

Обеспечение заданной точности и качества поверхности на операциях сверления антифрикционных углепластиков на основе результатов моделирования процесса резания
На правах рукописи
БЕЛЕЦКИЙ Евгений Николаевич
ОБЕСПЕЧЕНИЕ ЗАДАННОЙ ТОЧНОСТИ И КАЧЕСТВА
ПОВЕРХНОСТИ НА ОПЕРАЦИЯХ СВЕРЛЕНИЯ
АНТИФРИКЦИОННЫХ УГЛЕПЛАСТИКОВ
НА ОСНОВЕ РЕЗУЛЬТАТОВ МОДЕЛИРОВАНИЯ
ПРОЦЕССА РЕЗАНИЯ
Специальность 05.02.07 – Технология и оборудование механической и физико-технической обработки
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Саратов 2010
Работа выполнена в Государственном образовательном учреждении высшего
профессионального образования «Санкт-Петербургский институт
машиностроения (ЛМЗ – ВТУЗ)»
Научный руководитель: доктор технических наук, профессор
Петров Владимир Маркович
Официальные оппоненты: доктор технических наук, профессор
Бекренев Николай Валерьевич;
кандидат технических наук
Горбунов Владимир Владимирович
Ведущая организация: Филиал ОАО «Силовые машины» ЛМЗ
(г. Санкт- Петербург)
Защита состоится 30 июня 2010 года в 16 часов на заседании диссертационного совета Д 212.242.02 при ГОУ ВПО «Саратовский государственный технический университет по адресу: 410054, г. Саратов, ул. Политехническая, 77, корп.1, ауд. 319.
С диссертацией можно ознакомиться в научно-технической библиотеке ГОУ ВПО «Саратовский государственный технический университет».
Автореферат разослан 28 мая 2010 г.
Ученый секретарь
диссертационного совета _________ А.А Игнатьев
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность темы. Современные силовые энергетические машины требуют от применяемых конструкционных материалов высоких эксплуатационных свойств, в первую очередь, отвечающих за работоспособность и ресурс. Традиционные конструкционные материалы на основе металлов и их сплавов не в состоянии удовлетворить эти требованиям. Поэтому широкое применение получают реактопласты на основе полимерных смол (фенольных, эпоксидных и др.) и угольного волокна – углепластики антифрикционного назначения, марок ФУТ и УГЭТ. Эти композиты обладают рядом достоинств: высокие удельные прочностные и упругие характеристики; стойкость к агрессивным химическим средам; низкая тепло- и электропроводность; уникальные триботехнические характеристики и др. Указанные свойства позволяют успешно применять их для экстремальных условий работы узлов машин, спроектированных для нужд оборонного комплекса страны, энергетики и транспорта.
При изготовлении агрегатов гидравлических и паровых турбин используют большую номенклатуру крупногабаритных деталей из углепластиков (подпятников, втулок направляющего аппарата, сферических подшипников скольжения, шаровых опор и др.). Основным способом крепления этих деталей в агрегатах является механический, через выполненные отверстия по 8…10-му квалитетам с высокими требованиями по параметрам точности и качества (отклонения формы: овальности, конусообразности, шероховатости до Ra не выше чем 6,3 мкм, отсутствие дефектного слоя, микротрещин, вырывов материала и т.п.).
Заготовительные операции – методом прессования не обеспечивают заданной точности и качества, а в ряде случаев получение отверстий на этих операциях вообще невозможно. Раскрой материала с помощью алмаза и гидроабразивная резка приводят к появлению дефектного слоя до двух и более мм, что также требует финишной отделочной обработки. Поэтому основным методом является сверление отверстий спиральными сверлами. Процесс механической лезвийной обработки углепластиков в настоящее время целиком изучен мало. Применительно к современному авиа- и судостроению, производству ракетной техники, известны некоторые работы, в которых рассмотрены частные вопросы механической обработки реактопластов. При расширении областей использования углепластиков в различных отраслях машиностроения актуальной является разработка научно обоснованной технологии механической лезвийной обработки композиционных материалов, опирающейся на моделирование процессов разрушения резанием с дифференцированным учетом их специфических физико-химических свойств.
Цель работы. Повышение эффективности обработки отверстий в заготовках из композиционного углепластика спиральными сверлами, на основе моделирования процесса резания с дифференцированным учетом их физико-механических характеристик.
Научная новизна работы заключается в следующем:
-предложена научно обоснованная модель процесса обработки отверстий в заготовках из композиционного углепластика лезвийным инструментом – спиральными сверлами;
- на основе модели разработан алгоритм адаптации обработки отверстий в заготовках из композиционного углепластика, позволяющий на этапе проектирования учесть влияние на процесс резания основных физико-механических характеристик обрабатываемого материала;
- установлены зависимости между физико-механическими характеристиками обрабатываемого материала и геометрией спиральных сверл, с целью назначения рациональных режимов резания и достижения заданной работоспособности режущего инструмента;
- предложен метод управления показателями процесса резания на основе комплексной оценки параметров точности и качества обработанных отверстий;
- выполнен комплекс исследований по достижению заданной размерной точности обработки, качества поверхностного слоя и выбора эффективных методов повышения производительности процесса сверления.
Методы и средства исследования. В работе использованы основные положения теории резания и изнашивания инструментальных материалов, теории упругости и динамики технологических систем механической обработки, методы системного анализа и математической статистики, оптимизации динамических параметров пары «инструмент - обрабатываемый материал», развитые в задачах инструментального мониторинга и диагностики.
Оценка основных динамических и триботехнических характеристик пары «инструмент – композиционный углепластик» проводилась на измерительно-вычислительном комплексе (ИВК) на базе стандартной машины трения СМЦ-2. Натурные испытания проводились на спроектированном ИВК на базе сверлильного станка 2Н125. Для обработки данных использовался пакет прикладных программ «PowerGraph 3.3». Оценка параметров качества (микрогеометрии) – на ИВК «Профиль», визуальный мониторинг – на ИВК «Latimet Automatic».
