

Совершенствование системы качества обслуживания оборудования пищевых предприятий на основе развертывания элементов трм
На правах рукописи
Тихомиров Илья Анатольевич
СОВЕРШЕНСТВОВАНИЕ СИСТЕМЫ КАЧЕСТВА ОБСЛУЖИВАНИЯ ОБОРУДОВАНИЯ ПИЩЕВЫХ ПРЕДПРИЯТИЙ НА ОСНОВЕ РАЗВЕРТЫВАНИЯ ЭЛЕМЕНТОВ ТРМ
Специальность 05.02.23 – Стандартизация и управление качеством продукции
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Москва – 2007
Работа выполнена на кафедре «Сертификация и управление качеством пищевых продуктов и производств» ГОУ ВПО «Московский государственный университет пищевых производств»
| Научный руководитель: | доктор технических наук, профессор Матисон Валерий Арвидович | |
| Официальные оппоненты: | Доктор технических наук, доцент Макеева Ирина Андреевна Кандидат технических наук, профессор Чурмасова Людмила Алексеевна | |
| Ведущая организация: | Московский Государственный Университет Технологий и Управления |
Защита состоится «29» мая 2007 г. в 14 часов в ауд. 101 на заседании Диссертационного Совета Д.212.148.04 в ГОУ ВПО Московский государственный университет пищевых производств по адресу: 125080, Москва, Волоколамское шоссе, д. 11., корп. III
С диссертацией можно ознакомиться в библиотеке ГОУ ВПО МГУПП.
Отзыв на автореферат в двух экземплярах, заверенных печатью учреждения, просим направлять Ученому секретарю Совета.
Автореферат разослан « » апреля 2007 г.
| Ученый секретарь Диссертационного Совета д.т.н., проф. | Крюкова Е.В. |
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность темы исследования.
В стратегии развития народнохозяйственного комплекса России до 2010 года пищевой промышленности придается приоритетное значение как отрасли, обеспечивающей продовольственную безопасность страны. Открытый характер современного российского рынка с его острой конкуренцией ставит перед пищевыми предприятиями жизненно важную задачу, связанную с повышением качества продукции. В соответствии с концепцией всеобщего управления качеством, одним из основных элементов, определяющих качество продукции, является оборудование. Низкая эффективность производственной системы связана с использованием технологического оборудования характеризующегося конструктивным несовершенством и низкой эксплуатационной надежностью, нарушением правил эксплуатации оборудования, а так же низким качеством ремонтных работ.
Система технического обслуживания и ремонта оборудования является одной из наиболее сложных областей системы управления качеством производственных процессов. Техническое обслуживание на протяжении долгого времени рассматривалось как второстепенная функция, требующая затрат. Его традиционно связывали с устранением неисправностей и ремонтом оборудования, подверженного износу и старению. Однако сегодня становится очевидным, что эффективное управление техническим обслуживанием и ремонтом - важный фактор в повышении конкурентоспособности предприятий. Система технического обслуживания и ремонта оборудования направлена на поддержание оборудования в работоспособном состоянии и предотвращение неожиданного выхода его из строя. Его связь со степенью эффективности использования оборудования - вопрос единой стратегии обеспечения качества на уровне высшего руководства. Вследствие этого необходимость обеспечения устойчивости, эффективности и работоспособности производственных процессов и снижения потерь при всевозможных сбоях за счет улучшения качества технического обслуживания оборудования была и остается одной из актуальных проблем на предприятиях пищевой промышленности.
Цель и задачи исследования:
Основная цель диссертационной работы состояла в разработке научных подходов к совершенствованию системы качества обслуживания оборудования малых и средних пищевых предприятий путем применения современных методов управления качеством и использования элементов системы Всеобщего обслуживания оборудования (Тotal Рroductive Maintenance). Для достижения поставленной цели в работе решались следующие задачи:
- анализ подсистем управления предприятием с использованием методологии Всеобщего управления качеством;
- совершенствование процесса системы менеджмента качества «Управление основным и вспомогательным оборудованием», действующего на малых и средних предприятиях пищевой промышленности;
- оценка адекватности функционирования процесса «Управление основным и вспомогательным оборудованием» и установление областей оперативного вмешательства;
- исследование причин потерь качества процесса на основе анализа потерь и оценки общей эффективности оборудования;
- выбор и оценка показателей, характеризующих эффективность функционирования технологического оборудования;
- разработка методики мониторинга и анализа качества работы технологического оборудования;
- формирование структуры документации, регламентирующей требования и устанавливающей порядок функционирования системы обслуживания оборудования;
- создание системы контроля и улучшения регламентов технического обслуживания в составе методики совершенствования системы качества обслуживания оборудования.
