

Совершенствование ускоренной доработки роликоподшипников в собранном виде на основе исследования закономерностей формообразования рабочих поверхностей их деталей
На правах рукописи
Шахбанова Ольга Сергеевна
СОВЕРШЕНСТВОВАНИЕ УСКОРЕННОЙ ДОРАБОТКИ РОЛИКОПОДШИПНИКОВ В СОБРАННОМ ВИДЕ
НА ОСНОВЕ ИССЛЕДОВАНИЯ ЗАКОНОМЕРНОСТЕЙ ФОРМООБРАЗОВАНИЯ РАБОЧИХ ПОВЕРХНОСТЕЙ
ИХ ДЕТАЛЕЙ
Специальность 05.02.08 – Технология машиностроения
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Саратов 2009
Работа выполнена в ГОУ ВПО
«Саратовский государственный технический университет»
Научный руководитель: доктор технических наук, профессор
Давиденко Олег Юрьевич
Официальные оппоненты: доктор технических наук, профессор
Аникин Анатолий Афанасьевич
кандидат технических наук
Королев Александр Альбертович
Ведущая организация: Саратовский филиал ООО «Научно-
исследовательский центр Европейской
подшипниковой корпорации»
Защита состоится 25 ноября 2009 г. в 15 часов на заседании диссертационного совета Д 212.242.02 при ГОУ ВПО «Саратовский государственный технический университет» по адресу: 410054, Саратов, ул. Политехническая, 77, корп. 1, ауд. 319
С диссертацией можно ознакомиться в научно-технической библиотеке ГОУ ВПО «Саратовский государственный технический университет»
Автореферат разослан 23 октября 2009 г.
Ученый секретарь
диссертационного совета А.А. Игнатьев
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность работы. Подшипники качения широко используются во многих узлах машин и механизмов, и от работоспособности подшипников в узле во многом зависит надежность работы машины в целом.
Как показывает практика, качество изготовления подшипников качения в значительной мере определяет конкурентоспособность отечественных изделий на мировом рынке. Однако стандартные технологии изготовления подшипников, в том числе и роликовых, не всегда обеспечивают необходимые точностные и качественные показатели, которые окончательно формируются на заключительных операциях технологического процесса механической обработки.
Вместе с тем известно, что значительно повысить качество изготовления подшипников позволяет применение методов доработки в собранном виде. В идеале эти методы должны обеспечивать оптимальную внутреннюю геометрию подшипника, которую невозможно получить другими способами. Однако известные способы доработки малопроизводительны, громоздки, трудны в осуществлении и практически не пригодны для использования в промышленном производстве.
Поэтому исследования в области создания новых технологических методов окончательного формообразования рабочих поверхностей деталей подшипников, лишенных указанных недостатков, позволят повысить качество обработки деталей, а значит, и эксплуатационные свойства всего изделия.
Цель работы. Повышение качества изготовления колец роликовых подшипников на основе применения ускоренной имитационной доработки в собранном виде и исследования механизма формообразования рабочих поверхностей дорабатываемых деталей.
Методы исследования. Исследование вопросов стабильности формирования рабочих поверхностей деталей подшипников на заключительной стадии механической обработки осуществлялось с использованием математического аппарата теории вероятностей и математической статистики. Исследования закономерностей формообразования профиля дорабатываемых деталей в процессе ускоренной имитационной доработки в собранном виде выполнялись на основе методов технологии машиностроения и математического анализа. Для получения количественной оценки влияния технологических факторов ускоренной имитационной доработки в собранном виде на исследуемые показатели применялось моделирование на основе многофакторных планируемых экспериментов. Опыты производились на экспериментальной установке с использованием современных средств измерения. Обработка результатов исследований производилась с использованием компьютерных программ.
Научная новизна. Исследованы закономерности перемещения деталей роликоподшипника в процессе его ускоренной доработки в собранном виде. Научно обосновано направление дальнейшего совершенствования процессов окончательной доработки прецизионных поверхностей деталей на основе применения имитационных методов, позволяющих формировать на обрабатываемой поверхности
макро- и микрогеометрические параметры, близкие к эксплуатационным, что способствует значительному повышению работоспособности шариковых и роликовых подшипников. Разработана математическая модель формообразования профиля рабочих поверхностей деталей в процессе их совместной доработки, учитывающая влияние на объем удаляемого металла кинематических факторов и геометрических характеристик дорабатываемого подшипника. Выявлены закономерности формирования величины выпуклости рабочих поверхностей дорабатываемых деталей, а также увеличения радиального зазора в роликоподшипнике.
Практическая ценность. Разработан способ ускоренной формообразующей доработки деталей роликоподшипника в собранном виде, позволяющий обеспечивать заданную величину радиального зазора в дорабатываемом подшипнике. На основе результатов теоретических и экспериментальных исследований предложена имитационная технология совместной доработки деталей роликоподшипника в собранном виде, лишенная недостатков, присущих известным методам доработки подшипников в сборе.
