдвига абразивной суспензии на шероховатость обработанной поверхности кварца при доводке |
Рост предельных статического и динамического напряжений сдвига суспензий способствует снижению шероховатости обработанной поверхности. При этом важно отметить повышение однородности микрорельефа поверхности образца, отсутствие глубоких рисок при работе с составами № 1, 5, что указывает на минимизацию коагуляционного взаимодействия частиц абразива.
В основе механизма стабилизации частиц абразива в суспензии лежит развитие оболочек вокруг абразива из мелкодисперсного кварца. Наличие бентонита в составе суспензии создает предпосылки для развития пространственной структуры, в узлах которой находятся частицы абразива.
Полимерсодержащая суспензия (состав 3) имеет в своем составе компонент, который формирует вокруг частиц абразива достаточно прочные упругие слои, затрудняющие проникание микровыступов абразива в поверхность кварца.
Испытания абразивных суспензий производились наряду с испытаниями на приборе «Шлиф» на доводочном станке КЗ А-914 с двусторонней обработкой изделий из кварца. Исследовались следующие составы суспензий: вода водопроводная – 3 части и микропорошок нормального электрокорунда марок 15А, М10 и 15АМ7 – 1 часть в качестве базовых. Суспензия подавалась автоматически 2 раза в минуту, в объеме 60 мл. Время испытаний составляло 600 с. Оценка эффективности суспензии определялась по величине удаленного припуска с помощью микрометра. Шероховатость обработанной поверхности измерялась на профилометре-профилографе модели 283-Калибр. Качество обработки ККЭ определяли по частоте собственных колебаний пластины резонатора на частотомере
Р-НО3623. Частота фиксировалась радиоприемником ШЖ0712262 по пьезошумам. Оценка эффективности суспензии при доводке ККЭ по значению времени, необходимого для достижения требуемой частоты колебаний изделия, по окончании цикла доводки и по шероховатости рабочей поверхности резонатора. В качестве суспензии, которая сравнивалась с базовым составом (используемым в производственных условиях), испытывался состав 5. Результаты испытаний представлены в табл. 3.
Таблица 3
Результаты испытаний абразивных суспензий при доводке ККЭ
| Состав суспензии | Частота изделия исходная t1, кГц | Частота изделия после Доводки t2, кГц | Изменение частоты изделия за цикл обработки t3, кГц | Режущая способность суспензии как изменение частоты колебания за цикл обработки, кГц/мин | Средняя величина режущей способности суспензии, кГц/мм | Шероховатость ККЭ Ra, мкм |
| Базовая (30 % –Al2O3) | 6100 6100 6100 6100 6100 | 8500 8900 8600 8800 8800 | 2400 2800 2500 2700 2700 | 120 140 125 135 135 | 131 | 0,14 0,16 |
| Состав 5 (12 % –Al2O3) | 6100 6100 6100 6100 6100 | 9300 9400 9500 9600 9500 | 3200 3300 3400 3500 3400 | 160 165 170 175 170 | 168 | 0,1 0,12 |
| Базовая (15 % –Al2O3) | 6100 6100 6100 6100 6100 | 7200 7300 7200 7300 7100 | 1100 1200 1100 1200 1000 | 55 60 55 60 50 | 56 | 0,1 0,12 |
| Состав 5 (6 % –Al2O3) | 6100 6100 6100 6100 6100 | 8400 8500 8500 8400 8500 | 2300 2400 2400 2300 2400 | 115 120 120 115 120 | 118 | 0,08 0,1 |
Анализ результатов испытаний показал, что состав 5 суспензии отличается седиментационной устойчивостью, даже после длительного отключения доводочного станка (на 48 часов).
Применение состав суспензии 5 позволяет повысить производительность доводки в сравнении с базовой суспензией ~ в 1,3 раза. При этом важно отметить, что в базовой суспензии содержания абразива в 2, 5 раза выше, чем в составе 5. Снижение содержания абразива в базовой суспензии до 15 % приводит к падению режущей способности в 2,3 раза по сравнению с суспензией с содержанием микропорошков 30 %.
В пятой главе разработаны технологические принципы обеспечения заданной производительности обработки и качественных показателей кварцевых кристаллических элементов путем регулирования физико-химических свойств абразивных суспензий. С позиций системного анализа структурная и функциональная стороны системы «притир – абразивная суспензия – заготовка» представлены в табл. 4.
Таблица 4
Структурная и функциональная стороны системы
«притир – абразивная суспензия – заготовка»
| Структурные свойства системы «притир – абразивная суспензия – заготовка» | |
| 1. Элементы системы «притир – абразивная суспензия – заготовка»; система «абразивная суспензия – продукты диспергирования 2. Физико-химические, физические свойства элементов системы «абразивная суспензия – заготовка» 3. Характер взаимодействия элементов системы «притир – абразивная суспензия – заготовка», «абразивная суспензия + продукты диспергирования заготовки» | Определение свойств элементов системы: - «притир – абразивная суспензия – заготовка»; - системы «абразивная суспензия – продукты диспергирования» Исследование физико-химических, механических процессов при доводке ККЭ |
| Функциональные свойства системы «притир – абразивная суспензия – заготовка» при доводке ККЭ | |
| Функциональное поведение системы «абразивная суспензия – заготовка» | Модельные испытания, контроль съема материала, измерение шероховатости обработанной поверхности и электрофизических свойств ККЭ |
На основании проведенных исследований разработаны технологические принципы управления производительностью и качеством обработки при доводке ККЭ путем регулирования физико-химических структурно-механических и реологических характеристик абразивных суспензий за счет целенаправленного подбора состава компонентов дисперсионной среды.