Предмет и объект исследования
Предметом исследования являлись организационно-технические и управленческие аспекты системы качества обслуживания оборудования.
Представленные в работе результаты строго обоснованы методологией системного анализа, процессного, функционального и структурного подходов. При выполнении работы использовались методы Work-Flow анализа, SWOT - анализа, FMEA –анализа, статистических методов управления качеством, метода экспертных оценок, анализа иерархий и других современных инструментов управления качеством.
Объектом исследования являлась система обслуживания оборудования малых и средних пищевых предприятий.
Научная новизна
- Выявлены системные недостатки в области организации ремонтов и технического обслуживания, что позволило сформулировать закономерности формирования структуры потерь, связанных с работой основного и вспомогательного оборудования малых и средних пищевых предприятий;
- Экспериментально обоснована целесообразность использования анализа видов и последствий потенциальных дефектов для оценки адекватности процесса «Управление основным и вспомогательным оборудованием»;
- Разработана методика мониторинга и анализа качества работы оборудования, позволяющая нормировать параметры процесса «Управление основным и вспомогательным оборудованием» системы менеджмента качества пищевого предприятия;
- Предложена и реализована функциональная схема улучшения процесса «Управление основным и вспомогательным оборудованием» системы менеджмента качества пищевого предприятия, учитывающая принципы Всеобщего обслуживания оборудования (ТРМ);
- Построена и обоснована модель системы качества обслуживания оборудования малых и средних пищевых предприятий применительно к мясоперерабатывающей промышленности, позволяющая описывать информационные и ресурсные потоки и разрабатывать управляющие воздействия с позиции постоянного улучшения качества.
- Разработана методика совершенствования системы качества обслуживания оборудования, включающая алгоритм реализации приоритетных направлений.
- Разработано нормативное сопровождение системы качества обслуживания оборудования, позволяющее формализовать ее функционирование;
Практическая значимость работы
- Адаптирована методика SWOT-анализа, предложена схема проведения и разработаны формы анкет для выявления преимуществ и недостатков процесса «Управление основным и вспомогательным оборудованием»;
- Разработан и реализован алгоритм проведения FMEA –анализа для выявления критичности процессов обслуживания оборудования пищевого предприятия;
- Разработана и апробирована методика мониторинга и анализа работы производственного оборудования, позволяющая оперативно осуществлять анализ данных для идентификации характера процесса «Управление основным и вспомогательным оборудованием» и установления возможных причинно-следственных связей;
- Установлены базовые характеристики технологического оборудования пищевых предприятий, позволяющие комплексно оценивать качество его функционирования;
- Принята к внедрению методика совершенствования системы качества обслуживания оборудования, отличительной особенностью которой является взаимосвязанное рассмотрение процессов поддержания и улучшения;
- Разработаны и внедрены показатели результативности и эффективности системы качества обслуживания производственного оборудования пищевого предприятия, позволяющие оценивать текущее состояние системы и оперативно реагировать на ее изменение;
- Разработан и внедрен комплект документов, формы сбора данных и записей для регламентации функционирования системы качества обслуживания производственного оборудования.
Апробация результатов диссертационной работы
Основные теоретические выводы и практические рекомендации диссертационной работы докладывались и обсуждались на следующих научно–практических конференциях: III Международная научная конференция студентов и молодых ученых «Живые системы и биологическая безопасность населения» (Москва, МГУПБ, 2004г.), вторая Всероссийская научно-техническая конференция-выставка с международным участием «Высокоэффективные пищевые технологии, методы и средства для их реализации» (Москва, МГУПП, 2004г.), III юбилейная Международная выставка-конференция «Высокоэффективные пищевые технологии, методы и средства для их реализации» (Москва, МГУПП, 2005г.), IV Международная конференция-выставка «Высокоэффективные пищевые технологии, методы и средства для их реализации» (Москва, МГУПП, 2006г.)
Публикации
Основные положения и результаты диссертационной работы изложены в 12 печатных работах.
Структура и объем работы
Диссертация состоит из введения, пяти глав, выводов, списка литературы и приложений. Основная часть работы изложена на 196 страницах машинописного текста, содержит 57 рисунков, 32 таблицы. Список литературы включает 174 наименований, из них 53 зарубежных авторов.
ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ
Во введении диссертации обоснована актуальность работы, определены цели и задачи исследования, сформулирована научая новизна и практическая значимость.
В главе 1 приведен обзор основ создания подсистем управления предприятием с использованием современной методологии Всеобщего управления качеством, рассмотрены вопросы управления предприятием с позиции процессного подхода. Теоретические и методологические основы управления качеством технического обслуживания и ремонта технологического оборудования освещены в работах: Ю.А. Адлера, Б.М. Азарова, Л.Н. Александровской, Дж. Вумека, А.В. Гличева, Э. Деминга, М.И. Круглова, Т.М. Куприяновой, Р. Кеннеди, Т. Конти, В.А. Лапидуса, И. Масааки, А.Д. Никифорова, С. Накадзима, И.В. Прангишвили, В.В. Пшенникова, В.Е. Растимешина, В.В. Репина и др. Особое внимание уделено современным моделям производственных систем, таким как 5S, Кайдзен, Бережливое производство, ТРМ. Анализ современных методов повышения эффективности функционирования предприятий пищевой промышленности показал, что решение проблемы совершенствования управления качеством технического обслуживания и ремонта технологического оборудования должно осуществляться на основе достижений современного менеджмента.
В главе 2 в соответствии с принципами иерархичности и декомпозиции пищевое предприятие рассмотрено как совокупность подсистем и процессов; сформирован состав типовых процессов и приведены результаты анализа и оценки функционирования процесса системы менеджмента качества «Управление основным и вспомогательным оборудованием» на примере четырех малых и средних пищевых предприятий, производящих: мясные изделия (вареные и полукопченые колбасы), мучные кондитерские изделия (отсадное печенье), молочные продукты (молоко, сметана, кефир, творог), консервированные овощи (огурцы, томаты).
Структурирование с применением модели Work Flow процесса «Управление основным и вспомогательным оборудованием», а также SWOT–анализ позволили выявить основные недостатки процесса: отсутствие планирования, отсутствие сводной информации о частоте и характере простоев, отсутствие систематического документирования результатов работы и т.д.
С целью определения области оперативного вмешательства в процесс был проведен FMEA анализ на уровне подпроцессов и операций. Разработанный алгоритм проведения FMEA анализа представлен на рис. 1. Для установления критических операций был проведен анализ возможных опасностей, установлены причины нарушения и потенциальные последствия нарушений процесса. Расчет критичности нарушения операции проводили по формуле:
![]() , (1)
, (1)
где ![]() - критичность нарушения i-й операции; В1i – оценка частоты (вероятности) нарушения i-й операции; В2i – оценка вероятности выявления нарушения i-й операции до его проявления; В3i – оценка тяжести последствий нарушения i-й операции. Критичность j-й операции подсчитывается на основе критичности i-ого нарушения операции с учетом ее значимости (веса):
- критичность нарушения i-й операции; В1i – оценка частоты (вероятности) нарушения i-й операции; В2i – оценка вероятности выявления нарушения i-й операции до его проявления; В3i – оценка тяжести последствий нарушения i-й операции. Критичность j-й операции подсчитывается на основе критичности i-ого нарушения операции с учетом ее значимости (веса):
![]() , (2)
, (2)
где ![]() - критичность j-й операции,
- критичность j-й операции, ![]() - весовой коэффициент значимости нарушений i-й операции.
- весовой коэффициент значимости нарушений i-й операции.
Критичность p-ого подпроцесса подсчитывали на основе критичности j-й операции с учетом ее значимости (веса):
![]() , (3)
, (3)
где ![]() - критичность p-ого процесса,
- критичность p-ого процесса, ![]() - весовой коэффициент значимости j-й операции.
- весовой коэффициент значимости j-й операции.
Выделение наиболее значимых операций и подпроцессов осуществлялось путем сравнения их критичности с предельным значением ![]() (как произведение средних оценок Вj) Следует отметить, что наиболее критичными подпроцессами соответственно являются: профилактическая проверка - №1, средний – №3 и оперативный ремонт технологического оборудования - №4 (рис. 2). Процесс №2 - текущий ремонт технологического оборудования находится на грани критичности. В данный подпроцесс требуется вмешательство, носящее корректирующий характер.
(как произведение средних оценок Вj) Следует отметить, что наиболее критичными подпроцессами соответственно являются: профилактическая проверка - №1, средний – №3 и оперативный ремонт технологического оборудования - №4 (рис. 2). Процесс №2 - текущий ремонт технологического оборудования находится на грани критичности. В данный подпроцесс требуется вмешательство, носящее корректирующий характер.