Реализация работы. Разработанная технология совместной доработки деталей роликоподшипника в собранном виде, а также рекомендации по ее наиболее эффективному использованию переданы для внедрения в Саратовское научно-производственное предприятие нестандартных изделий машиностроения и ФГУП «Саратовский завод приборных устройств» (СЗПУ). Планируемый минимальный годовой экономический эффект от использования на ФГУП «СЗПУ» подшипников, изготовленных по предложенной технологии, составляет более 800 тыс. руб.
Апробация работы. Основные положения и результаты диссертационной работы докладывались и обсуждались на международных конференциях «Процессы абразивной обработки, абразивные инструменты и материалы» (Волжский, 2006), «Повышение качества продукции и эффективности производства» (Курган, 2006); «Математические методы в технике и технологиях» (Саратов, 2008); Всероссийской научно-технической конференции «Автоматизация и производственный контроль» (Тольятти, 2006); научно-технических семинарах кафедры «Технология машиностроения» СГТУ (Саратов, 2007, 2008). В полном объеме работа доложена на заседании кафедры «Технология машиностроения» СГТУ (Саратов, 2008).
Публикации. По материалам исследований, представленных в диссертации, опубликовано 7 печатных работ, одна из них в журнале, включенном в перечень ВАК РФ.
Структура и объем работы. Диссертация состоит из введения, шести глав, заключения, списка литературы и приложений. Работа содержит 178 страниц текста, в том числе 51 рисунок, 11 таблиц, список литературы из 126 наименований.
ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ
Во введении обоснованы актуальность темы, научная новизна и практическая ценность работы, определены цель и задачи исследования, представлены основные научные и практические результаты работы, выносимые на защиту.
В первой главе рассмотрены вопросы формообразования рабочих поверхностей деталей подшипников на заключительной стадии технологического процесса их изготовления. Проанализированы формообразующие методы суперфинишной обработки дорожек качения подшипников, определены их достоинства и недостатки при использовании с целью оптимизации внутренней геометрии подшипников. Рассмотрены работы А.В. Орлова, А.В. Королева, О.Ю. Давиденко, С.В. Батенкова, Е.М. Филатовой, Т. Харриса, Т. Дернера, М.А. Галахова и других отечественных и зарубежных ученых, посвященные теоретическому и практическому обоснованию эффективности оптимизации формы профиля рабочих поверхностей деталей роликоподшипников. На основе анализа этих работ показано, что рациональное профилирование деталей подшипника на стадии механической обработки позволяет в значительной мере приблизить геометрическую форму их профиля к эксплуатационной, что дает возможность сократить время приработки рабочих поверхностей в ходе эксплуатации и обеспечить тем самым значительное повышение работоспособности опор качения. Однако теоретически разработанные профили не находят применения в подшипниковой промышленности из-за отсутствия требуемого технологического оборудования для окончательного формообразования рабочих поверхностей деталей подшипников.
В обзоре подробно проанализированы известные методы доработки подшипников качения в собранном виде, представленные в работах О.Ю. Давиденко, Е.Л. Казанцева, И.А. Баранова и др. Отмечено, что традиционно окончательное формообразование рабочих поверхностей деталей подшипников осуществляется на стадии суперфиниширования. Однако этот процесс не может обеспечить наиболее рациональные геометрические и точностные параметры рабочих поверхностей, то есть такие, которые формируются на деталях при эксплуатации подшипника, что не позволяет в полной мере использовать положительный эффект от профилирования.
На основе критического анализа литературных источников показано, что значительно повысить эксплуатационные свойства подшипников качения позволяет формообразующая доработка деталей в собранном виде. Такая доработка обеспечивает формирование рациональных геометрических параметров рабочих поверхностей деталей, а также благоприятные физико-механические свойства поверхностных слоев, повышая их износостойкость и способность противостоять усталостным разрушениям. Однако известные методы доработки подшипников касаются исключительно шарикоподшипников и не пригодны для доработки роликовых опор, хотя применение данного процесса для прецизионного формообразования деталей роликоподшипников позволит в значительной мере повысить их надежность и долговечность. Поэтому необходимо на основе исследований закономерностей формообразования рабочих поверхностей деталей дальнейшее совершенствование методов формообразующей доработки подшипников в собранном виде в направлении повышения их формообразующих и технологических возможностей. В связи с этим в работе поставлены следующие задачи:
1. Исследовать вопросы стабильности формирования точностных показателей рабочих поверхностей деталей подшипников после их окончательной обработки различными методами.
2. Разработать метод ускоренной формообразующей доработки подшипников качения в собранном виде, позволяющий обеспечивать заданную величину радиального зазора в дорабатываемом подшипнике.
3. Исследовать кинематические особенности перемещения деталей роликоподшипника в процессе его ускоренной доработки в собранном виде с целью анализа закономерностей формообразования рабочих поверхностей.