При создании абразивной суспензии для доводки ККЭ следует реализовать следующую последовательность действий:
- определить составы дисперсионной среды, исходя из соотношения физико-химических свойств жидкости: смачивающей способности, адгезии к кварцу, обеспечения максимального значения -потенциала частиц кварца, максимальной стабилизирующей способности, характеризуемой критическим коэффициентом стабилизации (ККС);
- определить для выбранных составов дисперсионных сред с минимальным критическим коэффициентом стабилизации реологические и структурно-механические характеристики абразивных суспензий;
- выполнить контрольные эксперименты для выбранных составов по определению их режущей способности и шероховатости обработанной поверхности кварца на установке «Шлиф»;
- при подборе стабилизаторов дисперсных систем (электрокорунд+ кварц) использовать компоненты, образующие структурно-механический барьер между частицами дисперсной фазы.
ОСНОВНЫЕ РЕЗУЛЬТАТЫ И Выводы
1. Исследованы процессы, протекающие в контакте «притир – абразивная суспензия – заготовка», влияющие на основные показатели доводки ККЭ.
Установлено влияние структурно-механических, реологических характеристик абразивных суспензий, физико-химических свойств их дисперсионных сред на съем материала, шероховатость обработанной поверхности.
2. Абразивная суспензия в контакте «притир – заготовка» представляет собой коллоидную систему, характеризующуюся структурно-механическими и реологическими параметрами: предельное значение напряжения разрушения, эффективная вязкость, которые регламентируют прочность удержания абразивных зерен в слое, среднее расстояние между абразивными зернами и способность стабилизировать структуру слоя при накоплении в нем продуктов диспергирования.
3. Впервые показана возможность повышения режущей способности суспензии при доводке путем гетеростабилизации зерен абразива частицами разрушения кварца за счет введения в состав дисперсионной среды компонентов, обеспечивающих требуемое соотношение –потенциалов частиц абразива и кварца.
4. Разработаны методики определения основных структурно-механических, реологических и электрофизических свойств абразивных суспензий, позволяющие целенаправленно вести подбор их компонентов.
5. Установлена зависимость режущей способности абразивной суспензии при доводке кварца от структурно-механических, реологических и характеристик. Режущая способность абразивной суспензии повышается с ростом пределов статического и динамического напряжений сдвига, что адекватно увеличению силы фиксации абразивного зерна под притиром.
6. Разработан состав суспензии для доводки ККЭ, имеющий в 1,5 1,7 раза более высокую режущую способность, чем применяемый в промышленности, при одновременном снижении в 2,5 раза содержания микропорошка электрокорунда.
7. Разработан алгоритм технологии подбора состава абразивной суспензии для доводки ККЭ в соответствии с требованиями производства.
Разработаны и реализованы технологические принципы создания состава абразивной суспензии для доводки изделий из кварца, обеспечивающего требуемую производительность и шероховатость обработанной поверхности. Технологические принципы могут быть положены в основу создания абразивных суспензий для доводки кварцевых элементов на стадии разработки технологического процесса.
Публикации по теме диссертации
Публикации в центральных изданиях,
включенных в перечень периодических изданий ВАК РФ
1. Славина, Е. В.Взаимосвязь структуры абразивных зерен карбидкремниевых материалов с технологией их производства и эксплуатации / О. И. Пушкарев, Е. В. Славина // Технология машиностроения. – 2006. – № 6. – С. 25-28.
2. Славина, Е. В.. Определение режущей способности шлифматериалов при моделировании процессов абразивной обработки / О. И. Пушкарев, Г. М. Мальгинова, Е. В. Славина // СТИН. – 2008. – № 1. –С. 22-25.
3. Славина, Е. В.Определение прочности абразивного зерна / О. И. Пушкарев, Е. В. Славина // СТИН. – 2008. –№ 3. – С. 17-19.
4. Славина, Е. В. Повышение производительности доводки кварцевых кристаллических элементов путем управления процессом структурообразования в контакте «притир – заготовка» / Е. В. Славина, Ю. И. Полянчиков // Вестник
ВолгГАСУ. – 2011. – С. 178-183.
Публикации в других изданиях
5. Славина, Е. В.Применение методов микроиндентирования при исследовании упругих, хрупких, прочностных свойств поверхностных слоев материалов и прогнозирования их износостойкости / Г. М. Мальгинова, Д. О. Пушкарев, Е. В. Славина // Сб. трудов XXV Российской школы по проблемам науки и технологий (г. Миасс, 21-23 июня 2005 г.) и XXXV Уральского семинара по механике и процессам управления г. Миасс, 23 декабря 2005 г.). – Миасс, 2005. – С. 276-284.
6. Славина, Е. В. Взаимосвязь агрегатности карбидкремниевых шлифматериалов с их прочностными характеристиками / И. В. Надеева, Е. В. Славина // Абразивное производство : сб. науч. тр. – Челябинск : Изд-во ЮРГТУ, 2005. – С. 22-26.
7. Славина, Е. В. Исследование процесса доводки кварцевых кристаллических элементов абразивной суспензией / Е. В. Славина // Процессы абразивной обработки, абразивные инструменты и материалы : сб. ст. Междунар. науч.-техн. конф. / ВИСТех (филиал) ВолгГАСУ. – Волжский, 2011. – С. 71-74.
Подписано в печать 24.05.12 Формат 6084 1/16
Бум. офсет. Усл. печ. л. 0,93 (1,0) Уч.-изд. л. 0,9
Тираж 100 экз. Заказ 106 Бесплатно
Саратовский государственный технический университет
410054, Саратов, Политехническая ул., 77
Отпечатано в Издательстве СГТУ. 410054, Саратов, Политехническая ул., 77
Тел.: 24-95-70; 99-87-39, е-mail: [email protected]