Установленная в ходе анализа критичность операций и подпроцессов позволила определить область оперативного вмешательства в процесс «Управление основным и вспомогательным оборудованием». На основании полученных данных SWOT и FMEA- анализа, были определены приоритетные направления улучшения процесса: выявление и классификация потерь, связанных с работой оборудования, установление вида и характера отказов оборудования, оценка общей эффективности оборудования, установление базовых характеристик, которым должно удовлетворять оборудование, мониторинг и анализ работы оборудования; планирование работ, формирование системы самостоятельного обслуживания, регламентация процесса,
установление показателей и определение результативности и эффективности процесса.
Рис. 2 Критичность подпроцессов основного процесса «Управление основным и вспомогательным оборудованием»
В главе 3 приведены результаты иcследования факторов, вызывающих потери эффективности оборудования. При исследовании структуры потерь, связанных с работой оборудования, была изучена и проанализирована работа технологического оборудования на базе анализируемых предприятий.
Для сбора информации о работе оборудования были разработаны формы учета потерь. В результате проведенных исследований было установлено, что большая часть потерь связана с отказами оборудования (рис. 3)
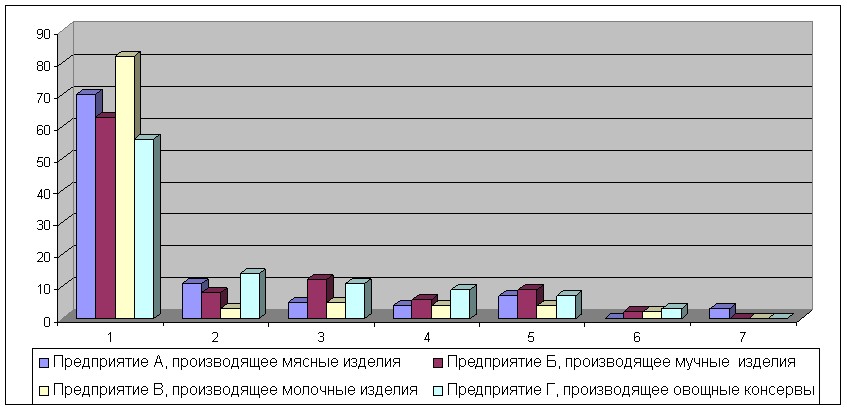
1-Потери, вызванные отказами оборудования; 2- Потери из-за наладки оборудования; 3-Потери из-за кратковременной остановки оборудования и его работы на холостом ходу; 4-Потери из-за дефектов и необходимости доработки продукции; 5-Потери из-за снижения скорости; 6-Потери при запуске оборудования; 7- Потери из-за замены режущего инструмента
Рис. 3 Структура потерь связанных с функционированием оборудования
Соотношение отказов основного технологического оборудования за исследуемый период на примере предприятия, производящего мясные изделия представлено на рис. 4
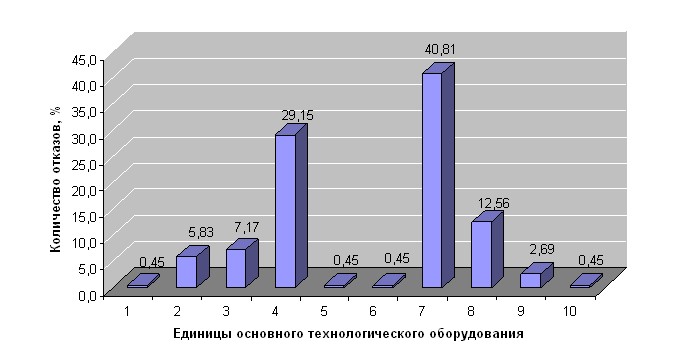
1 - Весы напольные, 2 - Пила ленточная, 3 - Волчок, 4 -Куттер, 5 -Льдогенератор, 6 - Фаршемешалка, 7 - Шприц вакуумный, 8 - Клипсатор, 9 - Коптильная камера, 10 - Холодильная камера
Рис. 4 Соотношение отказов основного технологического оборудования
Учитывая, что у потерь может быть множество различных причин, важно знать, что и сколько каждая единица оборудования и производственная линия может произвести, а также как часто и по каким причинам случаются простои.