Практическая ценность и реализация результатов работы.
Теоретические положения и выводы подтверждены экспериментально положительными результатами применения в производственных условиях. Достоверность результатов исследования контактных взаимодействий режущего лезвийного инструмента с композиционным углепластиком подтверждена удовлетворительным соответствием результатов с основополагающими решениями, полученными по процессам резания неметаллов в работах других авторов. Новизна выполненных технических решений подтверждается соответствующими техническими актами, приложенными в работе.
Разработанная система программной адаптации обработки отверстий спиральными сверлами в заготовках из композиционного углепластика позволяет обеспечить высокую производительность обработки при жестких ограничениях по точности размеров, форме и качеству поверхностного слоя.
Система работает совместно со стендами и машинами трения, ИВК «Профиль», «Latimet Automatic», а также с приборами и комплексами оценки основных физико-механических характеристик традиционными методами испытания, позволяющими с необходимой полнотой оценить состояние поверхностного слоя обработанных изделий.
Предложенные методы комплексной оценки основных эксплуатационных параметров качества пары трения «инструмент – композиционный углепластик» и методы расчетов режимов обработки нашли применение в энергомашиностроении на операциях механической лезвийной обработки – сверлении, при разработке новых технологических процессов (ЦНТУ ПК «Прометей», ОАО «Силовые машины» ЛМЗ, ООО «Обуховский терминал-М», Санкт-Петербург).
Материалы диссертации внедрены в учебный процесс и использованы при подготовке профилирующих дисциплин на технологическом факультете ГОУ ВПО ПИМаш.
Отдельные результаты, представленные в диссертационной работе, получены в рамках проектов:
1. Государственный заказ № 02.467.11.2007от 05.10.2005г., тема с ФГУП ЦНИИ КМ «Прометей»: «Создание новых высокоэкономичных композиционных материалов для экстремальных условий эксплуатации, разработка технологии их изготовления и адаптации к применению в производстве и их коммерциализация».
2. Целевая программа «Развитие научного потенциала высшей школы (2009 – 2010 годы)», тема № 2.1.2/6730: «Исследование влияния наноструктуризации технологических сред применительно к триботехническим задачам энергомашиностроения».
Апробация работы. Результаты диссертационной работы обсуждались в период с 2005 по 2009 гг. на ряде научно – технических конференций, симпозиумов, совещаний и семинаров: «Полимерные композиты в триботехнике. Проблемы создания и применения. Опыт эксплуатации» (ЦНИИ КМ «Прометей», С-Петербург, 2005); «Современное оборудование и оснастка машиностроительного производства» (С-Петербург, 2006); «Триботехника на транспорте»; «Транстрибо – 2005», СПбГПУ, (С-Петербург, 2006); «Повышение эффективности механообработки на основе моделирования физических явлений» (Рыбинск, 2009); на конференциях и научно-технических семинарах ПИМаш (2005-2009), докладывались на расширенных заседаниях кафедр «Станки и металлообрабатывающие комплексы» РГАТА (Рыбинск, 2009), «Проектирование технических и технологических комплексов» СГТУ (Саратов, 2009, 2010).
Публикации. По теме диссертационной работы опубликовано 12 печатных работ, в том числе 1 в издании, рекомендованном ВАК РФ.
Структура и объем диссертации. Диссертация состоит из введения, 5 глав, заключения, списка использованной литературы из 122 наименований и содержит 130 страниц текста, включая 12 таблиц, 47 рисунков и два приложения, которые подтверждают работоспособность разработанных алгоритмов и эффективность предложенных решений. Результаты диссертационной работы внедрены на отраслевом уровне.
На защиту выносятся:
- Методика определения упругого последействия композиционного углепластика на заднюю поверхность лезвийного режущего инструмента.
- Методика оценки триботехнических характеристик пары «инструмент – композиционный углепластик».
- Модель процесса разрушения композиционного углепластика, учитывающая с необходимой полнотой физико-механические характеристики обрабатываемого материала и особенности процесса сверления.
- Реологическая модель разрушения композиционного углепластика в процессе резания лезвийным инструментом при сверлении.
- Алгоритм выбора рациональных режимов обработки отверстий сверлением в композиционном углепластике.
- Полученные результаты теоретических и экспериментальных исследований на основе предложенных методик и внедрения в производственных условиях.
СОДЕРЖАНИЕ РАБОТЫ
Во введении показана актуальность работы, сформулированы цель и задачи диссертационного исследования; раскрыта его научная новизна и практическая значимость; представлены основные положения, выносимые на защиту.
В первой главе дается анализ проблемы, связанной с обеспечением требуемой работоспособности режущего лезвийного инструмента при обработке композитов (эластомеров, термо- и реактопластов). Исследование отражает результаты, полученные на основе анализа публикаций в научно- технических изданиях России и зарубежных стран по процессам резания, разрушения и трения композиционных материалов (например, реактопластов антифрикционного назначения: гетинакса, текстолита, тордона, боропластов, углепластиков и т.п.).
Исследованиями в области теории резания конструкционных материалов, в том числе неметаллов, c целью повышения эффективности лезвийной обработки занимались отечественные и зарубежные ученые: Н.В.Бекренев, B.Ф.Безъязычный, А.А.Кошин, Б.A.Kpaвчeнкo, B.Д.Кузнецов, В.Н.Латышев, T.H.Лоладзе, A.Д.Макаров, A.A.Маталин, А.Г.Наумов, B.H.Подураев, M.Ф.Полетика, A.H Резников., C.C.Силин, B.К.Cтapкoв, А.Г.Суслов и др.