4. Разработать математическую модель формообразования профиля деталей в процессе доработки роликоподшипника в собранном виде, позволяющую управлять профилированием путем варьирования технологическими факторами.
5. Исследовать влияние технологических факторов процесса ускоренной формообразующей доработки деталей подшипников в собранном виде на величину радиального зазора и параметры формы профиля дорабатываемых деталей.
6. Разработать практические рекомендации по промышленному использованию предлагаемых технических решений.
Во второй главе изложен теоретико-вероятностный подход применительно к анализу точности формообразования рабочих поверхностей деталей подшипников на заключительных операциях технологического процесса их изготовления. Рассмотрены вопросы, связанные с проверкой нормальности распределения случайных величин, исследованием негауссовых распределений, применением метода единовременных выборок при исследовании точности технологических операций механической обработки деталей подшипников.
В третьей главе приводятся результаты статистического анализа точности формообразования профиля рабочих поверхностей деталей подшипников, выполненного на основе теоретико-вероятностного подхода. В ходе исследования определяли коэффициент точности Т и безразмерную величину настроенности Е технологического оборудования на традиционных операциях суперфиниширования и шлифования дорожек качения колец роликоподшипников из следующих известных выражений:
![]() ;
;  , (1)
, (1)
где – величина допуска; S – среднеквадратическое отклонение; ![]() – среднеарифметическое из суммы членов выборки;
– среднеарифметическое из суммы членов выборки; ![]() ;
; ![]() – максимальный и минимальный заданные пределы изучаемого признака качества, так что
– максимальный и минимальный заданные пределы изучаемого признака качества, так что ![]() .
.
Исследовались 13 партий колец объемом 100 штук каждая. Результаты исследования представлены на рис. 1 и 2. Из рисунков видно, что традиционные технологии окончательного формообразования дорожек качения не обеспечивают требуемой точности обработки (Тп <1) и не поддерживают удовлетворительную настроенность оборудования (Е).
Как показывают многочисленные испытания подшипников качения, их долговечность носит случайный характер. Даже при стендовых испытаниях, когда условия работы подшипника примерно одинаковы, коэффициент рассеивания долговечности в испытываемой партии часто превышает 100-кратный уровень. Это связано с многообразием случайных факторов, возникающих в процессе изготовления, монтажа в узлы и эксплуатации подшипников, которые оказывают существенное отрицательное влияние на условия взаимодействия рабочих поверхностей их деталей.
Значительное влияние на работоспособность подшипников качения оказывают уровень и распределение контактных напряжений на площадках контакта тел и дорожек качения. Кроме режимных факторов эксплуатации (нагрузки, скорости), эти параметры во многом определяются формой профиля контактирующих деталей.
В качестве объекта исследований использовали окончательно обработанные внутренние кольца радиально-упорного шарикоподшипника №306, изготавливаемого в условиях Саратовского подшипникового завода. Контролю подвергались кольца, обработанные на одном и том же оборудовании.
Контроль формы профиля желоба осуществляли методом замера размеров отпечатков, оставшихся после вдавливания в дорожку качения стандартного шара при различных нормальных нагрузках.
Рис 1. Значения показателей точности (Тп) формообразования и настроенности (Е) технологического оборудования на операциях шлифования дорожек качения колец роликоподшипников
Рис 2. Значения показателей точности (Тп) формообразования и настроенности (Е) технологического оборудования на операциях суперфиниширования дорожек качения колец роликоподшипников
Замер отпечатков осуществляли с использованием оптического длиномера. При этом фиксировался размер большой (b) и малой (а) полуосей эллипсов контакта при последовательном вдавливании с усилиями 1000, 2000, 3000, 4000 и 5000 Н.
Как видно из представленных замеров (рис.3), размеры больших и малых полуосей площадок контакта значительно отличаются друг от друга. Например, у колец №1 и №5 разноразмерность площадок контакта составляет 46-48%. При этом сама форма профиля дорожек качения в значительной мере отличается от дуговой и носит ярко выраженный случайный характер. Это говорит о том, что точность и стабильность формообразования профиля дорожек качения низки и требуются технологические мероприятия по повышению точности и стабильности обработки.
а) б)
Рис. 3. Изменение размера большой (а) и малой (б) полуосей эллипса контакта дорожки качения и шара при нормальном вдавливании
Выявленные значительные различия в размерах и форме площадок контакта у колец одного типа говорят о различных контактных условиях, которые имеют место при работе одинаковых подшипников в узлах машин и механизмов. Это приводит к значительному разбросу их долговечности.
Значения контактных напряжений (Р0) в центре площадки контакта для исследуемых колец представлены на диаграмме рис.4.