Анализ показателя ОЕЕ (Overall Equipment Effectiveness - Общая эффективность оборудования) является отправной точкой для решения проблем потери эффективности. Общая эффективность оборудования – современный подход к наблюдению и управлению жизненным циклом оборудования. Суть подхода заключается в совокупном анализе показателей, характеризующих различные аспекты работы оборудования. В рамках научного подхода для характеристики работы оборудования используется коэффициент ОЕЕ, объединяющий информацию об эффективности, производительности и качестве. Расчет коэффициента ОЕЕ проводили для наиболее критичных единиц оборудования на основании выявленных и классифицированных согласно модели времени потерь, на примере предприятия производящего мясные изделия.
Алгоритм расчета коэффициента общей эффективности оборудования (ОЕЕ) для вакуумного шприца приведен на рис.5. Коэффициенты ОЕЕ для остальных единиц основного технологического оборудования были рассчитаны аналогичным способом.
Как видно из расчетных данных (рис.6), коэффициенты общей эффективности оборудования варьируют от 23 до 59%, что значительно ниже достигнутого уровня (80%) зарубежными производителями. Проведенные расчеты свидетельствуют, что проблема низкой эффективности оборудования лежит как в области эксплуатационной готовности оборудования (К1), так и в области связанной с производительностью оборудования (К2). Этот факт указывает на необходимость поиска путей сокращения и управления простоями оборудования.
Рис. 5 Расчет коэффициента общей эффективности оборудования (ОЕЕ)
Рис. 6 Общая эффективность основного технологического оборудования предприятия, производящего мясные изделия
Для установления конкретных причин, вызывающих потери эффективности, а так же последующей их локализации и устранения, был проведен более глубокий анализ простоев в работе оборудования с использованием дерева причин и 4М анализа. Для выявления причин была предложена матрица качества, позволяющая анализировать выявляемые простои, причины возникновения и сопоставлять их со стадией технологического процесса, а также используемым на данной стадии оборудованием. Фрагмент матрицы приведен в табл.1
Таблица 1
Сводная матрица качества выявления причин низкой эксплуатационной готовности оборудования
| Функционально - технологическая схема | Простои, влияющие на эксплуатационную готовность | Причины возникновения простоя | |||||
| Стадия технологического процесса | Используемое оборудование | Отказ | Другие простои | Человек | Материал | Машина | Метод |
| Подготовка сырья | Весы напольные | ||||||
| Разделка, обвалка, жиловка | Пила ленточная | 3Х | Х | 2Х | |||
| Измельчение сырья | Волчок | Х | Х | Х | |||
| Посол сырья | Фаршемешалка | Х | Х | Х | |||
| Приготовление фарша | Куттер | Х | Х | Х | |||
| Формование продукции | Шприц колбасный | 2Х | 2 Х | 2Х | Х | Х | 2Х |
| Дата заполнения: | |||||||
| Ответственный исполнитель: | |||||||
По результатам анализа сводной матрицы была построена диаграмма Парето (рис. 7)
Рис. 8 Причины, влияющие на эксплуатационную готовность оборудования
Одновременно для идентификации и/или комбинации причин, вызывающих отказы, а так же определения факторов, которые влияют на эксплуатационную готовность оборудования, строилось «дерево причин» низкой эксплуатационной готовности. «Дерево причин» представляет собой детализацию модели временных потерь и позволяет классифицировать причины простоев (рис. 8). Проведенные исследования позволили установить причины низкой эффективности оборудования связанные с методом - эффективностью и результативностью действий служб технического обслуживания и ремонта и персоналом – человеческим фактором, который во многих случаях был главной причиной, как низкой эксплуатационной готовности, так и невысокой производительности оборудования.
В главе 4 изложен методический подход к мониторингу и анализу качества работы технологического оборудования. Проведена работа по систематизации общепринятых характеристик пищевого оборудования и установлены базовые показатели, позволяющие оценивать и анализировать его текущее состояние. В процессе исследования была выявлена объективная необходимость в сборе и анализе актуальной и адаптированной информации, гармонично вписывающейся в организационную структуру системы технического обслуживания и ремонта. Для решения данной задачи была предложена методика мониторинга и анализа качества работы оборудования, которая позволила реализовать следующие цели: систематически и планомерно отслеживать текущее состояние оборудования; выявлять отклонения от нормативных критериев; анализировать выявленные отклонения; оперативно принимать корректирующие решения.