Теория резания композиционных материалов заимствовала методы исследования и законы из теории обработки металлов (схемы резания, инструмент, режимы обработки, СОТС и т.п.). Данный формальный подход не позволил получить положительный результат при решении технологических задач в практике обработки реактопластов и термопластов. Существуют отдельные литературные данные, анализ которых дает представление о механизме процесса резания неметаллических материалов: монолитных полимеров без включений (полистирола, фторопласта, полиамидов) и с волокнистой структурой наполнителя.
Углепластики антифрикционного назначения, марок ФУТ и УГЭТ, рассматриваемые в работе, состоят из двух компонентов: основы, матрицы – полимерного связующего (на основе эпоксидных и фенолоформальдегидных смол) и армирующей составляющей – низкомодульного угольного волокна – ткани. Как показали исследования автора и других авторов, на начальном этапе обработки матрица воспринимает основную силовую нагрузку при врезании инструмента и имеет существенное последействие, в виде упругих деформаций после вывода инструмента из зоны обработки (нарушается геометрия обработанного отверстия, как в осевом, так и поперечном направлениях). Армирующая составляющая также вносит дополнительную случайную погрешность. Простыми решениями в виде корректировки углов резания и режимов обработки (например, варьируются: 2 = 800….1200, до 27°, а до 15°, V = 16..100 м/мин, s = 0,05…1 мм/об) не удается достичь заданных результатов по точности и шероховатости поверхностей (8, 10…12-й квалитеты, Ra = 3,2…6,3).
Анализ исследований процессов сверления показал, что при обработке реактопластов необходимо учитывать:
- упругое последействие обработанного материала, где для уменьшения влияния режущей кромки инструмента на обрабатываемый материал рекомендуется производить резание с большими скоростями (до V= 200…300 м/мин);
- рациональное соотношение скорости главного движения и подачи, которое позволит равномерно распределять тепло по поверхности обрабатываемой заготовки, выделяющееся в процессе резания, не приводя к образованию прижогов, и снизить шероховатость обработанной поверхности;
- образование трещин и расслоений при входе и выходе сверла из заготовки; для уменьшения влияния можно использовать инструмент со специальной геометрией режущей части (например, комбинированная заточка).
В наибольшей степени высокие функциональные свойства композиционных углепластиков проявляются после рациональной обработки отверстий при учете физико-химических особенностей СОТС, обрабатываемого материала, режущего инструмента и условий обработки на конкретной операции. В соответствии с этим сформулирована цель и поставлены задачи исследований, представленные в диссертационной работе.
Вторая глава посвящена анализу влияния физико-химических свойств композиционных углепластиков (КУ) на его обрабатываемость лезвийным инструментом и режущую способность спиральных сверл.
Представлены методики расчета основных физических параметров и их зависимости от способа армирования и адгезии материала матрицы к армирующему волокну, которые необходимы для решения задач механической лезвийной обработки заготовок сверлением.
При этом весь анализ свойств КУ разбивается на две группы задач:
- оценка влияния особенностей строения КУ на физико-механические свойства и процесс разрушения резанием;
- оценка влияния физико–химических свойств КУ на работоспособность инструмента, факторов, влияющих на износ, точность и качество обработки.
К первой группе задач относятся структуры и физико-механические свойства КУ ФУТ и УГЭТ, а также свойства составляющих: матрицы, армирующего угольного волокна и ткани. Рассматривается зависимость физико-механических свойств от структуры и типа армирования.
Рассматривается КУ с термореактивной матрицей, фенолформальдегидные – ФУТ и эпоксидные смолы – УГЭТ, экспериментально установлено, что с увеличением предела прочности матрицы прочность КУ увеличивается. При соблюдении условий монолитности композита матрица почти не влияет на коэффициенты распределения внешней нагрузки на угольные волокна при разрушении резанием. В условиях реального производства нарушение монолитности в заготовках из КУ происходит: вследствие уменьшения содержания в них связывающего компонента, из-за увеличения степени наполнения армирующим материалом, пористости, изменения свойств матрицы и прочности сцепления ее с волокнами.
Армирующий материал воспринимает основные напряжения, возникающие в композите под действием внешних нагрузок, и обеспечивает жесткость и прочность композиции (используется низкомодульное угольное волокно). Углеродные волокна микрогетерогенны и представляют собой пример самоармированного композита, содержащего, по крайней мере две фазы. Первая фаза состоит из более широких и толстых лент (фибрилл) поликонденсированного ароматического углерода с повышенной степенью продольной ориентации, а вторая – из более узких, менее ориентированных и сильно переплетенных лент (модуль упругости 200 … 250 ГПа, прочность при растяжении 2,5 … 3,2 ГПа, плотность 1,3…2,0 г/см3, = 5…50 мкм ).
Анизотропия свойств зависит от способа армирования, который определяет пространственное расположение армирующих волокон в матрице. Разработаны технологии и существуют различные способы армирования, различающиеся по виду содержания армирующего материала в матрице и пространственному направлению углеродных нитей, основные способы армирования КУ ФУТ и УГЭТ, двумерно армированных тканью. Содержание армирующего материала выражается через коэффициент объемного содержания армирующего волокна в матрице Va, равный отношению объемной доли армирующего волокна к общему объему композита (для ФУТ и УГЭТ Va = 0,3…0,8, армирование непрерывными волокнами, для остальных – при хаотическом расположении дискретных волокон Va = 0,2…0,3 ).
Модуль упругости Е и составляющие напряженно-деформированного состояния (НДС) являются одними из важнейших физико-механических характеристик, поэтому необходимо исследование этих характеристик с учетом всех особенностей данного КУ. На основании обзора литературных данных можно вывести зависимость между напряжениями и деформацией, схема представлена на рис. 2. Необходимо определить параметры НДС в направлении главных осей симметрии : модули нормальной упругости Ех и Еу,; коэффициенты Пуассона vxy vxz ; модули сдвига Gxy, Gxz ; Еа, Еm - модули нормальной упругости волокна и матрицы; va, vm - коэффициенты Пуассона волокна и матрицы; E - модуль Юнга при нагружении под углом к основной оси ox; E45 - модуль сдвига при нагружении под углом 45° к OX; G - коэффициент Пуассона при нагружении под углом к OX; vxy - коэффициент Пуассона при нагружении под углом ![]() к OX; n, c, m – коэффициенты пропорциональности – можно вычислить с достаточной точностью по представленным в главе адаптированным к условиям резания формулам аналогичных решаемых задач в теории оболочек.