Как видно, из-за низкой стабильности формообразования профиля дорожек качения контактные напряжения у колец одного типоразмера могут иметь различные значения и отличаться друг от друга более чем в два раза. Соответственно и рассеивание долговечности шарикоподшипников будет велико. Поэтому одним из путей обеспечения стабильно высокой
| Рис. 4. Значение контактных напряжений в центре площадок контакта |
долговечности подшипников качения является достижение повышенной точности формообразования профиля их рабочих поверхностей имитационными методами.
В четвертой главе представлено обоснование использования процесса ускоренной имитационной доработки для окончательного формообразования рабочих поверхностей деталей роликоподшипника в собранном виде. Недостатком известных способов имитационной доработки подшипников является неконтролируемое увеличение в процессе доработки радиального зазора, что может снижать эксплуатационные свойства опоры.
Одной из задач данной работы является устранение указанного недостатка, а именно повышение эксплуатационных свойств дорабатываемых подшипников за счет обеспечения необходимого увеличения радиального зазора.
Сущность предлагаемого технического решения заключается в следующем (рис. 5). Прирабатываемый подшипник (1) помещают в абразивную среду и создают перекос наружного кольца (2) относительно внутреннего (3) на угол так, что их поперечные плоскости симметрии (4,5) пересекаются в центре симметрии (6) подшипника (1). Внутреннему кольцу (3) придают вращение вокруг оси (7), а вращение наружного кольца (2) осуществляют вокруг наклоненной оси (8), описывающей конус с вершиной в центре симметрии (6) подшипника (1). Технологический угол перекоса колец (2,3) для различных типов подшипников качения определяют с учетом требуемого увеличения радиального зазора в результате доработки из следующих выражений:
- для цилиндрических роликовых подшипников
![]() (2)
(2)
- для конических роликоподшипников
 (3)
(3)
- для шариковых подшипников
![]() (4)
(4)
где – технологический угол перекоса колец дорабатываемого подшипника; е – исходный радиальный зазор; е – увеличение радиального зазора в результате доработки; lэфф. – эффективная длина ролика; 0 – угол конуса наружного кольца; Dср. – средний диаметр дорожки качения наружного кольца; Dср. – средний диаметр ролика; rж. – радиус дорожки качения шарикоподшипника; Dш. – диаметр шарика; D, d – посадочные диаметры наружного и внутреннего колец.
| Рис. 5. Способ доработки подшипников качения в собранном виде |
Такая кинематика движения деталей дорабатываемого подшипника (1) обеспечивает сообкатывание дорожек качения (9,10) наружного (2) и внутреннего (3) колец собственным комплектом тел качения (11), в результате чего на рабочих поверхностях колец (2,3) и тел качения (11) формируются эксплуатационные микро- и макрогеометрические параметры, способствующие значительному повышению работоспособности подшипников.
С целью определения технологических возможностей предлагаемого технического решения в работе исследованы кинематические особенности перемещения деталей в процессе формообразующей доработки роликоподшипника, а также закономерности движения пятна контакта рабочих поверхностей деталей дорабатываемого подшипника.
Исследуя кинематику перемещения деталей в процессе доработки подшипников, рассмотрены случаи попутного и встречного вращения колец при различ -
ных комбинациях скоростей при наличии и отсутствии технологического перекоса колец. При этом определены мгновенный центр скоростей, скорости перемещения деталей, а также другие параметры.
Величина перемещения роликов вдоль оси вращения подшипника, когда нRн>вRв, а н и в направлены в одну сторону, определяется
 . (5)
. (5)
Для случая, когда вRв>нRн, будем иметь
 . (6)
. (6)
Для случая, когда н и в направлены в разные стороны, будем иметь
 . (7)
. (7)
где н, в – угловая скорость вращения наружного и внутреннего колец; Rн, Rв – радиусы рабочих поверхностей наружного и внутреннего колец дорабатываемого подшипника; r – радиус ролика; t – время контакта деталей.
Скорость движения пятна контакта ролика вдоль оси определится из выражения
 , (8)
, (8)
где р – угловая скорость движения ролика;, APi – положение мгновенного центра скоростей деталей.
Рассматривая кинематику движения пятна контакта рабочих поверхностей деталей дорабатываемого подшипника, полагали, что относительное движение роликов будет винтовым. При этом объем металла, удаляемый с дорабатываемой поверхности в каждом поперечном сечении детали, определяли из следующего выражения
 (9)
(9)
После преобразования выражения (9), получили математическую модель формирования формы профиля рабочих поверхностей деталей дорабатываемого подшипника, которая учитывает кинематику перемещений пятна контакта дорабатываемых деталей
 , (10)
, (10)
где hi – величина изменения радиуса дорабатываемых деталей в каждом поперечном сечении.
Пятая глава посвящена экспериментальным исследованиям процесса ускоренной имитационной доработки деталей роликоподшипников в собранном виде.
Эксперименты выполнялись на модернизированном токарно-винторезном станке с использованием устройства, представленного на рис. 6.