Методика мониторинга и анализа качества работы оборудования (рис.9) включает три логических блока. Стартовым является блок отслеживания текущего состояния оборудования, который предусматривает трехуровневую регистрацию
Рис. 8 Дерево причин низкой эксплуатационной готовности оборудования на прим. предприятия, производящего мясные изделия

данных, характеризующих работу каждой единицы оборудования. На первом уровне регистрировали эксплуатационные и технологические параметры, на втором уровне - временные потери, характеризующие состояние оборудования, на третьем уровне - данные о характере неполадок. Для каждого уровня разработана регистрация данных. Пример формы третьего уровня регистрации данных приведен на рис.10
| ЛИСТОК НЕПОЛАДКИ | |||
| Наименование оборудования: | |||
| Дата обнаружения: | |||
| ФИО лица, обнаружившего неполадку: | |||
| ГДЕ? | ЧТО? | ||
| Поверхности, трубы | Нет доступа для обслуживания | ||
| Внутри | Грязь (пыль, масло, остатки продукта т.д.) | ||
| Под кожухом | Крепеж ( не закреплено, отсутствие) | ||
| Рабочие органы | Шум, вибрация, перегрев | ||
| Электрическая часть | Поломка, в т.ч износ | ||
| Вспомогательное оборудование | Нарушение герметичности системы | ||
| Другое | Другое | ||
| Подробное описание неполадки: | |||
Рис.10 Форма «Листок неполадки»
Второй блок методики мониторинга направлен на определение и оценку масштаба проблем. На первом этапе проводили определение общей эффективности оборудования (OEE). Второй этап предусматривал проведение статистического контроля работы оборудования и определение индекса работоспособности оборудования ![]() :
:
![]() ; (4)
; (4)
На этапе выявления отклонений (третий этап) проводили оценку отклонений от установленной нормы с использованием диаграмм Парето и контрольных карт. При наличии отклонений их анализировали с использованием матрицы качества.
Заключительный блок – блок оперативного принятия решений предусматривает выработку корректирующих действий по эффективному устранению отклонений, а также отслеживание динамики изменения установленных показателей. Разработанная методика мониторинга и анализа качества работы оборудования является эффективным инструментом управления качеством, позволяющим оперативно решать задачи и реагировать на всевозможные изменения в ходе технического обслуживания и ремонта.
Глава 5 посвящена моделированию научно-практических мероприятий по совершенствованию системы качества обслуживания оборудования пищевого предприятия. На основании проведенных исследований была предложена функциональная схема улучшения качества процесса «Управление основным и вспомогательным оборудованием», базирующаяся на синергетическом подходе (рис.8).
Рис.11 Функциональная схема улучшения качества процесса «Управление основным и вспомогательным оборудованием
На основании предложенной функциональной схемы улучшения качества процесса «Управление основным и вспомогательным оборудованием» сформирована модель системы качества обслуживания оборудования малых и средних пищевых предприятий (рис.12), которая позволяет описывать информационные и ресурсные потоки системы и определять пути достижения целей в сфере организации эксплуатации оборудования с позиции постоянного улучшения.
Для эффективного функционирования системы необходимо методическое обеспечение, с помощью которого можно управлять качеством обслуживания оборудования в соответствии с методологией постоянного улучшения. Для этой цели была разработана методика совершенствования системы качества обслуживания оборудования малых и средних пищевых предприятий, состоящая из шести модулей (рис. 13).
В результате реализации отдельных мероприятий методики на предприятии, производящем мясные изделия cоздана система самостоятельного обслуживания оборудования, направленная на привлечение операторов к облуживанию оборудования. Система предусматривает 2-х уровневое обучение персонала и регламентацию самостоятельного проведения работ. На первом уровне формируются знания и навыки персонала технической службы об основах самостоятельного обслуживания. На втором уровне персонал технической службы проводит обучение производственного персонала (операторов) навыкам самостоятельного обслуживания на рабочем месте. Для



регламентации самостоятельного проведения работ были разработанны карты самостоятельного обслуживания по каждой единице оборудования.
Для регулирования процесса технического обслуживания на основе правил производственного менеджмента необходимо устанавливать технические регламенты производственного обслуживания.
В ходе выполнения работы была разработана структура документации, основные документы, а также формы записей, регламентирующие деятельность технической службы предприятия, производящего мясные изделия. Структура документации приведена на рис. 14
Рис 14 Структура документации технической службы.
Контроль и улучшение регламентов технического обслуживания базируется на анализе результативности и эффективности процесса «Управление основным и вспомогательным оборудованием». Персонал по техническому обслуживанию должен руководствоваться сравнительными показателями для измерения результативности деятельности технической службы.