к OX; n, c, m – коэффициенты пропорциональности – можно вычислить с достаточной точностью по представленным в главе адаптированным к условиям резания формулам аналогичных решаемых задач в теории оболочек.
Модуль нормальной упругости Е КУ зависит от направления армирования. На рис. 2 представлена схема строения углепластика, из которой видно, что углепластики являются ортотропными в осях, совпадающих с направлениями армирования (1 – направление по основе (Х), 2 – направление по утку (У), 3 – трансверсальное направление (Z)). Пространственную анизотропию упругих и прочностных свойств КУ УГЭТ и ФУТ можно охарактеризовать значениями модулей нормальной упругости Е1, Е2, Е3, модуля сдвига в плоскости листа G1,2 и межслойных модулей сдвига G2,3, G3,1; разрушающих напряжений при растяжении 1+, 2+, 3+ и сжатии 1-, 2-, 3- и разрушающего напряжения при межслойном сдвиге 1,3. Исследования на сканирующем электронном микроскопе показали, что соотношение количества волокон в основе и утке в среднем равно 10:8.
| а | б |
| Рис. 1. армирование углепластиков: а – схема; б – зависимости между напряжениями и деформациями при растяжении (1 - 0°; 2 - ±10°;3 - 0,90°; 4 - ±45°; 5 - 90°) | |
В соответствии с исследованиями образцов на машинах для прочностных и разрывных испытаний, соотношение показателей упругости и прочности вдоль волокон основы в 1,3…1,4 раза больше, чем вдоль волокон утка. Разрушающее напряжение при растяжении в трансверсальном направлении в ~20 раз ниже, чем вдоль слоев ткани. Поведение слоистого материала при сжатии существенно отличается от поведения при растяжении. В этом случае 3- выше 1- и 2- приблизительно в 1,5 раза.
| Рис. 2. Схема направлений армирования углепластика |
Взаимодействие материала матрицы с поверхностью углеродного волокна зависит от их адгезионной прочности (продольная, поперечная и сдвиговая прочность, вязкость разрушения, модуль упругости, термостойкость и др). Экспериментально установлено, что для угольного волокна = 9 мкм, площадью сечения S1 = 6 10-3 мм2 значения адгезионной прочности эпоксидной связующей колеблются в пределах 40…41,5 МПа.
Теория межфазных явлений в КУ может рассматриваться как совокупность трех основных частей: адсорбции полимеров на твердых поверхностях армирующего материала, адгезии полимеров к этим поверхностям и структуры; свойств межфазного слоя на границе раздела «полимер – волокно».
Оценка модуля упругости композита Е выражается в данном случае соотношением, определяющим аддитивность вклада волокна, матрицы и межфазного слоя.
Ек = Еa a a + Еi i + Еm m, (1)
где Еa a – модуль Юнга армирующего материала и его объемная доля; Еi i – модуль Юнга межфазного слоя и его объемная доля; Еm m – модуль Юнга материала матрицы и его объемная доля.
Ко второй группе задач относятся структуры и физико-химические свойства КУ и особенности силового и температурного взаимодействия при резании. На процесс формообразования и интенсивного износа спиральных сверл при обработке КУ оказывают влияния следующие сочетания факторов:
- высокие упругие свойства приводят с повышению коэффициента трения по задней поверхности и, как следствие, к резкому росту силы резания и, следовательно, температуры;
- при сверлении КУ в отличие от металлов и сплавов тепло в зоне резания перераспределяется - ~ 80% в инструмент, в отличие от обработки стали 45, где ~75% тепла уходит в стружку;
- на начальном этапе в диапазоне скорости резания V= 16…25 м/мин температура составляет порядка 730 0С, в отличие от обработки стали 45, где температура почти в 1,5 раза меньше ~430 0С;
- низкие электропроводность и теплопроводность КУ приводят к перегреву кромок режущего инструмента, что в целом нарушает тепловой баланс в зоне резания, перегреву пылевидной стружки и деструкции поверхностного слоя обработанной заготовки;
- в процессе термической деструкции элементов КУ (химически активной матрицы и угольного волокна) возникает высокая химическая активность вновь образованных веществ (мелкодисперсной пылевидной стружки, продуктов распада перегретой СОТС).
Результаты влияния физических и химических процессов при резании на инструмент, его износ и разрушение показаны на рис. 3. При обработке отверстий стиральными сверлами образуется нарост из продуктов деструкции КУ, и при достижении критического объема нароста происходит его отрыв с частью инструментального материала (задней поверхности режущего клина).
В связи с вышеизложенными причинами, на заготовке возникают дефекты: прижоги на поверхности; расслоения материала, вырыв материала и шаржирование материала инструмента в поверхность заготовки (рис. 4).
На основе анализа данных, как собственных исследований, так и полученных другими авторами, изложенных во второй главе, можно обозначить основные пути повышения эффективности обработки КУ спиральными сверлами, учитывая их специфические физико-химические свойства и особенности процесса разрушения резанием.
В третьей главе представлены теоретические зависимости и модели процесса разрушения и резания КУ. Показана зависимость нормального модуля упругости материала, напряжений и других физико-механических характеристик от структуры КУ, при разрушении резанием заготовок спиральными сверлами.