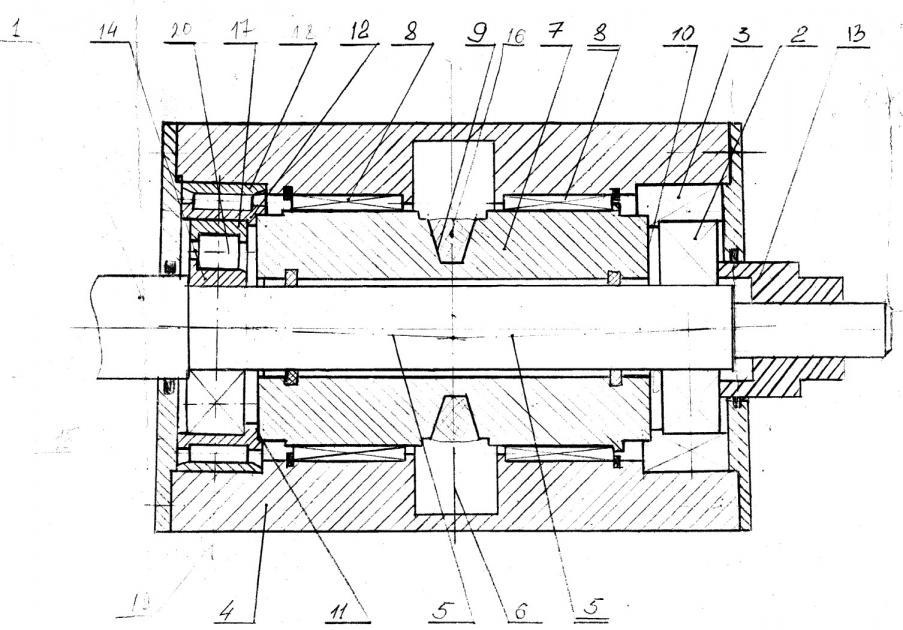
Данное устройство состоит из рабочего вала 1, на котором установлены дорабатываемые подшипники 2, полого вала 7 и корпуса 4. Для создания технологического перекоса колец 14 и 17, корпус 4 имеет наклонные посадочные отверстия. В процессе доработки придают вращение рабочему 1 и полому 7 валам, в результате чего осуществляется формообразование рабочих поверхностей деталей роликоподшипника.
| Рис. 6. Устройство для реализации способа ускоренной формообразующей доработки подшипников качения в собранном виде |
Технологический угол перекоса колец выбирается в зависимости от требуемого увеличения радиального зазора. В процессе доработки на рабочих поверхностях деталей будет формироваться выпуклый профиль. Наличие абразивной среды в зоне контакта будет способствовать интенсификации процесса. Таким образом, в условиях такой обкатки на рабочих поверхностях роликов и дорожек качения естественным путем формируется рациональный профиль, пригодный для работы подшипников в условиях неизбежных перекосов их колец.
В ходе выполнения экспериментальных исследований определяли влияние частоты вращения наружного кольца (nн), частоты вращения внутреннего кольца (nв), угла скрещивания осей вращения колец () и времени приработки () на значение радиального зазора в подшипнике (з) и величину образующейся выпуклости дорожек качения наружного (н), внутреннего (в) колец и роликов (р).
В качестве объекта исследований использовали радиальные роликоподшипники 42305 c полиамидными сепараторами 6-го класса точности по ГОСТ – 520-71. Кольца и ролики подшипников изготовлены из стали ШХ-15 ГОСТ – 801-78 и термически обработаны до твердости НRСэ 61…65 ед. Все экспериментальные подшипники были собраны с радиальными зазорами нормального ряда.
В качестве абразивной среды использовали абразивную пасту, содержащую 54% окиси хрома зернистостью М5, 21,5% парафина, 3,5% пчелиного воска, 11% стеарина, 7% керосина и 3% олеиновой кислоты. Перед доработкой абразивная паста тонким слоем наносилась на поверхность дорожки качения внутренних колец прикатываемых подшипников, и дополнительное нанесение в ходе доработки не осуществлялось.
После доработки подшипники промывались в ультразвуковой ванне, наполненной керосином, смазывались, а затем отправлялись на контроль требуемых параметров.
Исследования производились по методике многофакторного планирования экспериментов со следующими диапазонами варьирования факторов: nн – от 10 до 100 об/мин, nв – от 100 до 1000 об/мин, – от 10 до 30 мин, – от 10 до 60 с.
Величину выпуклости профиля контролировали с помощью профилографа «Поворотный Телисерф-4».
После компьютерной обработки экспериментальных данных получили эмпирические модели изменения радиального зазора в дорабатываемом подшипнике, а также модели формирования выпуклого профиля его деталей.