В качестве показателя результативности было предложено использовать коэффициент технического обслуживания, который рассчитывается по следующей формуле:
![]() , (4)
, (4)
где К(оее)Ф – фактические значение коэффициента общей эффективности оборудования, К(оее)Н – нормативное значение коэффициента общей эффективности оборудования
В качесте нормативного значения выбрано значение коэффициента общей эффективности оборудования равное 0,8, что соответствует уровню мировых производителей.
Коэффициент технического обслуживания служит индикатором наличия проблем в технической службе и основанием для принятия управленческих решений. Информация о достигеутых показателях размещалась на стендах предприятия по итогам каждой недели, месяца, квартала и использовалась как одна из составляющих для мотивации персонала.
Проведенные мероприятия позволили добиться повышения фактических значений коэффициентов общей эффективности оборудования, что подтверждено проведенными расчетами по каждой технологической единице. Полученные результаты отражены на рис. 14.
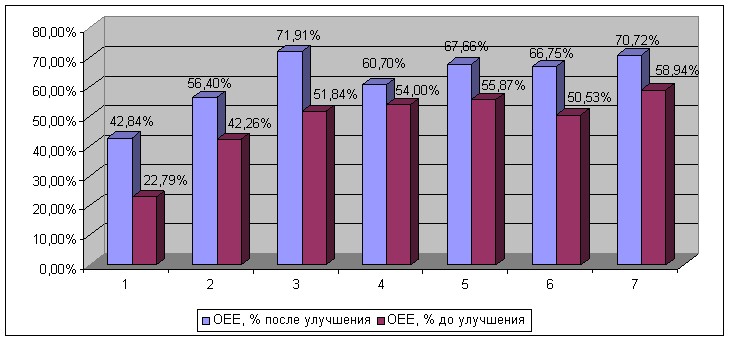
1 - Пила ленточная; 2 - Электромясорубка (волчок); 3 - Куттер; 4 - Фаршемешалка; 5 - Шприц колбасный вакуумный; 6 - Клипсатор односкрепочный; 7 - Коптильная камера
Рис. 15 Изменение коэффициента общей эффективности оборудования
Как следует из рисунка, коэффициент общей эффективности оборудования (ОЕЕ) при общей тенденции улучшения для таких единиц оборудования как: куттер (51,84 – 71,91%), фаршемешалка (54 – 60,7%), шприц (55,87 – 67,66%), клипсатор (50,53 – 66,75%), коптильная камера (58,94 – 70,72%) достиг значений 60-70% при установленной норме 80%.
Значения коэффициента технического обслуживания до и после внедрения мероприятий приведены в таблице 2.
Таблица 2
Изменение коэффициента результативности в процессе совершенствования системы обслуживания оборудования
| № п\п | Наименование оборудования | Коэффициент технического обслуживания, | |
| до внедрения | после внедрения | ||
| 1 | Пила ленточная | 0,28 | 0,54 |
| 2 | Электромясорубка (волчок) | 0,53 | 0,71 |
| 3 | Куттер | 0,65 | 0,90 |
| 4 | Фаршемешалка | 0,68 | 0,76 |
| 5 | Шприц колбасный вакуумный | 0,70 | 0,85 |
| 6 | Клипсатор односкрепочный | 0,63 | 0,83 |
| 7 | Коптильная камера | 0,74 | 0,88 |
Таким образом, разработанная методика совершенствования качества обслуживания оборудования малых и средних пищевых предприятий позволяет реализовать на практике принципы Всеобщего обслуживания оборудования.
ВЫВОДЫ
1. На основе анализа и обобщения исследований отечественных и зарубежных авторов, установлена необходимость разработки принципиально новых решений к реорганизации функционирующих систем качества обслуживания производственного оборудования, с учетом мировых тенденций развития производственных систем.
2. Проведено структурирование, осуществлен качественный и количественный анализ процесса «Управление основным и вспомогательным оборудованием», позволивший установить проблемные области процесса.
3. Сформулированы приоритетные направления улучшения процесса системы менеджмента качества «Управление основным и вспомогательным оборудованием» и стратегические направления развития системы обслуживания производственного оборудования малых и средних пищевых предприятий.
4. Осуществлено комплексное исследование и структуризация потерь, связанных с функционированием технологического оборудования, и установлены наиболее значимые потери, вызванные отказами.
5. Реализована методика расчета общей эффективности оборудования и определен комплекс факторов, вызывающих потери эффективности оборудования.