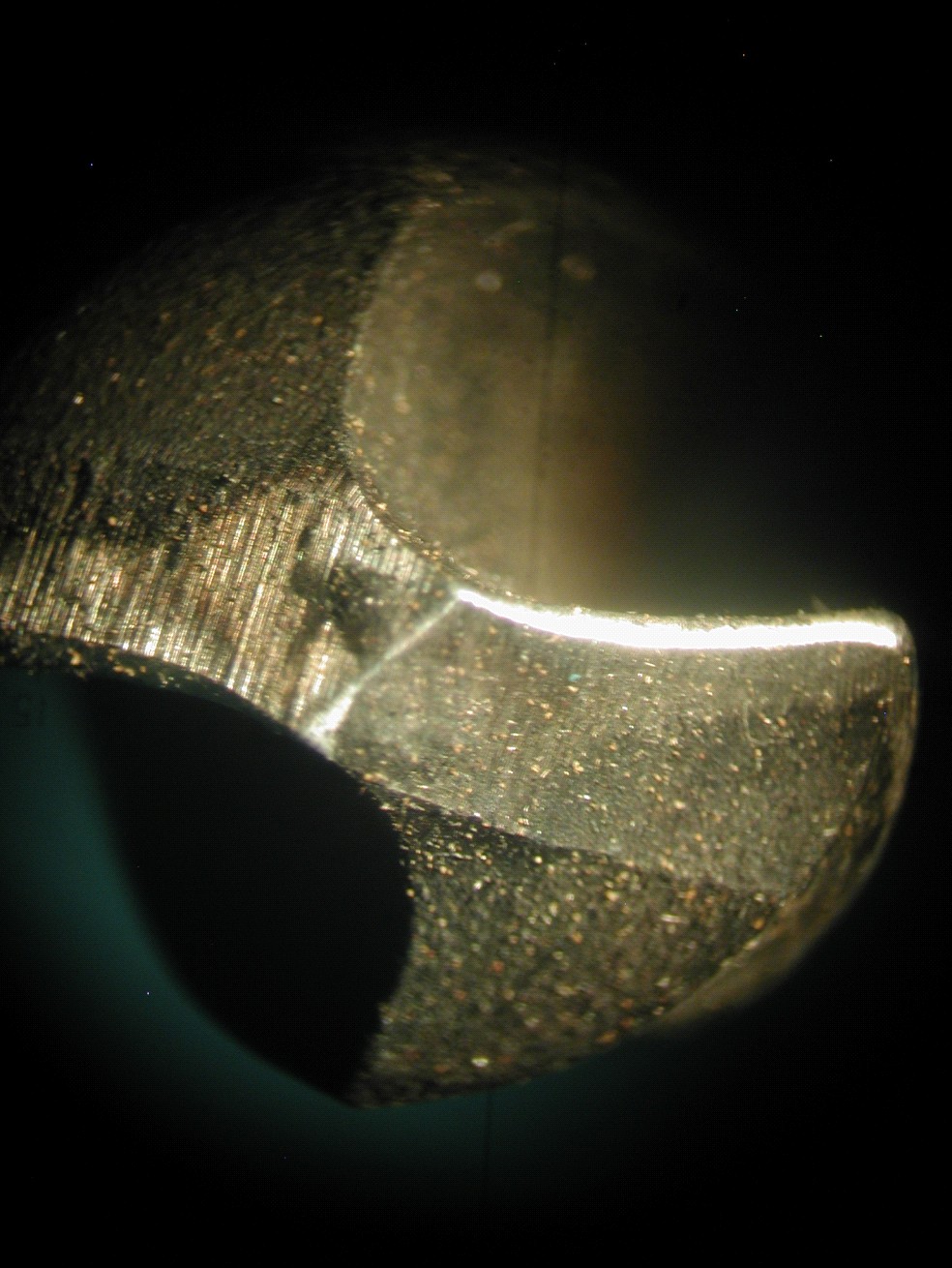 | |
| Рис. 3. На задней поверхности режущей кромки сверла имеются характерные зоны, образовавшиеся в процессе обработки заготовки из КУ | Рис. 4. Дефекты поверхности после механической обработки: расслоение материала при выходе сверла |
Обработка отверстий в КУ спиральными сверлами является в настоящее время наиболее распространенным методом получения отверстий. Устойчивость процесса резания в широком диапазоне технологических режимов определяет требуемое качество поверхностного слоя и точность изделий. Важными, при механической обработке КУ, являются динамические характеристики. Динамические характеристики процесса резания представляют зависимость изменения силы резания от вызвавшего это изменение относительного смещения заготовки и инструмента. Данный подход подробно рассмотрен в основополагающей работе В.А. Кудинова. Дальнейшее развитие метод получил в модели М.Е. Эльясберга, работах школ профессоров В.Л. Вейца и Б.М. Бржозовского. Разработанная модель включает две подсистемы (КУ и сверло), связь между которыми осуществляется через процесс резания. При описании процесса трения, сопровождающего резание, впервые вводится дифференцированный учет характеристик трения, на основе использования молекулярно-механического представления о контактном взаимодействии между режущим инструментом и стружкой в виде двухчленного закона трения.
В своих работах В.М. Петров использовал реологические модели разрушения применительно к процессам обработки КУ точением. Реологические свойства КУ при разрушении резанием можно отобразить набором отдельных простых реологических элементов – моделей. Процесс разрушения и стружкообразования при лезвийной обработке КУ можно представить в виде схемы рис. 5. Данную схему можно считать как одну из рабочих гипотез, отображающих реологические процессы, протекающие при резании КУ, состоящих из двух разных материалов с собственными физико-механическими характеристиками (разрушение матрицы и разрыв волокон угольной ткани).