![]()
 (11)
(11)
Анализ полученных результатов показал, что повышение частоты вращения наружного и внутреннего колец приводит к увеличению радиального зазора в подшипнике. Это связано с тем, что при возрастании частоты вращения колец увеличивается частота вращения сепаратора с комплектом роликов, а также возрастает собственная частота вращения роликов вокруг своей оси. При этом значительно увеличивается число единичных контактов каждого участка рабочих поверхностей деталей друг с другом в единицу времени. Если учесть, что за каждый единичный контакт осуществляется некоторый локальный износ отдельных участков контактирующих поверхностей, увеличение числа этих контактов в единицу времени приведет к возрастанию общего линейного износа взаимодействующих поверхностей, что эквивалентно увеличению величины радиального зазора в дорабатываемом подшипнике.
Более значительное влияние на увеличение радиального зазора в подшипнике оказывает время доработки (рис. 7). Возрастание времени доработки с 10 с до 60 с приводит к увеличению радиального зазора почти в два раза.
Как видно из рис. 7, в начальный период доработки интенсивность износа деталей подшипника значительно выше, чем на заключительном этапе. Это связано с тем, что в начальный период времени абразивные зерна, содержащиеся в смазке, имеют значительные размеры, глубже внедряются в обрабатываемую поверхность и удаляют с нее больше металла. С течением времени абразивные зерна дробятся, глубина их внедрения в контактирующие поверхности уменьшается, следовательно, уменьшается и интенсивность износа этих поверхностей.
На рис. 8 представлена зависимость изменения радиального зазора в прирабатываемом подшипнике от технологического угла скрещивания осей вращения наружного и внутреннего колец. Как видно, с увеличением технологического угла скрещивания осей в процессе доработки подшипника его радиальный зазор увеличивается. Это происходит от того, что с увеличением этого угла возрастают скорости проскальзывания на площадках контакта взаимодействующих поверхностей, при этом абразивные зерна более глубоко внедряются в обрабатываемую поверхность, увеличиваются толщины единичных микросрезов и удаляются значительные микрообъемы металла.
з, мкм з, мкм
| Рис.7. Зависимость изменения радиаль- ного зазора з от времени доработки: ------- нижний уровень факторов; _____ верхний уровень факторов | Рис.8. Зависимость изменения радиального зазора з от технологического угла скрещивания осей: -- нижний уровень факторов; ___ верхний уровень факторов |
Как показали теоретические исследования и эксперименты, в процессе имитационной обработки на обрабатываемой поверхности формируется некоторая выпуклость профиля в пределах 2..5 мкм. При этом увеличение режимов обработки приводит к возрастанию выпуклости.
Экспериментальные исследования подтвердили и дополнили основные теоретические положения. Полученные в работе теоретические модели адекватно отражают реальные закономерности исследуемого процесса. Погрешность расчета не превышает 15%.
В шестой главе изложены практические рекомендации по промышленному использованию результатов выполненных исследований.
Предлагаемый в данной работе метод может быть с успехом использован как в сфере производства подшипников качения, так и в области их эксплуатации.
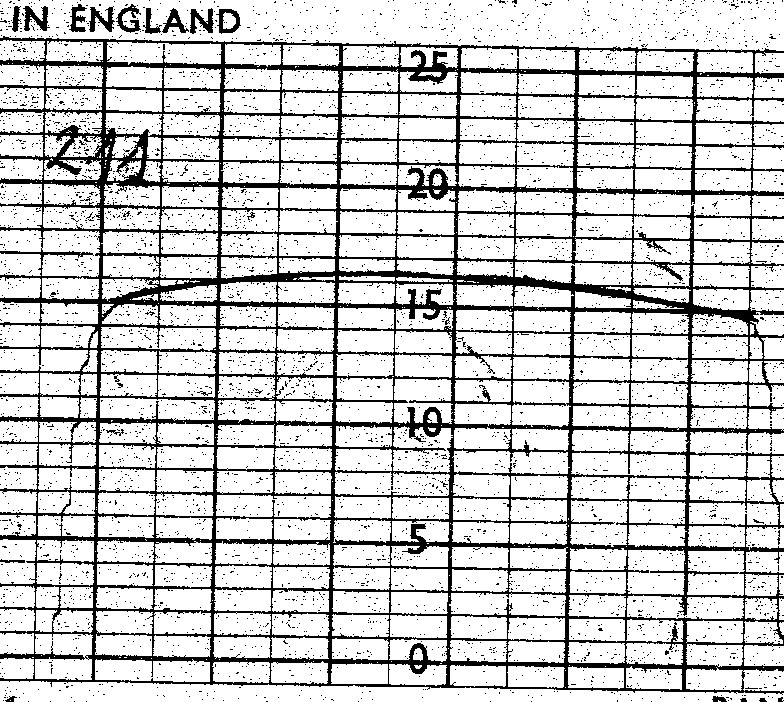
Проведенные в работе исследования позволили расширить технологические возможности методов приработки подшипников в собранном виде в направлении повышения их производительности, формообразующих возможностей, универсальности и технологической гибкости. На рис. 9 представлены профилограммы дорожки качения внутреннего кольца и рабочей поверхности тел качения роликоподшипника 42305, после его ускоренной доработки в собранном виде в течение 30 с. Как видно из рисунка, в результате доработки на дорожках качения и рабочих поверхностях роликов образовался выпуклый профиль с величиной выпуклости от 2 до 4 мкм.