6. Разработана и внедрена матрица качества, устанавливающая взаимосвязь технологического процесса и состояния производственного оборудования и позволяющая выявить причины низкой эксплуатационной готовности и производительности оборудования.
7. Проведена систематизация общепринятых характеристик оборудования и установлены базовые показатели, позволяющие оценивать и анализировать текущее состояние оборудования.
8. Разработана и внедрена методика мониторинга и анализа качества работы оборудования, включающая три логических блока и позволяющая осуществлять систематическое отслеживание текущего состояния оборудования, выявлять отклонения от нормируемых критериев и проводить их анализ, а также оперативно принимать корректирующие решения.
9. Разработана функциональная схема улучшения качества процесса «Управление основным и вспомогательным оборудованием», базирующаяся на синергетическом подходе.
10. Создана модель системы качества обслуживания производственного оборудования малых и средних пищевых предприятий, основанная на методологии постоянного улучшения.
11. Разработана и апробирована модульная методика совершенствования качества системы обслуживания оборудования малых и средних пищевых предприятий, позволяющая реализовать на практике принципы всеобщего обслуживания оборудования.
12. Разработано и внедрено нормативное сопровождение системы качества обслуживания производственного оборудования, а также показатели результативности и эффективности, регламентирующие ее функционирование.
Список работ опубликованных по теме диссертации
- Тихомиров И.А., Матисон В.А. «Обучение персонала в рамках системы технического обслуживания и ремонта оборудования» В сб.: III Международная научная конференция студентов и молодых ученых «Живые системы и биологическая безопасность населения», М.: МГУПБ, 2004.-307 с.
- Тихомиров И.А., Матисон В.А. «Перспективы развития систем технического обслуживания на предприятиях пищевой промышленности» В сб.: II Всероссийской научно-технической конференции-выставки с международным участием «Высокоэффективные пищевые технологии и технические средства их реализации». ч.2, М.: МГУПП, 2004.- с.6-10.
- Тихомиров И.А., Матисон В.А. «Повышение результативности процесса управления основным и вспомогательным технологическим оборудованием» В сб.: II Всероссийской научно-технической конференции-выставки с международным участием «Высокоэффективные пищевые технологии и технические средства их реализации». ч.2, М.: МГУПП, 2004.- с.10-13
- Тихомиров И.А. «Качество продукции определяется качеством продукции» // Пищевое оборудование в России, 2005.- №3.-с.42-46
- Тихомиров И.А. «Залог высокого качества продукции» // Хлебопродукты, 2005.- №6.- с.38-39
- Тихомиров И.А., Матисон В.А. «Роль вспомогательных процессов в формировании качества продукции» В сб.: III юбилейной Международной выставки-конференции «Высокоэффективные пищевые технологии, методы и средства для их реализации». ч.2, М.: МГУПП, 2005.- с.10-13
- Тихомиров И.А. «Обзор оборудования по производству мясных полуфабрикатов» //Мясо.Ком, 2006.-№11.-с.28-30
- Тихомиров И.А. «Инженерные методы повышения качества продукции» // Мясо.Ком, 2006.-№12.- с.30-31
- Тихомиров И.А. «Итальянское оборудование для формования печенья» // Хлебопродукты, 2006.- №3.- с.60-61
- Тихомиров И.А., Матисон В.А. «Современные подходы к управлению производством» В сб.: IV Международная конференция-выставка «Высокоэффективные пищевые технологии, методы и средства для их реализации» ч.3, М.: МГУПП, 2006.- с.110-114
- Матисон В.А., Тихомиров И.А. «Мониторинг общей эффективности оборудования»// Пищевая промышленность, 2007.-№2.-с.40-42
- Тихомиров И.А. «Техническое обслуживание и ремонт оборудования: направления совершенствования» //Мясо.Ком, 2007.-№18.-с.44-46
Summary
Development of Quality Service of the Equipment in Food Facilities Basing on TPM elements.
Tikhomirov I.А.
The system of technical service and maintenance of equipment is one of the most complicated spheres of production processes management.
However, it is obvious that effective management of technical service and maintenance has become important factor in raising the level of companies’ competitiveness.
The main aim of the research is working out scientific approaches to the development of quality service of equipment in small and medium food facilities by application modern methods of quality management and TPM system use.
To achieve put by aim the next tasks were met: analysis of facility management system, development of quality management process, “management of main and subsidiary equipment”, forming of documentation structure, creation of control system and improving regulations of technical services.