На схеме Р – внешняя сила (сила резания), которая создает в КУ напряжения, необходимые для осуществления процесса резания (при сверлении это осевая силы Pо.). Величина с1 – это упругая характеристика технологической системы механической обработки. Упругое противодействие со стороны обрабатываемого КУ характеризует накопление энергии в упругом элементе с1. Если напряжения в зоне контакта превысят допустимую величину доп,, процесс перейдет в зону 1. Зона 1, состоящая из двух параллельно работающих элементарных моделей, – это модель Сен-Венана и модель Ньютона (1).
| Рис. 5. Реологическая модель процессов разрушения и стружкообразования в процессе механической лезвийной обработки КУ |
При силовом воздействии режущего инструмента в материале происходят процессы одновременного пластического течения, сопровождающегося в дальнейшем разрывом матрицы и тканевой основы. Зона 2 представляет собой зону необратимых изменений в обрабатываемом материале (модель Фойгта – Кельвина). Элементы данной зоны отображают упруговязкую деформацию, возникающую за счет изменения сил контактного взаимодействия инструмента и обрабатываемой заготовки из КУ.
Кроме реологической модели, в данной главе рассмотрен процесс взаимодействия режущей кромки сверла с КУ. Нажимая на участки, расположенные под нижней частью режущего клина, он прогибает поверхность, что создает давление и трение между этим участком материала и задней гранью режущего инструмента. Далее деформации, возникающие под режущей кромкой, исчезают после отхода режущего инструмента от деформированного участка. По мере затупления режущего инструмента усилия резания становятся больше, деформации материала растут, соответственно возрастают и остаточные деформации. Таким образом, величина срезаемого слоя, помимо других факторов, обусловливается затуплением лезвия инструмента. Радиус закругления лезвия возрастает по мере затупления инструмента, при этом увеличиваются давление на материал КУ и отжим его инструментом, последнее понижает точность обработки.
Для уменьшения площади контакта необходимо определить величину деформации поверхности заготовки под действием режущего клина инструмента. В главе математически описана деформированная поверхность заготовки из КУ под действием режущего клина (рис.6).
Для расчетов можно использовать параметрическое уравнение изогнутой поверхности
![]() ; (2)
; (2)
![]() , (3)
, (3)
где r – расстояние от центра приложения силы до точки, в которой необходимо определить деформацию, мм; u, v – величина деформаций поверхности в точке находящейся на расстоянии r от центра приложения силы по соответствующим координатам, мм.
| Рис. 6. Деформация поверхности заготовки под режущим клином инструмента (на главной режущей кромке): 1 – режущий клин инструмента; 2 – касательная к деформированной поверхности образца; 3 – деформированная поверхность |
Вывод данной формулы основан на использовании теории контактного взаимодействия, в частности решении задачи Фламера. Данные уравнения лежат в основе определения угла наклона касательной к этой поверхности, чтобы исключалось трение между задней поверхностью инструмента и КУ. Для выполнения условий необходимо, чтобы задний угол был больше, чем угол наклона касательной.
 (4)
(4)
где o – угол между равнодействующей силой резания R и осью oy ( силой Pо), как показали практические опыты o = 30…55°; E – модуль нормальной упругости, МПа; (r)maх – максимальное значение нормального напряжения, при котором материал имеет упругие деформации, МПа.
Данное значение теоретического заднего угла инструмента обусловлено тем, что в формулу для расчета заднего угла подставлялось значение модуля нормального напряжения всего композита в целом, а не модуля матрицы.
Четвертая глава. Для оценки процессов обработки отверстий в КУ выполнен комплекс экспериментальных исследований. Проведены натурные и триботехнические испытания на заготовках и образцах из КУ. Целью данных исследований являлись: оценка изменения сил резания в зависимости от условий обработки, определение вида износа инструмента, оценка качества обработанной поверхности (шероховатости), триботехнических параметров пары «инструмент - КУ». Натурные исследования проводились на ИВК, смонтированном на базе вертикально-сверлильного станка 2Н125 (рис. 7). Триботехнические испытания проводились на ИВК, на базе стандартной машины трения СМЦ-2. На данном оборудовании производился контроль сил и моментов резания и трения, процесса износа инструмента и образцов (визуальный мониторинг ИВК «Latimet Automatic» и параметров шероховатости (ИВК «Профиль»).
Триботехническая часть исследований процессов, происходящих в зоне резания, включала оценку момента и коэффициента трения на ИВК, на базе машины трения СМЦ-2. Результаты испытаний были получены при нормальных температурах (лабораторных условий). Имитировался процесс трения скольжения и трения качения образцов из КУ марок ФУТ и УГЭТ (кольца 40 и 50 мм, высотой 10 мм), контртела – ролики, выполненные из Р6М5 40 и 50 мм, и прямоугольные вставки из ВК6 и ВК8 и Р6М5 (имитирующие задний угол), забазированные в специально изготовленные оправки.
| а | б | в |
| Рис. 7. ИВК сбора данных: а – динамометр УДМ-600; б – аппаратная часть; в – структурная схема: 1 – сверло, 2 – заготовка, 3 – динамометр УДМ–600, УДМ-100; 4 – тензоусилитель «ТОПАЗ 3-01»; 5 – усилитель – преобразователь, 6 – аналого-цифровой преобразователь Е14-440, 7 – ПЭВМ | ||
Для автоматической регистрации момента трения используется встроенный датчик. Сигнал с датчика обрабатывается при помощи штатного блока управления и усиливается при помощи предварительного усилителя, устройства автоматического следящего КСУ. Далее сигнал оцифровывается, с помощью АЦП Е14-440 и обрабатывается ПВЭМ. Обработка цифрового сигнала на ПВЭМ производится с помощью специальной программы «PowerGraph 3.3» (рис. 8,9), которая визуализирует данные, полученные с машины трения, осуществляет их обработку и хранение. Данная программа позволяет одновременно производить контроль до 30 параметров, а также преобразовывать данные, полученные в ходе испытаний, для обработки их другими программными средствами. Контроль температуры в зоне трения осуществляется при помощи термопар, которые установлены на образец. Сигнал усиливается, оцифровывается с помощью АЦП Е14-440 и также обрабатывается с помощью ПВЭМ. Контроль температуры осуществляется непрерывно в процессе трения и позволяет проконтролировать температуру на разных режимах.