Выполненные исследования показывают, что предлагаемый метод доработки может быть использован в качестве технологической операции в техпроцессе изготовления подшипников. Это становится возможным, так как время доработки указанным методом удалось снизить до уровня, сопоставимого с временем шлифования или суперфиниширования рабочих поверхностей деталей роликоподшипника. Кроме того, разработанное двухпозиционное устройство для осуществления предложенного способа позволяет автоматизировать процесс загрузки и вы-
грузки прирабатываемых подшипников, что делает возможным применение данного метода в серийном и крупносерийном производствах, при изготовлении высокоточных подшипников.
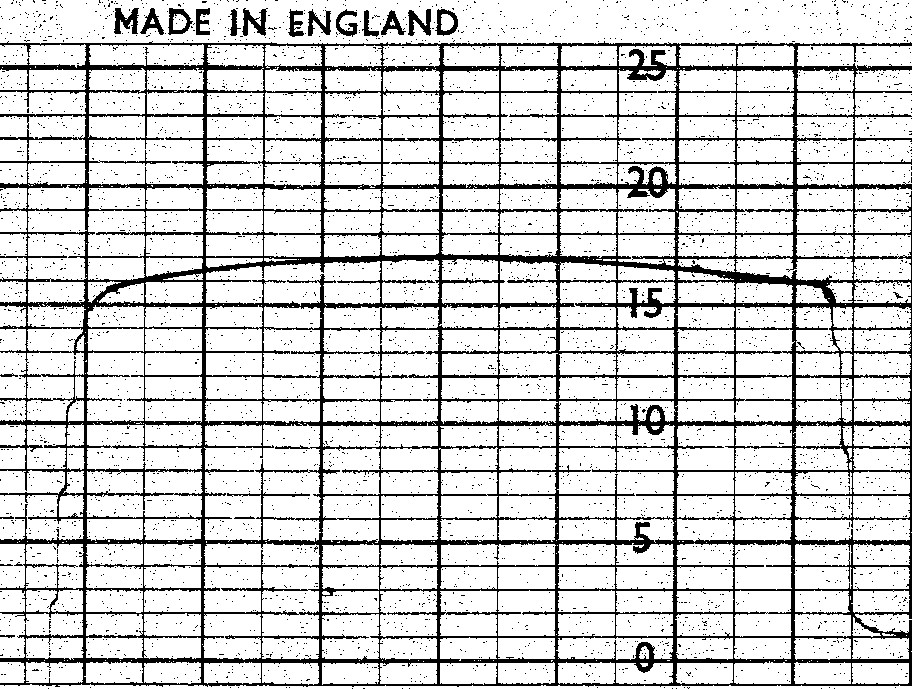
а) б)
Рис. 9. Профилограммы рабочих поверхностей внутреннего кольца (а) и роликов (б) роликоподшипника 42305 после его ускоренной доработки в собранном виде
Высокий уровень универсальности и технологической гибкости предлагаемого метода ускоренной доработки обусловлен возможностью его применения для доработки не только роликовых, но и шариковых подшипников.
Важным элементом, обеспечивающим рациональное формообразование в процессе осуществления предлагаемого метода доработки подшипников в собранном виде, является технологический угол скрещивания осей вращения наружного и внутреннего колец. Для получения наиболее оптимальных с точки зрения эксплуатации геометрических параметров рабочих поверхностей колец и тел качения, этот угол необходимо устанавливать равным максимально возможному углу перекоса колец подшипника данного типоразмера при его эксплуатации в реальном узле. В этом случае формируемый на рабочих поверхностях деталей подшипника профиль будет пригоден для работы в самом широком диапазоне условий эксплуатации подшипников. Таким образом, величина технологического угла скрещивания будет зависеть от типа и типоразмера подшипника, его конструктивных особенностей, радиального зазора, а также от условий его эксплуатации в реальном узле.
Предлагаемый метод ускоренной имитационной доработки подшипников в собранном виде, как отмечалось ранее, может быть использован и в области эксплуатации подшипников. Перед установкой стандартных подшипников в ответственные рабочие узлы они могут подвергаться такой доработке с целью повышения их эксплуатационных свойств. Для этого может быть использовано предложенное в работе устройство, смонтированное на токарном, шлифовальном или другом подобном оборудовании.
После промывки доработанные подшипники готовы к эксплуатации. При этом в результате оптимизации внутренней геометрии их долговечность, как следует из результатов известных исследований, может повыситься от 2 до 6 раз.
Таким образом, экономическая эффективность выполненных исследований заключается в повышении долговечности роликоподшипников.