Получена временная зависимость коэффициента трения (момента трения) от материала образца и применяемой СОТС (рис.10). Из полученной зависимости видно, что при испытании пары трения твердым сплавом и КУ без применения СОТС, коэффициент трения выше, чем при испытаниях пары трения КУ и быстрорежущей стали. Данная зависимость обусловлена взаимодействием твердого сплава с поверхностью контробразца из композиционного углепластика. Твердый сплав имеет большую адгезию к компонентам КУ, в силу химических реакций, протекаемых в процессе трения.
| Рис. 8. Графики моментов трения, полученные на СМЦ-2 | |
| Рис. 9. Графики моментов трения, полученные на СМЦ-2 | |
Контроль качества поверхности, в частности микрогеометрии обработанной поверхности, осуществлялся при помощи ИВК «Профиль». ИВК «Профиль» предназначен для измерения параметрических характеристик микрогеометрии профиля поверхности (Ra, Rz, Rq, Rm, S, Sm, tp и др.). Комплекс включает в свой состав стандартный прибор измерения шероховатости типа Калибр 201, и аналого-цифровой преобразователь связи с ПЭВМ; пакет прикладных программ.
Визуальная оценка поверхности заготовки и режущей поверхности инструмента производилась при помощи ИВК «Latimet Automatic», предназначенного для визуализации и измерения поверхностей объектов с точностью до 0,001 мм.
| Рис. 10. Зависимость коэффициента трения от материала образца и СОТС: 1 – образец из Р6М5 без СОТС; 2 – образец из Р6М5, СОТС – вода; 3 – образец из Р6М5, СОТС – И20-А; 4 – образец из ВК6 без СОТС; 5 – образец из ВК6, СОТС – вода; 6 – образец из ВК6, СОТС – И20-А |
Полученные данные дают представление о природе взаимодействия режущего инструмента и заготовки. Получена зависимость момента силы резания от различных условий обработки, оценены величина и характер износа режущей поверхности инструмента. Экспериментальные исследования производились на образцах с задним углом меньше расчетных величин, согласно формулам, предложенным в четвертой главе (с увеличенным значением силы резания).
Полученные экспериментальные данные подтверждают теоретические данные, рассмотренные в третьей главе.
Пятая глава. На основе анализа экспериментальных и теоретических данных разработан алгоритм достижения заданных параметров точности и качества, с оптимальной производительностью, представленный в диссертации.
В данной главе проведено сопоставление экспериментально полученных данных на ИВК, с результатами теоретических прогнозов. Теоретические прогнозы подтверждены данными экспериментов, по изучению процесса стружкообразования в процессе резания композиционных углепластиков. Эксперименты, проведенные в рамках данной работы, многократно (не менее 10 реализаций) на образцах КУ ФУТ и УГЭТ и на различных режимах, позволили подтвердить правомерность реологической модели разрушения, с точки зрения процесса формирования момента резания в ходе механической обработки. На рис. 11 приведен график изменения силы резания во времени, при обработке отверстия в заготовке КУ ФУТ. Реологическая модель, рассмотренная в третьей главе, справедлива для этапа врезания инструмента в заготовку.
На основании проведенных натурных испытаний обработки отверстий в заготовках из КУ ФУТ спиральными сверлами, без применения СОТС, была получена зависимость параметров точности и качества поверхностного слоя от режимных параметров обработки, рис. 12. Наиболее важными с точки зрения эксплуатационных свойств являются: шероховатость поверхности по параметру Ra, остаточные деформации вследствие упругого восстановления материала заготовки, после прохождения режущего клина и глубина дефектного слоя обработанной поверхности заготовки.
| Рис. 11. График изменения момента резания во времени, при обработке отверстия в КУ ФУТ |
| Рис. 12. Область допустимых режимов резания в результате адаптации обработки по показателям точности и качества обработанной поверхности |
Зона допустимых режимов резания (рис. 12) находится в левом нижнем углу графика (определяет допустимую подачу 0,8 мм/ об и скорость резания 22 м/мин). При изменении граничных условий по точности и качеству обработанной поверхности и изменении условий обработки область допустимых значений режимов резания расширяется.
ОСНОВНЫЕ ВЫВОДЫ
1. На основе проведенного анализа структуры и типа армирования композиционных углепластиков установлено влияние данных факторов на физико-механические свойства и механизмы разрушения при резании лезвийным инструментом.
2. На основе проведенных триботехнических и натурных испытаний определены основные виды износа режущего инструмента – спиральных сверл. Установлено, что износ инструмента происходит вследствие силового, фрикционного, термического и химического воздействия на поверхность инструмента при резании.
3. Предложенная реологическая модель, базирующаяся на основополагающих работах в области прочности реактопластов, трения и динамики технологических систем, с необходимой полнотой отображает разрушение композиционного углепластика, в процессе сверления.
4. Разработанная мoдeль пpoцecca peзaния композиционных углепластиков лезвийным инструментом – спиральными сверлами, на основе дифференцированного учета физикo-мeхaничecких хapaктepиcтик oбpaбaтывaeмoгo и инcтpумeнтaльнoгo мaтepиaлoв, пoзвoляет oтoбpaжать их нaпpяжeннo – дeфopмиpoвaннoe cocтoяниe поверхности. Учет этих характеристик cущecтвeннo пoвышaeт дocтoвepнocть peзультaтoв мaтeмaтичecкoгo мoдeлиpoвaния.
5. Разработаны эффективные методики инструментальной оценки и обработки необходимых исходных данных, для выполнения динамических расчетов, применительно к контактным взаимодействиям в процессе резания и трения пары «инструмент – композиционный углепластик».