ОСНОВНЫЕ ВЫВОДЫ
1. На базе теоретических и экспериментальных исследований закономерностей взаимодействия деталей опор качения, работающих в условиях перекоса колец, решена актуальная научно-техническая задача повышения качества изготовления роликовых подшипников на основе применения ускоренной имитационной доработки в собранном виде.
2. Разработан метод ускоренной имитационной доработки подшипников качения в собранном виде, обладающий повышенной эффективностью, универсальностью и технологической гибкостью, высокими профилирующими возможностями, позволяющий обеспечивать требуемую величину радиального зазора в дорабатываемом подшипнике путем изменения технологического угла скрещивания осей.
3. Исследована кинематика перемещения деталей роликоподшипника в процессе его ускоренной имитационной доработки в собранном виде с использованием абразивной среды. Разработана математическая модель формообразования рабочих поверхностей деталей роликоподшипника при осуществлении его доработки в собранном виде. Установлено, что, меняя технологические режимы доработки, можно управлять величиной радиального зазора дорабатываемого подшипника и формировать на деталях выпуклый профиль с рациональными геометрическими параметрами, обусловленными условиями работы подшипника в конкретном рабочем узле.
4. Выполнены экспериментальные исследования влияния технологических факторов процесса формообразующей имитационной доработки на состояние дорабатываемых поверхностей деталей роликоподшипника. Установлены закономерности изменения радиального зазора в подшипнике, а также получены эмпирические модели образования выпуклого профиля рабочих поверхностей деталей дорабатываемого роликоподшипника. Установлено, что после доработки на повышенных режимах в течение 60 с, величина выпуклости дорожек качения наружного и внутреннего колец составляет примерно 4 мкм, а выпуклость роликов на 12% больше.
5. Разработаны практические рекомендации по промышленному использованию предлагаемых технических решений, которые приняты к внедрению на ФГУП «СЗПУ», ООО НППП НИМ (г. Саратов). Расчетный годовой экономический эффект от увеличения ресурса работы подшипников технологического оборудования на ФГУП «СЗПУ» составит свыше 800 000 рублей.
Основное содержание диссертации опубликовано в работах:
Публикации в журналах, рекомендованных ВАК РФ
1. Шахбанова О.С. Микрогеометрия поверхностей деталей шарикоподшипника после имитационной приработки / О.Ю. Давиденко, А.А. Сенюшкин, О.С. Шахбанова // СТИН. 2007. – № 7. – С.25-29.
Публикации в других изданиях
2. Шахбанова О.С. Имитационные технологии формообразования рабочих поверхностей деталей подвижных сопряжений / О.Ю. Давиденко, М.К. Решетников, О.С. Шахбанова // Прогрессивные направления развития технологии машиностроения: сб.науч.тр. / СГТУ. – Саратов, 2005. – С. 31-33.
3. Шахбанова О.С. Регулирование радиального зазора в подшипнике при его имитационной доработке в собранном виде / О.Ю. Давиденко, О.С. Шахбанова // Повышение качества продукции и эффективности производства: материалы Междунар. науч.-техн. конф. / КГУ. – Курган, 2006. – С. 36-37.
4. Шахбанова О.С. Имитационная совместная доработка деталей шарикоподшипников в абразивной среде / О.Ю. Давиденко, А.А. Сенюшкин, О.Ю. Шахбанова // Шлифабразив–2006: сб. ст. Междунар. науч.-техн. конф. / ВПИ. – Волгоград, Волжский, 2006. – С. 111-114.
5. Шахбанова О.С. Статистический подход в исследовании точности технологических операций / О.Ю. Давиденко, О.С. Шахбанова, С.И. Капульник // Автоматизация и производственный контроль: сб.тр. науч.-техн. конф. / ТГУ. – Тольятти, 2006. – С.94-97.
6. Шахбанова О.С. Формирование рациональной микрогеометрии рабочей поверхности внутреннего кольца роликоподшипника при имитационной совместной доработке его деталей / О.Ю. Давиденко, А.А. Сенюшкин, О.С. Шахбанова // Интеллектуальный потенциал высшей школы-железнодорожному транспорту: межвуз. сб. науч. ст./ СГТУ. – Саратов, 2006.- С. 52–57.
7. Шахбанова О.С. Математическая модель имитационной доработки деталей подшипников в собранном виде / О.Ю. Давиденко, М.К. Решетников, О.С. Шахбанова // Математические методы в технике и технологиях: сб.тр. науч.-техн. конф. / СГТУ. – Саратов, 2008. – С. 89-91.
Подписано в печать 19.10.09 Формат 60х84 1/16
Бум.офсет. Усл. печ. л. 1,0 Уч.-изд. л. 1,0
Тираж 100 экз. Заказ 456 Бесплатно
Саратовский государственный технический университет
410054, Саратов, Политехническая ул., 77
Отпечатано в Издательстве СГТУ. 410054, Саратов, Политехническая ул., 77