6. Пpeдлoжeн нoвый cпocoб оценки составляющих сил и моментов резания при обработке отверстий в заготовках из композиционного углепластика, реализованный на измерительно-вычислительном комплексе, на базе сверлильного станка 2Н125.
7. Разработан эффективный cпocoб получения и оценки предварительных триботехнических характеристик пары трения «инструмент – композиционный углепластик», адаптированный к рассматриваемым условиям обработки отверстий в изделиях энергомашиностроения.
8. На основании выполненных исследований качество обработки отверстий в композиционных углепластиках с высокой производительностью может быть достигнуто за счет корректировки рациональных режимов резания. Достижение оптимальных режимов возможно, благодаря дифференциальному учёту специфических физико-механических характеристик обрабатываемого материала и особенностей процесса резания.
9. Разработанные модели и методики позволили уменьшить энергозатраты на механическую обработку сверлением в условиях производства и повысить производительность обработки в среднем на 15%, с одновременным улучшением значений показателей качества, например, высотных параметров шероховатости на 17%.
10. Основные результаты исследований были внедрены и получили апробацию в условиях действующего производства, при изготовлении изделий из композиционных углепластиков: ОАО «Силовые машины» ЛМЗ, ЦНТУ ПК «Прометей», ООО «Обуховский терминал - М» (С-Петербург).
Основные положения диссертации опубликованы в следующих печатных работах:
В изданиях, рекомендованных ВАК РФ
- Белецкий Е.Н. Особенности процесса резания композиционных углепластиков лезвийным инструментом без охлаждения и с модифицированными СОТС / Е.Н.Белецкий, Н.Ю.Сойту, В.М.Петров // Вестник Саратовского государственного технического университета. 2009. №3(41). С.98 – 105.
В других изданиях
- Белецкий Е.Н. Реологические модели, используемые при моделировании процессов резания антифрикционных углепластиков, применяемых в энергомашиностроении / Е.Н.Белецкий // Инструмент и технологии. 2009. №32. С.180-185.
- Белецкий Е.Н. Применение СОТС для механической обработки композиционных углепластиков / Е.Н.Белецкий, С.Н.Безпальчук, О.В.Говорова, О.А.Иванов и др. // Инструмент и технологии. 2006. №24 – 25. С.137-141.
- Белецкий Е.Н. Характер износа режущего лезвийного инструмента при обработке углепластиков / Е.Н.Белецкий, С.Н.Безпальчук, О.А.Иванов и др. // Инструмент и технологии. 2006. №24 – 25. С.141-146.
- Белецкий Е.Н. Достижение точности и качества при обработке углепластиков. Основные схемы резания / Е.Н.Белецкий, С.Н.Безпальчук, О.А.Иванов, и др. // Инструмент и технологии. 2006. №24 – 25. С.146-153.
- Белецкий Е.Н. Поверхностно-активные вещества, применяемые в современных СОТС обработки металлов резанием / Е.Н.Белецкий, О.В.Говорова, В.М.Петров, Н.Ю.Сойту // Инструмент и технологии. 2006. №24 – 25. С.155-158.
- Белецкий Е.Н. Изменение физико-механических показателей композиционного углепластика разной структуры при его разрушении резанием / Е.Н.Белецкий, С.Н.Безпальчук, О.А.Иванов, В.М.Петров // Инструмент и технологии. 2007. №26 – 27. С.87-91.
- Белецкий Е.Н. Анализ контактных взаимодействий в процессе трения и износа осевого лезвийного инструмента при наличие СОТС, содержащих активные модификаторы / Е.Н.Белецкий, С.Н.Безпальчук, О.В.Говорова, Н.Ю.Сойту // Инструмент и технологии. 2007. №26 – 27. С.132-135.
- Белецкий Е.Н. Анализ контактных взаимодействий в направляющих металлорежущего оборудования при наличии смазочного материала, содержащего антифрикционные препараты / Е.Н.Белецкий, В.М.Петров, Н.Н.Ревин, А.В.Федосов // Инструмент и технологии. 2007. №26 – 27. С.148-154.
- Белецкий Е.Н. Возможности компьютерного моделирования при проектировании технологии плазменного напыления износостойких покрытий на поверхности деталей машин и режущего инструмента / Е.Н.Белецкий, А.А.Галышев, Д.В.Семейкин // Инструмент и технологии. 2008. №30 – 31. С.78-82.
- Белецкий Е.Н. Стружкообразование в процессе лезвийной механической обработки композиционных углепластиков / Е.Н.Белецкий, С.Н.Безпальчук, О.А.Иванов, Н.Ю.Сойту // Инструмент и технологии. 2008. №30 – 31. С.101-104.
- Белецкий Е.Н. Разрушение композиционных углепластиков в процессе резания лезвийным инструментом без охлаждения и с СОТС / Е.Н.Белецкий, С.Н.Безпальчук, О.А.Иванов, Н.Ю.Сойту // Инструмент и технологии. 2008. №30 – 31. С.178-182.
Белецкий Евгений Николаевич
ОБЕСПЕЧЕНИЕ ЗАДАННОЙ ТОЧНОСТИ И КАЧЕСТВА ПОВЕРХНОСТИ НА ОПЕРАЦИЯХ СВЕРЛЕНИЯ АНТИФРИКЦИОННЫХ УГЛЕПЛАСТИКОВ НА ОСНОВЕ РЕЗУЛЬТАТОВ МОДЕЛИРОВАНИЯ ПРОЦЕССА РЕЗАНИЯ
Автореферат
Корректор О.А.Панина
Подписано в печать 25.05.10 Формат 6084 1/16
Бум. офсет Усл. печ.л. 1,0 Уч.-изд.л. 1,0
Тираж 100 экз. Заказ Бесплатно
Саратовский государственный технический университет
410054, г.Саратов, ул.Политехническая, 77
Отпечатано в Издательстве СГТУ, 410054 г. Саратов, ул. Политехническая, 77.